 > Техника, страница 73 > Привод электрический
> Техника, страница 73 > Привод электрический
Привод электрический
Привод электрический, электрическ. или электромоторный привод какой-либо машины-орудия или группы их от электромотора. Если от одного электродвигателя приводится в действие 2 или более машин-орудий, то такой II. э. называется г р у π п о-в ы м (смотрите Групповой привод). Если же от одного электродвигателя приводится в действие лишь одна машина-орудие, то такой П. э. называется одиночным, или и н-дивиду альным. П. э., представляя исключительные преимущества в отношении распределения энергии, стал широко выполняться в форме одиночного П. э. Преимущества одиночного П. э.: 1) лучшее использо-
вание фабрично-заводских помещений; 2) возможность наиболее рационально располагать станки и прочие машины-орудия, не связанные с расположением трансмиссионных валов; 3) облегчение конструкции здания, т. к. отсутствует нагрузка от трансмиссии; 4) возможность широкого применения кранов, т. к. здание не загромождено трансмиссиями; 5) лучшее освещение помещений; 6) возможность независимого регулирования скорости машины-орудия; 7) возможность учета энергии на каждой машине-орудии; 8) сокращение расхода энергии при сверхурочных работах, когда не надо, как при групповом приводе, приводить всю трансмиссию в движение; 9) отсутствие опасности от ремней, шкивов и тому подобное.; 10) уменьшение пыльности рабочего помещения и создание. более гигиенич. условий работы. К числу недостатков одиночного П. э., обычно компенсируемых преимуществами, можно отнести следующие два: 1) более высокие первоначальные затраты на электрооборудование и увеличение стоимости эксплуатации из-за большого числа электродвигателей; 2) меньший кпд электродвигателей. Однако первый недостаток для новых промышленных предприятий только кажущийся. При одиночном П. э. отсутствуют трансмиссии, вследствие чего получаются более легкие и потому более дешевые здания. Уменьшение кпд электродвигателей в значительной степени компенсируется отсутствием потерь в промежуточных передачах и уменьшением потерь холостого хода. Лишь в том случае, если мощности отдельных рабочих машин не велики (не более 1—2 kW) и эти машины-орудия не требуют регулировки скорости, может оказаться экономически рациональным применение группового П. э. В случае необходимости для рабочей машины-орудия регулировки скорости, преимущества одиночного П. э. бесспорны. Так, применение регулируемого одиночного П. э. к металлообрабатывающим станкам дает возможность удалить из них ряд механич. передач и тем упростить и удешевить станки, в то же время улучшая их свойства. Регулируемый П. э. дает преимущества в том отношении, что регулирование скорости может производиться плавно, в то время как на обычном станке, например токарном, возможно лишь изменение скорости ступенями.
Эти преимущества регулируемого одиночного П. э. привели к тому, что уже многие станкостроительные фирмы вносят значительные изменения в конструкции станков; одновременно широко развивается и усовершенствуется и электрич. оборудование машин-орудий, применительно к требованиям каждого данного производственного процесса. Подобное параллельное развитие производственного и силового оборудования приводит к неизбежному их тесному орга-нич. соединению. Электродвигатель из посторонней машины превращается в силовой орган станка, или машины-орудия, теснейшим образом конструктивно с ней связанный и дающий данному рабочему звену машины-орудия все необходимые движения. В слу чае наличия нескольких рабочих органов каждый из них обслуживается особым, наиболее приспособленным для этого электродвигателем и в подобном случае получается многомоторный П. э. На фигуре 1 показан современный токарный станок с электродви
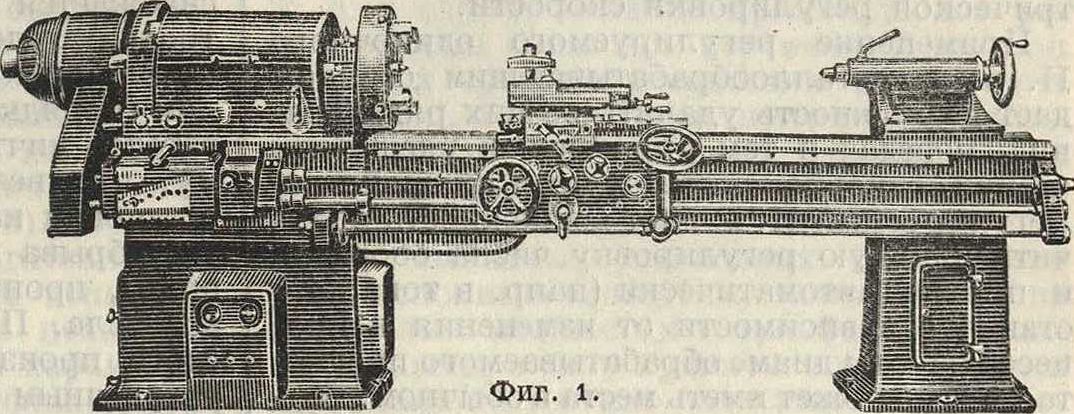
гателем, расположенным на оси станка. На фигуре 2 (А—одиночный шкив, S—главный шпиндель, U—муфта для перемены направления вращения) показаны передачи современного токарного станка с переборной коробкой и одним шкивом. Чтобы главный шпиндель мог вращаться в обоих направлениях с 16 различными ско-ростями (в пределах 11—400 об/м.), требуется передача
i i—
sf
tk
№
т
Фпг. 2.
с 4 промежуточными валами и муфта Ό для перемены направления вращения. В качестве другого примера можно привести радиально-сверлильный станок (фигура 3) с вертикальным двигателем, расположенным вместе со всеми своими приборами для управления на супорте, передвигающемся на горизонтальной поперечине; другой небольшой вертикальный электродвигатель, расположенный на верху колонны, служит для перемещения этой попере-чины.Подобные станки дают существенные преимущества перед станками обычного типа, приспособленными для механич. привода. По данным К. Меллера кпд усовершенствованного радиально-сверлильного станка, начиная от зажимов электродвигателя и кончая сверлом, колеблется в зависимости от диам. и глубины дыр от 43,2 до 69%, в то время как станки старого типа дают кпд не более 20—25%. Повышение кпд объясняется, с одной стороны, уменьшением потерь энергии
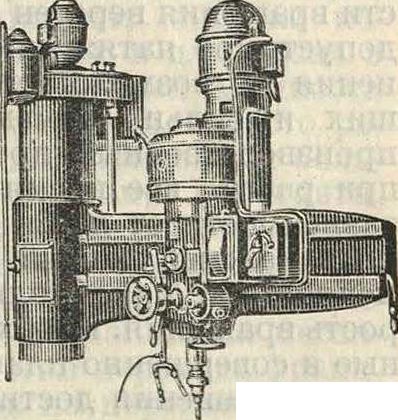
Фигура з. в механич. органах для передачи движения на станке, а с другой—уменьшением потерь холостого хода вследствие выключения двигателей по окончании каждого рабочего движения. В отношении экономичности весьма существенным является также простота электрической регулировки скорости.
Применение регулируемого одиночного П. э. к металлообрабатывающим станкам дает возможность удалить из них ряд механич. передач и тем упростить и удешевить станки, одновременно улучшая их свойства. Регулируемый П. э. дает возможность получить плавную регулировку числа оборотов и притом автоматически (например в токарном станке в зависимости от изменения в процессе работы диам. обрабатываемого предмета), что не может иметь места в обычном станке, скорость которого м. б. изменяема лишь ступенями (сменой передачи). По исследованиям К. Меллера подобная реконструкция станков, в случае токарного станка, дает результаты, приведенные в след, таблице:
| Род сопряжения электродвигателя со станком | Вес снятой стружки *1 | Уд. про-изводитель-
НОСТЬ *2 |
Расход энергии *3 |
| Двигатель, связанный со станком через ступенчатые шкивы. | 19 | 7,2 | 4 500 |
| Двигатель, сочлененный со станком через зубчатые колеса. | 22 | 8,3 | 3 980 |
| Регулируемый двигатель постоянного тока, непосредственно соединенный со миллиметровш-делем.. | 34,6 | 13,4 | 2 460 |
| ** В кг. *2 В кг/kWh. *3 В kWh на 100 валов. | |||
По опытным данным того же К. Меллера для нек-рых условий полное время управления П. э., при регулируемом шпиндельном двигателе постоянного тока, составляло всего 8,9%, если время управления П. э. станка при ступенчатых шкивах принять за 100%.
Особенно яркий пример тонкой и точной регулировки представляет П. э. кольцевого ватера или прядильной ринг-машины. Решающим фактором для определения скорости вращения веретен является максимально допустимое натяжение нити для предохранения от возможности обрывов, нарушающих и сильно замедляющих нормальный производственный процесс. Натяжение это при работе все время меняется, находясь в зависимости от диам. наматываемой катушки в каждый данный момент; вместе с тем меняется и максимальная допустимая скорость вращения. Необходимые здесь постоянные и совершенно плавные изменения в скорости вращения достижимы только при помощи специального электродвигателя (в данном случае применяется трехфазный коллекторный двигатель), управляемого т. н. р е-гулятором прядения. Такое автома-тич. регулирование, дающее возможность работать на максимально допустимой скорости, при одновременном уменьшении числа обрывов нити, дает по данным инж. С. И. Кричевского р] повышение производительности прядильной машины примерно на 30% (6,7 килограмм вырабатываемой от пряжи в час против 5,1 килограмм в час при обычном П. э. без автоматич. регулирования скорости). В качестве новейшего достижения в области электрификации прядильных машин можно указать также на систему многомоторного ро-гулечного ватера, каждая рогулька которого снабжается маленьким вертикальным электродвигателем. Такая замена одного сравнительно мощного двигателя большим числом (порядка нескольких сот) мелких двигателей ничтожной мощности привела к тому, что вследствие возможности быстрой остановки каждой рогульки порознь в случае обрыва нити, не останавливая всей машины, производительность машины сильно возросла. По данным инж. С. И. Кричевского производительность по сравнению с рогулечным ватером обычного типа возросла на 70%, обслуживающий персонал уменьшился на 60% его обычного состава.
Изложенное выше указывает, какое значение для производства имеют регулируемые П. э. и как эти П. э. влияют на конструкцию производственных механизмов. Меняются не только рабочие орудия, но часто и их относительные расположения в цехе. В этом отношении весьма характерным является развитие оборудования металлургия, заводов. Достаточно сравнить прежнее и современное расположение механизмов прокатных цехов, чтобы сразу почувствовать влияние, оказываемое П. э., в особенности в двух отношениях: в отношении П. э. самих станов и в отношении внутрицехового транспорта. Высокая степень совершенства прокатных станов теперь уже не мыслится без П. э., ибо только последний сделал возможным научное развитие прокатных станов и их калибровки. Весьма большое значение в отношении повышения кпд имеет во многих случаях также возможность рекуперации энергии, достигаемой при помощи надлежащим образом устроенного П. э. Это обстоятельство особенно важно для крупных реверсивных П. э. у шахтных подъемных машин, прокатных станов, а также у крупных строгальных станков и тому подобное. При оборудовании например строгального станка реверсивным П. э. с автоматич. управлением и так называется динамич. торможением в конце каждого хода, путем перехода электродвигателя на генераторный режим, кинетическая энергия движущихся частей не теряется, но возвращается в виде электрич. энергии обратно в сеть. Этим достигается значительная экономия в расходе энергии, а вместе с тем и гораздо бблыная плавность торможения, смягчаются удары, уменьшается износ трущихся частей и увеличивается точность и быстрота работы. По данным справочника Rziha und Seide-ner P] расход энергии на приведение в движение строгального станка понижается благодаря рекуперации на 33—50% по сравнению с нереверсивным П. э.
Подобно тому как П. э. оказывает влияние на конструкцию рабочих машин, так и последние в свою очередь предъявляют к двигателю свои специальные требования. В отдельных случаях возникает естественное стремление создать из двигателей и рабочей машины единое нераздельное целое, а это естественно влечет за собой необходимость особой конструкции двигателей. Так были созданы фланцевый и шпиндельный Двига-
тели для металлообрабатывающей пром-сти. Полировочные машины обычно представляют неделимую единицу с двигателем. Этот двигатель имеет 2 длинных конца вала, на которые и насаживаются полирующие диски. Особую конструкцию имеют и двигатели для текстильной пром-сти. Эта особенность заключается не только в особом конструктивном выполнении двигателя в отношении защиты и соединения с рабочей машиной, но и в отношении особой подгонки характеристики машин (например двигатели с большим скольжением для сельфакторов). Особую группу составляют закрытые двигатели, применяемые широко для кранов и вспомогательных механизмов прокатных цехов металлу ргич. з-дов. Эти двигатели характеризуются не только своей прямоугольной формой и особо прочной механич. конструкцией, но также подбором номинального числа об/м. и размеров машины с точки зрения наименьшей длительности операций и наименьшего расхода энергии на ускорение. Кроме того к этим двигателям предъявляется требование исключительно быстрой замены как всего двигателя в целом, так и его частей. Т. о. конструирование специальных двигателей для разных отраслей пром-сти вызывается не только особенностями защиты двигателей от внешних влияний, а равно среды, в которой они работают (например химич. з-ды чатых веществ, рудники с выделением газа и тому подобное.), и особенностями способа охлаждения двигателя, но желанием, создать из двигателя и рабочей машины компактную дешевую единицу, более приспособленную к рабочему процессу. Стремление достигнуть наилучшего использования элек-трич. оборудования вызывает широкое применение быстроходных двигателей, получающихся меньших габаритных размеров, а потому и более дешевых. В этом случае, когда возможно непосредственное сочленение вала двигателя с рабочим орудием (шпиндельный двигатель, полировочная машина, нек-рые деревообделочные станки, центробежные насосы и тому подобное.), такое решение следует считать лучшим. Отсутствие такой возможности по условиям работы орудия заставляет прибегать к применению промежуточных передач от двигателя к. рабочей машине. В таких случаях (а их большинство) далеко не всегда оказываются экономически выгодными двигатели с высоким числом оборотов. К двигателям с меньшим номинальным числом об/м. приходится иногда прибегать по соображениям длительности операции пуска (продолжительности периода ускорения) и остановки (напр-. краны и вспомогательные механизмы прокатных цехов). В качестве передачи от двигателя к рабочей машине все большее распространение получает зубчатая передача. Ременная передача начинает постепенно отходить на второй план: стремление к компактности установки вызывает иногда применение ременной передачи с натяжным роликом типа. Lenix.
Различного рода промышленные предприятия питаются почти исключительно трех-фаяным током, т. к. при этом получаются более дешевые распределительные сети; кроме того это дает возможность рациональной связи фабрично-заводских станций с район-щщщ. В силу э.того вполне естественным является решение для всех нерегулируемых П. э. применять двигатели переменного тока. Сложнее дело обстоит в случае регулируемых приводов. Индукционный двигатель трехфазного тока сам по себе следует считать практически почти нерегулируемым. Т. о. в случае желания применить для регулируемых установок переменный ток при малых и средних мощностях речь может идти лишь о трехфазных шунтовых и последовательных коллекторных двигателях, а при больших мощностях, то есть таких, при которых коллекторные двигатели не строятся,—о каскадных установках. Однофазные репульсионные двигатели, конкурирующие при малых мощностях с трехфазными коллекторными, в силу худшего использования материала постепенно вытесняются трехфазными. Подобно тому как это имело место в области электрической тяги, в ряде промышленных установок происходит борьба между постоянным и переменным током у регулируемых приводов. В случае единичных регулируемых установок порядка нескольких сот kW, например нереверсивные прокатные станы, шахтные вентиляторы, регулируемые воздуходувки, когда пределы регулировки не. превышают 1 : 2, применяются каскадные агрегаты в виде сист. Крамера, Шер-биуса и тому подобное. Установки трехфазных коллекторных двигателей большой мощности (300— 400 kW) чрезвычайно редки. Реверсивные прокатные станы (номинальной мощностью в 2 000—5 000 kW), требующие регулировки в широких пределах (до ±200—300%) номинальной скорости, приводятся исключительно двигателями постоянного тока, питаемыми от трехфазной сети по сист. Лео-нарда-Ильгнера. В случае нескольких регулируемых установок большой и средней мощности, расположенных вместе, применяются теперь двигатели постоянного тока (например бумагоделательные машины, прокатные металлургии, нереверсивные станы, холодные вальцы, прокатные станы для сахарного тростника). Применение двигателей постоянного тока при больших мощностях оказывается необходимым, когда регулировка скорости требуется в пределах, превосходящих 1 :2. При пределах регулировки больше чем 1 : 3, для регулирования широко применяется система Леонарда; она же используется в таких случаях и для пуска в ход. При небольшой и средней мощности для приводов, регулируемых или часто реверсируемых., а также для приводов с большим числом пусков в час (например рольганги, краны, загрузочные машины, коксовытаски-ватели и тому подобное.), в США и Франции применяется постоянный ток; этот род. тока принят и в СССР для вновь строящихся металлургии. гигантов. Попытки перехода франц. металлургических з-дов на переменный ток не дали хороших результатов из-за недостаточно высокой перегрузочной способности индукционного двигателя и низкого коэф-та мощности заводской сети. В Германии же динамостроительные з-ды усиленно пропагандируют внедрение в эту область индукционных двигателей. Коллекторные двигатели переменного тока для таких тяжелых условий работы непригодны. В том случае, когда в предприятии идет речь о выборе типа привода для нескольких маломощных кранов, при отсутствии необходимости в регулируемых или часто реверсируемых приводах рабочих машин, приходится выбирать переменный ток, как дающий более дешевую установку. В случае же значительного кранового и транспортного оборудования вопрос о ходе тока является менее определенным. Окончательное право коллекторные двигатели переменного тока отвоевали себе пови-димому лишь в регулируемых приводах текстильной пром-сти ("кольцевой ватер), хотя вопрос о приводе ситцепечатных машин с пределами регулирования от 1:4 до 1:10 от двигателей постоянного или переменного тока является пока спорным. Здесь возможно применение как постоянного тока по принципу прямого и обратного включения, так и шунтовых коллекторных двигателей с возбуждением со статора. Регулируемый многомоторный привод рогулечных ватеров конструируется, как указано выше, в форме регулируемых индукционных двигателей с изменением частоты питающего тока при помощи особого преобразователя частоты. Индукционные двигатели с регулировкой посредством сопротивления в цепи ротора конкурируют легко с другими способами регулирования числа оборотов в тех П. э., где требуются малые пределы регулирования.
Борьба между постоянным и переменным током идет и в металлообрабатывающей промышленности. Начлежащее использование электрически регулируемых металлообрабатывающих станков современной конструкции требует регулируемых двигателей. Коллекторные двигатели переменного тока в силу высокой стоимости и большого веса совершенно не привились для металлообрабатывающих станков. Т. о. в этом случае речь идет о выборе между плавно регулируемыми двигателями постоянного тока и индукционными с переключением числа полюсов, то есть со ступенчатыми двигателями. Борьба постоянного тока, имеющего в случае регулируемых реверсивных и часто пускаемых приводов ряд технич. преимуществ перед переменным током, затрудняется экономически необходимостью преобразования переменного тока в постоянный. В качестве одной из иллюстраций борьбы постоянного и переменного тока можно отметить следующий факт. В США для лифтов, для которых условия плавной регулировки и торможения особенно пенны, применялись до последнего времени преимущественно двигатели постоянного тока. За последнее время там стада намечаться тенденция к установке на лифтах индукционных двигателей с переключением числа полюсов. Этот пример весьма характерен для страны, которая в своей пром-сти широко применяет двигатели постоянного тока. Несомненно, что такой новый подход есть результат высокой стоимости преобразования переменгтого тока в постоянный и вызывается отсутствием концентрации электрич. оборудования отдельных лифтов в одном месте. Что касается нерегулируемых двигателей переменного тока, весьма широко применяемых в пром-сти, то до последнего времени почти единственным типом нерегулируемого двигателя переменного тока следовало считать индукционный двигатель с контактными кольцами и ("менее распространенный) короткозамкнутый двигатель, В силу тех ограничений, которые ставились электрическими станциями, короткозамкнутые двигатели применялись в Европе лишь при мощностях не выше 3—5 kW. Лишь весьма мощные америк. станции допускали применение этих двигателей с пусковыми автотрансформаторами до мощности в несколько сот kW. К настоящему времени положение сильно изменилось. Рост мощности станций и отдельных распределительных трансформаторов говорит за возможность применения короткозамкнутых двигателей значительно fблыпих мощностей, чем допускалось в Европе и у нас до сих пор. Те преимущества, которыми обладают короткозамкнутые двигатели по сравнению с двигателями с кольцами ("простота обслуживания, более высокий коэфици-ент мощности и кпд, меньшая стоимость), вызвали широкое применение короткозамкнутых индукционных двигателей как в Европе, так и в СССР.
Стремление повысить коэф. мощности установки привело к широкому применению·, в особенности в США, синхронных двигателей с асинхронным запуском. Эти двигатели в настоящее время усовершенствованы как в отношении пусковых, так и рабочих характеристик (высокая перегружаемость) и применяются до весьма крупных мощностей. Повышение их перегружаемости дает возможность устанавливать их для таких тяжелых сравнительно П. э., как непрерывные прокатные станы; так, на Магнитогорском металлургии, заводе устанавливаются для непрерывных станов два синхронных мотора по 5 000 1Р, допускающие перегрузку до 225%. Появились синхронизированные двигатели с отдельным возбудителем (называемые часто автосинхрониыми) для средних и больших мощностей, синхронизированные двигатели с самовозбуждением для малых мощностей (типа Шюлера и Фпнна), компенсированные двигатели. Усовершенствованы конструкции компенсаторов фаз. Т. о. выбор нерегулируемого двигателя переменного тока представляет теперь для промышленных предприятий новую проблему. Вопрос этот получил особо важное значение из-за той серьезной экономии, роли, к-рую играет в стоимости энергии величина коэф-та мощности (cos φ). Весьма рационально эта проблема решается в США. Там имеется определенная тенденция применять наиболее простой и наиболее дешевый как по первоначальной, так и по эксплоатапионной стоимости короткозамкнутый двигатель до величины порядка 60—100 kW. Быте же во всех случаях, где представляется возможным по режиму работы П. э., считается рациональным применять синхронные двигатели. Что же касается индукционных двигателей с кольцами, то в последнее впемя их устанавливают лишь там, где пусковой момент короткозамкнутого или синхронного двигателя оказывается недостаточным. При таком подходе к выбору типа двигателя вопрос о cos φ во вновь оборудуемом предприятии обычно возникнуть не может, т. к. при применении в качестве двигателя большой мощности двигателя синхронного типа установки в целом дают хороший, вполне приемлемый практически cos<p. И даже в особо тяжелых условиях пуека в ход в США иногда предпочитают устанавливать сйн-
хронный двигатель специальн. конструкции, называемый там сверхсинхронным, со статором, вращающимся во время периода пуска в ход и затем постепенно затормаживаемым.
Европ. практика идет к той же цели, то есть высокому cos φ установок переменного тока, но несколько иными путями. Чисто синхронные двигатели в Европе распространения почти не получили. Взамен синхронных двигателей европ. электромеханич. з-ды предлагают обычно синхронизированные двигатели с отдельным возбудителем, индукционные двигатели с фазокомпенсатором и наконец компенсированные двигатели. В отношении короткозамкнутых двигателей несмотря на большие достижения европейских заводов в конструировании этих двигателей (двигатели с глубокой впадиной; двигатели с двойной обмоткой) европ. электрич. станции до сих пор ставят в большей или меньшей степени ограничения для наибольших допустимых мощностей. Нужно отметить принципиальную необоснованность общего подхода к установлению предельных допустимых мощностей короткозамкнутых двигателей, так как колебания напряжения при пуске двигателя зависят от мощности трансформатора, числа одновременно пускаемых двигателей и ряда других факторов. Что же касается компенсированных двигателей и синхронизированных с самовозбуждением для таких мощностей, при которых применение коротко-замкнутых двигателей будет возможным, то вряд ли мелкие двигатели высокого cos φ получат широкое применение. Хотя работа коллектора в этих двигателях протекает в отношении коммутации без особых недоразумений, однако коллектор требует дополнительного ухода, а потому и технически и экономически целесообразнее устанавливать при таких мощностях короткозамкнутые двигатели, перенося компенсацию cosy на более крупные двигатели установки в форме синхронных двигателей или индукционных с фазокомпенсатором.
Помимо типа и характеристики самого двигателя весьма большую роль при электрооборудовании П. э. играет также у плавление им, и в последнее время весьма широко стало применяться автоматич. управление. Автоматизация является средством для повышения производительности, лучше сохраняет оборудование, требует менее квалифицированного персонала. Кроме того она имеет большое значение в отношении облегчения условий труда, а также для техники безопасности. Человек не может работать так напряженно, как автоматы, а потому ручное управление в отдельных случаях нэ может дать продукта такого качества и в таком количестве, какое дает авто-матич. управление. Особенно широко авто-матич. управление—кнопочное или в другом виде—применяется в США в силу высокой стоимости рабочей силы. Примерами авто-матич. управления могут служить прокатные реверсивные и нереверсивные станы, металлообрабатывающие станки, бумагоделательные станки, вспомогательные механизмы металлургия, з-дов, краны, лифты, шахтные подъемники, доменные подъемники, установки с синхронными двигател ми и т. д.
Стремление хорошо защитить электрич. рборудовацие з-дов, упростить его и обезо пасить обслуживающий персонал часто побуждает отказываться от установки у двигателей мраморных щитков, а также от расположения распределительных устройств в особых помещениях. Взамен щитов у двигателей нашли применение особые т. и. моторные ящики. В связи с этим целое распределительное устройство получает своеобразный вид ряда чугунных ящиков. Довольно часто аппаратура к двигателю стала помещаться внутри корпуса рабочей машины. Общий путь технич. эволюции ведет к непрерывному развитью специализированного одиночного многомоторного привода с высокоразвитой электрич. аппаратурой, автомаши-низированной для быстрого, безопасного и точного управления, и надлежащей защитой таковой.
Лит.: I) Кричевский С. И., Основные черты электрич. оборудования текстильных фабрик, М., 1926; СЭТ, Справочная книга для электротехников, т. 4, отд. 22—24, Л., 1929 (указана лит.); 2) R г i h а В. und Seidener J., Starkstro.mteclinik, В. 2,
7 Aufl., В., 1930. Г. Леви.