 > Техника, страница 65 > Непрерывнопоточное производство
> Техника, страница 65 > Непрерывнопоточное производство
Непрерывнопоточное производство
Непрерывнопоточное производство, «непрерывный поток», или «работа непрерывным потоком» есть такая организация смены рабочих операций, при которой они выполняются в определенной последовательности в пространстве и во времени. Распределение в пространстве означает, что каждая операция выполняется на специально предназначенном для этой цели станке, причем станки (машины-орудия) размещены в порядке последовательности технологической обработки каждого данного изделия. Подобный принцип распланировки оборудования называется «групповым» в отличие от «цехового», при котором станки расставлены по цеховому признаку, например отдельно—фрезерные, отдельно—токарные и т. д. Цеховая распланировка наиболее свойственна индивидуал i.ному и мелкосерийному производству; групповая характерна для крупносерийного, массового производства, создавая необходимую в этих условиях п р я -моточность технологического процесса и обеспечивая сокращение пути, проходимого обрабатываемой деталью. На фигуре 1 представлены этапы развития работы непрерывным потоком. Работа непрерывным потоком характеризуется непрерывной сменой обрабатываемых изделий на рабочем месте, без междустаночн. запасов полуфабрикатов.
Оценим влияние размера этих запасов на скорость оборота капитала. Пусть Т—сумма времени, затрачиваемого всеми деталями в ожидании начала обработки на данном станке; Тх—время, затрачиваемое на это одной деталью; п—число деталей в партии; Ь— время обработки одной штуки. Тогда Ί nt (время задержки одной детали) и T=n.2t (время задержки всей партии от момента прибытия к станку и до передачи этой партии на последующее рабочее место). Для одной штуки потеря времени на ожидание обработки па станке пропорциональна первой степени числа штук в данной партии, а для всей партии в целом эта потеря пропорциональна квадрату числа штук. Из ф-лы Τ= η2ί следует, что при сокращении п значительно уменьшается продолжительность пребывания обрабатываемого изделия в ме-ждустаночных запасах. Наименьшее значение Т получает в случае те= 1, то есть при подаче изделий от станка к станку по одной штуке без междустаночных запасов. Это условие, создавая непрерывность в обработке изделий, требует в свою очередь с и н-хронности операций. Синхронность, являющаяся характерным признаком работы непрерывным потоком, достигается тем, что все операцйи данного потока происходят в отрезки времени, равные или кратные определенному отрезку времени, к-рый называется рабочим тактом данного потока и является основной расчетной величиной при его проектировании. Синхронность и непрерывность операций создают единый производственный ритм, к-рому подчинены все охваченные потоком рабочие места.
Схематически проектирование производства непрерывным потоком сводится к ляемостью к изменяющимся заданиям отличаются сборочные потоки, наименьшей—технологические (обрабатывающие).
При проектировании непрерывного потока большое внимание уделяется рациональ-
Этапы развития работы непрерывным потоком
Цвхобое производстбо Групповое производство Работа непрерывным потопом
Ритм,
Нормальное Организованное Нормальное Скользящее без механич транспорта
Свободно уста“ Диктуемый подливаемый сигналами
С механическим транспортом
Диктуемый
Поток.
Ручной Скользящий Ручной Скользящий
Периода - Непрв;
ческий рыбный.
Исполнение на возле на возле транспортной ленты
Фигура 1.
следующему: а) составление спецификации деталей и сборочных комплектов; б) составление перечня операций как по обработке деталей, так и по сборочным работам; в) вы-•бор оборудования по каждой операции и определение «чистого» времени, «рабочего» времени (с прибавкой на утомляемость и т. д) и «расчетного» времени; г) подсчет оборудования но каждой операции на основе расчетного времени и заданного выпуска; д) составление элементарных потоков на каждую деталь и каждую сборку; е) разработка схемы транспортирования в соответствии с потоками и ж) разработка строительных и прочих деталей проекта на основе требований технология. процесса. Перед составлением спецификации деталей и сборных комплектов должен быть выполнено конструктивное изучение изделия, принятого для производства непрерывным потоком. Важнейшей предпосылкой для введения непрерывного потока является установление стандарта изделия, а также размеров выпуска, достаточных для бесперебойности потока и оправдывающих производимые при его введении затраты.
Работа непрерывным потоком есть высшая форма массового производства, хотя в промышленной практике нередки случаи применения принципов непрерывного потока при сравнительно небольших выпусках. Размер выпуска и конструкция изделий должен быть предварительно точно заданы, поскольку всякие изменения впоследствии, в условиях налаженного потока, чрезвычайно болезненно отражаются на всех участках производства. Наибольшей гибкостью и приепособ-
ному разрешению транспортной задачи. Существует много потоков, в которых обрабатываемое изделие передается от одного рабочего места к другому вручную, однако в большинстве случаев наиболее целесообразной является механизация транспорта.Весьма распространенным транспортным средством (особенно для сборочных потоков) является конвейер (смотрите Конвейер и Внутризаводский трат порт). Расчет конвейера непрерывного движения (в отличие от конвейера периодического движения) м. б. произведен по следующей ф-ле:
L=пА=nz(S + s)=vT=vln=ν · η,
где L—обычная длина конвейера, расстояние между станциями (рабочими местами) на конвейере; п—число станций; г—число изделий между рабочими местами; S— длина изделия на конвейерах; s—расстояние между изделиями на конвейере; г—скорость конвейера; t—рабочий такт; Т—время прохождения изделием всего потока; В— число рабочих часов в году в одну смену; 50—число минут действительной работы в 1 час (10 мнн. в обычных расчетах отводится на потери, связанные с необходимостью отдыха, мытья рук и т. и.); w—заданный годовой выпуск в штуках. А обычно не делается меньше 1 м; υ—дается в пределах от 0,5 и до 2—3 м/мин (при простых и кратковременных операциях). В случае применения конвейера периодич. движения t=t1+ti, где <!—время, потребное для передвижения всей линии на расстояние одной станции, и 1г— время пребывания конвейера в неподвижном
U
Т. 9. m. XIV.
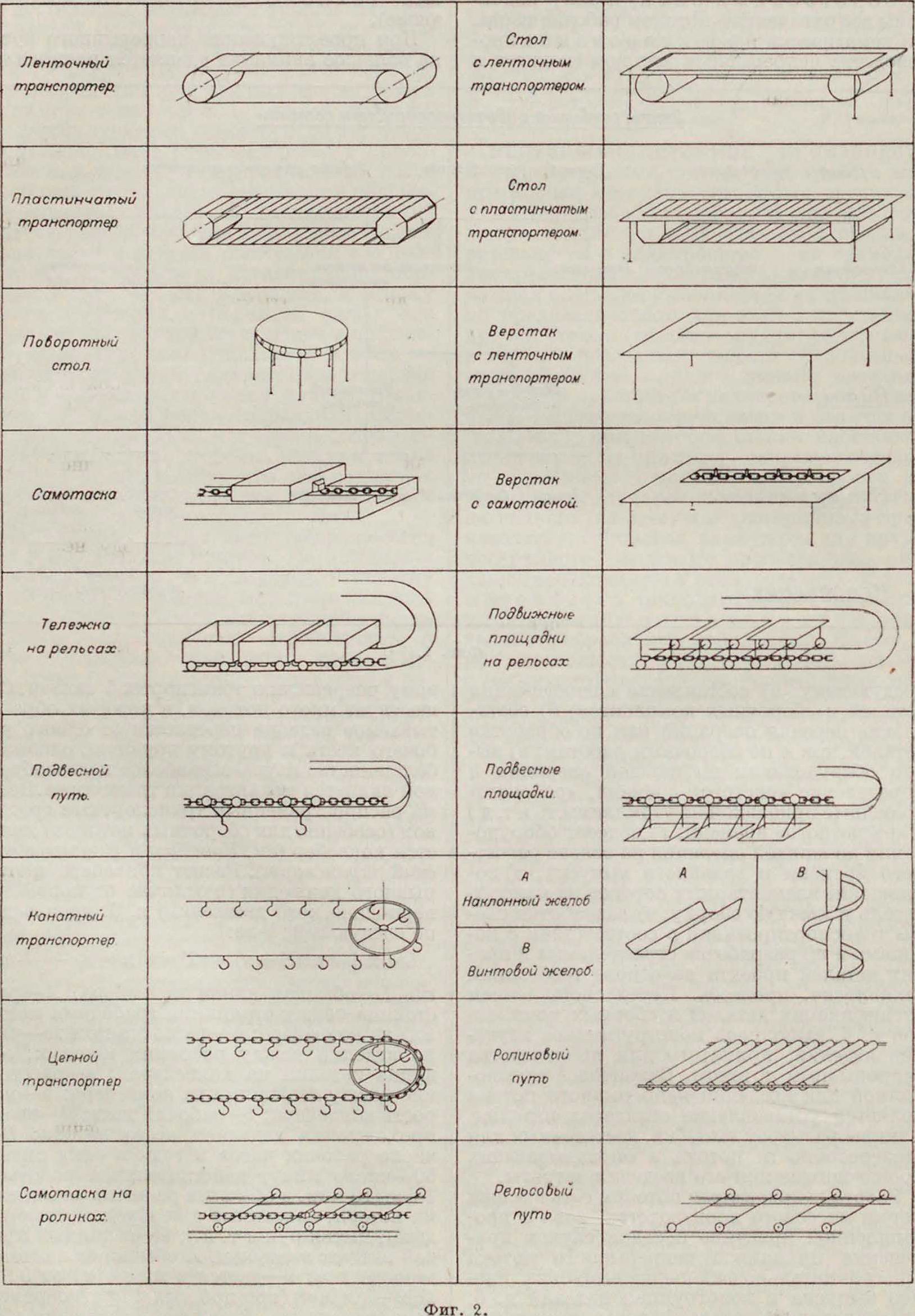
Обозначения транспортных приспособлений, применяемых при работе непрерывным потоком
состоянии (что составляет продолжительность одной операции). В этом случае в формулу вместо t должно быть подставлено только ί,.
Наряду с конвейером в целях механизации транспорта при работе непрерывным потоком применяется ряд других транспорт-
пых механизмов. Стандартные обозначения транспортных приспособлений, разработанные AWF, показаны на фигуре 2.
Из приведенной фигуры видно, что кроме транспортных механизмов при работе непрерывным потоком находят широкое применение всякого рода небольшие и дешевые устройства—наклонные желоба, спуски, пе-редвижн. настольные ящики и тому подобное.,—транспортирующие изделие от одного рабочего места к другому. Значительное распространение имеют рельсовые пути, по которым передвигаются тележки, несущие па себе собираемое изделие (особенно в случае таких крупных изделий, как станки, тракторные двигатели, текстильные машины и. т. и.). Применяются также карусельные устройства: здесь сборочный поток располагается не по прямой линии, а по окружности карусели .Регулирование потока достигается путем регулирования скорости транспортных механизмов непрерывного действия. Наряду с этим, а также при отсутствии этих механизмов (то есть в случаях потоков без принудительного движения), широко применяются звуковые и световые сигнальные аппараты, работающие от часового механизма. При сигнале по линии всего потока происходит передача обрабатываемых изделий от предыдущих к последующим рабочим местам. Контроль качества обрабатываемых (или собираемых) в потоке изделий обычно включается в линию потока и рассматривается таким образом как одна из операций, на которые расчленено изготовление (или сборка) всего изделия. Исключение делается для особо сложных и длительных проверок либо для крупных изделий, а также в случаях окончательного испытания. Исправление ошибок, обнаруженных при контроле (если таковое возможно) производится вне потока специальными ремонтными бригадами, после чего изделие вновь поступает в поток, где проходит всю последующую обработку (или сборку). Наряду с качественным контролем существует количественный учет изделий, находящихся в производстве, законченных обработкой и поступающих в сборку, а также переходящих из сборки в упаковочное отделение. Этот учет ведется при помощи счетчиков, автоматически регистрирующих количество изделий, проходящих через определенные (наиболее ответственные) точки потока. Отклонение от заданных норм служит показателем неполадок на отдельных рабочих местах или на всем потоке в целом.
Организация производства при непрерывном потоке характеризуется: а) значительным усилением отделов подготовки производства, б) упрощением производственного учета, в) упрощением технико-нормировочной работы, г) автоматизацией контроля производства (смотрите выше). Обычно средняя квалификация рабочей силы, занятой в потоке, ниже средней квалификации рабочих серийного производства. Это обстоятельство объясняется значительной диферснцнацией работы на несложные операции. Одновременно возрастает потребность в рабочих высокой квалификации для замещения должностей инструкторов, настройщиков, бригадиров, приемщиков и прочие При работе непрерывным потоком наибольшее распространение имеет повременная оплата, другой системой является бригадная оплата всей группы рабочих, занятых на отдельных потоках. В случае отсутствия принудительного ритма целесообразно применение премиальных систем. Исходя из естественной при работе непрерывным потоком уплотненности рабочего дня, которая обычно превосходит таковую в условиях серийного производства, необходимо особое внимание уделить рациональной организации труда для предупреждения чрезмерной утомляемости рабочих, занятых в потоке. Важно создать благоприятные санитарно-гигиенические условия труда, установить научно обоснованные (по длине и их распределению) перерывы в течение рабочего дня, наладить культурно-бытовое обслуживание трудящихся. Вместе с постоянным изучением психо-физиологических особенностей труда в условиях данного потока с последующим практическим использованием результатов этого изучения, указанные выше мероприятия создают базу для широкого применения работы непрерывным потоком как одного из направлений социалистич. рационализации производства.
В СССР Н.-п.п.введенорядомпредприятнй швейной промышленности, металл о- и электропромышленности. По методу непрерывного потока будет поставлено производство на строящихся наших гигантах по производству автомобилей и тракторов. Если в условиях СССР социалистическая рационализация применяет Н.-п. п. с полным учетом требований здорового труда, то на Западе в ка-питалистич. мире метод непрерывного потока используется как средство усиления экс-плоатации рабочих. Работа у конвейера, работа «на ленте», при бешеной интенсификации труда, какая налицо в капиталистич. хозяйстве, имеет своим следствием чрезмерную изнашиваемость рабочих, усиление их заболеваемости и смертности и сокращение периода их работоспособности. Рабочее движение на Западе поэтому борется против капиталистич. применения Н.-п. н.
Лит.: М е и к б а х Ф. и Кин ц л θ А., Работа непрерывным производственным потоком, пер. с нем., М.—Л., 1927; Работа непрерывным потоком, Сборп. статей под ред. Л. Я. Шухгальтера, М., 1930 (с биб-лиогр. указ, по 1930 г.); Л а у к е Г., Вопроси расчета при работе непрерывным потоком, пер. с нем., М., 1930; Транспортные приспособления при работе непрерывным потоком, «Труды AWF», пер. с нем. Москва, 1929; Рубинштейн М., Капиталистич. рационализация, 3 изд., М., 1930; Лазарев В. Работа непрерывным потоком, М.—Л., 1929; Б у р-д я н с к и ii И., Основы рационализации производства, 2 изд., гл. 4, М., 1931; Рабочие о непрерывном потоке, Москва, 1929. Л. Шухгальтер.