 > Техника, страница 66 > Обои
> Техника, страница 66 > Обои
Обои
Обои, в точном смысле слова окрашенная бумажная полоса (лента), идущая на оклейку стен жилых помещений. Искусство покрывать стены одеждой прониклов Европу от мавров в 17 в Бумажные О. впервые начали производить в Китае. В Европе производство бумажных О. вручную началось в Англии. С двадцатых годов Ii/в. распространение бумажных О. сильно увеличивается в связи с изобретением печатной обо й-
Фпг. 21.
ной машины в 182! году Пальмеером. Участие крупных художников в производстве О. оказало огромное влияние; вместо ставших обычными изображений животных и людей, художники начали давать орнаментальные композиции с удачным с летанием цветов с мотивами преимущественно из растительного мира. Усовершенствование техники и развитие искусства оказали свое влияние и на дальнейшие успехи производства О. Машинное производство стало быстро вытеснять старый ручной способ изготовления О., который однако применяется и по настоящее время для дорогих сортов, когда требуется особо тщательное выполнение при специальных требованиях к рисунку. Ручное производство заключается в печатании О. посредством деревянных плоских досок (форм а, или м а н е-р а), на которых вырезывают требуемый рисунок. К верхней части формы прикреплена скоба (ручка). Форма предварительно прижимается к сукну с краской (красочная поду ш к а) и переносится на упругий стол, на котором расстилается бумажная лента, предназначенная для печатании, и затем прижимается к бумаге с помощью весьма примитивного нажимного приспособления. Эту маницию приходится повторять столько раз, сколько красок в узоре рисунка. После нанесения каждой краски бумажную ленту сушат, а затем снова расстилают по столу для следующей краски. Дневная производительность одного ручного печатного стола определяется в 100 кусков, длиной по 5 м, при 2 рабочих. Массовое производство м а ш и н н ы х обоев выдвинуло потребность в конструировании .многокрасочных (многовальн ы х) печатных машин, отвечающих современным требованиям техники. Первое время строились лишь однокрасочные печатные машины, в настоящее время имеются машины, дающие возможность одновременно применять в рисунке до 24 красок.
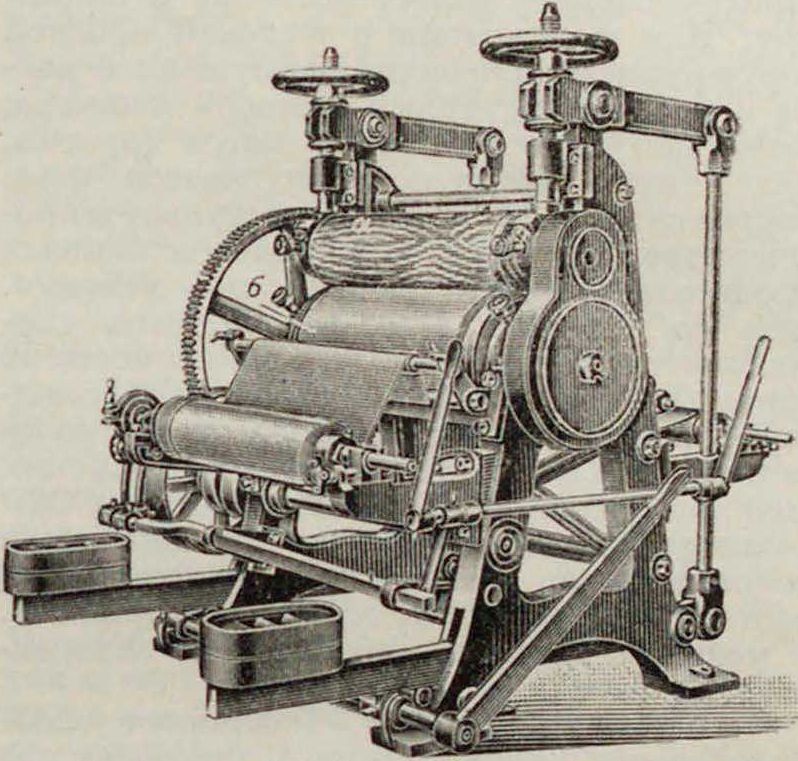
Печатные м а ш и н ы. Современная обойная печатная машина (фигура 1) состоит из чугунного пустотелого барабана а, тщательно обтянутого сукном или резиной, покоящегося на 2 стоиках б. Длина барабана несколько больше, чем ширина бумаги, и не менее 600 миллиметров, а диаметр в зависимости от количества одновременно печатающих красочных валиков колеблется от 700 до 4 500 миллиметров. На оси барабана закреплены 2 больших зубчатых колеса. По барабану движется беспрерывно бесконечная бумажная лента в, шириной в 500 миллиметров. К бумажной ленте подвод тс я печатные валики на особых подшипниках-супортах, винты которых могут перемещать валик в горизонтальном и вертикальном направлениях, то есть изменять положение валиков по отношению к барабану, что необходимо для точной пригонки отдельных красок. Печатные валики получают вращение от первой большой шестерни посредством передаточных шестерен. Краска подается к печатным валикам из медных ящиков, в каждом из которых вращается вал, в свою очередь передающий краску бегающему бесконечному сукну-чулку. Каждоесукно соприкасается со своим пе чатным валиком и отдает ему краску для нанесения рисунка на бумажную ленту. Вся красочная передаточная система также устанавливается в подшипники-супорты и регулируется особыми винтами. Вращение
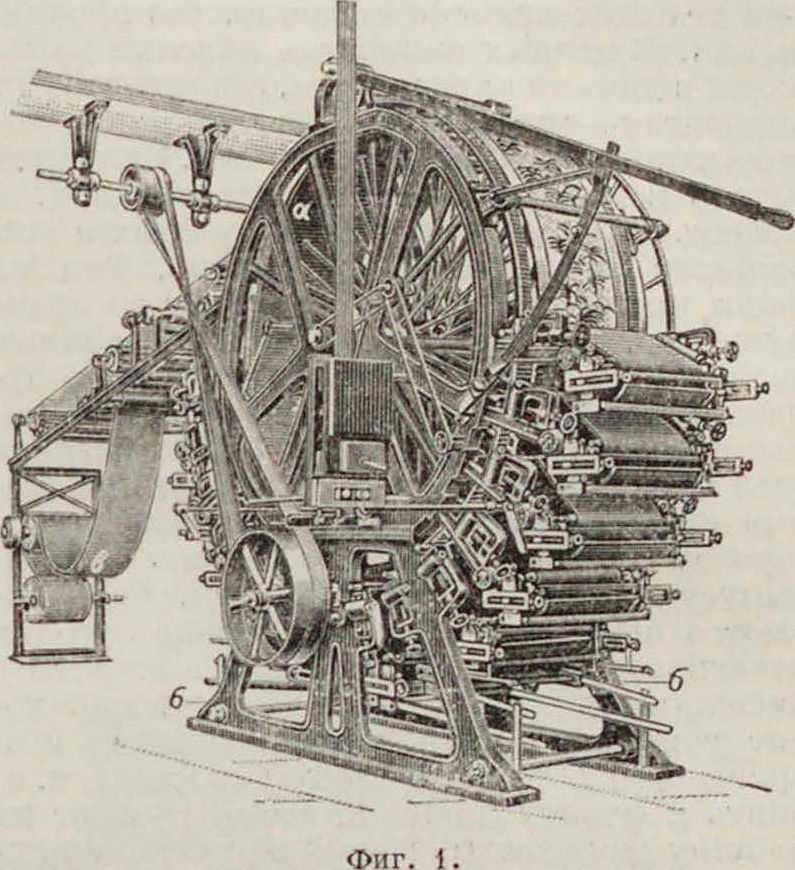
валов в ящиках и сукон производится от второй большой шестерни, насаженной на ось большого барабана. Печатные валики, ящики и сукна располагают по окружности барабана в точном соответствии с числом красок, требующихся по рисунку. Бумажная лента с катушек бумаги поступает позади машины на барабан, а затем проходит через все печатные валики и направляется в сушильный аппарат. Длина обойной ленты, вырабатываемой печатной машиной в 1 час, определяется ф-лой
L=алВп · 60,
где L—число м О., D—диам. вала, п—число оборотов барабана, а—поправочный коэф. на скольжение бумаги (0,9—0,8). Практически дневная производительность обойной печатной машины 1 800—3 800 семиметровых кусков, в зависимости от сорта О. и характера печати.
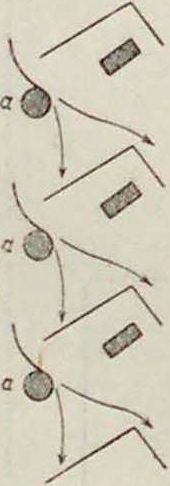
Сушилки. Сушильные аппараты для ленты строят двух систем: крючковые (смотрите Бумаги фотографические, фигура 2) и цепные (фигура 2). Для тяжелого товара, то есть для обоев, к п’орые изготовлены на бумаге плотностью большей 80 г/м2, оборудуются сушилки с цепными аппаратами, а для более легких обоев — с крючковыми аппаратами. Движение бумажной ленты в аппаратах цепного типа происходит передвижкой двух параллельных цепей; в гнездах последних лежат, приближаясь друг к другу, горизонтально, деревянные палочки (фигура 2, а), с которых висящими петлями спускается бумажная лента. В этих аппаратах движутся одновременно с цепыо палочки и О. Крючковые аппараты (немецкая система) устроены так нее, как и цепные, но вместо цепей имеют направляющие с боковыми загнутыми проволоками—к р ю ч к а м и, которые отталкивают палочки, лежащие на особого рода
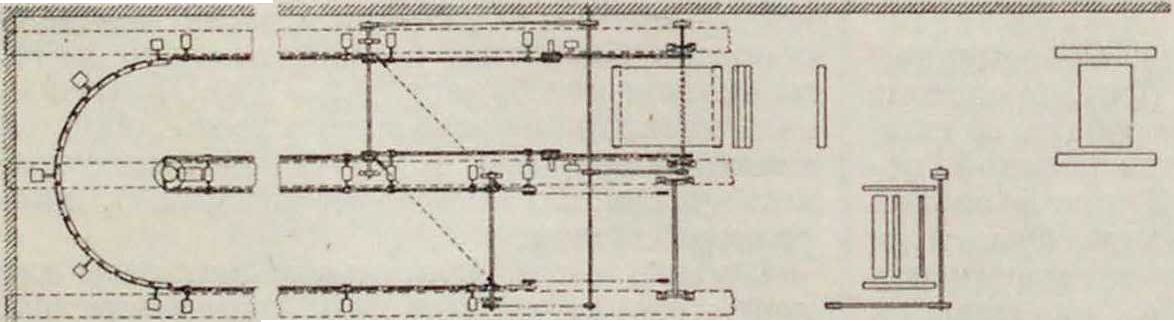
машины. При длине здания меньше 25 метров ставятся 3 поворотных круга, и скатка О. производится также у фронта печатной ма-
Фигура 2.
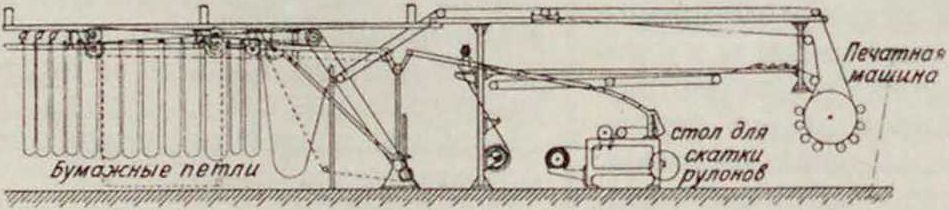
пребывания в сушильном помещении принимается в среднем до 35 мин., в зависимости от плотности бумаги и слоя краски. При входе в сушилку влажность печатной бумаги составляет 48—50% от веса сухой” бумаги, после сушки же влажность не должна превышать 10%. Практическая длина сушильного аппарата определяется конструкцией здания. Установлено, что при длине здания в 24—35 .it обычно ставят аппарат в один «поворотный круг», то есть бумажная лента идет по 2 парам параллельных направляющих; при 45 метров длины и больше лента идет в одном направлении без возврата, то есть скатывание О. может производиться в противоположном конце от фронта печатной
Фигура 3.
т е л е ж к а х, и передвигаются прямо-линейно-возвратно. При движении тележек вперед (к машине) крючки продвигают палочки, на которых висят бумажные петли, внутрь сушилки, при обратном возвращении тележек палочки остаются без перемещения. В цепных аппаратах палочки находятся в движении все время, а в крючковых аппаратах—с перерывом. Конструкция крючковых аппаратов сложнее цепных. Слипание петель в цепных аппаратах исключено, в крючковых же, при тяжелых бумагах и при большом слое красок,—возможно. Тем не менее крючковые аппараты имеют то преимущество, что при случайных задеваниях падает обычно только несколько петель бумажной ленты, тогда как в цепных аппаратах в подобных случаях возможно падение всей проводящей системы. Скорость движения сушильных аппаратов должна быть в строгом соотношении с количеством бумаги, выпускаемой печатной машиной. Располагаются аппараты почти на уровне потолка печатного корпуса. Сушильные аппараты с висящими петлями бумаги медленно проходят через все сушильное помещение и возвращаются обратно с другой стороны, то есть опять к фронту машины, где поступают на •машину для скатки. Нормальную длину суши 1ЫЮго аппарата рассчитывают обычно на 200—250 кусков О.,длиною каждый по 7 м, то есть одновременно на сушильном аппарате висит до 1 750—2 000 .и бумаги. В сушильном помещении ί° допускается не выше 30° при пятикратном обмене воздуха. Время
шины. В зависимости от плотности бумаги и сортов О. (слоя красок) устанавливается режим в сушильном помещении и выбор аппарата той или иной системы. В виду высокой t° сушильных помещений, по требованию охраны труда, помещение для печатных машин отделяется от сушилок специальн. перегородками, через которые пропускается бумажная лента.
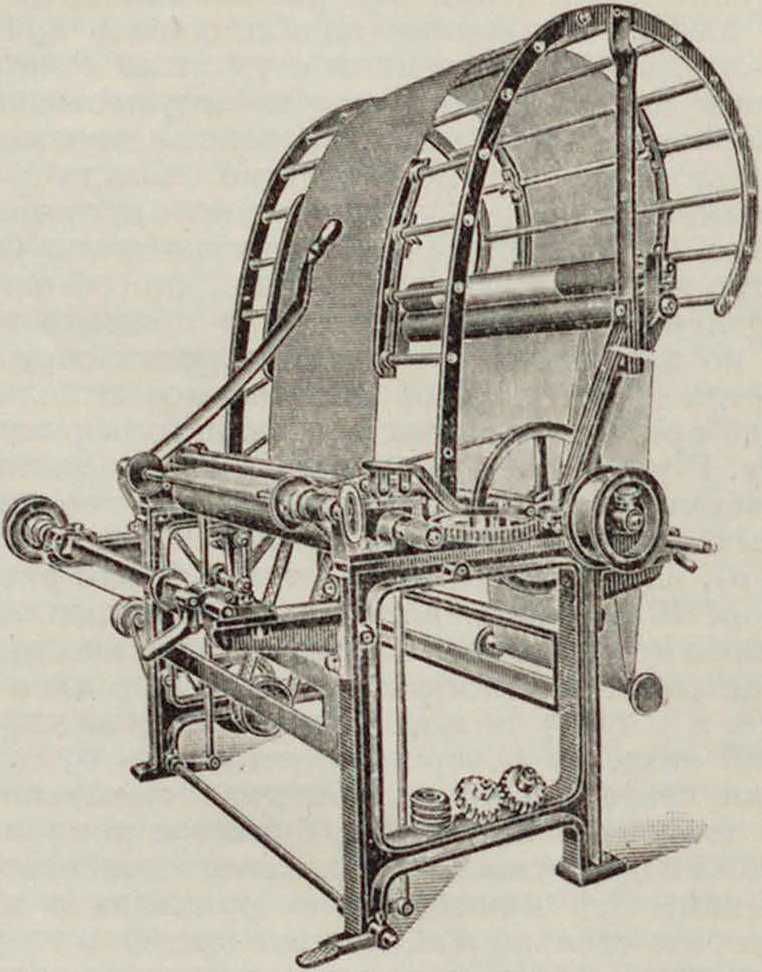
Скатка. При печатании дешевых О., длиной в 14 л, в печатном отделении ставят т. наз. к а т а л к и (р у л е т к и) «на куски» (фигура 3). Последние, принимая отпечатанную ленту, режут тут же и свертывают ее отдельными рулонами. Установка указанных станков При печатных машинах является полным завершением процесса механизированного изготовления обоев конвейерным способом. Перекатку па куски более дорогих О. производят отдельно, т. к. производство их обычно требует дополнительных процессов. Авто-матич. работа всей системы зависит от четкости работы и удачного сопряжения отдельных установок, то есть печатной машины, сушильного аппарата и каталки. Даже незначительные отклонения в отдельных частях нарушают автоматич. работу всей системы.
II е ч а т н ы е вали к и представляют собою деревянные (из древесины груши, клена или березы) цилиндры, на концах кото-
рых имеются железные шайбы для вставки веретена, служащего осью валика. Рисунок на печатных валиках выпуклый. Длина валика 600 миллиметров при диам. 100—210 миллиметров. Длина окружности валика должна соответствовать высоте (раппорту) рисунка. Печатный валик строится с латунной набивкой, или же рисунок вырезывается в дереве печатного валика. В крупные планы контура фигурчатой латуни вставляют кирзу (шляпка), которая предварительно обрабатывается шеллаком. Высота латунной набивки валика после обточки на специальном шлифовальном станке должна быть не менее 4 миллиметров. Каждая краска из оригинала-рисунка имеет свой отдельный валик. Рисунок на О. повторяется непрерывно как в горизонтальном, так и в вертикальном направлениях.
Нанесение рисунка на валик производится след, обр. На кальку с одной стороны намазывают олифу в 4—5 слоев. На образовавшуюся мастику рисунок копируют ручным способом, проколами, с оригинала посредством стальной иглы. След, получившийся от иглы, покрывают черной литографской краской; краску вне контура рисунка смывают. Для передачи рисунка с кальки на деревянный валик кальку накладывают поверх валика; затем по отдельным окрашенным местам специальным молоточком постепенно отколачивают краску, в результате чего рисунок передается на валик. Контур обводят топкими латунными пластинками. В последнее время стали изготовлять латунные пластинки механическим путем при помощи шаблонов.
Сорта О. II существующих условиях
О. делятся на 3 группы (табл. 1).
Таблица 1.—С орта обоев.
Название сортов
«Дешевка»
«Лепки»
«Грунты» и «под кожу“
Характеристика сортов
Крестьянские О., содержащие до 4 красок в рисунке
Плотность бумаги до во г/м“
Городские О., имеющие свыше 4 красок в рисунке. Окрашенная площадь от всей бумаги до 70%
Плотность бумаги до 70 г,’м“
Городские, более дорогие, и клубные по подготовленному грунту (фону) Бумага от 60 г.м2 и выше
Нормальная длина куска О. принята в 7 м, однако в последнее время начали выпускать О. в кусках длиною в 14 .ч·. Бордюры и ф р и з ы печатают тем же методом, что н обои. Печатают их сразу в несколько полос (1—32) при ширине бумаги в 500 Существуют особо высокие сорта обоев (для специальных целей), которые покрываются масляным лаком. В настоящее же время у нас· в СССР эти сорта не вырабатываются.
Грунтовка и гофрировка. Для «грунтовых» О. перед печатью накладывают грунт (фон) одноцветной краски, что достигается специальной грунтовальной машиной (смотрите), т. н. грунтовй. Еумагокра-шение по отдельным процессам производства является родственным обойному. Для окраски бумаг употребляются те же грунтовальные м шины, что и в обойном производстве, но рабочая ширина барабана вместо 650 миллиметров обычных грунтовалок достигает до 1 500 миллиметров. Для оэоев, тисненных под кожу или гофрированных, строятся специальные станки, гофрировальные машины (смотрите)— гофры (фигура 1). Станок состоит из двух валов диаметром от 300 миллиметров и больше, в зависимости от высоты рисунка. Верхний металлический вал а имеет гравировку и прижимается винтами к нижнему валу из прессованного хлопка б, который принимает на себя давление верхнего узорчатого вала. Между валами пропускаются О. Глубина тиснения на О. зависит от рельефа гравировки верхнего вала. В обоях «под кожу» в местах тиснения можно нанести дополнительную окраску, для чего приспосабливается к гофре ящик с краской. Средняя часовая производительность гофрировальной машины—180 кусков, но следующей
Фигура 4.
формуле: S -0,06 В е р, где В—ширина полотна бумаги, г—скорость хода в .и, р— плотность бумаги в г/м2.
Краски для О., состоящие из органич. красителей и субстрата, б. ч. поступают на ф-ку в тестообразном состоянии. Субстрат обойных красок состоит из тяжелого шпата (BaSOj, гидрата глинозема [А1(ОН), ]и бланфикса (смотрите). С анилиновыми красителями субстрат дает прочное соединение, называв мое лаком. Гидрат глинозема получается осаждением сернокислого глинозема кальцинированной содой с последующей тщательной промывкой:
Al2(S04)j + 3Na2C03 -‘-ЗН.О -= 3Na2S04 +ЗС02 + 2 А1 (ОН)2, после чего прибавляют хлористый барий (ВаС12), т. к. последний переводит растворимые соли красителя в трудно растворимые бариевые соли (смотрите Бария соединения); при этом краситель хорошо осаждается и легко отделяется от раствора. Прибавляемый в лаки тяжелый шпат увеличивает покрывную способность красок и регулирует концентрацию лаков (теста). Лаки вырабатываются также и из минеральных красок, из которых в обойном производстве в большом количестве применяются лаки желтые, получаемые из калиевого хромпика и сахара-сатурна и др.:
2Рb(С2Н202)2+К2Сг107 + н2о -= 2KC2H30i + 2HCsH302 + 2 1Ч)Сг04. Получаемая этим путем желтая краска обходится очень дешево. Аналогичную реакцию дает и натриевый хромпик. Лаки (тесто)
поступают обыкновенно на обойные фабрики в готовом виде. Мастерам-лабораторщикам остается лишь прибавить к тесту мел и клей и подготовить расцветку по образцу рисунка. Мел и клей являются основными ингредиентами, которые входят в состав обойных красок, вследствие чего требуется очень тщательно перемешивать указанные материалы. Для этой цели применяется горизонтально установленный деревянный цилиндр, в к-ром вращается ось, снабженная спицами. После тщательного и длительного перемешивания всю массу пропускают через мелкое сито, приспособленное непосредственно к цилиндру. Для смешивания с тестовой краской •берут нужное количество пропущенной массы и хорошо растирают в особой мешалке; затем вся приготовленная масса (краска, мел и клей) вторично пропускается через мелкое сито, после чего она поступает в производство. Для ускорения производственных процессов имеются специальные механич. сита со щетками. Клеевые вещества употребляются всевозможные, в зависимости от сорта О.: мездровый, костяной клей (жидкий), казеин, декстрин, крахмал и отработанная вальцевая масса от типографских валиков. Обойная промышленность в СССР пользовалась до недавнего времени почти исключительно импортными красками. В настоящее время (1931 г.) для печатания О. с успехом применяются краски внутреннего производства.
Обойная бумага. Различают обойную бумагу 2 сортов: сорт А для работ под глубокое тиснение, сорт Б для остальных сортов обоев (смотрите проект стандарта обойной
Т а б л. 2.—Д анные из проекта стандарта на обойную бумагу.
| X ар акте р истин и | Сорт
А |
Сорт Б | |||
| Вес в г/л«2 (плотность) | 240 | 100 | 80 | 60 | 50 |
| Сост. по волокну в %: | |||||
| целлюлоза. | 70 | 40 | 40 | 40 | 40 |
| древеси. масса. Средняя разрывная | 30 | 60 | 60 | 60 | 60 |
| длина в -и.
Сопротивление излому (число двойных |
3 500 | 3 000 | 3 000 | 2 500 | 2 500 |
| перегибов на 180°). | 15 | 10 | 8 | 7 | 6 |
•бумаги). Проклейка, степень проклейки, для обоих сортов не менее 0,75 миллиметров при испытании штриховым методом. Ширина полотна бумажной ленты 500 миллиметров при нормальном диаметре рулона 800 миллиметров.
Экономика. В СССР работают 4 обойные фабрики (в Москве, Ленинграде, Одессе и Минске), где заняты 44 машины, из которых половина работает в 2 смены. Производительность этих ф-к до 1930 г. достигала 50 млн. кусков в год, при годовом потреблении бумаги ок. 14 000 тонн За последние годы обойная промышленность сделала большие успехи в экспорте своей продукции в страны Востока н частично в лимитрофные государства. Из общего количества выработанных фабрикатов вывезено за истекший год, примерно 350 000 кусков.
Лит.: S e e m а и и Т., Die Tapete, Wien—Leipzig, 1882; Wei ohe It A., Buntpapier-Fabrikation, < Aufl., Berlin, 1927; He user E., Das Fiirben des Papiers auf der Papiermaschlne, Berlin, 1914; Hauptmann J., Die Marmoricrkunst, 3 Aufl., Gera, 1920. Л. Семеновский.