 > Техника, страница 64 > Напилочные станки
> Техника, страница 64 > Напилочные станки
Напилочные станки
Напилочные станки, меха и и ч е-с к и е н а п и л ь н и к и, машины-орудия, в которых инструментом служит напильник (смотрите). По роду рабочего движения станки эти разделяются на два класса; к первому относятся станки с вращательным рабочим движением инструмента—ротативного напильника, ко второму—с прямолинейным переменно возвратным движением нормального брускового м а ш и н н о г о напильника. Оба рода станков применяются гл. обр. для замепы дорогой и кропотливой ручной опиловки в несерийном штучном производстве, например при изготовлении штампов,
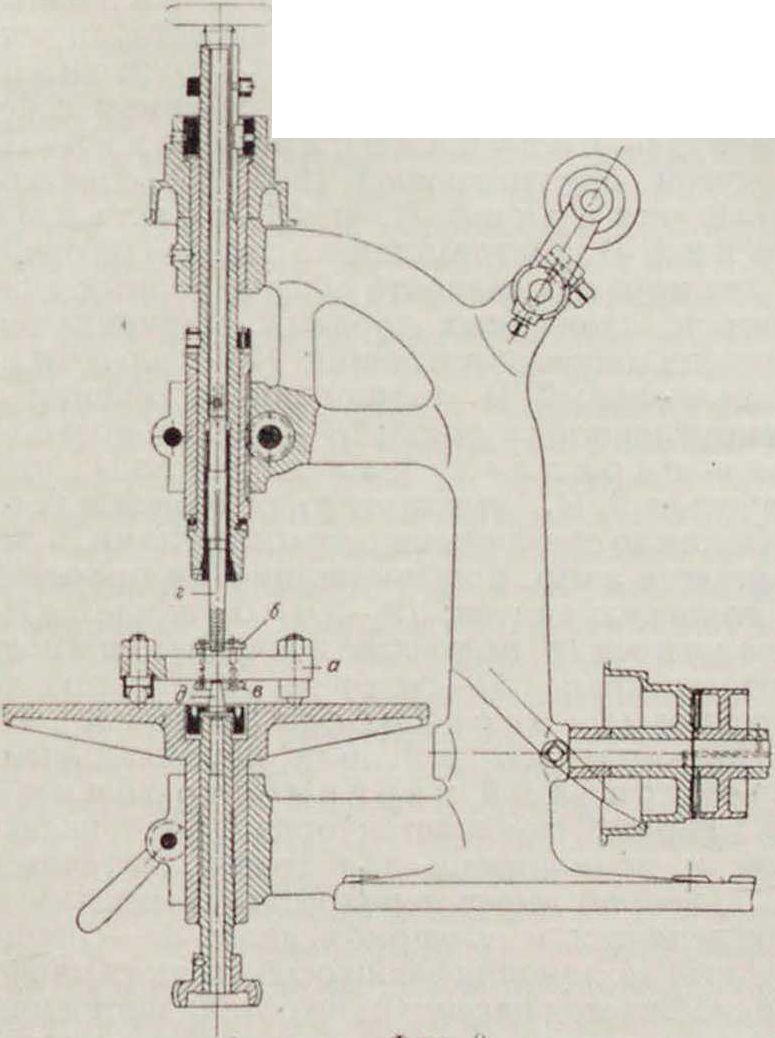
как упрощенного типа вертикальный фрезеровальный станок. Станки этого рода при пользовании приспособлениями типа, изображенного на фигуре 3, оказались весьма удобными для отделки фасонных цилиндрических или конических поверхностей (точнее—поверхностей равного наклона) преимущественно с некруговыми направляющими; для обработки первых берут цилиндрические, для вторых—конич. напильники с соответственным углом при вершине. Приспособление представляет собой пластину а.
Фигура 4.
поставленную на три свободно вращающихся шарика; сверху закрепляют обрабатываемый предмет б: снизу пластины, в точности против последнего, прикреплен шаблон «, воспроизводящий желаемую форму предмета. Посредине плоского стола Н. с. на одной оси с ротатнвным напильником г помещается палец г), по форме представляющий собой зеркальное отражение напильника. Приспособление вручную двигают по столу, прижимая его все время шаблоном к пальцу; после того как весь контур шаблона будет т. о. пройден. обрабатываемый предмет будет иметь форму, в точности одинаковую с шаблоном.
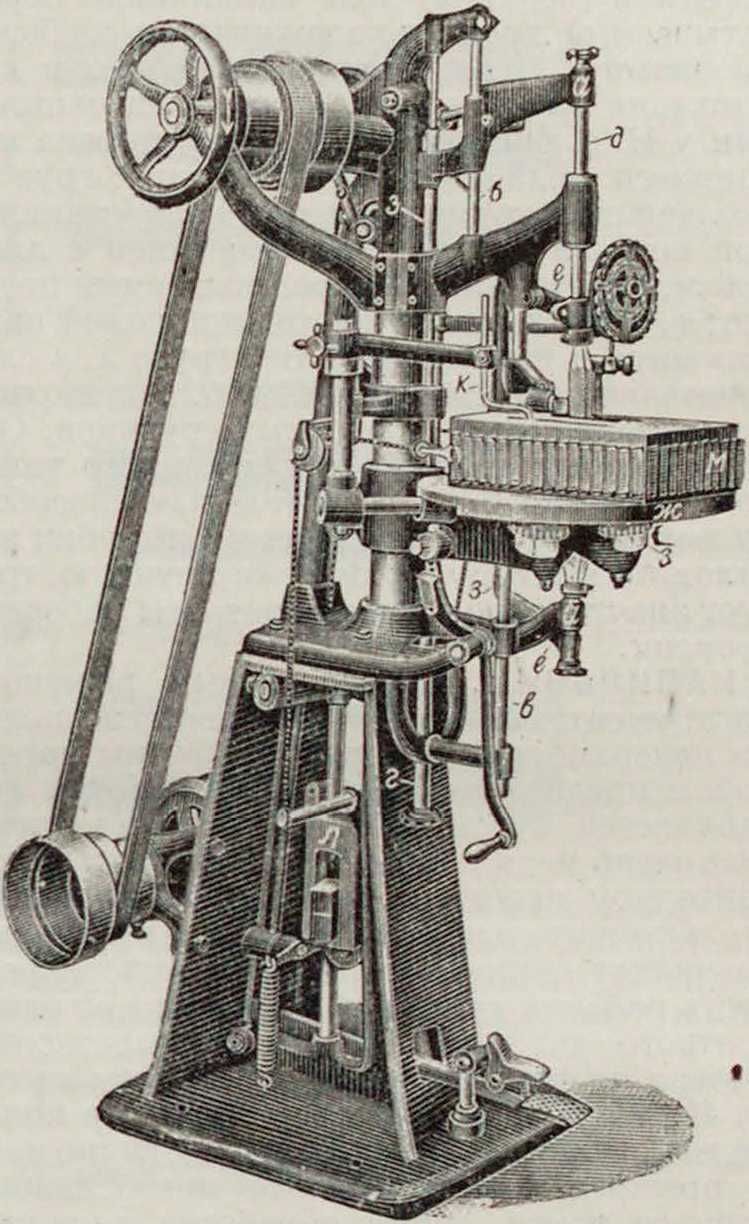
Н. с. с возвратным движением инструмента изображен на фигуре 4: ременный привод через посредство особого механизма, дающего возможность изменять величину хода напильника, сообщает возвратное поступательное движение наружной раме <ш: она двигается по двум направляющим б и в, укрепленным в станине Н. с., и кроме того в направляющих втулках двигаются соеди центрично расположенными подшипниками ременного шкива. Разрез а представлен на фигуре 3. Стационарный ротатив-ныи Н. с. представляет собой не что иное,
матриц и тому подобных единичных изделий с выемками часто весьма сложной формы, не поддающимися обработке на каком-либо из нормальных станков. В частности ротативные Н. с. применяются преимущественно при обработке несквозных ковочных штампов. И. с. второго,.·рода, лобзикового типа, являются чрезвычайно полезными при обработке фигурных отверстий штамповальных матриц.
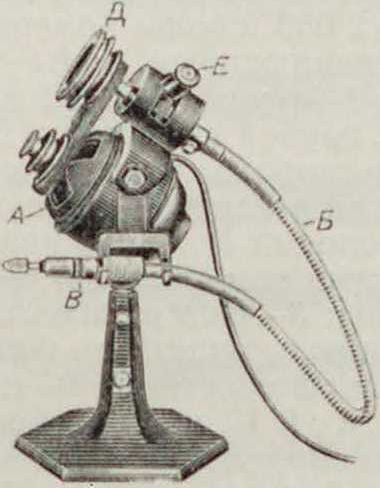
Ротативные Н. с. бывают переносные и стационарные. Переносные Н. с. (фигура 1) состоят из электромотора А, снабженного гибким валом Б, на конце которого в особом е В вращается универсальный, держащий ротативный напильник Г. Передача от мотора к гибкомуквалу совершается обык
Фигура 2.
новенно посредством шнуровой передачи или клиновидным передаточным ремнем. Иногда устраивают ступенчатые шкивы Д натяжение ремня совершается при посредстве рукоятки Е, перемещающей особую втулку с экс нительный шток рамы г и тяга д. Для того чтобы натяжение пилки или усилие зажима в рамке напильника не передавалось на плечи рамки аа и не вызывало ее перекоса, зажимы соединены вспомогательной цельной литой внутренней рамкой ее. Обрабатываемый предмет (на фигуре матрица) помещается на столе ж, который для придания необходимого уклона стенкам прорези м. б. установлен под уклоном относительно двух взаимно перпендикулярных горизонтальных осей при помощи секторов зз. От подъема при обратном (верхнем) ходе напильника обрабатываемый предмет удерживается особыми упорками к. Для облегчения работы и достижения равномерного нажима на напильник у Н. с. описываемого типа устроена ме-ханическ. подача упрощенного типа: груз л, •скользящий по направляющим в станине, при помощи двух цепочек соединен с лямкой м, охватывающей обрабатываемый предмет; т. о. последний с постоянной силой прижимается к напильнику. Вес груза л, а следовательно и сила подачи, м. б. регулируем путем помещения добавочных грузиков. Обработка матриц на Н. с. указанного типа, по сравнению с употребительным способом высверливания ряда отверстий, вырубки зубилом по контуру и опиловки вручную, требует значительно меньшей затраты рабочего времени.