 > Техника, страница 60 > Матрица
> Техника, страница 60 > Матрица
Матрица
Матрица, снабженная вырезом часть инструмента, служащего для обрееки заусенца у штампованных изделий (фигура 1). Для холодной обрезки матрица изготовляется из обычной углеродистой стали (~ 0,6%
С), для горячей обрезки часто применяется специальная сталь, которая не теряет твердости режущего края при нагреве до 300—400°
(0,35±0,05% С; 3,5±
±0,3%Сгили: 0,35±
+0,05%С;3.5±0.3%
Сг; 10,0±0,5% W).
Металл для изгото- Фигура 1.
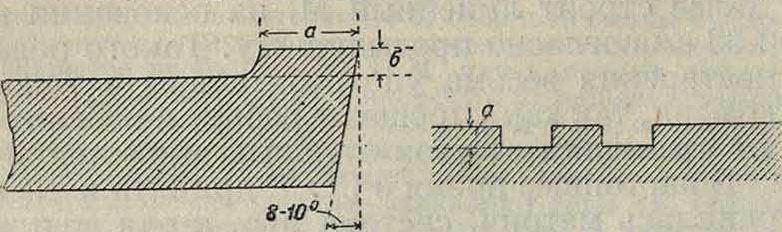
вления М. должен хорошо сопротивляться удару. Режущий край М. имеет вид, изображенный на фигуре 2; размеры выступа: «=5-1-10 миллиметров, 6=2—3 миллиметров. Эта форма удобна для заточки режущего лезвия М., т. к. при этом обрабатывается узкая полоса, а не вся поверхность ее. Выстуй а необходим для лучшего размещения обрезываемого изделия в вырезе М. Для сохранения
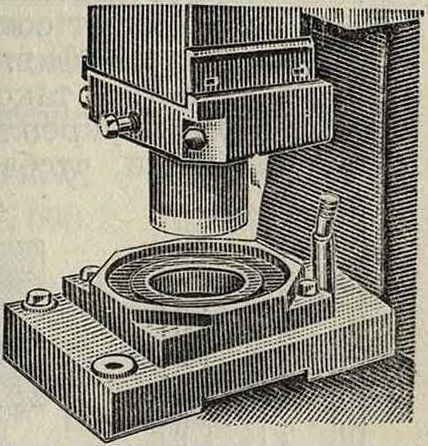
прочности режущего лезвия М. часто изготовляют ее из обыкновенной стали (0,3—0,5% С) и на лезвие наплавляют стеллит (белая полоска на фигуре 1—наплавленный стеллит).
Фигура 2. Фигура 3.
В этом случае особенно удобно присутствие выступа на ребре М. Так как усилие, необходимое для среза заусенца, прямо пропорционально периметру режущего края М., то для уменьшения мощности примени-
_ςρ-ςρ-ζρ-QJ-Q?-ζΡ-
з a ..я—в------------- г. я
Фигура 4.
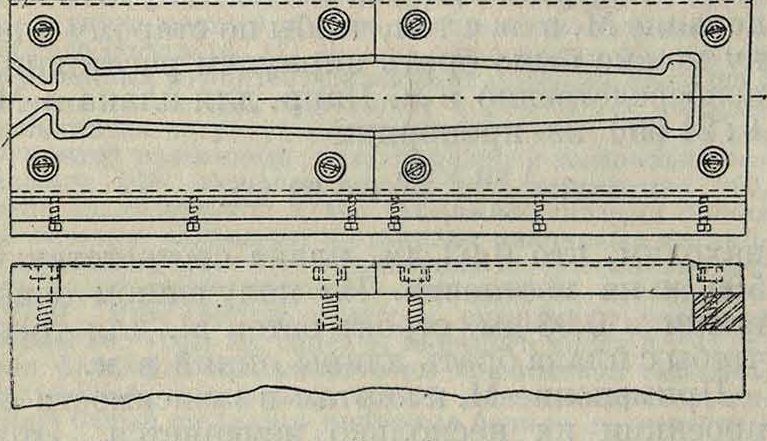
ем ого пресса делают режущее лезвие (фигура 3) не лежащим в одной плоскости, а уступами; глубина уступа а делается не меньше толщины заусенца, то есть ок. 1—4 миллиметров, смотря по изделию и толщине заусенца. Обычно обрезка совершается при помощи специального штемпеля, образу-б ющего с М. комплект Ц обрезного инструмента (смотрите Обрезка), устанав-^ ливаемого в обрезной пресс или иногда в молот. М. бывает цельной и составной; на фигуре 1 показана М. из одного куска; большие или сложные М. бывают составными из нескольких кусков. На фигуре 4 приведен образец М. из 4 частей; в таком случае дыры для винтов, к-рыми укрепляются части М., делают овальными, чтобы иметь возможность
Фигура 5.
Фигура 6.
Фигура ".
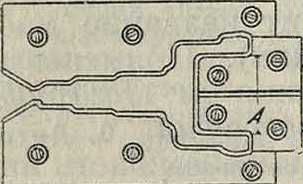
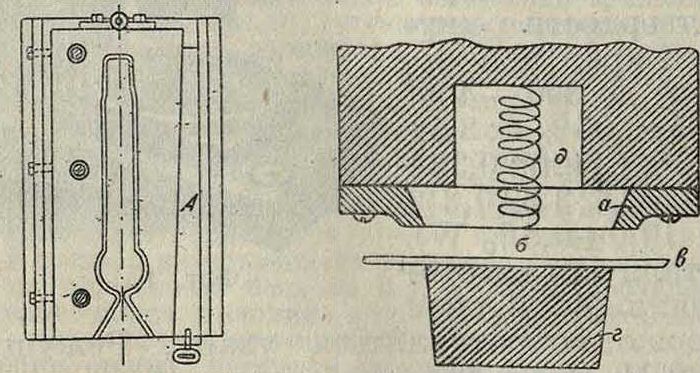
при подточке ребра точно установить режущий край. На фигуре 5 показана М., применяемая, когда надо обрезать размер А очень точно. Вследствие износа М. этот размер уменьшается, и для сохранения его ставят более толстую прокладку; планка Б и установочные винты В воспринимают давление на передвижную часть М. при штамповке. На фигуре 6 показана другая установка при помощи клина А, затягиваемого винтом. В некоторых случаях матрица устанавливается не на нижней плите обрезного пресса, а на верхней, что придает обрезке вид. изображенный на фигуре 7, где а—матрица, б—изделие, в—заусенец, г—штемпель пуансона, д—пружина. В таком случае М. носит название обращенной М. (reversed). к. Грачев.
М. в математике, см. Определители.