 > Техника, страница 60 > Медь
> Техника, страница 60 > Медь
Медь
Медь, Си, химич. элемент, ат. вес 63,57, порядковый номер 29; принадлежит к I группе периодич. системы, аналогами ее являются Ag и Au. М.—металл характерного красноватого цвета, тягучий и мягкий, плющится в тонкие листочки и вытягивается в тонкие проволоки; твердость (по Мосу) 3; кристаллизуется в кубич. системе; уд. вес 8,8— 8,9; 1 083°; t°Km. 2 310°; уд. теплоем кость при 17° 0,0911; скрытая теплота плавления 43,3 cal; теплопроводность при 20° 0,92 cal см/см2 ск. °С; коэф. линейного расширения при 20° 0,162 · 10~4; усадка при застывании 4,2%; уд. сопротивление М. при 20° 0,017241 9 миллиметров2/м; электропроводность при 0° 64,1 -104 мо; <°-ный коэф. сопротивления в интервале 0°-АЮ0° (426-У433)· 10-5. Почти все примеси, особенно As, Р, AI, Sb и Sn, понижают электропроводность М.; по отношению к нормальному раствору сульфата М. имеет разность потенциалов -j-0,262 V; уд. магнитная восприимчивость —0,085-10-6. В механическом отношении медь характеризуется следующими свойствами: НБг 50; сопротивление на разрыв 20—24 килограмма/мм2; удлинение >38%, поперечное сжатие >50%; модуль упругости 12100—12 300 килограмм/мм2. В химическом отношении М. характеризуется следующими свойствами: при обычной ί° не поддается действию воздуха и влаги в отсутствии С02, под действием С02 во влажном воздухе покрывается зеленым налетом основной углекислой соли, при накаливании па воздухе выше 185° начинает окисляться, покрываясь слоем вначале Си20, а после того—окиси меди (медная окалина); в H2S04 (с выделением S02) и в HN03 (с выделением N0) растворяется при нагревании, в НС1 не изменяется, в аммиаке растворяется, предварительно окисляясь, и дает синий раствор; в расплавленном виде поглощает 02, S02 и другие газы; примеси (Mn, Ni, Zn, Sn), которые дают с М. твердые растворы, делают М. более твердой, уменьшают ее вязкость, но увеличивают ковкость и способность к прокатке; примеси, мало или вовсе не растворимые (Bi, Pb, Sb), уменьшают и вязкость и ковкость и весьма вредны при горячей обработке М. В природе М. встречается в следующих видах: 1) самородная М. в виде кристаллов, отдельных зерен, дендритов, а также в виде больших самородков, иногда громадными глыбами,подобныхк-рым между другими самородными металлами не встречается; 2) в виде медных руд (смотрите)·
Рыночные сорта М. На мировом рынке медь продается чаще всего в форме вайербаро в—штыков, предназначенных для прокаткинапроволоку, или и н г о т о в— штыков, предназначенных для приготовления сплавов. Значительное количество М. продается в форме к а т о д о в—пластин эле-ктролитич. М., полученных непосредственно путем электролиза в ваннах. По степени чистоты различают: электролитическую М. (99,9% М.), идущую на провода и ответственные сплавы, и красную М. (99,6—99,9%), идущую на изготовление медных топок, листов, труб и на менее ответственные сплавы. Цены на М. подвержены значительным колебаниям. Так, средняя цена М. на нью-йоркской бирже в 1926, 1927 и 1928 гг. равнялась соответственно 13,795, 12,920 и 14,570 центов за 1 англ. фн. Цена на М. в СССР ок. 1 000 руб. за т.
Металлургия М. В некоторых случаях бывает возможна непосредственная металлургическая обработка медных руд с целью извлечения меди, но чаще всего, в особенности для сернистых руд, применяется предварительное обогащение, то есть отделение пустой породы. В этом случае металлургической переработке подвергают продукт обогащения— концентрат. Для извлечения меди из руд или из концентратов пользуются пирометаллургия., гидрометаллургич. или электрометаллургическими процессами или их комбинацией, выбор зависит от характера руд и общих условий. Вообще же для сульфидных руд или концентратов обычно применяется плавка, для бедных окисленных руд—чаще всего выщелачивание, нередко комбинирующееся с электролитич. процессами. Проблема переработки смешанных руд не вполне еще разрешена и к ним применяются комбинированные процессы, включающие обычно обогащение. Наконец электроплавка до настоящего времени широкого применения не получила. Для руд, содержащих М. в самородном виде, процессы обогащения приводят к получению концентратов, представляющих металлич. М. Металлургия. переработка таких руд сводится к простой переплавке М., которая обычно про водится в небольших отражательных печах. Хвосты от обогащения, содержащие самородную М., обрабатываются гидрометаллургич. методами. Наибольшее количество выплавляемой М. получается из сульфидных руд и концентратов. В зависимости от количества сульфидов Fe и пустой породы содержание М. в них колеблется в широких пределах—от 1V2—2% до 30—40%. Весьма полное удаление пустой породы методами обогащения значительно повышает % меди в материалах, поступающих в плавку. Но лишь за последние 5—6 лет с развитием селективной флотации (смотрите) оказалось также возможным отделять большее количество сульфидов Fe, что повело к дальнейшему увеличению содержания М. в концентратах, а также дало возможность подвергать обо гащению массивные колчеданистые руды— медистые пириты. Несколько лет тому назад содержание М. в концентратах колебалось в пределах 10—15%, теперь оно удвоилось; прежде з-ды вынуждены были проплавлять колчеданистые руды, содержавшие 2% М., теперь они могут рассчитывать на концентрат от обогащения этих руд. в 5—40 раз более богатый. Практич. результатом применения метода флотации было радикальное изменение характера и размеров металлургия. з-дов: при той же производительности стало возможным проплавлять меньшее количество, но более богатых концентратов, которые допускают перевозку на значительное расстояние и дают возможность сосредоточить плавку на з-дах, не связанных непосредственно с тем или иным месторождением медных руд; с другой стороны, крупнокусковая руда, к-рую раньше приходилось проплавлять в больших количествах, теперь либо совсем не поступает на з-ды либо поступает на них в относительно небольших количествах, что изменило характер металлургических устройств. Вновь строящиеся и проектируемые в СССР з-ды будут работать преимущественно на концентратах.
Пирометаллургия М. Плавка сернистых медных руд имеет целью: удаление пустой породы, которая подбором соответствующих флюсов переводится в шлак, удаление сульфидов Fe и удаление S, с которой связана М. Ошлакование пустой породы при правильно подобранной шихте не представляет затруднений, удаление же Fe и S более сложно. Сульфид М., Cu2S, весьма устойчивое соединение, при плавке руд легко образует с сернистым железом так называемым штейн—сплав, плавящийся при ί° ~ 1100°. Содержание меди в штейне моясет колебаться от 0% (чистое сернистое Fe) до 79,8% (чистый сульфид меди). Благодаря более высокому (по сравнению с Fe) сродству меди к S можно быть уверенным, что при плавке медных руд, если наряду с М. присутствует и некоторое количество сернистого железа, вся М., содержавшаяся в шихте в виде сульфидов или соединений с кислородом, перейдет в штейн. Чем больше в шихте S и Fe по сравнению с М., тем меньше будет содержание М. в штейне. При плавке медных руд получаются т. о. два продукта: штейн, в к-рый переходит вся М., и шлак. Оба эти продукта в жидком виде практически нерастворимы друг в друге, а так как уд. в штейна больше, то он отделяется от шлака в отдельный слой, что дает возможность эти два продукта выпускать из плавильных устройств порознь. Руды с большим содержанием S и Fe и малым содержанием М. при плавке дадут большое количество бедного штейна. Т. к. штейн является промежуточным продуктом плавки и подлежит дальнейшей переработке, то эта переработка будет тем дороже, чем беднее полученный штейн. С другой стороны, чем богаче штейн, тем больше меди теряется в шлаках в силу того, что нек-рая часть штейна всегда запутывается в шлаке в виде мельчайших капель или растворяется в нем и т. о. часть М. оказывается ошлакованной. При попытке выплавить из руды непосредственно М., удалив предварительно до плавки всю серу, получаются чрезмерные потери М. и малый выход ее. По этой же причине экономически невозможна непосредственная плавка окисленных руд на медь, за исключением весьма редких случаев, когда имеются особо благоприятные условия и богатые руды, как например в Центр. Африке. В то же время в процессе дальнейшей переработки штейна потери М. весьма невелики; поэтому при медной плавке стремятся получить вначале промежуточный продукт— штейн. Это обстоятельство дает основание рассматривать медную плавку как своего рода процесс обогащения. Чтобы сделать этот процесс выгодным, необходимо регулировать количество получаемого штейна и его состав—путем сокращения количества сернистого железа, переходящего при плавке в штейн. Это достигается, как было указано выше, путем предварительного обогащения руд селективной флотацией, причем сульфиды Fe отходят в хвосты. Этого Hie можно достигнуть и при плавке путем удаления из щихты большего или меньшего количества S, причем остающееся Fe должно будет в виде окислов перейти в шлак. Удаление части S из шихты возможно двумя путями: 1) путем предварительного обжига руды при доступе воздуха и 2) путем окисления во время плавки руды. Если имеем дело с мелкой рудой или концентратами, применяется первый процесс; если руда крупнокусковая, то более выгодна обычно окислительная плавка.
Обжиг концентратов осуществляется в настоящее время почти исключительно в многоподовых печах с механич. перегребанием, чаще всего системы Веджа (смотрите Веджа печь). Такая печь имеет 6—10 круглых подов, на которых расположена тонким слоем мелкая руда. При помощи гребков, укрепленных на центральной вращающейся оси, руда непрерывно перегребается и пересыпается с верхних подов на нижние—навстречу движущимся вверх газам. Т. к. реакция окисления сульфидов, особенно’ пирита, связана с выделением большого количества тепла, то обжиг идет без затраты горючего. Регулируя скорость прохождения руды через печь, можно понизить содержание S до любого желательного предела, например с 35—10 до 5—6%. S уходит в виде сернистого газа и последний м. б. использован для получения серной к-ты. Плавка в шахтных печах—Hail-
т. 9. т. XII.
более подходящий процесс для окислительного плавления крупнокусковых руд. В настоящее время для этой цели применяются исключительно ватер-жакеты (смотрите). Производительность печи определяется площадью горизонтального сечения в поясе фурм, через которые в печь подается воздух. На 1 ж2 сечения печи проплавляют 50—70 тонн шихты в сутки. Для малой производительности выбирают печи с круглым сечением, а для большой—с прямоугольным. Шихта (смесь руды, оборотных продуктов, флюсов и топлива—кокса) загружается сверху и наполняет печь; сходя вниз к зоне плавления, которая сосредоточена несколько выше пояса фурм, руда начинает постепенно нагреваться. При i° около 700° пирит, содержащийся в руде, диссоциирует, теряя один атом серы: FeS2=FeS + S;
S возгоняется вверх и уносится с газами в газоход, сгорая за счет О воздуха, засасываемого через колошник. При температуре выше 1000° сульфиды начинают плавиться и стекают вниз через слой ранее загруженной шихты (из которой сульфиды уже ликвиро-вали), встречая на своем пути поднимающиеся вверх газы. В зоне плавления жидкие сульфиды встречаются с кислородом дутья, причем энергично окисляется FeS, образуя сернистый газ и FeO; последняя тут же, реагируя с Si02, образует силийат, растворяющийся в расплавленной шихте:
2FeS+ 3 02=2FeO+ 2S02;
2FeO + Si02=2FeO Si02".
Сернистый газ, поднимаясь вверх, встречается с коксом и сжигает его, образуя серу и углекислоту:
c + so2=s + co2.
За счет теплоты сгорания сульфидов, шлакования FeO и окисления кокса поддерживается необходимая Г. При достаточном содержании в шихте сульфидов(при плавке медистых пиритов) расход кокса составляет I1/*—2%. Такого рода плавка носит название пиритной и позволяет проплавлять с выгодой весьма бедные руды, содержащие всего 1,5% М. Пиритная плавка применялась в СССР на Карабашском и Калатинском заводах. За границей она сохранилась как исключение—за исчерпанием запасов массивных колчеданов и в виду большей выгодности обогащения. Для пиритной плавки необходим в качестве флюса хороший чистый кварц, обеспечивающий шлакование FeO, образующейся в большом количестве. FeO. частично окисляется до Fe304, распределяющейся частью в штейне, частью в шлаке. Если сульфидов недостаточно, то развиваемого за счет их окисления тепла нехватает для поддержания нужной ί°, и приходится вводить большое количество кокса, который теперь уже доходит до зоны плавления и начинает окисляться также за счет кислорода дутья. Чем больше вводится топлива, тем меньшее количество сульфидов будет окисляться. Такая плавка с расходом до 12—15% кокса называется полупиритной. При весьма малом содержании S или полном отсутствии ее в шихте получается типичная восстановительная плавка, продуктом которой являются черная М. и небольшое
26
количество богатого штейна либо только черная М. Регулируя количество топлива, подачу воздуха и состав шихты, можно достигнуть большей или меньшей десульфуризации в печи и получать штейны желаемого состава. Впрочем при пиритной плавке трудно рассчитывать на получение штейна с содержанием выше 20—25% М. При плавке на стенках печи, охлаждаемых циркулирующей водой, нарастает слой полуплавлен-ной шихты, т. н. г ар н и с аж, предохраняющий кессоны от износа, а плавильное пространство печи от чрезмерного охлаждения. Это является важной особенностью плавки в ватер-жакетах. Продукты плавки (шлак и штейн) стекают вниз на лещадь печи и непрерывно вытекают наружу через выпускное отверстие и выпускной жолоб, образующий род гидравлич. затвора. Газы отводятся через напыльник в трубу. Газы пиритной плавки богаты S02 им. б. использованы для получения H2S04. С газами уносится большее или меньшее количество пыли, которая отделяется по пути в трубу в пылевых камерах или электрофильтрами. Вытекающая из печи смесь шлака и штейна поступает в приемник, или передний горн,—выложенный нефтью), вдуваемым через форсунки в торцевой стенке печи; на 1 тонна топлива, сжигаемого в печи, проплавляют 5—7,5 тонн шихты. Газы отводятся из печи с противоположного конца при Г около 1200°; теплота их используется паровыми котлами, располагаемыми непосредственно около печи и развивающими около 2 4Р на 1 тонна проплавляемой шихты. Загрузка шихты производится через свод— либо через отверстия у топочного конца печи либо (что чаще) через ряд отверртий, расположенных по длине печи по обеим сторонам свода. Последний способ имеет существенное преимущество, так как дает возможность вести загрузку почти непрерывно; шихта располагается по стенкам печи и предохраняет их от разъедающего действия шлака, а сама она прогревается легко и быстро; непрерывная загрузка устраняет резкие колебания t° в печи, что делает плавку более скорой и следовательно экономной. Наивыгоднейшие условия сжигания топлива достигаются п и минимальном избытке воздуха, что создает в печи нейтральную (без избытка кислорода) атмосферу. Поэтому при плавке не приходится рассчитывать на окисление больших количеств серы и руда должен быть
Фигура 1.
огнеупорным кирпичом железный кожух глубиной 1-,2—1,5 л» и диам. 4—8 метров В переднем горне продукты плавки выдерживаются, и происходит отстаивание штейна от шлака. Сверху непрерывно стекает шлак, который подвергается грануляции водой и в таком виде в особых ковшах, установленных на вагонетки, отвозится на отвал. Штейн накапливается в переднем горне и от времени до времени через шпур, закрытый обычно глиняной пробкой (с ломиком), выпускается в ковш для дальнейшего передела. Благодаря непрерывному притоку горячего расплавленного материала и корке шлака, образующейся поверх горна, <° в переднем горне, если размеры его подобраны правильно, достаточна, чтобы обеспечить хорошее отстаивание продуктов плавки.
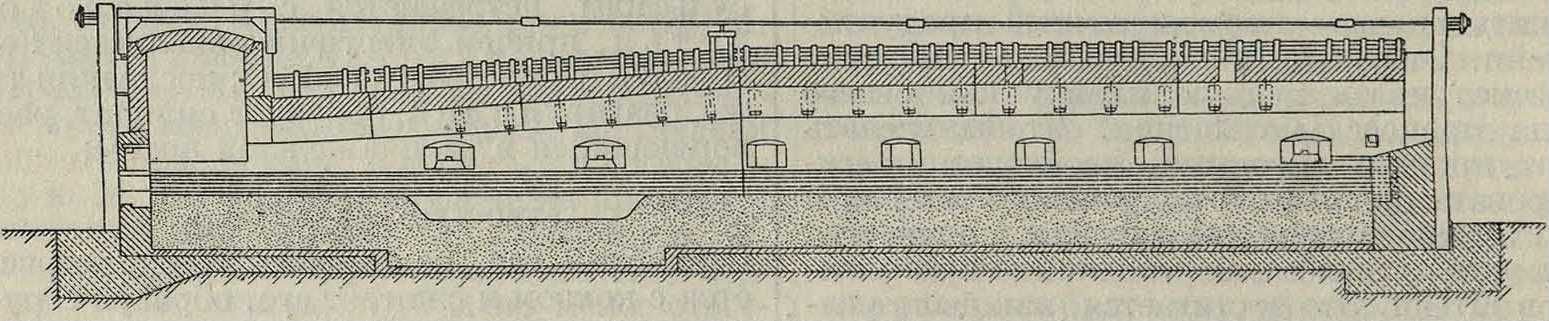
Плавка в отражательных печах применяется для мелких руд, концентратов и пыли. Современная отражательная печь Карсакпайского завода (фигура 1) представляет под, покоящийся на массивном основании, окруженный стенками из динаса и перекрытый сводом. Производительность печи определяется площадью пода и составляет 3—4 тонн шихты на мг. Так как ширина печи ограничена возможностью перекрыть ее достаточно прочным сводом и не превышает 8—9 м, то должная производительность обеспечивается достаточной длиной пода, которая достигает 30—39 метров Отражательные печи отапливаются.пылевидным топливом (или подвергнута предварительному обжигу. Как правило флюсы, пыль и другие оборотные материалы добавляются перед обжигом и проходят через обжигательные печи вместе с рудой и концентратами. Благодаря этому достигаются хорошее перемешивание составных частей шихты и подогрев их за счет тепла, развивающегося при обжиге. Готовая шихта непосредственно из обжигательных печей доставляется на загрузочную площадку над отражательными печами и распределяется по желобам, от которых отходят рукава, направляющие шихту в печь через отверстия в своде. Образующиеся по мере плавления шихты штейн и шлак в самой печи разделяются на два слоя. Штейн не разъедает огнеупорного материала печи и предохраняет под от действия шлаков. В противоположном топке конце печи шлак непрерывно вытекает из печи и убирается так же, как и при шахтной плавке. Штейн от времени до времени выпускается через шпур, располагаемый по длинной стороне печи. В печи всегда остается запас расплавленного штейна, к-рый аккумулирует в себе теплоту и обеспечивает более ровный Г-ный режим. При плавке нек-рое количество сульфидов окисляется гл. обр. за счет окиси железа, образующейся при обжиге, которая восстанавливается сульфидами до закиси, затем шлакующейся:
3Fe203 + FeS=7FeO + S02. Десульфуризация достигает от 20 до 30%.
В последнее время, в связи с повышением содержания М. в концентратах, стали загружать в печь непосредственно влажные сырые концентраты. Это понижает производительность печей примерно в 2 раза. В последнее время шахтные печи для плавки медных руд выходят из употребления, что объясняется, как отмечено выше, тем, что почти все руды теперь подвергаются предварительному обогащению, а также простотой и дешевизной работы отражательных печей. В нек-рых случаях считают выгодным крупнокусковые руды измельчать до кусков размером 0,6 сантиметров и плавить в отражательных печах.
Бессемерование, или конвертирование, представляет собой дальнейшую стадию окисления сульфидов, получаемых при плавке в форме жидкого штейна, и заключается в продувке воздуха через слой жидкого штейна. При этом в первую очередь окисляется сульфид Fe, образуя вначале FeO и S02. FeO должна по мере образования ошлаковываться вводимым кварцем,. образуя конвертерный шлак. При этом развивается значительное количество тепла, к-рое не только поддерживает t°, необходимую для процесса, но и перегревает штейн. Процесс проводится в конвертере (фигура 2а и 26), представляющем железный (клепаный или сварной) барабан, футерованный внутри магнезитовым кирпичом. Конвертер имеет горловину, через которую в него заливается штейн и выливаются шлак и медь и через которую в налыльник отводятся газы. Сбоку по образующей при горизонтальных конвертерах (фигура 2а) или по дуге окружности сечения при конвертерах вертикальных
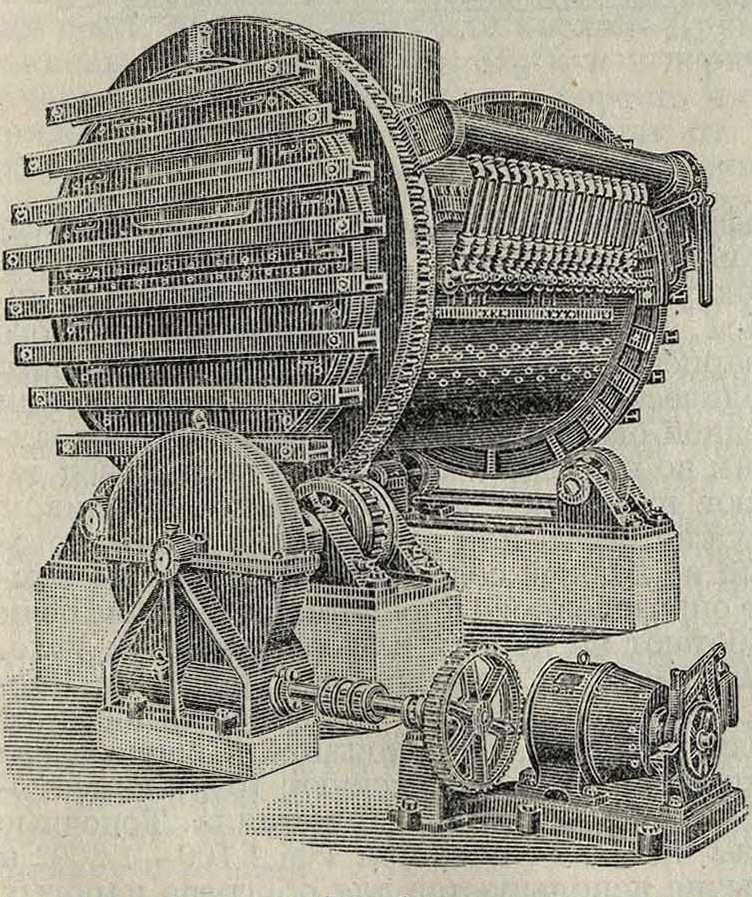
Фигура 2а.
(фигура 26) подводится через ряд фурм дутье. Конвертер имеет поворотный механизм, который позволяет наклонять горловину для выпуска шлака или меди. Кварц в дробленом и обычно подогретом виде загружается через горловину совком, а при горизонтальных конвертерах—через отверстие в торцевой стенке при помощи пневмати ческой пушки. Последнее приспособление применяется в настоящее время часто для загрузки в конвертер концентратов, которые плавятся за счет избытка тепла, получаемого при продувке штейна. Если кварца недостаточно, то FeO, образующаяся при продувке штейна, окисляется до Fe304, которая частью растворяется в шлаке, делая
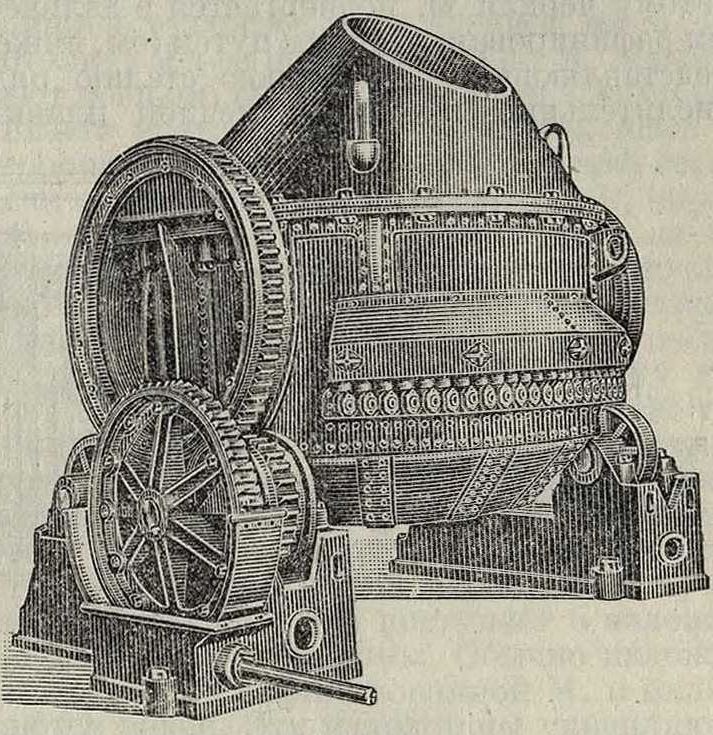
Фигура 26.
его тугоплавким, а частью может выделяться в твердом виде, образуя на стенках конвертера слой т. н. наст ы л и. Последняя предохраняет магнезитовую футеровку от разъедания шлаками и поэтому нарочито наращивается при прекращении подачи в конвертер кварца. По мере изнашивания этого слоя он наращивается вновь, что во много раз увеличивает срок службы магнезитовой футеровки. По мере образования шлака его сливают в ковши. Шлак содержит всегда в среднем 2—5% М. и является оборотным продуктом. Чаще всего этот шлак заливают в отражательную печь через отверстия в стенках последней по жолобу. По мере выгорания S и шлакования Fe содержание М. в штейне повышается, a Fe уменьшается. Наконец наступает момент, когда в конвертере оказывается в расплавленном виде чистый сульфид М. с содержанием ок. 80% М.—б елый штейн, названный так по стально-серому характерному цвету излома. При дальнейшей продувке белый штейн окисляется с выделением металлической М. по следующим реакциям:
C112S -Ь 3 О=Cu20 + S02 j Cu2S -Ь 2Си20=6 Си + S02 ·
М. не растворима в сульфиде, имеет больший уд, в и выделяется в виде отдельного слоя на дне конвертера, что заставляет располагать фурмы сбоку, а не снизу, как в конвертере для бессемерования чугуна. При расположении фурм снизу, холодный воздух, проходя через М., весьма быстро охладил бы ее, что повело бы к образованию в конвертере козла. При продувке белого штейна выделяется значительно меньше тепла. Чтобы довести процесс до конца, необходимо, во-первых, белый штейн перегреть, а во-вторых, иметь его в достаточном количестве. Поэтому обычно операцию продувки штейна не доводят до конца, а приливают по временам свежие порции штейна, накапливая в конвертере белый штейн в достаточном количестве, чтобы затем сразу его продуть на металл. Из конвертера М. обычно разливается в штыки. Полученная т. о. черная М. содержит в себе ряд примесей и большое количество растворенных газов, что делает штыки металла пузыристыми; поэтому черная М. подвергается в дальнейшем рафинированию сухим путем (смотрите ниже), представляющему последнюю стадию ряда окислительных процессов медной плавки. а) Рафинирование сухим путем производится в отражательных печах, имеющих некоторое сходство с отражательными печами для плавки медных руд. Размеры лечи определяются суточной производительностью. В настоящее время строят рафинировочные печи, вмещающие до 250 тМ., хотя на небольших предприятиях и медеобрабатывающих з-дах имеются печи на 5—10 тонн Естественно, что при столь большом различии в производительности весьма различны конструкции, применяемые при сооружении
| ш | |
| 1 |
Обычно в черной М. содержится до 99% М. Продолжительность бессемерования зависит от содержания М. в штейне, от количества штейна и интенсивности продувки. На Карабашском заводе в горизонтальных конвертерах длиной ок. 8 метров и диаметром 3 метров при содержании в штейне 20 % М. продолжительность операции составляет 36 ч., причем получается сразу до 30 тонн черной меди.
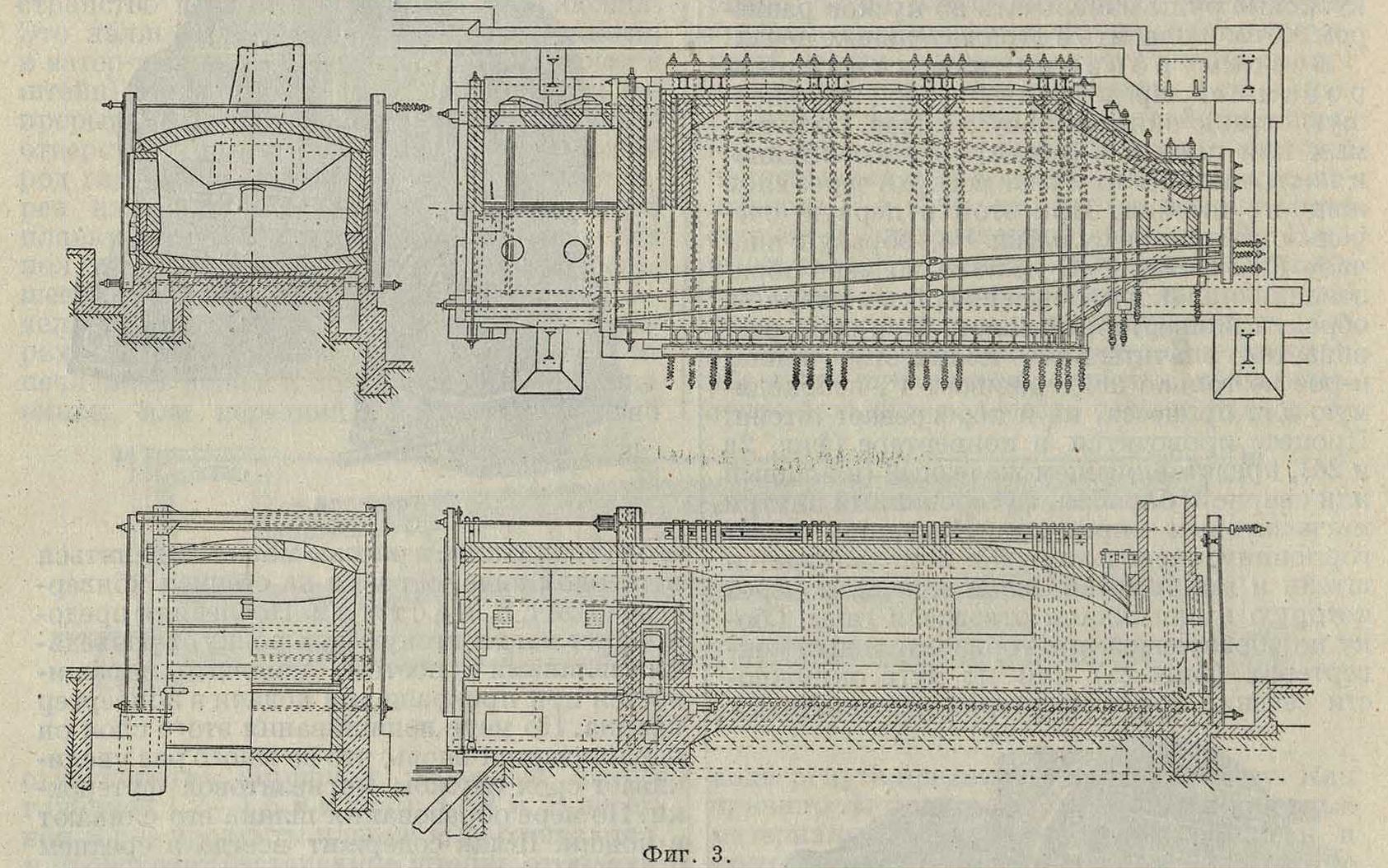
Рафинирование М. имеет целью удаление из металла примесей, делающих его непригодным для технич. целей. Из примесей доминирующее значение имеют: Fe, S, О, а также Ni, Pb, Sb, As, Bi и др. Обычно, медь содержит в .себе большее или меньшее количество Ag и Au, переходящих в процессе плавки руд целиком в штейн и затем из него в М. Ag и Ал мало влияют на качества металла, но представляют собой самостоятельную и иногда значительную ценность. Часть примесей, например Fe, S, Pb, легко удаляется путем окисления расплавленной М.; другие примеси (As, Sb, Bi, Ni) удаляются в этих условиях лишь частично; благородные же металлы вовсе не м. б. отделены таким путем. Поэтому для получения М. высокой чистоты и выделения из нее благородных металлов необходим дополнительный процесс—электролитич. рафинирование. рафинировочных печей. На фигуре 3 представлена типичная рафинировочная печь. Под у больших печей обычно делают из динаса, а у меньших—набивным из крупного кварцевого песка с примесью небольшого количества рафинировочных шлаков или медной окалины. Под охлаждается проходящим по каналам воздухом. Стенки и свод делают из динаса или магнезита. Топливом служит нефть или пылевидный уголь, который не должен содержать золы и серы свыше определенного процента. Небольшие печи работают на дровах или на каменном угле, сжигаемом на колосниковой решетке. Расход топлива колеблется в зависимости от размеров печи, рода топлива и способа его сжигания: нефти расходуют 10%, каменного угля 12—20% по весу металла. Топочные газы покидают печь при t° в 1 100—1 200° и обычно используются для обогрева паровых котлов. На одной из длинных сторон имеемся одно или два загрузочных окна. В торцевой части печи имеется окно для разлива М. либо летка, если металл выпускается из печи. Чаще всего металл загружают в печь холодным. Иногда на крупных з-дах при наличии миксера (смотрите) жидкая М. из конвертера сливается в последний и из него в рафинировочную печь. В этом случае металл заливают ковшами через свод. При малых печах загрузка производится вручную, а при больших—загрузочными машинами обычного для мартеновских мастерских типа. Медь, загруженная в предварительно разогретую печь, благодаря высокой теплопроводности быстро прогревается и начинает плавиться. Во время плавления медь окисляется избытком кислорода в газах. Окисление начинается с поверхности ванны расплавленного металла, но это окисление недостаточно быстро. Для ускорения его медь продувают воздухом через одну или несколько железных труб 0 25 миллиметров·, соединенных гибкими рукавами с воздухопроводом и погруженных концами в ванну жидкого металла. При t°, превышающей ί°,Λ. М., единственным устойчивым окислом М. является закись М., Си20. Подобно ряду других металлов расплавленная медь растворяет Си20 в количестве до 6%, что отвечает 0,67% кислорода. Поэтому вскоре металл оказывается насыщенным кислородом, равномерно распределяющимся вследствие энергичного перемешивания ванны под действием дутья. Кислород б. или м. легко реагирует с примесями, содержащимися в М., с образованием соответствующих окислов, практически нерастворимых в М. Так например:
2Cu20 + Cu2S=6Cu + S02;
Cu20 + Fe=2Cu + FeO.
Бблыная часть окислов всплываетна поверхность вместе с избытком Си20, которая вследствие ограниченности растворимости по мере образования отделяется от металла, образуя жидкий шлак; в нем растворяется также некоторое количество кремнезема из набойки печи, если набойка была кислая. Другие окислы, как РbО, As203, Sb203 и в первую очередь S02, улетучиваются. Скорость и порядок выгорания примесей зависят от их характера, количественного соотношения, условий работы. Обычно продувка продолжается от 2 до 6 часов и заканчивается, когда проба, взятая ложкой из печи, перестанет вздуваться выделяющимся из жидкого металла по мере его застывания S02, нерастворимым в твердой М. Вторым признаком окончания продувки являются характерный матовый кирпично-красный грубый излом пробы металла и значительная «утяжка». Образующиеся шлаки по временам удаляют вручную, чаще всего через окно при помощи полена, насаженного на длинный крючок. Нормальная черная М. дает около 3—4% (по весу металла) шлаков, содержащих 40— 50% М. Шлаки эти поступают в оборот: их в виде холодной добавки вводят в конвертер либо проплавляют в небольшой шахтной печи на черную М. Шлаки этой плавки проплавляют повторно или же направляют в плавку с рудами. ·
Следующей стадией рафинирования является восстановление металла. Начисто освобожденную от шлака поверхность М. покрывают тонким слоем древесного угля, а затем в ванну погружают комлем сырую жердь—так называемым дразнилку. Влага и продукты сухой перегонки дерева, выделяясь, энергично перемешивают .металл и восстанавливают его. За ходом восстановления следят по характеру излома пробы; его струк тура и цвет изменяются постепенно: структура становится шелковистой, а цвет розовым. Такой металл готов к разливу, во время которого металл держат покрытым древесным углем и иногда от времени до времени вводят дразнилку. Разлив М. из малых печей производят и в настоящее время весьма часто вручную—посредством ложек или ковша на длинной рукоятке, подвешенной на цепи к потолку. Через разливное окно М. зачерпывают ковшом, вынимают из печи и затем разливают в изложницы, расположенные по сторонам. У больших печей в передней стенке печи оставляют летку (шириной в 1/i кирпича) от уровня нижней части пода и на 5— 10 сантиметров выше нормального уровня расплавленной М. Летку перед загрузкой прочищают и заполняют смесью сырой глины с песком и древесным углем, оставляя сверху глазок. Готовый металл струей желаемой толщины постепенно выпускают через летку по мере того, как сверху расчищают закрывающую ее массу. В последнее время в практику начинают входить качающиеся печи. Струя металла из печи через промежуточный небольшой ковш поступает в изложницы разливочной машины. Обычно изложницы отлиты из рафинированной М. и охлаждаются водой. Эти изложницы укрепляются на разливочной машине карусельного или ленточного типа. В машине карусельного типа изложницы расположены по кругу, который медленно движется в горизонтальной плоскости; в машине ленточного типа изложницы движутся подобно ленте транспортера. Изложницы поочередно наполняют из ковша M.; на дальнейшем пути М. застывает, охлаждаемая брызгалами, и выгружается либо опрокидыванием изложниц либо подниманием отливки; в первом случае отливки падают в воду и из нее поднимаются самотаской на вагонетки; во втором—отливку подхватывают кошкой и помещают в чан с водой, а оттуда в вагонетку. б) Если М. предназначена для последующего электролитического рафинирования, ее отливают в форму а н о-дов—пластин весом 150—270 килограмм (фигура 4). Электролитическое рафинирование меди имеет целью: 1) получение меди наивысшей степени чистоты, с высокой электропроводностью и свободной от примесей, ухудшающих механич. свойства как самого металла, так и сплавов, в которые он входит составною частью; 2) извлечение из меди благородных металлов, представляющих самостоятельную ценность. Если сухим путем удается рафинировать медь настолько, что ее механические качества оказываются удовлетворительными, то полностью удалить примеси, понижающие, электропроводность, особенно, чрезвычайно трудно. Извлечение же благородных металлов сухим путем вообще неосуществимо. Если загрязненную медь погрузить в электролит— раствор 12—16%-ного медного купороса,
Фигура 4.
CuS04-5H20, в разбавленной серной кислоте (10—16%-ной) и соединить ее с положительным полюсом источника постоянного тока, то медь (анод) начнет растворяться. В то же время чистая М. будет осаждаться на листе чистого металла, соединен, с отрицательным полюсом. Примеси, содержащиеся в анодной М., принято делить на четыре класса. К первому относятся металлы, являющиеся менее благородными, чем М., или, другими словами, требующие для своего выделения из раствора значительно большей разности потенциалов, чем М. Если в растворе имеется достаточное количество М., то М., выделяющаяся при более низком напряжении, не дает возможности возрастать напряжению аналогично тому, как при разгонке смеси двух жидкостей, кипящих при разных i°, t° до тех пор не возрастает, пока присутствует достаточно жидкости более летучей. К таким примесям относятся Ni, Со, Fe, Μη, Zn, Pb, Sn, а также H, ионы которого всегда присутствуют в кислых растворах. РЬ, а отчасти Sn образуют нерастворимые сульфаты, выпадающие по мере образования в осадок на дно ванны. Частично в осадок уходит и Ni в виде трудно растворимой закиси. Остальные примеси этого класса остаются в растворе. As, Sb и В i образуют группу примесей, по своему электрохимии. характеру приближающихся к М., то есть они могут осаждаться в кислых растворах одновременно с медью, если разность потенциалов по тем или иным причинам увеличится. Большая часть Bi и Sb выпадает из раствора в виде тех или иных трудно растворимых соединений, в то время как As преимущественно остается в растворе. Третью группу примесей составляют благородные металлы (Ag, Au, а иногда Pt), которые остаются нерастворимыми в· виде мельчайших частиц, остающихся после растворения кристаллов М. Наконец к четвертой группе относят ряд нерастворимых соединений, присутствующих вМ.,как например Cu2S,Cu2Se,Cu2Fe,Cu20, As2Se и -др.
По мере растворения М. на поверхности анодов образуется из нерастворимых соединений рыхлый осадок, т. наз. анодный шла м, к-рый, постепенно осаждаясь, накапливается на дне ванны. Количество анодного шлама колеблется в пределах 0,3—3% по весу анодов. В зависимости от содержания в анодах благородных металлов шлам может содержать большее или меньшее количество последних. Так, на Кыштымском заводе шлам содержит около 3% Au и 30% Ag. Благородные металлы извлекают при переработке шлама и реализация их составляет наиболее существенную статью прибыли электролитного з-да. Попутно могут извлекаться в виде побочных продуктов перера-боткммламов Se, Те, Bi, Sb, As и др. Большая часть Se, расходуемого мировой промышленностью, получается из этого источника.
Чаще всего для электролиза пользуются деревянными ваннами, обшитыми изнутри свинцом, которые устанавливают на изоляторах на высоких опорах, позволяющих свободно проходить под ваннами. Обычные размеры ванн: длина 3—4 м, ширина и глубина около 1 метров Величина ванны зависит от числа анодов и катодов, которые подвешивают поперек ванны. Аноды имеют длину 900—
1 000 миллиметров и ширину 610—915 миллиметров при толщине 40—60 миллиметров. Катоды имеют поверхность на 10—12% большую при начальной толщине около 1,5 миллиметров. Число анодов и катодов в ванне определяется силой тока, проходящего через нее, и плотностью тока (А/ж2 общей поверхности катодов). Плотность тока характеризует интенсивность электролиза. П о закону Фарадея 1 А в течение 1 ч. переносит с анода на катод 1,118 г меди, при полном использовании тока; на практике количество М., осевшей на катодах, составляет 90—95% от теоретически возможного по количеству Ah, прошедших через ванну, т. к. часть тока теряется через короткие замыкания и утечку. На практике применяют обычно плотность тока от 150 до 250 A/jvt2 катодной поверхности. Чем больше плотность тока, тем скорее идет растворение анодов и наращивание катодов, но при больших плотностях тока возрастает напряжение, при котором работает ванна, увеличивается опасность коротких замыканий и требуется более интенсивное перемешивание для предупреждения расслаивания электролита. С другой стороны, на электролитных з-дах общая сила постоянного тока, посылаемого в ванны, обычно не превышает 10 000 А и чаще всего колеблется в пределах 5 000—7 000 А, т. к. при этих условиях применимы нормальные преобразователи тока—обычно умформеры. Такой силы ток подводится к ванне при помощи медной шины. Непосредственно на шине, проходящей вдоль ванны, располагаются у ш и анодов, по которым ток распределяется параллельно. Естественно, что при больших плотностях; а следовательно и большой силе тока требуются шины большого сечения, чтобы обеспечить подачу тока без излишнего нагревания шин или потери энергии, и поэтойу требуется задалживание большого капитала в виде меди. Так. обр. выбор плотности тока определяется совокупностью технич. и экономил, факторов. В зависимости от силы и плотности тока на одну ванну приходится от 10 до 30 анодов. Число катодов обычно на единицу больше. Напряжение между анодом и катодом зависит от расстояния между ними (обычно 4 см), от t° и состава электролита и составляет 0,2—0,25 V. Соответственно этому напряжение всей ванны будет того же порядка. Ванны включают в цепь последовательно, в количестве, обес- печивающем общее напряжение в цепи порядка 110—220 V. Весьма валено расположить ванны так, чтобы расходовать минимум меди на шины. Чаще всего применяется расположение по системе Уокера. При этой системе от 5 до 20 ванн устанавливают так, что длинные стороны их оказываются общими. Шины проложены по длинной стороне одной ванны на изолирующей прокладке. На них покоятся уши анодов. Катоды подвешены на двух петлях из катодной жести на медных ломиках, опирающихся одним концом на край ванны. Через эти ломики ток передается на легкую треугольную медную промежуточную шину, на которой покоятся концы ломиков. На ту же шину опираются аноды следующей ванны и т. д. По наруж-
ному краю последней ванны проходит опять массивная шина, на к-рую посредством катодных ломиков передается ток, прошедший последовательно все ванны данного ряда. После этого шина переходит на край следующего блока ванн, отдавая ток на аноды, и т. д. Т. о. ток обходит ряды ванн зигзагом и возвращается от последней ванны к распределительной доске. Возможно включение электродов в ваннах последовательно, но эта система электролиза, применяемая иногда, выходит из практики. Для поддержания однородности состава и t° электролита поддерживают непрерывную циркуляцию его через ванны, которые часто располагают каскадом, ,то есть один блок^ванн выше другого на 10—15 см. Чаще всего в хшскаде 2—3 блока.
Электролит из напорного бака разводится трубами по ваннам и, пройдя через них, спускается по желобам в сборники, откуда перекачивается обратно насосами или воздушными подъемниками. Электролит подогревается паром или в сборниках или в напорных баках. Ежедневно часть электролита выводится из оборота, чтобы предупредить накопление в нем примесей, особенно As, количество которого не должно превышать 1 % во избежание загрязнения катодов. Этот электролит иногда перерабатывается на CuS04, если на последний имеется спрос. Иногда же из него выделяется М. электролизом в ваннах со свинцовыми анодами, а затем раствор идет на выпарку для выделения солей никеля и регенерации H2S04. Осаждаемая М. не чиста и представляет рыхлый осадок, содержащий As, Sb и ряд других примесей. Иногда эту М. подвергают обжигу, причем отгоняется As, улавливаемый в виде окиси, идущей затем в продажу. После этого М. поступает в анодные печи для переплавки в аноды. Электролитный цех обслуживается мостовыми кранами, при помощи которых одновременно загружают в данную ванну все аноды и производят ее разгрузку—вынимают анодный скрап и готовые катоды. Аноды растворяются обычно в течение месяца, а катоды наращиваются ок. 2 недель. При обычных условиях за сутки нарастает на каждом катоде 8—10 килограмм М. Для изготовления катодных листов в ванны с особо чистым электролитом подвешивают в качестве катодов листы из прокатанной М., тщательно отполированные и смазанные тонким слоем сала. Через сутки на маточных листах с обеих сторон нарастают тонкие листы (катодная жесть) М., которые легко отделяются ножом; их обрезывают и прикрепляют к ним петли, нарезанные из такой же М. Полученные т. о. катодные листы подвешивают на медных ломиках в ваннах. Для более легкого снимания катодной жести маточные листы, особенно новые, иногда покрывают Hg, после чего смазывают м и загружают в ванны. Достаточно тяжелые катоды вынимают из ванн и заменяют новыми листами. За месяц с анода растворяется 80—85% металла. Остатки (анодный скрап) выгружают краном и пускают в переплавку. Разгруженная ванна опоражнивается. Находящийся на дне шлам спускают по желобам в сборник или вычерпывают, после чего ванна вновь готова к работе. Шлам отделяют промывкой через сито и гидравлич. классификацией от частиц металлич. М.—кусочков анодов или катодных осадков и «разваривают» в серной к-те для удаления остальной М.; затем шлам подвергают обжигу и плавке. Se и As при этом удаляются с газами и м. б. уловлены. В шлаках концентрируются Те, Bi, Sb и Pb. Основным продуктом плавки является сплав Ag и Au (д о р е), к-рый после переплавки обычно сдают на аффинажные з-ды для разделения благородных металлов. Шлаки поступают в оборот. Иногда попутно извлекают из них указанные выше составные части. Катоды после промывки идут частью непосредственно в продажу и применяются как шихта для изготовления сплавов либо подвергаются плавке в таких же рафинировочных печах и разливаются в формы на разливочной машине. Чаще всего катодная М. отливается в форме вайербаров.
Гидрометаллургия М. Как уже было отмечено, к рудам, не поддающимся по технич. или экономич. причинам обогащению, применяются гидрометаллургии. методы извлечения М. Наиболее простым методом такого рода является извлечение М. из руд, находящихся в месторождении, когда дальнейшая рентабельная добыча этих руд горными работами невозможна. Наиболее благоприятные условия имеются тогда, когда месторождение выходит на поверхность, образуя окисленную нарушенную зону, и когда оно подсечено в нижних горизонтах штольней с развитой системой горных выработок в верхних горизонтах. Распределяемые по поверхности вбды дренируются через толщу руды и стекают в конце концов в нижнюю штольню. Под действием воды и воздуха, увлекаемого водой или циркулирующего в горных выработках, усиливаются естественные процессы выветривания, которые приводят к растворению содержащейся в руде М. в форме сульфата. Медистые растворы подвергают цементации, то есть осаждению железным ломом или старой жестью, для чего железо помещают в желоба или чаны, по которым направляют растворы. От времени до времени цементную М. смывают, сушат, иногда брикетируют и направляют в плавку. При благоприятных условиях рудник может давать значительные количества М. по весьма дешевой цене. Цементная М. содержит обычно от 60 до 80% металла. На 1ч. М. при цементации расходуют 1ч. Fe. На действующих рудниках таким же путем могут извлекаться значительные количества меди из рудничных вод, выкачиваемых на поверхность. Процесс выветривания руды в том случае, если руда добыта открытыми горными работами, протекает значительно быстрее, и М. извлекается полнее. В этом случае руду располагают в виде кучи, вмещающей несколько сот т, на площадке с уклоном и систематически орошают водой. Дренирующийся через кучу раствор собирается в жолобе и отводится на цементацию обычным путем. Растворы после осаждения часто перекачивают обратно, и таким способом за 3—5 лет удается извлечь до 90% М., содержащейся в рудах. Для ускорения процесса в прежнее время смесь окисленной и сернистой руд подвергали совместно суль-фатизирующему обжигу в кучах, после чего следовало выщелачивание описанным способом. Выщелачивание в кучах — процесс в достаточной степени медленный и несовершенный, так как связан с задалживанием на большой срок руды в процессе и с потерями растворов, дренирующихся в почву и уходящих мимо осадительных желобов. Часто таким путем извлекают М. из отвалов хвостов от обогащения или пустой породы, вынимаемой при- очистных работах из рудника и содержащей обычно некоторое количество М.
Более полно и неизмеримо скорее извлечение меди можно осуществить, применяя перколяционный процесс —выщелачивание путем фильтрования растворов через руду, загруженную в чан и измельченную до зерен размером 4—5 миллиметров. Чаще всего такой процесс применяют для окисленных медных руд с кислой пустой породой. В этом случае наиболее подходящим растворителем для М. являются слабые растворы H2S04 (3—5%). Для выщелачивания применяют чаны, вместимость которых отвечает суточной производительности завода. При больших нагрузках (5—10 тыс. тонн) наиболее подходящими являются железобетонные чаны, прямоугольной формы, выложенные изнутри кислотоупорным материалом—свинцом, асфальтом или же сплавом серы с песком. Такие чаны снабжены ложным дном, на котором помещается загруженная руда. В случае руд илистого характера материал подвергают промывке и обрабатывают «илй» отдельно, применяя выщелачивание посредством агитации пульпы с растворителем, с последующим отделением хвостов декантацией с противотоком или же фильтрацией. Загрузка и выгрузка чанов большой емкости должна быть механизирована и обычно осуществляется портальными кранами, движущимися вдоль чанов. Загружаемая руда располагается в чане на ложном дне по возможности равномерным слоем толщиной 3—5 м, после чего через чан снизу начинают пропускать раствор, постепенно стекающий сверху. Накачивание растворов снизу обеспечивает более равномерное выщелачивание руды. Выщелачивание обычно проводится по системе противотока; каждый день в цикл процесса поступает чан со свежей нагрузкой и ежедневно один чан разгружается; наиболее крепкий по содержанию кислоты раствор заливают в чан с наиболее «старой» рудой, и он постепенно и последовательно проходит через весь ряд чанов, число которых отвечает продолжительности обработки. Пройдя наиболее свежую руду, раствор, ставший нейтральным и содержащий максимум М., поступает на осаждение. Наоборот, наиболее выщелоченная руда после обработки наиболее кислым раствором не содержит практически растворимой М. и нуждается лишь в промывке. Для промывки применяют обычно 3 или 4 промывные воды, начиная промывку с руды, наиболее богатой М. Эти промывные воды, пройдя руду, поступают при дальнейшем ходе выщелачивания в качестве кислого раствора в цикл процесса. Следующая промывка, пройдя через руду,
обогащается несколько М. и идет в качестве первой промывки на другой день для вновь поспевшего к промывке чана, и т. д. Промытая руда выгружается в отвал обычно при помощи крана.
Богатые медью растворы поступают на осаждение. Чаще всего для осаждения пользуются электролизом, но в этом случае растворы должен быть достаточно чистыми и главное не содержать окисного Fe, т. к. присутствие его понижает выход М. по току. По этой причине в тех случаях, когда растворы содержат Fe, их подвергают предварительному восстановлению S02, получаемым при обжиге сульфидных руд. S02 восстанавливает окис^ое Fe до закисного, окисляясь сам в H2S04. Естественно, что при последующем электролизе процесс следует вести с нерастворимыми анодами, которые делают из сурьмянистого свинца или из сплава М. с Si, Pb и Мп, причем напряжение между анодом и катодом должен быть не меньше 2—2,5 V. В остальном электролиз существенно не отличается от установки для рафинирования М. При этом процессе необходимо подучать катоды хорошего качества, пригодные для ответственных отливок, что возможно в том случае, если растворы не будут содержать слишком мало меди. Поэтому осаждение растворов ведут не до конца, а ограничиваются понижением концентрации примерно с 3 до 2,5%. При электролизе регенерируется H2S04 в количестве, отвечающем количеству осажденной меди. Поэтому растворы после электролиза возвращаются в качестве кислого раствора на выщелачивание и подкрепляются, если нужно, свежей кислотой. Применение для выщелачивания растворов с относительно высоким содержанием М. требует особенно тщательной промывки. Для предупреждения накапливания в растворе загрязнений, которые вредно влияют на осаждение М., часть их выпускают из цикла процесса на цементацию. В некоторых случаях руда наряду с окисными минералами меди, легко растворимыми в H2S04, содержит еще сульфиды М. В этих случаях возможно эти сульфиды извлечь, подвергая хвосты флотационному обогащению. Но возможно также извлечь эту М. выщелачиванием при помощи растворов Fe2(S04)3. Эта соль—весьма активный растворитель для минералов, содержащих медь, и в том числе для сульфидов меди. Поэтому промытые хвосты после выщелачивания окисной М. подвергают выщелачиванию растворами после цементации, содержащими всегда много железа и в том числе некоторое количество окисного. Эти растворы выщелачивают сульфидную М. и поступают вновь на цементацию. Такая повторная циркуляция железистого раствора продолжается до тех пор, пока М. не будет извлечена достаточно полно. Для смешанных руд неоднократно предлагался процесс выщелачивания измельченной руды агитацией слабой H2S04, после чего к пульпе добавлялось губчатое железо, полученное восстановлением мелкой железной руды генераторным газом. Осажденная в толще пульпы цементная М. при дальнейшей флотации пульпы всплывает вместе с сульфидами. Если пустая порода—основного харак тера, то извлечение М. из такой руды серной к-той невозможно. В этом случае применим аммиачный процесс, основанный на легкой растворимости окисленных медных минералов, а также самородной М. в аммиаке или. в растворах углекислого аммония. В этом процессе для выщелачивания применяют чаны из железа, снабженные герметич. крышками. Через нагрузку пропускают аммиачные растворы и, когда выщелачивание закончено, пропускают через руду пар; последний, частично конденсируясь, вымывает из руды оставшуюся растворенную М. и отгоняет аммиак, благодаря чему отпадает необходимость применения больших объёмов промывки и исключается возможность больших потерь аммиака. Аммиачные растворы М. поступают в выпарной аппарат, обогреваемый паром. Аммиак и углекислота отгоняются и конденсируются в холодильнике, образуя вновь аммиачный раствор углекислого аммония, возвращаемый обратно на выщелачивание. Медь осаждается в форме окиси М., которая отфильтровывается, сушится и поступает в восстановительную плавку в отражательных печах, давая чистую М.
Лит.: Брей терман А., Медная промышлеи-ноеть СССР и за границей, ч. 3, Л., 1930,- Шах-му р а д о в, А. С., Цветная металлопромышленность США за последние годы, М., 1930; Медеплавильные з-ды Америки, «Научно-исследов.работы Гипромеза», Л., 1928, вып. 3; Смирнов В. И., Современное состояние металлургии меди в США, «Минер, сырье и цветн. мет.», М., 1929,14; его же, Отражательные печи и работа на них, М., 1930; В е л е р т, Рафи-нировкамеди, М., 1930; Б а и маков Ю. В., Элек-тролитич. рафинирование меди, П., 1920; Hof шап Н. О., Metallurgy of Copper, 2 eel., Ν. Y., 1924; В orche r s W., Kupfer, Metallhiittenbetriebe, hrsg. v. W. Borchers, В. 1, Halle a/S., 1915; Tafel V., Lehr-bucb d. Metallhuttenkunde,B. l,Lpz.,1927. В. Пазухин.