 > Техника, страница 68 > Отливные аппараты
> Техника, страница 68 > Отливные аппараты
Отливные аппараты
Отливные аппараты в полигра-ψ и и, довольно разнообразная по поставленным перед ней задачам и вытекающим из разрешения их формам и приспособлениям аппаратура для расплавления и отливки металлич. сплавов, применяемая и словолитном производстве, и наборных машинах и главн. обр. при отливке стереотипов (смотрите Стереотип). В зависимости от назначения они м. б. ручными, полуавтоматическими и полными автоматами. В последнем случае О. а. снабжают в том же агрегате и механическими приспособлениями для окончательной отделки отлитых предметов или сами О. а. составляют часть какой-либо машины. К вполне аптоматич. О. а. могут быть отнесены: 1) отливные приспособления при наборных и словолитных машинах, представляющие обычно небольшие котелки, тесно соединенные с соответствующими лива—приблизительно 2 полосы в минуту. Особенностью О. а. этого типа является возможность производства отлива при сравнительно низкой О металла (ок. 270°; в аппаратах других систем 300—350°); достигают этого благодаря непосредственному соединению собственного О. а. с закрытым плавильным котлом, а это исключает охлаждающее машинами, нагреваемые газом или электричеством, с поршнем, опускающимся в нуж-ный момент дли выталкивания потребного количества расплавленного металла в какую-либо форму—матрицу, 2) большие О. а., применяемые гл. обр. при изготовлении стереотипов цилиндрич. формы для печатания на ротационных машинах. Наиболее порным из них является О. а. сист. Винклер, строящийся заводом МАХ в Аугсбурге (фигура 1).
Этот вполнеавтоматич. О.а. состоит из котла, вмещающего обычно ок. 1 тонна расплавленного металла, устройства для отливки и быстрого охлаждения стереотипных плит при помощи циркулирующей воды и автоматически действующих механич. приспособлений для отделения и окончательной отделки отлитых стереотипов, что производится в один рабочий прием. Скорость от
Фигура 3.
и двойные (при одном котле) с двойной при этом производительностью. О. а. других систем строятся по тому же принципу и отличаются лишь в деталях.Все они пелесо
Фаг. действие наружной температуры (так как уменьшает расход топлива) и окисляющее влияние воздуха.Это обстоятельство доводит до минимума выгорание из сплава олова и сурьмы и т.о. уменьшает образование шлака. Разрез рабочей части О. а. сист. Винклера изображен на фигуре 2, где 1—отливная форма, 2—шарнир формы, 3—замок формы. 4 спускной кран, 5—матрица, 6—охлаждающая вода, 7—плавильный котел для металла, 8—колосниковая решотка, 9—отверстие дымовой трубы, 10—расплавленный металл, 11—огнеупорная кладка, 72—теплоизоляция, 13—топочная камера. Отопление больших О. а. производится углем, газом или электричеством, причем более выгодным считается топка каменным углем или газом. Возможно также и применение нефти для нагревания (применяют в типографии газеты Правда»), причем должен быть установлено тщательное наблюдение за возможностью образования слишком горячего пламени, неблагоприятно влияющего на срок службы плавильных котлов. О. а.сист.
Винклера строятся ординарные образно применимы лишь при отливке большого количества стереотипных полос, так как эксплуатя О. а. обходится довольно дорого, сравнительно высока также и их стоимость.
Полуавтоматич. О. а., соединенный с отделочным аппаратом, изображен на фигуре 3, где а—плавильный котел, б—отливной насос, в—отливное устье, г—отливная форма, д—отлитая полоса, е—отделочный аппарат. К группе полуавтоматич. О. а. могут быть отнесены и нек-рые виды котлов для расплавления и отливки металлов в стереотипные формы и для переплавки металла в стандартного размера формочки для загрузки О. а. наборных машин. Размеры форм отливных аппаратов должны быть строго согласованы с теми ротационными машинами, для которых предназначаются отлитые стереотипы.
Ручные О. а. применяются гл. обр. для отливки плоских стереотипов и как устарелый уже прием—в словолитных при отливке крупного пробельного материала (смотрите Набор типографский) и гартовых линеек.
Фигура 4.
Глуховедкий каолин.
Разм. зерна н миллиметров. >25 12—25 7—12 3—7 1—3 0,2—1 0,2 КоЛИЧ. в %. 2,8 4,3 5,8 18,1 37,9 18,3 12,7
Остаток на сите (в %).
| Каолины |
Число отверстий на слй | |||||
| 64 | 144 | 225 | 900 | 4 900 | 10 000 | |
| Нросяновсшгй. Турбовский. | 52,07 4 5,-8 | 15,38
15,1 |
1,47
1,5 |
17,16
18,3 |
10,30
18,8 |
3,62 |
Средняя величина зерна (в μ) самого каолина, определенная Е. Галабутской (по методу Штарка): глуховенкого 3,2; турбовско-го 2,8; просяновского4,3; волновахского3,3; цеттлицкпго (стандарт) 4,8—при колебаниях от 2,45 до 10,2.
О. основано на отсортировке различных фракций продукта по величине зерна и практически ведется до получения минимально го остатка на стандартных металлических ситах с 4 900 или 10 000 отверстий на см", что соответствует длинам отверстий в 0,088 и 0,060 миллиметров. Если в сосуд налита жидкость со взвешенными в ней твердыми частицами, то через некоторый промежуток времени частицы бблыних размеров или большего удельного веса раньше опустятся на дно, чем частицы меньших размеров или меньшего удельного веса. Представив себе частицу твердого тела в виде шара и обозначив радиус ее через г, удельный вес через d, при удельном весе жидкости dx, вязкости жидкости η, получим скорость V падения частицы (по Стоксу):
«= 2.rz.id~d,)0
9 η ’
где g—ускорение силы тяжести. Для больших скоростей Осей дает такую формулу:
где
/С)
+ 4 г В, 16 (d-dj)g
4 8»7 π
А ~ 3di И В~ 27d,
В зависимости от формы частичек, 1°, оказывающей влияние на уд. в и вязкость жидкости, а также в зависимости от добавления
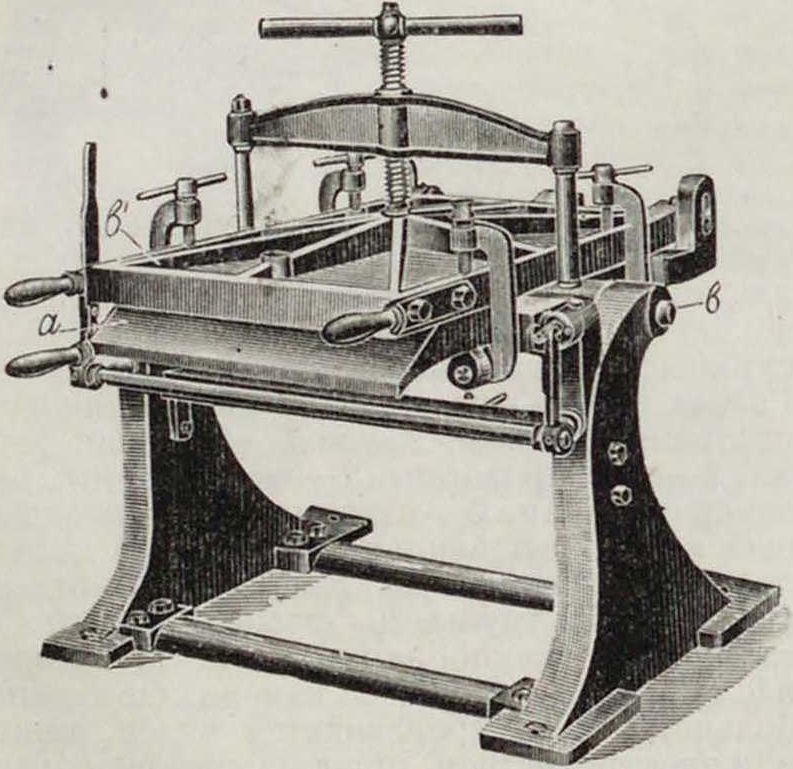
На фигуре 4 изображен в закрытом виде ручной О. а. для отливки плоских стереотипов;· при отливке форма а должна быть повернута вокруг цапф Ьb в вертикальное положение.
Лит.: Черкасский А., Новые методы стереотипирования, сборник Новости полиграфия, техники, под ред. С. М. Михайлова, ΛΧ., 1927; Браун К. В., Современные графические машины MAN, издание Машиностроительного завода Аугсбург-Нюрн-Оерг, Берлин, 1926. С. Михайлов.