 > Техника, страница 64 > Нарезка винтовая
> Техника, страница 64 > Нарезка винтовая
Нарезка винтовая
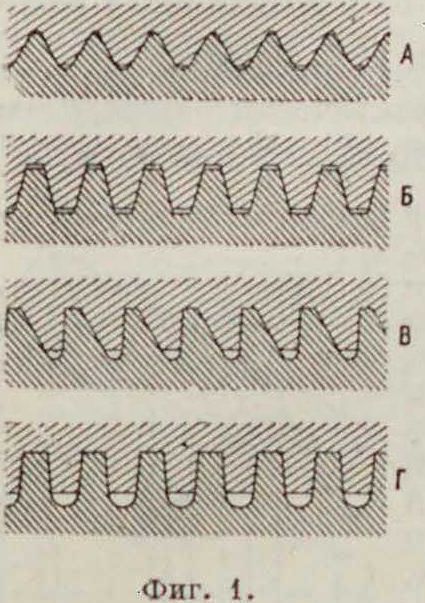
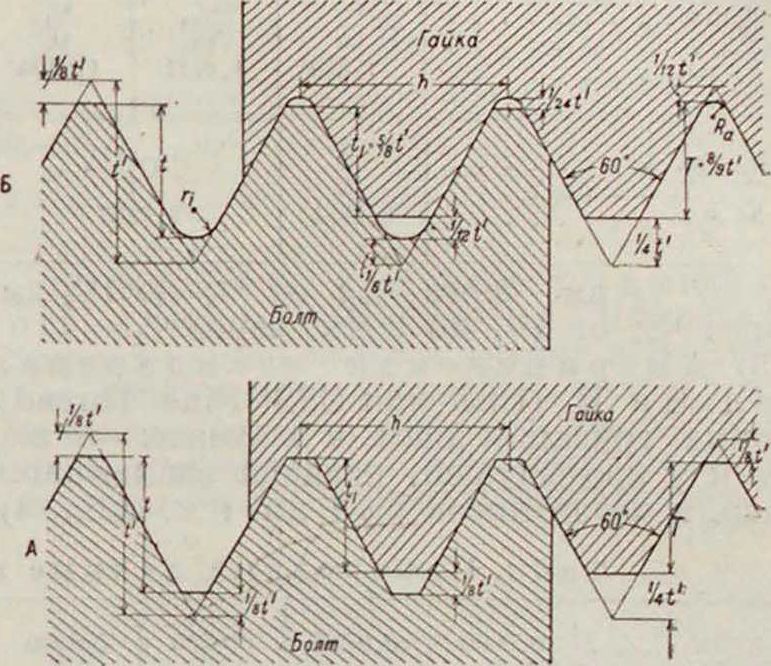
Нарезка винтовая, винтообразные выступы постоянных сечения и шага, расположенные на поверхности цилиндрич. или же слабо конических стержней (винтов) или отверстий (гаек). За исключением винтов, являющихся частью червячной передачи (т. наз. червяк, или бесконечный винт), винт всегда работает в соответствующей гайке, и поэтому вопрос о II. сводится к определению тех условий, когда винт и гайка в совокупности наилучшим образом выполняют предъявляемые к ним требования. Подавляющее большинство винтов применяется в качестве скреплений; к II. их предъявляют след, требования: 1) обязательное и надежное самоторможение; 2) прочность нарезки па изгиб и срезывание, не меньшая прочности самого тела винта на растяжение; 3) легкость изготовления Н. обычными применяемыми в машиностроении способами (преимущественно при посредстве метчиков, плашек и сродных им инструментов, реже на токарном станке); 4) возможно малое ослабление тела винта как непосредственным уменьшением рабочего сечения его, так и путем создания острых входящих углов и резких переходов сечения, уменьшающих прочность винта; 5) возможность легкого контролирования размеров. Этим условиям удовлетворяет всего лучше треугольная Н. с углом подъема <6°, с углом при вершине сечения II., выбранным т. о., чтобы обеспечить выполнение 2-го и 4-го условий, с закруглением на дне Н. достаточно большого радиуса и с прямолинейным очертанием верхней части сечения нарезки (фигура 1, А). К II. винтов, передающих движение, предъявляют следующие требования: 1) возможно большой кпд, достигаемый путем увеличения угла подъема винтовой линии и уменьшения давления на опорные поверхности Н., 2) достаточная прочность Н. и ее жесткость во избежание появления нежелательных деформаций Н., 3) возможно малое ослабление прочности стержня винта; 4) возможно более равномерный и незначительный износ; 5) в нек-рых случаях возможность передачи усилий в обе стороны, иногда же лишь в одну; G) легкая возможность точного изготовления. Следует установить различие между винтами, передающими гл. обр. движение при сравнительно незначительных усилиях (например ходовые винты металлообрабатывающих станков), и винтами, передающими главн.обр.усилия при максимальном использовании прочности материала (например винты прессов): тогда как в первых основными условиями являются 4-е и 6-е,
1- е желательно, а
2- е, 3-е и 5-е б. или м. безразличны, в Н. прессовых винтов основными условиями являются требования 1-е, 2-е и 3-е, а передача силы совершается б. ч. всегда в одном направлении. Условиям II. для винтов, передающих движение, всего лучше удовлетворяет Н. с трапецевидным, симметричным профилем, с углами у •основания, немного отличающимися от 90°, с закруглениями небольшого радиуса в глубине И. или даже без них (фигура 1, Б). Для прессовых винтов, передающих усилие всегда в одном направлении, подходящим типом является II., изображенная на фигуре 1, В, с профилем, приблизительно имеющим очертания тела равного сопротивления на изгиб, с наклоном рабочей грани настолько близким к 90°, насколько это позволяет условие легкой обрабатываемости, и с закруглением на дне нарезки возможно большего радиуса. Для того случая, когда приходится передавать значительные усилия переменного направления и почти равной величины, наиболее подходящей является Н. типа фигура 1, Г. Кроме упомянутых существует целый ряд Н. специальных профилей—для ж.-д. стяжек, для винтовой резьбы на стекле, фарфоре и изоляционных материалах, для винтов, давленных из листового металла, и т. д.
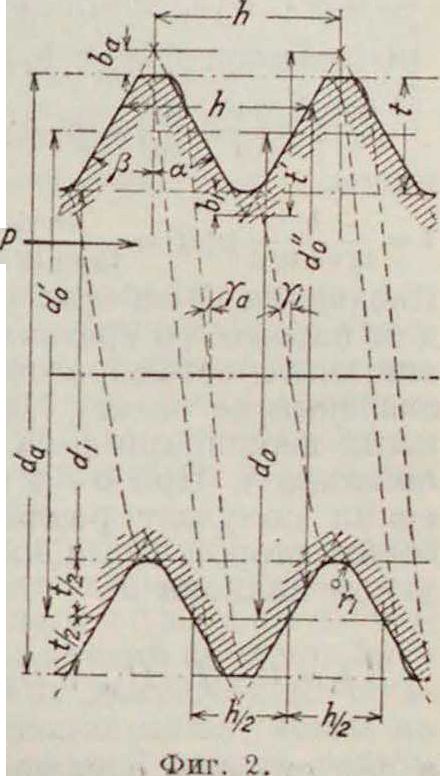
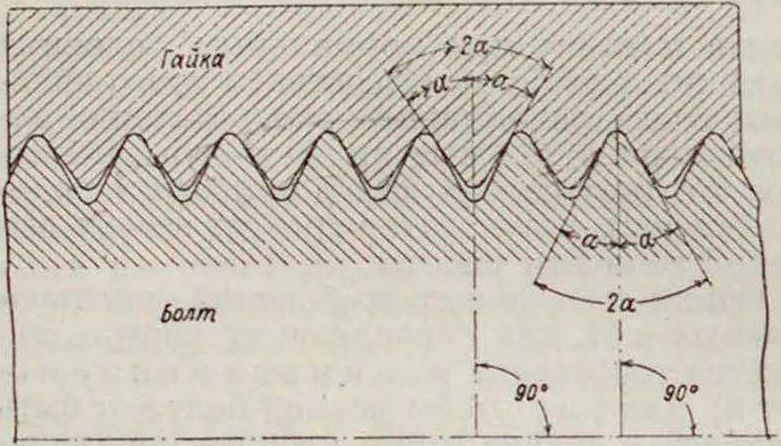
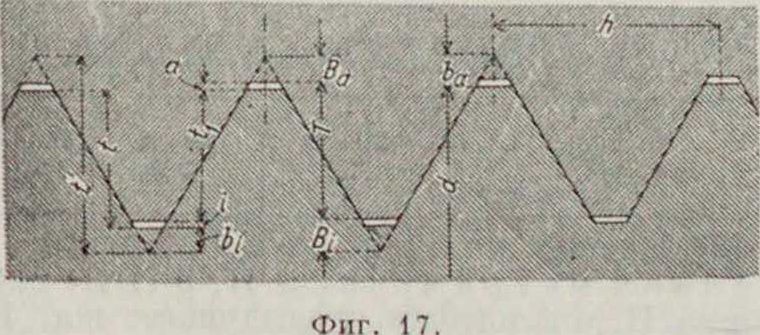
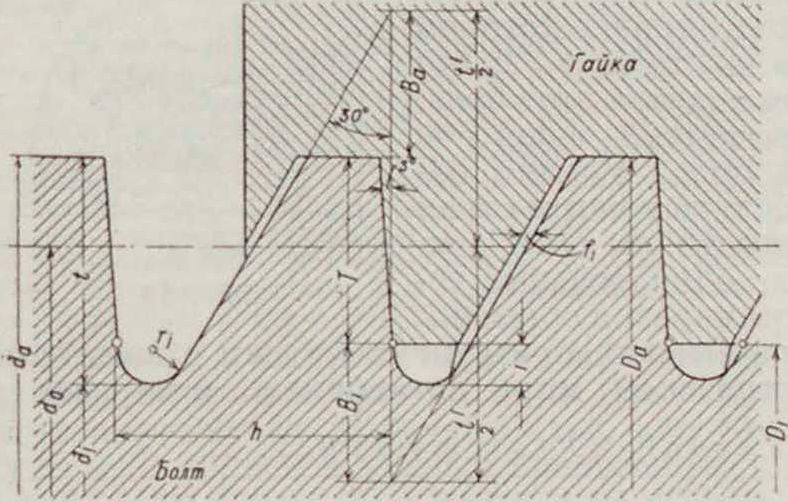
В дальнейшем примем следующие обозначения для II. винта (фигура 2): d—номинальный диам. II., то есть ее условное обозначение, иногда (например в газовой Н.) этот диам. вообще не выражает собой какого-либо фактич. диаметра соответствующей Н.; da—н а р у ж-н ы и диам., то есть диам. цилиндра, описанного вокруг Н. (в гайке этот диам. проходит по углублениям, в винте по выступам Н.); d,— внутрепн и и диам.,то есть диам.цилиндра, вписанного в II.: rf0—с р е д н и и диам.; определение этого диам., имеющего весьма важное значение, затруднительно; обычно его определяют как среднее арифметическое из внешнего и внутреннего диам. (d£), иногда (Berndt) как перпендикулярное к оси винта расстояние между двумя противолежащими точками боковых поверхностей Н. (О; первое определение зависит от способа образования вершин и впадин II., и по этому определению средний диам. гайки при идеально плотном соприкасании в случае II. с игрой в гребнях будет больше, чем средний диам. винта; второе определение не применимо к II. с несимметричным профилем. Мы принимаем за (/„ диам. цилиндра, образую
щая которого делится боковыми сторонами II. на отрезки равной длины (d0 на фигуре 2); t—глубина Н., <= 0,5(da—d,·); h—шаг Н., параллельное оси винта расстояние между двумя обращенными в одну сторону боковыми сторонами II. (шаг II. необходимо отличать от шага винта II,=nh, где п— число ниток II.); а и β —углы Н. (в симметричных профилях α=β и 2а называется углом Н.), причем угол а (рабочий угол Н.) относится к стороне Н., передающей постоянное по направлению усилие к р а-бочей стороне
11., а β—к другой, задней стороне II. (задний угол II.); у—угол подъема винтовой линии на данном диам.
H.; tg у=то есть у меняется для данной Н. в зависимости от диаметра,на котором его измеряют; у снабжается индексами а, г и о для соответственных диам.; Г—те-оретич. глубина Н., то есть глубина остроконечной II., касательной к боковым сторонам данной; bа и bt — внешнее и внутреннее п ритуплёния
11. то есть расстояния между вершинами теоретической и действительной Н.; га и г,· — радиусы закруглений II. на внешнем и внутреннем диам.; г—число ниток на 1 дм.; 2;—число ниток на указанную каждый раз особо дли“ну 1; S=: - - —площадь опасного сечения болта. Все указанные выше обозначения относятся к болту, для
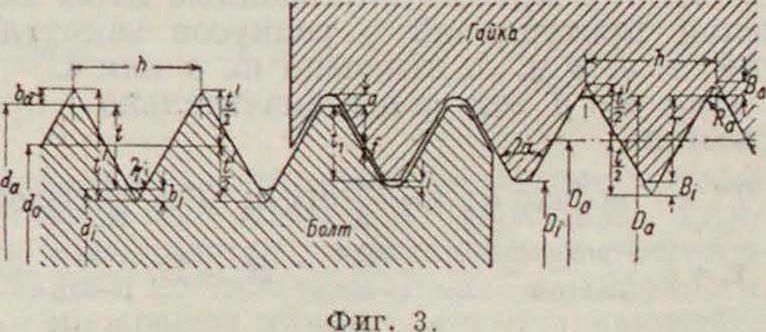
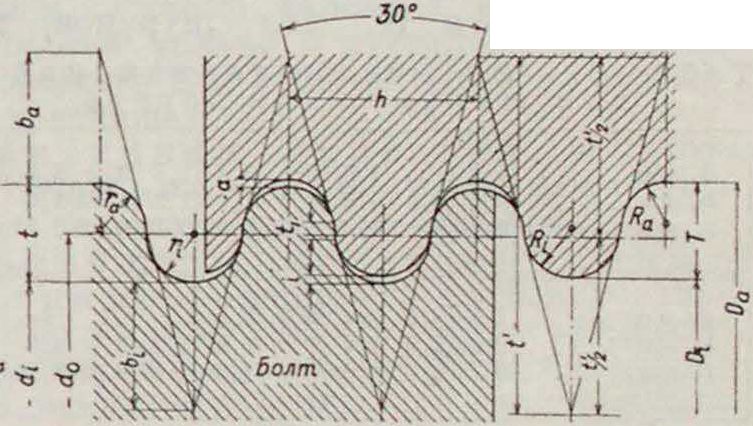
гайки же приняты те же буквенные обозначения, но с прописными буквами, за исключением углов, которые обычно одинаковы, а в противном случае отмечаются индексами ()· Кроме этих обозначений для исследования работы винта в гайке приняты следующие обозначения (фигура 3): tx—глубина соприкосновения II., нак-рой боковая поверхность II. болта прилегает к таковой же гайки; а, г, /—и г р а на наружном и внутреннем гребнях и на сторонах, измеренные перпендикулярно оси винта ( — при равномерном распределении ее на обе смежные стороны II.).
Между основными элементами болта и гайки существуют следующие зависимости:
D0=d„ + 2/; Da=da + 2(ba + f — Ba) Di=di + 2(Bi + f-b<y, a=b« + — Ba; i-=Bi +1 -bt d0=2 (d0 + d,· + 2ba - 2b,·),
•Do=I (A, + + 2Ba — 2B{),
Z -1 tga+tg β ’
i=t — (be + b,·); Г =<-(£„ + £,). Обозначая ba=^ ; b,·=^ ; Ba=^, Б,-=^,
1 “ (n + m) = 1 ~ [n м) =
имеем:
*=тар p;r:- ϊρίιρϊ; ίι=ί-(/+&α+-Β.·)·
Последняя формула для /j справедлива лишь для нарезок со срезанными по прямой вершинами (способ образования впадин приэтом значения не имеет). Для Н. с закругленными вершинами формула эта значительно усложняется. При аФ β глубина соприкосновения позучает различные значения для обеих сторон Н., а именно для стороны с углом наклона а:
ti=t-f-(ba + Bd
а 4* β
COS —г— COS а 2
α-β. я-t- β9 cos 2 -sin —
а для стороны с углом наклона β: ti-l-f-iba + Bi)
α + β -COS COS β
α-β
-β
2 2
В случае равенства углов α и β ф-лы эти упрощаются и приобретают вид:
а +β
г.= b, —
— β я “Ь β
008 “a sin~2~
; Re=Be
где г, Ь, и Re, Ве—сопряженные пары значений притуплений и радиусов закруглений; т. e. е м. б. заменено на а или г.
При α= β эти ф-лы значительно упрощаются:
Т=t=2 ctg a; t=-ξ- ctg α; T=-у ctg α;
_ 1 Sina h cosa. ГУ Ш sin" e c 1-Sina 2n 1—Sina* e 1-Sina ~
_ /l COS a
= 2N 1-Sina
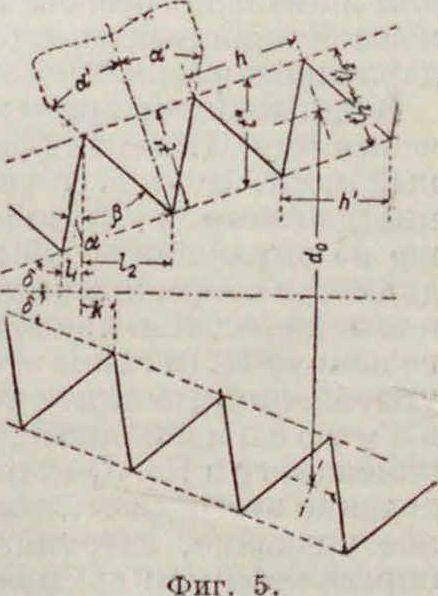
В случае конич. H. выбор обозначений усложняется тем обстоятельством, что все диам. становятся переменными по длине. Существуют два способа нарезания конич. Н.: 1) т. н. американски й—с средней осью равнобочного резца, перпендикулярной к оси конуса (фигура 4); в этом случае а=/?; шаг (измеряемый в этом случае параллельно оси) остается неизменным по длине Н., но вершины гребней резьбы отстоят от впадин не на, как в цилиндрич. И., а попеременно на 0,5/г. (1 tgatgb) и 0,5/г (1 — tgatgb); равным образом вершина впадины сдвинута относительно соответствующей ей вершины гребня на противоположной стороне на ве личину fc=0.5b tg a tg<5; глубины H. t и t измеряются в этом случае по перпендикуляру к оси конуса, конусная г л у б it-на И. t" и конусный шаг h связаны chut ур-иями:
h’ =
COS й и t"=i cos i
таким образом фактически относительная глубина резьбы=* cos4 <5, то есть в
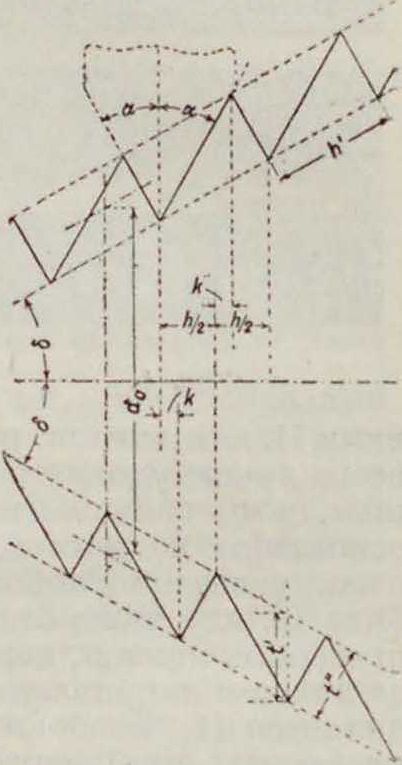
1 : cos2 б раз меньше номинальной;2)т. н. английский— со средней осью равнобочного резца, перпендикулярной к направляющей конуса (фигура 5); в этом случае номинальный шаг к считается по образующей конуса, h= h cos 6 номинальные глубины1 нарезки t и t измеряются по перпендикулярук образующей конуса,
ί"=; углы Н. по-
cos а г J
лучаются различные: a=a—(5, β=α + δ, где 2α—угол резца; аксиальное отстояние вершины гребня одной нитки от ее впадины: ?i=0,5fccos <5— t sin б, ί2=0,5 h cos<5-+--Msin 4; вершина впадины на одной стороне нарезки сдвинута относительно соответствующего ей выступа на противоположной стороне на fc=dsin<5. Средний диам. d0 данного (по длине конуса) сечения в обоих слу чаях определяется какдиам. в том же сечении среднего конуса, то есть конуса, образующая которого делится сторонами Н. на ряд отрезков равной длины.
Идеальная пригонка болта и гайки изображена на фигуре 6; как видим, для этого необходимо и достаточно выполнение следующих условий: h=H, а=а, β=β, d0=D0, da^Da, d.iZ),; для винтов, постоянно нагруженных в одном направлении, как например большинство скрепляющих винтов, вполне достаточна посадка по фигура 7, для осуществления которой должны быть выполнены следующие условия: h=II, а α, β=β, d0-^D0, dus:Da. d^Di-Отсюда видно, что основными требованиями для правильной работы всякого винта с гайкой являются условия равенства шага и углов Н.; желательно достижение равенства средних диам., что же касается крайних диам., то величина их подчинена лишь тому требованию, чтобы обе Н. не врезались друтг в друга и чтобы глубина соприкосновения
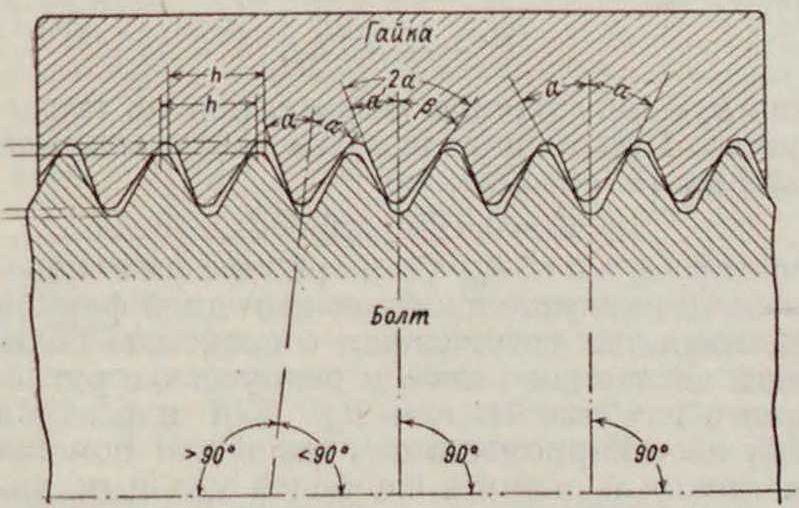
не была меньше допускаемого по соображениям прочности предела. Несколько случаев неправильной II., особо интересных тем, что они по отсутствию «хлябания» и по хорошей тугой посадке могут очень легко ввести в заблуждение и заставить предполагать, что налицо имеется очень точная пригонка, приведены на фигуре 8—11. И. болта принята во всех трех случаях совершенно правнль-
Фигура 8.
в ходе и углах будет это хлябание лишь уменьшать. Интересный случай, когда И. •болта и гайки делаются со слегка разнящимся шагом, представляют собою сильно нагруженные болты шатунных головок тяжелых дизелей, у которых разница шага (шаг болта делается меньше шага гайки) выбирается таким образом, что она компенсирует упругие деформации, которые возникают в
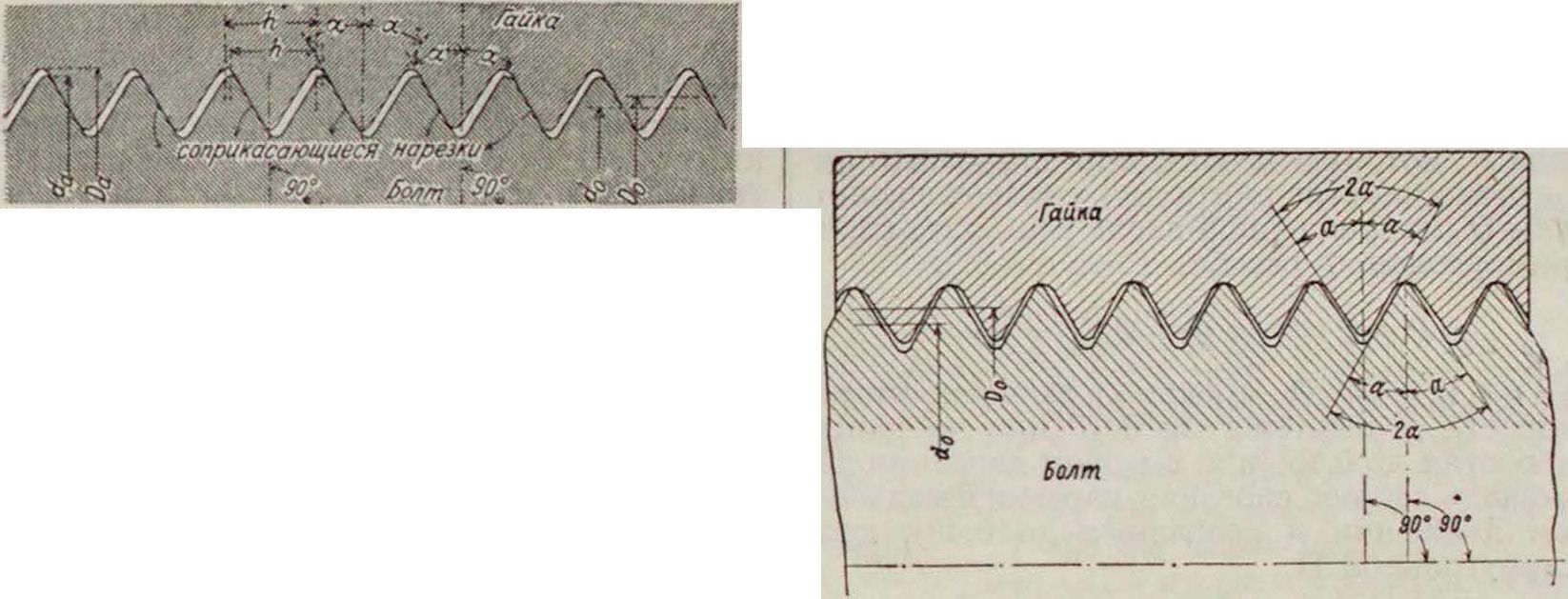
Фигура 9.
болте и гайке при нормальных условиях затяжки и работы. Следствием этого является более равномерное распределение нагрузки на отдельные нитки резьбы; понятно. что этот способ для достижения положительных результатов требует весьма высокой точностиработы.
Одним из главных требований, предъявляемых к Н. для скрепляющих винтов, является требование взаимозаменяемости; для того чтобы всякий болт мог быть ввинчен в любую гайку данного номинального размера, необходимо лишь, чтобы на протяжении длины, равпой высоте гайки, то есть на протяжении рабочей длины Н., действительные поверхности Н. болта и гайки
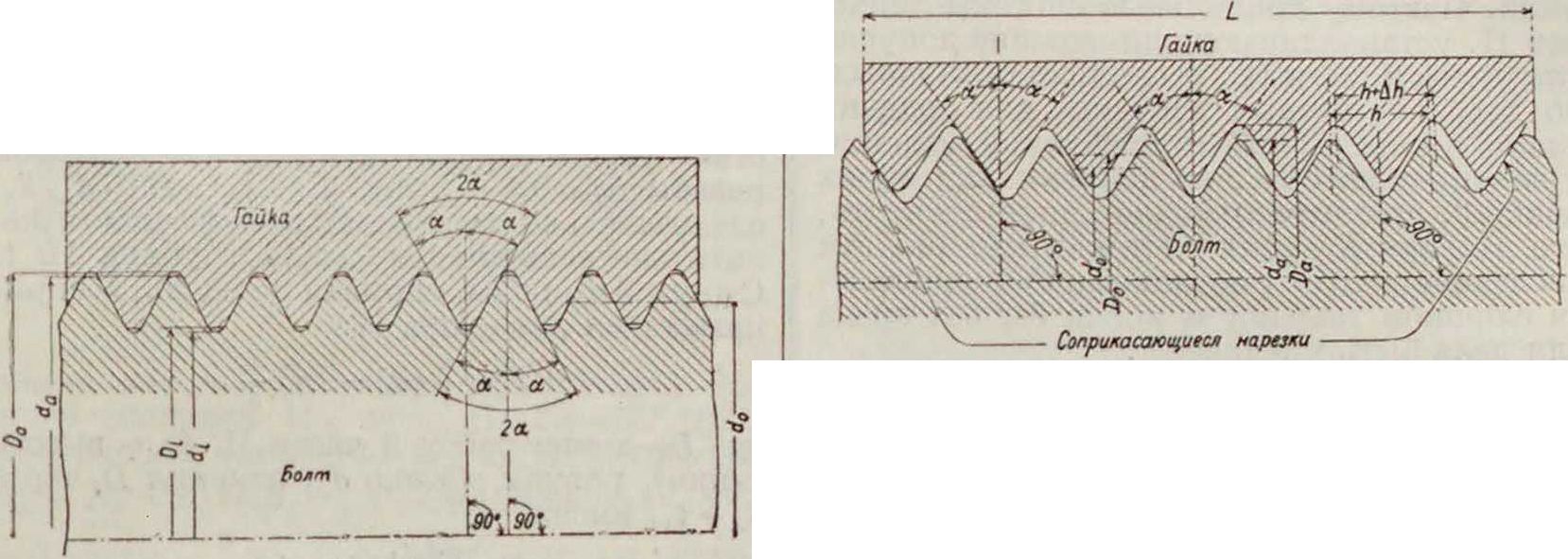
Фигура 10.
оставались по разные стороны теоретической основной поверхности Н. (фигура 12,а). Условие это является необходимым и достаточным для достижения взаимозаменяемости, но совершенно не выясняет получающейся при этом посадки. Для обеспечения соответствующей каждому отдельному случаю посадки и должен быть установлены минимальные и максимальные значения игры, как по обоим диам., так и на сторонах II., то есть определены допуски (смотрите). Из сказанного выше ясно, что для достижения наилучшей совместной работы винта и гайки наиболее точно должен быть выдержаны шаг и углы Н.; величина игры на сторонах определяет степень тугости навинчивания, а игра на диам. необходима, но абсолютная величина ее особо существенного значения не имеет. Опытами .поставленными в США, установлено, что Н. с глубиной соприкосновения в 0,5 (л при высоте гайки, равной (I, достаточно прочна, т. к. при испытании на выдергивание болта всегда разры-
Фигура 6.
ной, II. же гайки имеетследующие недостатки: на фигуре 8—неправильные углы нарезки, обусловленные неправильным положением резца при нарезании резьбы гайки, на фигуре 9—неправильный шаг, на фигуре 10— слишком малый внутренний диам., на фигуре
Фигура 7.
11—углы Н. гайки больше углов Н. болта, а Da-da. Из фигура 10 и 11 ясно, почему Н. должна нести исключительно на сторонах, вершины же гребней не должны доставать до впадин. Из сказанного можно сделать следующее, кажущееся парадоксальным, утверждение: при данной величине игры, на сторонах II. (фигура 3) и по обоим диам. а и г, чем сильнее хлябает гайка, тем лучше, т. к. это лишь доказывает правильность шага и углов Н., и максимальное хлябание будет у абсолютно точной резьбы; всякая ошибка палея последний, Н. же никогда не страдала; кроме того тогда же было доказано, что Н. с глубиной соприкосновения, равной 0,75 tltлишь на 20% прочнее, чем с 0,5 ij, и нисколько не слабее, чем II. полного теоретич. профиля. Поэтому правильные системы допусков Н. устанавливают наименьшие допуски для углов и шага Н., несколько различных, но довольно тесных допусков для средних диам., в зависимости от требуемой посадки, и значительно ббльшие допуски для обоих крайних диаметров; можно лишь отметить, что в существующих системах как раз эти последние допуски обыкновенно назначаются слишком малыми и могли бы без вреда для дела быть увеличены.
Фигура 11.
Угол наклона сторон Н. определяет, при данном угле подъема винтовой линии, кпд и условия самоторможения винта. Сила Р, которую необходимо приложить на среднем диаметре винта для уравновешения силы Q, направленной вдоль оси болта (при прямоугольной резьбе, то есть α= 0°):
Р=Q tg (у ± e)=Q
h ± μπά0л., μ h ’
где μ=tgo—коэф. трения (в зависимости от скорости μ меняется от 0,07 при высоких скоростях до 0,15; при высоком давлении на площадь соприкосновения нарезки и медленном движении μ возрастает до 0,40); для остроугольной Н.
Р=Q tg (γ ± ρ)> гДе в=-
Из этих уравнений видно, что для винтов, передающих работу, где значительное трение является нежелательным, надо стремиться
Фигура 12.
увеличивать h и уменьшать а. то есть применять по возможности многоходовые винты с прямоугольной или пилообразной Н. (фигура 1, В и Г); для Н. скрепляющих винтов наоборот выгодны малые значения Λ и большие значения угла а, то есть выгодно применять мелкую однммточную Н.
Влияние различных элементов Н. на прочность болтового соединения м. б. выяснено следующим рассуждением. Допускаемое усилие на болте при работе на растяжение и закручивание (/с.—допускаемое напряжение на растяжение)
P=~ft?(l + ’7),
где η—увеличение прочности болта вследствие участия в работе материала винтовой· резьбы (η 2* 0,1 4-0,15); т. о. Р=0.65 d ksrследовательно из соображений прочности желательна возможно меньшая глубина Η. I. С другой стороны, опорная площадь, воспринимающая давление,
F=*{dl-D!)±,
где L—длина рабочей части Н. (то есть высота гайки), равная обычно <1а заменяя черт» т/ч— <!, имеем:
(<*.-«;
i hP х i f + bft + Bj
подставляя tx=-ξ- ctg α, где p·1——jr ** получаем окончательно:
F=l dap (da - h*~ Ctg a) ctg a.
Это выражение имеет максимум при
tg a=hp =p · π tgy,
“a
т. κ. γ не моясет принимать значений больших 6°, то считая tgy=0,1, имеем максимум F при: 2α= 34°50для остроконечной нарезки с р=1; 2α= 26° 30 для нарезки типа м -трической с р=0,75; 2α= 18° 20 для нарезки типа Витворта (D1N) с р=0,512. Отсюда“ мы видим, чго это требование противоречит предыдущим и требует сравнительно очень острого угла Н.; однако, прзеледив изменение F в зависимости от а, увидим, что с увеличением 2а до 50—00° уменьшение F не особенно значительно (25—35% для метрич.П.). Сопротивление Н. на срезы· ание не зависит ни от величины шага ни от угла а, а исключительно от отношения рабочей длины Н. к внутреннему диам. <1,. Допустимая нагрузка, болта на растяжение
Р=0,65 djk3.
Сопротивление Н. срезыванию (считая, чго« работает лишь 2/з всех витков)
p=V diLk»
где к,—допускаемое напряжение на срезывание. При полном использовании сопротивления Н. срезыванию
L=0,415с1г is0,35da,
считая d,--аО.85 с/я. Для работы при переменной нагрузке наиболее выгодной формой Н. является треугольная с возможно большим значением угла a и радиусов закругления в глубине H. г i и Ra. Для нарезания как на токарном станке, так и при помощи метчиков и плашек наиболее удобным является также профиль с большими углами и радиусами закругления Н. Из всего сказанного ясно, что всякое решение вопроса о форме Н. будет представлять собою компромисс между изложенными выше и часто противоречащими друг другу требованиями.
Формы существующих Н.
А. Треугольные Η. 1) Витворта (оригинальная, без игры на гребнях). Фор
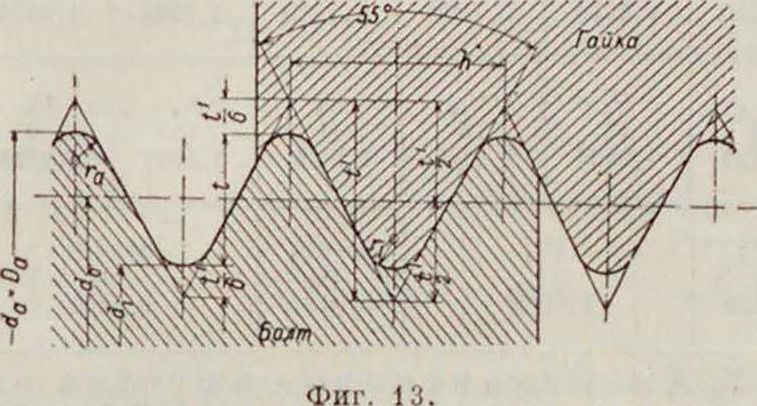
ма—с закруглениями как на вершинах, так и во впадинах Н.; угол Η. 2α= 55° (фигура 13), прочие элементы: d=da; <=»0,96049/1;
ba - Ва=Ь,·=В,=^ 1=0,16008/1; <=Т =
- 0,64033/1=* <; га=г,·- Га=h,·=ОД3733/г Градация диаметров: от 1/32 до х/4 дм. через Vssi от 7« до 1 дм. через 1в; от 1 до 3 дм. через 7« 11 от 3 до 6 дм. через 7*· Число
ниток на 1 дм. и величина хода в миллиметров для различных диаметров Н. доны в таблице 1.
7* ДО 2 дм. через 7S; от 2 до 6 дм. (по ОСТ— до 4 дм.) через 7<-
3) Витворта м ел кая. По германским нормам предусмотрено два рода м л ой Н. с профилем, как у предыдущей, а именно: а) Витворта мелкая 1 для винтов d=56 -у
Фигура 15.
499 миллиметров и с одинаковым для всех d шагом h=·1 дм.=6,3502 миллиметров и б) Витворта мелкая 2 для винтов d=20-1-189 с градацией: числа ниток на 1 дм. и ходов, приведенной, в таблице 2.
Т а б л. 2.—О шовные данные мелкой Н. Витворта.
| d, миллиметров.. | 20-33 | 36-52 | 56—189 |
| г па 1 дм. | 10 | Я | 6 |
| h, .. | 2,5401 | 3,1751 | 4,2335 |
Таблица 1.—О с и о в н ы е данные Н. Витворта.
| d, миллиметров | у., | V,. | */« | V. | 7„—7=.· | 1 | ||
| 2, на 1 | ДМ. | 150 | 61* | 48 | 40 | 82 | 24 | 20 |
| h, миллиметров | 0,1693 | 0,423 | 0,529 | 0,635 | 0,794 | 1,058 | 1,270 | |
| d, миллиметров | »
S |
t
11« |
Vr-»/. | 8. Ιβ | 8 _18
4 1« |
|||
| г, на 1 | дм. | 18 | 16 | 14 | 1? | 11 | 10 | 9 |
| h, миллиметров | 1,411 | 1,589 | 1,814 | 2,117 | 2,309 | 2,540 | 2,822 | |
| d, миллиметров | 1-1V,. | lVi-tVi. | 17.-1“/,. | 17.-2’. | 27,-27. | 2V.-3V. | ||
| z. на 1 | дм. | 8 | 7 | 6 | 5 | 47= | 4 | 37. |
| h, миллиметров | • · | 3,175 | 3,629 | 4,233 | 5,080 | 5,645 | 6,350 | 7,257 |
| d. миллиметров | 37.-4 | 4V.-47. | 4«/,—5 | 57,-57= | 5»/,—6 | |||
| 2. на 1 | ДМ. | з V. | 3 | 27. | 2*/. | а·/, | 27= | |
| h, миллиметров | 7,817
1 |
8,467 | 8,835 | 9.237 | 9,677 | 10,160 |
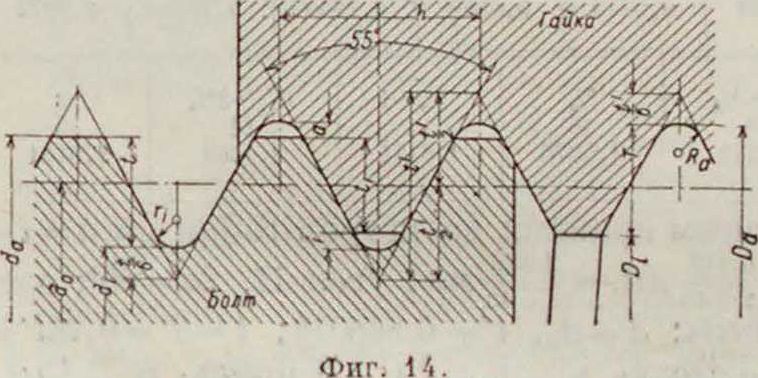
2) В и т в о р т а с игрой на гребнях Н. (по герм, нормам, принята также в СССР, ОСТ ЗЗ-б). Форма—с закругленными впадинами и срезанными греблями, угол Н. 2а==55° (фигура 14); взаимозаменяема с оригинальной Н. Витворта; элементы Н.: d=D„·,
Ва=1=0,16008/t;
t-- 0,96049ft; bt
= 0,243711= 0,23408ft; 1, 0,49233ft; r,==R„=0,13733/t; da=d — 0,148ft; чиелт виток то же, что и в оригинальной Н. Витворта. Градация дилм. несколько изменена: от 2 3/]β
До дм. (пj ОСТ—до */* Дм.) через от
Форма Н. та же, что и у предыдущей. Градация диаметров у обеих Н.: от 20 до 24 миллиметров через 2; от 24 да 48 миллиметров через 3; от 48 до 84 миллиметров через 4: от 84 до 299 миллиметров через 5 и от 299 до 499 .ч.и через 10.
4) Американская ста н-дартная Н.(Селлерса, AST, USST или USSt-Thread). Нарезка по стандарту с игрой только лишь па гребнях гаечных ниток; профиль треугольный со срезанными прямолинейно вершинами и впадинами (фигура 15, А); допускается также закругление впадин как у болта, так и у гайки, в последнем случае с небольшой игрой (фигура 15, Б), угол нарезки 2α= 60°; элементы нарезки: а) стандартной d=de= Da: t--0,860025ft; 1=0,751 0,6495ft; В. - ba br- -0,1251; Bi=0,251; T 0,6251=0 5413ft - <χ; б) допускаемой: d=dat 0,866025/t; 1
-0,708221= 0,6131/с, T - 1 0,5772ftj b,
= 1 01=0,144337/i; ba - 1 ,t 0.108253ft; В, ---
1 ,1=0,216106/t; B„ -1 lst - 0,072168ft; r,
0,1443ft; Ita=0,0722ft; a 7211; число ниток на 1 дм. для различных диам. покзано в табл, 3 (малые диам. округлены но стандарту до сотых долей дм. и обозначаются по номерам). Градация диам.: от
| d, дм.. | 0,0730 | 0,0860 | 0,0990 | 0,1120 | 0,1250 | 0,1380 | 0,1640 | 0,1900 | 0,2160 | |
| d, №.. | 1 | 2 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | |
| Z .. | 64 | 56 | 48 | 40 | 40 | 32 | 32 | 24 | 21 | |
| h, миллиметров. | 0,3969 | 0,4536 | 0,5292 | 0,6350 | 0,6350 | 0,7938 | 0,7838 | 1,0584 | 1,0584 | |
| 1 | */ц | ·/. | 7
. 1· |
V. | а
1« |
*
в |
,и | V. | ||
| z | 20 | 18 | 16 | 14 | 13 | 12 | 11 | 10 | 9 | |
| h, лен. | 1,270 | 1,1112 | 1,5876 | 1,8144 | 1,9539 | 2,1168 | 2,3092 | 2,5401 | 2,8223 | |
| d, дм.. | 1 | IV,- | -IV. | IV. | 1’ |
- 4 |
2-2 V, | 2 V, | —3 | |
| 2 | 8 | 6 | 5 | 4 V. | 4 | |||||
| h. лен. | 3,1751 | 3,6287 | 4,2335 | 5,0802 | 5,6447 | 6,3502 | ||||
| V« До Vs ДМ- через | Vie! от 6/8 до | 11/« ДМ. | 7) Американского о б щ е с т | в а и ii- | ||||||
| через 1/я; от 11/4 до | 3 дм. через 1/i | жен еров- | механиков | (ASME-Η.). Эта | ||||||
δ) Американская стандартная мелкая Н. (USS-или USSt-Fine Thread). Форма, градация диам. и элементы—те же, что и у предыдущей, разница заключается лишь в числе ниток на 1 дм. (смотрите табл. 4).
Н. весьма распространена в США наряду с USSt-H. в общем машиностроении для мелких винтов. Основная форма Н.—Селлерса (фигура 17); на вершинах Н. предусмотрена игра, образованная в обоих случаях увели-
Т а б л. 4.—Основные данные мелкой стандартной амерпи. Н.
| d, дм. d, X».
h, лен. | 0,0600 0,0730 0 1
80 72 0,3175 0,3528 | 0,0860
2 64 0,3669 |
0,0990
3 56 0,4536 |
0,1120
4 48 0,5292 | 0,1250
5 44 0,5773 | 0,1330
6 40 0,6350 | 0,1640
8 86 0,7056 | 0,1900
10 32 . 0,7938 |
0,2160
12 28 0,9072 | ||||||
| d, дм. h, миллиметров. | 1!
4 28 0,9072 | ν,·-ν.
24 1,0584 | ν»-ν.
20 1,2700 | 18
1.4112 | β/«
16 1,5876 | v$—1
14 1,8144 | ΐν·-2»/*
12 2,1168 | 3
10 2,5401 | |||||||
6) Американская остроконечная Н. (V-Thread). Теоретически Н. имеет острые углы как на вершинах, так и в углублениях, без игры (фигура 16); практически же допускаются притупления: Ь,-=Ьп=/?,·=-Д,=0,0400/1=0,04619«; угол Η. 2α= 60°; эл менты Нл d=da=Da для теоретич. Н ; для допускас мой—d=D„, d„=D„ — 0,04ft; i== 0,86603ft; t=T=0,82063ft=0.90762Г; число H. на 1 дм. в общем почти то же, что и в USSt-H., как указано в таблице δ.
ченисм крайних диаметров гайки на a=i =
= ТТЙдм = г-г4ол,-и; Угол Н· 20=60°; элементы: d=da, t=0,86603ft; ί=Τ·=0,7δί =
= 0,6496ft; Ьа=b(=* V=0.10826ft; Ba - V -1 ° ” -a;B(=8i + a; имеется два ряда H. с одинаковыми элементами, но с разным числем ниток на 1 дм., обозначенных ниже ζγ (основной ряд) и г,; диаметры обозначены номерами; число ниток на 1 дм. указано в таблице 6.
Таблица 5.—Э л е менты амерпн. остроконечной Н.
| d, дм.
/t, леи. |
1
Ifl 72 0,3528 |
β/«
56 0,4536 |
V.
40 0,6350 |
f
31 32 0,7938 |
a
/»· 24 1.0584 |
’/ia
24 1,0584 |
v4
20 1,2705 |
Vt.
18 1,4112 |
| d, дм. | ч
β |
•ft. | It— /i· | ·/«-“/,. | */.-·/,. | » _1· | 1 | IV,—IV. |
| 16 | 14 | 12 | 11 | 10 | 9 | 8 | 7 | |
| h, миллиметров. | 1,5876 | 1,8144 | 2,1168 | 2,3092 | 2,5401 | 2,8223 | 3,1751 | 3,6287 |
| d, дм. | 1V.-1V. | ι·/.-ιν. | IV,—2·/, | 2V.—2/. | 3-3 V. | 37,-3 ·/. | 37.-4 | |
| Z.. | 6 | 5 | 4 V. | 4 | 3 V. | 3 | ||
| h, лен. | 4,2335 | 5,0802 | 5,6447 | 6,3502 | 7,2574 | 7,8157 | 8,4670 |
Градация диам.: от Vie До lU дм. через V32; 8) А м е р и к а н с к о г о общества от 7« до 2 дм. через Vie- от 2 до 4 дм. черс з автомобильн. инженеров (SAE-H.). Ve; от 1 До 6 дм. через V4. Н. широко применяется в автомобильной
Таблица 6.—Э лементы парез к и ASME.
| d, X«. | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| d дм. | 0,060 | 0,073 | 0,086 | 0,099 | 0,112 | 0,125 | 0,138 | 0,151 | 0,164 | 0,177 | 0,190 |
| zt.. | 80 | 72 | 64 | 56 | 48 | 44 | 40 | 36 | 3β | 32 | 30 |
| z,.. | “ | 64 | 56 | 48 | 40 И 36 | 40П36 | 36 И 32 | 82 и 30 | 32 и 30 | 30 и 24 | 32 Η 24 |
| d, X?. | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 26 | 28 | 30 | |
| d, дм. | 0,216 | 0,242 | 0,208 | 0,294 | 0,320 | 0,346 | 0,372 | 0,398 | 0,424 | 0,450 | |
| z,. | 23 | 24 | 22 | 20 | 20 | 18 | 18 | 16 | 14 | 14 | |
| *»···· | 24 | 20 | 20 | 13 | 18 | 16 | 18 | 14 | 16 | 16 |
промышленности США, форма стандартная Селлерса (фигура 18). игра не предусмотрена, •угол Η. 2а (Ю°. da Da d “ 0,86603 ft;
t-Т-ОЛЫ=0,6495Л; bа=Ь(=Ва=В, - |ί =
= 0,10826//; имеются два ряда Н. с различным числом ниток на 1 дм.: основной -ζλ и мелкий—гг. Градация диам.: от V* до 3/4 дм.
Фигура 16.
через 11в; от 3 4 до 6 дм. через Vs· Число ниток на 1 дм. приведено в таблице 7.
Т а 0 л. 7.—Э л е м е н т ы нарезки SАЕ.
| d, дм. | ч | » 3 1« 8 | 7 _1
- 1« S |
8 _»
»· » |
·/. | |
| 28 | 21 | 20 | ι8 | 16 | 16 | |
| hlt миллиметров. | 0,9072 | 1,0584 | 1,2700 | 1,4112 | 1,5876 | 1,5871 |
| zt. | 30 | 32 | 28 | 24 | 24 | 20 |
| ht, миллиметров. | 0,705 | 0,7938 | 0,9072 | 1,0584 | 1,0584 | 1,2701 |
| d, дм. | ’/.-1 | IV.-IV. | 3-5 V, | ^6 | ||
| 2|., | 14 | 12 | 12 | 10 | 8 | |
| hlf миллиметров. | 1,8144 | 2,1168 | 2,1168 | 2,5401 | 3,1751 | |
| 20 | 18 | 16 | 16 | 16 | ||
| hi, миллиметров. | 1,2700 | 1,4112 | 1, i»t>7G | 1,5876 | 1,5876 |
{£ 9) Английская нор м а л ь н а я в и т-в о ртов ска я Н. (BSW-H.). Форма Н. тождественная с оригинальной Н. Витворта (1); единственное отличие состоит.в том,
что BSW-H. имеет игру a-i=f 0.002 дм.
- 0,0508 ди независимо от абсолютной величины d D„ d„ + a; D,- /,· + «; Ώη d0 + f; d - da. Число ниток на I дм. то же, что и в (1). Градация диам.: от ‘/4 до 1 дм. через Vie: от 1 до 6 дм. через Vs·.
10) А н г л и и с к а я н о рмальная тонкая Н. (BSF-H.). Отличается от BSW лишь отсутствием нек-рых значений номинальных а’. Э. m. XIV.
диаметров и более мелкой резьбой. Градация диам.: от 7.32 до s/ie дм. через 1,32; от 51в до 7 в Дм- через Vie. от Vs ДО i3 4 дм. через 1 в; от I3 4 до 3 дм. через 14. Число ниток на i дм. указано в таблице 8.
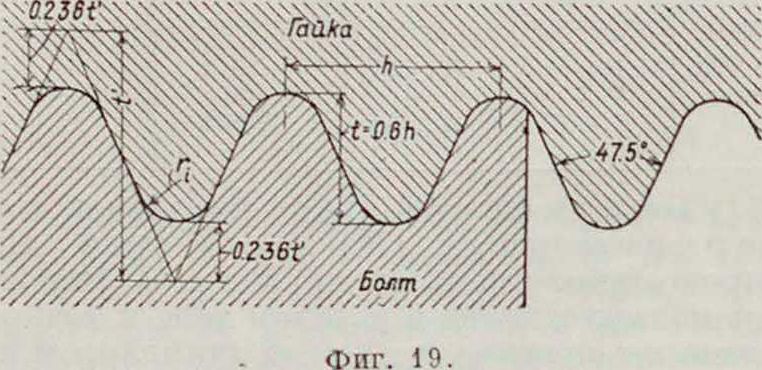
11) Брит а некой а с с о ц и а ц и и п о-ощрения наук (ВА-Н.). Метрич. Н., широко применяемая в Англии и 3. Европе для мелких винтов в часовом деле и точной механике; игры на вершинах стандартом не предусмотрено; форма—симметричная с одинаковыми закруглениями на вершинах и во
впадинах (фигура 10): угол II. -47°30; d=--da Da; t 1.13635/i: Γ Ο,βΟϋΟΟΙί; Ьп Ь;-В„ - В< --0.2360=0.26818ft; ra=r<=i?o=B,= 0.18085fts
ss ^. Диаметры обозначаются по номерам;
соответственные диаметры, а также шаг Н. указаны в таблице 9.
Т а б л. 9Э лемепти нарезки В А.
| d, | №. | 0 | 1 | 2 | 8 | 4 | 5 | 6 | 7 | 8 |
| d, | MM. | 6,0 | 5,3 | 4.7 | 4,1 | 3,6 | 3,2 | 2,8 | 2,5 | 2,2 |
| /1. | MM. | 1,00 | 0,90 | 0,81 | 0,73 | 0,66 | 0,59 | 0,53 | 0,48 | 0,43 |
| d, | №. | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 |
| d, | MM. | 1,9 | 1.7 | 1,5 | 1,3 | 1.2. | 1.0 | 0.90 | 0,79 | 0,70 |
| h, | MM. | 0,39 | 0,35 | 0,31 | 0.2S | 0,25 | 0,23 | 0,21 | 0,19 | 0,17 |
| d. | JY?. | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | |
| d. | MM. | 0,62 | 0.54 | 0,48 | 0,|2 | 0,37 | 0,33 | 0,29 | 0,25 | |
| h. | MM. | 0,15 | 0,14 | 0,12 | 0,11 | 0,10 | 0,i9 | °·08 | 0,07 | J |
12) Нарезка Тюри (Thury) применя ется главным обр. в Швейцарии для часов и точных приборов; совершенно аналогична предшествующей и имеет одинаковые значения и хода Н.; единственное отличие заключается в том, что Н. сделана несимметричной относительно среднего диаметра, а именно; Ьа В„ - 0.21155 0,2438i)ft; Ь, =
В, - 0,25745 0.29256/t; га - Iia~ 0,16667ft;
г, Hi=0,20000ft.
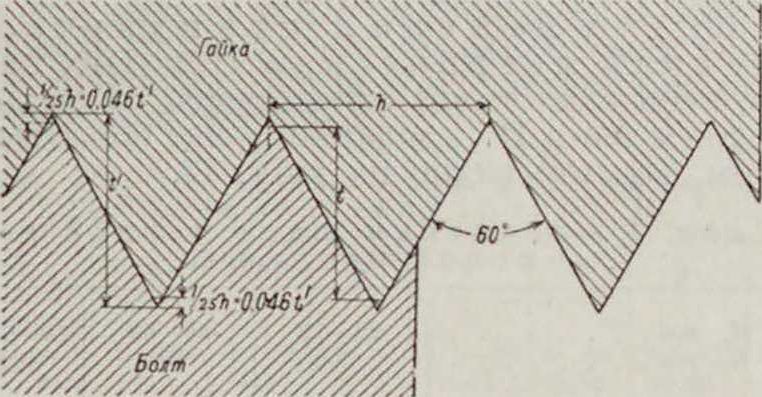
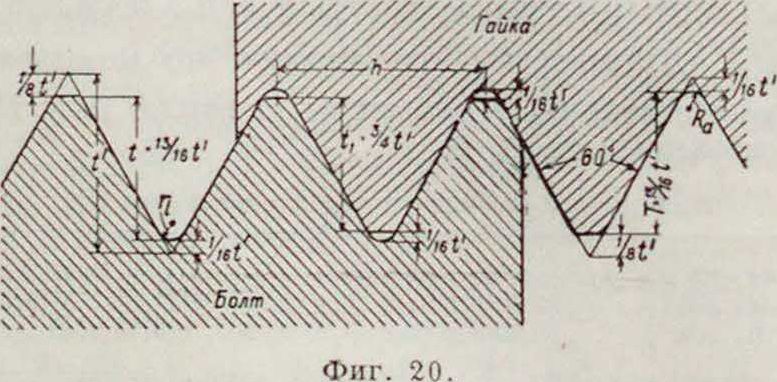
13) И н т e p η а ц и о н а л ьн а я метр ическая Н. (SI-Н.), принятая на международном конгрессе в Цюрихе (так называемым цюрихская нарезка), широко распространена в 3. Европе. II. имеет срезанные по прямой
8
Т а 0 л. 8. —Элементы мелкой английской нор м а л ь п о и Н.
| d, дм.
z.. ht MM. |
7/»l
28 0,9072 |
4.-4«
26 0,9770 |
V»
22 1,1546 |
e
26 1,2700 |
7
it» 18 1,4112 |
Ht—*/x· 16
1,5876 |
5- __U
s i» 14 1,8144 |
3 _13
/4 /14 12 2,1108 |
| d, ДМ. | 7 | 1 | 1V.-11/. | l>/,-2 | 2V.-2*/, | 3 | ||
| Z.. | 11 | 10 | 9 | 8 | 7 | 6 | 5 | |
| j Λ, миллиметров. | 2,3092 | 2,5401 | 2,8223 | 3,1751 | 3,6287 | 4,2335 | 5,0802 |
гребни и округленные впадины (фигура 20) с игрой на вершинах, угол Η. 2α= 00°; элементы нарезки d=da; t=0 866025ft: t=T =
= J’i=0,70366ft; i8=® t=0,61952ft; ba== g V=0,10845ft; ft,·=Ba=^ i=0,05423ft; a =
= i=r,·=Jia=^ V=0,05123ft. Градация диаметров: от 6 до 12 миллиметров через 1; от 12 до 24 миллиметров
через 2; от 24 до 48 миллиметров через 3; от 48 до 80 миллиметров через 4. Шаг Н. приведен в таблице 10.
Таблица 10. — 3 и а ч е н и я ш а г а и|н те рнац и-о н а л ь и о и метрич. Н.
| d. | мм | 6—7 ^—9 | 10—11 12 | 14—16 | 18—22 | 21—27 | 30—33 |
| h, | ММ | 1,0 1,25
i 1. |
1,5 1,75 | 2,0 | 2,5 | 3,0 | 3,5 1 |
| d. | ЛСЛС | 36—39 i | —15 48—52 | 56—60 | 64—68 | 72—76 | 80 |
| h, | мм | Ί 4,01 | 4,5 5,0 | 5,5 | 6,0 | 6,5 | 7,0 |
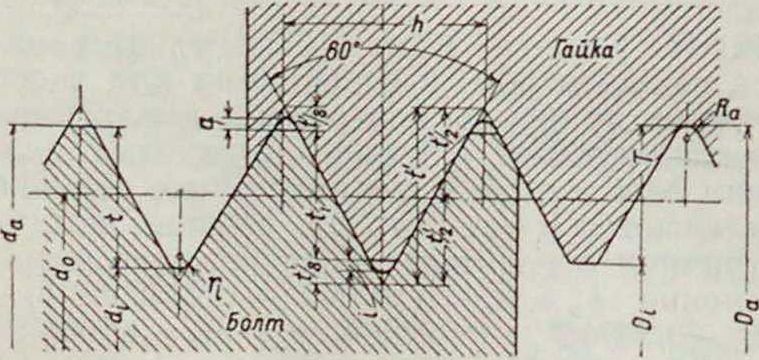
14) Германская стандар т н а я м е-трическая Н. (DIN 13 и 14, принята в СССР: ОСТ 94, 32 и 193). Аналогична предыдущей и отличается от нее незначитель
ными изменениями в величине игры (фигура 21), принятой немного меньшей, чем в предыдущей; a=г=0,04500ft ~ ^ V, г,=П„=0,0635ft;
в остальном она совпадает и взаимозаменяема с SI-Н. в перед злах d= 6 А-68 миллиметров; дан-
<1>иг. 21.
ная Н. расширена вниз до d=1,0мм и вверх до d=149 миллиметров; (ОСТ 94 : d= 1 -р5 миллиметров; · Η Т 32 : d=6-2-68 миллиметров: ОСТ 193 : d=72600 миллиметров). Градация диаметра до 84 миллиметров. как у преды дущей (выше 84 миллиметров—через 5); шаг Н. приведен ниже в таблице 11.
Таблица 11.—Э л е м е и т ы германской стандартной метрич. II.
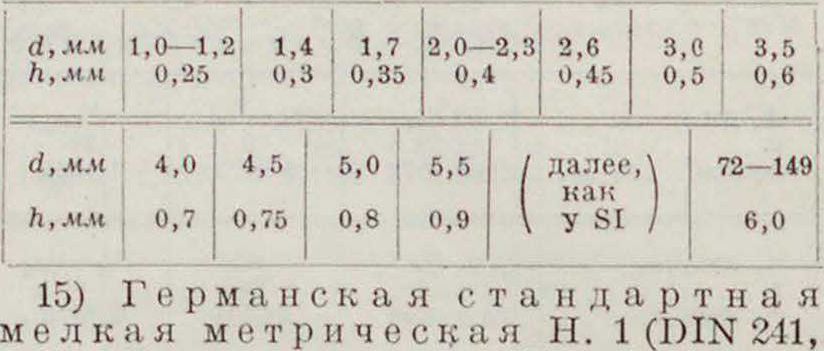
ОСТ 193—расширено до 600 миллиметров) представляет собой продолжение предыдущей для d=154-2-499 миллиметров; для всей этой области установлен постоянный шаг ft=6,0 миллиметров; форма идентична с предыдущей.
16) Германская стандартная мелкая метрическая Н. 2 (D1N 242),. во всем аналогична предыдущей за исключением шага Н., сделанного еще более мелким, как это видно из табл. 12.
Таблица 12.—Значения шага мелкой г ер-м а некой метрич. Н. 2.
| d, миллиметров. | 24—33 | 36—52 | 56—189 |
| h, MM. | 2,0 | 3,0 | 4,0 |
17) Метрическая мелкая 1 (ОСТ 271). Форма нарезки в точности соответствует (14); градация диаметра: от 1 до 1,4 миллиметров через 0,2; от 1,4 до 2,6 .ic.it через 0,3; от 3 до 6 миллиметров через 0,5; от 6 до 12 jit.it через 1; от 12 до 24 .ic.it через 2; от 24 до 48 миллиметров через 3: от 48 до 80 .nat через 4; от 80 до 300 миллиметров через 5: от 300 до 40<> -it.it через 10. Шаг Н. приведен в таблице 13.
Таблица 1 3.—3 к а ч е it и п ш ага м с л к о и м с т-р и ческой И. 1 по ОСТ 271.
| d, | MM. | 1,0—1,7 2,0—2,3 | 2,6—3,5 | •1,0— 5,5 | 8—7 8—11 | |
| h, | MM. | 0,2 | 0,25 | 0,35 | 0,5 | 0,75 1,0 |
| d, | MM. | 12 | 14—22 | 24—33 | 36—52 | 56—400 |
| h, | MM. | 1,25 | 1,5 | 2,0 | 3,0 | 4,0 |
18) Метрическая мелкая 2 (ОСТ 272). Форма Н. и градация—как у предыдущей. Шаг Н. указан в таблице 14.
Таблица 14 .—3 н а ч е н и я шага м о л к ой м с т-р и ч е с к о и Н. 2 и о ОСТ 272.
| d, миллиметров. | 24—33 | 36—52 | 56—300 |
| h, миллиметров. | 1,5 | 2,0 | 3,0 |
19) Герм а н с к а я стандартна я м е л кая мгтрическ а я Н. 3 (DIN 243); форма II. аналогична предыдущим; шаг II. приведен в таблице 15.
Т а б л. 15.—3 паче н и я ш а г а м е л к о и г е р-манен о и стандартной II. 3.
| d, миллиметров. | 1—2,0 | 2,3—2,6 | 3—4 | 4,5—5,5 | 6—8 |
| h, миллиметров. | 0,20 | 0,25 | 0,35 | 0,50 | 0,75 |
| d, миллиметров. | 9—11 | 12—52 | 53—100 | 102-190 |
| h, миллиметров. | 1,0 | 1,5 | 2,0 | 3,0 |
20) Германские стандартные мелкие метрические II. 4, 5, 6, 7, 8 и У (соответственно: DIN 516, 517, 518, 519, 520 и 521). Кроме приведенных выше мелких II. 1, 2 и 3, герм, стандарты устанавливают
еще ряд мелких II., с формой резьбы аналогичной (14) и с постоянным для всех диаметров одной серии шагом. Значения шага приведены в таблице 10.
Таблица 16.—3 п а ч е н и я шага для мелких германских стандартных Н.
| Серия. | 4 | 5 | 6 | 7 | 8 | 9 |
| Пределы диам.,мм Шаг, миллиметров | 12-250
1,5 |
1,0 | 6—80
0,75 |
4,5—80
0,50 |
3—50
0,35 |
2,3—22
0,25 |
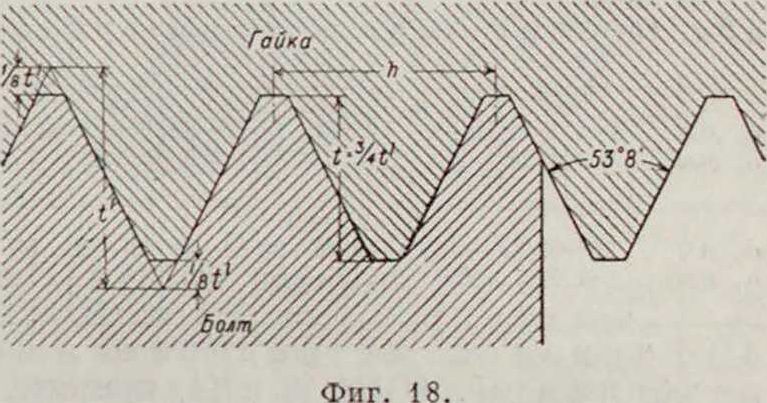
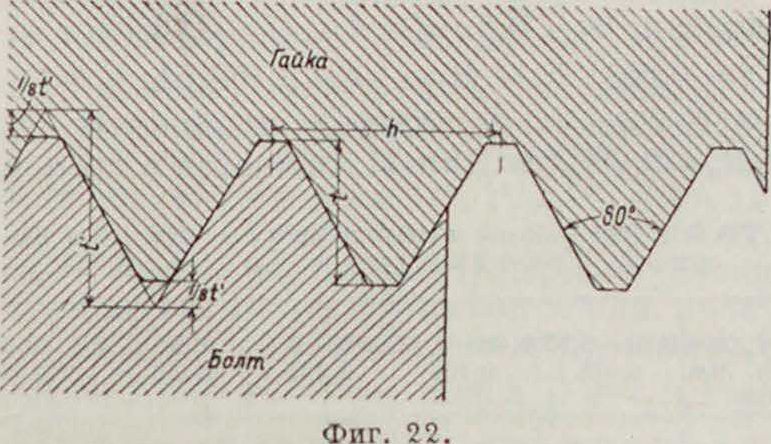
21) Н. Левен герца (Lowenlierz) распространена в странах герм, культуры для мелких винтов оптич. инструментов. Н. со ( резанными вершинами, без игры, с углом
2а 53° 73 симметричная относительно липни среднего диаметра (фигура 22): элементы: d d„ Da: t=ft; (=T=0,75ft; 6„=&,·=Ва Вг 0,125ft; шаг Н. указан в таблице 17.
Таблица 17.—Элементы II. Левенгерц а.
| d, миллиметров. | 1,0—1,2 1.4 | 1,7 | 2,0— 2.3 | 2,6 | 3,0 | 3,5 | |
| h,. | 0,25 j0,30 0,35 | 0,40 | 0,45 | 0,50 | 0,60 | ||
| d, миллиметров. | 4,0 4,5 5,0 | 5.5 | 6,0 | 7,0 | 8,0 | 9,0 | 10,0 |
| h, миллиметров. | 0,70 j0,76j0,80 | 0,90 | 1,0 | 1,1 | 1,2 | 1,3 | 1,4 |
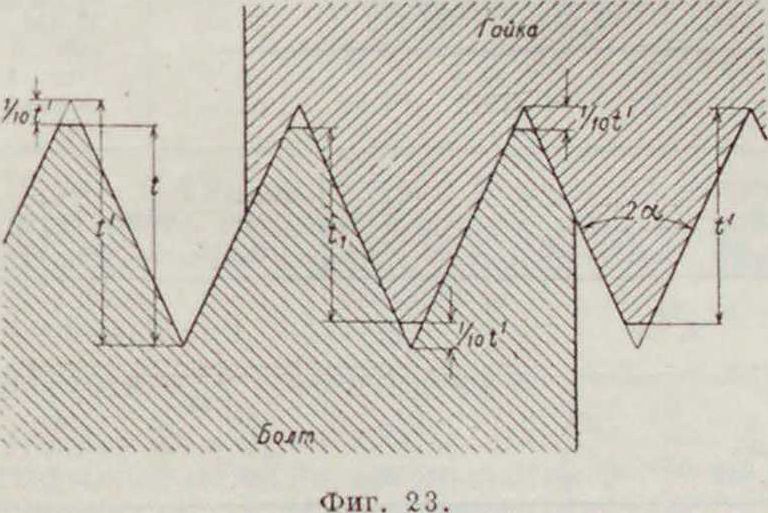
22) ная Н. Га манн а (На-шапп) применяется для латунных и других металлич. труб в точном аппаратостроении и оптич. приборах (гл. обр. микроскопах); связь с диам. не установлена и нормирована лишь форма резьбы. Форма II.—во впадинах остроугольная, на гребнях срезанная (фигура
23), угол меняется (у большинства резьб 2а 50°); постоянная величина fta=B,=0,1Г.
Различается Н. по номерам, их характеристики приведены в таблице 18.
| T а б | л. 18 | — 0 с к о в | и ы е | да И | н ы е | ДЛЯ | п а- | |
| T p 0 I | н о ii | Л. 1 | а м а | н и а. | ||||
| № | 1 | 2 | 3 | 4 | 5 | 6 | 7 | |
| к,мм. | 3,907 | 3,092 | 2,739 | 1,953 | 1,546 | 1,270 | 1,154 | |
| z | 0V, | 8V. | •9>/„ | 13 | 16*;, | 20 | 22 | |
| 2α | 50° | 50° | 50° | 50° | 50° | 50° | 50° | |
| t | h. | 1,0723 | 1,0723 | 1,0723 | 1,0723 | 1,0723 | 1,0723 | 1,0723 |
| № | 8 | Э | 10 | 12 | 12П | 12tf | 13 | |
| /i, | мм. | 0,976 | 0,873 | 0,705 | 0,635 | 0,461 | 0,461 | 0,288 |
| Z | 26 | 29,/|з | 36 | 40 | 55 | 55 | 88 | |
| 2α | 50° | 5j° | 50° | 64° | 76° | 50° | 50° | |
| t | h. | 1,0723 | 1,0723 | 1,0723 | 0,8002 | 0, G400 | 1,0723 | 1,0723 |
23) Французская система Н. (SF-H.) распространена в романских стра
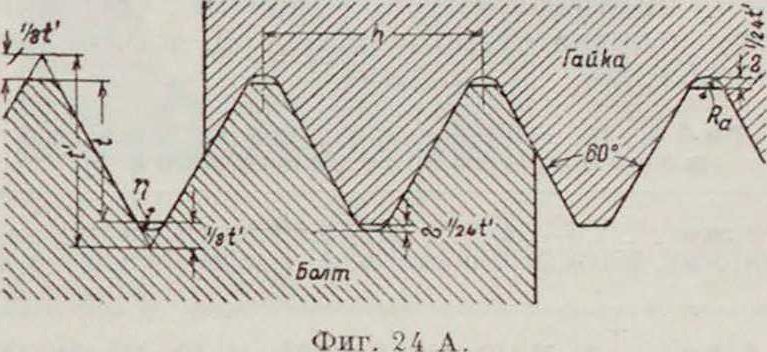
нах 3. Европы наряду с SI-Н. Основная форма II. та же, что ίι в Н. Селлерса с углом Η. 2α=60° (фигура 24); по нормам игры на вершинах Н. не предусмотрено, но зачастую Н. снабжают игрой в двух вариантах: 1 )e=is1i путем соответственного углубления впадин Н. как в гайке, так и в болте, радиусами закруглений г,=Да== 0,0722/ι (фигура 24 А, тонкой чертой), или
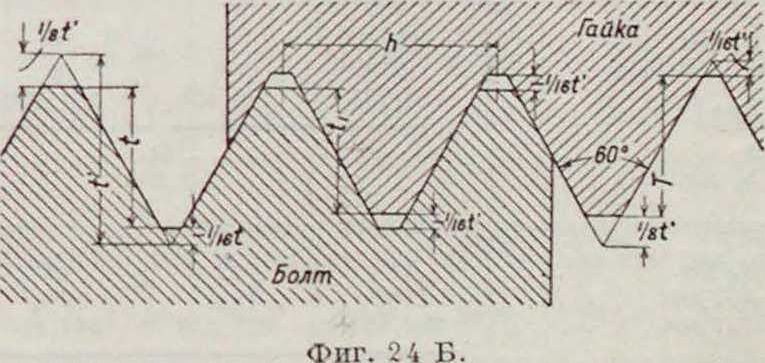
2) путем углубления впадин с прямолинейным ограничением притупления резьбы (фигура 24 Б); элементы второго варианта: d=da;
Г=0.86603(1; Ьа=В{= [ t=0.10825ft; Ь,=
о
= Ва= i i=0,54Ш=α=ΐ; <=Τ=ί3 ί =
Ιο Ιο
= 0,70365ft; <j «= ® t=0,64952ft; шаг Η. приведен в таблице 19.
24) Английская велосипедная Н. (CCI-H.)—см. Велосипедное производство.
25) Н. для газовых кранов (для баллонов со сжатыми и сжиженными газами)—см. Сжижение газов.
26) Швейцарская с т а н д а р т и а я метрическая II. (VSM 12002/4) совершенно аналогична германской Н. (14) с топ разницей, что α= i=0,050ft=0,04331, а г( —
Ra=0.058ft=0.050231; шаг равен шагу в I II. (14); Н. взаимозаменяема с (14).
Таблица 19.—Элементы французской стандартной II.
| d. № | 0 | 1 | 2 | 3 | 4 | |||||||
| d, миллиметров | 6 | 8 | 10 | 12 | 14 | 16 | IS | 20 | 22 | 24 | 26 | 28 |
| h, миллиметров | 1,0 | 1,0 | 1,5 | 1,5 | 2,0 | 2,0 | 2,5 | 2,5 | 2,5 | 3,0 | 3,0 | 3,0 |
| d, № | 5 | 6 | 7 | - | _ | 8 | _ | 9 | ||||
| d, миллиметров | 30 | 32 | 34 | 36 | 38 | 40 | 42 | 44 | 46 | 4S | 50 | 56 |
| /l, миллиметров | 3,5 | 3,5 | 3,5 | 4,0 | 1,0 | 4,0 | 4,5 | 4,5 | 4,5 | 5,0 | 5,0 | 5,5 |
| d, № | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | IS | 19 | _ | |
| d, миллиметров | G4 | 72 | 80 | 88 | 96 | 106 | 116 | 126 | 136 | 148 | 160 | |
| h, миллиметров | 6,0 | 6,5 | 7,0 | 7,5 | 8,0 | 8,5 | 9,0 | 9,5 | 10,0 | 10,5 | 11,0 |
27) Австрийская, ста н д а ртна я метрическая Н. (Onorm 150 1/2) совершенно аналогична предыдущей.
28) Ш в е и ц а р с к а я ста н д артная мелкая метрическая Η. (VSM 12005— 12007) по профилю тождественна с (24), а по шагу отличается от германской, как видно из табл. 20.
Таблица 90. —Значения шага мелкой швейцарской стандартной Н.
| d, MM. h, миллиметров. | 1,0—1,4 0,12 | 1,7
0.20 |
2,0—2,6 0,25 | 3,0—3,5 0,35 | 4,0— 5,5 0,50 | 6—7
0,75 |
| d, миллиметров. h, миллиметров. | 8—ll! 12—16 1,00 1,25 | 18—21 27—48 52—129 134—149 1,5 2,0 2,5 j 3,0
i i 1 | ||||
и Б) для меньших диам. 0,3—0,9 (А) и для больших 1,0—2,0 (Б). Элементы Н. типа А: угол нарезки 2α= 50°: d=da; t=1,07226ft; t=T=0.0995/г: Ιλ=0.0495ft; a=г=0,0500; ft„=В,=0,21138ft: ft,·=Ва=U, 10138ft; г,-=Ua== 0,1181ft. Элементы нарезки тина Б: угол нарезки 2а --00°; d=da t=0,80603ft; a =
= г= 0.05ft; ft„=i?.=^ i= 0,10825ft; ft,·==
= 0,05825ft: ί-Т -0.6995ft; fx=0,0195ft; r,==Ла=0,05825ft. Шаг H. приведен в таблице 21.
Таблица 91.—3 к а ч с н и п ш а г а ш в с и ц а р-с к о и стандартной чао о в ой Н.
| d, MM h, миллиметров | 0,30—0,35 0,075 | 0,40—0,45 0,100 | 0,50—0,55 0,125 | 0,00 0,7 0,150 :0,175 | 0.80 0,200 |
| d, миллиметров h. μ.и | 0,9
0.225 |
1,0—1,2 0,25 | 1,3—1,5 0,30 | 1,6—1,8 2,0 0,35 0,40 | |
30) Нормальная ц и л и н д р и ч е-с к а я трубная нарезка Витворта (D1N259. BSP Straight, ОСТ 266). Цилиндрическая нарезка, форма которой совершенно идентична со стандартной Н. Витворта (1). Истинный диаметр da не тождественен с d, который является только рыночным обозначением данной нарезки. Величины d, d„, г и ft приведены ниже в таблице 22 (dr—наружный диаметр трубы в дм.).
Таблица 22.—Э лементы нормально и ц и л и н д р и ч. трубной Н. Витворта.
d, дм. dr, дм. da, миллиметров.
h, миллиметров
9,729
28
0,907
Vi
,т/.«
13,158
16,663
19
1,337
11
2,309
| d, дм.
dr, дм. d„, лип. |
IV.
1”/., 37,898 |
IV.
ill * /1· 41,912 |
IV.
1 *V« 44,325 |
tv.
1”/. 47,805 |
IV.
2 V. 51,990 |
IV.
2‘/,. 53,748 |
2
2* g 59,616 |
2V,
2V, 65,712 |
/г, миллиметров
11
2,309
| d, Дм. | 2 V, | 2 V. | 2*/. | 3 | 3V. | 3 V. | 34, | 4 | |
| dr, дм. | — | 3 | 3’. | 3V, | 34, | 4 | 4 V. | 4V. | |
| d0, миллиметров. | 69,400 | 75,185 | 81,537 | 87,887 | 93,984 | 100,334 | 106,681 | 113,034 | |
| 2 | 11 | ||||||||
| h, миллиметров. | 2, | 09 | |||||||
| d, дм. | •4 V, | 5 | 5V. | 6 | 7 | 8 | 9 | 10 | |
| dr, дм. | 5 | 5l/a | 6 | 6 V. | 7 V. | 8V. | 9V« | 10 V, | |
| da, -MM. | 125,735 | 138,435 | 151,136 | 163,836 | 189.237 | 214.038 | 210,039 | 265,410 | |
| z.. | 11 | 10 | |||||||
| h, миллиметров. | 2.309 | 2,540 | |||||||
| d, дм. | 11 | 12 | 13 | 14 | 15 | ,0 | 17 | 18 | |
| dr, ДМ. | и·/. | 12 V. | 13 V. | 14V. | 15·/. | tev. | 17V. | IS·/. | |
| d„. лик. | 290,841 | 316.212 | 347,485 | 372,886 | 398,287 | 423,688 | 149,089 | 471,490 | |
| z.. | 8 | ||||||||
| h, миллиметров. | • 3,175 | ||||||||
| 29) Швейцаре к а я | c t a η д a p т н а я | 31) Германская | e та и да ртн a | ||||||
часовая H. (HNS 56100), симметричная относительно линии среднего диам. Н. с игрой на гребнях и закругленными углублениями. а в малых диаметрах также с закругленными гребнями (без указания радиуса), имеет два различных профиля (фигура 25, А
трубная Н. Витворта с игрой на вершинах (DIN 260) идентична с предыдущей (30), за исключением формы профиля, к-рый у нее одинаков с (2), и основного диам. d„ в (30), за который в этой Н. принят наружный диаметр нарезки гайки D„.
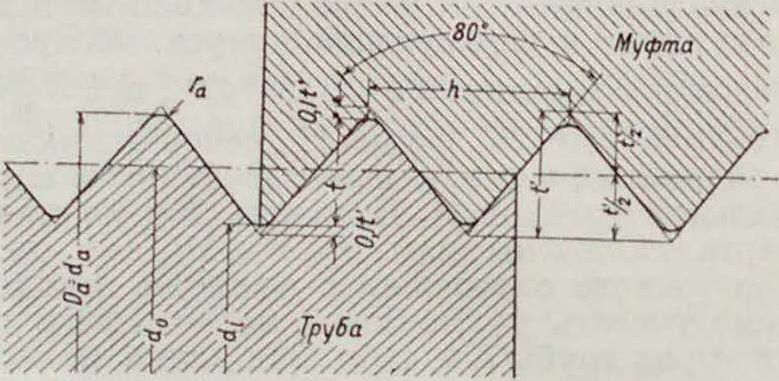
Ч>) Нормальная к о н и пес к а я трубная нарезка Витворта (BSP Taper-Η.). Конич. треугольная Н. с осью симметрии профиля, расположенной перпендикулярно к образующей конуса. Конус с углом при вершине 2<5=3° 31 47", tg δ=.“,=
0,03125 (фигура 26); форма Н., основные диам. в мерном сечении и шаг идентичны с нормальной трубной Н. Витворта (30); из стандарта исключены диам. 1ι/β. 13U, l6/s и 23/8 дм.; для точного определения размеров необходимо указать расстояние ί, мерного сечения от торца трубы (смотрите табл. 23); длина полностью нарезанной части трубы не должна быть меньше L y d1— дм. :а25,4 у d1 — 3,2 миллиметров.
33) А м е р и к а н с к а я с т а н д артиая к оничес к а я т р у б н а я Η. (Н. Бриггса, ASTP-H., NSP-H., American Briggs Stan-clard-H.). Конич. H. с углом при вершине конуса 2<5 ?°34 47"(tgδ=32=0,03125кформа Н. треугольная с прямолинейными притуплениями (фигура 27), без игры и без закруглений; угол Η. 2α= 60°; ось симметрии профиля Н. перпендикулярна к оси конуса; полная длина нарезанной часта трубки L =
(33) и м. б. вычислены (обозначая d0, указанное в (33), через d0n) по ф-лам: d0=dJU +
Фигура 25.
+ 0,25/ί; Ό0=ίϊοη+0,3125Λ; остальные элементы как в Н. (33).
Таблица 2 3 .—3 качения расстояния мерного сечения от торца трубы для конич. трубной II. Витворта.
| d, дм.
J.F ДМ. 1, .«.«. |
·/.
V» 3,97 | V.
*/х« 4,76 | •/г-1/.
1 6,35 | V«-l
9,5*3 | 1V.-1V,
V. 12,70 | 14,—2 15,88 | 2V.-2V,
11 lit 17,46 | 2*/*—3 20,64 | |||||||
| d, дм.
1„ дм. llt миллиметров. |
8V.-3V.
V» 22,23 |
4—41/* 1
25,40 | 5
IV· 28,58 | 5»/,
IV. 31,75 |
6—7
i·/· 34,93 |
8-9
IV. 38,10 | 10—13
ιν· 41,28 | 14—15
1V 4 44,45 | —
16 IV. 47,63 |
17—18
2 50,80 | |||||
*= (0,Sd 4- C,8)/i, причем две последних нитки могут иметь неполный профиль на вершинах; расстояние мерного сечения В от торца H. I, дано ниже; элементы Н.: т,6. 24—э
{“0,86603/t; ba=bl=Bi=Ba =
=0,03301fts2G ί; ί=Τ= 0,8000ft =
- ίχ; rfl= Ώ0 - da=0,8000/ц номинальный и действительный диаметры Н. и соответствующие значения шага приведены в таблице 24.
34) Американская стандартная цилиндрическая трубная Н.
(ASSP-H. NSSP-H. American Briggs Standard Straight-11.), цилиндрич. H. с формой профиля идентичной с Н. (33), равным образом идентичны и d0 и г.
35) Апер и к а н с к а я стандартная трубная Н. для контргаек (ASP Lock-Hut-H., National Lock-Hut-U.) применяется в том случае, когда труба должна быть снабжена конической Н., переходящей затем в цилиндрическую (фигура 28); цилиндрич. II. с профилем идентичным с Н.
(33); диам. винта и гайки равны максимальным диам., полученным на конце конич. Н.
36) Специальная Н. для сталь-п ы х п а и ц ы р н ы х труб о к Бергмана (DIN VDE 430). Треугольная Н., с углом л о м е и т ы американской стандартной к о н и ч е с к о и трубной Н.
| d. | ДМ. | 1 | , | V. | 4, | 1 | IV. | |
| dr | MM. | 10.3 | 13,7 | 17,2 | 21,3 | 26,7 | 33,4 | 42,2 |
| d. | MM. | 9,519 | 12,443 | 15,926 | 19,772 | 25,117 | 31,461 | 40,218 |
| z | 22 | 18 | 18 | 14 | 14 | 11V. | 11V. | |
| 1, | MM. | 4,55 | 5,12 | 6,1 | 8,15 | 8,6 | 10,15 | 10,65 |
| d, | дм. | IV. | 2 | 3 | 3 V. | 4 | 4 V. | |
| d,- | MM. | 48,3 | 60,3 | 73,0 | 88,9 | 101,6 | 114,3 | 127,0 |
| d. | MM. | 46,287 | 58.325 | 70,159 | 8G,068 | 98.776 | 111,433 | 124,103 |
| HV. | HV. | 8 | 8 | 8 | 8 | 8 | ||
| 1, | MM. | 10,65 | 11,1 | 17,3 | 19,45 | 20,85 | 21,45 | 22,25 |
| d, | дм. | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| dr | MM. | 141,3 | 169,3 | 193,7 | 219,1 | 244,5 | 273,1 | 298,5 |
| d. | MM. | 138,112 | 165,252 | 190,560 | 215,901 | 241,219 | 269,772 | 295,133 |
| 2 | 8 | 8 | 8 | 8 | 8 | 8 | 8 | |
| * | MM. | 23,8 | 24,35 | 25,4 | 27,0 | 28,7 | 30,75 | 32,65 |
| d, | ДМ. | 12 | 14 | 15 | 16 | 17 | 18 | 20 |
| d,- | MM. | 323,9 | 355,6 | 381,0 | 406,1 | 431,8 | 457,2 | 508,0 |
| dо | MM. | 320,493 | 352,365 | 377,S05 | 103,245 | 128,626 | 454,026 | 501,707 |
| z | 8 | 8 | 8 | 8 | 8 | 8 | 8 | |
| l, | AUW. | 34,55 | 39,7 | 42,85 | 46,05 | 48,25 | 50,8 | 54,0 |
| d. | дм. | 22 | 24 | 26 | 28 | 30 | ||
| dr | MM. | 558,8 | 609,6 | 660,4 | 711.2 | 762,0 | ||
| d0 | MM. | 555,388 | 606,069 | 656,750 | 707,431 | 758,112 | ||
| z | 8 | 8 | 8 | 8 | 8 | |||
| l. | MM. | 57,15 | 60,35 | 63,5 | 66,7 | 69,85 |
2α=80°, без игры, с округленными вершинами и впадинами профиля (фигура 29); элементы: I — 0,59587ft; ba=ftf=ija=Bi=0,li,==0,05959ft; ra=rt=Ra— ϋ<= 0,107ft; t — T== 0,8ft=0,4767ft, различается H. по коми-

Ьчпт
Фигура 26.
нальным днам. d, обозначающим просвет трубки в лиг. Элементы этой Н. приведены в таблице 25.
Т а б л. 25.—Э л е м е кт ы Н. для п а п ц ы р п ы х трубок Бергм ан а.
| d, миллиметров | 9 | 11 | IS,5 | ie | 21 29 | 36 | 42 |
| da,MAl | 15,20 | 16,80 | 20,40 | 22,50 | 28.30 37,00 | •17,00 | 54,00 |
| Z. | 18 | IS | 18 | 18 | 16 16 | 16 | 16 |
| h, миллиметров | 1,4112 | 1,4112 | 1,4112 | 1,4112 | l,5876 1,5876 | 1,5876 | 1,5876 |
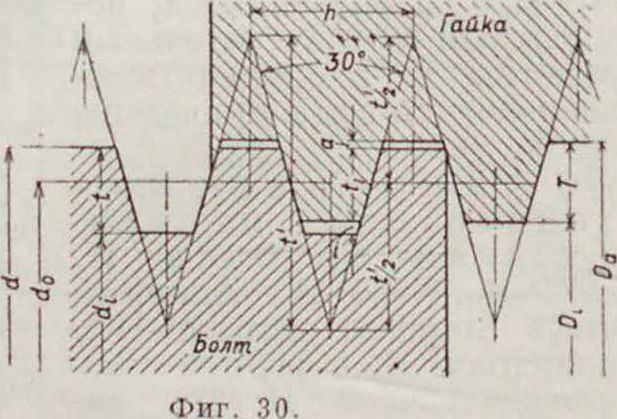
Б. Трапецоидальные Н. 37) Ге р ма нскал стандартнаятр ап е ц о идал ь и ая Н. (DIN 103, 37S и 379). Стандартизованы: од
нониточные Н.—мелкая (DIN 378), нормальная, или средняя (DIN 103) и крупная (DIN 379), отличающиеся друг от друга лишь величиной шага ft; профиль Н. трапецоидаль-ный, без закруглений, с углом И. 2α= 30°, симметричный (фигура 30); величина игры на вершинах и впадинах меняется скачками и равна: для ft=2-^4 миллиметров а 0,25, г 0,5 миллиметров;
для ft=5 -f-12 миллиметров α= 0,25, г=0,75 миллиметров; для ft=14-г-48 миллиметров α= 0,5, г= 1,5 миллиметров. Градация шага: от 2 до 10—через 1 миллиметров; от 10 до 28 через 2 миллиметров: от 28 до 48 через 4 миллиметров. Элементы H.: d=da; t=l,8660ft; d0=D0 =· --0,5000ft;dr da-h -2i;D,-=d„ - ft + 2(ft - a); Da^du + ‘ia; t — 0bh + a; T 0,5ft + 2a — ft; <i=0,5ft — (ft — a); допускается закругление углов дна Н. радиусом г,- - а. Шаг нарезки приведен в таблице 26: для мелкой нарезки—hf. средней—ftm и крупной—hg. Градация da:
Фигура 29.
от 10 до 50 миллиметров через 2: от 50 до 100 .и.и— целые числа, оканчивающиеся на 0. 2, 5, 8; от 100 до 200 миллиметров через 5, от 200 до 300 миллиметров через 10; от 300 до 640 миллиметров через 20.
Т а б л. 26.—Э л е м е и т ы германской ста н-ДартноО трапецоид а л ь н о ii II.
| d, миллиметров | 10—3214— | j
20122—28 |
30- | -36 38 40—44 46—52 | 55—62 | ||||
| hf, миллиметров | 2 1 | 2 | 3 | 3 3 | 3 | 3 | 3 | ||
| hm, миллиметров | 3 1 | 4 | 5 | i 7 | 7 | 8 | 9 | ||
| kg, MM | 1 | ί В | 10 10 | 2 | ,3 | ||||
| d, m~u. | 65—82 | 85—98; 100— | ПО | 115—130 135—145 150—155 | |||||
| hf, леи. | 4 | 4 4 | 6 | 6 | 6 | ||||
| hm,MM. | 10 | 2 12 | 14 | 14 | 16 | ||||
| hgt MM | 16 | 18 20 | 22 | 24 | 24 | ||||
| i
d, миллиметров 160—175 |
ISO | 185—200 | 210 | -230 210 | 250—260 2 | 0—280 | |||
| hf, MM | 6 | 8 | 8 | 8 8 | 12 | 12 | |||
| hm,MM | 16 | 18 | 18 | 20 22 | 22 | 24 | |||
| hg, леи | 28 28 | 32 | 36 36 | 40 | 40 | ||||
| d, миллиметров. | 290 | 300 320- | 340 | 360—400 | 420—500 520—610 | ||||
| hf, m.u. | 12 | 12 12 | 12 | 18 | 24 | ||||
| hm, миллиметров. | 24 | 26 - | — | — | — | ||||
| hg. MM. | 44 | 44 ; 44 | 48 | — | — | ||||
38) II а р е з к а А к м е (Acme-Η.), трапецо-идальная II.,весьма распространенная в странах англосаксонской культуры; профиль II.
симметричный; на гребнях и в углублениях предусмотрена постоянная для всех ft игра α= г 0,01 дм.=0,254 ми; угол нарезки 2а 29° (фигура 31). Элементы H.: d=d„. d„ ; = D0=do — 0.5ft: t~ 1.9333ft; ί=Τ=0,5Λ4-+ 0.254 метров=0,5ft + 0.01 дм.; a=г=0,01 дм. --0,254 миллиметров; градация z—числа ниток на 1 дм. (от 1 до 6 через V“. от 6 до 10 через 1, затем 12 ниток на 1 дм.). Ход Н. ft 2j,Uil дик не связан с определенными дням, и выбирается по желанию. Для винтов, передающих значительные усилия, II. делается с закруглен-
ными углами у впадин и выступов (фигура 32), радиус г„=Ла=г, Ri=0.1850Л. причем между закруглениями остаются на гребнях
Фигура 31. Фигура 32.
Ή. прямые участки длиной=0,0842ft. а в углублении—з=0,0842ft—0,0052 дм. 0,0842ft — — 0.131 миллиметров.
39) Германская стандартная пилообразная И. (DIN 513, 514 и 515), несимметричная трапецоидальная Н. с углами Ή. α= 3° и β — 30° (фигура 33) с игрой по углублениям болта и по спинке нитки Н.; элементы Η.: и -- d„ /)„: <= 1,58791ft; в герм, стандарте за основную Н. принята условная с углами α=0® и β=30°, проходящая через точку касания гребня гаечной резьбы и поверхности груди нитки болта. При выводе
шими радиусами закруглений, что прямая часть стороны нарезки почти совсем исчезла; Н. имеет игру на вершинах и во впадинах, сгол Η. 2α=30® (фигура 34). Элементы Н.: (I da: Da=da + 0,05000ft: V=1,86603ft; 6,·== b„=0 68301ft: Hi=0 63301ft; Ba=0 73301ft; t T 0 50000ft:=0 0835ft: ra=r,=0 23851 ft;
R t=0,25597ft; R„=0,22105ft; минимальный диаметр Η.—8 миллиметров. максимальный—200: градация d„—та же, что и у Н. (37); распределение шага по диам. указано в таблице 27.
Таблица 27.— Элементы герм а некой ста н-д а р т и о и кругло и II.
| d, ММ. | 8—12 | 14—38 | 40—100 | 105—200 |
| z, ниток на 1 дм. | 10 | 8 | 6 | 4 |
| h, миллиметров. | 2,5401 | 3,1751 | 4,2335 | 6,3502 |
41) Нарезка Эдисона для цоколей электрических ламп. Круглая II., профиль котооой состоит из одних дуг окружности; имеется игра, одинаковая для вершин и впадин и изменяющаяся с диам. (фиг 35); размеры обозначаются названиями цоколей;радиус закругления может Сыть вычислен по формуле γ=— ; элементы Н.
приведены в таблице 28.
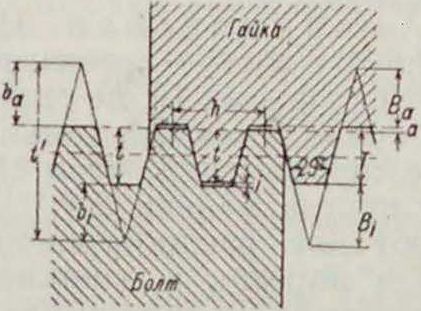
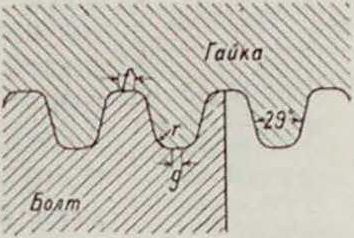
Таблица 28.—Э лемепты II. Эдисона для цоколей электрических ламп.
| Тип | С | а | t = | г | а- | = i | 2 | = Я0 | |
| дм. | мм | дм. | ММ | ДМ. | «.« | дм. | ММ | ||
| Лилипут. | 0,3750 | 9,525 | 0,020 | 0,508 | 0.00*25 | 0,064 | 14 | 0.021 | 0,532 |
| Миньон. | 0,465 | 11,811 | 0,025 | 0,635 | 0,005 | 0,127 | 10 | 0.031 | 0,794 |
| Нормальная. | 1,037 | 26,341 | 0.033 | 0,838 | 0,008 | 0.203 | 7 | 0,047 | 1,191 |
| Голиаф. | 1,555 | 39,499 | 0,050 | 1,270 | 0,01 | 0,254 | 4 | 0,091 | 2,305 ! |
элементов нарезки эта условная Н. принята за основную. Элементы Н.:=1,73205ft;
bа~В„ 0.52507ft; b,-= 0,33921; £,=0,45698ft;
Фигура 33.
«=0: г 0.11777ft: t- 0,86777ft: T 0 75000ft; г,=0,12427ft; d„ d„-0.68191ft; D0=dn-- 0.68191ft + 1,732/,; flmh, 0.2 миллиметров. Градация шага нарезки ft: от 2 до 10 через 1 миллиметров; от 10 до 28 через 2 миллиметров, от 28 до 48 через 4 миллиметров : минимальный диаметр болта—22 миллиметров, градация диам. и распределение шага по диам. для мелкой fty (DIN 514). средней или нормальной ft,, (DIN 513) и крупной ft, (DIN 515) тождественны с Н. (37).
В. Круглые Н. 40) Германская стандартная круглая И. (DIN 405). Треугольная симметричная Н. со столь боль-
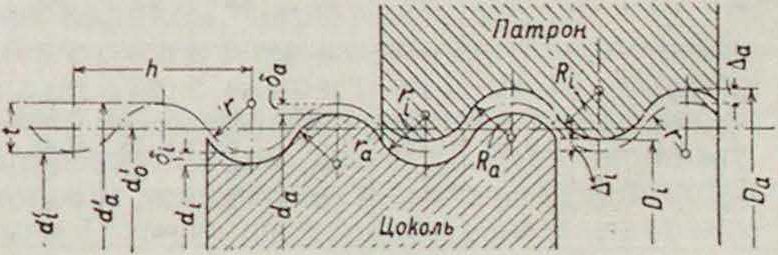
42) Германская нормальная Н. для цоколей электрических ламп (Германская Н. Эдисона, VDE400)—по форме
Гайка
Фигура 35.
(нет в оригинальной II. Эдисона). Элементы идеальной (средней теоретической) Н. (6„, <5,·, Δ„, Δ,—допуски Н. цоколя и а
Фигура 34.
подобна предыдущей, но отличается от нее слегка размерами, взаимозаменяема с оригинальной за исключением Е 14 (миньон) и Е 33
по наружному и внутреннему диаметрам) указаны в таблице 29.
Таблица 29.—Э л е м е н т ы германской дли цопояей э ле к т рич. чениятаковы: d=da /г ~0,45йЛ: Г=0.8660ft; ft,·=0,533ft; распределение шага по диам. и действительные элементы Н. даны в таблице 31.
стандартной л а м н.
Н.
| ЕЮ | Ε14 | Ε27 | ЕЗЗ | ЕЮ | |
| Лилипут | Миньон | Нормальн. | Крупна π | Голиаф | |
| d„, м~ 1. | 9.GO | 13,93 | 26,00 | 33,10 | 39,55 |
| do, миллиметров. | 9,10 | 13,13 | 25,45 | 31,80 | 37,75 |
| di, миллиметров. | 8,60 | 12,33 | 24,30 | 30, .50 | 35,95 |
| t, ММ.
2, ниток на |
Ο,δΟ | 0,80 | 1,15 | 1,30 | 1,80 |
| 1 дм. | 14 | 9 | 7 | 6 | 1 |
| h,мм. | 1,811 | 2,822 | 3,629 | 4,233 | 6,350 |
| г, миллиметров. | 0,530 | 0,825 | 1,00 | 1,19 | 1,85 |
| 0а=0{. | ί -0,03 -0,20 | -0,03
-0.23 |
-0,05
-0,40 |
-0,05
-0,45 |
-0,05 — 0,50 |
| Δη~Δ; | 4-0.03 | + 0,03 | 4-0.05 | +0,05 | + 0,05 |
| "я | 1 4-0,20 | +0,23 | +0,40 | +0,45 | + 0,50 |
Н. для пробок стандарт); круглая Н. неканонич. формы, но имеющая то преимущество, что м. б. выдавлена из листового металла для болта и гайки одним и тем же набором инструментов (фигура 36): изготовляется трех размеров; элементы Н. для пробок (в миллиметров) приведены в таблице 30.
Таблица 30. —Элементы Н. для пробок радиаторов.
45) Американская Н. д л я ш у р у п о в —· стандарта не имеется; форма Н. не определена точно, приблизительно подобна предыдущей, угол Н. делают иногда меньше 30°; существуют два распространенных ряда нарезок с одинаковой нумерацией и наружными диам., но с различными чи Zy и z2 ниток на 1 дм., величина Н. определяется номером; распределение шага по диаметру указано в таблице 32.
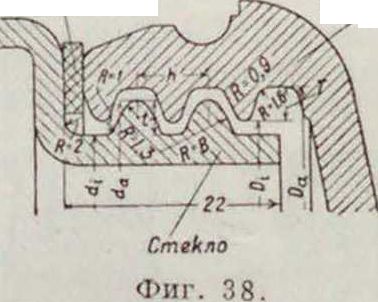
46) Н. для стеклянных консервных банок. Специальная II. с криволинейным очертанием боков профиля и весьма большой игрой, вызываемой самым спо- ^__Л бо:·
собом производства; для всех диаметров форма Н. постоянна (фигура 38). обозначается нарезка по диам. Фигура 37.
в свету d стеклянной банки; элементы Н.: Д,=+ 0,5 ли»,
Bi= di + 0,5 ли». ft=7 л»л». ί==Τ=3,5 лш; градация d и соответствующие им da приведены в таблице 33.
43) Стандартная радиаторов. (Герм.
Втулка

| da | di | Da | D» | t=>T | h | ra~Ri | Г{— Ra | |
| 48 | 45,4 | 49 | 46,4 | 1,8 | 4 | 1,4 | 0,6 | 1
0,35 |
| 62 | 59,0 | 62,5 | 59,5 | 1,5 | 5 | 1,4 | 0,6 | — 0,40 |
| 72 | 69,0 | 72,5 | 69,5 | 1,5 | 5 | 1,4 | 0,6 | -0,40 |
Г. Специальные Н. 44) Германская стандартная Н. для шурупов, тре-
| T a | Л. | 31. - | Э л | * μ e | H T | Ы | rep | μ a | I C I | О ii | II |
| Д | л я ш у i | У II | О в | д л | я Д | e p e | в a. | ||||
| d, | MM. | 1,3 | 1,5 | 1,8 | 2.1 | 2,4 | 2,7 | 3,0 | 3,5 | 4,0 | |
| h. | MM. | 0,6 | 0,6 | 0.8 | 1,0 | l.i | 1 .2 | 1,35 | 1,6 | 1,8 | |
| t, | MM. | 0,20 | 0,20 | 0,25 | 0,30 0,35 | 0,40 | 0,45 | 0,55 | 0,6 | ||
| d, | MM. | 4,5 | 5,0 | 5,5 | 6,0 | 6,5 | 7 | 8 | 9 | 10 | |
| h, | MM. | 2,0 | 2,2 | 2,4 | 2,6 | 2,8 | 3,2 | 3.5 | 4,0 | 4,5 | |
| t, | MM. | 0,7 | 0,75 | 0,85 | 0,9 | 1,0 | 1,05 | 1,2 | 1,35 | 1,5 | |
Таблица 33. —Элементы Н. для стекля н-н ы х консервных ба но к.
| d. | 63,0 70,0 85,0 108,0 | 123.5141,5 178,5 Λ-И |
| da | 77,0 84,0 99,0 122,0 | 137,5 155,5 190,5 MM |
Приведенный выше, далеко не полный обзор различных типов Н. с наглядностью показывает хаотич. состояние, в котором в настоящее время находится этот чрезвычайной важности вопрос. Усилия отдельных лиц и стран ввести на всей земле однообразные типы нарезки обречены
Прокладка
Крышка
на неудачу при существующем в капиталистическом мире антагонизме интересов и
Таблица 32.—Э л е м е н т ы американской Н. д л я ш у р у по в.
| d, №.. | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 |
| d„, ям.. | 0,058 | 0,071 | 0,084 | 0,097 | 0,110 | 0,124 | 0,130 | 0,150 | 0,163 | 0,176 | 0,189 | 0,203 | 0,216 | 0,229 | 0,242 | 0,255 |
| da, миллиметров. | 1,47 | 1,80 | 2,13 | 2,46 | 2,79 | 3,15 | 3,30 | 3,81 | 4,14 | 1,47 | 4,80 | 5,16 | 5.49 | 5.82 | 6,15 | 6,48 |
| 7,. | 32 | 28 | 26 | 24 | 22 | 20 | 18 | 16 | 15 | J4 | J3 | 12 | 11 | И | 10 | 10 |
| 30 | 28 | 26 | 24 | 22 | 20 | 18 | 17 | 15 | 14 | 13 | 12V, | 12 | H | 10 | 9 V. | |
| d, №. | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 | |
| d„, дм. | 0,268 | 0,282 | 0,295 | 0,308 | 0,321 | 0,334 | 0,347 | 0,361 | 0,374 | 0,387 | 0,400 | 0,413 | 0,426 | 0,439 | 0,453 | |
| da, миллиметров. | 6,81 | 7,10 | 7,49 | 7,82 | 8,15 | 8,48 | 8,81 | 9,17 | 9,50 | 9,83 | 10,16 | 10,49 | 10,82 | 11,15 | 11,51 | |
| г,. | 9 | 9 | 8 | 8 | 8 | 8 | 7 | 7 | 7 | 7 | 6 | 6 | 6 | 6 | 6 | |
| Z,. | 9 | 8V, | 8 | 8 | 7V, | 7V. | 7V. | 7 | 6 v. | — | 6V. | - | 6 |
угольная остроконечная II. с весьма большим притуплением в углублении резьбы винта (фигура 37), угол 2α=60°, элементы Н. в соответствии с грубым способом производства сильно округлены, теоретические зна- I
остроте борьбы за завоевание и удержание рынков сбыта.
Лит.: С а в с р и и M., Стандарты металлоизделий и металлон, «Библиотека ОСТ», Мосина, 1928; его ж е. Стандарты металлоизделий и металлов, вып. 2, «Библиотека ОСТ», 7, М., 1929; Гордон В., Стан-
дарты чертежей дли всех видов машиностроении, «Библиотека ОСТ», 17, М., 1930; М е р т ц Л. А., Нормальные винтовые резьбы и их калибровка, Москва, 1926; 15 е г η (I t (ί. Die Gewlnde, litre Kntstehuug, ihre Mes-sung 4. ihre Toleranzen, Berlin, 1925; В e rndt (j., Die Gewlnde, Erster Naclilrag, Berlin, 192G; Sch u-c h a r d t und .S c h ii t t e, Technisches Hilfsbuch, 7 Anflage, Berlin, 1928; M a h r C., Die Gewlndelehre und der Gewlnde-Austauschbau, Essllngen a/N., 1928; Scii 1 e singer G., Gewlnde, DIN-Bilcher, 2, 2 Aufl.,
H., 1929; DIN-Taschenbucli 1, Grundnorrnen, 3 Aufi., Berlin, 1929; G a r b о t z G., Vereinheitiichung in d. Industrie, Berlin—Mch., 1921; Schlesinger G., Ver-einbeltlichung d. Scbraubengewlride, »M1U. Forsch.», B., 1913, Μ. 142; Berndt G., Die deutschen Gewln-detoieranzen, B., 1929; M ii t z e K., Die Festigkeit d. Sebraubenverbiiidung in Abhangigkeit v. d. Gewlndeto-leranz, B., 1929; D e 1 i s 1 e C., ( her Gewindesysteme ftir scharfgangige Schrauben, 2 Aufl., B., 1876; D e-I Isle C., Peters Th. u. Lodewig H., Die metrischen Gewindesysteme fiir scharfgangige Scbrau-ben, B., 1876; D e t t m ar G., Nornialien, Vorschrlften u. Leilsatze d. VDE, B., 1923; Machinery’s Encyclopedia, v. δ, 6. N. V. 1917—25; Machinerys Handbook, 7 ed., N. V., 1928; W hitworthj., Papers on Mechanical Subjects, v. 1, London. 1882; BESC (British Engineering Standards Committee), Combined Iteports on British Standard Screw Threads, 39, L., 1908; BESC, Report on British Standard Screwing lor Marine Boiler Stays, 62, L., 1913; BESA (British Engineering Standards Association) Interim Report on British Standard Whitworth (BSW) screw Threads a. their Tolerances (M. 7270), London, 1919; BESA, Report on British Standard Fine (BSF) Screw Threads a. their Tolerances, Si, London, 1918; BESA, Interim Report on British Association (HA) Screw Threads with Tolerances for Λ» 0 to 15 BA (M. 7271), L., 1919; S e 1 1 e r s W., «Journal of Frank-line Institute»,Philadelphia, 1864, v. 47, p. 344; «Trans, of the Ainer. Soc. of Mechanical Engineers·, New York, 1908, v. 29, p. 99; SAE-Handbook (Society of Automotive Engineers), v. 1, New York, 1918; T bury, Sy-siematique des vis horlogfires, Gen6ve, 1878; T bury, Notice sur le syslime des vis de la filiire suisse, Ge-nive, 1880; «Miscell. Publications of the Bureau of Standards», Wsh., 1921, 42, p. 109; American Standard Screw Thread, «Publicat, of American Engineering Standards Committee», Pubi. B. 1a, Washington, 1924;
I, 6 w e n h e r z. «Ztschr. f. Instrumentenkunde», B., 1890, Jg. 10, p. 301; Protokoll d. Konferenz zur Verein-heitllchung d. Gewindesysteme u. Lehren am 2 Marz, 1897, Zurich, 1897; Protokoll des Internatlonalen Kon-gresses zur Vereinheitlichung d. Gewinde am 3 u. 4 Ok-tober, 1898, Zurich, 1899; периодические издании стандартных комитетов соответетв. стран, как то: «Вестник стандартизации», М.; «Нромстаидарты», M ,;«М iltei-lungen des NDI (Normenausschuss d. deutschen Industrie)», В., выходящие как приложение к жури. «Ма-schinenbau», Berlin; «Publications of the AESC», Wsh.;
• Publications of Die Bureau of Standards». W ashington;
• Reports of the British Engineering Standards Association», L.; «Publications de Commission permanente de standartisalion», P.: «Pubblicazione di Comit. Gener, рог I’unirieazione nell’Industria Meccanica» (UNIM), приложение к журналу «L’Industria Meccanica»; кроме того имеется обширная журнальная литература в общих машиностроительных журналах, в частности: «Maschinenbau», В.; «Machinery», L.; «Machinery», N. Y.; «Engineering», L.; «American Machinist», L.; «Transactions ol the ASME», N. Y.