 > Техника, страница 64 > Набор типографский
> Техника, страница 64 > Набор типографский
Набор типографский
Набор типографский, начальная операция составления печатной формы из отдельных знаков, линеек и пробельною материала. Н. т. осуществляется двумя способами: ручным и машинным. Осно-
II I Ы I i
//г 2 Ά /з /2 Ά - 12п
Фигура 1.
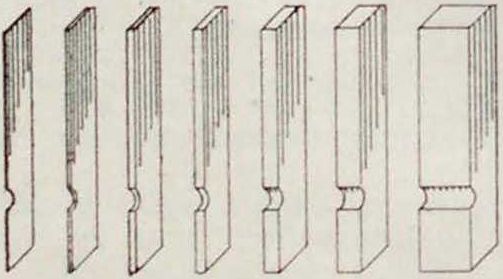
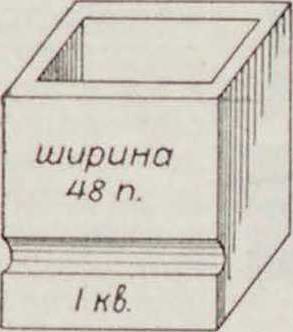
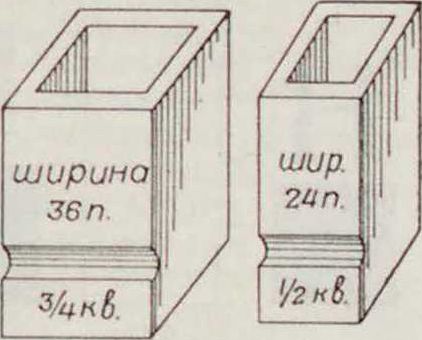
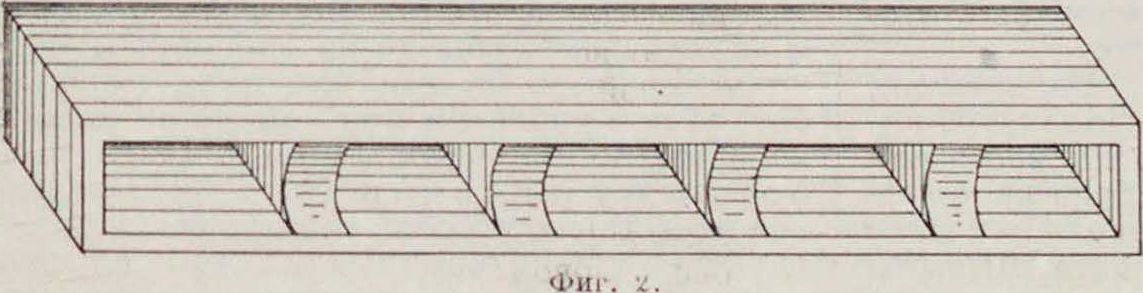
вой ручного набора служит шрифт, под которым понимается большое количество комплектов, отлитых из типо! рафского металла—гарта (смотрите)—букв, или литер. Комплекты шрифтов различных рисунков включают в себе все буквы алфавита и необходимые знаки для русского и иностранных языков; имеются и отдельные комплекты различных применяемых при наборе знаков. например математических, астрономических, метеорологических и других. При наборе таблиц и во многих других случаях применяются еще особые медные или гартовые линейки различных рисунков—тонкие, двойные, черные, узорчатые и тому подобное. Все элементы шрифта несут на себе выпуклое изображение какой-либо буквы или знака; они имеют строго одинаковую высоту—необходимое условие для возможности печатания. Кроме литер и особых знаков для получения пробелов между отдельными буквами, словами и в прочих случаях применяется более низкий материал, не несущий на себе изображений, в виду низкого роста не накатываемый краской и не дающий поэтому никакого оттиска. Этот пробельный материал делится на следующие группы: шпации, квадраты, шпоны, реглеты и марзаны. III п а ц и и. преимущественное назначение которых образовать пробелы между буквами и словами, как пробельный материал, обслуживающий непосредственно шрифт, в типографиях называют иногда прибором (на Фигура 1—шпации на кг. 12 разных толщин). Шпация, ширина которой равна кеглю, наз. к р у г л о й. а шпация—половинной толщины—п о л у к р у г л о й. Шпоны имеют вид б. или м. тонких линеек и применяются преимущественно для образования пробелов (интерлиньяжа) между строками книжного набора; назначение квадратов и марзанов — заполнять более крупные пробелы в наборе (фигура 2).
Типографская система. Ручной шрифт со времени изобретения книгопечатания (в половине 15 века) не подвергся почти никаким изменениям, за исключением того, что весь наборный материал делается по строгой системе в отношении размеров, носящей название типографской системы. В основу «системы Дидо», названной так по имени придавшего ей законченную форму известного французского ти-пографа-словолнтчика 18 века Франсуа Ам-бруаза Дидо, положен точный размер существовавшего в то время французского государственного фута, делившегося на 12 дм., каждый из которых имел 12 линий. 1/в этой линии взята была как самая мелкая единица типографских измерений и получила
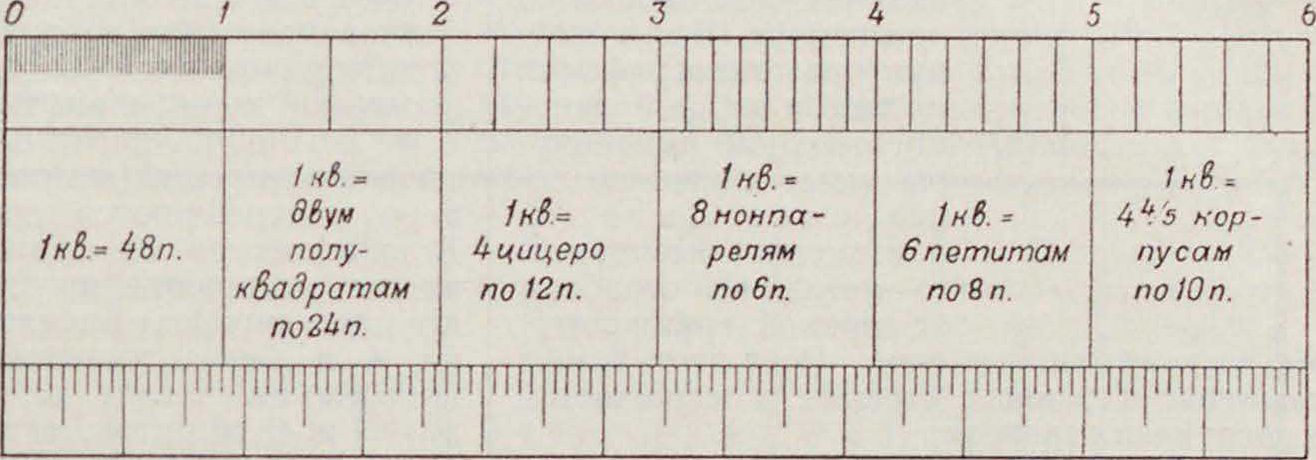
название типографского пункта. Впоследствии размер пункта был вычислен в единицах метрич. системы и оказался равен 0,376 миллиметров—определение, сделанное физико-техническим ин-том в Шарлоттенбурге и принятое нашей Главной палатой мер и весов. Но обращение с такой незначительной величиной как пункт, равной приблизительно V, миллиметров, довольно затруднительно. Поэтому следующей прак-тич.мерой является типограф с-к и и квадрат, равный 48 пунктам или 18,051 миллиметров (счет на миллиметров в типографиях не при- ” меняется и цифра приведена только для более ясного представления о величине типографского квадрата). Кроме того для измерения величин, встречающихся в II. т., применяется ряд делений квадрата, носящих различное наименование. Так, 1 квадрат делится на 2 полуквадрата, на 4 цицеро, на 8 нонпарелей. Затем квадрат делится на 3 шестнадцатипунктовых элемента, каждый из которых носит название терция; половина последней или шестая часть квадрата—петит. Петит, так же как и величина в 10 пунктов, носящая название корпус, являются размерами наиболее употребительных шрифтов, которые применяются для набора книг, газет и журналов. Нее эти термины представляют собой иностранные названия соответствующей величины шрифтов и твердо удержались в русской типографской терминологии для определения как размера шрифтов, равно и прочего типографского материала. Очень те, но технику-конструктору, имеющему отношение к типографским, в частности наборным машинам, иногда приходится прибегать к переводу измерений типографской системы в метрические. Различные величины «системы Дидо» в сравнении их с метриче-
н 6 о dp а ты
5 6 7 в 3 Ю
с оптиметра
Фигура 3.
скоп системой изображены в натуральную величину на фигуре 3.
Система Дидо, подтвержденная и нашей Главной палатой мер и весов, принята, за редчайшими исключениями, на всем европейском континенте (в Англии и Америке
| Единицы измерении | Пункты | мм“ |
| 1 пупКТ .. | 0.376 | |
| 1 нонпарель .. | 6 | 2.256 |
| 1 петит .. | 8 | 3.009 |
| 1 корпус .. | 10 | 3.761 |
| 1 цицеро .. | 12 | 4.513 |
| 1 квадрат .. | 48 | 18,051 |
* Эти цифры с точностью до 1 μ установлены Комитетом эталонов и стандартов Главной палаты мер и весов.
употребительной также в практике мерой для измерения типографских величин является 1/« часть квадрата—цицеро. Типографу почти не приходится сталкиваться с метрич. системой в его практической рабо приняты несколько отличные системы). Выше приведена таблица для сравнения измерении основных типографских единиц в пунктах и миллиметров.
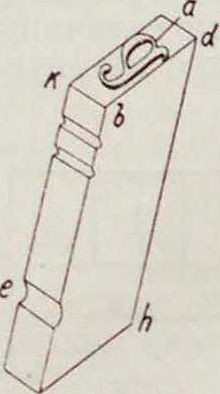
Литера и кегль. Па фигура 4 указаны следующие части литеры: а— очко, е— сигнатура, размер k-b—толщина, или ширина Литеры, b-d — кегль литеры, h-d—высота. Следует обратить особенное внимание на направление, обозначенное буквами b d, представляющее так называемый кегль (Kegel), то есть расстояние между гранями литеры в направлении высоты самого очка литеры, то есть помещенной на ней буквы. Именно этим направлением определяется величинашрггфта, тогда как расстояние между поверхностями, соответствующими ширине очка, составляет толщину литеры и по техническим условиям ручного набора большого практического значения не имеет.
ΓΛ-ν.»
Эти два понятия—кегль и толщина литеры— ни в каком случае не должны быть смешиваемы. Так называемая сигнатура литеры служит наборщику для распознавания, не глядя на очко, верха и низа литеры для правильной постановки ее при наборе. Для конструктора типографских машин и разной вспомогательной аппаратуры имеет также значение рост литеры, то есть полная высота всего металлич. столбика от нижней грани лите-очка. Рост этот также странах и выражается
t
Фигура 4.
ры до поверхности различен в разных в следующих цифрах:
| Рост литеры | Пункты | ММ |
| Русская высота.
Нем.-франц. норм, высота. Англ.-америк.-итал. высота. Австрийская высота. Голландская высота. Лейпцигская высота. |
66,75
622/3 62 63 66 66,3 |
25.102* 23,567* 23,31 23,6Я 24.£1 21.22 |
* Цифры эти с точностью до 1 я установлены Комитетом эталонов и стандартов Главной палаты мер и весов.
Русской Главной палатой мер и весов для роста типографских литер установлены два размера: А—663/4 типографских пункта и Б—622/з пункта. Первый размер в настоя-
Λ А Λ А А А, Г
п
ляется нонпарель (6 и.); следуют, шрифтами действительно широкого применения являются: петит (8 и.), корпус (10 и.) и цицеро (12и.). Между этими размерами применяются шрифты и на промежуточные кегли- 7, 9 и 11 пунктов, довольно распространенные за границей, но принятые у нас разве только для специальных целей и но особому заказу (для набора словарей, разного рода справочников, где требуется особенная экономия места, шрифты отливают с очком
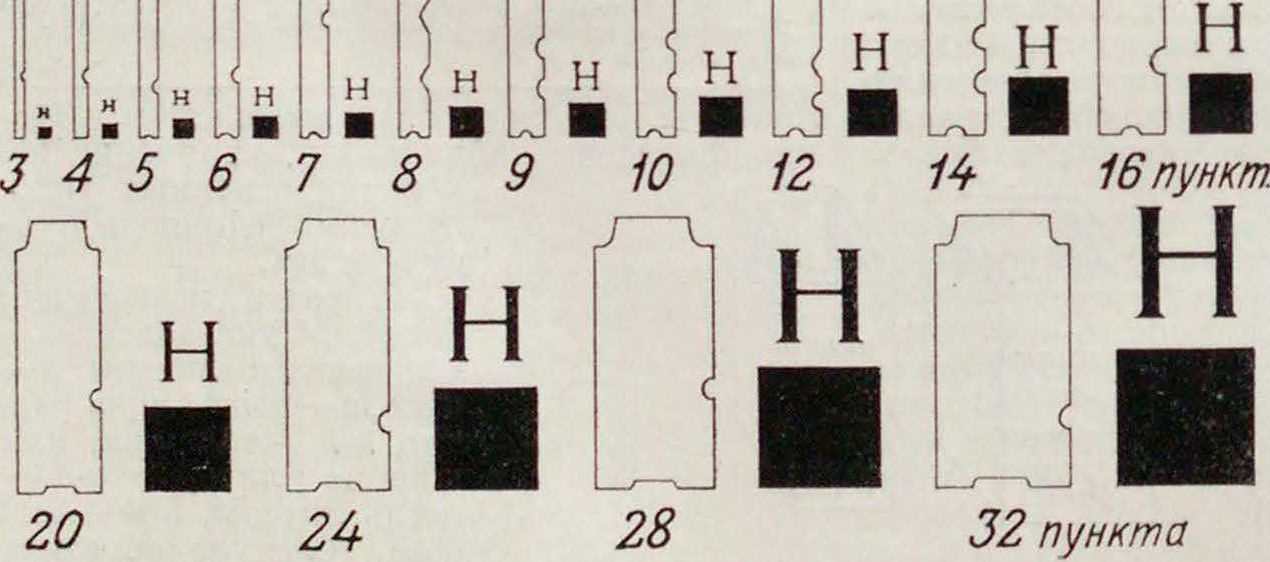
7. 9. и 11 п. на кегли 6, 8 и 10 и.). Шрифты менее петита (нонпарель) и больше цицеро употребляются сравнительно редко. В шрифтах до 20 пунктов величиною мы видим увеличение на 2 пункта; более же крупные шрифты разнятся один от другого на 4 и более пунктов. Так, мы имеем шрифты на кегли: 12, 14, 16, 20, 24, 28, 32, 36 и 48 пунктов, а далее обычно с увеличением на одно цицеро, то есть на 12 пунктов (фигура 5, литера, прописное «Н» и круглая след, размеров: 3 п.—бриллиант, 4 ж—диамант, 5п.—перль, б п.—нонпарель, 7 и.—миньон или колонель, 8 п.—петит, 9 и.—боргес или буржуа, 10 п. корпус, 12п.—цицеро. 14 и.—миттель, 16 п.—терция, 20 п.—текст, 24 п.—двойной цицеро, 2» и. двойной миттель, 32 и.—двойная терция). В пределах каждого кегля шрифт может быть весьма разнообразен по начертанию очка, поэтому кроме кегля отличают еще шрифты разного «характера» или рисунка (гарнитура шрифта).
Процесс набора. Все разнообразные виды исполняемых типографиями ра-,—, бот м. б. грубо раз-
) делены на две оенов-
Фигура 5.
щее время принят почти повсеместно ^второй—представляет исключение.
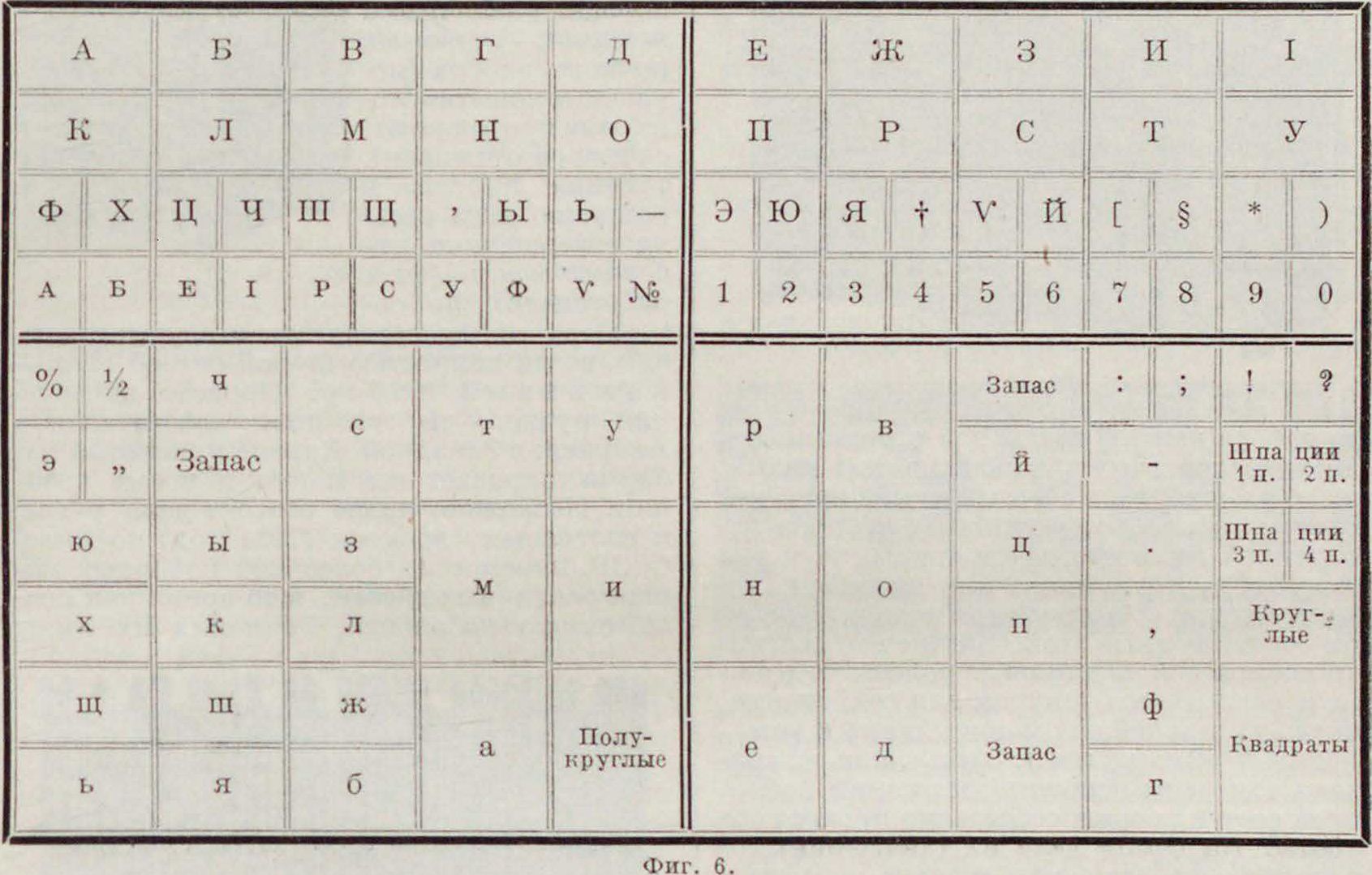
Градация шрифтов. Со времени, когда была принята система Дидо (1799 г.), стали изготовляться шрифты с точно вымеренным кеглем. Наиболее мелкие из шрифтов имеют кегль в 5 и 4 пункта. Был даже когда-то отлит шрифт в 3 пункта. Шрифты подобного размера употребляются гл. обр. для сложного математич. набора; самое изготовление нх, вследствие больших трудностей, можно рассматривать как предел тех-нич. достижений в этой области. Т. о. меньшим размером шрифта для практич. целей яв ные группы: к н и ж-н ы е и журнал ь-но-газетяые и т. паз. а к ц и д е н τη ы е или м е л о ч-ные работ ы. Первая группа не требует пояснения, что же касается второй группы,то здесь имеются в виду работы случайного поступления и крайне разнообразные по характеру исполнения; при этом они м. б. далеко не «мелочными», а иногда и весьма крупными. Соответственно грубому делению типографских работ на книжные и акцидентные, обычно и наборщики специализируются на том или ином виде работ. И при ручном и при машинном наборе наборщику приходится пользоваться наборными кассами (фигура 6). Последние представляют собой разных величин неглубокие ящики (обычные размеры большой русской кассы таковы: длина 615 миллиметров, ширина 920 миллиметров и глубина 50 лип), разделенные более чем на сто отделений (русская касса), заполненных литерами соответствующего шрифта в составе строчных и за-I главных ^букв, цифр и наиболее употреби-
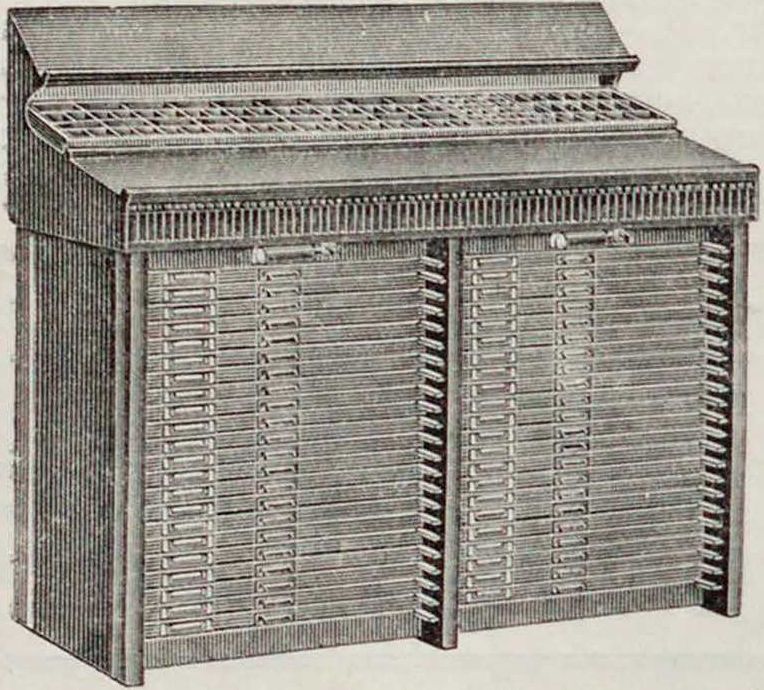
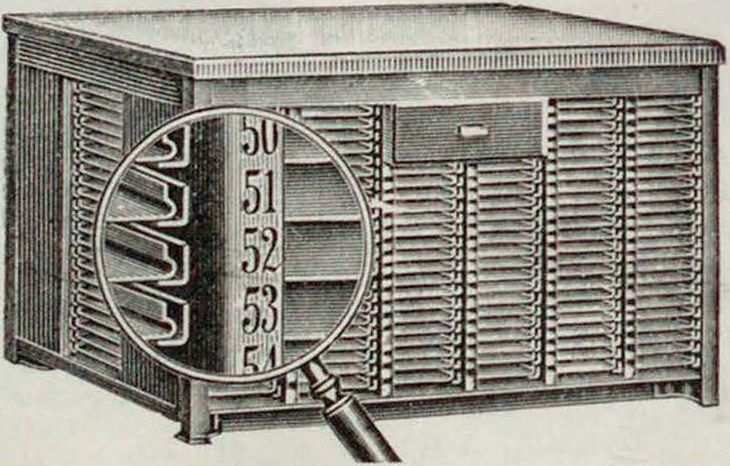
тельных знаков и наконец необходимым пробельным материалом. Размеры отделений в кассах различны: для более ходовых букв они больше, для менее же ходовых— меньше. Расположены строчные буквы в кассе не в порядке алфавита (прописные разложены но алфавиту), а в порядке потребности в них: наиболее ходовые буквы (а, о, е, т и прочие) лежат ближе к правой руке наборщика. Для хранения касс применяются особые шкафы-комоды с наклонной доской-пюпитром для выставки кассы кассе видны: тенакль с визорием, уголок с частью набора) и америк. наборной мебелью, часто железной, ясно видна из сравнения фигура 7 с фигура 8, 9, и 10. Па фигура
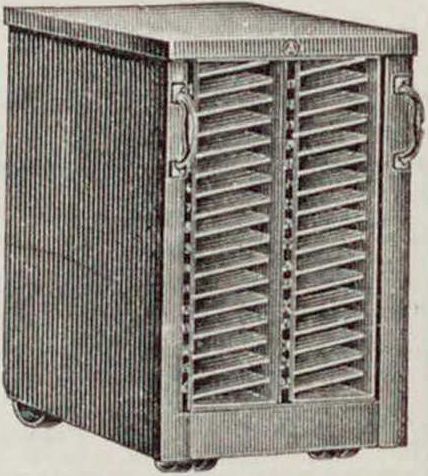
8—реал с кассами и местами для пробельного материала, фигура 9—верстальный стол, фигура 10—специальный реал для хранения и перевозки гранок к месту верстки. Предполагаемые в настоящее время (1931 г.) к открытью (и частью запроектированные) новые типографии будут снабжены наборной обстановкой американского типа.
при наборе или без пюпитра (называемые реалам и), которые и являются основным оборудованием наборной, образуя собой ряды «переулков». Такое расположение русской наборной переулками вызывается отчасти архаическими производственными условиями русских типографий—большим количеством ручного набора и недостаточной специализацией производства. В условиях америк. типографий, предназначенных для выполнения определенной работы (газетная или книжная или акцидентная) с применением м и н и мального количества ручного набора и при рациональном распределении производства по принципам поточной системы, как расположение наборной, так и самая наборная мебель значительно отличаются от наших. Последняя более портативна, гигиенична и более приспособлена к потребностям производства. Можно сказать, что большинство типов американской наборной мебели предназначены скорее для хранения материалов и готовой продукции и для транспорта последней, нежели непосредственно для работы, так как наборный процесс настолько механизирован, что для ручного труда почти не остается места. Разница между устарелыми формами наших наборных реалов (фигура 7, на «выставленной»
Самый процесс набора заключается в следующем: наборщик прочитывает с укрепленного перед ним на кассе на особом держателе (т е н а к л ь) оригинала несколько слов или целую фразу, по возможности запоминает ее целиком,затем берет из отделений кас сы последовательно нужные буквы, причем предварительно определяет взглядом и осязает пальцем их положение по имеющейся на литере сигнатуре—рубчику, и ставит их в находящийся в его левой руке особый прибор верстатку (смотрите). Ставя таким образом букву за буквой, а по фигура 7.
окончании каждого слова пробельный материал, так называемую «полукруглую» шпацию, наборщик заполняет целую строку, которая или и без переноса достаточно плотно выполняет установленный формат, или же ставит наборщика в необходимость прибавлять или убавлять пробелы между сливами, пользуясь

пробельным материалом—шпациями (в ы-ключка) (фигура 11) для того, чтобы с одинаковой плотностью заполнить следующие одна за другой строки, которых обыкновенной верстатке вмещается от 10 до 12. По
фигура s.
еле набора каждойотдельной строки наборщик переставляет в верстатке так называется наборную л иней к у, служащую для облегчения набора, вынимает набор из заполненной верстатки и ставит его на у г о-л о к, то есть деревянную или цинковую дощечку с двумя соединенными под прямым углом бортиками. На этой дощечке готовый набор собирается в длинные полосы—г р а н-ки и связывается шнуром для сохранения, впредь до дальнейших маниций с ним— правки и верстки (смотрите). Здесь лишь схематично отмечены основные движения наборщика, составляющие собственно процесс его работы. На самом деле их (движений) гораздо больше, так как ручной наборщик делает много ненужных, лишних движений и самая работа идет не так гладко, требуя отвлечения внимания на устранение различных технич. затруднений, встречающихся при работе. Работая так. обр., квалифицированный текстовой наборщик набирает приблизительно от 10 000 до 12 000 знаков « семичасовой рабочий день при сдельной
Фигура 9.
работе. При этом в счет причитающейся ему платы он обязан приготовить для себя кассу, то есть наполнить ее нужным количеством шрифта, разбирая для этого отпечатанный набор. Таким образом теоретически наборщик, набирает в день около 1/, листа
(в 40 000 знаков). При более сложных видах набора с разными шрифтами, сокращениями и тому подобное., производительность наборщика соответственно падает.
Недостаточная скорость ручного набора давно уже обратила на себя внимание, и изобретательская мысль еще в начале 18-го века начала работать в этом направлении. Пройдя сначала через ряд неудачных попыток ускорения различными механич. приемами ручного набора (неудачные попытки этого рода продолжаются и до сеговремени), техника пришла к созданию ряда весьма совершенных наборных магнии (смотрите), работающих по совершенно иным принципам и осуществляющих почти полностью второй способ Н. т.—машинный набор. Процесс вытеснения ручного набора почти закончился в Америке; в Западной Европе машинный набор захватывает все новые и новые позиции. Несколько иначе обстоит дело у нас: к настоящему времени (1931 год) по всему СССР имеется ие более 600 наборных машин различных систем, в то время как сравнительно небольшая Германия их имеет
ii
Фигура И.
примерно около 9 000 (поданным 1927 года) Количество освоенного нами машинного набора ко всему количеству Н. т. надо считать несколько более одной трети (в типографских центрах). Необходимость повысить ввиду этого производительность ручного набора вызвала к жизни ряд мероприятий рационализаторского характера, к ка-KOBbiMj относятся: упорядочение освещения и прочих гигиенических условий, упорядочение рабочего места и в особенности разделение труда—освобождение наборщиков от работы по наполнению наборной кассы и передача этой части работы специальным бригадам. Последнее мероприятие дало наибольший эффект. Но все рационализаторские мероприятия по ручному набору по результатам не м. б. сравниваемы с достижениями машинного набора, для которого в настоящее время в СССР применяются преимущественно три вида машин: линотип, отливающий набор целыми строками, так же работающий типограф и монотип, отливающий отдельные буквы (смотрите Наборные машины). Имеется еще третий вид строкоотливных машин, весьма сходный с линотипом,—
и н терт и и, но он пока мало распространен у нас. Линотип является наиболее производительной из строкоотливных машин. В зависимости от характера набора линотип дает от 50 000 до 55 000 знаков в 7-часовой рабочий день в среднем. При чистом книжном наборе производительность машинного наборщика-линотиписта несколько большая, нежели при наборе несколькими шрифтами, что допускает линотип. Применяется последний преимущественно в газетном и журнальном наборе. Производительность типографа, тоже отливающего целые строки, несколько менее линотипа. Но при основном недостатке в производительности он имеет перед первым некоторые мелкие преимущества: лучшая отливка строк, простота обращения, более низкая стоимость. Применение его более целесообразно при книжном сплошном наборе, но и другие виды малошрифтового набора также не исключаются. Для целей же многошрифтового набора с большим числом знаков, сокращений и вообще для более сложного набора с успехом служит монотип, дающий набор отдельными •буквами в порядке их следования в тексте, предоставляющий и возможность корректурной правки тем же монотипным шрифтом, как и в ручном наборе (в строкоотливных машинах при любой ошибке необходимо переливать целую строку). 7-часовая производительность монотипа—00 ООО знаков.
Приблизительная себестоимость различных видов текстового набора (данные крупного полиграфического треста на 3-й квартал 1930 г.) выражается в следующих цифрах: по линотипу 52,4 коп., по типографу 65,2 коп. и по монотипу 74,2 коп. Сравне-ниесосреднейсебестоимостью ручного книжного набора в 1,37 руб. за 1 000 знаков выявляет настоятельную необходимость для траны в скорейшем увеличении числа наборных машин разных видов. В стоимость И. т. в законченном виде должна входить также верстка (смотрите), себестоимость которой (по тем же данным) обходится от 7,0 до 9,7 коп. за 1 000 знаков. в зависимости от сложности работы. Особенно дорого обходится верстка газетного набора (22,0 коп. за 1 000 знаков) в виду исключительной срочности газетной работы и наличия, в связи с этим, большого количества вспомогательного персонала. обслуживающего верстальщика.
При производстве а к пидентного набора—разных бланков, таблиц, формуляров и т. и.—наборщик менее связан непосредственно с наборной кассой, вернее, он связан со многими наборными кассами и кроме того принужден выполнять ряд маниций с самым разнообразным шрифтовым и наборным материалом, часто очень сложным. То же наблюдается и при т. наз. ма-г е м а т и ч е с к о м наборе, при редко встречающемся потном наборе (смотрите Нотопечатание) и других видах сложных наборов. Представление об этих видах набора дают фигура 12 и 13 (математический набор с приподнятым пробельным материалом). Здесь наборщику помогает описанная выше систематичность п безукоризненная точность типографского материала,благодаря к-рымэти виды II. т. могут быть рассчитаны в мель чайших долях точными арифметическими приемами, в случае надобности и до начала набора. Без этого многие виды сложных наборов были бы невозможны для исполнения. 11о причине той же сложности, точных методов учета этих видов типографского набора до настоящего времени не выработано, и работа производится или с повременной оплатой или аккордно.
Н. т., как работа, связанная со свинцовыми сплавами, относится к числу вредных

Фигура 12.
производств. Главные пути проникновения свинца в организм повидимому идут через кожу (непосредственное соприкосновение при работе) и через дыхательные органы— вдыхание свинцовых паров (у машинных наборщиков). Вредность свинцовой пыли, в связи с улучшением санитарного состояния современных типографий и введением
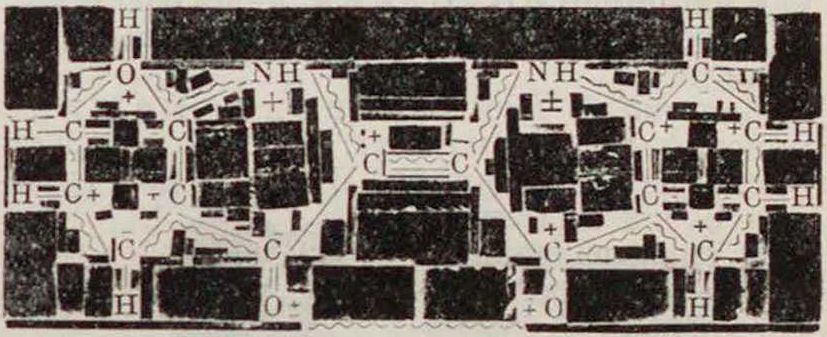
Фигура 13. Строение индиго (ТЭ, т. XI, ст. 410).
механич ских приспособлений для очистки наборных касс, в настоящее время имеет повидимому меньшее значение. С. Михайлов.
Лит.: Б а у э р Ф. Руководство для наборщиков, пер. с нем. М.—Л., 1930; его ж е, Книга как создание печатника, пер. с нем. М.—Л., 1926; Коло м-
II и п II., Краткие сведения по наборному делу, 2 нзд., Л·. 1929; Коган М., Набор и печать, Основания для исчисления себестоимости, Харьков, 1916; Вальдов А., Учение об акцидентном наборе, пер. с нем. Харьков; 1900; Г и л ь о Г., Руководство по ма-тематпч. набору. М.—Л. 1929; его же, Сложные виды книжного набора, М.—Л., 1931; Реннер И. Книгопечатание как искусство, пер. с нем., М.—Л., 1925; ЗейберлихО., Основы книгопечатного дела, стр. 17—72, М.—Л., 1929; Пресс С., Полиграфич. производство, Безопасность труда, Монографии по технике безопасности, .4., 192S, вып. 8; Г е л л е р-
III т e ii и С. и И т т и н А., Психологии.,анализ профессии наборщика. Работы лаборатории промышлев-IIή психотехники НКТСССР, под ред. И. Шпиль рейна, М. 1924, вып. 2; Галактионов И. Д., Технич. правила набора и необходимость их изменения, «Кни-I а о книге», вып. 1, Л. 1927; Михайлов С., Типография, Наборная техника, «Газетный н книжный мир», стр. 195—207, М., 1925; М и х а и л о в С., Новое в наборной технике, Новости полиграфич. техники. М. 1927; Каль м а и с о н М. С. Универсальный мозаичный набор. «Гоафичгское искусство··. М.
1 924, 1; Каплан Л. Е. Элементы рационализации наборного производства, сб. «Рационализации полиграфич. промышленности··, стр. 207—239, М. 1931; II р о с к у р п и и II. П. Стандартизация в полиграфич. промышленности, там же, стр. 149—184; А н а и ь и и И., Нормирование работ наборного цеха, сборник «Техническое нормирование в полиграфической промышленности», стр. 66—122, Москва, 1931; Статистические материалы треста Мосполиграф за 1930 г., II. 1930; Bass Л. Das Buchdruckerbucb, Sts. 1930: Kiel R., Satztechnisches Taschen-Lcxi-kon, 2 Aufl., W., 1927.