 > Техника, страница 65 > Ниточное производство
> Техника, страница 65 > Ниточное производство
Ниточное производство
Ниточное производство, выработка швейных ниток, то есть ниток, предназначаемых для шитья на швейных машинах и изготовляемых из бумажной, льняной и вой пряжи. Для швейных ниток употребляют преимущественно бумажную пряжу.
Так как от швейных ниток требуется определенная крепость, то для придания крепости пряжа скручивается. По своему дальнейшему назначению швейные нитки под разделяются на нитки для белья и нитки для обуви. Нитки для белья бывают составлены из 3, 4 и 6 одиночных нитей, а нитки для обуви—из 6 или из 9 одиночных нитей. Нитки в 3 сложения—о д н о к р у-точные, то есть получаемые посредством трощения (сращивания) сразу трех одиночных нитей и кручения их; нитки в 4, б и 9 сложений всегда имеют двойное кручение, то есть получаются посредством двух трощений и двух кручений. По цвету швейные нитки подразделяются на белые, черные и цветные. Кроме того швейные нитки подразделяются на матовые и глянцевые; глянцевые нитки получаются посредством особых процессов «лощения» и «полировки»; эти процессы обычно применяются для особо прочных (для обуви) в 6 и в 9 сложений ниток, а также для ординарных ниток в 3 сложения. Швейные нитки по сортам обозначаются различными марками («.медведь», «такса» и др.). Пряжа для производства ниток идет исключительно ватерная с коэф-том кручения 3,1—3,8 (в зависимости от номера пряжи). Пряжа более высоких номеров (№ 40 и выше) изготовляется из египетского хлопка с гребенным прочесом, а пряжа более низких номеров—из амернк. хлопка с кардным прочесом. Добротность пряжи высших номеров должен быть ~ 2 000, то есть крепость пряжи не дол кна быь ниже следующей (крепость пасмы выражена в англ, фн.):
| № пряжи | Крепость пасмы | Добротность |
| 40 | 50 | 2 000 |
| 55 | 36 | 1 980 |
| 70 | 28 | 1 960 |
| 80 | 24 | 1 920 |
| 90 | 21 | 1 890 |
| 100 | ,9 | 4 900 |
Существующая нумерация швейных ниток не имеет научного основания; хотя но мер нитки зависит от номера одиночной пряжи, от числа сложений, но одна и та же-нитка, приготовленная из того же номера пряжи и с тем же числом сложений, иногда имеет два или более номеров; кроме того нет также закономерного соотношения между номером швейной нитки и ее толщиной. Таблица 1 указывает на соотношение между номером швейных ниток, номером одиночной пряжи и числом сложений.
Производство швейных ниток ведется по двум системам: по моточной системе и по навойной системе. При моточной системе суровая пряжа после окончательной крутки сматывается на мотовилах в мотки, а при навойной системе пряжа после окончательной крутки снуется на навои. При моточной системе число процессов меньше, и потому для выработки того же количества ниток требуется меньше рабочей силы; кроме того η навойной системе отсутствует весьма важная браковка суровых ниток; поэтому навойная система в последнее время вытесняется более рациональной моточной системой. Перечень процессов для той и другой системы производства швейных ниток двойной крутки следующий:
| Моточпая система | Навойная система |
| Первое трощение Первое кручение Второе трощение Второ·1 кручение Размотка в мотки Браковка
Крашение или беление Перемотка на фланц. катушки Намотка на швейные катушки Сортировка (браковка) Наклейка этикетов Упаковка |
Первое трощение Первое кручение Второе трощение Второе кручение Перемотка на натушки Сновка на навой Размотка с навоев и приготовление жгута Крашение или беление Перемотка со жгутов на навой
Перемотка с навоя па Фланшвые катушки Намотка на швейпыс катушки Сортировка (браковка) Наклейка этикстов Упаковка |
При работе ниток в 3 сложения употребляется одинарная крутка, а не двойная, вследствие чего число процессов сократится на два, т. к. второе трощение и второе кручение здесь не будут иметь места. Одиночная пряжа, которая поступает для производства швейных ниток, подвергается сначала первому или предварительному трощению на
Таблица 1. — С о о т н о ш е π п е данных для швейных ниток.
| В з сложения | В 4 сложения | В 6 сложений | В 6 сложений | В Я сложений | |||||
| глянцевые | матовые | матовые | глянцевые. | глянцевые | |||||
| № ниток | № пряжи | X» ниток | № прпжп | № виток | № пряжи | X? ниток | X» пряжи | Х« ниток | X» пряжи |
| 10—12 | 20 | 10—12 | 24 | 10—12 | 36 | 5 | 36 | 00 | я, |
| 16—20 | 24 | 16- -20 | 30 | 16 | 40 | 6 | 40 | 0 | 22 |
| 24 | 28 | 24—30 | 36 | 20 | 45 | Т | 45 | 1 | 32 |
| 30 | 32 | 30—36 | 40 | 24 | 50 | 8 | 50 | 2 | 36 |
| 36 | 36 | 40 | 45 | 30 | 55 | — | — | 3 | 40 |
| 40 | 40 | 50 | 50 | 40 | 70 | — | — | 4 | 50 |
| 50 | 50 | 60—70 | 60 | 50 | 80 | — | _ | ||
| 60 | 60 | 80 | 70 | 60—70 | 90 | — | _ | _ | |
| то | 70 | 90—100 | 80 | 80—90 | 100 | — | — | _ | _ |
| 80 | 80 | 120—200 | 100 | 100 | 110 | — | — | _ | _ |
| 90 | 90 | — | — | 120 | 120 | — | _ | _ | _ |
| ίου | 100 | — | — | 140—300 | 130 | — | — | _ | _ |
| 120 | 120 | ~ | - | " | _ | — | |||
тростильных машинах; на этих машинах пряжа очищается от толстых мест, шишек и грязи и отращивается или соединяется в несколько кондов (в два или в три).
Тростильные машины бывают трех ролов: 1) с по-дилкой, 2) с разрезными барабанами и 3) с крыльча-тым мотанием.
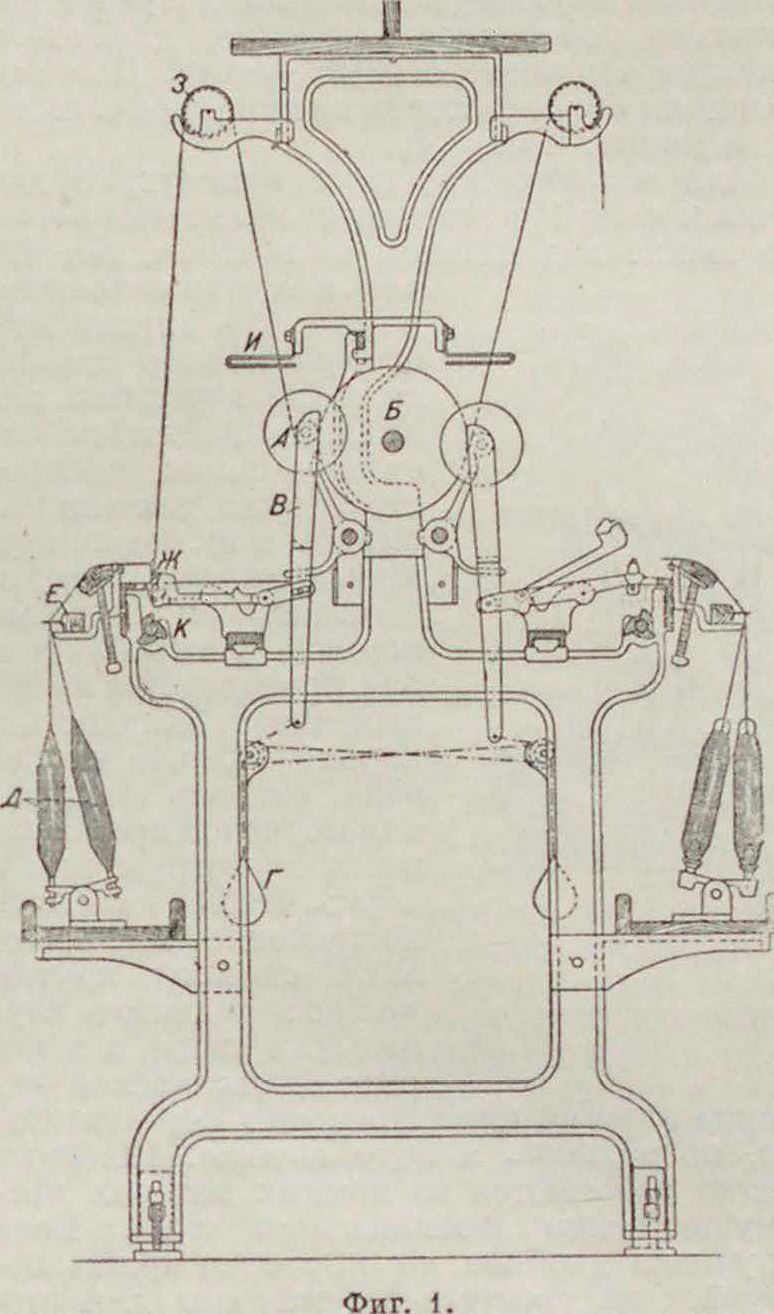
Устройство тростильной машины с волилкой показано па фигура 1. На этой машине употребляются катушки с закраинами. Катушка 4 касается барабанчика К, от которого опа получает движение благодаря трению: чтобы возбудить трение между катушкой и барабанчиком, катушка прижимается рычагами В, нижние концы которых оттягиваются грузами Г. Пряжа с початков ДД проходит через направляющий глазок Е и через глазок шпильки Ж; после глазков шпилек Ж пряжа, которая соединена в несколько концов, огибает легкие (обычно деревянные) отводные ролики 3 и, пройдя через водилку II, поступает на катушку А, на которую она и наматывается Мотание происходит рядами, плотно ложащимися один около другого, благодаря тому, что водилка медленно движется вдоль катушки от одной закраины до другой и обратно. IIрп обрыве одной какой-нибудь нити катушка останавливается. Происходит это потому, что шпилька Ж опускается вниз и своим нижним концом задевает за выступ вращающегося валика К; выступ валика отклонит шпильку Ж в сторону, благодаря чему рычаги В отходят от барабанчика Б, и катушка А останавливается. Эта машина построена двухсторонняя: к одному барабапчику Б прижимаются две катушки .4. Существуют тростильные машины тоже с водил-кой, но с двумя рядами барабанчиков для быстрого траверса, то есть для крестовой мотки; такая мотка дает возможность мотать на катушки без закраин.
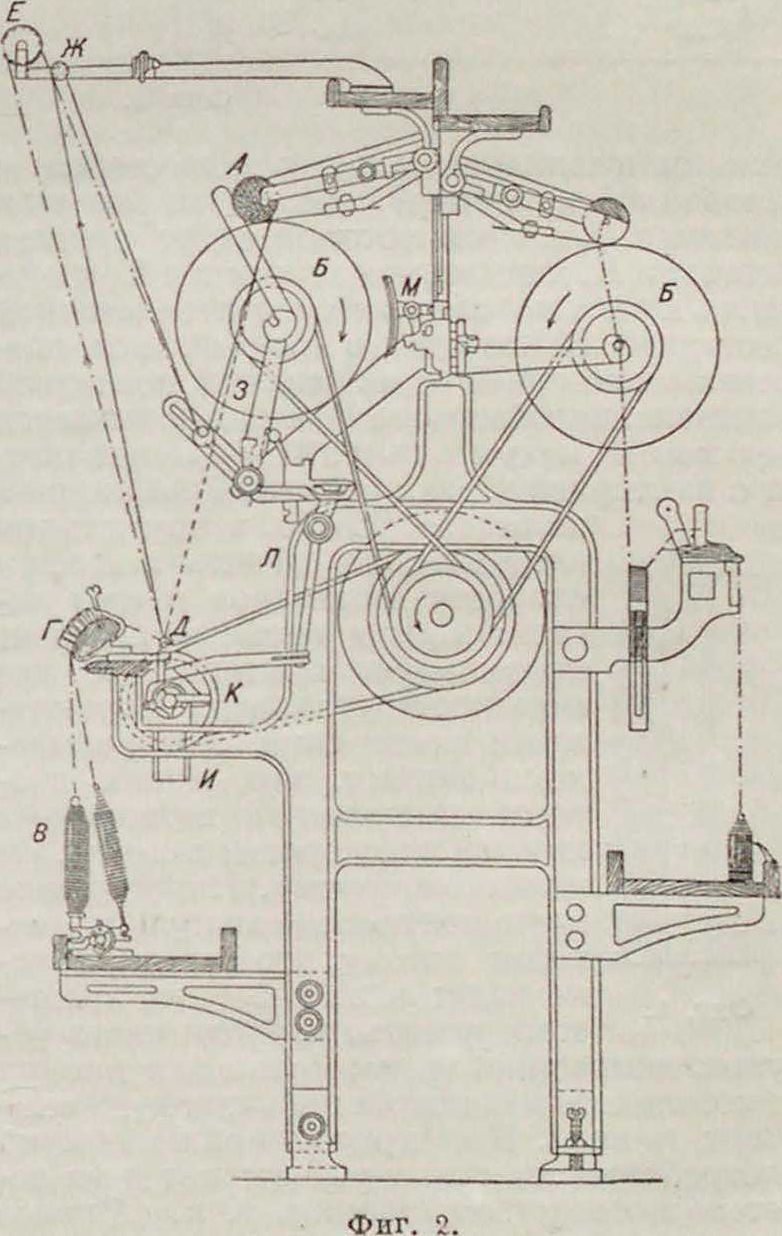
Для крестовой мотки чаще употребляются тростильные машины с разрезными барабанами (фигура 2). На правой стороне фигура 2 представлена машина без автоматич. останова, а па левой стороне—с автоматическим остановом. Эта тростильная машина также двухсторонняя. Бобипка 4 прижимается своим весом к разрезному барабану Б и благодаря трению получает от него вращение. Пряжа с початков В проходит через чистительное сукно Г, через главок иголки Д,
через барабанчик Е, или через пруток Ж, или же идет от глазка иголки Д непосредственно па бобинку 4. Па пути от 3 к 4 пить проходит через прорез жестя-пого барабана Б; в барабане Б прорез сделан в косом направлении, поэтому нить отводится очень быстро из одной стороны в другую; благодаря такому быстрому траверсу мотапне получается крестовое, при котором можно мотать па катушку без аакраип, так как бока бобипки с пряжей не будут спускаться. Обычно мотание производится на деревянную, бумажную или мельхиоровую трубку. Коли одна из нитей оборвется, иголка Д упадет и своим хвостом коснется постоянпо вращающегося валика И·, у валика И имеются выступающие лопасти, которые отклоняют шпильку Д в сторопу, вследствие чего рычажки К и Л освободят защелку, рычаги 3 освободятся, веревка ослабнет, сам же барабанчик, отклоняясь вправо, ударитсяо тормоз М и остановится.
Устройство тростильной машины с крыльчатым мотанием — см. Мотальная машина, фигура 6. Как видно из рисунка, пить проходит через два косо поставленных крыла па катушку без закрапп (трубочку); катушка опирается па быстро вращающийся валик, благодаря чему она вращается и наматывает на себя нить. Мотание здесь производится крестовое вследствие того, что косо поставленные крылья при вращении быстро кидают пить то влево то вправо.
Следует заметить, что исправная работа при трощении имеет очень важное значение для качества ниток: необходимо, чтобы соблюдалась ровнота натяжений одиночных нитей; чтобы при обрыве нити связывались порознь, а не общим узлом. После первого трощения пряжа поступает на кольцевые крутильные ватера. Кольцевой крутильный ватер (фигура 3) по своему устройству весьма похож на кольцевой прядильный ватер:
только у крутильного ватера нет вытяжного прибора; вместо вытяжного прибора у крутильного ватера имеются выпускные цилиндры: на нижнем цилиндре лежат верхние валики, которые давят своим весом и тем самым производят защемление нити.На глав-
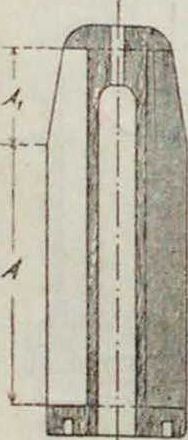
ном валу, на котором закреплен коренной шкив А, расположены в два ряда барабаны Б; одни ряд со шкивами—коренной, другой ряд—холостой ;холостые барабаны вращаются потому, что оба ряда барабанов охвачены шнурками; шнурки охватывают блочки на веретене В и потому приводят во вращение веретена. В настоящее время шнуровочную передачу к веретенам стали заменять тесемочной передачей. На барабанном валу насажена шестерня Г, которая называется барабанной; она передает движение нижним цилиндрам через ряд шестерен; с барабанной шестерней сцепляется большая шестерня Д, на оси которой сидит сменная шестерня Е, называемая нижней к р у-тнльной;она сцепляется с передаточной шестерней Ж, которая в свою очередь сцеплена с шестерней 3; на оси этой последней сидит сменная шестерня M, которая называется верхней крутильной; она сцепляется с шестерней К, закрепленной на нижнем цилиндре. Т. обр. в крутильном ватере можно сделать перемену скорости цилиндров в трех местах: можно сменить нижнюю крутильную шестерню и две верхних крутильных. Крутильными шестернями они называются потому, что, меняя скорость выпускания цилиндрами при той же скорости веретен, мы изменяем крутку. Наматывание крученой пряжи на шпулю происходит потому,что ш,крепко надетая на веретено, вращается, а нить, проходя через бегунок, направляется им; кольцевая планка от мотального механизма получает движение вверх и вниз. При крутой пряже обычно употребляют шпули, которые держатся на веретене посредством шпонки, т. к. обычные шпули, которые держатся на веретене трением, могут провертываться и давать неправильную крутку. На фигуре 4 изображена ш с намоткой слоями во всю длину катушки; катушка имеет две закраины; в нижней закраине сделаны отверстия для шпонок, которые имеются на тумбе веретена; верхняя закраи на меньшего размера, чем нижняя, и называется головкой; сверху она обычно обита медью. Как видно из рисунка, кверху ш утоняется;достигается этотем,что кольцевая пленка в верхнем положении получает несколько ускоренное движение; для этого эксцентрик имеет особую форму. Поэтому и ш будет состоять изцилиндрич. части А и конич. части Ах.
Для мокрого кручения существуют два типа корыт: 1)в шотландской системе корыто лежит под нижним цилиндром, так что весь цилиндр находится в воде; 2)в английской системе корыто ставится сзади впускных цилиндров. Английск. система — самая распространенная, так как цилиндры и их подшипники менее касаются воды. Шотландская система корыта употребляется для производства швейных ниток. Жидкость в корыте—обычно чистая вода. Степень смачивания крученой пряжи зависит от погружения в воду; чтобы изменять погружение в корыте англ, системы, прутки можно передвигать глубже или выше, а в корыте шотландской системы нижний цилиндр может передвигаться, погружаясь в воду глубже. Швейные нитки работаются на мокрых ватерах преимущественно шотландского типа. Если кручение двойное, то крученая пряжа поступает на тростильные машины для второго, или окончательного, трощения. Трощеная пряжа после второго трощения идет снова на крутильные ватера для второго, или окончательного, кручения. Округлость нити достигается тем, что второе кручение обычно производится в противоположном направлении сравнительно с первым кручением, а также приданием большей крутки, чем при первом кручении: при предварительной крутке коэфицпенты кручения колеблются в пределах от 4 до 5, тогда как при окончательной крутке—в пределах от 5 до 7. После окончательной крутки крученая пряжа поступает на мотовила для размотки в мотки. Эта размотка пряЖи в мотки производится для удобства беления или крашения. Мотовила применяются здесь односторонние, с периметром в 2 286 лг.н, с числом шпинделей до 80. Линейная скорость мотания ~ 4,5 м/ск.
Снятую с мотовил пряжу вешают на кре-еты, на которых перевязывают вязкой с условными обозначениями сорта, после чего в тележках отвозят в браковочную. Здесь пряжа поступает на браковочные столы для просмотра; в случае обнаружения брака моток вешают на крестовину, натягивают, просматривают и замеченный брак вырезают из мотка. Браком от кручения и трощения являются: неправильная крутка, неправильное число одиночных нитей, смешанная иря-
Фигура 3.
Фигура 4.
жа, скобленая, курчавая пряжа, масляные и грязные концы, неправильные узлы. Из браковочной пряжа поступает в красильный или белильный отдел. В красильном отделе мbтки надеваются на особые мотовила, на которых они растягиваются деревянными палками. Мотовило с мотками пряжи поднимается подъемным краном и опускается в красильную ванну—барку, наполненную горячей водой с раствором красителя. Для более полной и равномерной окраски мотовило, погруженное в красильную барку, медленно вращается. После окраски мотовило поднимается подъемным краном и после того, как с него стечет немного краска, оно опускается в промывную барку, а после промывки ставится на свое прежнее место; пряжу с него снимают и в тележках подают к центрифуге, на которой отжимают; после отжима пряжа идет в сушилку, откуда высушенная поступает в перемотку. Если пряжа назначается в отбелку, то она в мотках •начала поступает в особое помещение, где мотки связывают в непрерывную цепь; эта цепь перекидывается через вращающийся барабанчик, находящийся над бучильным котлом, и загружается в котел; после бучения пряжа поступает в особые баки для хлорирования, затем в другой бак для кисловки и затем уже в промывную машину для промывки. После промывки пряжа поступает в подсинильную машину для подсиньки. Затем пряжа подвергается отжимке на центрифуге, а после отжима идет в сушилку, откуда высушенная поступает в перемотку. На перемоточных машинах мотки окрашенной или отбеленной пряжи пере
матывают на фланцевые катушки, чтобы с шгх затем пряжу перемотать на маленькие швейные катушки. Мотки надеваются нат.п. рогульку, которая состоит из втулки <· двумя рядами спиц, по 8 спиц в каждом ряду; спицы по концам соединены шнурком. Нитка с мотка проходит через крючок во-
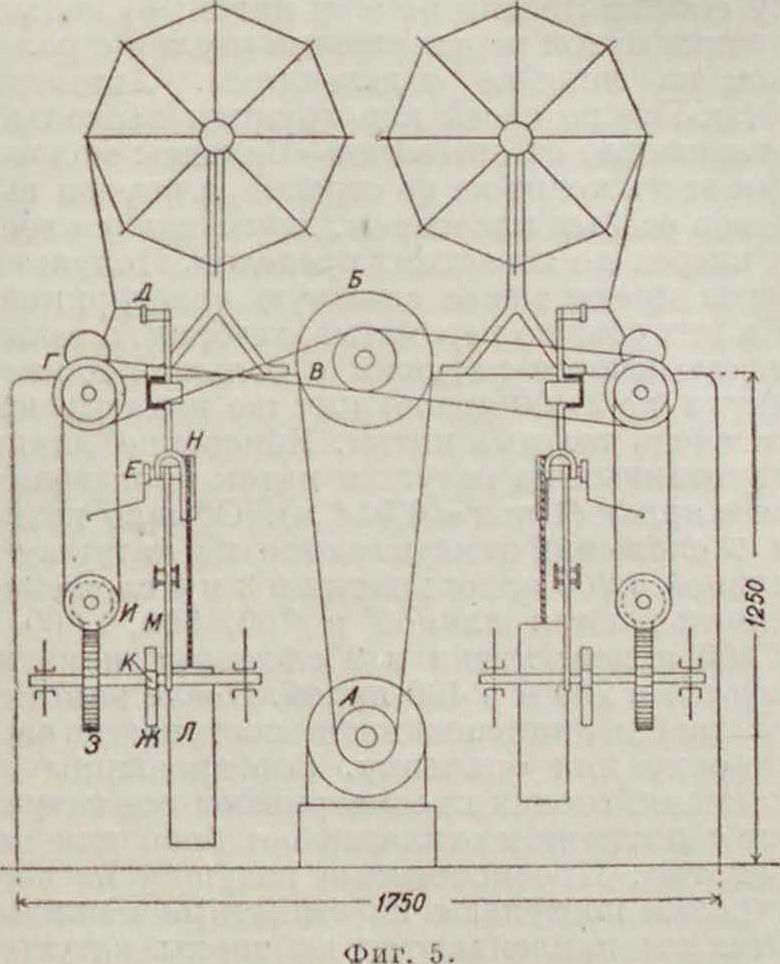
дилки перемоточной машины (фигура 5) и поступает на катушку, которая опирается на барабан.
Сидящий на моторе шкив А передает движение ремнем шкиву Б, на одной оси с которым сидит шкив В, последний ремнем передает движение шкиву Г, который сидит на барабанном валу и т. о. вращает все барабаны. Фланцевые катушки вращаются благодаря трению, так как они лежат на вращающихся барабанах. Для равномерного мотания нитки вдоль катушки влево и вправо движутся водильные планки Д и Е с крючками. Водильная планка получает движение от эксцентрика Ж, к-рый закреплен на с
одной оси с червячным колесом 3; последнее сцепляется с червяком M, ось которого получает движение посредством ремня от барабанного вала. К эксцентрику Ж прижимается каточек К силой тяжести гири Л. Каточек К связан с рычагами М и Н, соединенными с водильными планками Д и Е. Па новых машинах имеются два ряда рогулек (вверху и внизу); один барабан приводит во вращение две катушки; одна из них прилегает к барабану сверху, а другая—снизу. Нитки при обрыве связываются узлом при помощи узловязателя. Скорость барабанов ~ЗГ>0 об/м.; при этой скорости линейная скорость мотания ~ 130 ль в мин.
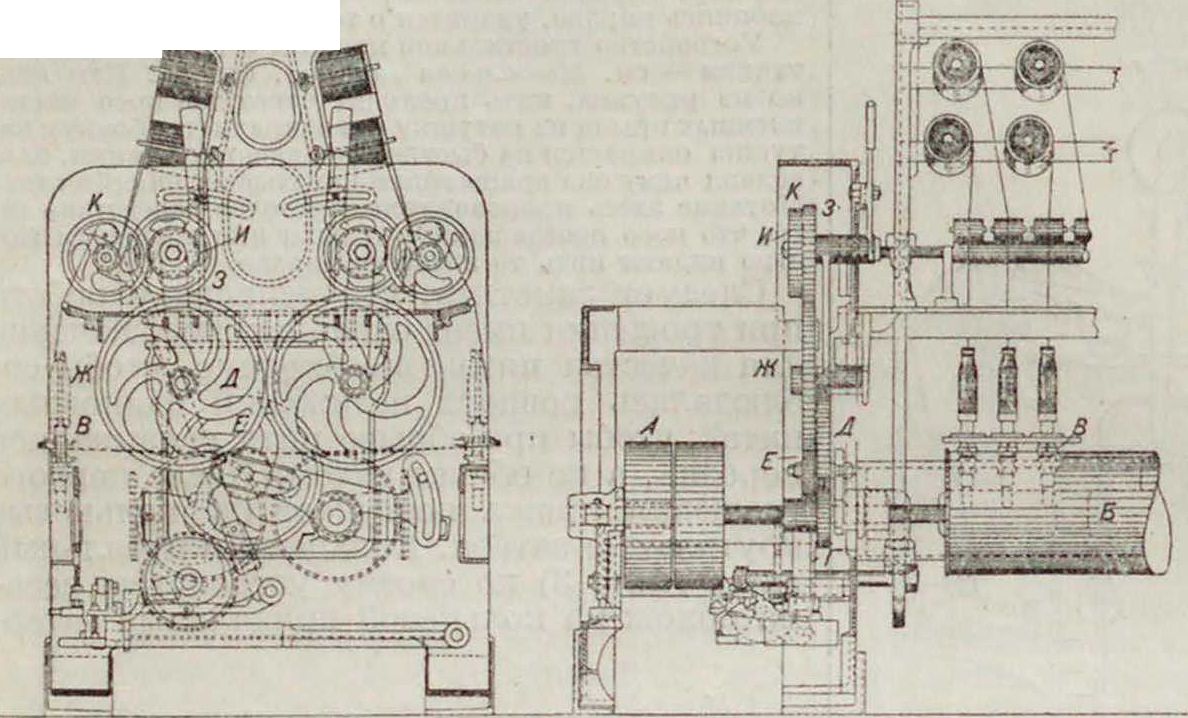
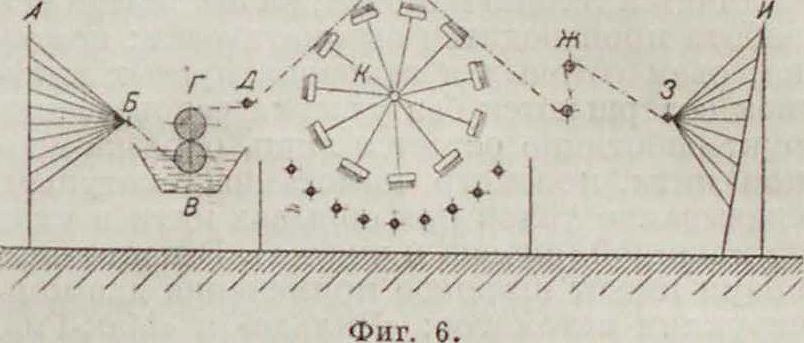
Если нитки должен быть глянцевыми, то прежде чем наматываться на швейные катушки, они поступают с перемоточных, машин на полировочные машины. Здесь нитки шлихтуют, то есть пропитывают клеем для придания им крепости, мягкости и блеска, а затем просушивают и полируют, подвергая действию щетинных щеток. Полировочные машины устраиваются или с подогревом для сушки или без подогрева; в машине без подогрева нитки после пропитывания клеем проходят более длинный путь, для того чтобы успеть просохнуть. На фигуре 6 изображена схема полировочной машины с подогревом. Нитки, намотанные на фланцевые катушки и помещенные в рамки А, проходят через глазки Б в корыто с горячим клеем В: в корыте помещаются два отжимных крахмальных валика Г, причем нижний валик до половины погружен в клей. Далее нитки идут через направляющие валики: через гладкий модный валик Д, бороздчатый медный валик Е и через гладкие валики Ж и 3 и далее поступают на фланцевые катушки, помещенные. в рамке Л. Щеточный вал К, вращаясь со скоростью около 350 об/м., полирует нитки. Нитки просушиваются нагретым воздухом, т. к. под щеточным барабаном расположены трубы с горячим паром. Фланцевые катушки в рамке И сидят на веретенах, которые приводятся в движение посредством шнурков от жестяных барабанов. В состав клея для черных ниток входят обычно картофельная мука, воск и касторовое масло; для белых ниток—только картофельная мука и касторовое масло. Картофельная мука может быть заменена другими крахмалами.
Следующий процесс работы после перемоточных машин для матовых ниток и после полировочных машин для глянцевых ниток—это намотка ниток на швейные катушки, которая производится на специальных машинах. Намоточные машины подразделяются на автоматы и полуавтоматы. На полуавтоматах съем и заправка новых катушек производятся вручную, а автоматически выполняется только намотка; на автоматах вся работа производится автоматически: намотка, съем готовых и заправка пустых катушек совершаются без участия человеческих рук; работнице остается лишь обрезка концов нити, просмотр намотанных катушек, связывание узлов при обрывах пяти и уход за машиной (смазка и чистка). В настоящее время имеют широкое применение две конструкции автоматов: «Вильдс» и «Мак-Ги». В намоточной машине «Вильдс» фланцевые катушки ставятся на рамку машины; нитка идет с катушки вверх и проходит между тарелочными зажимами с пружинками, которые придают нитке известное натяжение; затем нитка для получения гладкости проходит через парафиновое кольцо, огибает фарфоровый ролик, проходит через крючок и попадает на особую деталь, так называемым «правку», которая и дает точное направление нитке пои наматывании на швейную катушку; швейная катушка получает вращение от вращающегося шпинделя, так как она зажимается между двумя шпинделями, один из которых передает катушке движение, а другой свободно вращается. На фигуре 7 изображена швейная катушка; легко видеть, что при наматывании на нее нитка должна направляться правкой т. о., чтобы длина намотки постепенно увеличивалась от величины а до величины Ь, а высота намотки постепенно увеличивалась соответственно увеличению диаметра катушки от d до D. Увеличение длины намотки достигается тем, что движение правки связано с .ус. i N, движением особой детали—«мо-·*-о 4——·< лоточка»; молоточек движется то Фигура 7. влево то вправо, прижимаясь пружинками то сверху то снизу к стальной пластинке, имеющей форму трапеции и называемой «стрелкой». На фигуре 8 показаны стрелка А и молоточек В. Т. к. во время работы стрелка все подвигается вперед, то путь молоточка все время увеличивается, начиная от величины а и кончая величиной Ь, благодаря чему и путь правки соответственно увеличивается от а до b. Вместе с переходом молоточка с верха стрелки на ее низ, а также с переходом с низа стрелки на ее верх происходит включение той или другой плашки (левой или правой), которые находятся против особого т. н. винтового валика; на этом валике имеются две резьбы: одна—левой руки, а другая—правой: к ним
tfl -
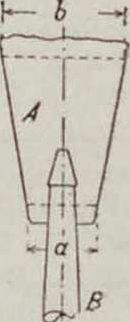
поперемепно прижимаются то одна то другая плашка, почему и правка получает движение попеременно то влево то вправо. Скорость вращения винтового валика может изменяться при заправке ниток другого номера, так как на оси его имеется сменное намоточное колесо. Если число зубьев намоточных колес обозначим черезг и г, а номера ниток через N и Nlt то между ними существует следующая зависимость:
г _ VN
Zl~ VЩ’
то есть числа зубьев намоточных колес пропорциональны корням квадратным из номеров. Высота правки при наматывании изменяется благодаря тому, что особая кулачная шайба при работе катушки поворачивается и через ряд рычагов поднимает правку всевыше и выше. Для регулирования скорости подъема правки для разных номеров ниток на одном из рычагов имеются деления; вдоль этого конца рычага может передвигаться и закрепляться муфточка с каточком, к-рый и передает движение следу- Фпг 8ющему рычагу; т. о. является возможность изменять плечо рычага и тем самым изменять скорость подъема правки.
При заправке нового номера ниток на ав-томате«Внльдс»следует переменить: ^швейные катушки соответственно номеру ниток; 2) стрелку соответственно катушке; 3) сменное колесо на винтовом валике; 4) сменное храповое рядовое колесо, от числа зубьев которого зависит число рядов намотки;5)правку соответственно номеру ниток; G) подъем правки путем передвижения втулки с роликом на линейке с делениями. Автоматы «Мак-Ги» по своей конструкции песколысо отличаются от автоматов Вильдс»: молоточек здесь ходит не по стрелке, а внутри вырезов особых пластинок, двигающихся взад и вперед до известных пределов. Полуавтоматы имеют менее сложную конструкцию. На них обычно перематывают брак, а также наматываются катушки с большой длиной нитки (до 2 400 ярдов) или же наматываются очень толстые нитки. Измерение длины намотанных на катушки ниток производится в ярдах (1 ярд= 0,914 л). Обычно нитки в 6 сложений наматываются на катушку с длиной в 200 ярдов; нитки в 3 и 4 сложения наматываются длиной в 200, 500, 1 000 и 2 400 ярдов; нитки в 9 сложений наматываются в 200 и в 400 ярдов. После намотки на швейные катушки нитки поступают в сортировку или браковку. Сортировщицы на наклони, столах просматривают все катушки с нитками и откладывают брак для перемотки. Просмотренные катушки из сортировки поступают на этикетные машины. Этикеты наклеиваются на торцы катушек автоматически. С наклонного листа катушки попадают на транспортер, которым подводятся к ударнику. На ударнике имеется 8 пальцев или сосков, в которых посредством насоса создается вакуум; сосок притягивает к себе этикетку, на которой с одной стороны уже имеется клей, и смачивает сторону с клеем о мокрое сукно; когда же сосок ударяет в то рец катушки, воздух в соске соединяется с наружным воздухом, вакуум пропадает, и этикетка, легко отходя от соска, приклеивается к катушке. После наклейки катушки отводятся транспортером на особые доски, которые по мере наполнения снимаются; катушки с наклеенными этикетами просматриваются и затем отправляются в упаковку. При упаковке швейные катушки заворачивают в бумагу сначала по дюжинам в пачки, а затем по полу гроссам (по 72 штуки), перевязывают вязкой и укладывают в деревянные ящики.
Главнейшие свойства швейных ниток— крепость и гибкость, которые необходимы для успешной работы швейной машины. Крепость ниток зависит от свойства одиночной пряжи, гл. обр. от свойств сырого материала—хлопковых волокон, более длинных и тонких в хороших сортах; крепость зависит также от круток одиночной пряжи и от круток при кручении (предварительной и окончательной). Крутка влияет и на гибкость нитки: слишком крутые нитки не будут гибкими. В табл. 2 приведены нормальные крутки для швейных ниток, принятые на Ленинградских ниточных ф-ках.
Таблица 2.—Нормальные крутки для швейных машин.
| Матовые в 6 сложений | Г Л Я Н вбеложений | цевые в 9 сложений | Глянцевые в 3 сложения | |||
| Я
с о, а g |
1
1 Р-* я 5* о. |
н я «з Я Н
S >· X С- о“ |
Предварит. крутка
Окончат. крутка |
Предвз-рит. крутка | н
2 <5 « £ о >> я с. О X | |
| 16 | — | — | — ! — | 9 | 9 | — |
| 22 | — 1 — | и | и | |||
| 28 | _ | _ | 1 | _ | __ | 21 |
| 32 | — | — | 13 | 13 | 22 | |
| 36 | 18 | 17 | 18 17 | 14 | 13 | 23 |
| 40 | 20 | 18 | 20 18 | 15 | 14 | 24 |
| 45 | 21 | 19 | 21 19 | — | — | — |
| 50 | 22 | 21) | 22 20 | 17 | 16 | 26 |
| 55 | 23 | 21 | — | — | ||
| 60 | 24 | 22 | _ | — | 27 | |
| 70 | 25 | 23 | — — | — | — | 28 |
| 80 | 27 | 24 | — — | — | — | 29 |
| 90 | 28 | 25 | — — | — | _ | _ |
| 100 | 30 | 26 | — | 31 | ||
Ленинградтекстнлем найдена такая формула для стандарта крепости швейных ниток:
Р=д- пк,
где Р−разрывное усилие двух нитей, С— произведение крепости двух нитей на приведенный действительный" номер суровой пряжи, N—действительный номер одиночной нити, п—число сложений, к—коэф. укрепления от полировки. Для глянцевых ниток fc= 1,15Д-1,20. При зажимной длине на динамометре в 250 миллиметров крепость швейных ниток в 6 сложений (в килограммах) по этому стандарту получается следующая:
| Номинальный помер Действительный но- | 36 | 55 | 70 | 80 | 90 | 100 |
| мер..
Разр. усилие двух |
35,1 | 54,5 | 68,0 | 78,0 | 88,0 | 97,5 |
| ниток в. | 4,51 | 3,34 | 2,67 | 2,33 | 2,06 | 1,86 |
Кроме производства швейных ниток из хл.-бум. пряжи существует производство ниток из льняной и вой пряж. Большинство льняных и вых ниток идет для рыболовных сетей; кроме того льняные и вые нитки идут на обувные фабрики для шитья обуви, а льняные—и в швейные мастерские. Соответственно этому льняные нитки разделяются на рыболовные, сапожные и портновские нитки, а вые—на рыболовные и сапожные. Для выработки рыболовных ниток льняная или вая пряжа перематывается на сновальные катушки или наматывается в форме бобин крестовой мотки; как в том, так и в другом случае пряжа проходит через чистители для очищения от шишек и утолщений, которые очень вредно отзываются при механич. работе сетей. После очищения пряжа скручивается на рогулечных или кольцевых крутильных ватерах; кручение производится здесь ординарное, а не двойное, с предварительным трощением или без треления. Для выработки сапожных ниток (дратв ы), от которых требуется особенная крепость, употребляется льняная пряжа из особо крепких льнов, а также вая пряжа. Сапожные нитки работаются с предварительным трощением и скручиваются на специальных крутильных машинах, на которых веретена получают движение от шестерен, благодаря чему достигается очень равномерная крутка. Портновские нитки работаются с двойным кручением так же, как и швейные нитки из хл.-бумажной пряжи. Льняные и вые нитки выпускаются с ф-к в форме мотков (талек).
Лит.: К о р о б а н о в А. С., Н а с е к и н Н. А., Смирнов К. Д., Крутильное и ниточное производство, Ив.-Вознесенск, 1927; Белдовский А. К., К рационализации ниточного производства, «Труды 1-го Всесоюзного съезда по рационализации в текстильной промышленности 19—24 мая 1926 г.», М., 1926; 111 тонна у ц е р В. И., Организация льняного ниточного производства, там же. Н. Насекин.