 > Техника, страница 3 > Производство карандашей
> Техника, страница 3 > Производство карандашей
Производство карандашей
Первые карандаши появились в XVI столетии в Англии. Они готовились из графита, добываемого в графитовых копях в Борродэле. Из графита выпиливали сперва тонкие пластинки, которые затем разрезались на квадратные стержни. Эти стержни в дальнейшем вставлялись в деревянную оправу.
В настоящее время применяют графит низшего качества, графитовые отбросы и графитовую мелочь.
Процесс получения карандашей состоит из двух операций: 1) приготовление графитовых стержней, 2) приготовление деревянной оправы.
Для приготовления графитовых стержней графит измельчают и смешивают с белой глиной, смоченной водой до получения теста. Иногда вместо глины применяют клей, камедь и другие склеивающие вещества. Для лучшего смешения массу несколько раз пропускают между двумя вращающимися вальцами и затем плотно набивают ею стальной цилиндр, в дне которого имеется отверстие, круглое или четырехугольное, в зависимости от того, какого сечения графитовый стержень желают получить. В этот цилиндр вставляется поршень, который с силой давит на массу и выдавливает из цилиндра через отверстие непрерывную сгибающуюся графитовую нить, которая укладывается рабочим на доску, снабженную с двух противоположных сторон бортами. Уложив нить по всей длине доски, рабочий обрывает ее и рядом снова укладывает другую нить и так далее. до тех пор, пока он не покроет всей доски. После этого уложенные на доске графитовые стержни слегка подсушивают на воздухе с таким расчетом, чтобы они не гнулись, и режут их на отдельные стержни, соответствующие длине карандаша.
Подсушенные стержни в вертикальном положении помещаются в цилиндры из обожженной глины, которые закрываются глиняной же крышкой и вносятся в печь, где подвергаются сильному обжигу при температуре в 1 000— 1 100° Ц.
Содержание глины колеблется в пределах от 0,6 до 2%. Чем больше глины, тем тверже получается карандаш.
Для изготовления цветных карандашей применяют смесь каолина (минерал) с минеральными красками: ультрамарином, киноварью и тому подобное. Цветные стержни не обжигаются.
Так называемые чернильные карандаши готовятся из смеси графита с глиной с добавкой анилиновых красок.
Приготовленные тем или иным способом стержни, или как их называют „сердечники“, помещают в деревянную оправу.
Для деревянной оболочки карандашей обычно применяются мягкие породы дерева, например виргинский кедр, который растет в Америке и расценивается очень дорого; применяют также более дешевый вест-индский кедр. В СССР карандашные фабрики пользуются местными деревьями с мягкой древесиной: липой, ольхой, белым буком; реже — сосной и липой.
Деревья режутся на поленья, длина которых немного превышает длину карандаша. Эти поленья при изготовлении карандашей наиболее часто встречаемого размера разрезаются вдоль на дощечки длиною около 20 сантиметров и шириною около 5 сантиметров. Дощечки эти помещаются в стальные сосуды, в которые загружается раствор какой-либо краски (например нигрозина); в этих сосудах, называемых автоклавами, раствор краски находится под давлением, благодаря чему в течение нескольких дней все дерево пропитывается краской, которая белой древесине придает приятный серый или розовый цвет, что зависит от цвета применяемой краски.
При употреблении кедра нет смысла вести окрашивание древесины, так как кедр имеет сам по себе приятную розовую окраску.
Окрашенные дощечки поступают в особые деревообделочные машины.
Первая машина состругивает боковую крышку дощечки (рисунок 237) а, вторая - остругивает одну поверхность дощечки b и одновременно делает на этой поверхности пять полукруглых канавок для графитового стержня.
Эта поверхность с канавками намазывается столярным клеем, в канавки вкладываются графитовые стержни, и сверху накладывается такая же дощечка с канавками. Две склеенных таким образом дощечки, между которыми находятся пять графитовых стержней (смотрите рисунок 238), поступают в особую машину, которая в случае выработки шестигранных карандашей выстругивает вдоль доски углубления, как это показано на рисунке 240. Затем дощечку перевертывают и с противоположной стороны делают на машине такие же углубления (смотрите пунктир на рисунке 240); благодаря этому дощечка разделяется на 5 карандашей.
В случае выработки круглых карандашей углубления делают иной формы, как это показано на рисунке 239.
Полученные карандаши той или иной формы полируют, подвергают окраске и снабжают клеймом фирмы и указанием номера карандаша.
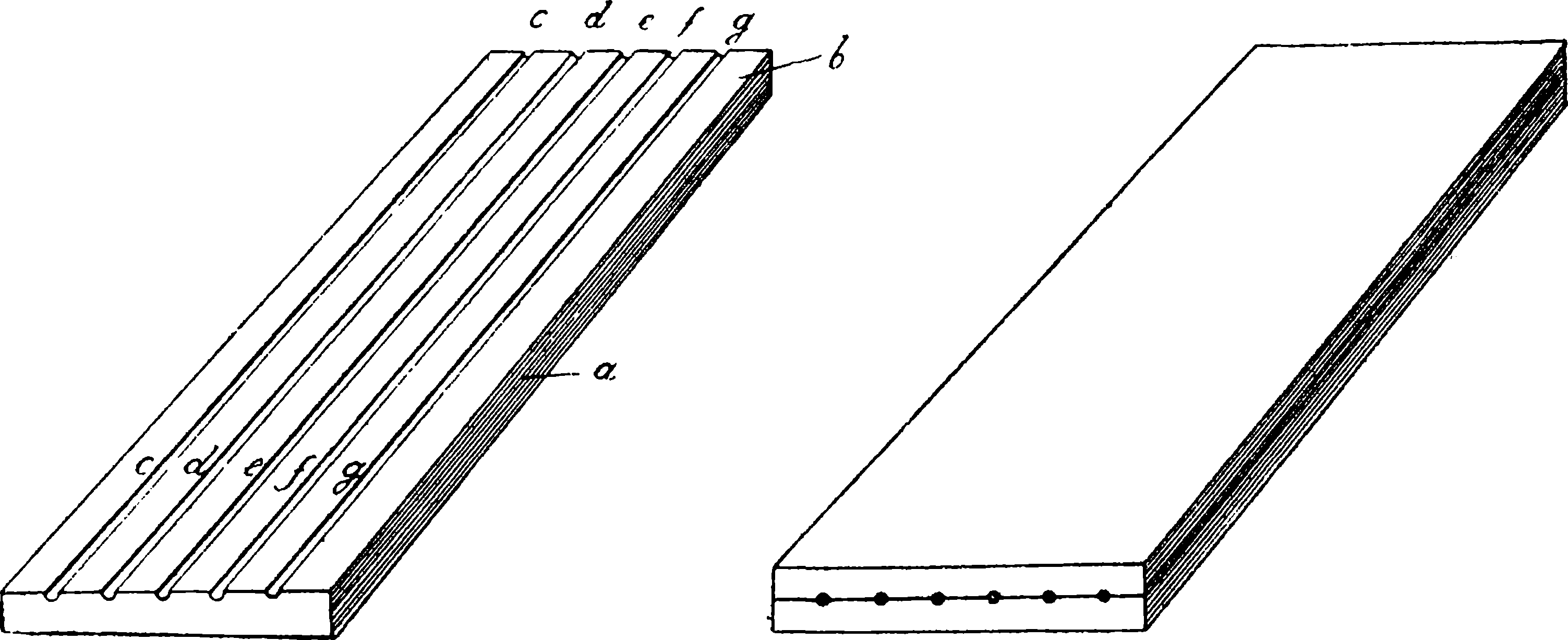
Рисунок 237. Рисунок 238.
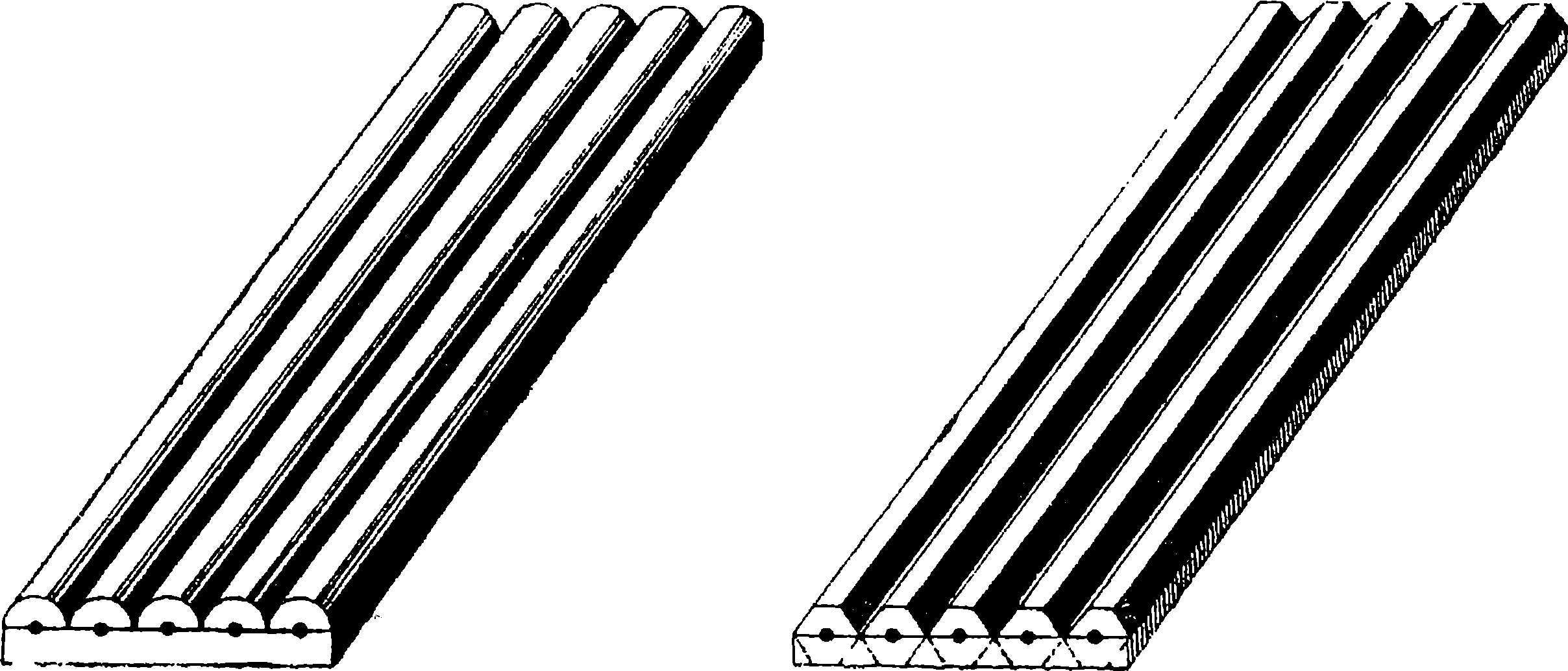
Рисунок 239. Рисунок 240.
Последовательные стадии изготовтения карандашей.
Чаще всего применяются карандаши, выпускающиеся под № 2. Чем выше номер, тем тверже карандаш. Для чертежных работ применяются карандаши № 4 и редко выше. Цветные карандаши по своей крепости сильно уступают графитовым. Стержни последних при умелой чинке карандашей не ломаются, в то время как стержень цветных карандашей очень хрупок. При падении цветных карандашей стержень их внутри деревянной оправы разбивается, и при чинке такого карандаша вываливаются отдельные кусочки стержня.