 > Техника, страница 61 > Металлизация
> Техника, страница 61 > Металлизация
Металлизация
Металлизация, ш о о п и р о в а н и е, один из способов поверхностного покрытия металлами или сплавами изделий и полуфабрикатов как металлических, так и из других материалов: дерева, папье-маше, материи, силикатов и т. д. Покрытием этим в основном преследуются цели: 1) защиты от атмосферных и всяких других корродирующих агентов (смотрите Коррозия металлов); 2) придание поверхности каких-либо специальных физич. свойств, например токопро-водимости (поверхности диэлектриков) или улучшения контакта и снижения переходного сопротивления в местах соприкосно-
вения проводников; 3) придание красивого внешнего вида.
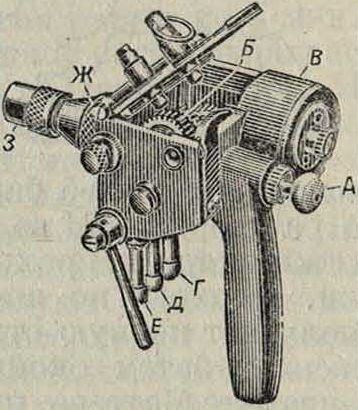
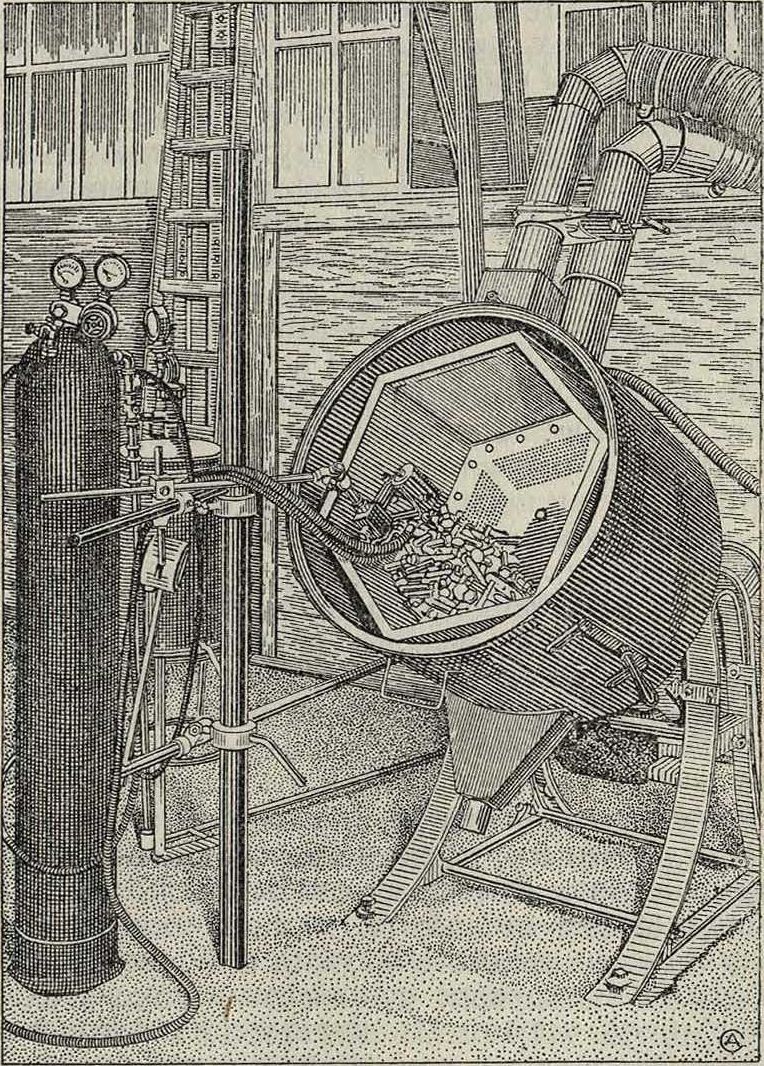
Первые аппараты для шоопирования (изобретатель—Шооп, швейцарский инженер) имели закрытые сосуды с расплавленным и все время подогреваемым металлом; струя жидкого металла подавалась в пульверизирующий прибор и разбрызгиванием наносилась на металлизируемый предмет. Основной недостаток всех этих установок—громоздкость. Он не устранен и в другом типе первых аппаратов Шоопа, распыливающих не жидкий металл, а металлич. порошок. Эти приборы не нашли себе широкого применения по следующим причинам: 1) приготовление порошка сильно увеличивает стоимость металла; 2) многие металлы трудно сохранять в виде тонкого порошка, так как они при этом очень легко окисляются ;3) весьма затруднительна регулировка равномерной подачи металлич. порошка к соплу пульверизатора. Все эти неудобства устранены в новейшего типа аппаратах Шоопа, выпускаемых в Германии—фирмой «Metallisator A. G.» (Берлин), в Англии «Metals Caoting Со., Ltd», во Франции—«Society de metallisation» (Париж); они работают на металле, вводимом в шприц в виде проволоки. Полная возможность точной регулировки скорости и равномерности подачи проволоки обеспечивает равномерность толщины слоя покрытия. Современная установка для М. по методу Шоопа в основном состоит из бомб (баллонов) со сжатыми -газами, небольшого компрессора, промежуточного баллона (ресивера) с регулирующими и предохранительными клапанами (для выравнивания толчков в сети компрессора),соединенных со шприцем-ом гибкими шлангами, и комплекта шпуль с проволокой из металлов,применяемых для покрытия.Вся установка очень компактна и легко м. б. ручного пользования. Проволока вводится в аппарат через отверстие А (фигура 1); подача ее вперед производится двумя зубчатками Б, приводимыми во вращение небольшой воздушной турбинкой В; сжатый воздух, кислород и сжигаемый газ (ацетилен, водород или светильный газ) подаются шлангами и патрубками Г, Д, Е и внутренними каналами подводятся в камеру смешения Ж перед соплом 3. У сопла капли металла подхватываются струей сжатого воздуха, пульверизируются и в виде тонкого металлического тумана с большой силой и скоростью наносятся на поверхность металлизируемого предмета. Проволока должна иметь круглое сечение, равномерную толщину по всей длине и не иметь сжатых, раздавленных мест, надломов, трещин, перегибов; эти недостатки нарушают равномерность подачи проволоки. Обычная
ТОЛЩИНа ПРОВОЛОКИ— Фигура 1.
1 миллиметров для легкоплавких металлов (олова, свинца и прочие) и их сплавов можно брать и более толстую—в 1,5 миллиметров. Чистота металла никакого значения для работы аппарата не имеет. Расход кислорода и газов (на единицу веса металла) зависит от чистоты их и от теплотворной способности газов; расход их на единицу площади покрываемой поверхности зависит еще и от толщины слоя покрытия. Для равномерности покрытия, кроме регулировки подачи проволоки, необходимо точно регулируемое давление газов и воздуха. В нижеследующей таблице указаны величины давления газов и скорости подачи проволоки для ряда металлов. По этой таблице, зная
Давление Газов (в atm) и скоростьподачи проволоки (в м/мин) для главнейших металлов.
| Металл | Воздух | Ацети лен | Кисло род | Скорость подачи | Водо род | Кисло род | Скорость подачи | Све-
ТИЛЬН. газ |
Кисло род | Скорость подачи |
| Свинец .. | 2,2 | 0,8 | 0,8 | 6 | 0,5 | 0,4 | 6 | 0,8 | 0,8 | 5,8 |
| Олово.. | 2,2 | 0,8 | 0,8 | 6 | 0,5 | 0,4 | 6 | 0,8 | 0,8 | 5,8 |
| Цинк.. | 2,2 | 0,65 | 0,65 | 6 | 1 | 0,8 | 5 | 1,2 | 1,1 | 6 |
| Алюминий. | 2,2 | 0,9
1,55 |
0,9 | 5 | 1,3 | 1,2 | 5 | 1,7 | 1,6 | 4,6 |
| Латунь.. | 2,2 | 1,55 | 4 | 1,4 | 1,3 | 4 | 2,2 | 2,2 | 4,2 | |
| Медь. .. | 2,2 | 1,6 | 1,6 | 4 | 1,6 | 1.5 | 4 | 2,2 | 2,2 | 3,1 |
| Бронза .. | 2,2 | 1,6 | 1,6 | 4 | 1,6 | 1,5 | 3,5 | 2,2 | 2,2 | 3,1 |
| Никель.. | 2,2 | 1,7 | 1,7 | 2,2 | 1,8 | 1,7 | 2 | 2,2 | 2,2 | 1,9 |
| Железо.. · | 2,2 | 1.7 | 1.7 | 2,2. | 1,8 | 1,7 | 2 | 2,3 | 2,4 | 1,6 |
переносима к месту работы. Недостаток этой системы—она не применима для металлов, из которых не м. б. приготовлена проволока (хром и прочие). Имеются конструкции, в которых расплавление проволоки производится электрическим током, но они пока еще распространения не получили. В 1928 г. советским конструктором-изобретателем Пржегодским сконструирован прибор для М., работающий на жидком металле.
Основная часть установки—аппарат для расплавления и пульверизации металла— металл-шприц- Шоопа—имеет некоторое сходство во внешних очертаниях с ом. Весит он ок. 1,5 килограмм и удобен для вес п. м проволоки данного диаметра можно легко подсчитать часовой расход металла; имея же последний, а также уд. вес данного металла и толщину слоя покрытия, легко получить часовую производительность аппарата в м2.
Цифры этой таблицы являются средними из большого числа заводских опытов и подсчетов. Для разбрызгивания 1кг свинца необходимо 1,63 м3 сжатого воздуха, для его расплавления 86 л светильного газа и 64 л кислорода или 120 л водорода и 26 л кислорода (при работе на гремучем газе). Сжатый воздух должен быть очищен от мельчайших частиц воды и масла (от смазки компрессора)
при помощи включаемых в сеть масло- и водоотделителей.
Подготовка металлической поверхности для покрытия заключается в удалении грязи и жира, что лучше всего достигается при помощи пескоструйной очистки, особенно, если эта поверхность имеет нек-рую шероховатость. Мелкие предметы легко очищаются в обычных вращающихся барабанах—троммелях—с песком и опилками. Чтобы снова не нанести следовжира, необходимо работать в рукавицах. В нек-рых случаях желательно предварительное тонкое покрытие другим металлом, например нанесение цинка при освинцевании железа.
Толщина слоя покрытия в широких пределах (от долей миллиметров до нескольких см) регулируется подачей металла и скоростью взаимного перемещения а и покрываемого предмета (чем эта скорость меньше, тем толщина слоя больше). При любой толщине слоя он получается совершенно плотным, без расслаивания, каких-либо включений, без видимого выгорания составных частей сплава (например при покрытии латунью и прочие). Необходимую толщину слоя покрытия устанавливают, исходя из целей покрытия, например при освинцевании для предохранения от коррозии морской водой рекомендуется 0,3—0,4мм, органич. кислотами 0,6—0,9 миллиметров, неорганическими<£ 0,2 лш, разбавленной H2S04 <£ 2 миллиметров. Очень удобно и быстро производится М. мелких изделий (гвозди, болты, гайки, шайбы и прочие); после очистки их в троммеле последний освобождается от песка и опилок и в открытом виде приводится во вращение, а внутрь его, на непрерывно перемешивающиеся изделия направляется металл, пульверизируемый из неподвижно закрепленного а (фигура 2). Для покрытия внутренних поверхностей, •например труб, к соплу привертывают удлиненные насадки с вращающимися наконечниками (дающими вихревое движение распыленному металлу); они позволяют металлизировать изнутри трубы длиною до 10— 12 метров М. допускает дальнейшую отделку покрытой поверхности шлифовкой, полированием, окраской и прочие В ряде случаев М. является единственно возможным методом покрытия металлом, например во всех случаях покрытия изделий из горючих материалов: дерева, бумаги, кожи и т. д. Расчет сравнительной стоимости различных способов покрытия необходимо производить, исходя каждый раз из конкретных данных (металл, характер металлизируемого изделия, толщина слоя покрытия, состав и качества газовой смеси, условия предварительной обработки и подготовки поверхности). Весьма приблизительные цифры даются одной из фирм для случая покрытия цинком листового железа (расчет дан на 1 м° поверхности): Цинковая проволока (0,3 килограмма по 1,3 мар. за кг) 0,40 мар. Кислород (0,125 м3 по 0,45 мар. за м~). .0,08 »
Водород (0,400 м“ по 0,65 мар. за м3).0,26 »
Раб. сила (1 чел. х8 мин. по 0,9 мар. в час). 0,12 » Очистка песком (в том чис.раб.силао,20мар.) 0,30 » Общие расходы (~300% на зар. плату). .0,96 ·»
Всего. 2,10 мар. Такие же подсчеты дают ориентировочную стоимость покрытия 1 м2: медью * 5,75 мар., алюминием - 2,75 мар.
Область применения М. весьма обширна. В авиапромышленности М. применима для покрытия стальных деталей моторов, деревянных винтов, латунных и прочих частей арматуры и приборов, стальных тросов, деревянных деталей неметаллич. самолетов (детали должен быть очень хорошо просушены для устранения возможности возникновения внутреннего гниения дерева), стальных частей фюзеляжа. В электротехни-к е область применения очень велика и разнообразна—М.внутреннихповерхностей лейденских банок и сходных приборов вместо обкладки листовым свинцом; в пластинчатых конденсаторах металлич. прокладки легко заменяются М. одной стороны пластин
Фигура 2.
диэлектриков—слюды, миканита, фарфоровых и прочих изоляторов и пластин; обмед-нение контактных и других щеток, концов электродов в местах соприкосновения с электродержателями; нанесение олова, серебра, платины—в контактах проводников (шин, кабелей и прочие); обмеднение прозодежды электротехников при работе с токами высокого напряжения и т. д. Особенно велика роль М. как защитного покр ы т и я массовых металлических конструкций: железных мачт электропередач, мостов (в особенности подвергаемых действию паровозных и пароходных дымов), ги-дротехнич.еооружений и портовых устройств (в особенности частей, находящихся в воде); оцинкование их в несколько раз увеличивает сроки службы и уменьшает потребность в ремонте. В суд о-п а р о в о з о-в а г о н о-строении применение М. также чрезвычайно обширно: освинцевание металлич. подводных поверхностей корпусов судов,покры-
тие специальной латунью гребных винтов, покрытие цинком сигнальных устройств— буев, баканов, семафоров, деталей стрелочных устройств, освинцевание внутренних поверхностей цистерн и баков для перевозки к-т, оцинкование водонапорных баков, водопроводных труб, железных конструкций паровозн. депо и мастерских, сильно страдающих от корродирующих воздействий дыма и т. д. В машино- и аппаратострое-н и и М. незаменима для защитных покрытий, в особенности в таких частях, как всякого рода газохранилища, газо-паропрово-ды, паровая и прочая арматура; для замены лужения покрытием оловом железных деталей заливаемых в чугун, внутренних поверхностей вкладышей под заливку баббитом; сама заливка баббитом м. б. произведена во многих случаях выгоднее путем М. Применением частичной и сплошной М. деревянных моделей можно заменить металлич. модели без ухудшения службы при большом уменьшении веса. Весьма важно применение М. для исправления брака и в ремонтном деле: заделка раковин в литье вполне заменяет заварку без вредных внутренних напряжений, часто вызываемых последнею, например на заводе Citroen зашо-опируются алюминием раковины в картерах моторов. Чрезвычайно ускоряются ремонт и восстановление изношенных деталей, например вкладышей, параллелей, направляющих, всякого рода трущихся точных деталей и т. д. Америк, техника пробует применять этот способ даже для восстановления изделий из высокосортных сталей (инструментальной и прочие), что, в·случае удачи, может произвести целый переворот в инструментальном деле. В сельском хозяйстве, а также в военном деле необходимо подвергать М. инструменты, приборы и детали их, подверженные длительному воздействию атмосферных агентов: с.-х. и инженерный инвентарь и инструмент, землемерные и артиллерийские приборы, работающие в полевых условиях, и т. д. Большую роль играет М. алюминием деталей, работающих в условиях высокого нагрева: частей топочных (например для топок паровозов, походных кухонь, передвижных асфальтоварочных котлов для ремонта дорог и тому подобное.) и топливозагрузочных устройств, колосников, колосниковых решеток и цепей, сопел приборов для сжигания жидкого, газообразного и пылевидного топлива. Такие детали, после покрытия алюминием и некоторой термин, обработки (нагрева для увеличения диффузии алюминия в железо или чугун), увеличивают в несколько раз сроки своей службы. В декоративном деле М. выполняют всякого рода рисунки на ткани (фигура 3), дереве, коже, фар форе, фаянсе и прочих материалах, покрытие металлом строительных материалов: штукатурки, бетона, алебастровых изделий и т. д., покрытие никелем, золотом и прочие деревянных частей мебели, рам для картин и т. д. Применение М. возможно в таких специальных областях, как например освинцевание прозодежды работников радиевых и рентгеновских лабораторий, изготовление слепков, клише (последние м. б. сделаны из меди, то есть более прочные, чем из типографского сплава, без уменьшения точности и четкости рисунка) и всякого рода рельефных к.
В СССР М. не нашла еще широкого применения, хотя первые сведения о ней появились в России уже в 1912 году (патент 20857 от 31 января 1912 г.). В небольшом числе производств имеются лишь единичные установки, например на электромеханик, заводе б. «Прен» в Ленинграде—для М. алюминием стальных оболочек пирометров; к тому же все они не используются в должной мере.
Лит.: Ж д а н к о А. А., Работы пульверизацией, Ленинград, 1929; Д e р е ч е и Е. Г. и С м и р н о в (Вер и н) С. С., Иеследоват. лаборатории, станции и заводы Германии по цветным металлам, «Минер, сырье и цветы, металлы», М., 1928, 4, стр. 259—260; Смирнов (Вер и н) С. С., Покрытие металлами шоопированием (лечат.); Meurer Н. L., «Z. d. YDI», 1926, 14 (исследование свойств покрытия); Comment z, «Werft-Reederei-Hafen», Berlin, 1923, В. 4 (покрытия в судовом деле); Маас 3., Коррозия и защита от ржавчины, перевод с немецкого, Москва, 1930. С. Смирнов (Верин).