 > Техника, страница 65 > Ножницы
> Техника, страница 65 > Ножницы
Ножницы
Ножницы, инструменты и машины-орудия для резки различных материалов, характеризующиеся наличием двух ножей, плотно прижатых друг к другу и двигаемых приблизительно в плоскости резания перпендикулярно режущим кромкам лезвий. Работа II. основана на развитии ножами в разрезаемом материале напряжений сдвига, превышаюшихвременное сопротивление срезыванию. Для правильной работы Н. необ-
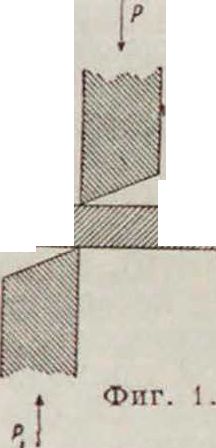
рого лезвия уравновешивает извне силу Р, тогда как в толще материала эти силы вызывают напряжение сдвига, равное т =, где F —
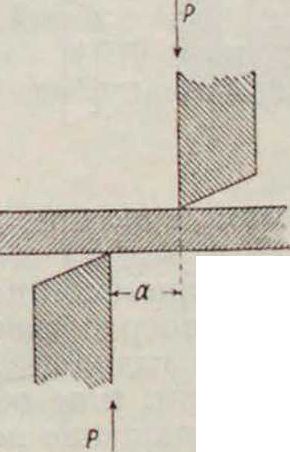
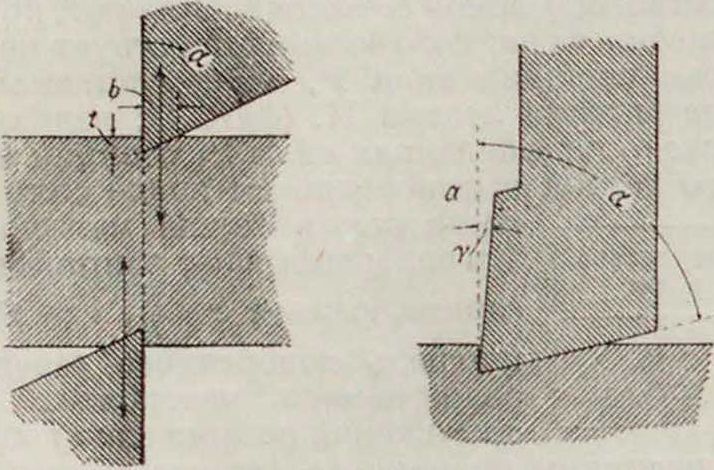
площадь поперечного сечения разрезаемого материала. По достижении напряжением сдвига величины временного сопротивления на срезывание наступает разрушение; последняя величина приблизительно равна: для листовой стали 604-70 к г/мм2, мягкого железа 404-60 килограмм/мм2, мягкого железа при t° 700° 124-20 килограмм/мм2, мягкого железа при (° 900° 4 килограмма/мм2, листовой меди 254-40 килограмм/мм2, листового цинка 94-15 килограмм/мм2, листового олова 24-3 килограмма/мм2, листового свинца 1,54-2,4 килограмма/мм2. В том случае когда лезвия ножей не рас-положены в одной пло-ШммШШШтт скости движения, явление сдвига осложняется наличием изгиба (фигура 2) от момента, равного Ра: работа деформации в этом случае растет, кпд Н. ухудшается, и кроме того поверхность среза получается с заусенцами и сравнительно менее чистой, чем в первом случае. При резке мягкого и тонкого материала в этом последнем случае вообще может не произойти разрезания, а лист или материя просто будут загнуты вокруг лезвия неподвижного ножа. В действительности однако невозможно избежать совершенно наличия изгиба при резке Н. вследствие того что ножи имеют конечную толщину, так что в начале процесса резания образуются у режущих кромок вдавлины (фигура 3), ширина которых b=t tga, где /—глубннавхода ножа,a— угол резания ножа. Считая, что сила приложена по средине площади соприко-СЧ1Г.2. сновення ножа с разрезаемым материалом, получаем изгибающий момент М, =Pt tg a; момент этот достигает наибольшей величины при разрушении разрезаемого материала, причем
-Xfc, max = ^lPmax
(max ^ ^г^^тах о где кг и /са — коэф-ты (<1), учитывающие уменьшение b под влиянием частичного сдвига, $—толщина материала. При разре-
зании широких полос лезвия ножей ставят под нек-рым углом друг к другу с тем, чтобы разрез происходил не одновременно по всей длине ножей, а постепенно. Для того чтобы разрезаемый материал не выжимался из-под ножей, а захватывался ими и резался, необходимо, чтобы угол между лезвиями был меньше двойного угла трения материала о
Фигура 3. Фигура 4.
ножи; обычно этот угол берут в пределах
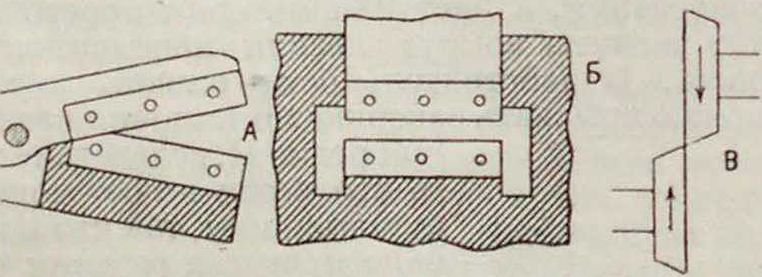
9-у14°. Угол резания ножей а (фигура 4) берут обычно для резания металлов 75—80°, для резания более мягких предметов этот угол уменьшают до 65—60°. Для того чтобы передняя поверхность ножей не терлась о поверхность среза и не увеличивала работы резания, ножам для резки металла придают заднюю заточку с углом у — 1—3°. Для облегчения точки ножей их в настоящее время делают не плоскими (на передней поверхности), а снабжают выступающими рабочими кромками а (фигура 4). Один из ножей, неподвижный, крепится к станине Н., а другой приводится в движение помощью мускульной силы или механически. По роду движения подвижного ножа Н. можно разделить на три класса: 1) с качающимся ножом (фигура 5, А), 2) с поступательно двигающимся ножом (фигура 5, Б) и 3) с непрерывно вращающимися ножами (фигура 5, В). В
Фигура 5.
двух первых типах подвижной нож приводится в движение посредством рычага или системы рычагов, эксцентрика, кривошипношатунного механизма или от непосредственно соединенного с ним поршня гидравлич. пресса. В И. третьего типа один или оба дисковых ножа приводятся во вращение посредством зубчатых передач.
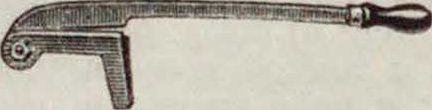
Н. для резки листового метал-л а. Простейшим типом Н., приводимых в движение мускульной силой, являются обычные слесарные ручные Н. (фигура 6), служащие для резки не особенно толстого листового материала. Для резки более толстых листов (железных до 1,5—2 миллиметров) слу-зкатт.н. стуловые Н. (фигура 7), у к-рых
Фигура 6.
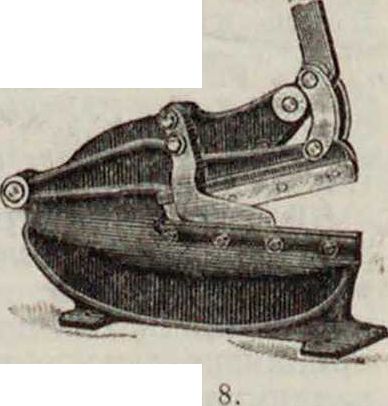
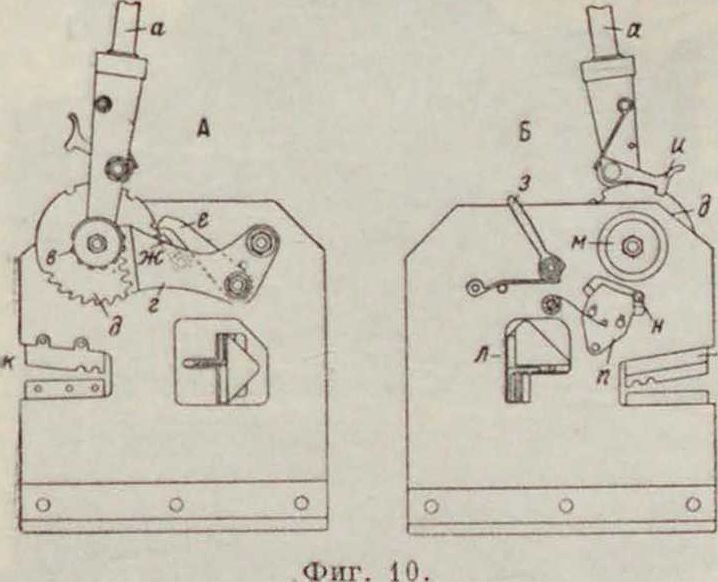
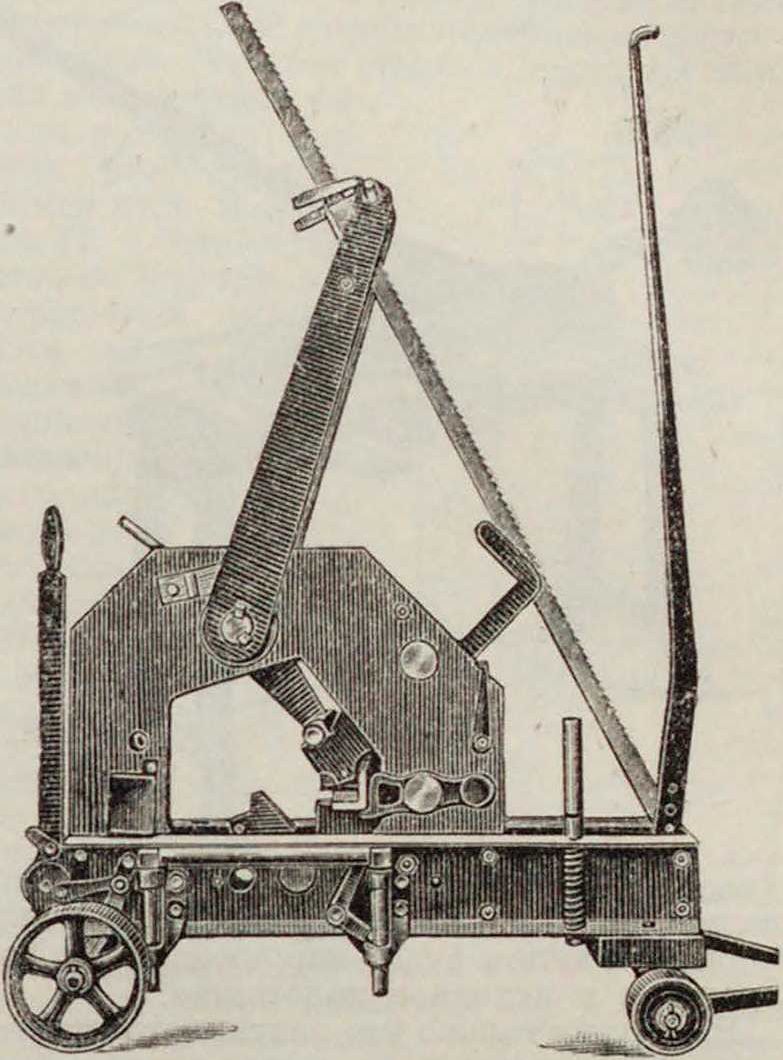
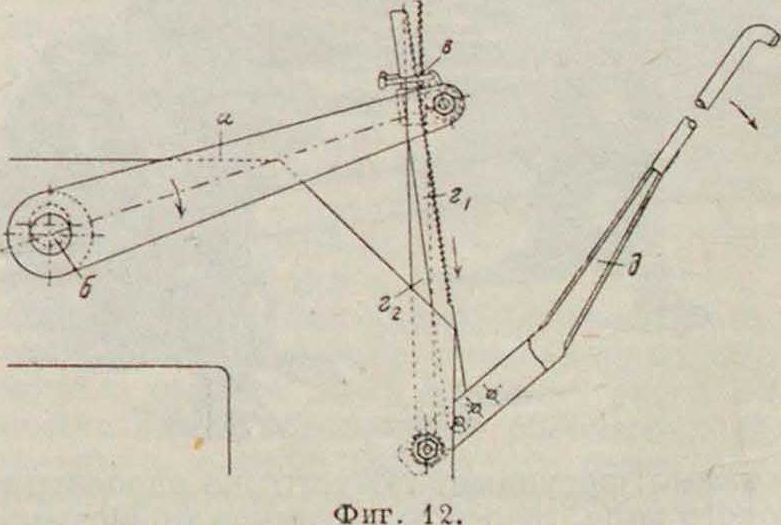
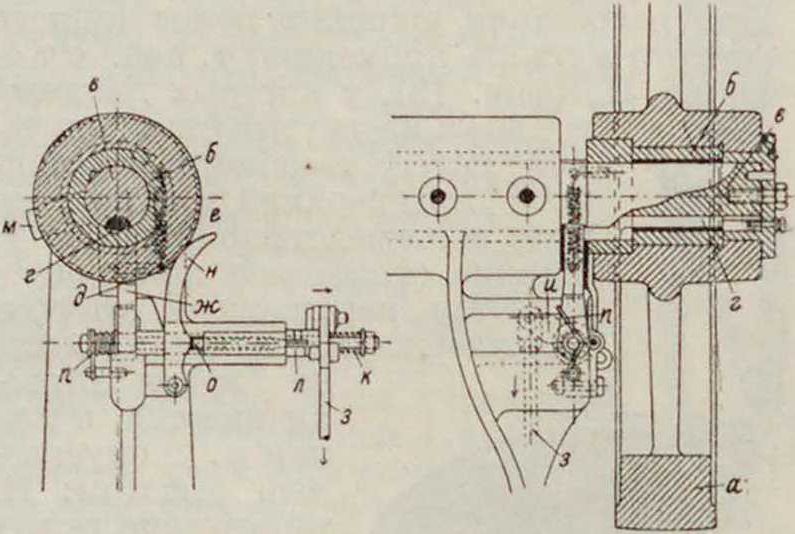
вызовут нижний нож укреплен неподвижно, а верхний приводится в движение при помощи длинного рычага. Для увеличения мощности стуловых Н. их снабжают рычажной (фигура 8) или зубчатой (фигура 9) передачей между ручным и ножевым рычагами. Н. этого последнего типа в отличие от предыдущих обладают поступательным движением ножевого ползуна; кроме того их станина устроена таким образом, что имеется возможность резать листы неограниченных размеров. Более мощные ручные Н. снабжают ручным храповым приводом (фигура 10); сидящий свободно на эксцентриковом валу Н. рычаг а составляет одно целое с шестеренкой в, зацепляющейся с зубчатым сектором храпового рычага з. В положении, указанном на фигуре 10, А, качательные движения рычага а такие же движения храпового рычага з, вследствие чего храповик д, связанный с эксцентриковым валом под действием двух собачек—подвижной е и неподвижной ж, начнет вращаться и т. о. приведет в действие ползун И. При резке тонких листов собачка е выключается посредством поворота рукоятки з (фигура 10, Б), а собачка и вкладывается в вырез храповика 0. Изображенные на фигуре 10 Н. имеют два ползуна с ножами: для листового металла—к и для углового итаврового железа—л; каждый из этих ползунов м. б. приводим в действие от эксцентрика, сидящего на валу .и, посредством толкача и, перекладываемого после отодвигания задвижки п на тот или другой ползун. Н. этого типа при двух рабочих режут листовую мягкую сталь толщиной до 20 миллиметров, круглое железо— диаметром до 36 миллиметров, угольники—до 100 х х 12 миллиметров. Для резки еще более крупных профилей применяют ручные Н. с "рычажным приводом Вернера; общий вид таких Н. для резки профильной стали изображен на фигуре 11, а способ действия рычажного привода—на фигура 12; рычаг а, сидящий на эксцентриковом валу б, снабжен на свободном конце двумя хомутами в с собачками, в которых ходят две зубчатых полосы г у и з2; г у сидит на оси рычага 0, тогда как полоса з2 .может передвигаться вверх и вниз под действием рычага д. При движении полосы з2 вверх она свободно пропускается соответственной собачкой, так как конец рычага а удерживается полосой г у от движения вверх; при движении полосы з2 вниз она захватывается собачкой и двигает рычаг а вниз, причем вторая собачка свободно проскакивает вниз па
Фиг.

Фш
полосе gj. II. ото го типа, являющиеся наиболее мощными из ручных Н., могут разрезать двутавровые балки до 400 миллиметров высотой, уголки до 100x200x15, полосовое железо до 380x20 миллиметров, а также стальпые ж.-д. рельсы.
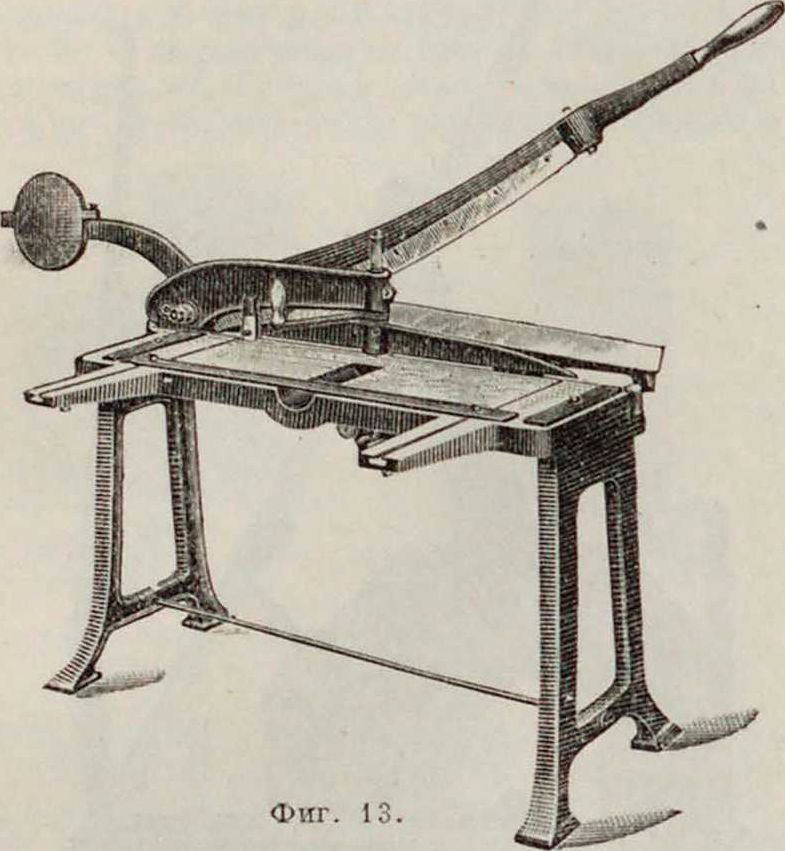
Для разрезания широких·полос тонкого листового металла применяют т. наз. столовые Н. (фигура 13), у которых длинный и слегка изогнутый (для получе-
/ния между лезвиями постоянного угла) верхний ноле прикреплен непосредственно к рычагу; ширина отрезаемых полос опре-Ш деляется переставным упором;
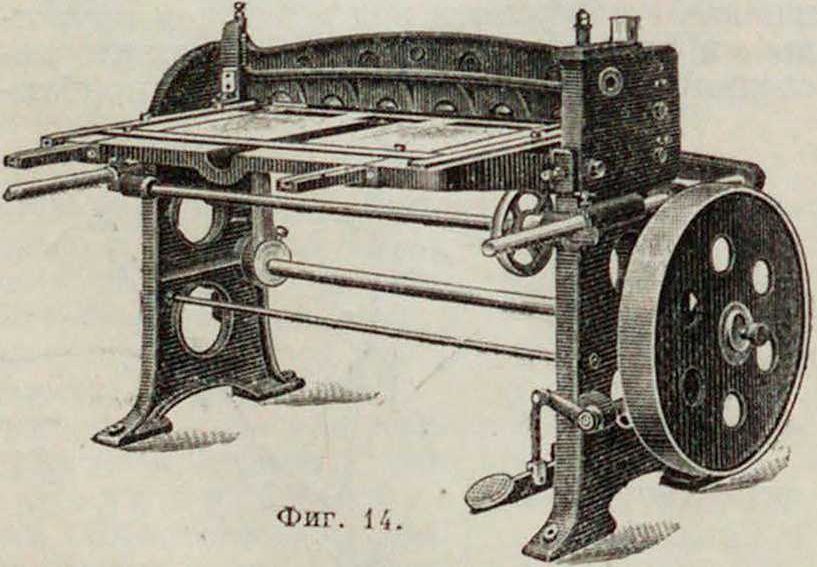
/1 для удержания листов на месте во время отрезки имеется прижим, опускаемый рычагом; Н. такого типа режут железную жесть до 1,75—2 миллиметров толщины. При необходимости большей производительности для той же работы применяют приводные параллельные ножницы (фигура 14), основное отличие которых заключается в том, что ножевая балка имеет поступательное движение. Ножевая балка, перемещающаяся в направляющих станины, приводится в движение от двух эксцентриков, сидящих на валу, вращаемом от трансмиссии
или непосредственно от мотора, через соответствующую передачу; к балке присоединен на пружинах прижим для жести, к-рый при ходе балки вниз зажимает лист и удерживает его в течение процесса резки. Для того чтобы рабочий мог спокойно уложить обрезаемый лист, между шкивом и эксцентриковым валом включена однооборотная муфта, к-рая, будучи включена педалью, сцепляет шкив с валом на время одного оборота, а затем, по достижении ножевой бй верхнего положения, снова их расцепляет независимо от того, продолжает ли быть нажата педаль или нет; для получения повторного хода необходимо отпустить педаль и вновь ее нажать. Устройство такой муфты, применяемой почти во всех приводных И., изображено на фигуре 15. Шкив-маховик а с заклиненной в его ступице стальной втулкой б свободно вращается на коренном валу Н. В цап фе в коренного вала выфрезерована полу-цилиндрич. выемка, в которой лежит такой нее формы шпонка г, снабженная хвостом 0;
Фигура 11.
прикрепленная к последнему пружина е стремится все время повернуть шпонку т. о., чтобы ее ребро выступило из выреза цапфы и вошло в соответственной формы канавку во втулке шкива, следствием чего явится сцепление последнего сватом ножниц. В положении, указанном на фигуре 15, ползун Н. дошел до высшего положения, хвост шпонки уперся в упорку ж, шпонка вошла в выемку цапфы, и шкив вращается вхолостую. Для производства разреза рабочий должен посредством тяги з и рычага и отвести в сторону упорку ж, соединенную с втулкой рычага и посредством прижимаемой пружины к однозубцовой муфточки л. Освобожденная шпонка з повернется под действием пружины е и сцепит шкив с валом Н., так что последний начнет вращаться; спустя прибли
зительно 1 я оборота выступ м, соединенный с ватом, найдет на рычаг и и отклонит его; рычаг н нажмет на штифт о и отодвинет муф-
20
Т. Э. m. XIV.
точку л и вследствие этого упорна ж освободится и под действием пружины п снова станет в исходное положение. Понятно, что когда вал совершит один полный оборот,
хвост шпонки г найдет на упорку ж и повернет шпонку, после чего сцепление между шкивом и валом будет нарушено и все возвратится в исходное положение.
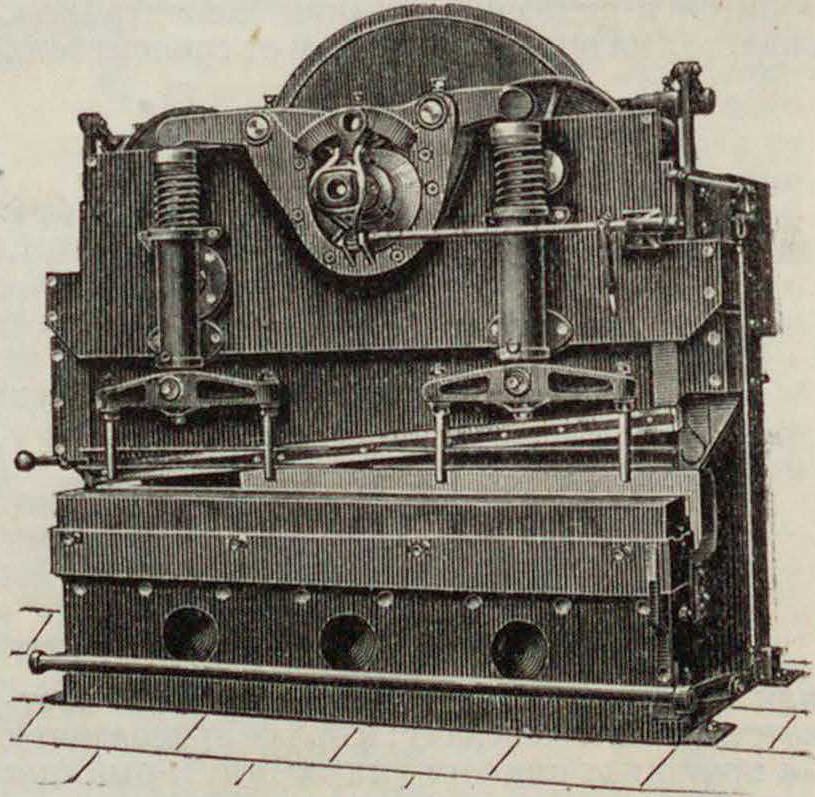
Развитием только что описанного типа параллельных ножниц являются гильотинные Н. (фигура 16), которые предназначаются для разрезки длинных листов поперек, или для обрезки не особенно широких кромок листов неограниченной длины. В соответствии с их назначением, эти ножницы снабжаются значительным пролетом до 3,5—i м между боковыми станинами для пропуска длинных листов при резке их поперек и незначительным вылетом боковых станин (порядка 0,4—0,5 .и) для окантовки кромок длинных листов. Привод ножевого ползуна производится от эксцентрика, сидящего на коренном валу Н.; сцепление с рабочим шкивом осуществляется при помощи однооборотной муфты; от эксцентрика движение ползуну передается двумя рычагами и ко
роткими шатунами. От того же эксцентрикового вала, от особых кулаков приводится в действие придерживатель. В механизм последнего введены упругие звенья в виде спиральных пружин, вследствие чего незначи
тельнее отличия в толщине разрезаемых, листов не отзываются на зажиме. Гильотин ные Н. весьма удобны для производства длинных разрезов, но имеют тот недостаток, что весьма громоздки, дороги и требуют сильных моторов. Там где их мощность не·
Фигура 15.
м. б. всецело использована, а также в производствах, требующих частого осуществления коротких разрезов (например постройка металлич. конструкций, мостов), бывает выгоднее применять Н. с короткими ножами. Насколько значительна разница между этим типом и гильотинными II.,видно например из того, что у Н. одного и того же завода для резки листов железа толщиной 32 миллиметров—веса,мощности и занимаемые Н. пло-
Фигура 16.
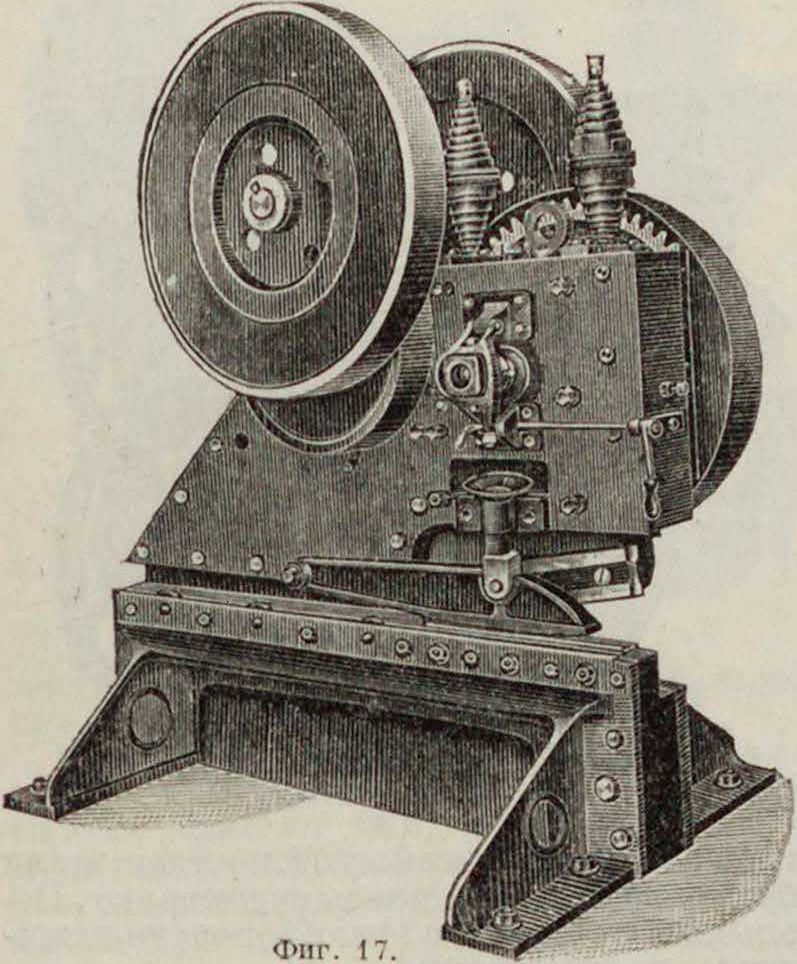
щади относятся соответственно, как 1 :6,4;: 1: 3,9; 1 : 3,9. Н. с короткими ножами строят двух основных типов: 1) с линией реза, параллельной станине и. 2) с линией реза, перпендикулярной или наклонной к станине. Н. первого типа (фигура 17) обладают тем преимуществом, что они допускают резку листов практически неограниченного размера по длине и ширине; при этом станина имеет основную форму, описанную выше, ручных Н. фигура 9. Для многих работ однако удобнее, когда ножи открыты со всех четырех сторон; в этом случае применяют II. с открытым зевом и поперечным р а с п о л о ж е-
ни ем ножей (фигура 18). Станина ^.изображенных на фигуре 18, отлита из чугуна, тогда как станины изображенных на фигуре 16 и 17 Н. сделаны из толстых стальных листов,
соединенных посредством призонных болтов и промежуточных частей из литой или кованой стали. Станины последнего типа обладают целым рядом преимуществ по сравнению с литыми: 1) в виду большей однородности материала они гораздо прочнее последних, 2) при равных запасах прочности они много легче, 3) отсутствие моделей позволяет без особенных излишних затрат строить ножницы, отличающиеся по размерам от каталожных типов. Эти преимущества обусловливают растущее применение станин из стальных листов. Привод ножевого ползуна производится или непосредственно кулисно-кривоммгаым механизмом (фигура 17) или,
Фигура 18.
как например на фигуре 18, от эксцентрика, сидящего на коренном валу, через посредство рычага. Привод ползуна при помощи криво-
Фигура 19.
шипно-кулисного механизма изображен на фигуре 19. Откованный за одно с коренным валом кривошип а посредством кулисного камня б, ходящего в вырезе ползуна в, приводит последний в прямолинейно-возвратное движение. Нижняя стенка г выреза сделана для выключения работы ножевого ползуна при вращающемся вале Н. Иногда Н. с короткими ножами строят для упрощения рычажного типа, причем подвижной нож совершает качательное движение (фигура 20); особенно часто Н. этого типа применяют для разрезания старых железных частей на лом,так как в этом случае малая точность реза и нечистый разрез, характеризующие эту систему, не имеют значения, а возможность дать значительный ход и возрастание силы резания по мере опускания ножа как раз и являются весьма желательными при производстве упомянутых работ.
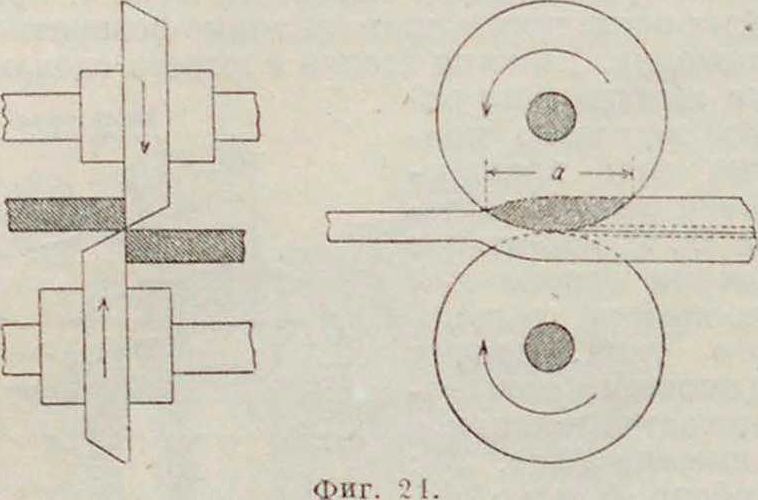
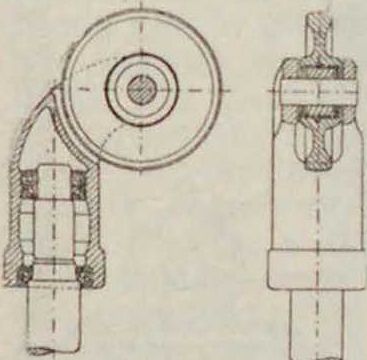
В последнее время, в особенности для обрезки кромок и для криволинейных разрезов, широко применяются Н. с дисковы-м и н о ж а м и. Они строятся двух основных типов: 1) с горизонтальными осями и 2) с осями, наклоненными под углом в 45° к горизонту. При резании ножами первого типа (фигура 21) боковые поверхности дисков трутся о поверхность среза на протяжении всей ширины о вхождения ножа; это обстоятельство неблагоприятно отзывается на работе ножниц, вызывая, с одной стороны, излишнюю работу тре-ния, а с другой—мешая поворачиванию листа при криволинейных разрезах. Более выгодным с этой точки зрения явля- фпг 20_
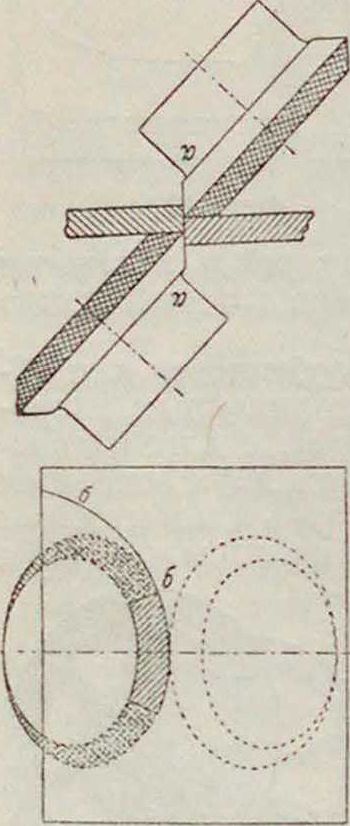
ется конструкция с наклонными осями дисков (фигура 22); в этом случае каждый нож соприкасается с поверхностью разреза лишь на очень узкой площадке вдоль образующей рабочего конуса (а—a), a наименьший радиус закругления (б—б), разрезаемого без необходимости отгибать отрезаемую кромку (что является необходимым при всяком криволинейном разрезе ножами первого типа), определяется наибольшим радиусом кривизны эллипса,
представляющего собой проекцию режущей кромки на плоскость листа. Конструктивное выполнение дисковых Н. первого типа,
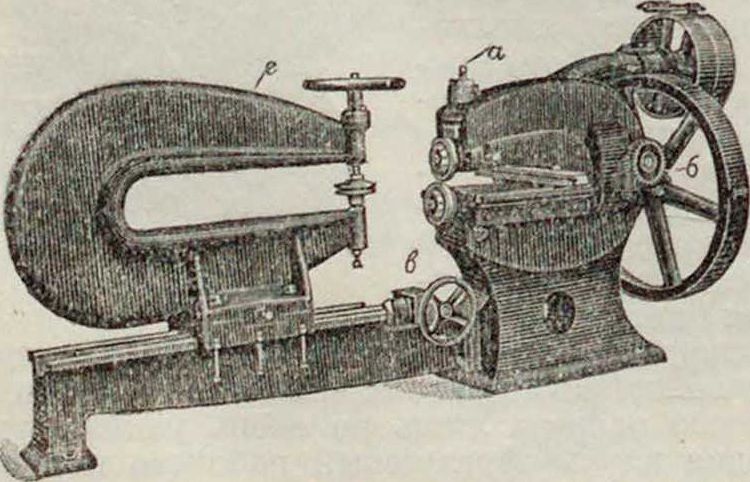
снабженных аппаратом для вырезания круглых заготовок, изображено на фигуре 23. Установка дисковых ножей производится передвижением их подшипников, а именно: верх-пего диска в вертикальном направлении при помощи шпинделя а, а нижнего — в горизонтальном при посредстве червячной передачи б. Р учной маховй чок в сл у-жит для установки неподвижной опоры г, служащей для вырезания круговых заготовок. Мощные дисковые И. второго типа изображены на фигуре 24, где а и б—дисковые ножи, в—опорный столик нижнего ножа, г—ролиг ковый придерживатель, ό—рукоятка для установки нижнего ножа, е—рукоятка от муфты, ж—рукоятка от коробки передач (3 скорости),
з—рычаг для включения и выключения ме-ханич. подъема и опускания верхнего ножевого супорта, и—индикатор, соединенный с чертилкой, направляемой рабочим у И. по риске разреза, и указывающий второму ра-
Фигура 22.
Фигура 23.
бочему, поддерживающему и направляющему конец листа, правильно ли он подает лист и в какую сторону и насколько ему необходимо повернуть его. II. этого типа для резки
25-мм листов из мягкой стали потребляют мощность около 25 IP при скорости резания около 2 м/мин. При наклонении всего станка или обрезаемого листа и постановке слегка
Фпг. 24.
видоизмененных ножей эти II. пригодный для обрезки наклонных кромок под чеканку. Небольшие Н. этого типа (фигура 25)получили широкое распространение для обрезки штампованных из листового металла изделий, например частей автомобильных кузовов.Для обрезки прямолинейных кромок листов в настоящее время строятся дисковые Н., у которых лишь верхний подвижной ноне дисковый, а нижний обыкновенный, прямолинейный. Верхний нож помещается в особой каретке, перемещаемой при посредстве цепи Галля вдоль горизонтальной балки; при
Фигура 25.
Фиг. этом нож приводится во вращение силой трения о разрезаемый материал, и т. о. производится разрез с довольно значительной ско-
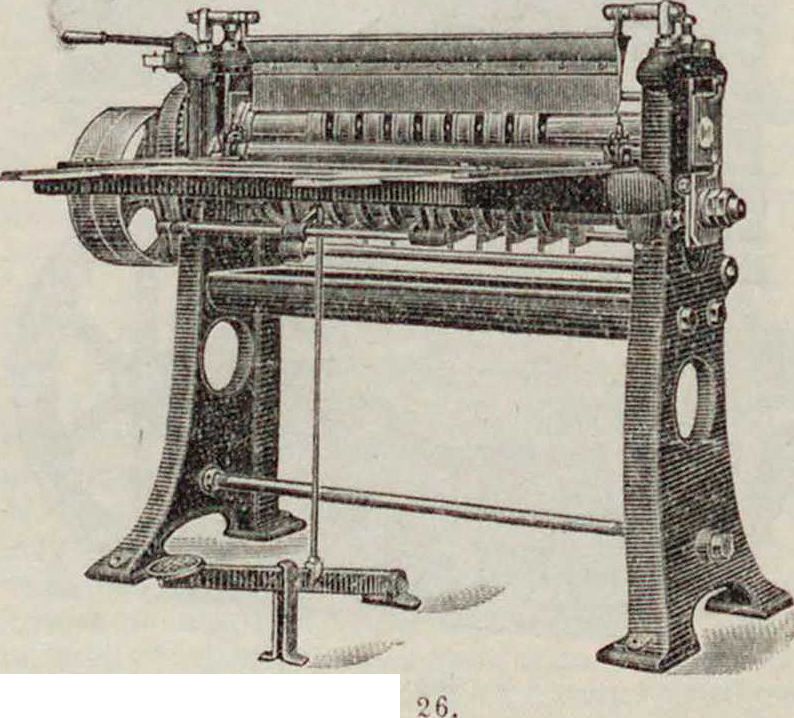
ростыо. Другой разновидностью дисковых II. являются м и о г о д и с к о в ы о II. (фигура 2(!) для распускания (разрезания на полосы)
Фигура 27.
листов жести при изготовлении жестяных изделий.
II. для резки фасонного материала. Н. этого типа отличаются от описанных выше гл. обр. устройством ножей, которые должны иметь форму, приближающуюся к профилю разрезаемого материала. В отличие от листовых Н., у которых лист режется постепенно, в профильных Н. стараются резать сразу по всей периферии сечения, что особенно важно для предупреждения возможности искажения профиля, неизбежного в случае постепенного разреза. Исключением из этого правила являются Н. для
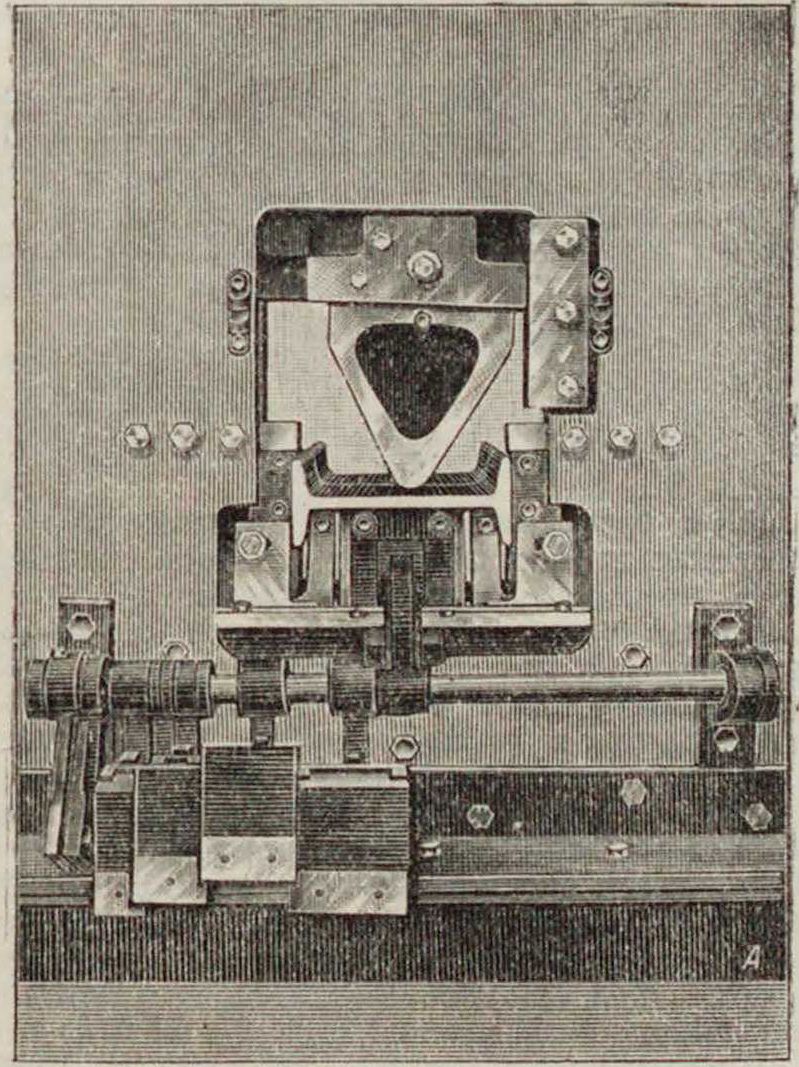
Фигура 28 Λ.
ручной резки двутавровых и швеллерных балок, изображенные на фигуре 27; в II. этой системы нижний нож устанавливают по про филю обрезаемой балки (фигура 28 А), и верхний плоский треугольный нож сначала прорезает стенку балки, затем, совершая качательное движение вправо (фигура 28 Б), пе-
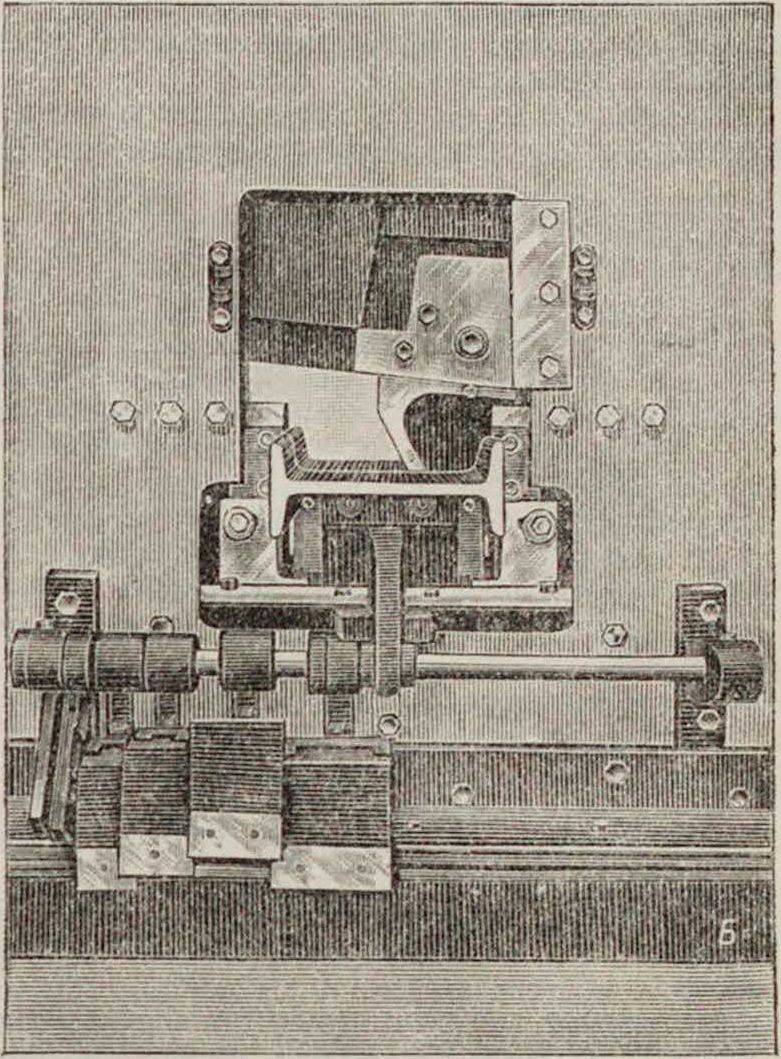
Фнг. 28 Б.
ререзает одну полку, после чего таким же движением влево оканчивает разрез балки. Одни и те же ножницы этого типа служат
Фигура 29.
для резки различных профилей при посредстве сменных нижних ножей (комплект средних ножей виден на фигуре 28), тогда как боковые ножи устанавливаются но ширине разрезаемого профиля при посредстве винтовых шпинделей. В этих Н. нож совершает не одни разрез (т. к. в этом случае отрезаемая часть балки обязательно деформировалась бы), а два параллельных разреза, находящихся друг от друга на расстоянии толщины ножа, то есть нож вырезает из балки слой, толщиной равной толщине ножа, а оба конца перерезаемой балки покоятся на неподвижных ножах.
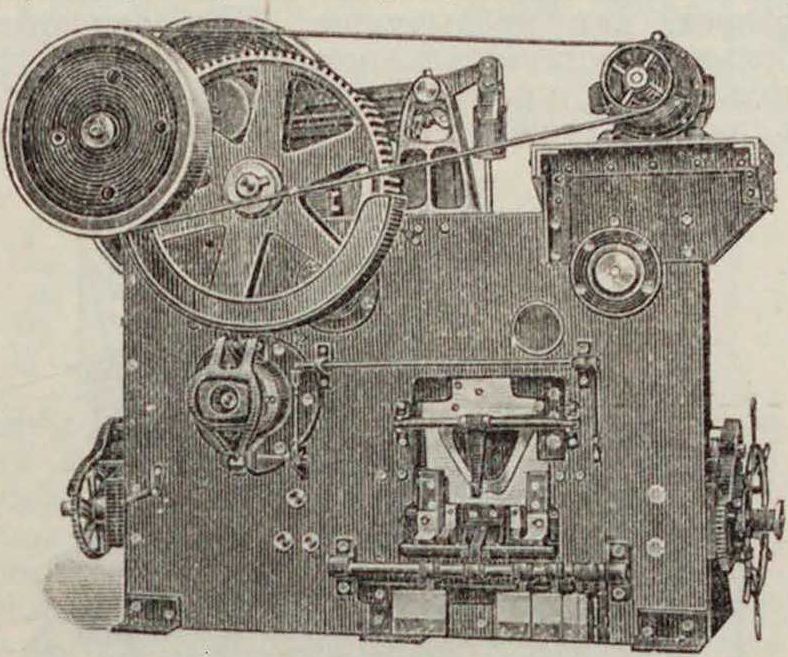
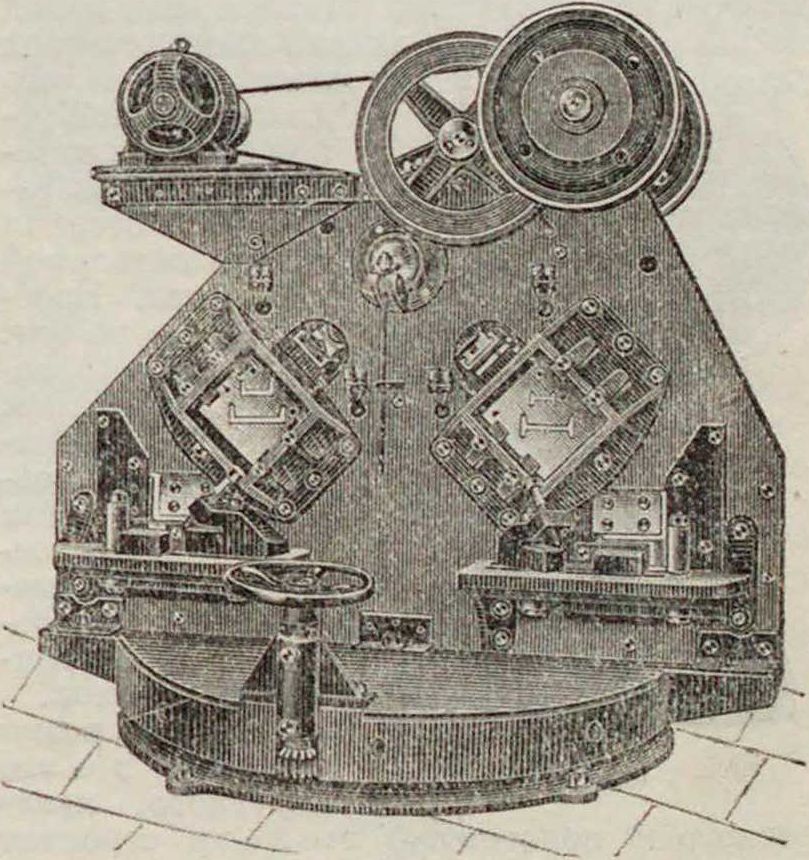
Профильные И. нормального типа с фасонными ножами, форма отверстий у к-рых
Фигура зо. соответствует разрезаемому профилю, изображены на фигуре 29; эти Ы. снабжены двумя ползунами, каждый из которых несет но одному сменному ножу для материалов сложных профилей (двутаврового, швеллерного и тому подобное.) и по одному ножу для резки углового, таврового (за два приема) и углобим-сового железа как под прямым, так и й“од любым косым углом. Салазки двигаются под углом в 45° к горизонту таким образом, что для резки под углом достаточно поворачивать разрезаемый материал в горизонтальной плоскости. Изображенные на фигуре 29 Н. монтированы на поворотном круге, что является особенно удобным при работах в тесных или за-громожденныхма-стерских мостовых и судостроительных цехов.
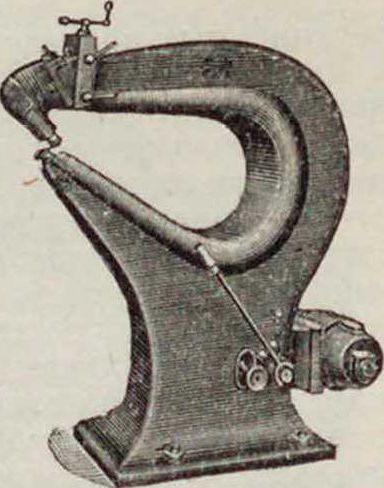
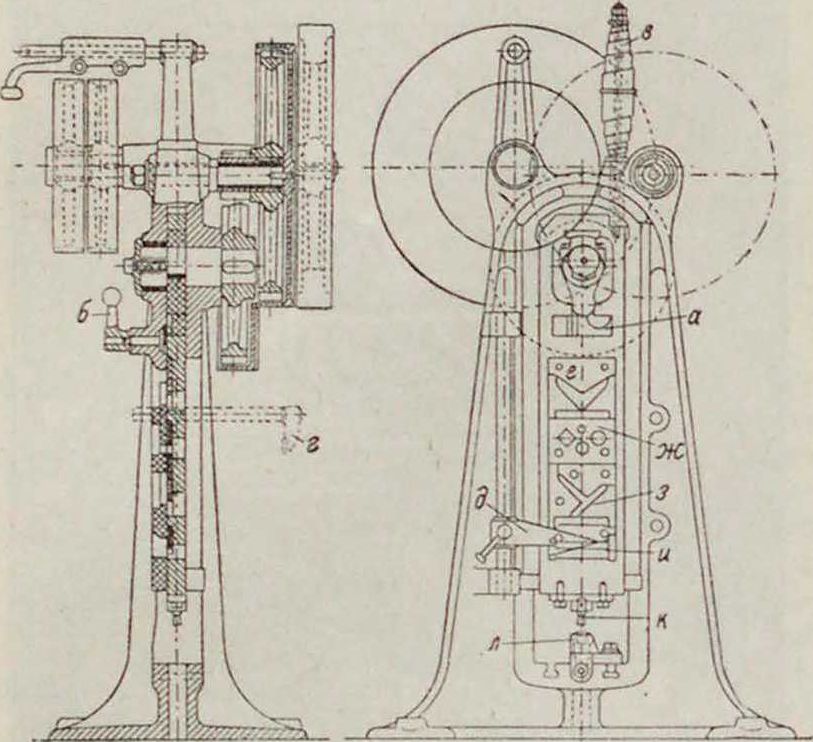
Н. для резки с ортового (круглого, квадратного и полосового) ж е .л е з а строятся двух типов: 1) с фасонными ножами, как и для профильного железа (фигура 30, где а—опора толкача, передвигаемая рычагом б для выключения ползуна, в—пружина,уравновешивающая вес ползуна, г—передвижная упорна, д—придерживатель, е—нож для углового железа, ж—то же для круглого и квадратного железа, з—то ню для таврового, и—то же для полосового, к и л—пуансон и матрица для пробивки отверстий), и 2) с обыкновенными прямыми ножами (фигура 31), Н. последнего типа дают не такой чистый разрез, как предыдущие, но отличаются бблыпей универсальностью и производительностью, а потому и применяются обычно в прокатных цехах сталеделательных з-дов.
Фигура 32.
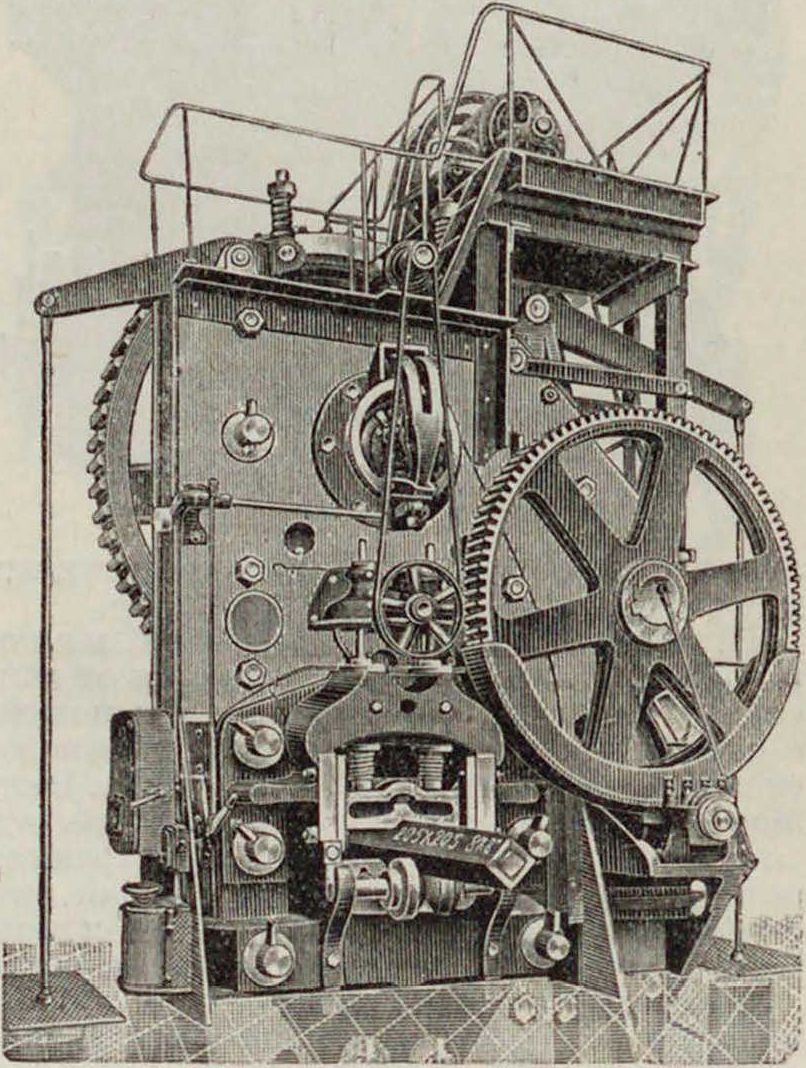
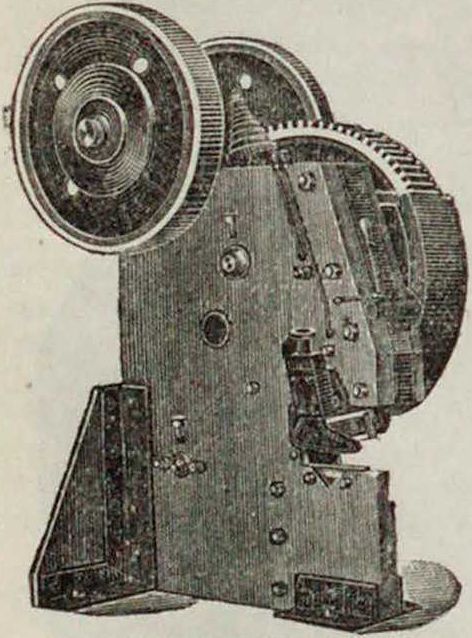
Для резки болванок и заготовок в холодном состоянии применяются особо мощные II. с закрытым зевом и с прямыми или фасонными ножами (фигура 32); такие Н. режут квадратные заготовки до 220—200 миллиметров или плоские до 630—100 миллиметров при 6 резах в мин. и расходе мощности в 93 1Р.
Лит.: Η ΰ 1 I e F. №. Die Werkzeufnnaschinen. 4 Aufl., В. 5, Berlin, 1919; L и о к e г s Lexikon <1. gesamten Technik, 3 Aufl., B. 5, Berlin—Leipzig;Machinery’s Encyclopedia, v. 5, New York, 1917—25; «St. u. К«WerkstaLtstechnik», Berlin; «Werkzeugmaschine», Berlin.
H. в прокатном деле. H прокатных мастерских применяют Н. трех типов: рычажные, прессовые и автоматические.
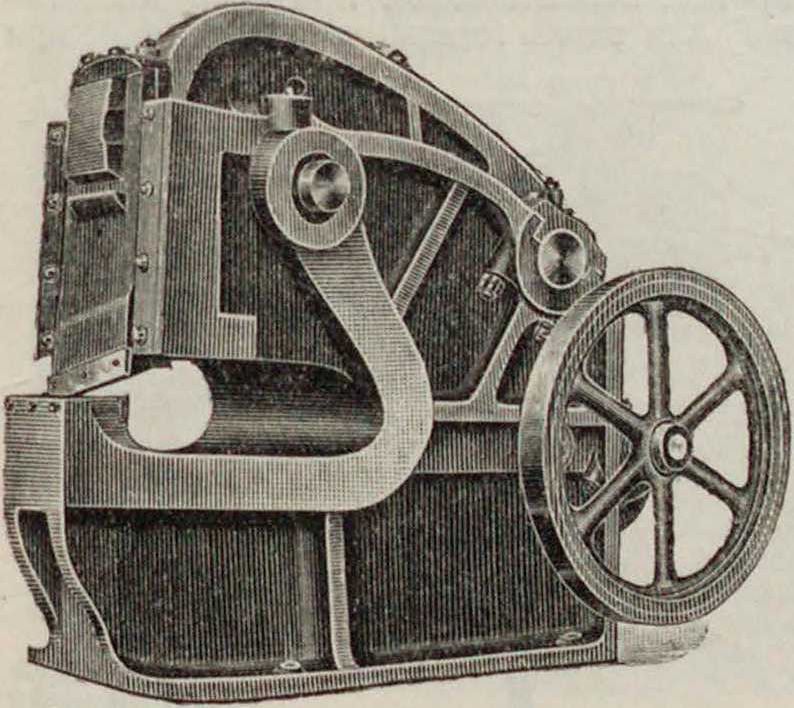
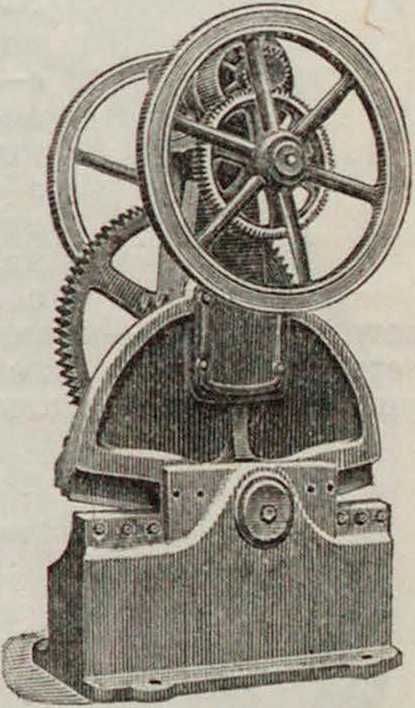
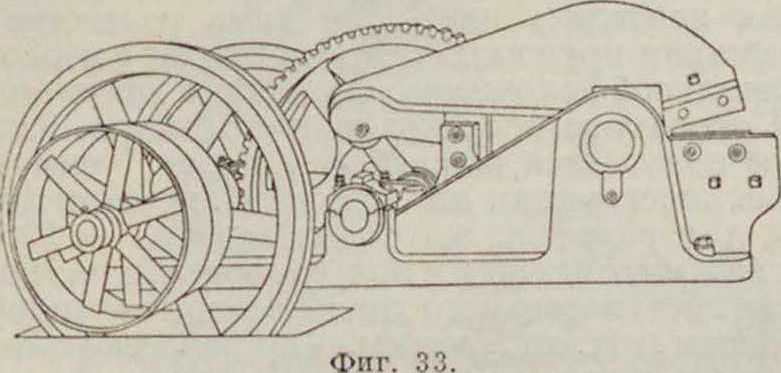
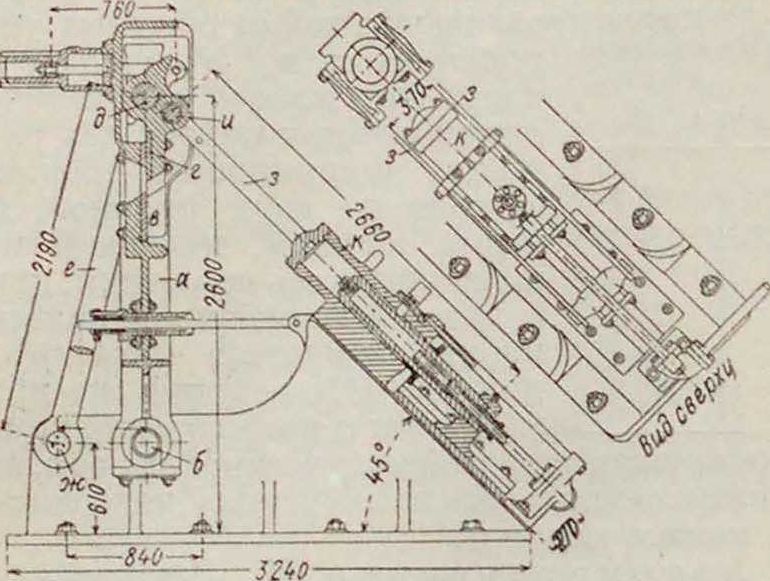
Рыча ж н ы e Н., применяемые для обрезки во время прокатки плохих концов, располагают у клетей прокатных станов. Приводятся они в движение иногда от руки, но б. ч. непосредственно от стана. Число ходов (качаний) у подобных ножниц достигает 120 в мину ту. Более крупные рычажные ножницы приводятся в движение от тршсмиссии или от мотора (фигура 33). В табл. I указаны характерные д шные рычажных Н. при разрезке в холодном состоянии квадратного и плоского железа.
Прессовые (эксцентриковые) И. применяются нормальных конструкций, описанных выше (в общей статье). Тяжелыми Н. с з ιкрытой станиной молено разрезать болванки самых больших ‘размеров При разрезании ножи перемещаются параллельно
Фигура 31.
Таб л. 1 .—О с и о в it ы е размер ы рыча ж и ы х Н.
| Сечение при разрезке в холодном сост. в миллиметров квадратное плоское | Длина ножей в миллиметров | Число ходов в мин. | Мощность мотора в1Р | Прибл. вес без мотора в 771 | ||
| 32×32 | 25,4×103 | 203— 380 | G5—80 | 5 | 2,4 | |
| 44,5x44,5 | 25,4x127 | 210— 610 | 35 | 10 | 4,9 | |
| 50,8x50,8 | 25,4х152 | 254— 610 | 30 | 12,5 | 5,8 | |
| 57×57 | 25,4х178 | 254— 760 | 25 | 15 | 9,4 | |
| 70×70 | 38 х 203 | 300— 760 | 20 | 20 | 11,2 | |
| 95×95 | 44,5X356 | 400— 700 | 18 | 40 | 22,4 | |
| 127 х127 | 76 х 304 | 460—1 065 | 14 | 75 | 48,0 | |
| 105 X165 | 101×609 | 610—1 110 | 12 | 125 | 100,0 | |
самим себе либо сверху миллиметровз(подвижной верхний нож) либо снизу вверх (подвижной нижний нож). Приводятся в движение ножницы гидравлически или от электромотора, иногда же для усиления мощности Н. применяется паро-гидравлич. привод. Н. обычно имеют механически переставляемый упор
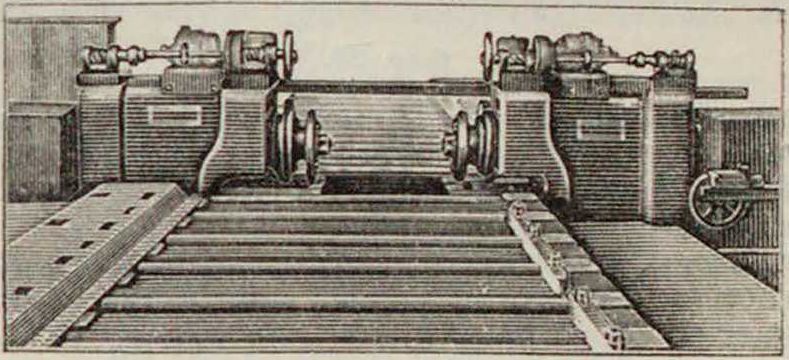
для разрезки на определенные длины. Ножницы для листового металла строятся обычно гильотинного типа и отличаются длиною Ножей, достигающей 2 .и и более. Для облегчения обслуживания Н. и передвигапия .чистов в пределах рабочего поля Н. устанавливают т. н. гусиные шейки. Гусиные шейки представляют собой вертикальные стальные стойки заделанные нижним концом в пол и несущие на верхнем конце легко подвижный ролик (фигура 31), который вращается в поворотной вилке; верх ролика лежит в одной горизонтальной плоскости с верхней кромкой нижнего ножа Н. Гусиные шейки устанавливаются в очень большом количестве так, чтобы, с одной стороны, между ними могли свободно двигаться обслуживающие Н. рабочие, а с дру-Фигура 34. гой—чтобы листы, опо рой для которых и служат гусиные шейки, не могли провалиться между ними. С целью облегчить обрезку кромок и избежать установки гусиных шеек, иногда применяют дисковые (циркулярные) Н. (фигура 35), располагаемые на продолжении рольганга. Подобные Н. дают возможность обрезать одновременно обе кромки листа, при помощи двух отдельных Н., установленных на особых станинах, которые могут передвигаться и устанавливаться на нужную ширину листа при помощи мотора. Привод Н. и установка станины производятся от раздельных моторов. Для разрезки сутунки •применяются Н. закрытой или открытой конструкции с ножами, расположенными в плоскости рамы, отличающиеся от обычных устройством т. н. фрикционных роликов, автоматически подающих полосу для разрезки. Фрикционные ролики состоят из двух роликов, из которых нижний, имеющий неподвижную ось вращения,приводится в движение от какого-нибудь двигателя (обычно от привода Н.), верхний же прижимается к нижнему при помощи пружин или гидравлически; так. обр. захватываемая роликами сутунка подводится к ножам ножниц.
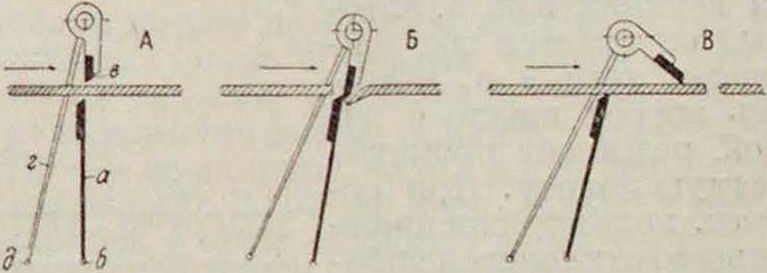
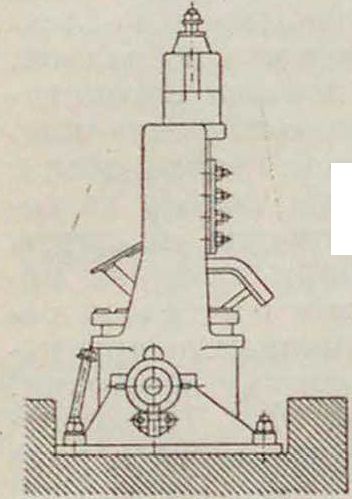
Автоматические Н. Все увеличивающаяся производительность и скорость прокатных станов вынудили изыскать способы быстрой разрезки, как во время процесса прокатки при переходе от одной линии к другой, так и после прокатки немедленно по выходе готового продукта из вв. Осуществляется это при помощи автоматически действующих Н. Автоматические ножницы существуют двух типов: качающиеся и вращающиеся, разрезающие полосу на ходу, или, как говорят американцы, «налету», почему такие Н. и получили название л е-т у ч и х Н. Сюда относятся качающиеся Н. Эдварса, применяемые при непрерывных станах для разрезки заготовки. Основная идея устройства этих Н. заключается в укреплении нижнего ножа в раме
Фигура 35.
я (фигура 36), качающейся вокруг оси б; верхний нож в, шарнирно соединенный с ползуном, двигающимся в направляющих рамы я, приводится в движение тягой г, качающейся вокруг неподвижной оси д. В исходном положении (фигура 36 А) материал свобод-
Фигура 36.
но проходит между ножами; при отклонении обеих рам в сторону движения материала верхний нож опускается ыа нижний (фигура 36 В) и разрезает заготовку; после чего, отклоняя верхний нож, как показано на фигуре 36 В, мы можем при непрерывно двигающемся материале отвести Н. обратно в исходное положение. Конструкция этих Н. показана на фигуре 37. Рама а может качаться вокруг
горизонтальной оси б. Внутри рамы имеются два ножа: нижний неподвижный в и верх-
Фигура 37
ний подвижный г, могущий поворачиваться вокруг оси д, связанной в свою очередь
Фигура 38.
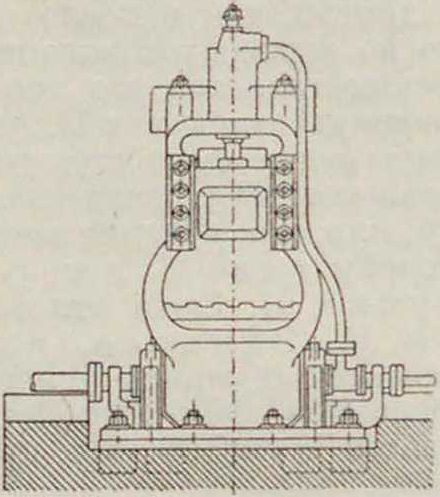
тягой е с осью ж. Подвижный нож г тягами з, соединенными с осью и, связан с поршнем гидравлич. цилиндра к. Когда поршень гидра-влическ. цилиндра двигается вниз, то он увлекает за собой раму а, которая поворачивается вокруг оси б; одновременно, вследствие того, что направление усилия тяг f з проходит выше оси вращения д, верхний ноле г прижимается к нижнему.
Вместе с рамой увлекается верхний нож г, который опускается под действием тяги е и, двигаясь вперед вместе с рамой, разрезает прокатываемую полосу. При обрати. ходе поршня прежде всего отклонится вправо верхний нож, поворачиваясь около оси д, что дает возможность прокатываемой полосе проходить свободно между ножами. При дальнейшем движении поршня рама а повернется и займет свое первоначальное положение. Скорость движения ножей в направлении движения разрезаемого материала должна быть равна скорости движения полосы при выходе из вв. Скорость же движения поршня должна соответствовать выбранной длине, на которую должна разрезаться полоса. Другая конструкция качающихся II., получивших большее распространение в Зап. Европе, изображена на фигуре 38. Эти Н. также состоят из вертикальной рамы, поворачивающейся около горизонтальной оси. Разница с ранее описанными Н. состоит в том, что верхний нож приводится в действие от парового цилиндра, сидящего наверху качающейся рамы; при работе рама Н. наклоняется в сторону движения полосы и в момент, когда передний конец последней соприкасается с особым выступом на II.,—открывается парозапорный клапан цилиндра. Поршень этого цилиндра при посредстве штока приводит в действие верхний нож, причем последний, по прекращении действия на него пара, быстро перемещается назад. Отрезанная заготовка падает, и рама вследствие действия пружины быстро приходит в первоначальное положение. Отдельные движения Н. этого типа происходят очень быстро. Разрез получается ровный и гладкий. Указанные конструкции автоматич. Н. применяются для разрезки заготовки сечения от 20 х х 20 миллиметров до 50 х 50 миллиметров при скорости прокатки или поступательного движения прокатанной полосы к II. до 3 метров в ск. Для разреза полос мелкосортного железа на разную длину и при разной скорости прокатки применяются т. н. вращающиеся Н.
Вращающиеся Н. состоят из вращающегося диска а (фигура 39), окружная скорость которого равна скорости выхода прокатанной полосы из последней клети вв, то есть 5—8 и более м в ск. Ножницы снабжены направляющей трубкой. В одном или
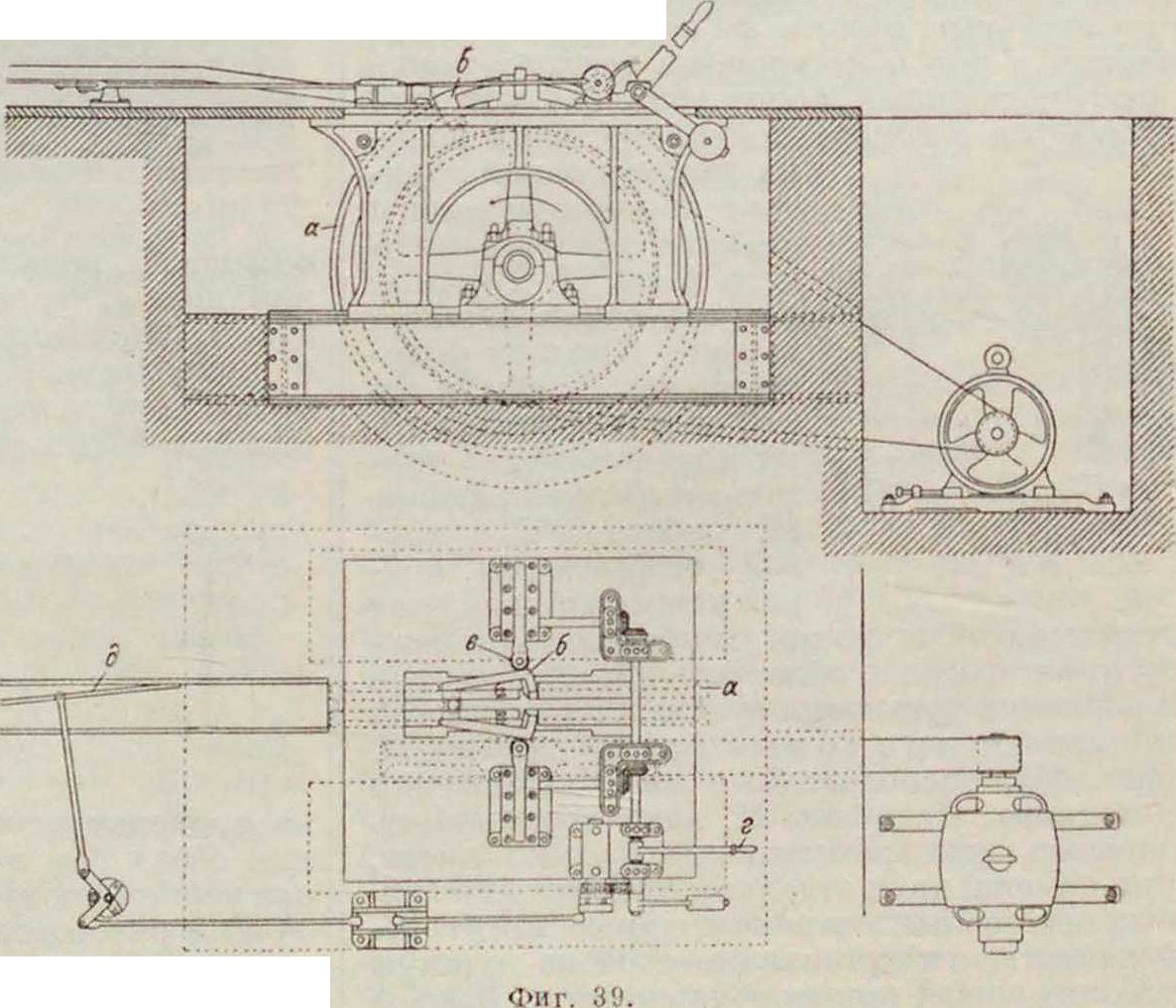
; нескольких местах диска (можно в трех) па-1 ходятся укрепленные на шарнирах подвпж
иые ножи б, которые помещены в особых захватах и при помощи пружин стремятся раздвинуться, так что всегда имеется свободный проход для прокатанной полосы.При поворачивании диска эти ножи двигаются между роликами в, расстояние между которыми устанавливают при посредстве рычага г т. о., что ножи доходят один до другого
Фпг. 40.
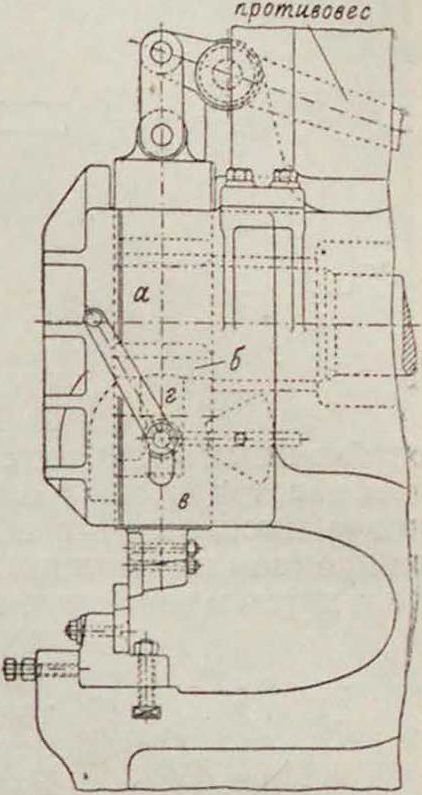
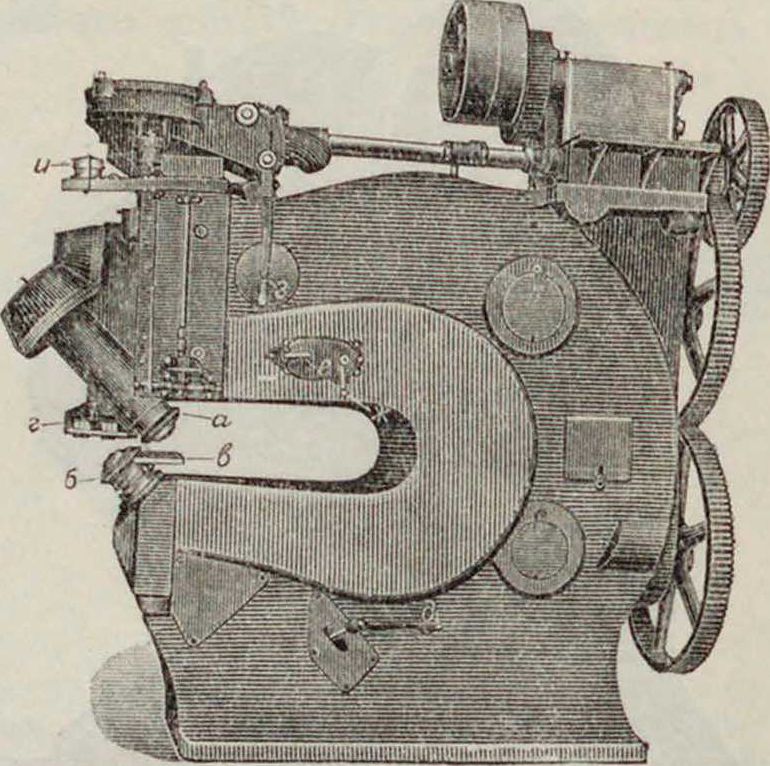
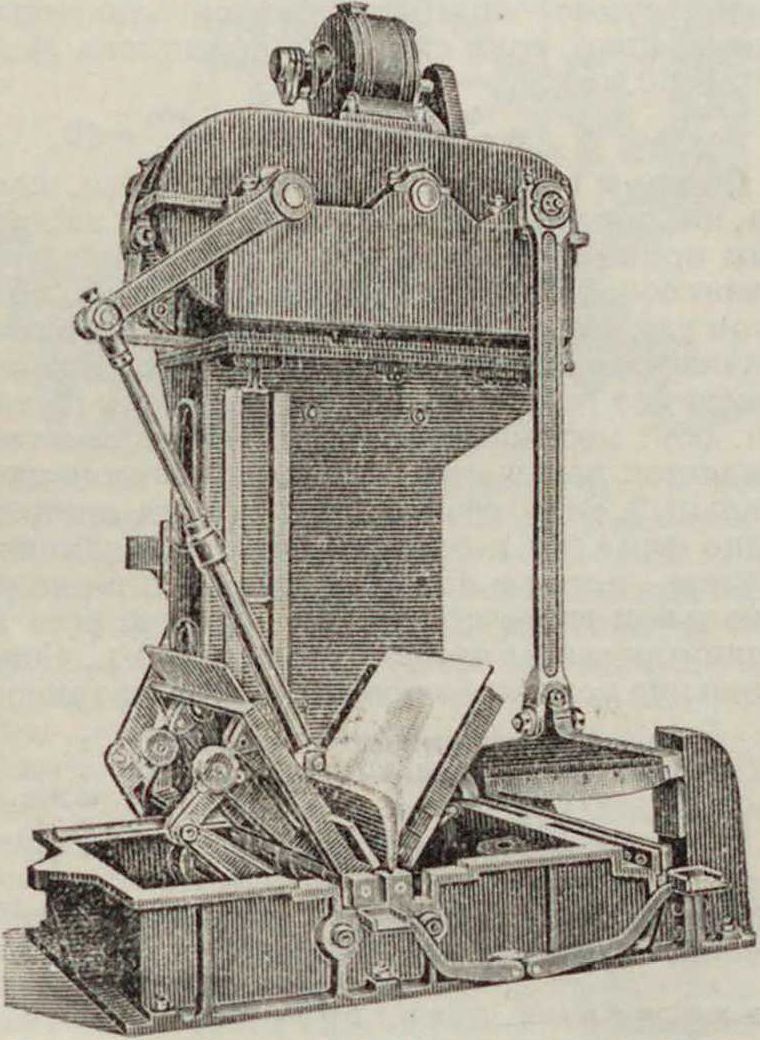
и даже заходят один за другой. Разрезка происходит в 0,1 ск. После разрезки полоса особой стрелкой ό автоматически направляется в различные канавки, так что всякая следующая часть прокатанной полосы находится в другой канавке. Н. приводятся в движение непосредственно от прокатного стана или от отдельного электромотора; ножи поясниц должны находиться на уровне пола или рольганга. При холостом ходе Н. потребляют 3—4 IP; при разрезыванин нагретого круглого железа диам. 15 лис— расход мощности 7 1Р, при разрезыванин этого железа в холодном состоянии—9 1Р. При производстве но европ. способу кровельного железа и жести применяются т. н. дублеры, задачей которых является не только обрезать короткие концы, но и плотно согнуть вдвое раскатанные красные листы. В последнее время появились автоматич. дублеры (фигура 40), которые значительно упрощают работу и облегчают труд рабочего; лист кладется на стол дублера без предварительного сгибания листа, затем лист сгибается поворачивающимися половинами стола, причем средняя часть его удерживается в сгибе особым ножом. По достижении листом настолько сильного загиба, что не имеется опасности выскальзывания его из сгибающих щек, нож быстро отводится кверху, и лист сгибается до соприкосновения обеих половин, подводится под находящиеся с правой стороны дублера Н. и обрезается.
Лит.: Браун Е., Дыропробивные прессы, ножницы и вальцовочные станки, СПБ, 1908; Т и ме И., Справ, книга для горных ипж. и техников (с атласом чертежей), 2 над., СПБ, 1899. В. Щировсиий.