 > Техника, страница 74 > Прокатка
> Техника, страница 74 > Прокатка
Прокатка
Прокатка
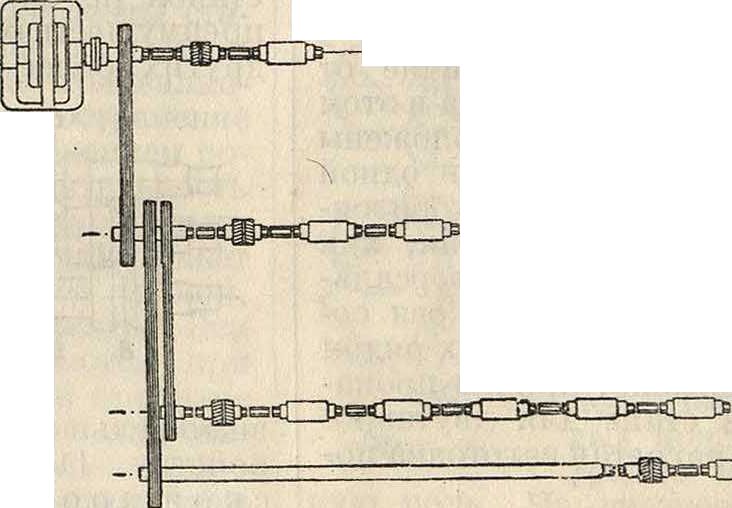
Универсальный дуо-стан. Непрерывный стан.
νΛ.ον.ΊΛΛ^ί
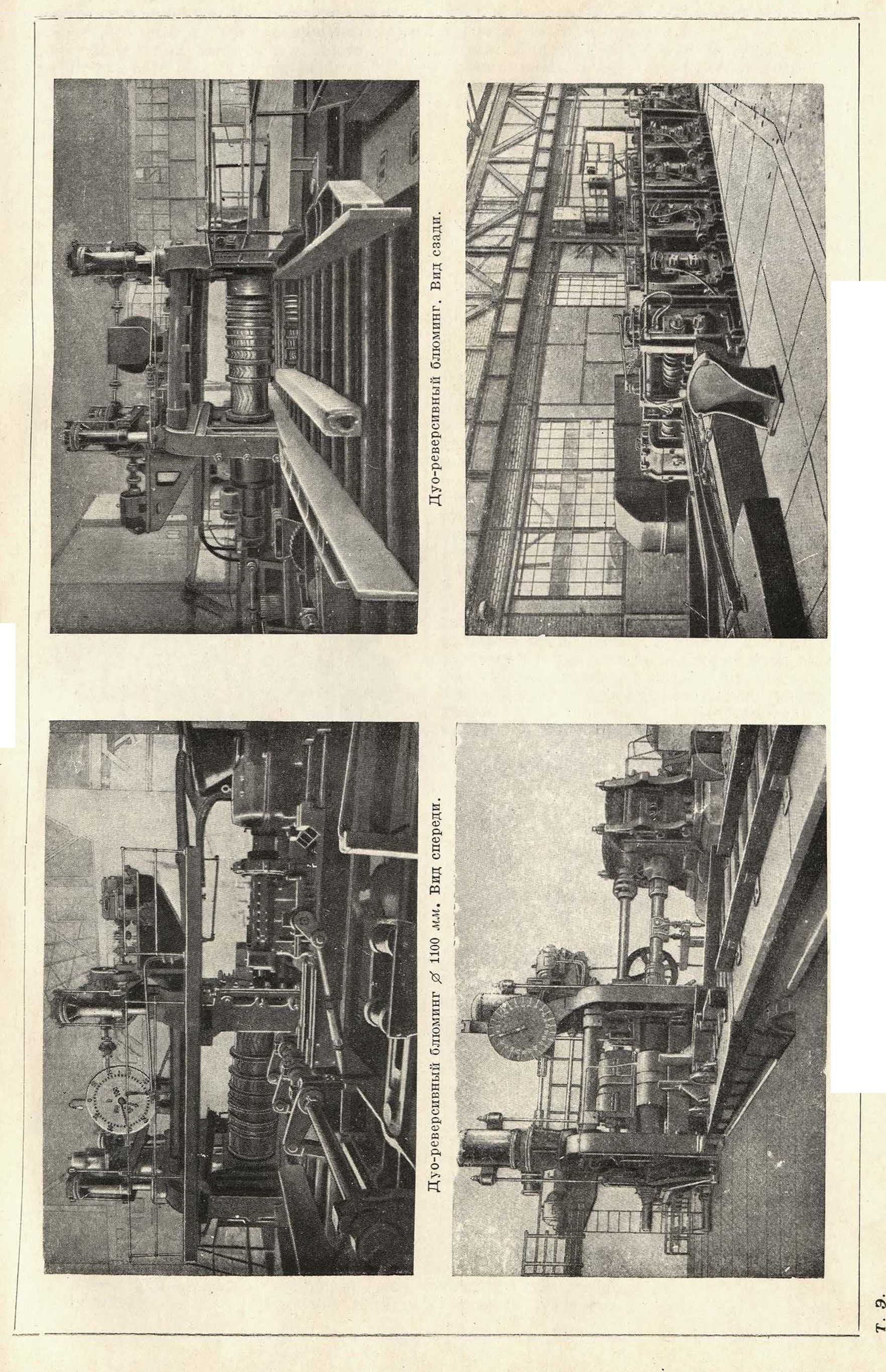
но бывают только дуо-реверсивные; б) толстолистовые станы, предназначенные для прокатки толстых листов, то есть листов толщиной более 10 миллиметров, с диам. вв 700— 1 100 миллиметров и длиной полотна 2 000—3 500лш; обычно бывают дуо-реверсивные или трио сист. Лаута; в) среднелистовые станы, предназначенные для прокатки средних листов, то есть листов толщиной 3—10 миллиметров, с диам. вв 700—850 миллиметров и длиной полотна 2 000— 3 000 миллиметров; почти исключительно трио сист. Лаута; г) тонколистовые станы, предназначенные для прокатки тонких листов, то есть листов толщиной 1—3 миллиметров, с диам. вв 500—700ли и длиной полотна 1000—1500 миллиметров; обыкновенно делаются дуо-нереверсивными. 7) Универсальные станы (вкл. л., 3), станы, предназначенные для прокатки широкополосного железа, делятся на а) дуо-не-реверсивные (обычно в соединении с каким-нибудь другим станом); б) дуо-реверсивные и в) трио. 8) Бандажепрокатные станы для прокатки вагонных и паровозных бандажей .9) Трубопрокатные станы для прокатки сварных и бесшовных труб. 10) Специальные станы для прокатки дисковых колес (фигура 13), волнистого же-
Фигура 13.
леза (фигура 14), лопат, цепей, волнистых труб, зеготовки для вил, для подков и т. д. 11) Станы для х о л о д н о и и р о к а т к и.
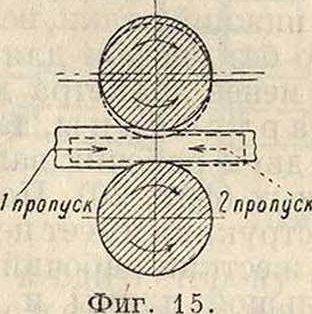
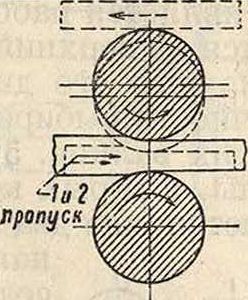
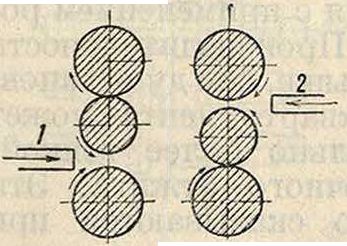
В. П о к о н с т р у к ц и и, то есть по числу и расположению вв в рабочих клетях, станы молено подразделить на следующ. типы: 1) Д у о-станы, т.е. станы с двумя валками в каждой клети. Применяются они б. ч. в качестве дуо-реверсивных станов, например бдумингов, рельсобалочных и листовых. Схематическое расположение вв и пропусков показано на фигуре 15. Дуо-станы с постоянным направлением вращения вв применяются для прокатки тонких листов в качестве трубопрокатных непрерывных станов и станов для холодной прокатки. Для сортовой прокатки этого рода станы в наст, время выходят из употребления вследствие потери >50% времени на холостой ход. Схематич. расположение вв
Фигура 16.
нТпропусков показано на фигуре 16. 2) Д в о й-ные дуо-станы, т.е. станы с двумя парами вв в каждой клети (фигура 17). Обе пары расположены рядом в клети не в одной плоскости, но так, что одна пара выше другой.
В системе Беккера обе тиры вв расположены рядом на одном уровне, но в разных клетях.
Система Беккера представляет собою наиболее ранний тип непрерывных станов, применявшийся в Германии в проволочных станах.
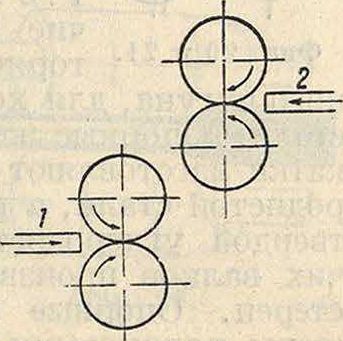
3) К о м б и н и р о в а н н ы о д у о. Это название присвоено особому расположению вв в проволочных, а иногда и в мелкосортных станах, когда в клетях для трио помещаются лишь два валка, причем, если в одной клети имеются верхний и средний валки, то в соседней клети — средний и нижний валки. При подобном расположении вв прокатка производится петлями и одновременно могут работать все клети.
Ф.1Г. 17.
Фигура 18.
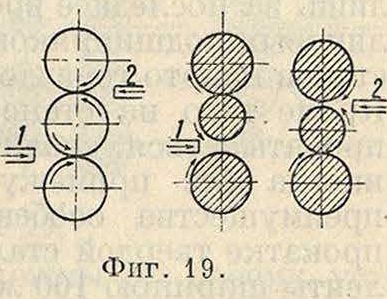
Третий валок является излишним: вместо него употребляется либо холостой валок либо удлиненный соединительный валок, иногда квадратного сечения, проходящий сквозь всю клеть. 4) Т р и о-с таны, то есть станы с тремя валками в каждой клети (фигура 18), применяются в качестве сортовых станов с ручьевыми валками, а также листовых и универсальных станов с гладкими валками. Листовые и универсальные трио-станы сист. Лаута имеют свои особенности (фигура 19). Диам. среднего валка составляет 2/з—3/t диаметра верхнего или нижнего валка. Это соотношение имеет целью увеличить степень вытяжки и уменьшить высоту подъема как верхнего, так и среднего валка. В отличие от обычных трио-станов в стане Лаута приводными являются верхний и нижний валки. Верхний валок устанавливается после каждого пропуска, а средний перемещается вверх и вниз, получая враще-
ние от трения валка о прокатываемый металл. Т. о. в трио-станах сист. Лаута передача от шестеренной клети происходит лишь на нижний и верхний валки. В трио-стане Лаута прокатка происходит попеременно между верхним и средним или между нижним и средним валками. Средний валок всегда является рабочим, но попеременно опирается на верхний или нижний валки, вследствие чего его диаметр без ущерба для его прочности выбирается менее диаметра двух других вв. 5) К в а р т о-с т а н ы, такие станы, в которых кроме двух рабочих вв имеются еще два опорных (фигура 20). Подобная конструкция имеет целью
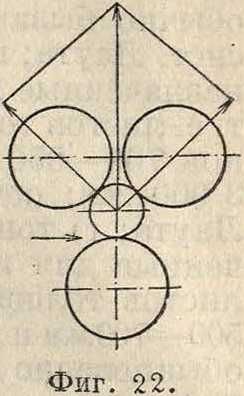
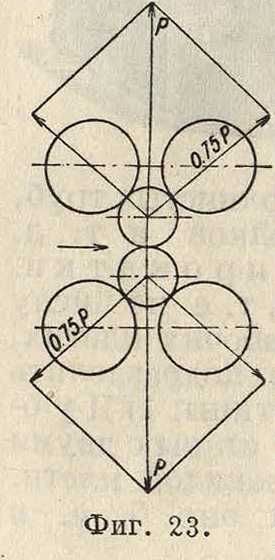
f создать жесткий рабочий валок большой длины и сравнительно малого диаметра. Соотношение диаметров рабочих и опорныхвв обычно составляет в этих станах 1:2 или иногда 1 :2,5. Рабо- чие валки изготовляют для фигура 20 и 21. ГОрЯчей прокатки из закаленного чугуна, для холодной—из закаленной стали. Опорные же валки для горячей прокатки изготовляют из твердой высокоуглеродистой стали, а при холодной—из полутвердой углеродистой стали. Привод рабочих вв производится посредством шестерен. Опорные валки, если они снабжены роликовыми подшипниками, не требуют привода. На обыкновенных холоднопрокатных дуо-станах невозможно прокатывать широкие ленты, которые требуют большей длины вв и большего их диаметра. В виду этого до применения четырехввых станов большая часть железных н стальных лент, прокатываемых холодным способом, обыкновенно не превышала по ширине 150 миллиметров. Более широкие ленты стало возможным получать только на станах четырех- и шестиввых. Четырехввые станы кварто получили распространение лишь за последнее время с применением роликовых подшипников. Производительность станов кварто гораздо выше, чем дуо-станов. Кроме того на стане кварто лента может прокатываться значительно более тонкой, иногда без промежуточного отжига. Эти преимущества особенно сказываются при прокатке твердой стали. Так, при прокатке ленты шириною 100 миллиметров (из стали с сопротивлением 80—90 килограмм/мм2) и толщиною 1,5— 0,22 миллиметров на обыкновенном дуо-стане требуется 11 пропусков с 5 промежуточными отжигами; на стане кварто для той же прокатки требуется всего лишь 4 пропуска без промежуточного отжига. Необходимо заметить, что благодаря большему давлению, которое м. б. получено при прокатке на стане кварто, толщина листов получается равномерной по всему сечению при большой точности сечения. Поверхность листов получается блестящей и гладкой. В стане кварто иногда считают выгодным несколько смещать рабочие валки с осевой линии со стороны подачи или же со стороны выпуска металла. Чаще всего это смещение делается приблизительно на б миллиметров со стороны подачи металла (фигура 21). Цель смещения рабочих вв заключается в том, чтобы они, имея нек-рую игру в подшипниках, не встали при подаче металла косо к опорному валку, а с первого же момента по всей длине придавливались бы к опорным валкам. Существует еще одна система четырехввого стана с опорными валками, являющаяся видоизменением трио-стана. Рабочий валок в ней вследствие очень небольшого диаметра имеет два верхних (иногда нижних) опорных валка (фигура 22). Прокатка производится между средним (малым) и нижним (большим) валками. 6) Гнездовые станы (cluster mill), то есть шестиввые, представляют дальнейшее развитие четырехввых станов. В гнездовых станах каждый рабочий валок имеет по два опорных валка (фигура 23) и вследствие этого настолько хорошо удерживается в правильном положении, что не нуждается в подшипниках. Давление металла на рабочий валок распределяется на два опорных валка и поэтому ему может быть дан меньший диаметр при той же производительности стана. При холодной прокатке листов шириною 900 миллиметров на обыкновенном дуо-стане с диам. 750 миллиметров потребовалось 40—60 пропусков, чтобы получить блестящую полированную поверхность; те же результаты на гнездовом стане получаются всего лишь при 3—4 пропусках. Гнездовый стан имеет однако следующий недостаток. Давление, приходящееся на каждый опорный валок при обыкновенном отношении диаметров рабочих и опорных вв 1 : 2—1 : 2,5, составляет 0,7—0,75 Р (общего давления при прокатке). Подшипники опорных вв находятся под давлением 2,8—3 Р, между тем как это давление в четырехввом, как и в дуо-стане, составляет 2Р. Т. о. расходуемая в подшипниках работа трения в шестиввом стане на 40—50% больше, чем в четырехввом стане. При обыкновенных скользящих подшипниках работа трения настолько значительна, что при этих условиях конструкция шестиввого стана становится нерациональной. Напротив, при роликовых подшипниках потери на трение играют незначительную роль. На гнездовых станах является поэтому обязательным применение роликовых подшипников. К минусам гнездового стана необходимо отнести также относительно большую его стоимость в сравнении со станом кварто, вызываемую его сложностью и применением двойного количества роликовых подшипников. Тем не менее в тех случаях, когда необходимо применить очень большую длину вв по сравнению с диам. (например при 1= 1 700 миллиметров и d=305 миллиметров), отдают предпочтение гнездовому стану. 7) Универсальные дуо-станы употребляются для прокатки универсального (широкополосного) мостового и судового железа. Для получения точных прямых кромок под прямым углом кроме обычных горизонтальных вв применяют в них еще вертикальные, располагаемые по одну (фигура 24) или обе стороны горизонтальных
вв. Универсальные дуо-станы делятся на станы с постоянным направлением вращения вв (одна пара вертикальных вв) и реверсивные тяжелые станы (две пары вертикальных вв). На универсальных нереверсивных станах прокатывается универсальное железо средней ширины, на дуо-реверсивных или трио-универсальных станах—универсальное железо большой ширины до 1 200 jtM. 8) Универсальные три о-с таны, в них средний валок имеет меньший диаметр (сист. Лаута). Трио-станы с двумя парами вертикальных вв встречаются редко (фигура 25); б. ч. они имеют одну пару таких вв, которые располагаются сзади нижнего пропуска (фигура 26). Универсальные станы применялись для прокатки ряда профилей в том числе и рельсов, но широкого распространения не получили. Однако для прокатки широкополочных двутавровых балок универсальные станы системы американского инж. Грея
Фигура 24. ;|Фигура 25. Фигура 26. [|
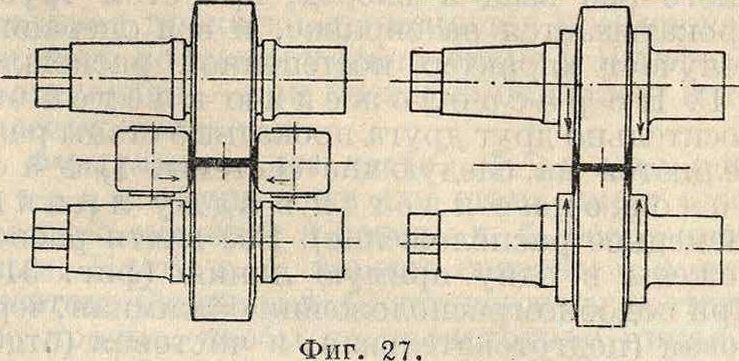
получили распространение. В Готличие от универсальных станов обычного типа в этом стане вертикальные валки расположены таким образом, что оси их лежат в одной вертикальной плоскости с осями горизонтальных вв (фигура 27), а не так, как это имеет место в обычных универсальных станах. Универсальный стан Грея состоит из двух клетей, расположенных рядом друг за другом непрерывно, причем прокатанная на обжимном стане для двутавровой балки и вторично нагретая заготовка по
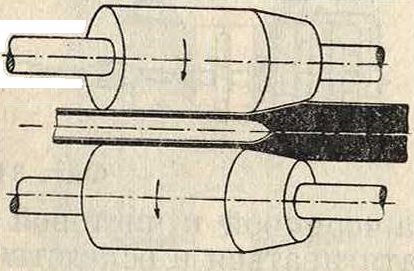
ступает сначала в первую клеть, имеющую горизонтальные и вертикальные валки, а затем во вторую лишь с горизонтальными валками. где обравниваются края полок. Вместо обычных цапф вертикальные валки направляются особыми роликами, расположенными по сторонам шеек горизонтальных вв. 9) Д у о-с т а н ы с косораспо-оженными в а л к а м и употребляются для прокатки труб без шва. Оси вв в подобных станах пересекаются под острым углом и имеют направление вращения вал
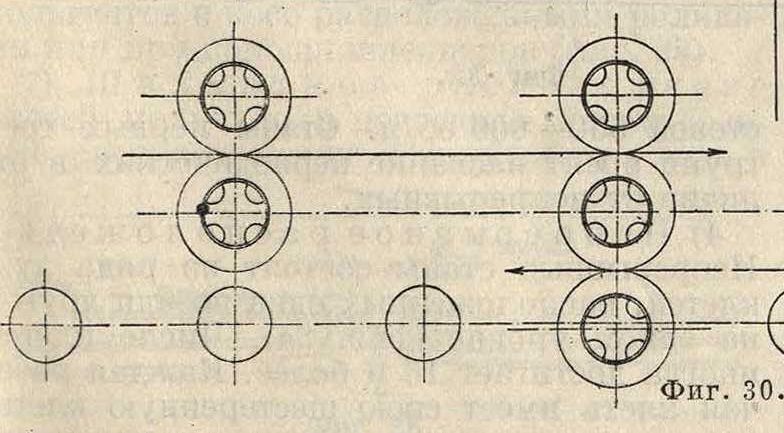
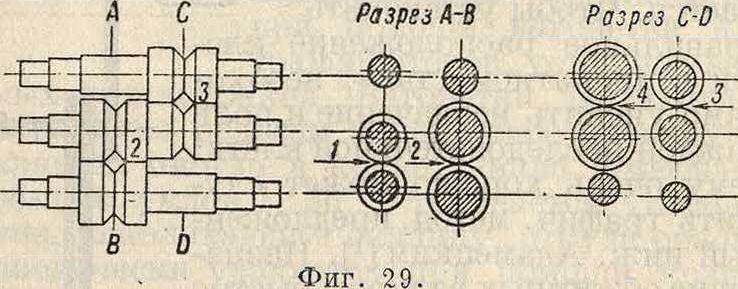
ков в одну сторону (фигура 28). 10) Стан ы со специальными клетями. Гораз^ до реже применяются станы с числом вв более четырех, например двойное трио и сем и ввые станы. Двойные трио-станы имеют две рядом стоящие трио-клети с разными диаметрами вв (фигура
29). Вследствие необходимости убрать металл, к-рый получает вытяжку в предыдущем ручье, диаметр вв последующего ручья должен быть больше, чтобы иметь большую скорость. Семиввые станы имеют три клети. Средняя клеть, как видно из схемы (фигура 30), трио, а две другие клети дуо, расположенные спереди и сзади клети трио. Трио-клеть должна иметь диаметр вв больший, чем у дуо-клетей, для получения большей окружной скорости вв. Оба типа прокатных станов не обладают какими-либо особыми преимуществами сравнительно со станами других, более обычных типов и вместе с тем
значительно более сложны по своему устройству. 11) Станы для период ич е-ской прокатки. К числу станов с пе-риодическ. прокаткой относятся следующие три стана: а) маятниковые станы Бриде с кривошипным приводом, имеющие только сегменты вместо вал
ков; б) станы обычного типа с постоянным направлением вращения, но имеющие рабочий калибр лишь на части окружности вв; эта часть валка является обычно сменной; на подобных станах производится прокатка, например заготовки для вил. для подков и т. д.; в) станы пилигримовые, то есть с попятным движением (Pilgerwalzen). употребляемые для уменьшения толщины стенок трубы; операция прокатки на этом стане производится, как и на предыдущем « тане, но не в один пропуск, а непрерывно много раз взад и вперед; при этом труба прокатывается на оправке, и вся операция получает характер постепенной расковки.
Г. По расположению к л е т е и относительно друг друга прокатные станы разделяются на следующие системы. 1) Расположение клетей в одну линию (немецкое расположение). Все клети расположены в одну прямую линию (фигура 31). При подобном расположении обжимная, черновая (подготовительная) и чистовая (отделочная) клети имеют одинаковое число обо-ротов.и одинаковую скорость. Подобное расположение чрезвычайно нерационально. Если принять для стана малое число оборотов, отвечающее условиям работы обжимной клети, то производительность всего стана окажется чрезвычайно низкой. Прокатка
| Г | -j | ||
| Ф3 | |||
| 3 |
ΐ^η ten γββιγι ra-
Фигура 31.
на черновой и чистовой клети будет крайне затягиваться и вследствие охлаждения прокатываемой полосы потребует большего расхода энергии. Если, наоборот, допустить большое число оборотов соответственно требованиям чистовой клети, то в обжимной клети это вызвало бы далекое выбрасывание из вв короткой еще в начале прокатки болванки и замедление вследствие этого обратной подачи ее в валки. Кроме того затрудняется сама подача толстой болванки в быстро вращающиеся валки. Время на холостой ход так. обр. увеличивается и производительность стана понижается. Чтобы установить правильное расположение клетей в прокатном стане, необходимо уяснить назначение и роль каждой последовательной клети. чему очень хорошо может служить графич. метод, предложенный инж. Адамецким [*]. Назначение обжимных вв—быстро уменьшить сечение болванки, для чего употребляются валки большого диаметра, работающие с большим давлением. После энергичного обжатия раскатанную болванку необходимо передать в другую клеть (черновую) с меньшим диам. вв, но с большим числом оборотов. Необходимо помнить, что чем меньше поперечное сечение полосы, тем больше отношение поверхности полосы к ее объёму, следовательно тем больше охлаждение. Поэтому следующая за обжимной черновая клеть должна обладать относительно большим числом оборотов. Черновая подготовительная клеть имеет своей задачей подготовить требуемый окончательный профиль. За черновой клетыо следует отделочная, в которой прокатываемая полоса приобретает вполне точные размеры и требуемый профиль. Диаметр вв должен быть меньше, а число оборотов еще больше, чем у черновой клети. Указанное соотношение потребовало разделения прокатных станов
на отдельные «линии» с разными диаметрами вв и разным числом оборотов.
2) Бельгийское расположение отличается от немецкого выделением обжимной клети в отдельную линию (фигура 32).
JfpIssaeseCZts-· - линия
Фигура 32.
2 линия
isigj Dasgl ГДЮ El--
Двигатель б. ч. общий, причем движение от одной линии к другой передается при посредстве ременной или канатной передачи. Число оборотов у каждой линии различное: если у обжимной линии их 80—90, то у черновой и чистовой может быть 200 — 270. Подобное расположение значительно повышает производительность стана, т. к. прокатка производится независимо на каждой линии при различных скоростях.
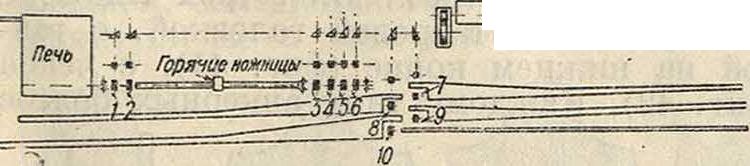
3) Ступенчатое расположение. При все более и более увеличивающейся скорости вращения вв в чистовой линии при прокатке проволоки явилась необходимость разбить чистовую линию на две, а в последнее время даже на три и четыре линии с целью более равномерного увеличения числа оборотов в каждой линии (фигура 33). Ступенчатое расположение впервые было применено Гарретом, а нотому вся установка носит название стана Гаррета. Тип стана, имеющий в чистовой линии четыре ступени (по две клети в одной ступени) носит название стана Гаррета-Кромвеля. Каждая ступень может приводиться в движение от отдельного мотора. Число оборотов в отдельных линиях составляет: в обжимная линия
— чернобая линш.
обжимной линии 90— 100, черновой—250— 270, первой ступени чистовой 400 — 420, второй ступени чи-
чистсёые линии
Фигура 33.
стовой 550—600 об/м. Станы первых трех групп носят название периодических в отличие от непрерывных.
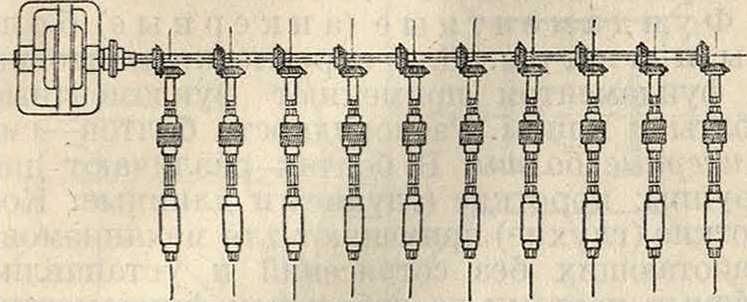
4) Непрерывное расположение. Непрерывные станы состоят из ряда дуо-клетей, расположенных одна позади другой на одном уровне (фигура 34). Число клетей иногда достигает 16 и более. Каждая рабочая клеть имеет свою шестеренную клеть, приводимую в движение при помощи конической или ременной передачи от общего двигателя. Общий вид непрерывного стана, показан на вкл. л., 4. Совокупности клетей непрерывных станов, отвечающие линиям периодических станов, называются группами. Непрерывные станы применяются б. ч. в качестве заготовочных, черновых и отделочных групп. Скорость вв от первой кле-
ти и до последней постепенно увеличивается с постоянным уменьшением поперечного сечения прокатываемой полосы. В виду того, что конструкция непрерывных станов была улучшена американской фирмой Моргана,
Фигура 34.
они получили название станов Моргана в отличие от станов Гаррета.
δ) Полунепрерывное располо-ж е н и е станов состоит из непрерывной обжимной или черновой группы, соединенной с чистовой линией обычного типа. б) Зигзагообразное расположение полунепрерывных сортовых станов называется «кросс-контри». Прокатка на этих станах происходит с движением полосы по ломаной зигзагообразной линии, причем периодически полоса при обратном движении проходит параллельно прежнему движению. Вследствие того, что прокатка происходит в двух или трех параллельных группах полунепрерывного стана, вместо одной непрерывной группы получается возможность при той же производительности значительно уменьшить длину всей прокатной мастерской. Иногда в полу-
qpp

| L | t _;it _ | ||
| Печо | Печь | -j 4000,ря | |
| □ | □ | Фигура 35. J |
непрерывных станах этого типа имеется наличие трио-клетей помимо обычных дуо. Передача прокатываемой полосы от одной линии к другой происходит посредством рольгангов с косо расположенными роликами или при помощи шлепперов (фигура 35).
7) Шное расположение клетей получило в последнее время большое распространение и применяется как в
ГМотор
Фигура 36.
чистовых, так и в черновых линиях. При этом расположении подача прокатываемой полосы из одной клети в другую происходит автоматически благодаря косому расположению роликов в передней части рольганга (фигура 36).
Все рассмотренные типы станов предназначены исключительно для продоль ной прокатки, то есть при вытяжке металла в направлении вращения вв. Существует еще гелликоидальнаяи поперечная прокатки. Гелликои-дальная прокатка применяется при прокатке труб по способу Маннесмана и Штифеля, поперечная—при раскатке бандажей и колесных дисков.
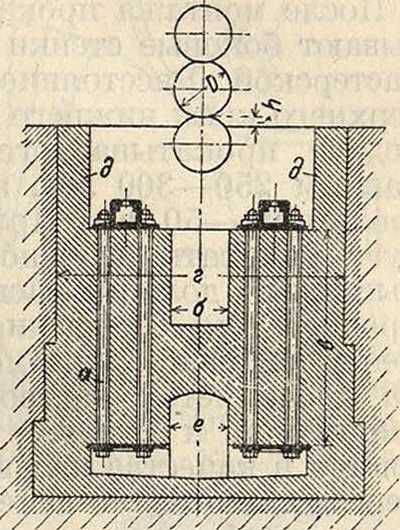
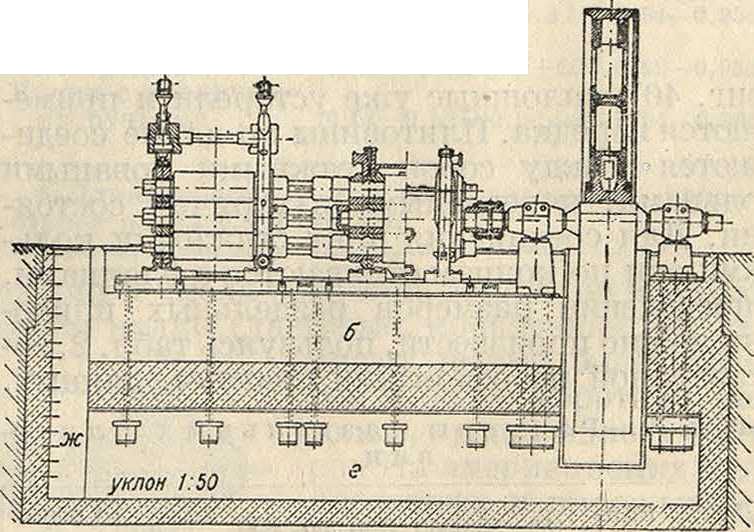
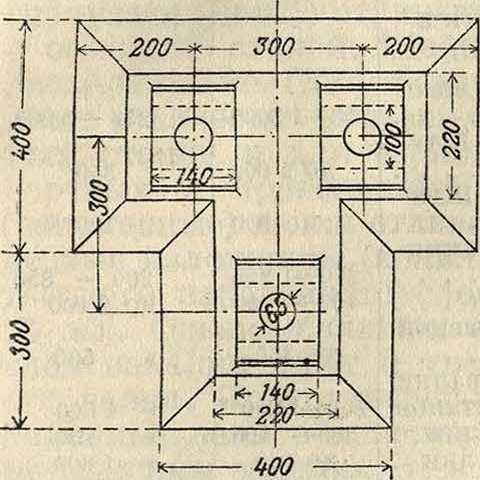
Фундамент и его части. Фундамент стан а. Фундамент для стана имеет особо важное значение и потому должен быть особо прочным. Клети должен быть хорошо связаны с фундаментом. Станины должен быть установлены настолько прочно, чтобы не происходило никаких смещений во время прокатки. В фундаменте устраивают два канала ей б (фигура 37 и 38); нижний служит для доступа к анкерным болтам а, иногда требующим смейы. Попадать в него можно через вертикальный канал ж, который устраивается в конце фундамента. Во избежание ржавления анкерных болтов и плит нижний канал перекрывается сводом, исключающим проникание воды из верхнего канала. Верхний открытый канал б служит для стока охлаждающей воды, а также скопления и удаления проваливающейся окалины. В нем же --------------------- помещаются иногда противовесы или гидравлич. цилиндры, слузкащие для уравновешивания вв. При больших установках удаление окалины иногда производится при помощи вагонеток или транспортеров, устанавливаемых под воронкой. Вагонетки двигаются в канале по рельсам и поднимаются наружу краном; иногда в конце канала, имеющего обычно уклон 1 :50, устраивается углубление, улавливающее окалину, откуда она. периодически удаляется при помощи крана. Размеры фундамента зависят от размеров стана, который
Фигура 37
Фигура 38.
обычно характеризуется диаметром вв. Расчетной глубиной фундамента считается длина анкерного болта в, которая, как и ширина фундамента г, изменяется в зависимости от диаметра вв. Как видно из табл. 1 расчетная глубина фундамента в зависимости от типа стана изменяется в пределах от 2 до 4,2 м, а ширина от 2,2 до 6,2 метров.
Т а б л. 1Р а з м с р ы фундаментов для прокатных станов по Η ϋ 11 е (в миллиметров).
| Диам. вв | Ширина | Глубина | Ширина канала,
е |
| 220— 300 300— 400 430— 550 600— 800 800—1 150 1 250 | 2 200—2 300
2 400-2 900 3 100—3 400 3 600-4 400 4 700—5 000 5 500-6 200 |
2 000—2 200 2 200—2 500 2 500—2 700
2 800—3 200 3 200—3 800 3 800—4 200 |
600
600 600 700— 800 800—1 000 1 000—1 200 |
После монтажа прокатного стана выкладывают боковые стенки d, б до уровня пола мастерской. Расстояние от уровня пола до верхнего края нижнего валка h при ручной подаче прокатываемого металла делается равным 250—300 миллиметров, а при механической (рольганг)—50 миллиметров. При постройке не следует упускать основного правила: анкерные плиты должны располагаться на одном уровне. Для сообщения бетонному фундаменту водонепроницаемости в раствор бетона добавляется растворимое стекло. При кирпичном и бутовом фундаменте применяется в качестве изолирующего материала церезит. Церезитно-цементный раствор обычно употребляется следующего состава: цемент и песок 1 : 3 и затем церезитовая эмульсия 1 : 10 (церезит и вода).
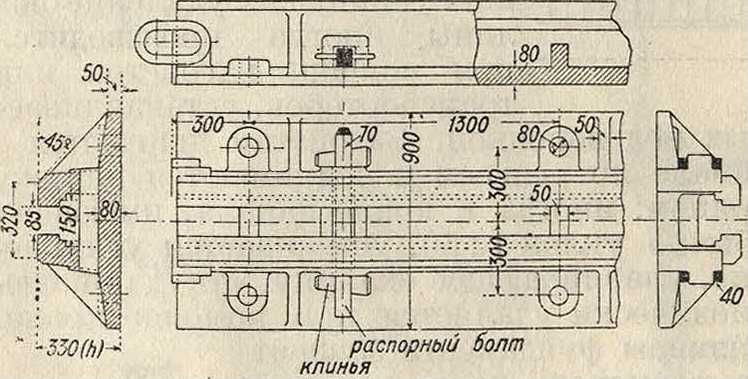
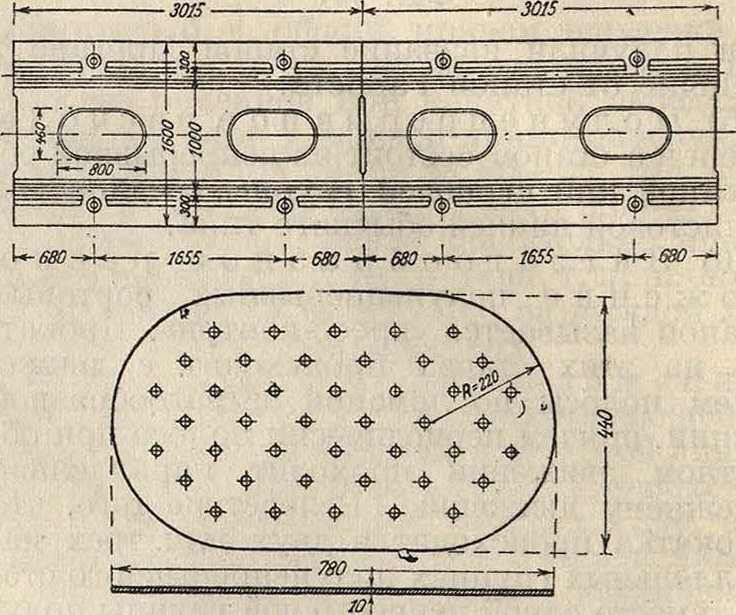
Фундаментная рама, или плитови-на, служит основанием для рабочих и шестеренных клетей, а также в качестве подставок для уравновешивания соединительных вв и для подшипника главного вала. Плитовины применяются двух типов: раздельные (фигура 39) и сплошные
Фигура 39.
(фигура 40); сплошные уже устарели и применяются изредка. Плитовины по длине соединяются между собой стяжными коваными кольцами, надеваемыми в горячем состоянии. Для соединения плит стяжными кольцами они по концам отливаются с фланцами. Определение размеров раздельных плито-вин можно произвести, пользуясь табл. 2, составленной на основании практич. данных,
Таблица 2.—Р аз меры раздельных плитовин.
| Диам. вв, миллиметров | 450—550 | 550—700 | 700—850 | 850 —
1 000 |
1 000— 1 200 |
| Высота рамы, М.М. Ширина ра- | 300 | 350 | 400 | 450 | 500 |
| мы, миллиметров. Диам. анк. | 800 | 900 | 1 000 | 1 100 | 1 200 |
| болтов, миллиметров | 65 | 70 | 76 | 89 | 102 |
выражающих зависимость размера фундаментных рам от диаметра вв.
Размеры цельных сплошных плитовин колеблются в следующих пределах: высота 150—250 миллиметров, ширина 1 200—2 000 миллиметров, диам. анкерных болтов 50—76 миллиметров.
Фундаментные (анкерные) болты и плиты. Для скрепления плитовин с фундаментом применяют фундаментные болты и плиты. Разновидность болтов—см. Анкерные болты. В болтах различают две группы: короткие (глухие) и длинные. Короткие (глухие) применяют для механизмов, работающих без сотрясений и устанавливаемых поэтому на небольшом фундаменте.
Фигура 4 0.
Их закладывают при сборке в заготовленные в кладке углубления и затем заливают цементом. Длинные фундаментные болты обычно употребляют при механизмах, работающих с сотрясением, то есть с ударами и толчками, для ослабления которых дают фундаменту большие размеры и вес. В целях усиления связи плитовины с фундаментом болты должен быть пропущены глубоко в кладку фундамента, что и обусловливает их длину. Для того, чтобы
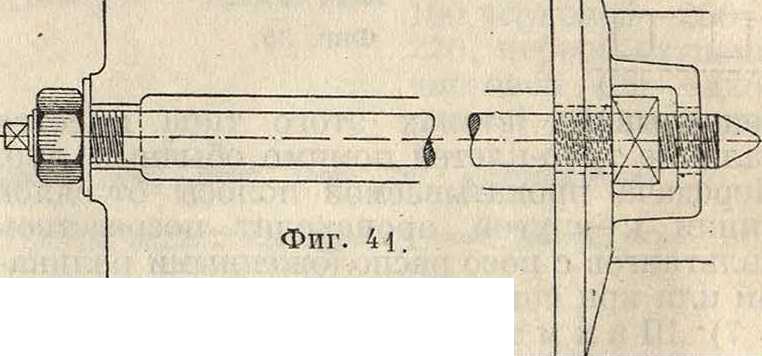
передать давление головки болта на большую площадь кладки, применяют фундаментные (анкерные) плиты. Болты для фундаментов прокатных станов употребляются трех типов: с прямоугольной тавровой головкой, с гайкой на нижнем конце (фигура 41), с чекой (фигура 42). Каждому типу анкерных болтов
Фигура 42.
соответствуют типы анкерных плит. Для болтов с головкой применяется плита, показанная на фигуре 43, у которой внизу имеется перекладина, соединяющая обе сережки и предохраняющая болт от проскакивания. Се-
режки служат упорами при завинчивании верхней гайки. Для болтов с гайкой применяется плита, показанная на фигуре 44. Нижняя перекладина имеет отверстие для нижнего конца болта.
Если болты располагаются слишком близ-
| 1
1 |
||
| -% | ||
| j |
| 1—1-г
1 -__V. 1 ! 1 |
|||
| [х: | —J- | ||
|
_Λ | |||
Фигура 43.
Фигура 44.
ко друг к другу, то в таких условиях применяется одна общая анкерная плита для
т-З "Т
Шл
*-150
Фигура 45.
двух-трех болтов (фигура 45). Анкерные болты поверх фундаментной плиты затягиваются гайкой и контргайкой.
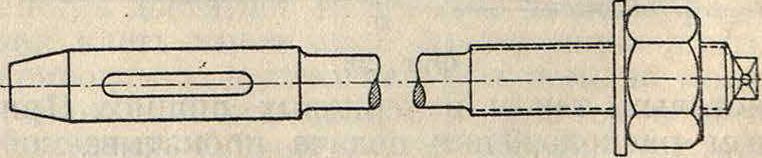
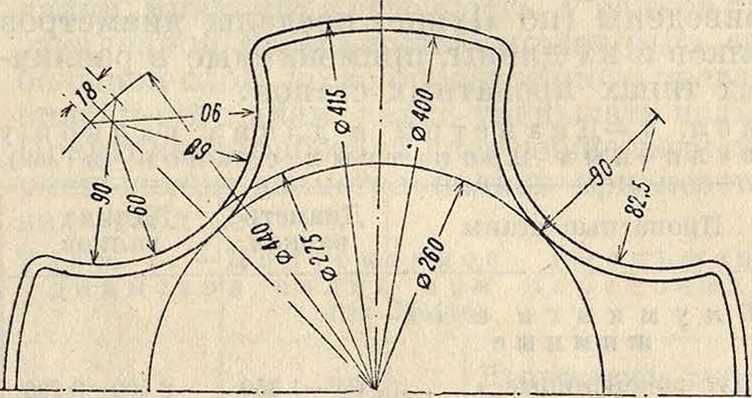
Детали прокатных станов. Прокатный валок. В прокатных валках различают три части: 1) среднюю, или рабочую, часть валка (фигура 46) с диам. D (иначе называемую
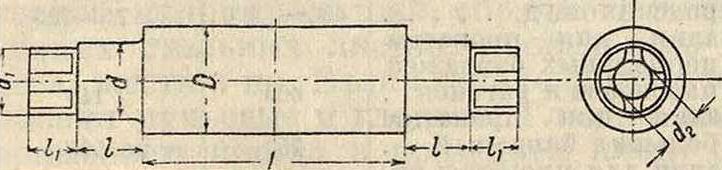
Фигура 46.
«тело» валка или «бочка» валка), 2) шейку валка с диам. d, 3) треф с диам. d,. Первоначальная форма трефа напоминала трилистник (trefle), откуда и происходит название. Данная форма имеет то преимущество, что давление от муфты передается всегда в трех точках, между тем как в трефах квадратной формы давление сосредоточивается лишь в двух противоположных точках. Квадратная форма трефа, быстро изнашивающаяся, заменяется теперь трефом с четырьмя, пятью и даже шестью выступами ром (фигура 48), величина которого в зависимости от величины вв должен быть 5—10 миллиметров. Но эта величина теоретическая: практически она всегда больше. К сожалению этот зазор создает много хлопот, осложнений и неприятностей. Когда в муфтах получается большой зазор, то соединительный валок опускается на некоторую величину а (фигура 49), тем бблыиую, чем больше этот зазор. Муфты вследствие этого перекашиваются и при вращении начинают бихь и хлябать, а углы трефа срабатываются и ломаются. Тогда при-
Фигура 48.
ходится заменять не только соединительный, но и прокатный валок, несмотря на годность самого валка. Кроме того хлябающая муфта своим обращенным к клети ре
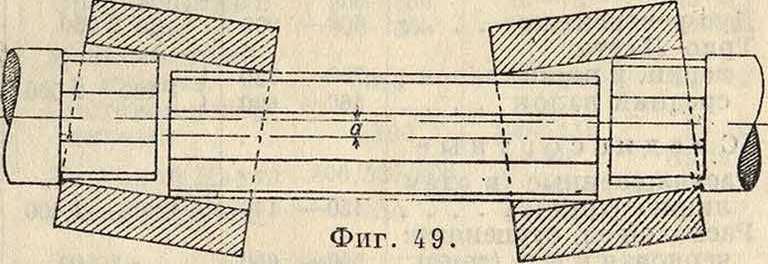
бром истирает подушку и также может привести ее в негодность.
Размеры шеек у вв находятся в зависимости от величины действующих
Таблица 3.—Р азмеры шейки и трефа прокатных вв (по Hiltte).
| Тип прокатных станов | Шейка | Треф“ | |
| диам. d | длина
L |
диам. d. | |
| Котельный (толстолистовой). | 0,667) | 0,8 d | 0,94—0,95(7 |
| Кровельный (тонколистовой). | 0,72 7) | 0,8i | 0,94—0,95(7 |
| Проволочный и мелкосортный. | 0,53—0,557) | d+20 | 0.92-0,93d |
| Валки с различными ручьями. | 0,54—0,58D | 0,9d+20 | 0,94-0,96(7 |
* Длина трефа fi для всех указанных типов станов равна 0,5 d -И0 миллиметров.
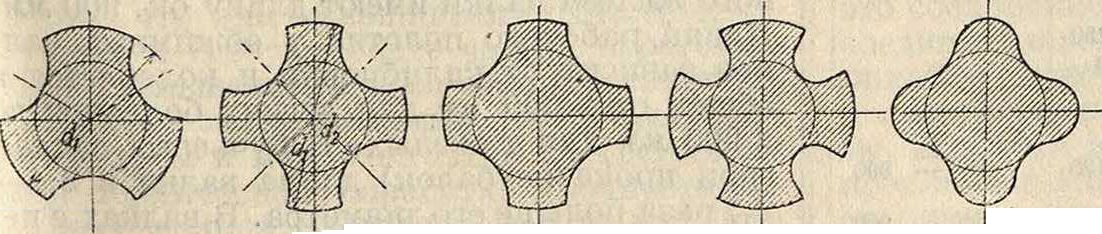
6 Фигура 47. в г
(фигура 4”, б, в, г, д). Внутреннее очертание муфты, соединяющей прокатный валок с соединительным вм, должно соответствовать очертанию трефа с некоторым зазо-
усилий и числа оборотов. Медленно вращающиеся валки (листовые, кровельные и т. д.)
имеют шейки более толстые и более короткие, чем валки, вращающиеся быстро. На американских мелкосортных и проволочных станах длину шейки часто делают равной двойному 3 диам. шейки. Диам. шейки и ее длина имеют большое значение для прочности валка. Практика выработала следующие размеры для шеек и трефов в зависимости от типа стана и диам. D валка (табл. 3).
2
Т. Э. т. XV III.
Радиус г заточки «галтель», то есть переход от шейки к телу валка, делается равным 1/1Bd. Диаметр трефа d1 берется равным 0,92—0,96 d для того, чтобы муфта, которая насаживается на треф, не срабатывала шейки и цодухуки. Длина трефа 1г берется равной 0,5 <Z+40 миллиметров. Для вычерчивания трефа необходимы еще следующие данные: а) внутренний диам. трефа й2, к-рый делается равным 0,66 диам. шейки d, б) радиус выемки о, принимаемый равным 0,3 диаметра шейки Й + 10 миллиметров. Метод расчета диам. валка предложен проф. А. П. Гавриленко [2]. В табл. 4 приведены (по Пуппе) пределы диаметров вв и их длины, применяемые в различных типах прокатных станов.
Таблица 4.—Д иаметры и длина вв у различных прокатных станов (в миллиметров).
| Прокатные станы | Диаметр вв | Длина вв |
| Б л у м и н г и и об- | ||
| жимные
Дуо-реверсивные ,. |
600—1 350 | 2 500—3 200 |
| Трио.. | 600—1 160 | 1 800—2 600 |
| Для прокатки тяжелых профилей и заготовки Дуо-реверсивные.. | 600— 950 | 1 800 —2 500 |
| Tino.. | 6С0— 850 | 2 000 —2 500 |
| Универсальные Дуо-реверсивные.. | 600— 900 | ДО 2 050 |
| Трио Лаута: верхи, и нижн. валок. | 700— 750 | 1 1 400 —1 500 |
| средний валок. | 560— 620 | |
| Среднесортные Расположенные в одну линию (трио). | 450— 470 | 1 200 —1 400 |
| Распопожен, ступенями: черновая клеть (трио). | 550— 650 | ~1 800 |
| чистовые клети (трио) | 400— 500 | -1 100 |
| Полунепрерывные: непрерывная подготовительная линия. | ~ 450 | 1 080 —1 140 |
| чистовая линия. | ~450 | 1 200 — 800 |
| Непрерывные. | 254— 356 | — |
| Мелкосортные Расположенные ступенями: черновая клеть (в большинстве трио). | 450— 550 | 800 —1 800 |
| чистовые клети (двойное дуо или трио). | 220— 350 | 600 —1 000 |
| Полунепрерывные: непрерывная подготовительная линия. | 360— 450 | 800 —1 000 |
| чистовые клети (в одну или неск. линий). | 320— 350 | 330— 800 |
| Непрерывные. | -230 | — |
| Для прокатки обручного железа и стрипсов Полунепрерыв. и распо-. ложенные в одну линию (европейск. станы) д .я полое шириной: | ||
| до 45 миллиметров. | 220— 250 | 450— 550 |
| 45-f-100 миллиметров. | 280— 320 | 500 — 600 |
| lOO-f-220 миллиметров. | 350— 400 | 600— 700 |
| 220-Т-5С0 миллиметров. | 450— 500 | 700— 800 |
| Непрерывные (америк.) для полос шириной: до 85 миллиметров. | 370— 250 | |
| 152 —610 миллиметров. | -500 | — |
| Проволочные
Полунепрерывные: |
800— 900 | |
| непрерыв. черн, линия | 325— 420 | |
| ступенчатая чистовая линия. | 240— 305 | 800 — 900 |
| Непрерывные: черновая линия. | 300— 425 | 700 —1 000 |
| подготовительная линия .. | 250— 350 | 700— 850 |
| чистовая линия. | 250— 400 | 700 — 800 |
(Продолжение табл. 4).
| Прокатные станы· | ! Диаметр вв | Длина ! вв |
| Листовые | ||
| Толстолистовые и бро- | ||
| непрокатные: | ||
| дуо-реверсивные. трио-Лаута: | 950—1 250 | 3 000 —1 500 |
| верхний и нижний валок. средний валон. | 800—1 100 500— 875 | J- 2 000 —3 500 |
| Средне истовые: | ||
| трио-Лаута: | ||
| верхний и нижний валок. средний валок. | 650— 780 475— 550 | J- 1 800 —2 SCO |
| Тонколистовые: | ||
| дуо-клети, рядом сто- | ||
| ящие..
Непрерывные тонко- |
560— 820 | 730 —2 000 | |
| листовые американского типа. | 760 | 1 473 |
| Для прокатки | i- | |
| труб | ||
| Косые валки Жаннес-
манна .. Конические валки Шти- |
350—1 300*1 | 250 —1 000 |
| феля..
Грибовидн. валки Шти- |
ДО 1 000 | 350 |
| феля..
Валки для пилигриммо- |
ДО 900 | 100*2 |
| вого стана. | 2С0—1 250 | 200 — 850 |
| Шведский дуо-стан. Валки для непрерывной | 400— 750 | ДО 2 000 |
| прокатки.
Гиперболоидные валки |
да 450 | » 500· |
| для правйльн. станов | SCO—1 200*3 | » 4 000 |
| Редуцирующие валки. | 300— 400 | » 250 |
| Калибровочные валки. | ДО 900 | » 600 |
| Правильные валки. Валки для снятия тру- | » 800 | » 600 |
| бы с пробки.
Правильные валки для |
» 600 | » 500 |
| правки круглых тел. | » 650 | » 300 |
| Для прокатки кольцеобразных и дискообразных | ||
| т е л | ||
| Валки для прокатки ма- | Ширина про- | |
| лых бандажей для го- | филя | |
| родских ж. д.
Валки для прокатки |
35С— 4С0 | 75—125 |
| нормальных бандажей паровозов и вагонов. | 600 | 140 |
| Валки для прокатки больших бандажей. Валки для прокатки ко- | 750 | ДО 500 |
| лесных дисков. | 375 | 210 |
| *1 Для медных труб диам. от 2С0 миллиметров. *2 Тол- | ||
| щина. *з на конце валка. | ||
Длина тела валка, называемая просто длиной валка, зависит от ширины прокатываемых листов и делается на 1/10 больше ширины листа. В среднем для котельных листов длина валка составляет 2 200— 2 500 миллиметров и редко 3 200—3 500 миллиметров. Иногда длина вв для листовых станов доходит до 4 000—5 000 миллиметров. Для прокатки кровельного железа валки имеют длину ок. 900 миллиметров. Длина рабочего полотна у обжимных вв зависит от калибровки и колеблется в· общем от 2 000 миллиметров для легких болванок до· 2 900 миллиметров для тяжелых. В ручьевых валках (при прокатке балок) длина валка в 2,4—
2,7 раза больше его диаметра. В валках с неглубокими ручьями длина валка больше диаметра в 2,9—3,2 раза, например у вв с диаметром 800 миллиметров, для прокатки балок длина валка будет от 2,4 · 800=1 920 миллиметров до 2,7· 800=2 160 миллиметров. Самые малые валки мелко-
сортного и проволочного стана имеют длину 900—750—650 миллиметров. Вес вв, обычно колеблющийся в пределах 0,25—0,33 то у проволочных вв, доходит до 26,5 то для блулингов и до 40 то для броневых вв. Для свободной усадки после отливки или же для работы с охлаждением валки отливаются иногда пустотелыми. Диам. внутренней полой части принимают равным ^.
Материал вв. Валки отливаются из чугуна и стали. Чугунные валки бывают мягкие, полутвердые (полузака-денные) и твердые (закаленные); стальные— литые и кованые. Мягкие чугунные валки отливаются с ручьями в составленной из двух половин опоке в глине. Употребляют их в качестве черновых (подготовительных) для крупного сортового и фасонного, а также для полосового. железа. Полутвердые (полузакаленные) отливаются в копили (смотрите) с обмазкой глиной. Шейки отливают в отдельной опоке. Полутвердые валки употребляют в качестве ручьевых для среднесортных станов и для черновых линий мелкосортных и проволочных станов. Твердые (закаленные) валки отливают в точеные железные изложницы (кокили) для получения твердого закаленного слоя толщиной 25— 55 миллиметров. Однако слишком большая толщина слоя закалки ведет к увеличению хрупкости валка. Продолжительность службы закаленных вв зависит, с одной стороны, от толщины закалки, т. к. чем толще слой, тем дольше его можно перетачивать по мере износа его поверхности,с другой,—от сопротивления валка излому. Оба эти условия взаимно исключают друг друга. Так. обр. только при исключительно тщательной отливке и не менее осторожной прокатке можно пользоваться валками с большой толщиной слоя закалки. Валки из закаленного чугуна употребляют для П. тонких сортов, например проволоки, обручного железа, тонких стальных листов, кровельного железа, жести и прочие Валки закаленного чугуна бывают ручьевые и гладкие. Гладкие валки применяют иногда в последней клети сор7товых станов в качестве полировочных вв (гладилок). Ручьевые валки закаленного чугуна применяют на чистовых линиях мелкосортных и проволочных станов. Валки из литой стали употребляют для блумингов и для П. тяжелого профильного железа. В виду того, что ширина бурта на стальных валках м. б. меньше, тело валка используется лучше, так как на нем может поместиться большее количество ручьев. Кроме того стальные валки допускают в один пропуск большую величину обжатия. Срок их службы значительно больше, чем у чугунных вв. Недостаток же их состоит в том. что они изнашиваются быстрее чугунных и требуют более частой переточки. Для уменьшения износа валки начали изготовлять легированными, прибавляя никель, хром и молибден. При соответствующей термической обработке прочность подобных вв достигает 110 килограмм/мм2 при 10—15% удлинения. Валки из кованой стали употребляют лишь в редких случаях, когда глубина ручья слишком велика и обыкновенный металл не дает необходимой прочности.
Переточка в а. л ков. Во время работы валки изнашиваются, но не равномерно и потому периодически поступают на токарный станок в переточку. При переточке снимается слой 2—5 миллиметров в зависимости от диаметра и назначения валка (листовой и сортовой). Валки для тонколистовых станов перетачивают иногда на шлифовальных станках с наждачными кругами. При повторяющихся периодически переточках снимается значительный слой металла, и валки с закаленной поверхностью, теряя слой закалки, приходят в негодность. У вв с незакаленной поверхностью может быть сцйгг большой слой, но до определенного предела, ниже которого диам. валка уменьшать нельзя_ Практика выработала следующие величины уменьшения диаметра вв при переточках (табл. 5).
Таблица 5.—Допускаемое уменьшение диаметра валка при переточках (по Hiitte).
Главная соединительная муф-т а. Передача движения от вала двигателя к прокатному стану совершается при помощи главной соединительной муфты, которая допускает возможность разобщать стан от двигателя. Главная муфта передает всю работу двигателя и воспринимает все удары и толчки стана. Правильно сконструированная муфта должна отвечать следующим требованиям: 1) передавать работу полностью, без потерь, а также обладать достаточным сопротивлением скручивающим и изгибающим моментам, срезывающим и действующим вдоль вала усилиям; 2) при возможно· меньшем весе быть хорошо центрированной во избежание вредного действия центробежной силы; 3) легко разобщаться и не иметь выступающих частей; 4) быть достаточно· эластичной при соединении с электромоторами. В старых установках вал двигателя или вал привода соединяется с шестеренным вм при посредстве главной муфты соединительного валка и вспомогательной муфты (фигура 50). В современных же установках это соединение производится без посредства соединительного валка. Вал двигателя или привода с шестеренным вм соединяется непосредственно при помощи главной муфты. Идея эта возникла у Ортмана, который предложил для выполнения ее особую конструкцию главной муфты. Преимущества муфты Ортмана, получившей широкое распространение, состоят в следующем: 1) расстояние между концом главного вала и трефом шестерни значительно сокращается, что уменьшает длину стана и его фундамента;
| Система стана
I | Диам. валка в миллиметров | Допускаемое уменьшение диам. валка | |
| в миллиметров | в % диам. | ||
| Блуминг. Крупносортный
Среднесортный Мелкосортный и провол. Листовой реверсивный. Листовой Лаута Тонколистовой |
1 100
900—850 650-800 500—550 350—360 260 1 100 800/560/800 650 |
165
135—180 hO—135 50—75 35—50 26—30 100—110 ί 40 ) 80 30-45 |
15
15—20 12—18 10—15 10—15 10—12 9—10 Закал. 5 Незакал.Ю 4.5—7 |
2) становятся излишними соединительный валок между главным валом и шестеренной клетью, подставка с подшипником для поддержки соединительного валка, а также соединительная муфта; 3) помимо удешевления самой уста-
Фнг. 50.
новки уменьшается количество трущихся частей, то есть износ установки.
Муфта Ортмана (фигура 51) состоит из двух половин и общей части. Одна половина, имеющая 6 или даже 8 зубцов (выступов), насаживается на вал двигателя, другая (также с зубцами) насаживается на треф шестеренного валка и наконец третья часть со впадинами свободно. надевается, соединяя обе половины и удерживаясь от сползания кольцом, скрепляемым лрипомощи болта. При освобождении кольца
| тшя | |||
| ЧШщ | |||
| ///////ζζΑ | |||
Фигура 51.
ипередвижении верхней части влево (на вал) муфта разобщается. Другие типы главных муфт—см. Муфты.
Соединительные валки (обычно чугунные или стальные) имеют такое же сечение, как и треф у прокатных вв. Иногда для облегчения веса их делают пустотелыми. В случае большого веса их подпирают и тогда они имеют шейку. Длину соединительных. вв стараются делать возможно меньшей,чтобы, с одной стороны, уменьшить вес движущихся частей стана, а с другой стороны — уменьшить длину всей линии стана, а следовательно и длину фундамента. Наименьшая длина соединительного валка обусловливается необходимостью поместить на нем две муфты, посредством которых соединяются трефы вв двух соседних клетей. Т. о. наименьшая возмоясная длина соединительных вв должна быть равной 4 длинам трефа, т. к. длина каждой муфты равна двойной длине трефа. Для целей сборки и разборки между трефом валка и соединительным вм оставляют зазор в 5—10 лш. В станах дуо-реверсивных и трио сист. Лаута верхний прокатный валок во время прокатки поднимает- t-;ся, и вследствие этого соеди
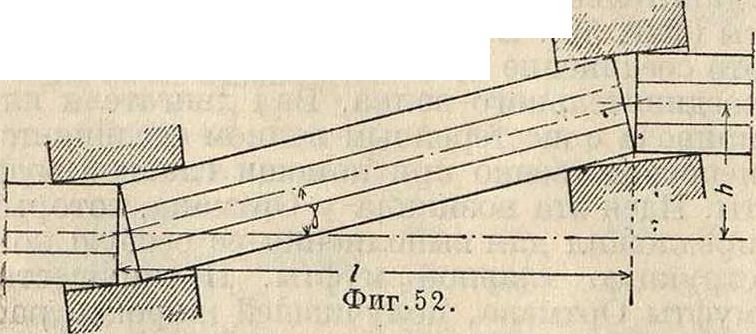
нительный валок получает косое положение, как это видно на фигуре 52. Если не учитывать этой особенности на практике, получается быстрый износ, а иногда и поломка трефов прокатных вв, что моя-сет повлечь за собой остановку стана. Для предупреждения этих явлений концы соединительных вв делают шарообразно закругленными или шарнирными и сами валки делают в этом случае значительно длиннее обыкновенных. Так, если подъем валка h большой (600—900 миллиметров), то длина соединительных вв I в 7—8 раз больше величины подъема верхнего валка, если нее подъем мал (200— 350 миллиметров), то длина их больше подъема в 10— 12 раз. Для правильного действия наибольший уклон соединительного валка γ не должен превосходить 12°. Обычно=3+6°. Делать > 7° не следует. В таком случае имеем:
при/, равном3, 7 и 12°, ctg (=~р) соответственно равен 20, 8 и 5.
Соединительные валки и вспомогательные муфты. Движение от шестеренной клети к валкам и от вв одной клети к валкам другой передается при
Фигура 53.
помощи соединительных вв и соединительных (промежуточных) муфт. Размеры соединительных муфт на основании практики определяют след, образом. Длину соединительной муфты берут равной двойной длине трефа-i-15-УЗО миллиметров. Толщина стенок муфты
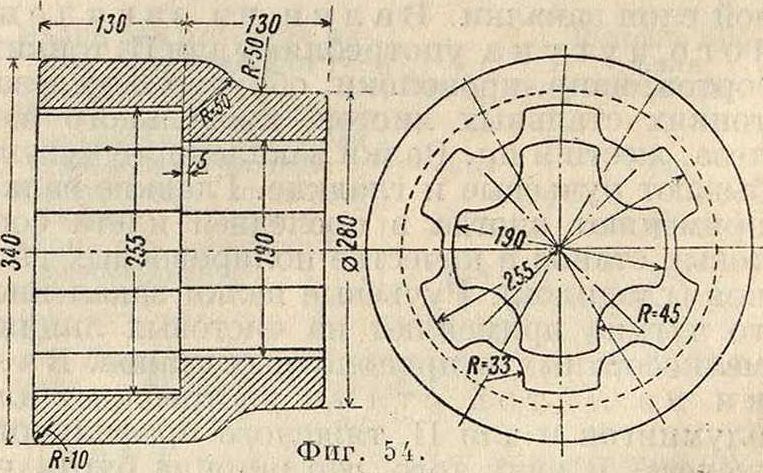
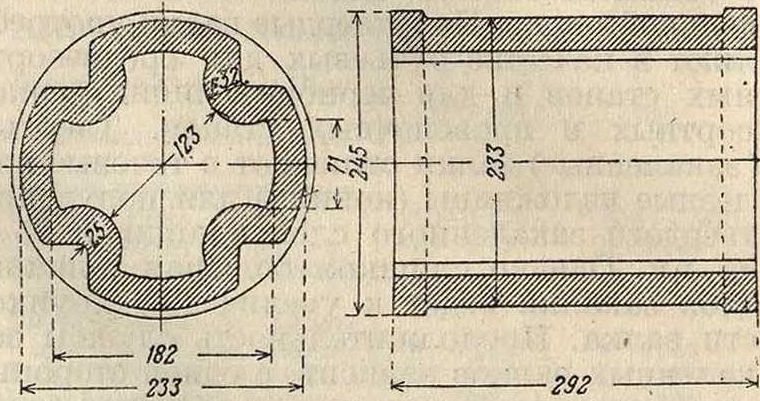
делается различной в зависимости от системы стана и материала муфты: а) в мелкосортных и среднесортных" станах она равна Ί.ι dx трефа, б) в крупносортных станах— 73 трефа+15 миллиметров, в) в листовых и универсальных станах—1/5 dr трефа. Муфты играют роль предохранительных частей на случай перегрузки стана. Толщину муфт поэтому подбирают с таким расчетом, чтобы во время перегрузки стана она ломалась раньше (как дешевая и легко заменяемая часть), чем ответственные части стана, Для облегчения веса ее делают иногда фигурной (фигура 53). Для соединения шестеренных вв с соединительными валками иногда употребляют переходные редукционные муфты (фигура 54). Их отливают из чугуна или стали или же изготовляют из кованой стали. Иногда в качестве соединительных вв применяется квадратная заготовка, которая после износа краев поступает в прокатку. Вполне точное соединение осей вв различных клетей не всегда возможно, особенно когда средний или верхний валок испытывает вертикальное перемещение. Для устранения поломок соединения муфтами должны обладать известной гибкостью, что достигается зазором в 5—10 миллиметров между муфтами и соединительными валками. Наиболее совершенным соединением являются гибкие сопряжения, обеспечивающие спокойное действие. При зазорах же неизбежен стук и хлябание муфт, что проявляется особенно сильно при холостом ходе. Гибкие сопряжения осуществляются в виде шарнирных (универсальных) муфт, широко применяемых в США и частью в Европе. Шарнирные муфты применяют в виде главных муфт, а также при соединительных валках. При шарнирных муфтах соединительные и прокатные валки имеют вместо трефов вилкообразные концы.
Уравновешивание с о е д и-и и{т ельйых вв. Чем крупнее
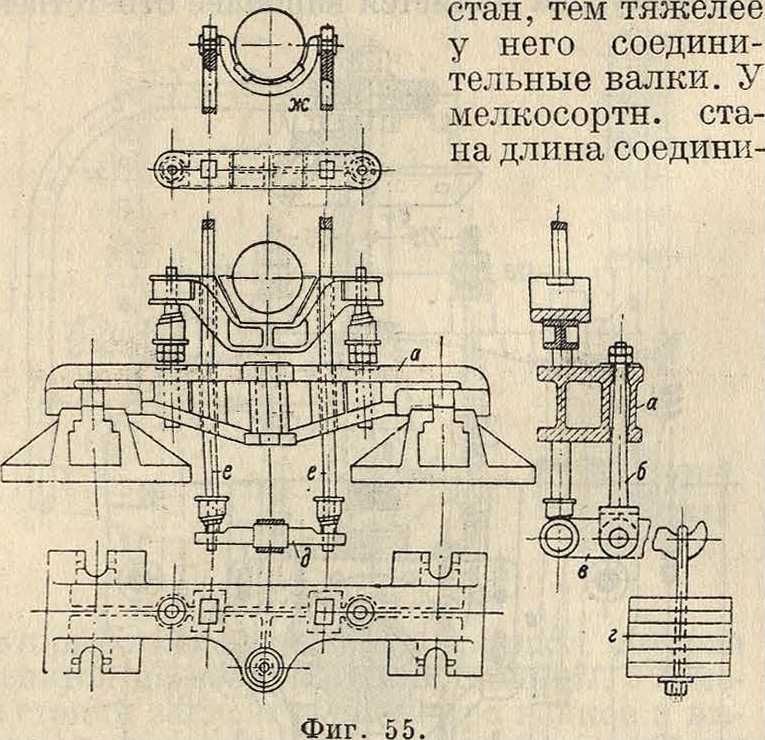
тельного валка около 500лш, вес этого комплекта составляет всего ок. 32 килограмма. В крупносортных станах длина составляет Н/2—2 м, а иногда, при подъемном верхнем валке, достигает 5—6 метров Соединительные валки тяжелых станов обыкновенно уравновешиваются посредством пружин, противовесов или гидравлич. устройств, воспринимающих удары и сотрясения. При смене прокатных вв соединительн. валки с надвинутыми муфтами остаются на уравновешивающих подставках, между тем как без этих подставок соединительные валки необходимо было бы удалять. На фигуре 55 показано уравновешивание верхнего валка посредством противовеса. В подставке а, служащей для уравновешивания нижнего валка, укреплен болт б, поддерживающий двуплечный рычаг в На одном плече рычага подвешен груз ё, на другом расположена поперечина д, в к-рую упиваются два стержня е, поддерживающие в свою очередь хомут ж. Хомут обычно делают из литой стали и заливают белым металлом.
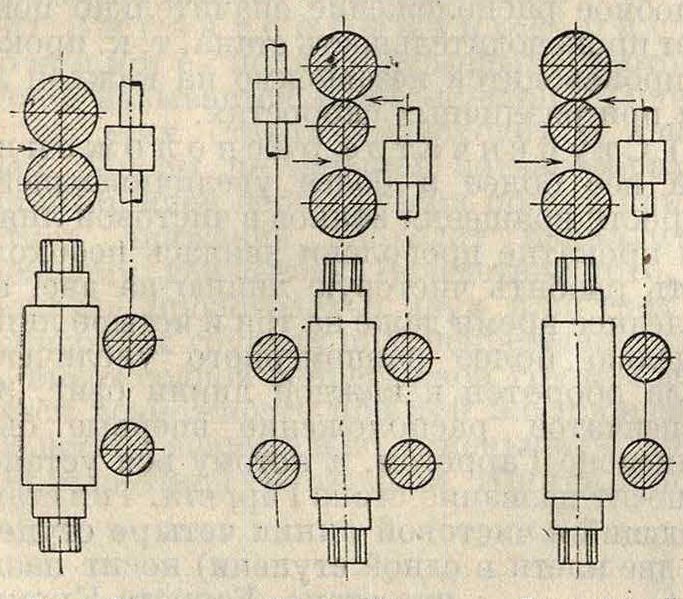
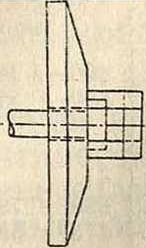
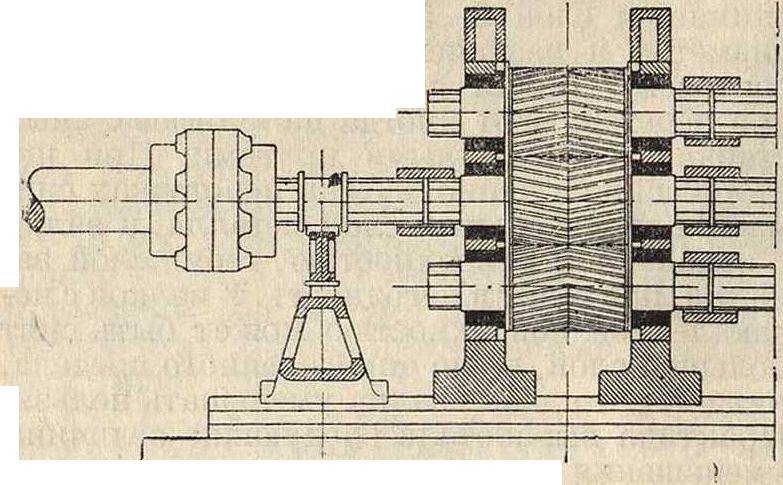
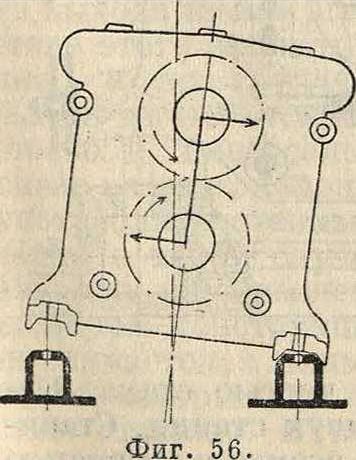
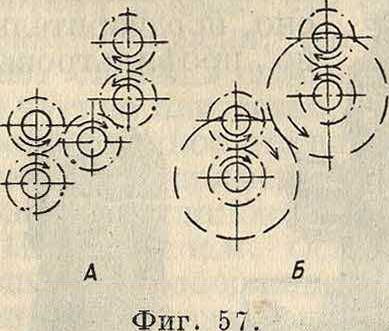
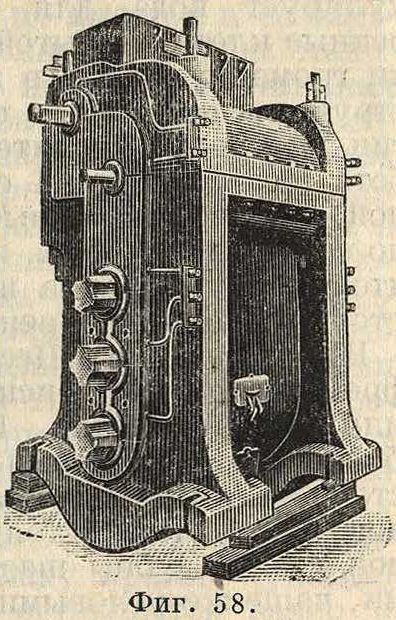
Шестеренная клеть. Чтобы уяснить себе роль и значение каждой части шестеренной клети, необходимо предварительно ознакомиться с действующими в ней, усилиями. Сила двигателя в шестеренной клети производит давление на зубцы шестерен. Давление же это через подушки передается станинам и производит опрокидывающее действие. Вращение главного вала, передаваемое шестерням, стремится опрокинуть станину около однойиз ее лап: момент кручения переходит в опрокидывающий момент (фигура 56). В рабочей клети опрокидывающего усилия нет, так как вертикальные усилия уничтожаются внутри самой клети. Шестеренные станины должны поэтому укрепляться на фундаментных плитах особо- прочно, и основания их делают более широкими, чем у рабочих станин. В двойном дуо движение к прокатным валкам от двигателя передается двумя способами: либо шестью шестернями (фигура57, Б) в двух шестеренных клетях, из которых первая клеть имеет 2 больших шестерни, а вторая—четыре малых, либо пятью шестернями, располагаемыми в одной клети (фигура 57, А). Шестеренная клеть универсального станасо-держит в себе пять шестерен (фигура 58).
Необходимо еще отметить, что в станах для прокатки тонких листов (кровельное железо и жесть) шестеренные клети отсутствуют; верхний валок вращается вхолостую трениемонижн. валок.
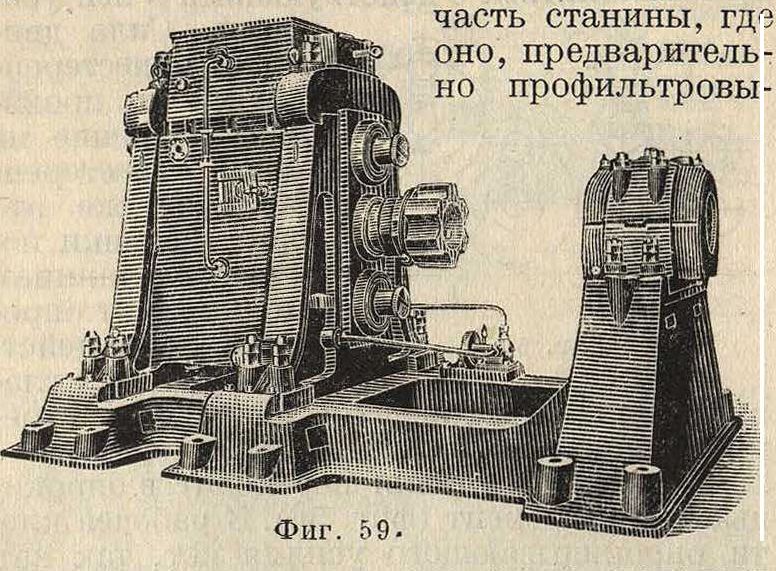
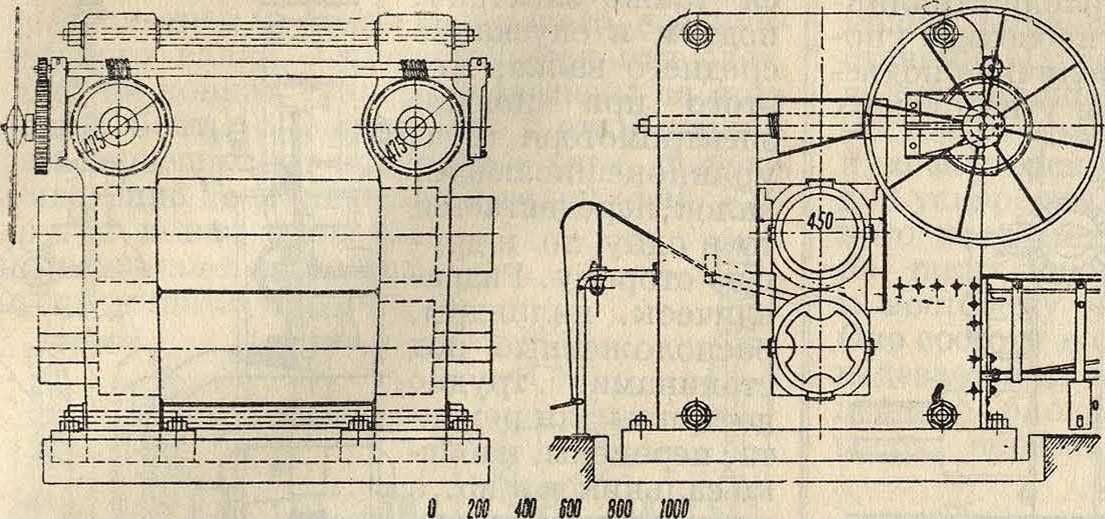
Станины шестеренной клети должен быть достаточно устойчивы. Конструкция шестеренной клети должна допускать удобную смазку шестерен и их шеек, а сами шестерни должны давать постоянное зацепление. При отсутствии этих условий неизбеж-ны быстрое изнашивание шестерен, частые поломки их и большая потеря энергии на вредные сопротивления. В современных шестеренных станинах закрытого типа обращено внимание на подушки и смазку; показанная на фигуре 59 шестеренная станина имеет шестерни с диам. 450 миллиметров; на правой стороне фигуры—на подставке подшипник для главного вала. Такие шестерни в настоящее время применяют с хорошо обработанными зубьями и достаточно длинными шейками. Подушки делают достаточной длины с цельными вкладышами, заливаемыми белым металлом, и устанавливают в станинах вполне точно без зазоров. Наливаемое в верхнюю часть станины масло по отдельным каналам
РОССИЙСКАЯ
ГОСУДАРСТВЕННАЯ
стекает к каждой шейке шестерни. Излишек масла собирается в нижней части станины, имеющей форму корыта. Помимо этого масло вбрызгивается внутрь клети в местах зацепления шестерен с передней и задней стороны клети. Все собирающееся в нижней части станины масло перекачивается специальным масляным насосом в верхнюю
ваясь через сетку и через сукно, попадает в масляный резервуар и оттуда опять растекается по всем каналам. Так. обр. происходит постоянная, непрерывная, вполне автоматическая циркуляция смазки. Иногда станины делают пустотелыми и в них циркулирует вода для охлаждения. Шестеренные клети закрытой конструкции сыграли громадную роль в деле улучшения конструкции прокатных станов. Расход энергии на трение значительно понизился, работа шестерен стала спокойной и бесшумной. Эксплоатационные расходы значительно сократились, т. к. износ зубьев стал ничтожным и поломка их, вызывающая простои, совершенно прекратилась.
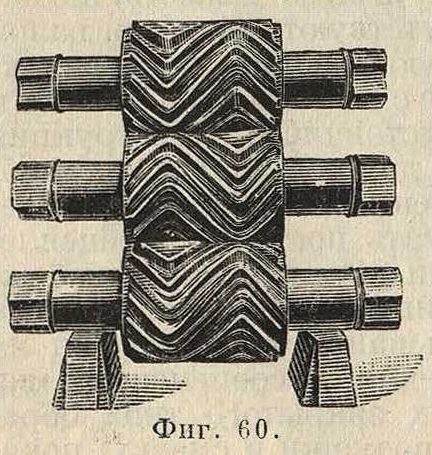
Шестерни. Шестерни изготовляются фрезеровкой почти исключительно из литой или кованой стали. Крупные шестерни с большими диаметрами большей частью состоят из отлитого зубчатого венца, насаженного в горячем состоянии на вал из кованой стали, Зубцы шестерен делают прямыми, чаще же угловыми, иначе называемыми стрельчатыми или шевронными. Двушевронные шестерни (фигура 60 создают наибольшую плавность зацепления. Шестерни с прямыми зубьями иногда конструируют т. о., что зубцы одной половины сдвинуты на полшага по отношению к зубцам другой. Т. о. получаются ступенчатые шестерни, имеющие более плавный ход и обеспечивающие более плотное] зацепление. Шестерни со ступенчатыми ‘фрезерованными зубцами начинают вытеснять обычные шестерни с угловыми зубцами. Зубья шевронных шестерен, изготовляемых из кованой стали, иногда подвергают закалке. Америк, заводы предпочитают вообще шестерни с прямыми зубьями, особенно для реверсивных станов, имея в виду правильность работы шевронных шестерен только при работе в одну сторону. Шеврон ные шестерни имеют однако следующие преимущества гхо сравнению с шестернями с прямыми зубцами: 1) более продолжительное соприкосновение между зубьями, 2) отсутствие зазора или мертвого хода между зубьями, 3) уменьшение плеча изгиба зубьев и уменьшение их износа. Кпд шестеренной передачи при правильной установке зависит также от состояния поверхности работающих профилей зубьев. Потери на трение в шестеренных клетях трио больше, чем в дуо; при малых нагрузках трение больше, чем при средних; трение увеличивается с увеличением числа оборотов и уменьшается с гладкостью зуба. При горизонтальном расположении соединительных вв (уклон > 2°) потери на трение меньше, чем при косом их расположении (уклон 6°). Пределы бесшумных скоростей принимают для стали 12 м/ск, что не является однако препятствием для применения стальных шестерен для непрерывных станов, работающих иногда со скоростью 17 м/ск.
Рабочая клеть представляет собою рабочий орган всякого прокатного стана, а потому она является наиболее ответствен
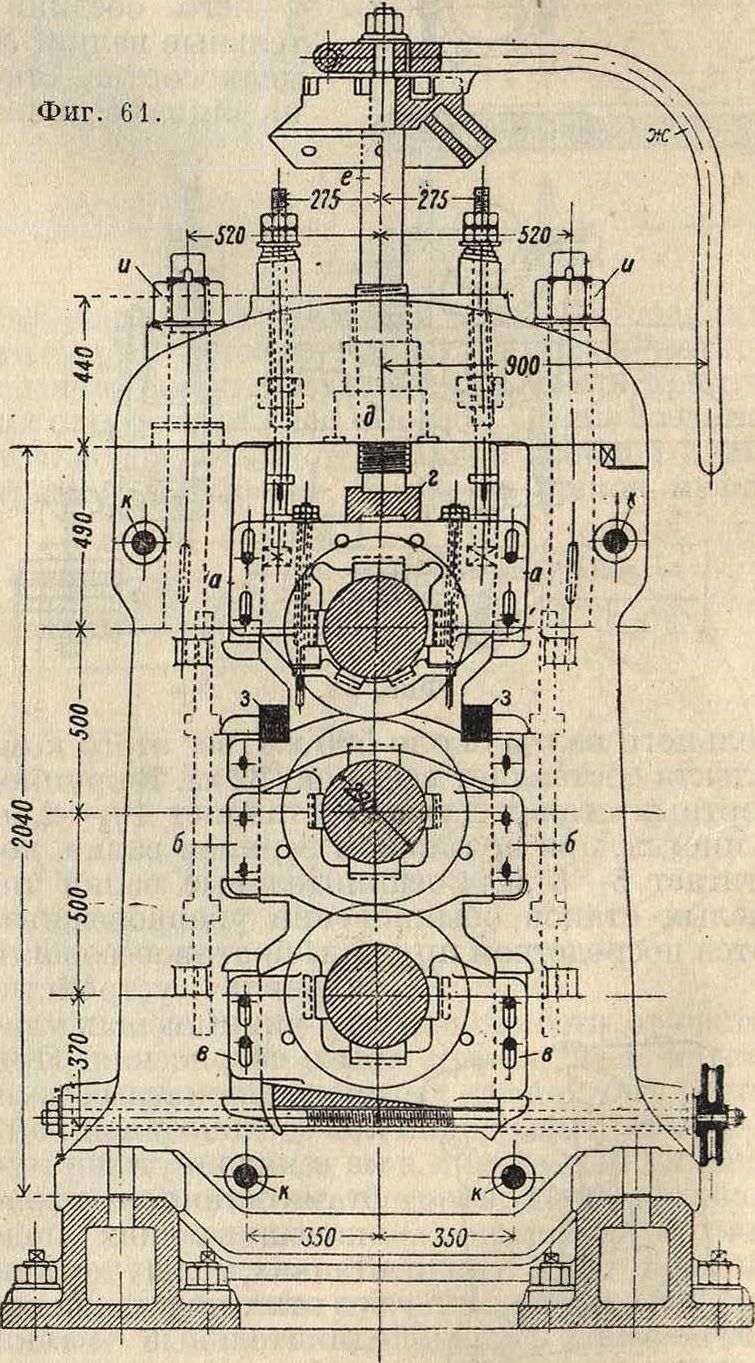
ной и наиболее ценной частью стана. Каждая клеть состоит из двух станин. Станинам для вв дают возможно простую форму. Нижняя часть станины имеет вид двух лап. Этими лапами она становится на плитовины и укрепляется на них короткими болтами. У каждой станины (фигура 61) необходимой принадлежностью являются по-
душки с вкладышами: верхняя—а, средняя—б и нижняя—в, затем предохранительный стакан г, гайка д с нажимным винтом е, ключ для поворачивания нажимного винта ж, установочные болты для подушек и наконец клинья з для регулирования верхней части средней подушки. Подушки обычно состоят из нескольких частей и в зависимости от характера и назначения стана бывают разнообразной конструкции. В случае открытой станины крышка прикрепляется двумя болтами и. Для соединения двух станин в одну клеть служат стяжные болты к. Станины укрепляются на фундаментной плите посредством 4 установочных болтов с контргайками, в реверсивных же станах посредством 8 установочных болтов.
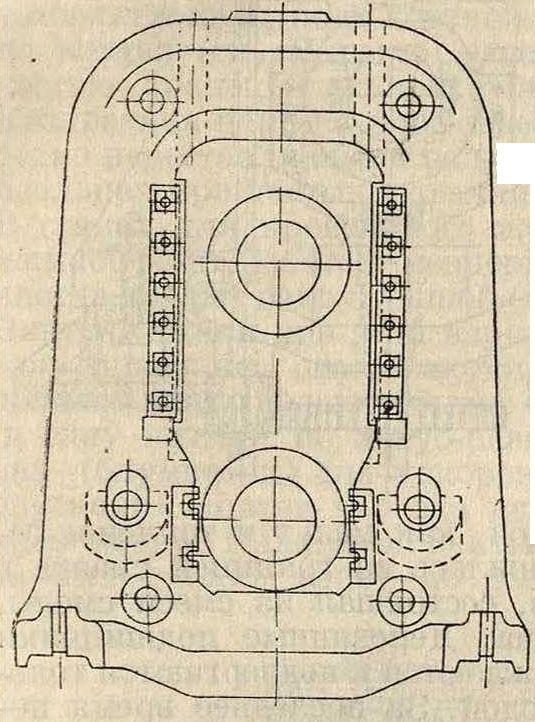
Все станины можно разделить на две группы: закрытые станины и открытые станины; первые отливаются цельными (фигура 62),
Фигура 62.
а вторые имеют отдельную крышку, которая крепится на обеих стойках станины. Размеры станин зависят от диаметра вв и высоты их подъема. По назначению рабочие станины можно разделить на блуминговые, крупносортные, средне- и мелкосортные, кровельные, двойные-дуо, универсальные и специального назначения. При закрытых станинах (фигура 62) валки во время смены вынимаются и закладываются через пролет станины. Иногда бывает возможным вынимать валки вверх, наклонив их предварительно до выхода шейки из одной станины. Вследствие этого закрытые станины применяются лишь в тех случаях, когда смена вв бывает нечастая, например в обжимных, листовых и универсальных станах. При частой смене вв, например в сортовых станах, употребляют станины со съемной крышкой; валки в таком случае вынимаются кверху. Нек-рым улучшением типа открытых станин является конструкция, в которой крышка не снимается, а лишь поворачивается вокруг болта, которым она скреплена с нижней частью станины. В последнее время начали применять станины, у которых болты, укрепляющие крышку станины, не вынимают, а лишь откидывают в сторону. В Америке при открытых станинах применяют общую крышку на обе станины. Преимущество этой конструкции состоит в том, что соединение станины получается более жестким и становится более удобной установка передач к нажимным винтам, а также верхнее уравновешивание вв, если таковое предпочитается нижнему. Кроме того при общей крышке на станинах можно производить смену целиком всей клети, как это делают в Зап. Европе и в США при среднесортных и даже крупносортных станах, что отнимает значительно меньше времени, чем смена вв. Отливают станины сплошными или ребристыми из чугуна или стали. Стальные станины, как вообще всякое стальное литье, должен быть хорошо отожжены; применяют их б. ч. для листовых обжимных станов и блумингов.
Подушки. Основное назначение подушек— поддерживать валки. Кроме того они имеют назначение воспринимать и передавать усилия, возникающие при прокатке, как станинам (верхней, нижней и боковой части), так и нажимным винтам. Подушки должны быть очень прочны. Материалом для подушек служат чугун и литая или кованая сталь. Последняя применяется лишь в очень редких случаях. Подушки бывают трех типов и резко отличаются по конструкциям в зависимости от того, для какого валка они предназначаются: верхнего, среднего или нижнего (фигура 61). Во многих листовых, универсальных, обжимных и во всех станах дуо нижней подушки не имеется и ее заменяют вкладыши, вставляемые в пазы станины. Для укрепления подушек в станинах применяют три способа. Первый способ состоит в-следующем: наружный край таких подушек отливают с ребрами (ушами), которые входят в наружные пазы станины и укрепляются установочными болтами, имеющими с другого конца клинья или квадратные головки. Наружные отверстия в подушках для болтов делают продолговатыми (сверху вниз), чтобы иметь возможность переставлять подушки вверх и вниз в зависимости от износа вкладышей или уменьшения диаметра валка вследствие переточки. Для передвигания подушки в станине в горизонтальной плоскости между краями (ушами) подушек и станиной оставляется зазор в 15—20 миллиметров. Края (уши) подушек имеют обычно солидные размеры. Установочных болтов у каждой подушки обычно бывает по 4 штуки и только у нижней подушки по 2. Второй способ укрепления подушек в станинах состоит в применении скоб, которые при помощи установочных болтов упираются одним концом в подушку, а другим в станину. Третий способ укрепления подушек применяется в тех случаях, когда верхний или средний валок во время прокатки передвигается вверх и вниз, например в дуо - реверсивных и листовых станах системы Лаута. Подушки делают в таких случаях гладкими без краев, которые удерживаются двумя планками, укрепленными болтами с наружной стороны станины. Планки эти делают стальными, иногда коваными, толщиной ок. 30 миллиметров и шириной 150—200 миллиметров. Длина их зависит от величины подъема вв. При подъеме лишь верхнего валка длина планки м. б. ~1 000 миллиметров, при подъеме одновременно верхнего и среднего—длина планок может быть 2 500 миллиметров. По мере изнашивания подушек или самих планок перестановка планок производится или особыми упорными винтами или клинь-
Фигура 63.
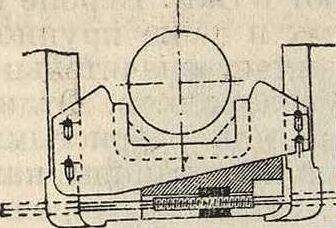
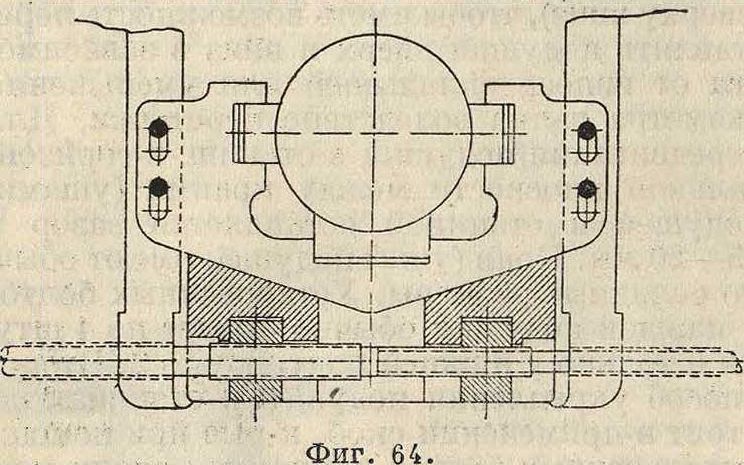
яыи, вставляемыми между планкой и станиной. Что касается нижней подушки, то ее установка также производится несколькими способами. Чаще всего применяется продольный клин, на котором лежит подушка (фигура 63). В продольный клин вставлена гайка; перемещая винтом клин, можно поднимать или опускать подушку. Иногда продольный клин заменяют двумя клиньями,
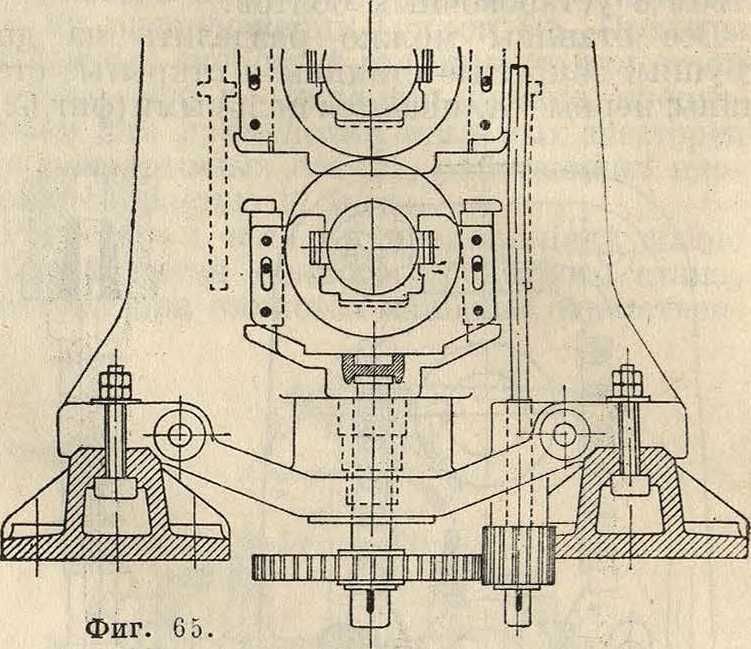
в которых гайки имеют нарезку, одна — левую, другая — правую (фигура 64). Последняя установка является наилучшей. Кроме того установка нижней подушки производится посредством двух поперечных клиньев. Наконец установка нижней подушки производится посредством нижнего нажимного винта (фигура 65). Применение нижнего нажимного винта в станинах трио давно известно и встречается довольно часто на американских и реже на европейских з-дах. Нажимной винт (как верхний, так и нижний) может исполнять двоякое назначение: 1) устанавливать до начала прокатки определенное и неизменное расстояние между валками, 2) изменять во время прокатки после каждого пропуска расстояние между валками. Подшипники прокатных вв состоят из подушек и вкладышей, изготовляемых из бронзы и антифрикционного сплава (баббита). Верхняя и средняя подушки у тяжелых станов имеют обычно 4 вкладыша: один верхний, один нижний и два боковых. Длина вкладышей должен быть равна длине шейки. Ширина вкладышей верхнего и нижнего делается больше, чем у боковых, так как они подвергаются большим усилиям и воспринимают большие давления. Ширина их б. ч.
имеет место при прокатке жести и кровельного железа, вместо сала применяют гудрон (i°ecB. 230°) или полугудрон (t°em. 140°), т. к. в этом случае расплавляется и горит. В виду большой густоты и вязкости гудрона к нему примешивают топленое. Все эти смазочные материалы являются однако мало подходящими для смазки шеек прокатных вв, а при плохой смазке шейки портятся и их приходится перетачивать. Кроме того применяются консистентные смазочные материалы, как например ксилит или калипсол с ί°„. около 140°. Они находили применение в шестеренных клетях для смазки шеек. Для прокатных же вв эта смазка дорога по цене и также
смывается водой, как мазут и топленое. Затем появилась за границей смазка в виде брикетов, состоящая из смеси смолы, сала и гудрона. Деревянные подшипники в смазке не нуждаются и подвергаются только поливке водой. За последнее время получают распространение различные системы штауферной смазки и смазки под давлением, в которых смазочное вещество в виде жидкой или полужидкой смазки поступает под давлением в специальные подшипники закрытой конструкции. Отработанное масло фильтруется и снова идет в дело. Нормы расхода смазочных материалов (в Германии до войны 1914—18 гг.) на одну клеть в одну смену при нормальной производительности указаны в таблице 6.
Таблица 6. —Расход смазочных материалов на прокатных станах (по Hiitte).
составляет 0,5—0,6 0 шейки. Ширина боковых вкладышей составляет ок. 1/30 шейки. В нек-рых станах нижний вкладыш верхней и средней подушки часто разделяют на два более узких вкладыша, причем общая их ширина в сумме должна составлять нормальную ширину нижнего вкладыша, то есть 1/i0шейки. Т. о. вкладыши не обхватывают всей шейки валка. Это делается для того чтобы дать возможность лучшего охлаждения шейкам и иметь свободное место для помещения смазочных материалов.
Самым простым до настоящего времени смазочным материалом для шеек прокатных вв является сырое, которым и обкладывают шейки прокатных вв в промежутках между вкладышами. В тех случаях, когда прокатка производится без применения охлаждения шеек, как это иногда
| Система прокатного стана | Средний 0 валка в миллиметров | Производит, в П-ч. смену в т | Расход смазочных материалов в килограммах |
| Блуминг дуо. Крупносортн. дуо. Крупносортн. трио
Среднесортн. » Мелкосортн. » Проволочи, комб. ДУО. Листовой дуо. Листовой трио. Тонко лист, дуо. |
1 100
750—950 500—650 350—360 260 260 1 100 800/560/800 650 |
750
300—400 100—300 50 40—50 25—30. 120 80 |
6
5 5 ί Черн. 4,0 Чист. 1,25 ί Черн. 1,5 Чист. 1,0 J Черн. 2,2 Чист. 1,4 3— 4 4— 5 6—8 |
В последнее время начали применять в прокатных станах роликовые подшипники, которые на америк. и европ. з-дах дали очень хорошие результаты. Помимо экономии в расходе энергии при прокатке, в среднем 40, при холостом ходе до 70%, эти подшипники дают следующие преимущества: 1) настройка производится очень точно и во время работы не требует регулировки; 2) даже при самой интенсивной работе роликовые подшипники не подвергаются нагреванию; 3) профиль при прокатке получается точнее, чем при обыкновенных подшипниках, и потому допуски м. б. уменьшены; 4) смазки почти не требуется и расход ее самый ничтожный. Приспособление роликовых подшипников к существующим станам сложнее, чем при изготовлении новых станов.
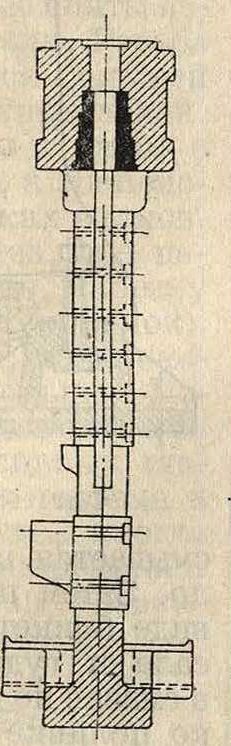
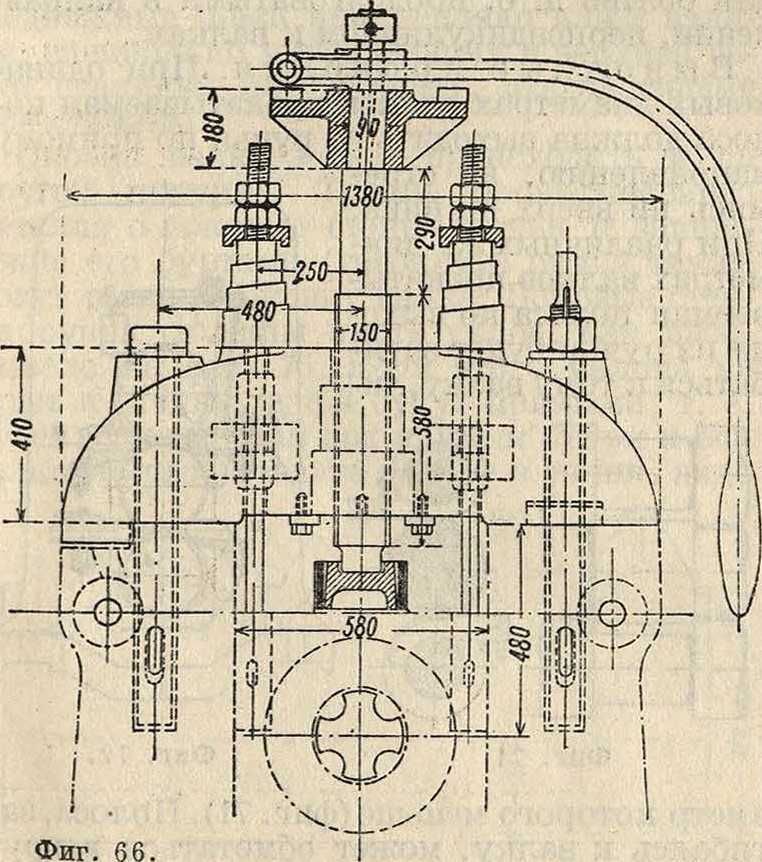
Нажимной винт и гайка. Из нажимных приспособлений для верхнего валка главное место занимает винт (фигура 66). Горизонтальный клин над верхним вм употребляется лишь в нек-рых кровельных и непрерывных станах. Нажимные винты изготовляют из лучшей кованой стали. Резьба на винтах (смотрите Нарезки) делается большей частью трапецоидальной или квадратной. Квадратная нарезка применяется в станах с редко переставляемыми валками, а трапецо-идальная при частых перестановках вв. В станах для кровельного железа, где нажимной винт работает непрерывно, нарезку иногда делают закругленной (полукруглой). Винты и гайки при этой нарезке, как показала практика, снашиваются меньше. Нажимные винты делают обычно одноходовыми (в одну нитку), но в дуо-реверсивных станах (блумингах) для ускорения подъема и опускания винтов нарезка делается иногда в две нитки. Нажимные винты при действии на них усилия снизу не должны развин
чиваться, то есть винт должен удовлетворят:, условию самоторможения. Это условие достигается тем, что угол подъема винта берут очень- небольшим 2—5°. Диаметр (внутренний) нажимного винта в листопрокатных станах принимается равным ’/з 0 вал-ков, а в остальных станах 1/4 .0""вв. Гайки изготовляют из твердой бронзы или хорошо прокованной стали. Гайка плотно вгоняется в гнездо верхней части станины,
причем чтобы обеспечить ее от проворачивания в станине снизу загоняется шпонка. Предохранение гайки от выпадания достигается несколькими способами. Применяют болты, пропускаемые через станину и края гайки, или же сверху гайки навинчивают кольцо, которое и удерживает гайку. Форма гайки обычно цилиндрическая (круглая) с уступами, упирающимися в соответствующие выступы в станине. Число уступов на гайке не должен быть более трех, т. к.при большем числе труднее достигается их одновременное прилегание к выступам станины. Высота гайки 2—3 0 нажимного винта. Зазор между предохранительной коробкой и ниж-
Фигура 67. Фигура 66.
ним краем гайки при крайнем верхнем положении прокатного валка не должен быть слишком большим. Обычно этот зазор составляет 30—100 миллиметров, так как при нижнем положении валка нажимной винт будет излишне выступать из гайки.
Предохранительные коробки (стаканы). Для предохранения станин и вв от поломки на верхние подушки под нажимные винты устанавливают чугунные предохранительн. коробки (стаканы). Обычная их форма показана на фигуре 67. Предохранительная коробка должен быть рассчитана таким образом, чтобы она ломалась раньше, чем наступит момент перегрузки станины. Чтобы предохранить опасное разлетание осколков при поломке, предохранительную коробку закрывают коротким жестяным цилиндром. У листовых станов в последнее время предохранительные коробки делают из фосфористой бронзы толщиной 80—100 миллиметров. Иногда же нажимные винты заедает и они не м. б. сдвинуты ни вверх (валки плотно прилегают друг к другу) ни вниз. Такая же картина наблюдается, когда между валками металл защемляется и для освобождения винта приходится применять громадные усилия. В подобных случаях полезным приспособлением является иногда применяемое клиновое приспособление; при выдвинутом клине и опущенной предохранительной коробке нажимной винт получает возможность движения вверх и вниз. Для этой цели может служить предохранительная коробка, состоящая из двух полукругов и стянутая тонким железным обручем. При заедании винта обруч разрубается, и обе половинки коробки могут разъединиться, освобождая при этом винт. Иногда вместо круга из двух половин употребляют два клина”, стянутые болтами и сверху покрытые третьим клином, имеющим обратные наклонные поверхности (фигура 68). В случае заедания нажим-
ного винта гайки ослабляются и нижние поверхности разъединяются.
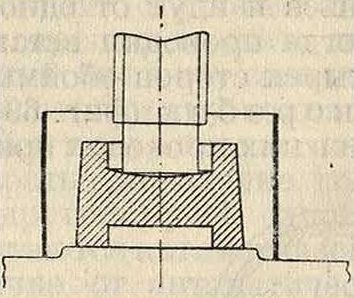
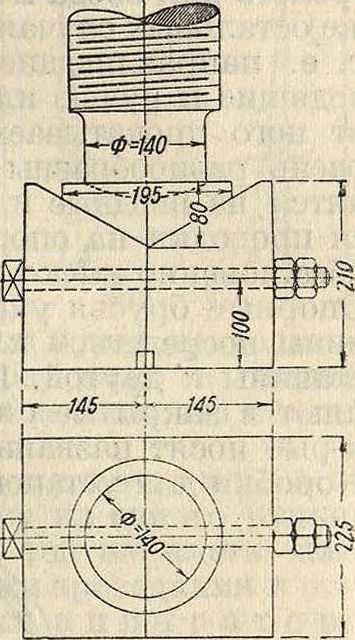
[Проводки. Одна настройка вв еще не гарантирует правильной прокатки. Необходимо обеспечить правильный вход прокатываемой полосы в ручей (прием ручья) и правильный выход. При прокатке крупных болванок, броневых плит или толстых листов на стане дуо не требуется никаких специальных направляющих устройств для ввода металла в валки. Во всех же,[остальных случаях применяют проводки, то есть направляющие приспособления, подводящие к ручью или к валку и отводящие от него прокатываемую полосу. Проводки очень разнообразны по конструкции и делятся на вводные и выводные. Укрепляются проводки на опорных брусьях, которые обыкновенно имеют прямоугольное сечение. Опорные брусья укрепляются в пазах станины посредством клиньев и идут от одной станины к другой. Иногда проводки вставляют в закрытые с четырех сторон обоймы, которые носят название коробок (фигура 69). Коробки для установки в них проводок при
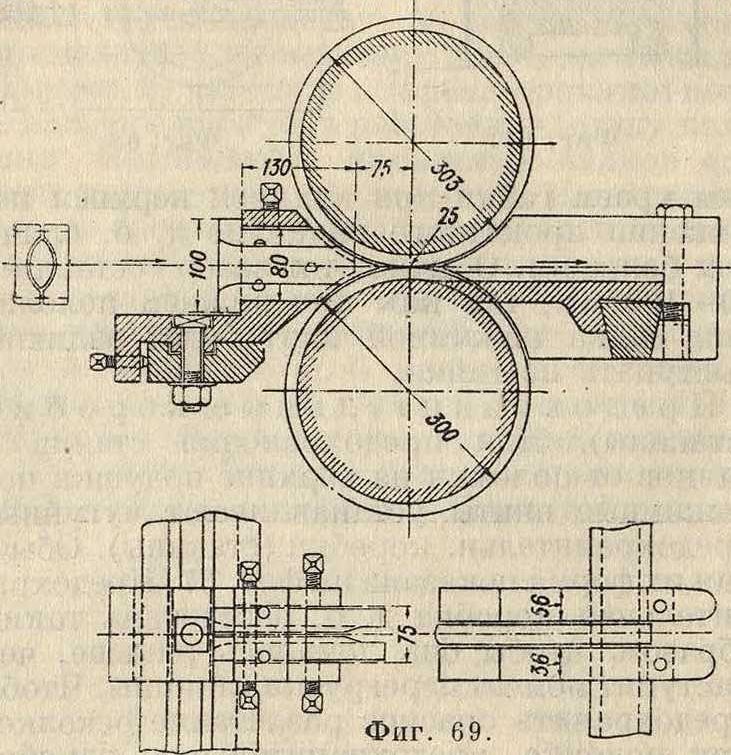
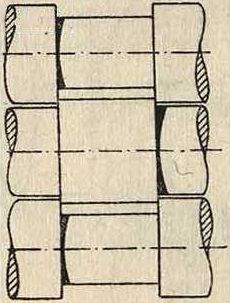
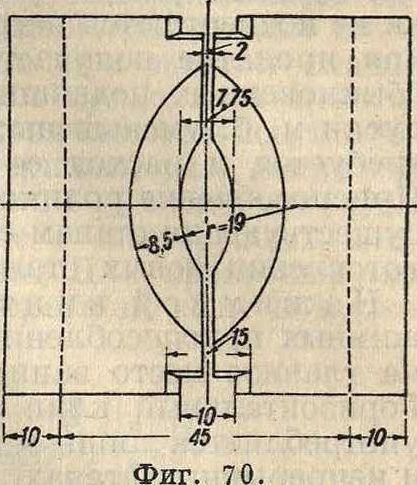
меняются для полос квадратного, круглого, ромбического, стрельчатого и овального сечений во избежание поворачивания полосы в ручье. В виду того, что проводки должны подходить к буртам (гребням) вв вплотную, концы их очерчиваются по радиусам вв, находящихся сверху и снизу проводок. Для более сложных профилей проводки иногда отливаются заодно с опорными брусьями для всего ряда ручьев и образуют скамейку с проми. Проводки при сортовых станах направляют полосу в ручей и облегчают работу вальцовщику, к-рому при тяжелой болванке бывает трудно сразу задать болванку прямо в ручей. С другой стороны, про предохраняет от опасных случаев попадания прокатываемой болванки между буртами вв. Такие случаи большей частью оканчиваются поломкою вв. При прокатке круглого железа или проволоки обычно чередуются квадраты и овалы. В то время как квадрат задается в ручей плашмя, овал необходимо задавать на ребро. Овал, поставленный на ребро, естественно стремится повернуться и лечь плашмя. Чтобы поддерживать овал в вер тикальном положении, употребляют длинные проводки, называемые иногда линейками (фигура 69 и 70). Отливаются они обычно из закаленного чугуна и состоят из двух половин с канавкой, соответствующей различным сечениям овала. Овал задается. в проводку вручную.
Зев проводки должен иметь не слишком глубокое и не слишком большое уширение, чтобы в него не мог попадать клюв клещей, увлекаемый прокатываемой полосой.
Внутреннее сечение проводки должен быть лишь немного больше сечения овала, к-рое в проводке должно занимать вертикальное положение. Коробку, в которую вставляют проводки, делают из литой стали или бронзы. Бронза, хотя она и дороже, имеет то преимущество, что установочные винты в ней не ржавеют и не заедаются. Все винты следует делать с квадратной головкой для одинаковой ширины ключа и просверливать в головках небольшие отверстия, чтобы и без ключа, вставив штифт, можно было быстро отвинтить винты. Коробки удобнее всего укреплять на опорном брусе без прореза, так как тогда можно быстрее и удобнее отодвигать и продвигать коробки, наклонять их, подкладывать прокладки и прочие Прикрепление коробок к брусьям посредством клиньев менее удобно, чем посредством болтов. Отверстия для болтов должен быть продолговатыми в направлении, перпендикулярном к валкам.
Выводи ы е проводки. При одинаковых диаметрах вв прокатываемая полоса должна выходить из ручья по прямому направлению, не стремясь ни вверх ни вниз.
При различных же диаметрах вв прокатываемая полоса по выходе из ручья будет загибаться к тому валку, ди-
2
Фигура 71. Фигура 72.
аметр которого меньше (фигура 71). Полоса, загибаясь к валку, может обмотаться вокруг него, в результате чего получится оковка валка, что может привести к поломке валка, а иногда и станины. Чтобы наперед знать, на какой валок будет стремиться навиваться полоса, один из вв заранее делают несколько большего диаметра. Для предотвращения же навивания полосы на валок устанавливают особые плоские выводные проводки, которые носят название н о-жей. Изготовляют ножи из кованой стали и прикрепляют к опорным брускам. На
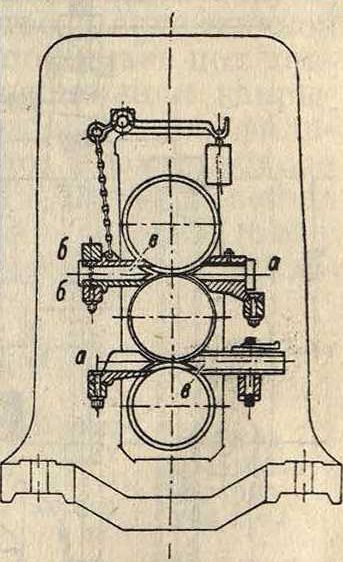
фигура 72 представлены в разрезе валки, где а изображает вводные проводки, б—опорные брусья и в—выводные проводки (ножи). Ножи, предотвращающие навивание на верхний валок, прижимаются к валу противовесами, а иногда пружинами (фигура 73). Иногда ножи вырезываются из листового
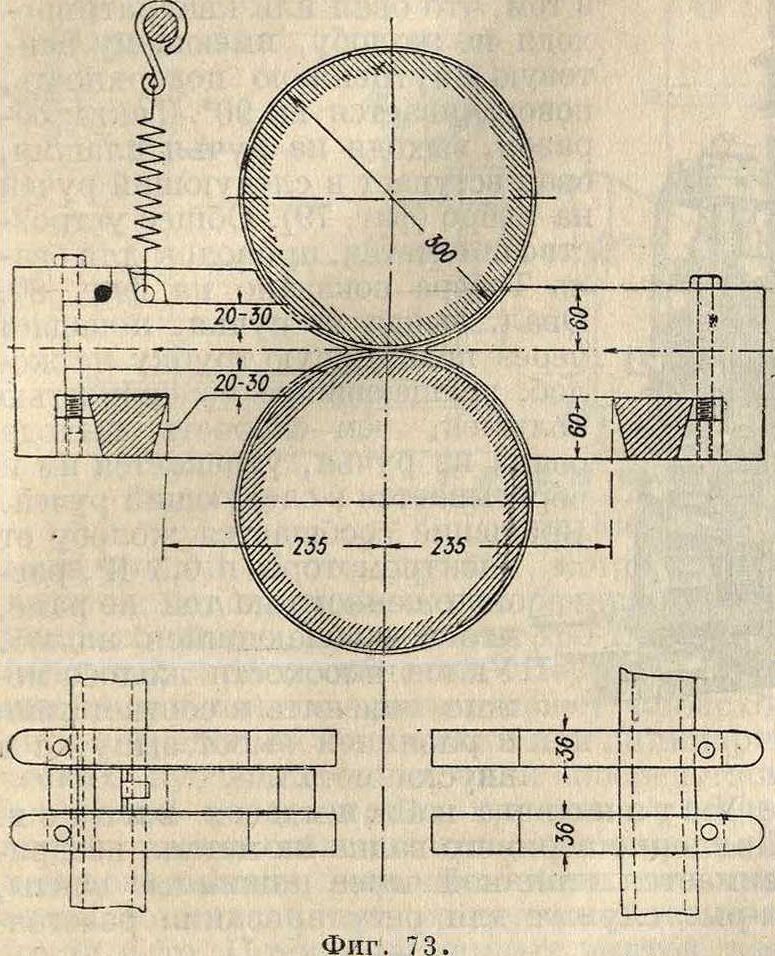
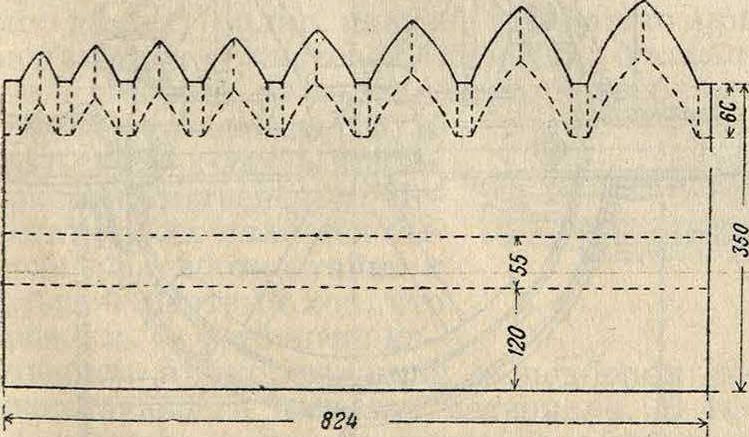
железа для всего валка или отливаются целой серией и носят название проводко-вой, или приемной доски (фигура 74). Подвижные ножи прикрепляют или к валику, специально укрепленному в верхней части станины, или к болту, стягивающему обе станины.
Оковка валка может происходить и по другой причине. Трение прокатываемого металла о боковые стенки ручья и защемление его буртами (гребнями) ручья также могут вызвать оковку валка. Боковые стенки ручья должны иметь уклон, как изображено на фигуре 75. Если этого уклона не будет и стенки ручья будут прямыми, то есть ручей будет врезан под прямым углом к оси валка, то чтобы задать полосу в валки, надо
Фигура 74.
точно направить ее в ручей. При малейшей ошибке полоса пойдет на бурт (гребень), т. к. «прием» ручья имеет точную ширину полосы. Напротив, в валках с наклонными стенками прием ручья шире дна ручья и шире полосы, поэтому подача полосы облегчается. Неправильно или небрежно задан ная полоса сама собой центрируется буртами (гребнями) вв и попадает точно на нужное место. Благодаря этому маниции при задаче полосы облегчаются и время их значительно сокращается. Иногда конец полосы, выходящей из вв, делается шире ручья, его выпустившего; получается полоса с «рыбьими хвостами». Задать такую полосу в валки с прямыми стенками представляет большие трудности, ибо можно задать на бурты. В ручье с наклонными стенками ручей раскрывается, делается шире, и прокатываемая полоса сама собой выходит из ручья, так как связь между поверхностью бурта и полосы сама собой нарушается. В ручьях же с прямыми стенками стенки бурта продолжают крепко держать полосу даже и тогда, когда она уже вышла из вв, что может создать оковку валка.
Автоматические проводки. Аппараты, подающие полосу из одного ручья в другой ручей одной и той же клети, называются автоматическими проми в отличие от автоматических аппаратов, подающих полосу из одной клети в другую.
— Автоматические аппараты имеют вид, показанный на фигуре 76а. Полоса после
| _I | ||
| f -i г | ||
| ί | ||
| 5 ii i |
Фигура 75.
Фигура 76а.
Фигура 766.
выхода из квадратного или овального ручья направляется выводной проводкой в аппарат и автоматически попадает в овальный или квадратный ручей соседней клети. Ав-томатич. подача полосы в ручей совершает
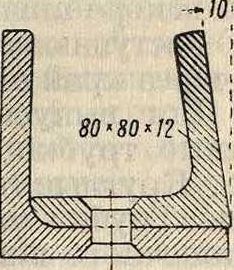
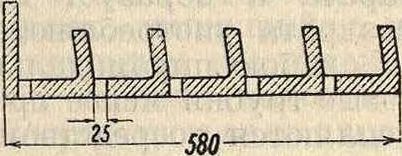
ся обычно из верхней пары вв одной клети в нижнюю пару соседней клети. Ручная же подача совершается, наоборот, из нижнего ручья в верхний, так как при выпрямленном положении туловища вальцовщика ему легче сделать подачу овала в ручей. Автоматич. аппараты, когда они располагаются рядом два и более (до 6), отливаются из чугуна (фигура 766). Аппараты для квадрата д.б. сконструированы так. обр., чтобы полосы всегда шли по их дну и чтобы падение и подъем составляли плавную винтовую линию. На дне дедают отверстия размерами 25x250 миллиметров для удаления окалины. Конец
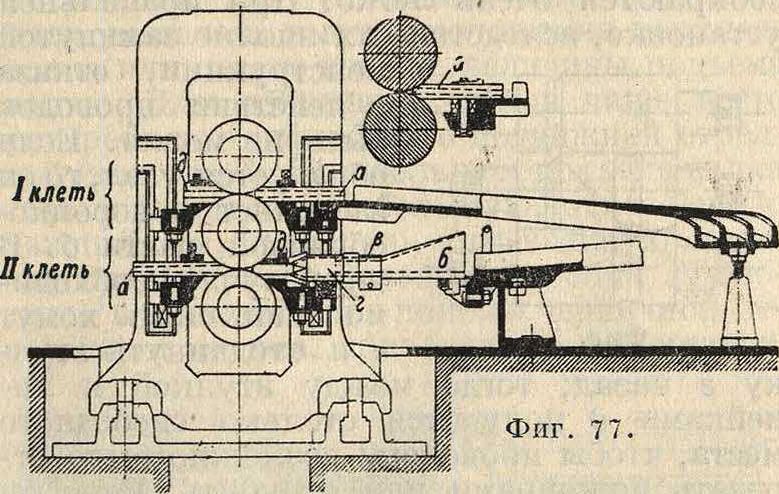
аппарата, примыкающий к выходу, опирается или на тот же опорный брусок,что и проводки (фигура 77), или же на особую подставку, установленную на фундаментных плитах между станинами. Точность установки автоматич. аппарата достигается путем прокладок по концам их и регулировкой домкрата, находящегося на середине аппарата. Когда
Фигура 78.
квадрат захвачен валками, то вскоре аппарат не может вместить всей поступающей полосы, и она перепрыгивает через край аппарата и образует петлю. Для выпуска квадрата употребляют чугунные трубки а со слабою пирамидальностью. Круглые газовые трубки менее практичны. Трубки укрепляются посредством установочного винта и коробки, которые прикрепляются к брусу посредством болта. Иногда укрепление трубки производят посредством хомута и клина, вбиваемого под хомут. Вводная (впускная) про служит дополнением к автоматическому аппарату. Все составные части такой проводки разбираются и собираются очень легко. При правильной установке, вследствие их вполне замкнутой конструкции, отказа в действии проводок быть не может. Если образуется узел, то он застрянет в воронкообразной части б. В этом случае необходимо лишь снять хомут в и отодвинуть втулку г назад; тогда между втулкой и линейками д получится столько свободного места, чтобы проволоку возможно было отрезать ножницами или отрубить. Размеры воронки б выбирают такими, чтобы наибольший прокатываемый квадрат мог свободно пройти на ребро. Размеры же линеек д выбираются для каждого квадрата отдельно на 2—3 миллиметров больше. Коробки для квадратов отливают по той же модели, как и для овала. Долгое время овал задавался вручную, но в 1910 году Шепф изобрел автоматич. проводку для черновой линии, а То-бер для чистовой. В то время как автоматич. проводки Шепфа получили самое широкое распространение не только в мелкосортных и проволочных, но и в среднесортных станах, автоматич. проводки Тобера
Фигура 7У.
из-за сложности конструкции распростра-нения не получили. На фигуре 78 представлен автоматич. аппарат Шепфа в применении к трио-клети для автоматич. передачи овала от одной клети к другой. Для укрепления проводок необходима специальная клеть.
Главная идея Шепфа выражается в том, что овал или квадрат, проходя по жолобу, имеющему винтовую внутреннюю поверхность, поворачивается на 90°. Таким образом, выходя из ручья плашмя, овал вступает в следующий ручей на ребро (фигура 79). Общее устройство автоматич. проводок для овала Тобера показано на фигуре 80. Овал, выйдя из ручья, попадает через подводящую трубку на жо-лоб, вращающийся со скоростью большей, чем скорость выхода овала из ручья, увлекается им и вбрасывается в следующий ручей. Вращение сообщается жолобу от электромотора в 0,5 ГР, расположенного на той же раме, что и вращающийся жолоб. Уклон плоскости жолоба можно изменять в соответствии с разницей высот выпуска и впуска металла.
Установка нажимных винтов. Давление верхнего валка на металл воспринимается станиной через нажимные винты, которые служат для регулирования расстоя ния между валками. Регулирование установки вв производится вручную или же механически (гидравлич. либо электрич. путем). В станах, работающих во время самой прокатки без изменения расстояния между валками, установка нажимных винтов производится ручным способом и для каждой станины отдельно. Простейшим прибором для поворачивания нажимных винтов является обыкновенный съемный ключ с закрытой головкой и с загнутой вверх или
Фигура 81.
вниз ручкой. В тех случаях, когда производится одновременное поворачивание нажимных винтов, употребляют три типа установочных приспособлений. Передача вращения нажимным винтам может происходить посредством конических или цилиндрических зубчатых колес или посредством червячной передачи. Все три типа установочных приспособлений применяют при ручном пользовании лишь при станах для прокатки тонких листов: кровельного железа, жести и др. Помимо нажимных винтов, как уже говорилось выше, для перемещения верхнего валка во время прокатки применяют иногда еще клиновой нажим. Главной частью клинового нажима является клин, который помещается между верхней частью станины и подушкой верхнего валка, имеющего уклон, соответствующий клину. Клин перемещается посредством винта с гайкой, помещаемой либо в боковой части станины (фигура 81) либо в самом клине. Для одновременного перемещения обоих клиновых нажимов применяют червячную или коническую передачу, как это видно на фигуре 81 и 83. Клиновой нажим представляет устройство лучше винта: работа штурвалыцика легче и удобнее. При прокатке жести, где требуется особая точность, употребляют станины с двумя нажимными винтами. Клиновой нажим держит валки плотно, что важно при окончательной чистовой прокатке. Указанные клиновые нажимы пока употребляют в СССР только на двух уральских з-дах—Алапаевском и Нытвенском. Недостатком их является быстрая разработка гайки и большой мертвый ход, что однако м. б. устранено изменением их конструкций и подбором соответствующего качества материала. В тех ^ке случаях, когда (например в обжимных или котельных станах) требуется быстрое вращение нажимных винтов после каждого пропуска, применяют двигатели в виде паровой машины, что теперь встречается редко, а б.ч. электромотор или гидравлич. цилиндры.
В случае применения механических приспособлений кроме перечисленных трех типов установочн. приспособлений, применяе мых при ручной установке нажимных винтов, употребляют еще четвертый тип передачи: зубчатую рейку и шестерни, надетые на нажимные винты (фигура 82). Этот тип применяют гл. обр. при гидравлич. цилиндрах. Гидравлич. приспособление для установки вв состоит из двух расположенных друг против друга гидравлич. цилиндров, укрепленных на верхней части станины. К штокам нырял(плунжерам) прикрепляют зубчатые рейки, сцепляющиеся с зубчатыми шестернями, насаженными на нажимные винты. Вследствие того, что нажимной винт поднимается и опускается, насаженная на его оси шестерня должна иметь высоту, равную высоте рейки плюс наибольшая высота подъема валка. Это обстоятельство служит недостатком гидравлических приспособлений, так как может применяться для подъема валка лишь до 250 миллиметров. Электрическое приспособление имеет, наоборот, неограниченный подъем, поэтому оно быстро вытесняет гидравлическое. Конструкция его состоит в следующем. На четырехгранный конец каждого нажимного винта насаживается червячное колесо с ободом из фосфористой бронзы. С этим колесом сцепляется стальной червяк, движущийся на шариках. Здесь этот механизм заключен в масляную ванну. Оба червяка нажимных винтов соединяются посредством вала с муфтами, с мотором же соединяются посредством дисковой муфты, которая одновременно служит частью ленточного тормоза. При постоянном токе тормозным замыкателем служат электромагниты, а при переменном токе ставится особый тормозной мотор.
Необходимую принадлежность всякого устройства для установки вв, составляет указатель высоты положения верхнего валка“ или, иначе говоря, величины подъема валка. Для обжимных станов чаще всего употребляют циферблат с подвижной стрелкой (вкл. л., 3). При большом подъеме валка ставят две стрелки: большую, отмечающую каждый миллиметров, и малую, отмечающую лишь каждые 100 миллиметров. Большая стрелка приводится в движение при помощи червячной передачи от валика, приводящего в движение

Фигура 82.
нажимные винты. Валик, действующий на оба нажимных винта, должен всегда иметь муфту, допускающую независимую установку каждого нажимного винта.
Уравновешивание и подъем вв. Для изменения расстояния между валками при помощи нажимных винтов“ необходимо, чтобы верхний валок при подъеме нажимного винта поднимался и прижимался к винту. Достигается это тем, что к подушкам верхнего валка прилагаются усилия, которые действуют вверх и с избытком уравновешивают вес валка и вес подушек. Уравновешивание верхнего валка аналогично рассмотренному выше уравновешиванию соединительных вв и совершается двумя способами: посредством противовесов и посредством гидравлич. цилиндров. Уравновешивание противовесами употребляют б. ч. при средней величине подъема верхнего валка и при этом у небольших
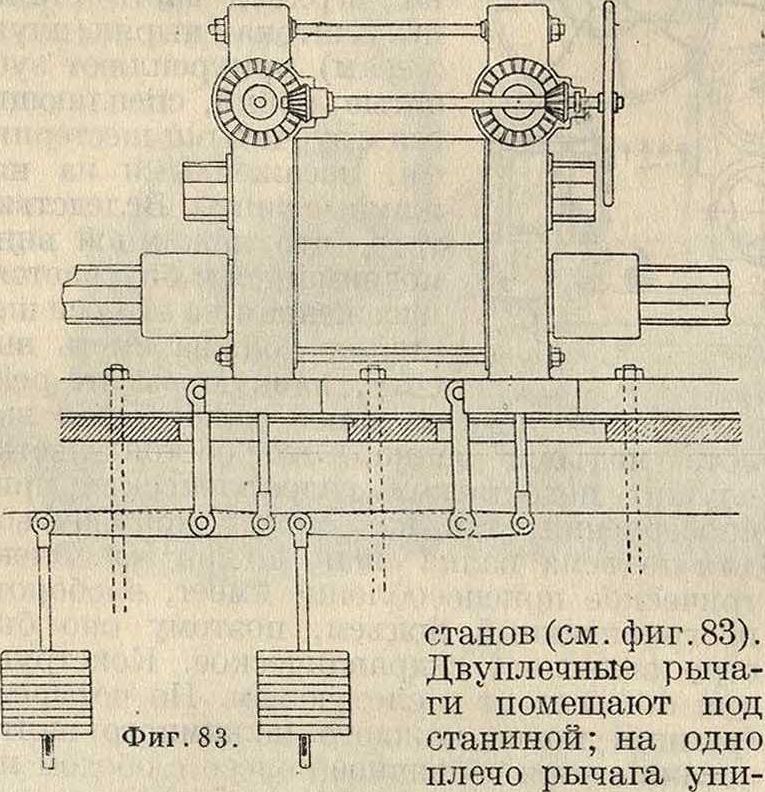
рается штанга, поддерживающая подушки, а на другом—противовесы (грузы). Отношение плеч рычагов 1:2·— 1:3. Уравновешивание с противовесами имеет свои неудобства: грузы при значительных размахах приобретают большую инерцию, последствием чего являются поломки тяг и расшатывание всей конструкции. Наоборот, гидравлические приспособления действуют на подушки плавно и равномерно, так как гидравлич. цилиндры все время соединены с аккумулятором. Единственным неудобством гидравлического способа является необходимость принимать меры против замерзания трубопроводов в зимнее время. Для осуществления нужного напора вблизи стана должен быть гидравлич. аккумулятор. В станах сист. Лаута есть нек-рая особенность— средний валок попеременно после каждого
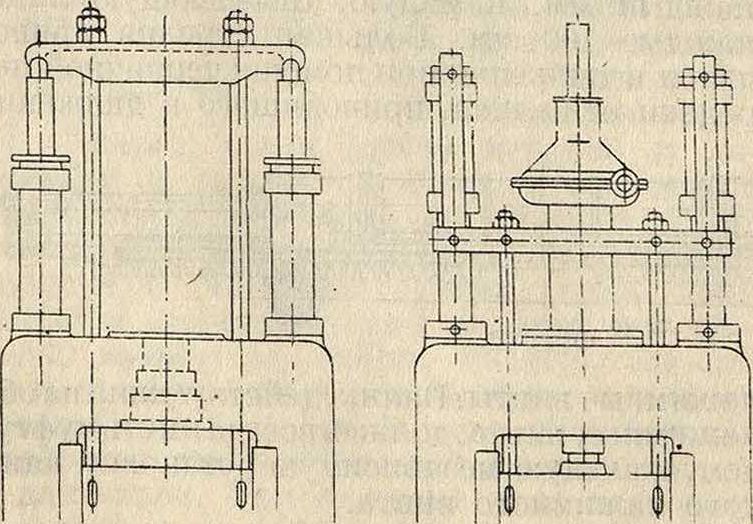
Фигура 84.
пропуска должен то подниматься то опу-скаться, и для этого должен быть устроено соответствующее приспособление, действующее на подушки среднего валка. Обычно для этой цели служит гидравлич. цилиндр, который
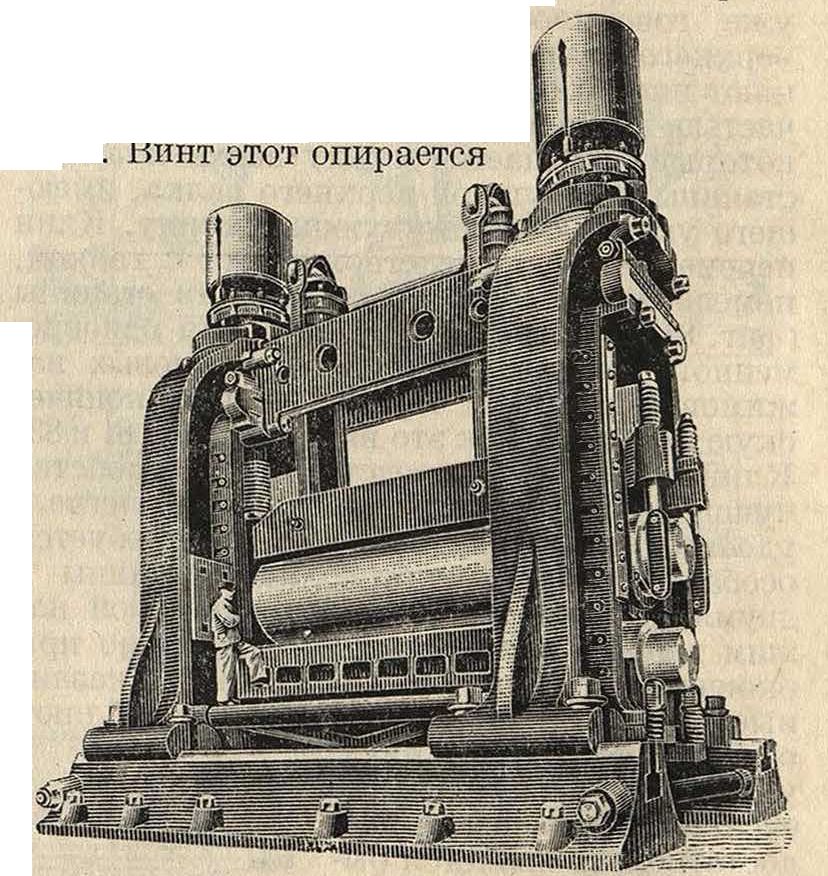
при помощи особого гидравлич. золотника соединяется попеременно то с аккумулятором то с атмосферой, вследствие чего ныряло цилиндра, штанги, подушки и валок после каждого пропуска то поднимаются [то опускаются. В последнее время встречается также электрич. подъем и опускание среднего валка; для этого при помощи электромотора груз, уравновешивающий валок,передвигается то в одну то в другую сторону. Гидра-влическ. цилиндры, расположенные под станинами, трудно доступны для ремонта, перемены, набивки сальников и прочие, а потому теперьихрас-полагают над станинами (фигура 84). В последнее время применяют конструкцию, соединяющую подъем и опускание верхнего валка. Подушки верхнего валка посредством тяг подвешены к поперечине, связанной с нажиыным^вин-том. При условии такой связи двигатель, поднимающий и опускающий нажимн. винт, очевидно будет поднимать и опускать л верхний валок (фигура 85). Подушки верхнего валка подвешены посредством тяг, опирающихся на пружины, к поперечине. Эта поперечина имеет посредине гайку, в которой ходит пустотелый винт. Винт этот
Фигура 85.
Фигура 86.
на червячное колесо, насаженное на ква-драт нажимного винта. Последний наглухо соединен с червячным колесом и вращается поэтому вместе с ним. Т. к. оба винта (нажимной а и пустотелый б) снабжены одинаковой, но противоположной нарезкой, то при вращении червячного колеса и соединенного с ним винта б нажимной винт а и поперечина в, а с ней и верхний валок поднимаются или опускаются одинаково. Посредством гаек г на тягах д подушки плотно прижимаются к нажимному винту, что устраняет удары во время подачи ме-
талла в валки. На фигуре 86 показана америк. конструкция для подъема верхнего валка в тяжелых станах. Подушки верхнего валка соединены двумя траверсами, подвешенными к гидравлич. цилиндрам. Цилиндры яге расположены на поперечных балках, скрепляющих станины. Этой яге конструкцией предусмотрен и подъем верхнего соединительного валка. Осуществляется это след, обр.: на концах траверс подвешены на пружинах болты с шарнирами; к этим шарнирам подвешивают поперечные тяги, поддерживающие соединительный валок (фигура 87);
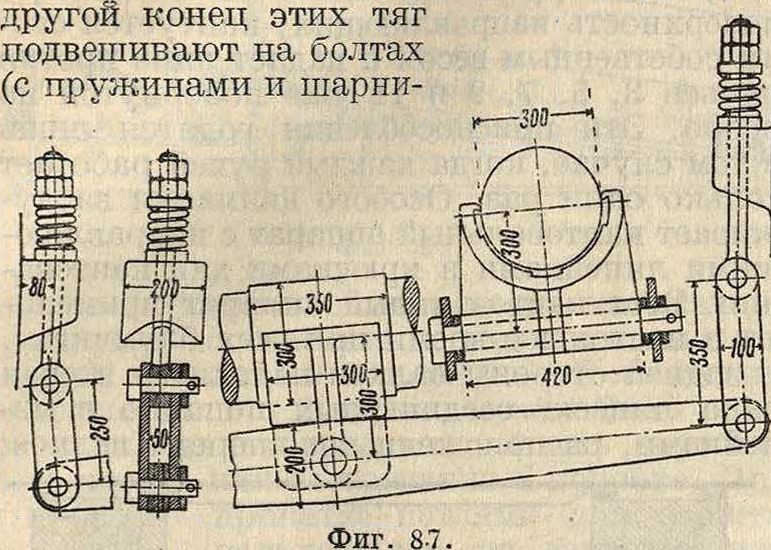
рами), укрепляемых на приливах шестеренной клети. Нижний соединительный валок также поддерживается траверсами, опирающимися на болты с пружинами.
Скрепление станин. С целью сообщения прокатной клети необходимой жесткости и устойчивости применяют особые скрепляющие части. Простейшими являются стяжные (распорные) болты, скрепляющие две станины между собою. Нормальное число стяжных болтов четыре: два вверху и два внизу станин. Для мелкосортных и среднесортных клетей обычно употребляют распорные болты круглого сечения. С обеих сторон каждой станины на болтах имеются распорные гайки, а с внутренней стороны также гайка или клин. Конструкция эта очень неудобна, т. к. во время смены вв болты мешают, а вытащить их не позволяют соседние клети. Гораздо лучшая конструкция показана на фигуре 88, где между стани
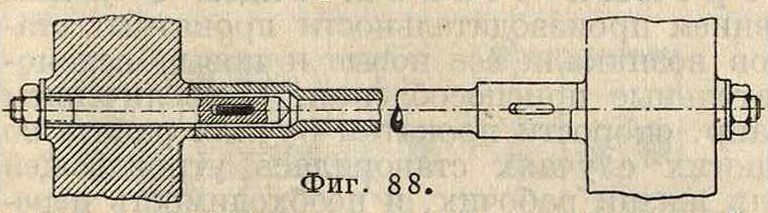
нами вставляют стальные распорные трубы, соединяемые с короткими болтами посредством клиньев. Ослабив гайку и вынув чеку. трубы легко убрать. В крупносортных станах обычно применяют в виде распорных болтов литые или сварные трубы. Нижние болты в виду близости плитовин м. б. без распорных труб; доступ к ним должен быть свободен и они не должны" мешать другим, рас-пол оженньш внизу частям стана. В тяжелых станах (обжимных, реверсивных или броневых) станины соединяют между собой литыми солидными поперечными балками. Станины в таких случаях представляют как бы одно целое и не допускают никаких боковых передвижений.
Смена вв является весьма хлопотливой операцией, замедляющей прокат ное производство, в особенности на сортовых станах. Операцию эту всегда старались механизировать. На нек-рых заводах еще до настоящего времени применяют ручной труд, затрачивая на смену вв до 6—8 час., а иногда и более. Для смены вв иногда применяют краны на козлах шли мостовые краны ручного действия, устроенные над станами. На южных и других заводах смену вв производят при помощи электрич. мостовых кранов, обслуживающих прокатную мастерскую. В Зап. Европе и Америке для ускорения смены вв применяют разного рода механич. приспособления. Одно из таких приспособлений, подвешиваемое к мостовому крану, показано на фигуре 89. Оно состоит в следующем: нижнее отверстие надевается на треф вала, и кран посредством цепного блока поднимает валок немного вверх; обойма а передвигается в соответ-
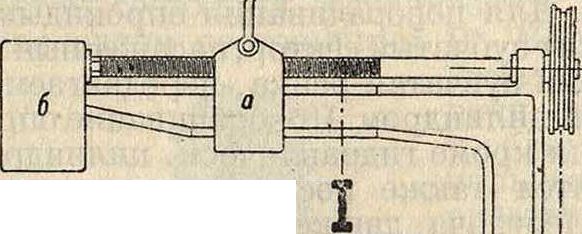
Фигура 88.
ствии с ц. т. валка. Одновременно перемещается и груз б настолько, чтобы все пришло в равновесие.
Валок т. о. вынимается из клети и передвигается в сторону. Еще большая экономия времени достигается заменой рабочей клети в стане целиком другой клетыо, собранной где-нибудь в стороне.
На герм, заводах существуют следующие нормы времени для смены вв в зависимости от типа стана и способа смены: путем ли замены одних вв другими или заменой всей клети другой клетыо (табл. 7).
Таблица 7.—Норма времени для смены вв для одного стана (по НШе).
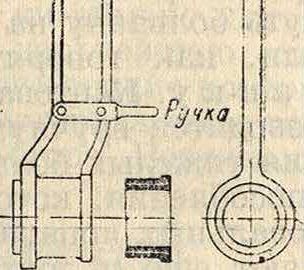
| Система стана | Диам. | Нормы времени в часах | |
| вв в миллиметров | замена другими валками | замена другой клетью | |
| Обжимной (блуминг) ДУО. | 1100 | 3 | *1 |
| Крушгосортн. дуо. | 800 -950 | И/a | з}4 1 Зм |
| » трио. | 650-750 | И/> | |
| Среднесорти. трио. | 500—550 | 1 | V, |
| Мелкосортн. трио. | 260-360 | 1*2 1/2*3 | 1П |
| Листовой дуо. | 1 100 | 4 | *1 |
| » трио. | 800/560/800 | 3 | |
| Тонколистовой дуо | 650 | И/, | i |
•Не применяется. *2 Черновой. *зЧистовой.
Вспомогательные механизмы при прокатных станах. Опрокидыватели. В тех случаях, когда для нагрева тяжелых болванок служат колодцы, болванку при подаче к стану приходится из вертикального положения приводить в горизонтальное. Для того, чтобы положить болванку на рольганг (смотрите), ее необходимо опрокинуть, для чего служат механизмы, называемые о п р о к и-.

ф-ф-
Фигура 90.
дывателями. Имеется довольно много систем опрокидывателей. Наиболее типичный представлен на фигуре 90. Болванка, доставленная краном, ставится на стул, у которого одна из стенок имеет вырез, соответствующий очертанию ролика; болванка ложится нижним кондом на первый, верхним же на второй ролик рольганга; при наклонно расположенных холостых роликах болванка может скатываться под влиянием собственного веса. Затем болванка поступает на приводной рабочий рольганг, к-рый составляет непосредственное продолжение наклонного рольганга, а оттуда уже в валки. Опрокидыватель приводится в движение чаще всего посредством гидравлич. цилиндра. Для поворачивания опрокидывателя служит зубчатый сектор, насаженный на ось стула, и зубчатая рейка, передвигаемая гидравлич. цилиндром. Поворачивание опрокидывателя кроме гидравлическ. цилиндров производится также посредством электромотора. Передача движения производится посредством червячной и кривошипной передачи. Если кран не может подходить к рольгангу, то применяют передвижные опрокидыватели, помещаемые на тележке. Тележка с болванкой подкатывается к рольгангу, стул опрокидывается и болванка ложится на рольганг.
Кантовальный аппарат. Во время прокатки бывает необходимо повернуть болванку на 90°, поставить «на ребро» или, как говорят, кантовать болванку. Кантование легких болванок производится вручную клещами. Для кантования тяжелых болванок служат особые приспособления, которые носят названия кантовальных аппаратов. Эти аппараты выполняют еще и другую работу: они передвигают болванку по рольгангу вдоль валка от одного ручья к другому. Наиболее простой кантовальный аппарат для обжимного стана показан на фигуре 91. Он состоит из
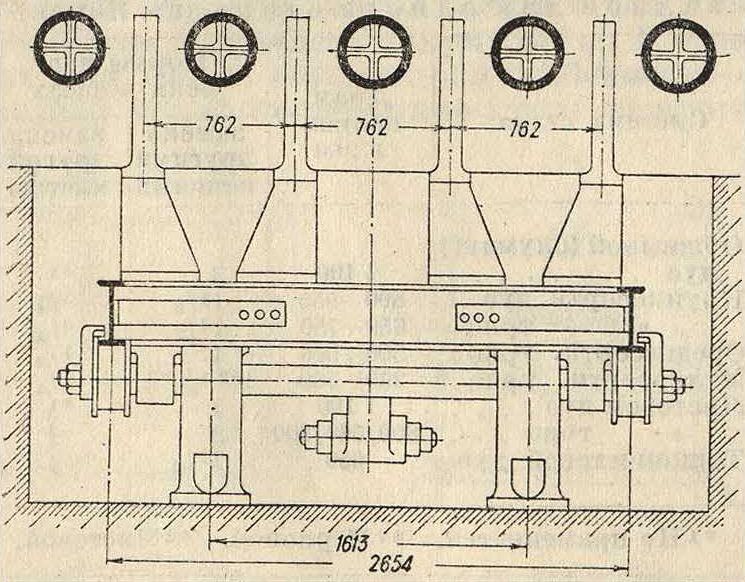
Фигура 91.
3—4 пальцев, расположенных между роликами рольганга и укрепленных на помосте; помост перемещается по рельсам и приводится в движение гидравлическим цилиндром. Пальцы приводятся в движение от другого гидравлич. цилиндра при помощи цилиндрических колес и зубчатых реек, насаженных на нижний конец пальцев. Канто вание болванки производится след, обр.: пальцы, поднимаясь вверх, упираются снизу вблизи одного из нижних ребер болванки и, поворачивая болванку около второго нижнего ребра, ставят ее на ребро; эти же пальцы передвигают болванку и устанавливают ее против соответствующего ручья. В обжимных подготовительных трио с подъемными столами применяется иногда автоматическое кантование, которое состоит из ряда направляющих, укрепленных в особых подставках. Болванка после выхода из 2, 4, 6, 8 и 10 ручьев попадает на наклонную поверхность направляющих, кантуется своим собственным весом и падает вниз против ручьев 3, 5, 7, 9 и И уже повернутой на ребро. Эти приспособления годятся лишь в том случае, когда каждый ручей работает только один раз. Особого внимания заслуживает кантовальный аппарат с направляющими линейками и крючками для кантования. Этот кантовальный аппарат применяют в настоящее время при всех блумингах. С задней стороны вв находится вторая пара линеек, соединенных попарно с линейками, расположенными впереди вв;
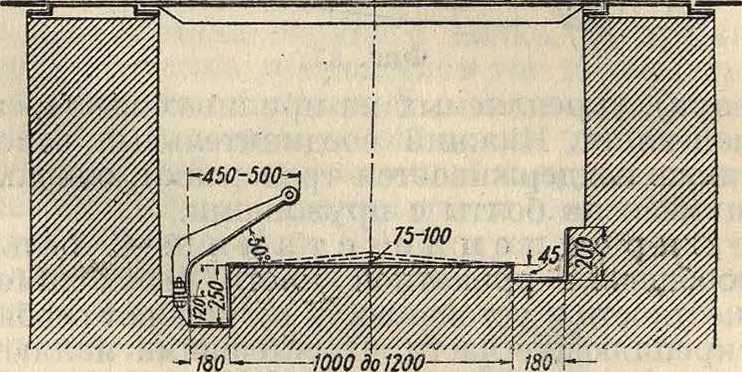
Фигура 92.
привод электрический; мощность мотора 120 IP. Благодаря усовершенствованию кантовального аппарата и линеек, сделалось возможным значительно ускорить прокатку, например слиток весом в 4,5 тонн сечением 550 х 550 миллиметров прокатывается на сечение 200 х200 миллиметров в течение 1,5 мин.
Вспомогательные приспособления и механизмы, применя е-мые при проволочных и мелкосортных станах. Рядом с увеличением производительности прокатных станов возникали все новые и новые вспомогательные приспособления. С увеличением наир, скорости прокатки ручная работа во многих случаях становилась угрожающей для жизни рабочих, и необходимость перехода на механические и часто автоматич. способы работы сделалась очевидной. Стремление прокатывать возможно более тяжелые болванки за один нагрев имеет последствием значительное повышение длины готовых полос металла и вызывает необходимость применения приспособлений, позволяющих экономить место. Чтобы не загромождать заводского пола, уменьшить охлаждение металла во время прокатки и устранить спутывание при одновременной прокатке нескольких полос, употребляют каналы под полом. Каналы эти, куда прячется в виде петли прокатываемая полоса, носят название карманов. Разрез кармана при П. проволоки изображен на фигуре 92, где с одной стороны видно сечение направляющего жолоба для входящей в карман полосы,
а с другой—для выходящей полосы. Уклон карманов обычно делают равным от 1 :7 до 1:10.
Для предохранения вальцовщиков от несчастных случаев у чистовой линии мелкосортного или проволочного стана, делающего до 600 об/м., устанавливают следующие приспособления: ударная коробка, гребенка и предохранительный защитный столб. Ударная коробка (фигура 93) имеет
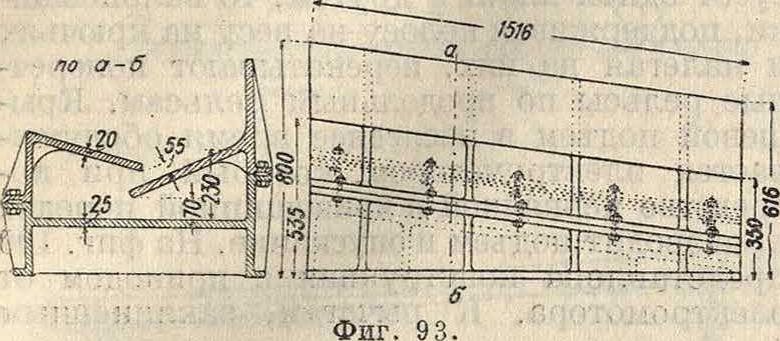
задачей умерить движение прокатываемой полосы, в особенности ее заднего конца, который при скорости полосы 6—8 миллиметров/ск настолько сильно бьет, что может быть опасным для вальцовщика и вызвать спутывание петель или застревание в коробке. При прокатке петлями для защиты вальцовщика от захватывания его проволокой впереди клетей устанавливается защитный столб (фигура 94), изготовляемый в виде крюка из круглого железа 0=75-И00 миллиметров. При подаче от руки овала в квадратный ручей вальцовщик забрасывает петлю за столб, затем закидывает полосу в ударную коробку и, направив ее через гребенку, задает в ручей. Гребенку (фигура 95) б. ч. изготовляют из отдельных частей; она служит для отделения одной полосы от другой при поступлении в ручьи. Иногда же гребенку изготовляют цельной, как показано на фигуре 96.
Мотовила. Для наматывания проволоки в бунты (круги, мотки) 0= 700— 800 миллиметров применяют мотовила различной конструкции. Приводятся они в движение б. ч.
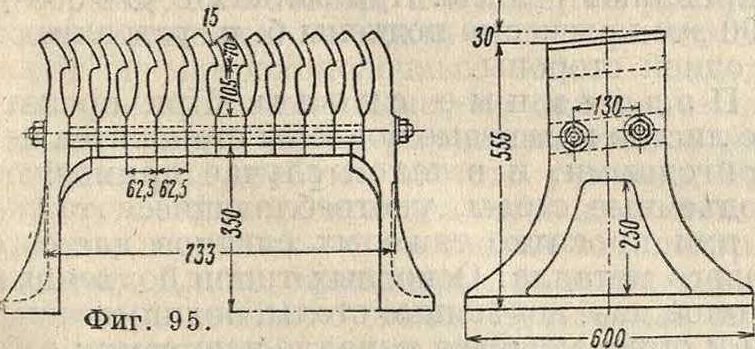
посредством передачи от чистовой линии, чтобы согласовать окружную скорость вращения вв и мотовила. Передачу устраивают над полом или иногда под полом. М о-т о в и л о Эденборна (фигура 97) употребляют для наматывания проволоки диам. до 8 миллиметров. Вследствие того, что во время действия мотовило закручивает проволоку вокруг себя на 360°, оно пригодно лишь для круглой проволоки. Барабан, вокруг которого навивается проволока, может спускаться вниз (под пол), и бунт проволоки, освобожденный, остается на уровне пола.
SO
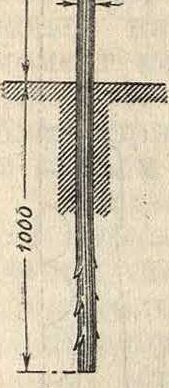
Фигура 94.
I
Фигура 96.
Для приведения в движение мотовила требуется ок.-5 КР. В мотовиле Гарре-т а закручивание устранено, и потому оно пригодно как для круглой, так и для квадратной проволоки. /5 75 75 ,5
Проволока дожит- — τγ-ι -fp
ся на вращающуюся систему Спиц, которые по окончании навивки втягиваются во внутренний барабан, и бунт проволоки падает на пол или на транспорты. ленту. Мотовило для недока-тов (фигура 98) употребляют для наматывания получающегося при П. недоката и брака. Для наматывания проволоки в нагретом] состоянии затрачивается до 7 IP, а в холодном состоянии 15 IP. Мотовила для наматывания обручи. железа употребляют вертикальные или горизонтальные. На них можно,наматывать обручное железо либо в продолговатые мотки длиною от 1 200— 2 000 миллиметров либо в круглые диаметром в 600—1 000 миллиметров. Круглые мотки обычно идут в дальнейшую холодную прокатку на более тонкие номера. Приводятся в движение мотовила чаще всего;от отдельного электромотора. Вертикальное мотовило для обручного железа употребляют передвижное и неподвижное.
Горизонтальн. мотовило для обручного железа употребляют с нижним приводом, располагаемым под полом, или с верхним приводом (фигура 99) Обручное железо после намотки в продолговатые мотки сдавливается в особых аппаратах для возможности плотно связывать их в пучки.
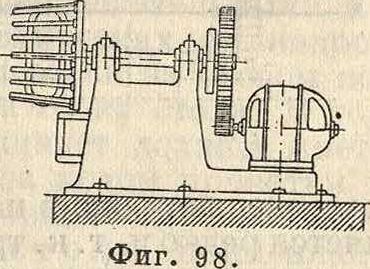
а1 1г Вд
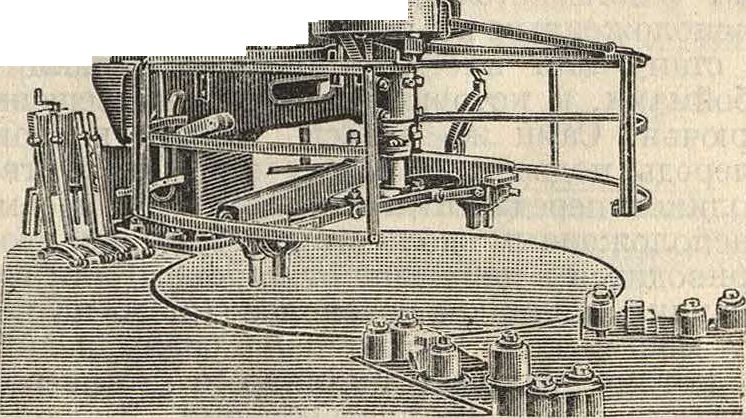
Фигура 99.
Крышевые подъемы. Ручной [подъем металла во время прокатки в трио-станах или в нереверсивных дуо-станах [для пере-
3
Т. Э. m. XVIII.
дачи металла через верхний валок возможен лишь при легких болванках. При более тяжелых болванках становятся необходимыми вспомогательные механич. приспособления. Наиболее простым приспособлением является так называется крышевой подъем. Крышевые подъемы дают возможность не только поднимать и опускать прокатываемые полосы, но также передвигать их как по направлению к клети, так и вдоль клети или всей прокатной линии, то есть для передачи полосы от одной клети к другой. Т. о. крышевые подъемы могут обслуживать несколько клетей. Крышевые подъемы устраивают либо с обеих сторон стана либо только с задней стороны, именно той, где полоса входит в верхний ручей; с другой стороны полоса, выйдя из ручья, падает на чугунный пол или на ролики, при посредстве которых подается в нижний ручей. Преимуществом I
след, образом. Полоса, выходящая из нижнего ручья, подхватывается обоими крючьями. Когда вся она выйдет из ручья, концы рельсов, расположенных ближе к стану, поднимаются, а вместе с ними поднимается и полоса, после чего она подается в верхний ручей. В это самое время рабочие с передней стороны подхватывают выходящую· из верхнего ручья полосу на приподнятых крючьях. Когда необходимо передать полосу от одной клети к другой, то вальцовщики, поддерживая полосу на весу на крючьях и налегая на них, перекатывают поперечные рельсы по продольным рельсам. Крышевой подъем в последнее время обслуживается электромотором, который при посредстве червячной и кривошипной передач производит подъем и опускание. На фигуре 100 представлена конструкция с приводом от электромотора. К рычагам, заклиненным
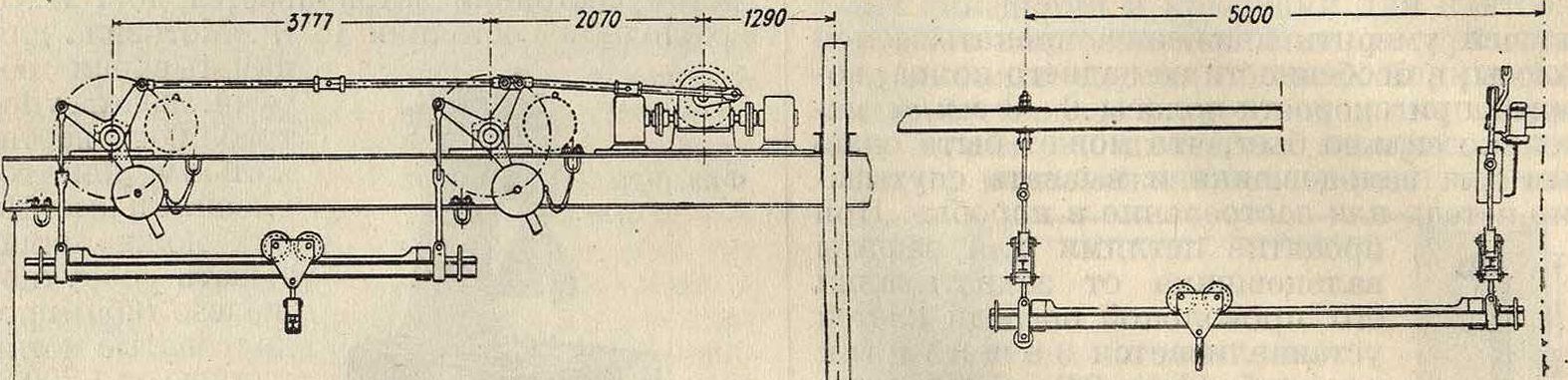
-5975-
а т га
.i::.,Li, ! этого приспособ-
..• i.’.i.:..1. ления является его дешевизна; однако несмотря на дешевизну оно в настоящее время применяется редко и, т. к. требует опытных и сильных вальцовщиков, является не совсем безопасным для рабочих и встречается только на старых з-дах. Типичный крышевой подъем представлен на фигуре 100. Все это устройство подвешивалось первоначально к стропилам крыши (откуда и получило свое название), а затем начали укреплять на особых колоннах и балках. Устройство крышевого подъема заключается в том, что по рельсам, расположенным перпендикулярно (поперек) к стану или клети, двигаются ролики с обоймами, к которым на цепях подвешены крючья. Сами же рельсы, будучи в свою очередь подвешены, могут при посредстве роликов передвигаться по другим рельсам, расположенным вдоль стана. Механизм этот приводится в движение от парового или ги-дравлич. цилиндра, расположенного на полу мастерской. Расход пара очень велик, и потому паровой цилиндр в крышевом подъеме вышел из употребления. Для предохранения от падения подвешенных частей в случае поломки или ослабления болтов они снабжаются предохранительными цепями. Работа при крышевом подъеме ведется
I
i
Фигура 100.
на валах, подвешены продольные рельсы. Часть веса рельсов уравновешена грузами. Для предупреждения толчков электромоторы снабжаются электромагнитными тормозами. При более солидном устройстве рельсы заменяют балками, поверх которых укрепляют рельсы. При валках с ^=500-р 600 миллиметров крышевые подъемы б. ч. устраивают с одной стороны.
Подъемные столы. При прокатке листов крышевые подъемы становятся непригодными, и в таком случае применяют подъемные столы, употребляющиеся также и при прокатке тяжелых слитков для сортового металла. Основных типов подъемных, столов два: подъемные столы, поднимающиеся и опускающиеся параллельно самим себе горизонтально, и столы, качающиеся около горизонтальной оси, принимающие при подъеме наклонное положение (фигура 101). Первый тип столов употребляется при прокатке коротких изделий, так как при коротком качающемся столе получился бы слишком большой уклон стола. При длинных листах или полосах удобнее применять качающиеся столы, так как для подъема длинных и громоздких параллельных столов требуется гораздо более энергии, чем для подъема качающихся столов. Легкие подъемные столы б. ч. устраивают с одной стороны клети.
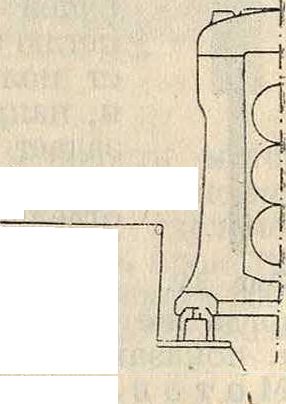
Поднимают легкие столы вручную посредством каната, перекинутого через блок, и подвешенного для уравновешивания стола груза. Иногда легкие столы поднимаются
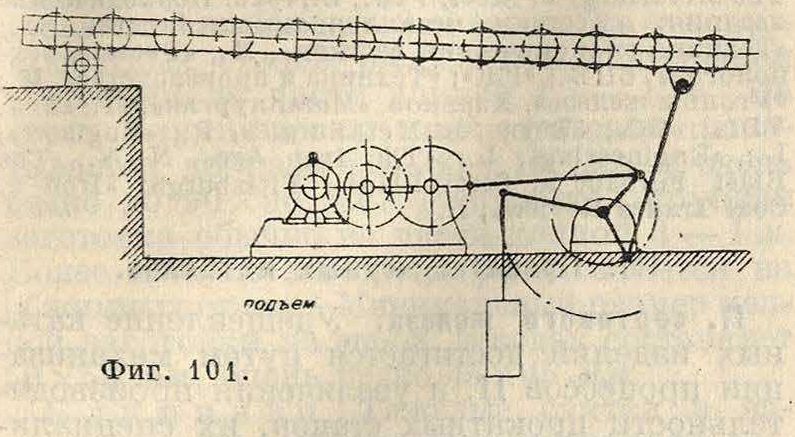
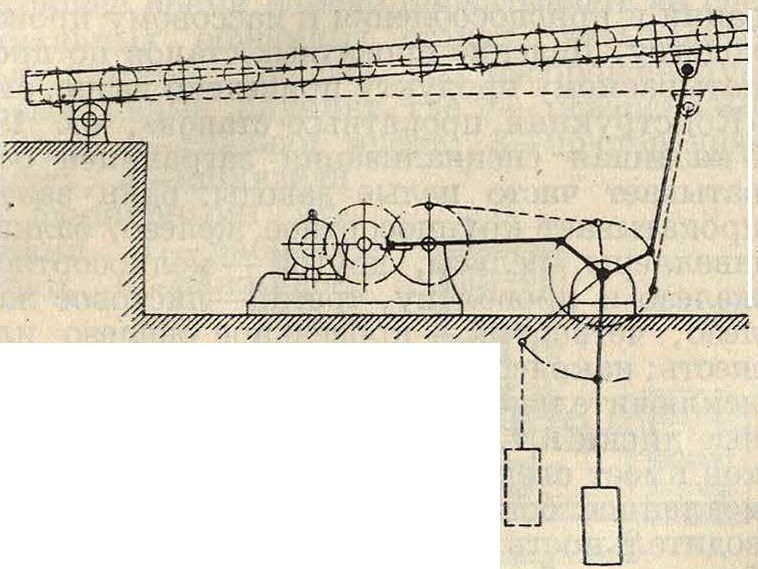
посредством каната, перекинутого через муфту стана.
Рабочий, дерзка свободный конец каната, в нужный момент натягивает его, чем вызывает трение между канатом и муфтой; благодаря трению происходит захват каната и подъем стола.
Тяжелые столы располагают с обеих сторон прокатной клети. Для приведения в движение столов устанавливается один общий двигатель. Столы приводятся в движение от гидравлических цилиндров, реверсивных паровых машин или от электромоторов. Для уменьшения расхода энергии при подъеме столов вес столов в значительной части уравновешивается при помощи противовесов или у больших столов при помощи гидравлических цилиндров. Уравновешивающее приспособление делается общим для обоих столов. Подъемные столы представляют собой две рамы, на которых помещаются ролики. Рамы отливают из стали или же изготовляют из широкополочных балок. Иногда рамы делают клепаными, но они менее надежны, т. к. быстро расшатываются в соединениях и требуют частого ремонта. Ро лики V легких столов делаются холостыми, у более тяжелых—приводными от электромотора. Длина приводных роликов равна ширине подъемного стола. Подъемный стол с приводными роликами, изобретенный американцем Фритцем более 50 лет тому назад, был громадным шагом вперед в смысле улучшения прокатных станов. С небольшими видоизменениями подъемный стол Фритца быстро был введен на лучших заводах Европы и в настоящее время является необходимейшим механическим приспособлением при листовых станах и крупносортных трио. Холостые ролики обычно делают короткими, узкими и небольшого диаметра. Чтобы болванка не попадала в промежутки между роликами, более длинные ролики чередуют в шном порядке с более короткими.
Общая ширина столов равна рабочей длине вв. Передача к роликам, как и у рольганга, применяется коническая, цилиндри- ческая или кривошипно-шатунная. Мощность двигателей для роликов в виду тяжелых условий должен быть на 20% больше, чем у роликов рольганга. Время подъема столов 1,5—2,5 ск.
Все подъемные столы имеют направляющие, прикрепляемые обычно к станинам. В тяжелых столах, перемещающихся параллельно самим себе, этих направляющих бывает недостаточно, и тогда столы имеют еще направляющие, укрепляемые на фундаменте у задних концов стола. Столы покоятся на особых подставках с деревянными или резиновыми подкладками, исполняющими роль буферов при опускании столов. Качающиеся столы в большинстве случаев делаются длиннее подъемных и доходят до 12 метров Длина стола выбирается так, чтобы уклон его был не более 1 : 10 или 1 :12; иначе, как показывает опыт, прокатываемые листы не могут скатываться по роликам к валкам. Ролики качающихся столов б. ч. бывают холостыми. Приводные ролики получают вращение от электродвигателя, причем передача применяется кривошипно-шатунная. Качающиеся столы для универсальных станов снабжают передвшкными боковыми направляющими для прокатываемых полос. Для удобства передачи листов к пра-вйльным прессам, ножницам и т. д. задний конец стола может подниматься и опускаться. Необходимо обратить внимание на выбор места для управления всеми движениями подъемных столов во время хода прокатки. Ради сбережения рабочих рук все управление различи, аппаратами должно быть сконцентрировано в одном месте. Площадка для машиниста, где должен быть сосредоточены реостаты, управление распределительными золотниками для гидравлических цилиндров и т. д., должна устраиваться на особом помосте над столами или сбоку стола. В том и другом случае машинист должен иметь возможность следить за ходом прокатки и за указаниями вальцовщиков.
Передвизкные столы применяются взамен рабочих рольгангов, исполняя одновременно роль шлепперов при дуо-ста-нах и подъемных столов при трио-станах. Передвижные столы представляют собою рольганги на колесах или качающиеся столы на особых тележках, передвигающихся и в том и в другом случае вдоль линии клетей. При небольшом числе клетей достаточно иметь два таких стола: один впереди, а другой стол позади стана (фигура 102).
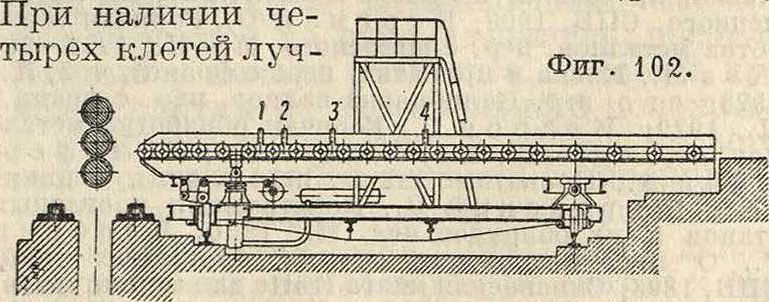
ше иметь по два столаскаждой стороны. Преимущества этих столов заключаются в сокращении расходов по эксплоат.ации, в меньшем штате рабочих, дешевизне установки, простоте и дешевизне фундаментов и прочие;
I при четырех столах один стол может заме-
*3
нять другой. Главное преимущество передвижных столов состоит в том, что ролики их м. б. значительно короче роликов рольганга и подъемных столов. Вместо обычной длины 1 500—2 000 миллиметров и выше ролики передвижных столов имеют длину 600—800 миллиметров. Диаметры роликов, а также их вес будут меньше, что значительно облегчает передачу и понижает мощность двигателя. Рамы таких столов делают клепаными или из широкополочных балок Грея высотой 600 миллиметров. Передвижение столов по рельсам и вращение роликов всегда производится при помощи электромоторов. Площадка машиниста, чтобы он мог хорошо видеть путь, располагается на высоте 2 ж и на расстоянии 10 ж от прокатных вв. Полный ход такому столу дается лишь при порожнем ходе без груза от последней клети к первой. Моторы снабжают электромагнитными тормозами. Передвижные столы снабжают боковыми направляющими из универсального железа и иногда кантовальными приспособлениями с угольниками из кованого железа. Удобства перемещения металла от ручья к ручью, от стана к стану, вперед и назад, вверх и вниз находятся всецело на стороне передвижных столов. На сборку и установку готовых передвижных столов требуется гораздо меньше времени, чем для постоянных рольгангов или подъемных столов. Несмотря однако на все перечисленные преимущества передвижных столов область их применения ограничивается исключительно крупносортными станами для прокатки тяжелых профилей. Для обжимных, листовых или универсальных станов они не могут дать каких-либо преимуществ. Расстояние между рельсами для .передвижения столов составляет 5—6 метров Длина столов доходит до 18 м, поэтому движение столов производится по двум или по четырем рельсам. Расстояние между роликами 1—2 м, ширина стола ~1 метров.
Лит.: ) Адамецкий К., Графин, метод организации работ в прокатном цехе, «Вестник металлопромышленности», М., 1924, 4—в, стр. 75; 2) Гавриленко А. П., Механич. технология металлов, ч. 3, Обработка металлов давлением, 3 изд., М., 1925.—Т имеИ. А., Справочная книга дли горных инженеров и техников, 2 изд., СПБ, 1910; Верещагин Н. С., Универсальные прокатные станы, СПБ, 1910; его же, Непрерывные прокатные станы, СПБ, 1913; его же, Альбомы детальных чертежей Прокатных станов, СПБ, 1915; его же, Двигатели при прокатных станах, СПБ, 1908; его же, Выбор двигателей при прокатных станах в зависимости от их эксплуатации, СПБ, 1910; его же, Рациональное использование силовой энергии на доменных и прокатных з-дах, СПБ, 1914; Виноградов А., Основы калибровки прокатных вв, Вкатерино-слав, 1925; Воскресенский Н., Производство стальных труб без шва, П., 1922; Педебур А., Ковка, прессовка, прокатка и волочение, пер. с немецкого, СПБ, 1900; Бергман О., Горячая обработка металлов, пер. с шведского, М.—Л., 1928—29; Ж е з Л., Ковка и прокатка, пер. е франц., ч. 2, Л., 1928; его же, Калибровка вв, пер. с франц., Л., 1929; К одр он С., Горячая обработка металлов, пер. с фраиц., т. 1, Москва, 1929; Гольфе р-шейд А., Прокатные станы, пер. с нем., Берлин, 1926; Щировский В., Конструкция прокатных станов и их оборудование, М., 1930; Л е о б н е р Г., О маннесмановском способе прокатных труб, СПБ, 1898; Справочная кпига Hiitte для металлургов, пер. с нем., М.—Л., 1927; Jordan S·. Album du cours de mgtallurgie, P., 1875; N e v e u F. et H e n-ry L., Manuel pratique de laminage du fer, P., 1881; Geuze L., Le forgeage et le laminage, P., 1922; Geuze L., ТгаНё tbdorique et pratique de laminage du fer et de racier, 2 6d., P., 1921; Geurgeot M., Fabrication du fer blanc, 2 6d., Paris, 1907; Cod-ton C., Proc6d6s de forgeage dans l’industrie, 2 6d., t. 1—3, P., 1926; D ii r r e E., Die Anlage u. der Be-
trieb d. Elsenhiitten, В. 1—3, Lpz., 1882—92; В ous-s e A., Die Fabrikation nahtloser Stahlrohre, Hannover, 1908; Peter F., Die Kupplungen d. Walzwerke, Halle, 1914; Dencer F., Detailing a. Fabricating Structural Steel, N. Y., 1924; H a r b о r F. a. H a 11 j. Tbe Metallurgy of Steel, 7 ed., L.,1923. Периодические издания: «Вестник металлопромышленности», Μ.; «Технико-экономический вестник», М.; «Вестпик технологов», СПБ.; «ГЖ»; «Техника и производство», М.: «Уголь и железо», Харьков; «Металлургия», JI.;«Z.d. VDI»; «GC»; «Revue de Metallurgies, P.; «Engineer», L.; «Engineering», Б.; «The Iron Age», N. Y ; «The Blast Furnace a. Steel Piant»,
Coal Trades Review», L.
Pittsburgh; «Iron a.
III. Прокатка черных металлов.
П. сортового железа. Удешевление катаных изделий достигается путем механизации процессов П. и увеличения производительности прокатных станов, их специализации и приспособления к массовому производству. Деление прокатных станов по прокатываемому продукту приведено выше, см. «Конструкция прокатных станов», ст. 18. Указанная .специализация заграницей охватывает часто целые заводы: один завод прокатывает крупносортное железо, балки, швеллеры, рельсы, другой — мелкосортное железо и проволоку, третий—листовое железо, четвертый — кровельное железо или жесть; наконец отдельные з-ды прокатывают исключительно трубы, или бандажи, колесные диски и т. д. Γί. больших тяжелых слитков имеет следующие преимущества: слитки медленнее остывают, увеличивается производительность прокатных станов, вследствие большего обжатия улучшается качество металла; к недостаткам следует отнести повышение веса слитков, увеличение их неоднородности, увеличение усадочной раковины и повышение количества обрезков. Иногда вместо крупной заготовки выгоднее приметать слитки малого веса. Вес и сечение тяжелых слитков при длине 1,2-^2,25 ju обычно составляют:
| Вес в т | Сечение в миллиметров | Вес в т | Сечение в миллиметров |
| 2,5 | 450X500 | 7,0 | i 655x735 |
| 3,0 | 450x550 | 1 700X700 | |
| 4,0 | 530x530 | 8,0 | < 575X875 |
| 5,0 | 530X600 | 800X1000 | |
| 6,5 | 600X700 | ||
| Более легкие слитки | имеют | значительно | |
| меньшее | сечение: | ||
| Вес в т | Сечение в миллиметров | Вес в m | Сечение в миллиметров |
| 1,0 | 350x350 | 0,25 | 200x200 |
| 0,5 | 250x250 | 0,15 | 150x150 |
Заготовка. Обычно стремятся прокатывать полосу нужного профиля с одного нагрева; при этом может получиться полоса слишком большой длины, поэтому выгоднее, прокатывая тяжелые слитки, получать так паз. заготовку, то есть такой полуфабрикат, из которого можно на другом стане прокатать нужное изделие. Обычно заготовка прокатывается квадратной, но иногда и прямоугольной формы. Крупная заготовка (блумы), получаемая с блуминга, имеет размеры 250x250 миллиметров, 200x200 миллиметров или 150×х 150 миллиметров. Длина крупной заготовки варьирует l-f-4,5 метров На заводах США крупная заготовка б. ч. раскатывается на непрерывных станах в более мелкую, сначала до 100 х хЮО миллиметров и затем, на второй линии непрерывного заготовочного стана, до 38 х38 м; мелкая квадратная заготовка варьирует в пределах в 89—77—63—5 г—44—38 миллиметров. Наиболее ходовой для мелкосортных станов яв-
ляется заготовка в 38 и 44 миллиметров и наименьшая заготовка, применяемая (как исключение) в США для мелкосортных станов,—это квадратная заготовка в 35 миллиметров. Длина мелкой заготовки в США стандартизована и составляет 9 метров Иногда 9-м заготовка у сортопрокатных станов разрезается в холодном состоянии на части длиной 4,5 — 1 метров На европ. блумингах крупная заготовка прокатывается до размера 100 х 100 миллиметров и очень редко до 90x90 миллиметров. Разрезается крупная заготовка обычно на части длиной 3 — 1 метров Более мелкая заготовка раскатывается на обжимных станах. Минимальный размер мелкой заготовки на европ. заводах составляет 50x50 миллиметров, очень редко 45x45 миллиметров.
Блуминги. Тяжелые слитки в настоящее время обычно прокатывают на специальных обжимных станах, называемых блумингами. На фигуре 103 изображен дуо-реверсивный блуминг, где 1— реверсивный мотор, 2—главная муфта, 3—шестеренная клеть. 4—шпиндели
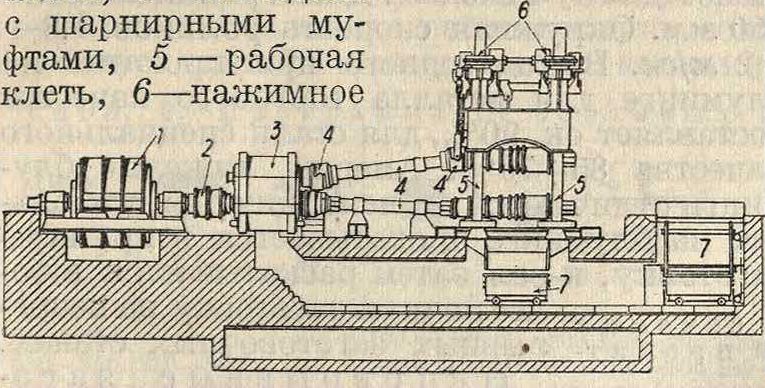
Фигура юз. устройство для нажима вв с приводом от электромотора, 7 —вагонетки для окалины с приспособлением для подъема; на таком блуминге прокатывают слитки весом 4—8 тонн в блумы 130 X130 миллиметров и в слябы шириной до 1100 миллиметров. На фигуре 104 изображен трио-блуминг, где 1—рабочая клеть, 2—нажимное устройство, 3—электромотор для нажимного устройства, 4—шарнирные муфты, б— шпиндели, 6—шестеренная клеть, 7—главная муфта, 8—маховик, 9—упругая муфта,
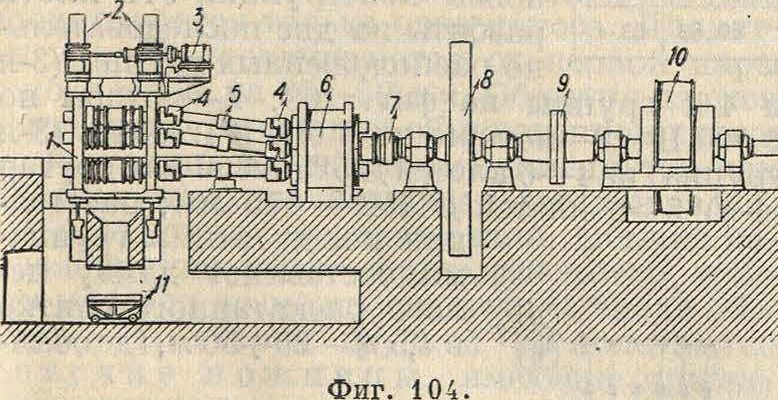
10—электромотор, 11—вагонетка для окалины. На таких блумингах с подъемным средним и верхним вм прокатывают слитки весом 1—2 тонны в блумы от 100x100 миллиметров до 180 х 180 миллиметров и слябы шириной до 550 миллиметров. Дуо-ревереивные блуминги имеют диаметр вв 900—1 150 миллиметров (в США диам. вв достигает до 1 350 миллиметров), а трио 700—850 миллиметров (в США бывают до 1150 миллиметров). Длина вв колеблется от 2 000 до 2 800 миллиметров. Большинство блумингов состоит из одной клети. Блуминги в несколько клетей встречаются мало; это б. ч. блуминги специального назначения; например в США имеются 4 непрерывных блуминга, один из которых (на заводе
Форда в Детройте) имеет 8 клетей, из них 4 клети 1 067 миллиметров и 4 клети 813 миллиметров (фигура 105, где 1—рабочая клеть, 2—шестеренная клеть, 3—ножницы). Единственный образец непре
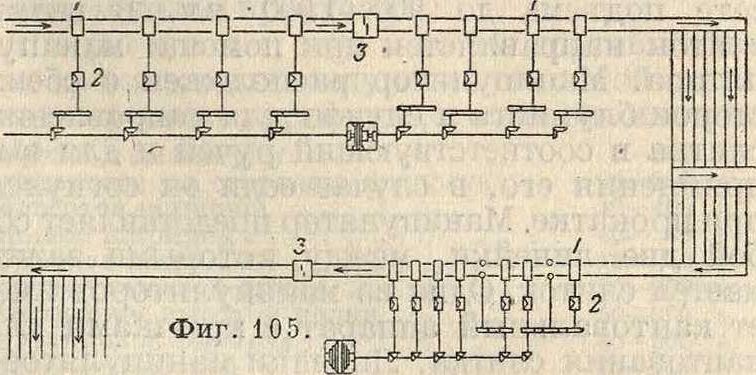
рывной прокатки тяжелой болванки (5 ml в мелкую заготовку сечением до 50 х 50 миллиметров представляет установка из блуминга (на заводе Гэрри в США), состоящего из 9 клетей дуо; валки первой группы (из 4 клетей) имеют диам. 1 016 миллиметров; валки второй группы (из 5 клетей)—813 миллиметров; за блумингом расположены 2 непрерывных заготовочных стана с диаметром вв в 610 и 457 миллиметров. Различают две системы калибровки вв блумингов: немецкие и американские. При нем. системе калибровки слиток раскатывают на блуминге до заготовки 100 х 100 миллиметров, иногда до 90x90 миллиметров. Валки подобного блуминга при длине до 2 800 миллиметров (фигура 106) имеют 6—7 ручьев. При американской системе калибровки (фигура 107) слиток раскатывают до200 х 200 миллиметров и редко до 150 х 150 миллиметров; ручьев всего лишь два или три, однако на средней части валка имеется гладкая часть, на которой можно прокатывать слябы. Валки американских
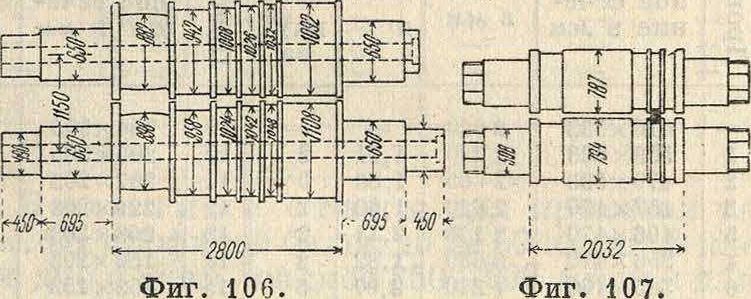
блумингов имеют длину 2 000—2 600 миллиметров. Слиток раскатывают на гладкой части и когда он достаточно обжат, его пускают в ручей. Благодаря полной механизации блуминга не требуется рабочих и прокатка происходит автоматически. Все управление работой блуминга (реверсирование вв, подъем верхнего валка, работа манитора и кантовального аппарата, рольгангов, нажим верхнего валка) централизовано. Вся установка обычно обслуживается двумя машинистами. Последовательность операций следующая. Слитки, нагретые в нагревательных колодцах (смотрите Печи) специальным краном подаются на опрокидыватель, расположенный у начала рольганга, который приводит слитки из вертикального положения в горизонтальное. Иногда слиток подается при помощи особой тележки с опрокидывателем, двигающимся вдоль колодцев. После опрокидывания слитка приводится в движение рольганг, к-рый подводит слиток к валкам. В это время пускается в ход двигатель и слиток, захваченный валками, прокатывается и переходит на заднюю сторону. Для дальнейшей П. слитка рольганг и двигатель реверсируют. Слиток, захваченный валками, прокатывается вторично. При каждом пропуске слитка происходит опускание верхнего валка особым приспособлением, действующим от мотора. Подъем верхнего валка продолжается 14—18 ск. при полной высоте подъема до 900—1000 миллиметров. В валки слиток направляется при помощи манитора. Манитор расположен с обеих сторон блуминга и служит для направления слитка в соответствующий ручей и для выпрямления его, в случае если он согнулся при прокатке. Манитор представляет собой две линейки, между которыми, зажимается слиток. Один из маниторов имеет кантовальный аппарат с крючками для кантования слитка. Линейки манитора передвигаются поперек рольганга помощью зубчатых реек, приводимых в движение гидравлическим или электрическим мотором. После нескольких пропусков, когда слиток получает прямоугольное сечение, его кантуют на 90°, что производится при помощи крючков кантовальным аппаратом. Слиток опять принимает квадратную форму и прокатывается снова до тех пор, пока не примет прямоугольного сечения, после чего опять кантуется, если не имеется в виду прокатывать слябы, то есть плоские заготовки.
Все эти операции повторяются до тех пор, пока слиток не примет необходимого сечения. В табл. 8 приведены данные прокатки слитка в 4,5 го (по американок, калибровке).
Таблица 8.—Последовательное изменение сечения слитка весом 4,5 тонн и потребное время при прокатке на блуминге.
| Пропуск | Поперечное сечение в миллиметров | Длина в миллиметров | Время в ск. | Пропуск | Поперечное сечение в миллиметров | Длина | Время в ск. | ||
| Π ΟΧΙ. с к | пау за | в миллиметров | про пуск | пау за | |||||
| 610x533 | 2 060 | 9 | 254x305 | 7 825 | 3,05 | 2,5 | |||
| 1 | 533x533 | 2 230 | 1,51 | 2 | 10 | 203x305 | 9 780 | 3,65 | 5 |
| 2 | 470x533 | 2 065 | 1,66 | 3 - | 11 | 267x203 | 11 180 | 3,84 | 3 |
| 3 | 457X470 | 2 820 | 1,60 | 2 | 12 | 229X203 | 13 030 | 4,34 | 3,0 |
| 5 | 406X470 | 3 175 | 2,14 | 2 | 13 | 203X203 | 14 680 | 4,98 | 3,5 |
| 4 | 356X470. | 3 630 | 1,82 | 2 | 14 | 152x203 | 19 560 | 5,14 | 5 |
| 6 | 305x470 | 4 240 | 2,07 | 5 | 15 | 152X152 | 26 085 | 6,28 | 4 |
| 7 | 394X305 | 5 055 | 2,50 | 2,5 | 16 | 127X152 | 31 340 | 7,05 | 6 |
| 8 | 330X305 | 6 020 | 2,85 | 2,5 | 17 | 127x127 | 37 590 | 7,35 | 10 |
| Итого | 60,83 | 63 | |||||||
Полученный блум (длиною 37 590 миллиметров) разрезают на полосы длиною > 3—4 метров Быстрота работы происходит гл. обр. вследствие весьма точной и быстрой работы манитора,
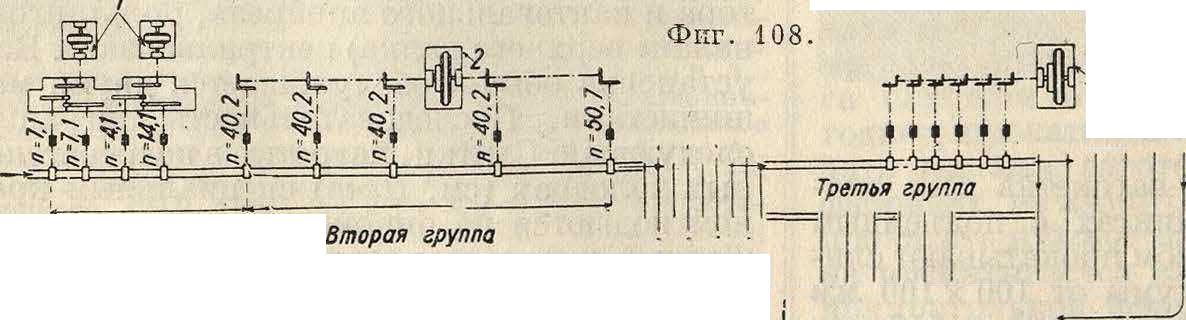
Первая группа аГтакже вследствие весьма точной конструкции всех деталей блуминга. Теоретическая производительность подобного блуминга при прокатке блумов 150 х 150 ** составляет около 900 000 го в год. Средняя производительность современного блуминга при прокатке блумов сечением 200 х 200 миллиметров составляет 1 200 000 го в год. Если же на блуминге будет прокатываться заготовка до 100 х х 100 миллиметров, как это делается на герм, заводах, то его производительность резко понижается и составляет лишь около 300 000—400 000 те в год. Для приведения в движение указанных выше блумингов применяют исключительно моторы постоянного тока с агрегатом Ильгнера. Почти у всех-тяжелых блумингов США моторы имеют мощность по 7 000 Н5 (крутящий момент равен 300 метро-тонн). Агрегат Ильгнера обычно состоит из мотора трехфазного тока, мощностью около 5 000 ЬР с маховиками, регулятором скольжения и 2 генераторами постоянного тока 3 000 1Р. Для разрезки прокатанного блума ставят ножницы с режущей способностью 400 х х400 лш-(-200 х 200 миллиметров. Расстояние от конца заднего рабочего рольганга до ножниц равно длине прокатанной полосы как для крупных, так и для меньших встречающихся сечений. Расстояние между вм блуминга и первым роликом рабочего рольганга берут ок. 600 миллиметров. Расстояния между роликами подводящего переднего рольганга—700 миллиметров. что определяется возможностью прокатывать самые короткие слитки, которые иногда имеют длину 1 200 миллиметров. Диам. роликов около 450 миллиметров. Окружная скорость роликов 1,8— 2,2 м/ск. Выход годного при прокатке на блуминге для металла торгового качества составляет ок. 90%, для стали специального качества 85-Р70%. Америк, тяжелые блу-минги отличаются от немецких тем, что слиток на блуминге прокатывается в крупную заготовку, которая затем раскатывается в более мелкую заготовку на непрерывных заготовочных станах.
Непрерывные заготовочные станы ставятся на продолжении оси рольганга за ножницами блуминга. Непрерывные станы служат для производствазаготовкидля сортовых станов, стрипсов для сварных труб и полосового железа для строительных целей. На старых заводах за блумин-гом расположен непрерывный заготовочный стан с 8—10 клетями 475 — 500 миллиметров, а в станах новой конструкции эти клети разбиты на две последовательно расположенных группы (3-я и 4-я группы на фигуре 108; 1—моторы по 2 000 ЬР, 2—моторы по 6 000 ЬР): одна (3-я группа) из 4—6 клетей 0 525—600 лиц другая (4-я) 5—6 клетей 0 450 — 475 миллиметров; расстояние между этими группами составляет длину целого раскатанного слитка в 4,5 т—204-50 м, где обыч-
Четвертая группа
=щщ=—
но устанавливают ножницы для обрезки растрепанных концов, для разрезки недоката и разрезки заготовки на части. При старом расположении заготовка должна проходить все 8—10 клетей, независимо от того, какого сечения требуется заготовка. Во втором расположении часть заготовки после первых 4—6 клетей м. б. передана на другие сортовые станы; кроме того разбивкой стана на 2 группы облегчается настройка ста-
на. В первой группе блумы обжимаются от сечения 200x200 миллиметров до 100 x100 миллиметров, а во второй группе—от 100 хЮО миллиметров до 44х х44 миллиметров и даже до 38 х38 миллиметров. Так как на этих непрерывных станах катают много полосового железа (стрипсы и широкополосное), то обычно кроме горизонтальных вв имеются еще отдельные клети с вертикальными валками (эджеры), назначение которых только дать точный размер ширины полосы и правильную кромку. Обжатие этими валками производится весьма незначительное в отличие от специальных станов, имеющих прочные вертикальные валки, приводимые отдельными моторами, наир., в станах для прокатки балок с широкими фланцами. Вертикальных вв б. ч. устанавливается 3 пары: одна пара в первой группе и 2 пары во второй, иногда же все 3 пары во второй группе или только 2 пары во второй группе. Привод вертикальных вв—от самостоятельных моторов или от приводного вала соседней шестеренной клети. Вторая группа имеет такое же расположение, если не считать клетей с вертикальными валками, Таблица 9.—Программа П. сортовых и рывно - заготовочные станы могут пропустить все, что дает им блуминг, но в течение месяца или года их производительность меньше таковой блуминга, т. к. последний может иметь меньше простоев.
С о рт о в ы е станы. На сортовых станах прокатывают следующий основной сортамент сортового, профильного железа и стали:
Круглое с диаметром.. 8—300 миллиметров
Квадратное со стороною квадрата. 8—250 »,
Полосовое шириной.. 12—400 »
Шинное шириной.. 40— 65 »
Обручное шириной.. 12—300 »
Угловое высотой полки. 20—200 »
Швеллерное высотой полки. 50—300 »
Двутавровое высотой.. 80—500 »
Тавровое высотой.. 15—140 »
Тавровое низкое высотой. 38—200 »
Железо Зоре высотой.. 120—240 »
Квадрантное для колонн со стороной квадранта.. So —150 »
Трамвайные рельсы высотой. 88—210 »
Ж.-д. рельсы (в 1 п. ж). 3— 70 килограмм
Кроме перечисленного основного сортамента прокатывается ряд других профилей, которые можно найти в Общесоюзном стандарте (ОСТ) на черные прокатные металлы. Программа П. дана в таблице 9. фасоннопрофильных станов (по Hiitte).
| Диам. вв,
мм |
_г | г.1—
-«Л мм |
-п | ?Γ | -nj | 1
кг/м | tr | ||||||
| -J
»1 |
*2 |
MU |
• | II | I-6-*
им *3 |
L-6-ί
им * 4 | |||||||
| 900—950 | 100-250 | 100—300 | 130—200 | 200—300 | 300—500 | 30—70 | |||||||
| 800—850 | 230—400 | — | Ь0—180 | 90—220 | 130—200 | 180—280 | 250—400 | _ | _ | 180—240 | 100—150 | 25—50 | 100—210 |
| 700—750 | 150—275 | — | 80—150 | 80—170 | 90—180 | 140—220 | 150—260 | 110—140 | 120—200 | 140—200 | 75—100 | 16—35 | 88—100 |
| 600—650 | 110—200 | 130—300 | 60—120 | 60—120 | 80—130 | 90—160 | 110—180 | 80-120 | 90—160 | 120—140 | 50 | 12—22 | — |
| 500—550 | 80—150 | 80-200 | 50—80 | 50—80 | 60—110 | 65-120 | 80—140 | 50—90 | 80—100 | — | — | 7—15 | -- |
| 400—450 | 50-100 | 50—100 | 30-50 | 30—55 | 40—70 | 40—80 | 80—100 | 35—60 | 60—80 | — | — | 3—7 | — |
| 850 | 35—70 | 35—90 | 20-40 | 20—45 | 30—50 | 30—60 | — | 30—50 | 38-60 | — | — | — | — |
| 300 | 20—40 | 25—80 | 10—30 | 10-35 | 15-35 | 30 | — | 15—40 | _ | — | — | — | — |
| 250 | 10—30 | 8—50 | 8-20 | 8-25 | 15—30 | ~ | 15—25 |
Полосовое. *2 Шинное и обручное. *з b=h. Λ4 Ь=27г. к-рые располагаются между клетями с го-ризынтальными валками. Все шестеренные клети закрытой конструкции. Рабочие клети связываются общими крышками. Валки имеют несколько ручьев, но одновременно прокатывается только одна полоса. Диаметры вв увеличиваются от первой пары к последней на 25—50 миллиметров. Обжатия даются нормальные, как и при обыкновенном способе пр жатки. Калибровка применяется как обычная, с поворачиванием заготовки на 90°, так и по системе квадрат-овала. Обычно каждая группа имеет отдельный мотор, причем имеется возможность менять число оборотов. За второй группой располагаются летучие ножницы, имеющие приспособление для разрезки заготовки на определенную длину. После разрезки квадратная заготовка отвозится при помощи рольганга. Полосы или стрипсы после разрезки автоматически ложатся одна на другую в стопку, и каждая стопка, полученная от разрезки одной прокатанной заготовки, убирается мостовым краном на склад. Стелюги располагают по обе стороны отводящего рольганга. За стелюгами находятся склады холодной заготовки. На складе, если требуется, вся заготовка осматривается и сортируется. Вся сталь специального назначения (автомобильная, для с.-х. машин) подвергается очистке пневматич. зубилами. При одновременной работе с блумингом непре-
Балочные станы для прокатки тяжелых профилей балок до № 50 имеют 3 клети дуо с диам. вв 850—900 миллиметров при длине их в отделочных клетях 2 100—2 200 миллиметров и в подготовительных клетях—2 200—2 400 миллиметров. Первая клеть с установкой для восьми пропусков в четыре ручья, во второй и третьей клети в шести закрытых ручьях—прокатка начисто. Стан имеет реверсивн. двигатель с 50—140 об/мин., рольганг со шлеппе-рами или передвижные столы. Наибольшая длина прокатываемых балок 60—75 метров Для профилей балок № 40 и реже для рельсов применяют иногда стан с 4 клетями, из них 1—2 с установкой верхнего валка, если нет специального обжимного стана, 17—19 пропусков, а остальные—клети-дуо или трио; диаметры вв—750—830 миллиметров, реверсивный двигатель с 50—140 об/мин. При расположении трио применяют либо 2 подъемных стола с кантовальным аппаратом впереди вв у первой клети, а у остальных клетей по одному качающемуся столу позади вв, либо все клети обслуживаются передвижными подъемными столами. При расположении дуо применяют рольганг со шлеп-перами или передвижные столы с роликами. Длина прокатываемых балок 70—90 метров окружная скорость роликов 1,8—2,4 м/ск. Для разрезки применяют пилы.
Рельсовые станы. Общее расположение—как у балочных станов; диам. вв
650—750 миллиметров. Последняя клеть имеет только отделочные калибры для рельсов и в нее м. б. вставлены добавочные ролики для прокатки трамвайных рельсов. Длина прокатываемых рельсов 60—72 метров (4 рельса по 15 или 18 л»), длина шпал до 80 метров Для разрезки рельсов применяют пилы, а для разрезки шпал— ножницы. При станах имеются стелюги со шлепперами и отделочная мастерская с большим количеством станков для правки, фрезеровки концов и сверления дыр в рельсах. Америк, специальные рельсопрокатные станы производят 500—600 тонн в 1 смену, работая почти автоматически. На фигуре 109 (1—мо-г торы по 2 000 ЬР, 2—моторы по 6 000 №,3—пилы)показаяо общее
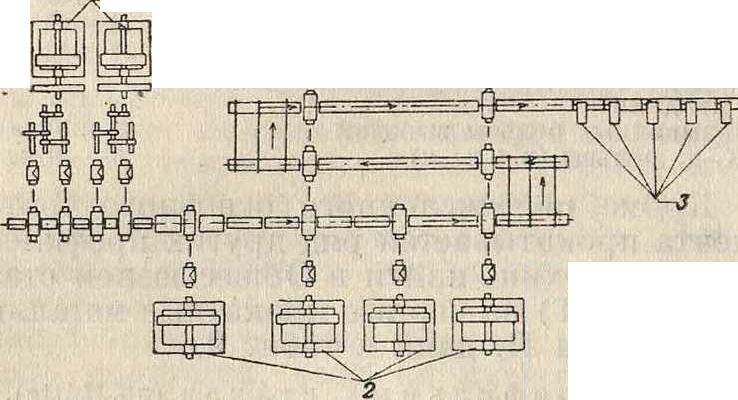
Фигура 109.
расположение американок, рельсового стана на заводе Гэрри. На этом стане слиток весом
3,7 тонн и сечением 500x610 миллиметров прокатывается на рельсы весом 42,4 килограмма/п. м в 18 пропусков. Производительность этого стана около 1 200 000 тонн в год.
Среднесортные станы разделяются на обыкновенные (одна черновая клеть 600—650 миллиметров и 3 или 4 чистовые клети 400— 500 миллиметров), непрерывные и полунепрерывные, причем последние состоят из 2 групп клетей. Первая группа клетей полунепрерывных станов (фигура 110: 1—печь, 2—моторы, 3 — летучие ножницы,
4—холодные ножницы)
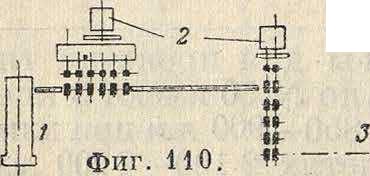
| 1 | Ч | |
| Ψ |
служит для непрерывной П. заготовки и заменяет черновую линию обыкновенных станов; вторая же группа клетей является чистовой линией для периодич. П. Непрерывную заготовочную группу клетей применяют в настоящее время б. ч. во всех сортовых станах как европ., так и америк. заводов. Диам. вв непрерывной группы клетей полунепрерывного стана, состоящего из 4—6 клетей дуо, имеет 450 миллиметров.
Диам. вв чистовой линии, состоящей из 3—4 клетей трио, имеет 400 миллиметров. Обслуживание среднесортного стана производится посредством крышевых подъемов и.рольгангов, а также подъемных столов. Между непрерывной группой и чистовой линией устанавливают - -
б. ч. ножницы; позади чистовой линии—рольганг с пилами. Длина прокатываемого материала около 50—60 метров Для охлаждения прокатанных полос применяют механические стелюги с холодными ножницами. Последнее время среднесортные
| среднесортного | |||
| Ж
|| |
I! | □ | |
| R-^=
S=-"- |
А | ||
станы стали изготовлять типа кросс-контри, как показано на фигуре 111, на которой изображен среднесортный стан 450 миллиметров (завода Гэрри), где 1—газогенераторы, 2—печи, 3— мотор в 3 200 №, 4—мотор в 650 ИР, 5—рабочая клеть (всего 7 рабочих клетей).
Для правки нек-рых профилей, в особенности стали, в последнее время начали применять роликойые правильные станки, причем одновременно правится до 5 полос. За ножницами иногда имеютсй автоматич. весы для взвешивания каждой полосы пачки. Производительность полунепрерывных станов 400—600 тонн в сутки. Выход годного составляет в среднем 82%. Непрерывные среднесортные станы для прокатки сортового и профильного железа и стали пока мало распространены даже в США за исключением непрерывных станов для прокатки широких полос. Полосовое железо, прокатываемое на этих станах в значительных количествах, служит заготовкой для тонколистовых, кровельных (сутунка) и трубопрокатных (стрипсы) станов. При прокатке на непрерывных станах профильного железа встречаются затруднения со стороны калибровки. Располагать клети на таком расстоянии друг от друга, чтобы происходила последовательная П. с перерывами, неудобно, т. к. пришлось бы слишком удлинять прокатную мастерскую. Выходом из этого положения является особая система стана, кросс-контри или зигзагообразная (смотрите выше «Конструкция прокатных станов»). При прокатке широкополосного железа точность профиля по ширине достигается установкой нескольких пар вертикальных вв. Непрерывные станы для прокатки широкополосного железа имеют обыкновенно следующее расположение: 10— 12 клетей, имеющих либо одинаковый диаметр вв либо (чаще) клети разбиты на 2 группы: первая с валками диам. 450—700 миллиметров и вторая 350—500 миллиметров с 2—3 парами вертикальных вв. Расстояние между клетями постепенно увеличивается, примерно до
5—15 м, иногда до 45 метров На таких станах катают полосы шириной до 1 200—1 350 миллиметров. Средняя производительность новейших непрерывных станов 30 000—60 000 тонн и более в месяц. Выход годного 90—94%. В Германии для проката широких полос применяют также трио-станы с диаметром вв от 600 до 800 миллиметров с двумя или одной клетью,
Фигура 111.
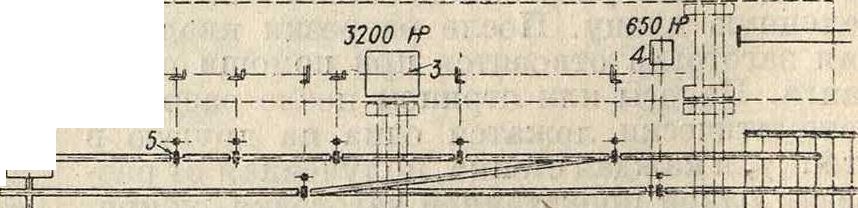
| j|: | A I | |
| г: ~ h | cirtb | |
с присоединением обыкновенно специальной полировочной клети.
Мелкосортные станы в Европе представляют большое разнообразие как по расположению клетей, так и в особенности по диам. вв. Америк, же мелкосортные станы стандартизированы как по диам. вв, так и по расположению клетей. По расположению клетей америк. мелкосортные станы разбиваются на группы: 1) полунепрерывные, в которых чистовая линия располагается ступенчато или с расположением клетей в шном порядке (смотрите фигура 112, где 2— печь, 2—ножницы, 3—рабочие клети, 4 ·— шестеренные клети, 5—моторы,
6—моталки); 2)чи-сто непрерывные и 3) кросс-контри (фигура 113: 2 — наклонный стол для болванок, 2—печи,
*Η23· ί
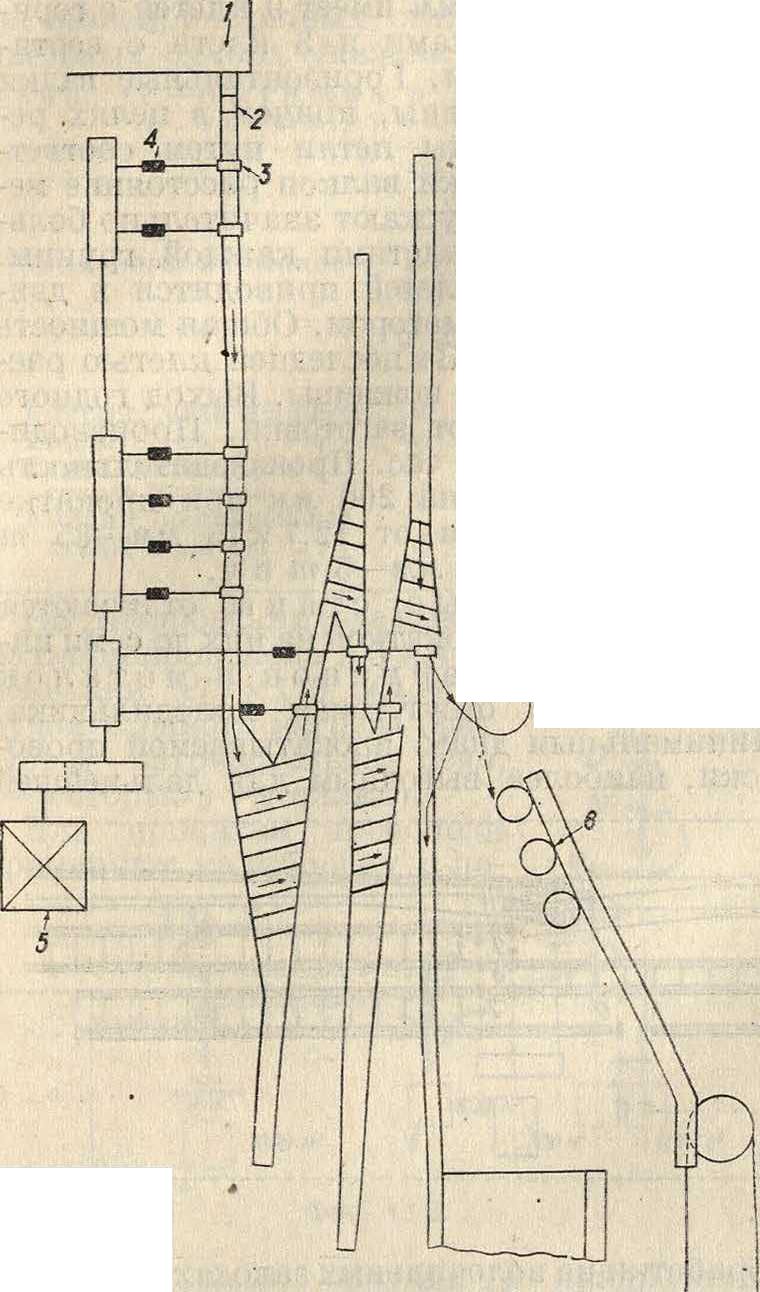
Фигура И2.
3—горячие ножницы, 4—моторы по 1 500 Η5, 5—рабочие клети, 6—холодные ножницы), иногда с комбинированным расположением
200 миллиметров (III). В табл. 10 приведены америк. полунепрерывные мелкосортные станы с указанием диам. вв и числа клетей.
Таблица 10.—А мер-пканские полунепрерывные мелкосортные станы (Ришарм).
| Станы | Группы клетей | |||
| непрер. | черно- | ЧИСТО- | ||
| обшимн. | вая | вая | ||
| ( 0 валка в миллиметров. | 400—450 | 350—400 | 300 | |
| Число клетей. | 4—6 | 4 | 2—4 | |
| 11 | ( 0 валка в миллиметров. | 350—400 | 300 | 250 |
| Число клетей. | 4 | 4 | 2—4 | |
| III | 1 0 валка в миллиметров. | 300—350 | 250 | 200 |
| Число клетей. | 4 | 4-6 | 2 | |
4 + 4 =8 клетей
2+2+2+2=8 » 2+2+2 =6 »
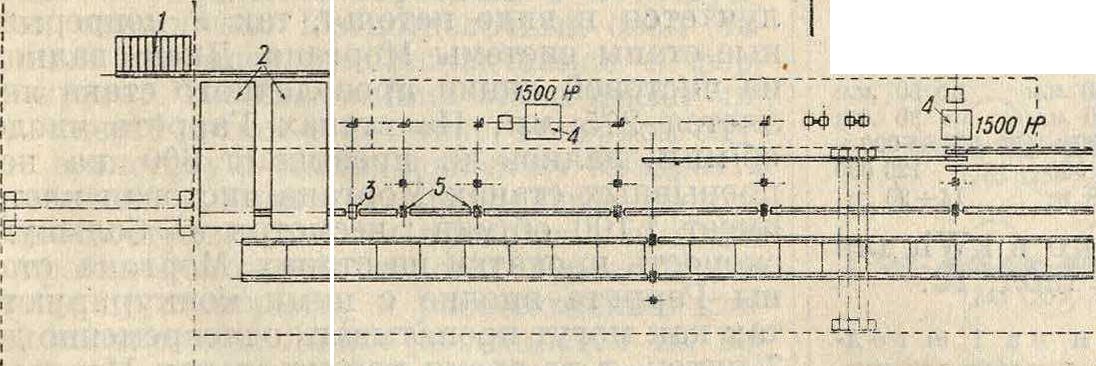
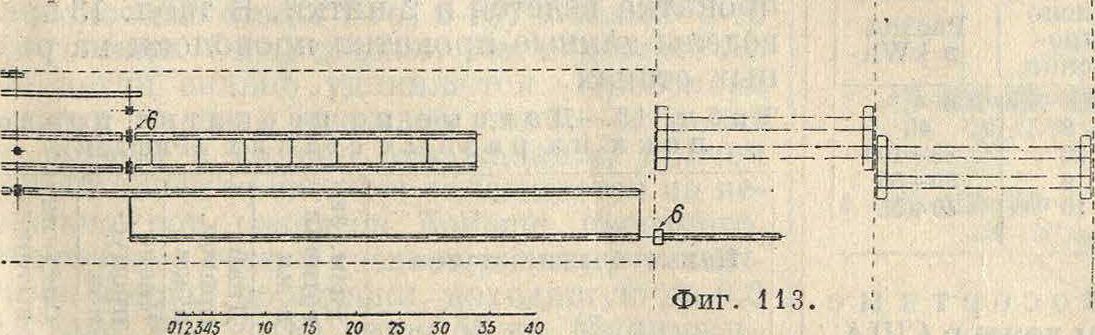
кросс-контри и шным расположением клетей (фигура 114: а—печи, б—горячие ножницы, в—мотор в 1 500 IP, з—мотор в 2 000 ЬР, 2—22—рабочие клети). По диаметру вв мелкосортные станы разбиваются на станы с диаметром вв 300 миллиметров (I), 250 миллиметров (II) и
Непрерывная обжимная группа имеет обычно 4—6, но иногда 8—10 клетей, которые делятся на 2 группы, например 6 и 2 или 4 и 2 клети. Однако и такое расположение клетей является для сортового железа недостаточно гибким, и группу обжимных клетей подразделяют по 3 или 2, а иногда при 4 клетях все 4 клети устанавливают на нек-ром расстоянии друг от друга. Черновая и чистовая линии для прокатки петлями имеют 8, 6 или 4 клети, расположенные ступенчато в разных комбинациях, для получения небольших петель при переходе полосы из одной клети в другую. Соответствующие комбинации представляют: ___
2 + 2 + 14-1=6 клетей » 2 + 2 =4 клети
» 3+1 =4 »
Применяемая для прокатки заготовка имеет размеры от 50 х50 миллиметров до 100 х 100 миллиметров и длиной 5-А9 м; при более мелких сортах применяется заготовка сечением 44 х х 44 миллиметров. Станы обслуживаются одной или двумя печами моргановского; типа. При выдаче длинной заготовки через боковое окно первая клеть непрерывной группы вв в новых станах располагается на расстоянии 2—27г м от печи. Между печью и клетью устанавливает особые гофрированные ролики, которые, вращаясь после того как заготовка несколько вытолкнута из печи, вытаскивают ее i из печи и направляют к первой клети. Одновременно здесь происходит удаление окалины. При прокатке мелких размеров перед первой клетью нередко устанавливают нояс-ницы для разрезки заготовки на части. В новых станах непрерывная группа клетей имеет отдельный мотор, а остальные клети обслуживаются одним или двумя" моторами. Общая мощность моторов колеблется в пределах 2 500-1-5 000 IP. На нек-рых новейших заводах каждая клеть имеет отдельный мотор. Напр. на заводе Соут-Чикого полунепрерывный мелкосортный стан имеет 14 моторов общей мощностью 12 000 IP. Мощность моторов на один пропуск колеблется в зависимости от мощности установленных моторов, правильной организации работы (короткие петли), приближающейся к непрерыв ной прокатке, и от работы печи. Из табл. 11 видно, что средняя мощность на один пропуск варьирует в пределах 153-f-314 IP и в среднем составляет 232,6 IP.
Таблица 11 .—С редняя мощность на один пропуск (Ришарм).
| Наименование стана | Число про пусков | Общая мощн. моторов, ЕР | Мощн. на 1 пропуск, ЕР |
| 300-мм Брокгаузен. | 14 | 4 400 | 314 |
| 300-лш № 7 Дюкень. | Ю | 3 000 | 300 |
| 300-лш № 2 Гэрри. | 9 | 2 500 | 278 |
| 300-лш № i ». | 10 | 2 650 | 265 |
| 250-ж.к № 2 ». | 17 | 4 300 | 253 |
| 250-лш № 6 Дюкень. | 10 | 2 000 | 200 |
| 250-лш Кнютанж. | 11 | 2 100 | 191 |
| 250-лш № 1 Гэрри. | 12 | 2 000 | 167 |
| 200-лш Кантон. | 16 | 2 400 | 153 |
| Всего. | 109 | 25 350 | 232,6 |
Нормальная длина холодильников у мелкосортных станов составляет в Европе 45— 60 м, в США 60—100 метров Значительная длина америк. холодильников объясняется большим весом заготовки, которая в горячем виде ти. Между печью и первой клетью имеются ножницы для разрезки заготовки на ходу. Исходная заготовка имеет сечение 44 х44 миллиметров до 50x50 миллиметров при стандартной длине 9 метров На заводе Спароу-Пойнт непрерывный мелкосортный стан 250 миллиметров имеет 9 клетей с горизонтальными валками и 3 клети с вертикальными валками. Горизонтальные валки разбиты на 3 группы, причем в целях регулирования длины петли путем соответствующей настройки вв расстояние между группами допускают значительно большее, чем между клетями каждой группы. Каждая группа клетей приводится в движение отдельным мотором. Общая мощность моторов 4 500 №. За последней“ клетью расположены летучие ножницы. Выход годного составляет 92% от заготовки. Производительность, 30 тонн в час. Производительность непрерывного стана 200 миллиметров при прокатке полосового железа от 12,7x75 миллиметров—35 тонн в час; до 15×12,7 миллиметров—5 тонн в ч.
Проволочные станы отличаются одновременной прокаткой на них до семи ниток, наличием карманов и моталок (смотрите выше) и отсутствием холодильника. Минимальным диам. прокатываемой проволоки, наиболее выгодным для дальнейшей
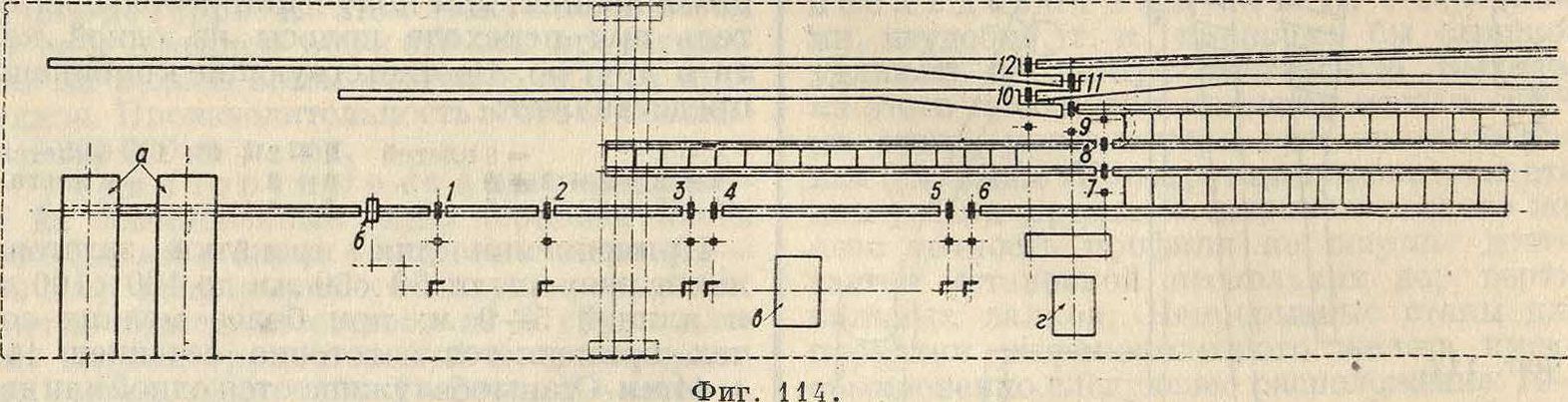
не разрезается, иначе получится меньший выход. Выход годного для торгового железа составляет 88—94% от заготовки и для стали 85 — 90%. Производительность полунепрерывных мелкосортных станов в зависимости от сортамента колеблется в следующих пределах: -
Круглое и квадратное. Полосовое шириной..
Угловое
Производительность в год (в тоннах).
Производительность в час
204-65 миллиметров до 150 миллиметров 334-65 миллиметров 156 0004-170 000 264-28 т
64-20 миллиметров до 50 миллиметров » 80 миллиметров 84 0004-120 000 144-20 т
Расход энергии на т годного в kWh для некоторых станов приведен в таблице 12.
Таблица 12,— РасУол энергии на 1 тонна годного в к Уb.
| Наименование стана | Число про пусков | Расход в kWh |
| 250-мм № 6 завода Дюкень. | 8 | 45 |
| 250-лш № 1 » Гэрри. | 12 | 85-4-100 |
| 300-лш № 2 » ». | 9 | 504-55 |
| 300-лш № 1 » ». | 10 | 504-55 |
Непрерывные мелкосортные станы мало распространены даже в США. Главным препятствием к их распространению служат фасонные профили, которые т. о. ограничивают сортамент. На непрерывных станах прокатывают гл. образом сортовое железо и иногда угловое. Печи располагают в непосредственной близости от первой кле-
обработки на волочильных заводах, является 5 или 5,25 миллиметров. Практика показала, что при прокатке более тонкой проволоки, например 4 миллиметров, встречаются серьезные затруднения. При прокатке проволоки применяют как станы сист. Гаррета (на них проволока получается в виде петель), так и непрерывные станы системы Моргана. Диам. вв на чистовой линии проволочного стана является 275 миллиметров. На станах Гаррета число об/мин. вв не превышает 600, на непрерывных станах Моргана чистовая клеть имеет 1100 об/мин.; несмотря на большую скорость прокатки на станах Моргана станы Гаррета вполне с ними конкурируют, так как могут прокатывать одновременно до 7 ниток, в то время как на станах Моргана прокатка ведется в 2 нитки. В табл. 13 приведены данные прокатки проволоки на разных станах.
Таблица 13.—Данные по прокатке прово-л о к и на разных станах (Ришарм).
| Наименование станов | Разм. за-1 готовки в миллиметров | Диам. провол. в миллиметров | ЧИСЛО
пропус ков |
Средняя вытяжка |
| Америк, стан Гаррета. | 102 х 102 | 5,25 | 18 | 1,41 |
| Европ. » » | 120 х120 | 5,0 | 22 | 1,35 |
| Европ. непрерывный | 1,33 | |||
| стан Моргана. | 50X50 | 5,0 | 17 | |
| Америк, непрерывный | 1,32 | |||
| стая Моргана. | 44X44 | 5,25 | 16 |
Как видно из табл. 13 на станах Гаррета проволока прокатывается из блума 102 х х 102 миллиметров или 120 х 120 ли; т. о. для работы этих станов необходимо иметь соответственные заготовочные станы. Степень вытяжки на вышеприведенных станах в черновых и чистовых ручьях указана в таблице 14.
Таблица 14,—Вытяжка в черновых и ч и,с-товых ручьях.
| Наименование станов | Черновые ручьи | Чистовые ручьи | ||
| Число ручьев | Средняя л вытяжка | Число ручьев | Средняя вытяж ка | |
| Америк, стан Гаррета | 10 | 1,53 | 8 | 1,27 |
| Европ. » » | 14 | 1,42 | 8 | 1,25 |
| Европ. непрерывные | ||||
| станы Моргана. | 9 | 1,43 | 8 | 1,23 |
| Америк, непрерывные | ||||
| станы Моргана. | 8 | 1,42 | 8 | 1,22 |
На Днепровском заводе имеется стан Гаррета, на к-ром проволока в 5 миллиметров прокатывается из болванки 175 х 175 лш в 23 ручья с одного нагрева (фигура
115: а—нагревательная печь, б—моторы, в—моталки).
Для прокатки проволоки применяют калибровку с по-
ft: г
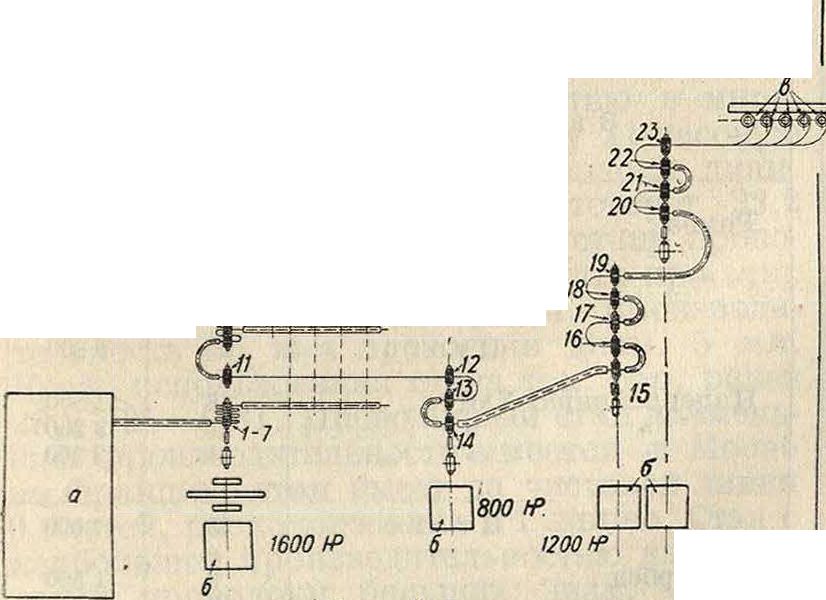
а для остальных—от 12 до 24 метров Остальные типы проволочных станов распространены значительно более. На них получается небольшая разница в температуре переднего и заднего конца, а следовательно и незначительная разница в толщинах проволоки. Кроме того в то время как на первых 4 типах вес прокатываемого мотка при диам. проволоки 5 миллиметров составляет 55-У65 килограмм, на остальных 4 типах вес мотка при диам. 5,5 миллиметров может составить 70-Н50 килограмм. Последнее осуществляется благодаря возможности разбить чистовую линию на две ступени с различными скоростями. Последний тип проволочного стана при расположении восьми клетей в 4 линии носит название стана Гаррета-Кромвеля (фигура 117: а—печь, б—моторы, в—транспортер, г—моталки). Первые типы станов Моргана разделялись на 2 группы: черновую из 6—7 и чистовую из 10 клетей. При наличии расстояния между черновыми и чистовыми клетями получается возможность регулировки окружных скоростей в каждой группе отдельно. Первые типы станов Моргана были
" ..установлены на следующих заводах, указанных в таблице 15.
Затем непрерывные станы начали разделять на 4 группы; такие станы были установлены на заводах, указанных в таблице 16.
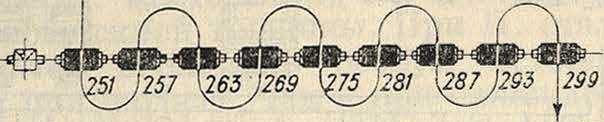
поо н>
1247 ^j263 ^7rj279 ^7j20S [303
Фигура И 5.
следовательными овалами и квадратами, которые иногда заменяют ромбами, плоскими шестиугольниками или плоскими овалами. Последние две формы ручьев являются наиболее удобными для проводок во избежание образования заусенцев в последующих квадратах. Предотделочный овал является наиболее приближающимся к форме круга. Чистовые линии стана имеют число клетей четное и нечетное. В первом случае в чистовуйТ линию поступает квадрат и проволока выходит со стороны печи, во втором—поступает овал и проволока выходит с противоположной стороны. Проволочные станы по количеству и расположению клетей на чистовой линии разделяются на восемь типов (фигура 116). Менее распространены проволочные станы 1-го, 2-го, а также 3-го и 4-го типа. Они страдают тем недостатком, что петли сильно удлиняются. Проволока спереди и сзади чистовой линии скользит по плитам и сильно охлаждается, причем задний конец проволоки охлаждается на несколько сот градусов больше переднего. Эта разница темп-p создает разницу толщины на концах проволоки, доходящую до 0,3 миллиметров даже для мотка весом 55 килограмм. Минимальная длина кармана для помещения последней петли должен быть теоретически около 24 м, но на практике, вследствие заминок при подаче овала от руки, длину кармана принимают 35 и даже- 40 метров Длину карманов для первой клети принимают минимально 12 м,
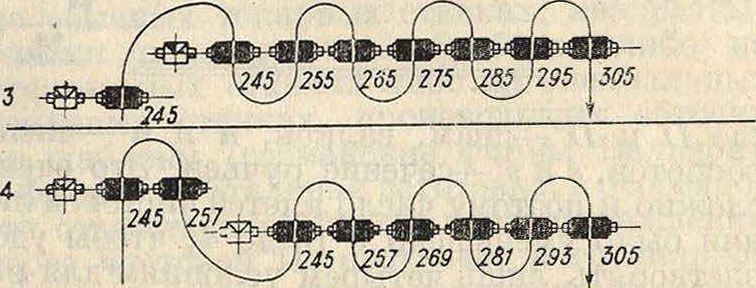
1243 J59j275
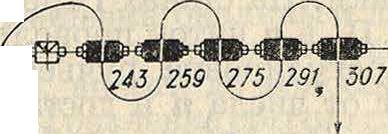
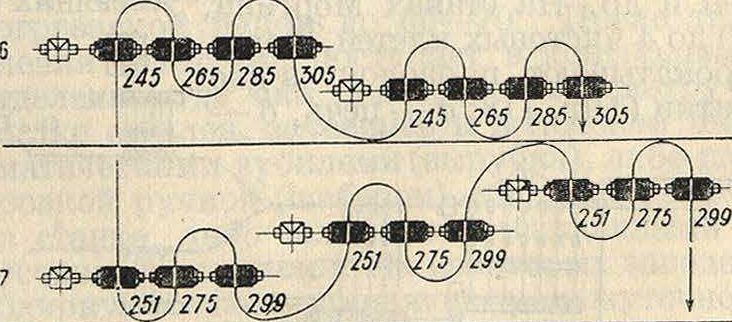
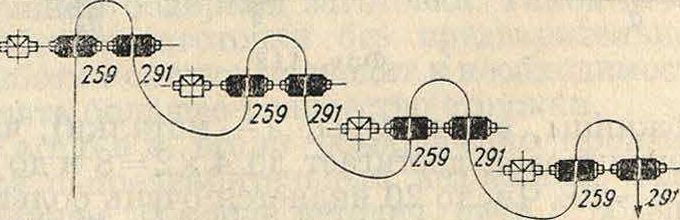
Фигура 116.
При помощи двух аппаратов (для задавания в ручей квадратов) достигается возможность регулировки между отдель-
Таблица 15 —М еста установки и число клетей первых типов станов Моргана (Ришарм).
| Число клетей | |||
| Название завода | черно | -1 чисто- | Всего |
| вых | вых | ||
| Струзерс. | 6 | 10 | 16 |
| Аликвмма. | 6 | 10 | 16 |
| Сент-Дени. | 7 | 10 | 17 |
| Угре.. | 7 | 10 | 17 |
| Ля-Шиер. | 7 | 10 | 17 |
Таблица 16.—Места установки и число клетей последующих типов станов Моргана (Ришарм).
| Название завода | Чернов. клетей | Иодгот. клетей I | Подгот. клетей II | Чистов. !
клетей |
Всего |
| Виквайр. | 6 | 4 | 2 | 4 | 16 |
| Шеффильд. | 7 | 4 | 2 | 4 | jz |
| Лонгви. | 7 | 4 | 2 | 4 | 17 |
ными группами клетей при свободном удлинении петли. В том типе стана, в котором имеется 10 непрерывных, а следовательно зависимых клетей, вальцовщик связан 10
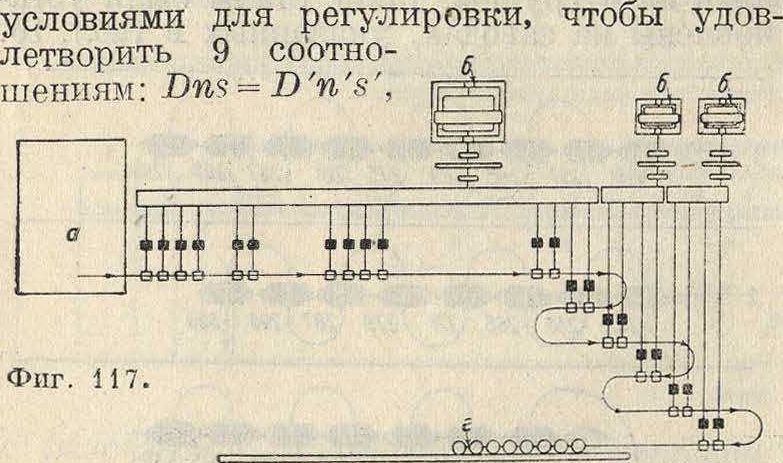
W
где D и D—диам. вв, п и п—число оборотов, s и s—сечение ручьев. Это очень сложно и поэтому число клетей чистовой линии было уменьшено с 10 до 4, чтобы удовлетворять лишь четырем условиям для регулировки. На станах Гаррета для одновременной П. в п ниток проволоки на чистовой клети регулировка ручьев на этой клети зависит от числа п и достигает 7 на станах в Ромба, Эш-Арбед, Алабама-Сити, Монне-сен и др. На станах Моргана, имеющих от 10 до 4 чистовых клетей, когда Ig] прокатывают проволоку в две
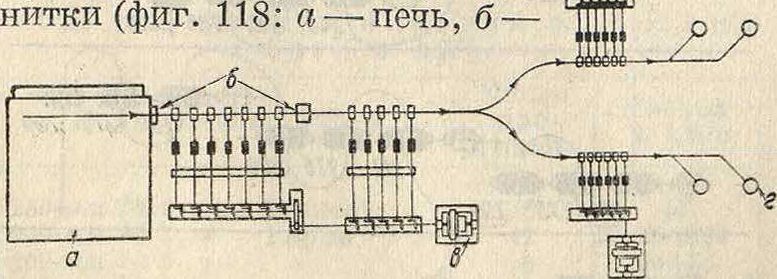
Фигура 118.
ножницы, в — моторы, г —моталки), число регулировок достигает до 4x2=8 идо 10х х2=20. Число 20 является очень большим, поэтому на стане Моргана это число уменьшено с 20 до 8.
Мощность электромоторов при проволочных станах и количество клетей на непрерывных станах Мор гана указаны в табл 17; то же на станах Гаррета (немецкие) в таблице 18.
Таблица 17.—Мощность моторов и количество клетей на непрерывных станах Моргана (Ришарм).
| Заводы | Число клетей | Мощи, моторов. IP | Прокатная линия |
| Виквайр. | 10 | 2 470 | Обжимная |
| *. | 6 | 1300 | Чистовая |
| Итого. | 16 | 3 770 | |
| Лонгви.. | 11 | 3 000 | Обжимная |
| 8 .. | 6 | 1 500 | Чистовая |
| Итого. | 17 | 4 500 | |
| Вайтекер-Глесснер. | 11 | 2 800 | Обжимная |
| » ». | 6 | 1 600 | Чистовая |
| Итого. | 17
1 |
4 400 |
Таблица 18.—Мощность моторов и количество клетей на станах Гаррета.
| Заводы | Число клетей | Мощн. моторов в IP |
| Ромба .. | 6 | 1 200 |
| ».. | 6 | 1 600 |
| ». | 10 | 3 000 |
| Итого. | 22 | 5 800 |
| Нидеррейнише Хютте. | 6 | 1 500 |
| » ». | 10 | 3 200 |
| » ». | 6 | 2 300 |
| Итого. | 22 | 7 000 |
| Эш-Арбед.. | 6 | 1 500 |
| ». | 4 | 1 200 |
| ». | 6 | 2 200 |
| * .. | 6 | 2 400 |
| Итого. | 22 | 7 300 |
Средние мощности в станах Моргана составляют: на 1 клеть 253 IP (12 670 : 50), на 1 обжимную клеть—257 IP (8 270 : 32) и на одну чистовую клеть—244 IP (4 400 : 18), а в станах Гаррета — на 1 клеть — 305 IP (20 100 : 66), мощность на 1 клеть и на 1 нитку—80 IP (304 : 3,8).
Производительность проволочных станов теоретически определяется из соотношения окружной скорости вв и веса 1 п. м прокатываемой проволоки. Если окружная скорость при диам. вв 275 миллиметров и 600 об/мин. составляет
8.64 м/ек и вес 1 п. м проволоки диам. 5 миллиметров составляет 0,153 килограмма, то максимальная теоре-тич. производительность проволочного стана при прокатке в 1 нитку составит в час:
8.64 хО,153 хЗ 600 х 1,05=5 m/ч, где коэф. 1,05 учитывает увеличение скорости при выходе проволоки вследствие скольжения. В табл. 19 приведена максимальная производительность проволочных станов в час при одновременной прокатке от 1 до 7 ниток проволоки диам. 5-Т7 миллиметров с градацией через 0,25 миллиметров при окружной скорости вв 8,64 м/ек. Максимальная теоретич. производительность другого стана при диам. вв Ώ и числе оборотов п м. б. определена на основании производительности Г,
Т а б л. 19.—М а к с и м а л ь н а я теоретическая часовая производительность проволочных станов (Р) в т при диаметре вв 275 миллиметров и при 600 об/мин. (Ришарм).
| Диам. проволоки в миллиметров | 5,0 | 5,2 5 | 5,5 | 5,75 | 6,0 | 6,25 | 6,5 | 6,75 | 7,0 |
| Вес п. м в килограммах | 0,15В | 0,168 | 0,185 | 0,203 | 0,220 | 0,239 | 0,259 | 0,279 | 0,3 |
| При прокатке: | |||||||||
| В 1 нитку .. | 5 | 5,5 | 6 | 6,6
13,2 |
7,2 | 7,8 | 8,5 | 9,1 | 9,8 |
| » 2 НИТКИ .. | 10 | 11,0 16 5 | 12 | 14,4 | 15,6 | 17,0 | 18,2 | 19,6 | |
| »3 » .. | 15 | 18 | 19,8 | 21,6 | 23,4 | 25.5 | 27,3 | 29,4 | |
| »4 » .. | 20 | 22,0 | 24 | 26,4 | 28,8 | 31,2 | 34,0 | 36,4 | 39,2 |
| » 5 НИТОК .. | 25 | 27,5 | 30 | 33,0 | 36,0 | 39 0 | 42,5
51.0 |
45,5 | 49,0 |
| »6 » .. | 30 | 33,0 | 36 | 39,6 | 43,2 | 46 8 | 54,6 | 58,8
68,6 | |
| »7 » .. | 35 | 38,5 | 42 | 46,2 | 50,4 | 54,6 | 59,5 | 63,7 |
указанной ношения:
в табл. 19 из следующего соот-
D · п т/ч.
275 · 600
Производительность проволочных станов сильно колеблется и зависит главным образом от диаметра прокатываемой проволоки и числа прокатываемых ниток, а также и от типа стана и от мощности двигателей. Проволочный стан Алабама-Сити обладает наибольшей производительностью в мире. Его производительность в одну 11-часовую смену составляет 341 тонна проволоки диам. 5,25 миллиметров или 31 т/ч, что соответствует 28,2 т/ч при диам. 5 миллиметров. Па этом стане проволока прокатывается в 7 ниток, что при этих условиях составляет теоретич. производительность 35 т/ч проволоки диам. 5 миллиметров. Коэф. использования стана так. обр. равен 28,2 : 35=0,81. Проволочный стан наименьшей производительности имеется в Мооне во Франции; стан имеет на чистовой линии 9 клетей, расположенных в 1 линию. Стан с наибольшей производительностью для прокатки проволоки больших диам. оказался на заводе в Эш-Бельвале, где часовая производительность {10-мм проволоки) составляет 36,8 тонн Этот стан лучше приспособлен для прокатки толстой, чем тонкой проволоки. Двойной стан, имеющий наибольшую производительность в мире, 220 000 тонн в год,— стан в Донора в США. Простой, одинарный стан с максимальной производительностью в мире, 162 000 тонн в год,—стан Гаррета-Кромвеля в Маннесене.
Технические результаты производства. На трех станах Гаррета на заводе в Донора при прокатке проволоки из блумов 102x102 миллиметров весом 100 килограмм получалось в среднем 94% годной проволоки и 6% обрезков, брака и угара. На стане Гаррета на заводе в Браддек (США) при тех же условиях получалось в среднем: выход годного— 93%, обрезков и брака—5%, угара—2%. На стане Моргана на заводе Струзерс при прокатке из заготовки 44 х 44 миллиметров получались следующие средние результаты: годного— 95% и обрезков, брака и угара—5%. На стане Моргана в Аликвиппа при прокатке из заготовки 44 х 44 миллиметров получалось годного 96,4%, обрезков и брака 2,3%, угара 1,3%. Лучший выход годного на станах Моргана по сравнению со станами Гаррета объясняется применением заготовок размерами 44 х 44 ж вместо блумов 102 х 102 миллиметров и отсутствием ручного труда вальцовщиков на чистовой линии для подачи овала, которые вызывают брак на станах Гаррета. Выход годного от 93 до 96% получен как средний, при хорошо налаженном производстве, но в нек-рых случаях при плохом ходе производства выход годного понижается до 90% и даже ниже.
Лит.: 1) ОСТ 8—31; 2) р и-шарм Э., Прокатные станы сортовые и проволочные, пер. с французского, М.—Л., 1930; з) Злотницкий Д., Аме-рик.станы для прокатки сортового железа, «Уголь и железо», Харьков, 1928,33; 4) Р i h 1 С., «Jernkontorets Annaler», Stockholm, 1927; «St. u. E.», 1929, p. 1334 — 39, 1930—78, 1405—09; s) Koegel Α.,Είη-driicke aus dem amerikanlschen 1931, p. 1468—1478; 6) F u n k e «Ζ. d. VDL>, 1928;
Walzwerksbau, ibid.
F., Neuzeitliche Blockwalzwerke OPencelet, Le laminage des fers marchands et des petits profils, «Irav. de Mdt.», 1927; 8) Hand T., Progress in British Rolling Mill Practice, «Engineering», 1925, p. 778—781, 811—814; ») Bailey W., Blooming Mill a. Blooming Mill Practice, «Advance Paper to be Read before the American», Iron a. Steel Institut, New York, 1925, May 22; w) Russel G., lhe Reversing Blooming Mill Practice, «Iron and Coal Trades Review», 1927, p. 92—94, 134—137, 232—233, 266—269, 312—313, 388—390, 434—435, 473, 524—525 und 556—558; *) Hiitte, Taschen-buch fur Eisenhuttenleute, Berlin, 1923; Щ Прокатные цеха на новых советских з-дах Гипромез, Л., 1931, 9—10.
П. стали. С.таль прокатывается как в виде сортового металла, идущего на изготовление пружин, рессор, резцов всевозможных буровых инструментов и инструментов для механич. мастерских, так и в виде листов всевозможной толщины. При П. стали приходится соблюдать особую осторожность как при нагреве, так и при охлаждении после П. Перед П. все стальные слитки подвергаются тщательному внешнему осмотру с целью уничтожения всех малейших дефектов путем предварительной обработки. Круглые слитки подвергаются обточке (обдирке) на обычных токарных станках; квадратные слитки подвергаются обработке либо на строгальных станках либо на специальных токарных станках, производящих обточку по шаблону (германские фирмы Вальдрих и Фрорьеп). Стальная заготовка, в особенности ответственной стали, после охлаждения перед чистовой П. поступает в травильное отделение. Травление заготовки производится с целью удаления окалины и для возможности лучшего обнаружения всех мельчайших дефектов, вплоть до волосных трещин (волосовин). Травление обычно производится в растворе серной кислоты (5—6%), подогреваемой паром до 60—70°. После травления заготовка поступает в контрольное отделение, где она подвергается осмотру и чистке от плен, заусенцев и волосовин пневматическими зубилами (вырубка), либо шабровкой ручной (шабером), либо шабровкой на станке, либо шлифовкой наждачными и песчаными точилами. На некоторых заводах обдирку слитков заменяют промежуточной сплошной обдиркой заготовки. Такой метод обработки заготовки без предварительной обработки слитка приводит к необходимости снимать большее количество стружки.
Нагрев стали обыкновенно производится с предварительным медленным подогреванием. В конце методич. печи t° обычно бывает не меньше 800°. Такая t° для специальной стали слишком высока и вследствие резкого изменения t° может вызвать появление в слитках рванин или трещин. Поэтому слитки специальной стали сажают в холодную или мало нагретую часть печи. Температура в конце печи при нагреве специальной стали должен быть 150—250°. Подогрев до 500° должен происходить очень медленно и при этом постепенно. Иногда для возможности произвести постепенный нагрев сажают слитки в холодную печь и нагревают вместе с печью, чтобы, прокатав садку, вновь повторить загрузку слитков в холодную печь. Для получения в конце печи низкой #° отводят газы не в конце печи, а на расстоянии нескольких м или даже с середины печи. В печах неметодических рабочее пространство печи разделяется на две части путем устройства перегородки либо применением подъемной заслонки. При нагреве стали согласно опыту завода «Электросталь» слитки выдаются из печи при ί°, указанных в таблице 20.
Таблица 20.—Температура начала П. некоторых сортов высокосортной ста-л и (по данным завода «Электросталь»).
| Название стали | Химический состав | t°
качала про катки |
| Инструментальная. | | 0,55— 0,79% С 0,80— 0,89% С 0,9 —2,2% С | 1100
1 050 1 000 |
| Хромистая.-j
» .{ • .{ |
0,4 — 1,0% С
1.0 — 1,6% Сг 1,2 —2,2% С 1,75-4,0% Сг 0,35— 0,85% С 0,75— 1,75% Сг 2.0 — 8,35% W |
[ 1 100 ^ 1 075
jl 150 |
| Быстрорежущая высо- ) кокобальтовая. | 0,7 — 0,8% С 3,5 — 4,5% Сг 17,0 —19,0% W 0,7 — 1,0% Va 8,0 —10,0% Со | j 1250 |
| Конструкционная. | | 0,1 — 0,16% С 0,55— 1,Ю% Сг 2,8 — 4,0% Ni | jl 100 |
| Нержавеющая.. | | 0,08— 0,45% С 11,0—14,0% Сг | [-1 150 |
При нагреве стальных слитков и заготовки особенно важным является правильно поставленный контроль работы печи. Помимо пирометров для определения температуры слитка нагревательные печи снабжаются измерительными и контрольными приборами для определения как расхода воздуха и парового дутья, так и давления приборами для определения разрежения в топке и в борове, а также системой управления с одного места заслонками как для первичного и вторичного воздуха, так и у дымовой трубы. " % :
Охлаждение стали после П. Во избежание появления значительных внутренних напряжений в металле охлаждение ведут медленно, для чего сложенную на полу в мастерской заготовку засыпают золой, шлаком или каким-нибудь другим теплоизолирующим веществом. Охлаждение специальной стали производится в особых теплых специальных ямах (колодцах). Ямы эти устраивают в земле, выкладывают внутри чугунными плитами для предохранения колодца от ударов. Сверху ямы закрывают крышками. Иногда для удешевления вместо теплых ям применяются чугунные ящики или охлаждение ведут в специальных печах. Печи эти отапливаются лишь для предварительного подогрева и остывают вместе с загруженной заготовкой. При значительном масштабе производства для охлаждения прокатанной стали применяются механические холодильники (стелю г и). В последнее время появились закрытые кожухом холодильники, изготовляемые нем. фирмами Демаг и Крупп, носящие название вращающихся (смотрите Холодильники).
При П. стали применяются прокатные станы такой же конструкции, как и при П. железа. Однако большинство установок для прокатки специальных сортов стали вследствие малой производительности почти не механизировано. Вес слитка, так же как и длина прокатываемых полос, значительно меньше по сравнению с железными. П. специальной стали по технологич. процессу иногда осложняется специфическими особенностями каждой плавки или даже отдельного слитка. За последнее время в США появилось стремление вести П. специальных сортов стали на полунепрерывных станах. В Германии же в самое последнее время на заводе Гереуса для П. специальных сортов установлен чисто непрерывный стан с 41 клетью. Восьмигранная заготовка толщиною 60 миллиметров прокатывается в восьмигранную же полосу толщиною 12 миллиметров. Весь процесс П. происходит в 86 ск. при 4°-ном интервале 1 140—1 070°. Число оборотов вв 11—265 в мин. Каждая клеть приводится в движение от отдельного мотора; общая мощность 41 мотора 1 564 kW. Производительность стана в одну 8-час. смену всего лишь 30 тонн При П. более мягкой стали она может значительно повыситься. Сопротивление специальной стали при прокатке с понижением темп-ры быстро повышается. Эта зависимость сказывается тем больше, чем большим сопротивлением обладает сталь при обыкновенной t°. Дальнейшая прокатка-12 миллиметров стали производится также на непрерывном стане с диам. вв 120 миллиметров, но в холодном состоянии, что оказалось экономически выгоднее, чем производить протяжку. Холодную П. можно производить до толщины 1 “мм с промежуточными отжигами.
Лит.: i) Emi се О., Ueber das Auswalzen von Sonderstahlen auf Blackstrassen mit Kalibrierungs-beispielen, <St. u. E.», 1931; 2) R о h n W., Konti-nuierliche Walzenstrasse f. Werkstoff mit holier Warm-festigkeit, ibid., 1929; з) r a p a t z p., Die Edel-stahle, B., 1925; «) P а п ац Ф., Специальные стали, пер. с нем., Харьков, 1927; ») W а 11 g n i s t G., Moderna Gatvalswerk f. Kwalitetstal, «Jernkontarets An-naler», Stockholm, 1930, 31 мая; «iCirtiiM., «St. u. E.», 1930, 2 и 3.
П. листов. При П. толстого и средней толщины листового железа наибольшим распространением пользуются листопрокатные станы системы Лаута. На фигуре 119 показан трио-стан Лаута для П. листов толщиной 3—20 миллиметров из заготовки весом 100—2 000 килограмм в зависимости от толщины и длины листа. Диам. вв 800/650/800 миллиметров, длина вв 2 500 миллиметров. При П. среднего и толстого листового железа диам. вв трио-стана Лаута имеют: у верхних и нижних вв 800—1 100 миллиметров и у средних 500—875 миллиметров; длина вв 1 600—3 500 миллиметров. Ширина листов в зависимости от длины вв бывает 1 400—3 200 миллиметров. Длина листов достигает 16 метров На этих станах прокатываются в го-
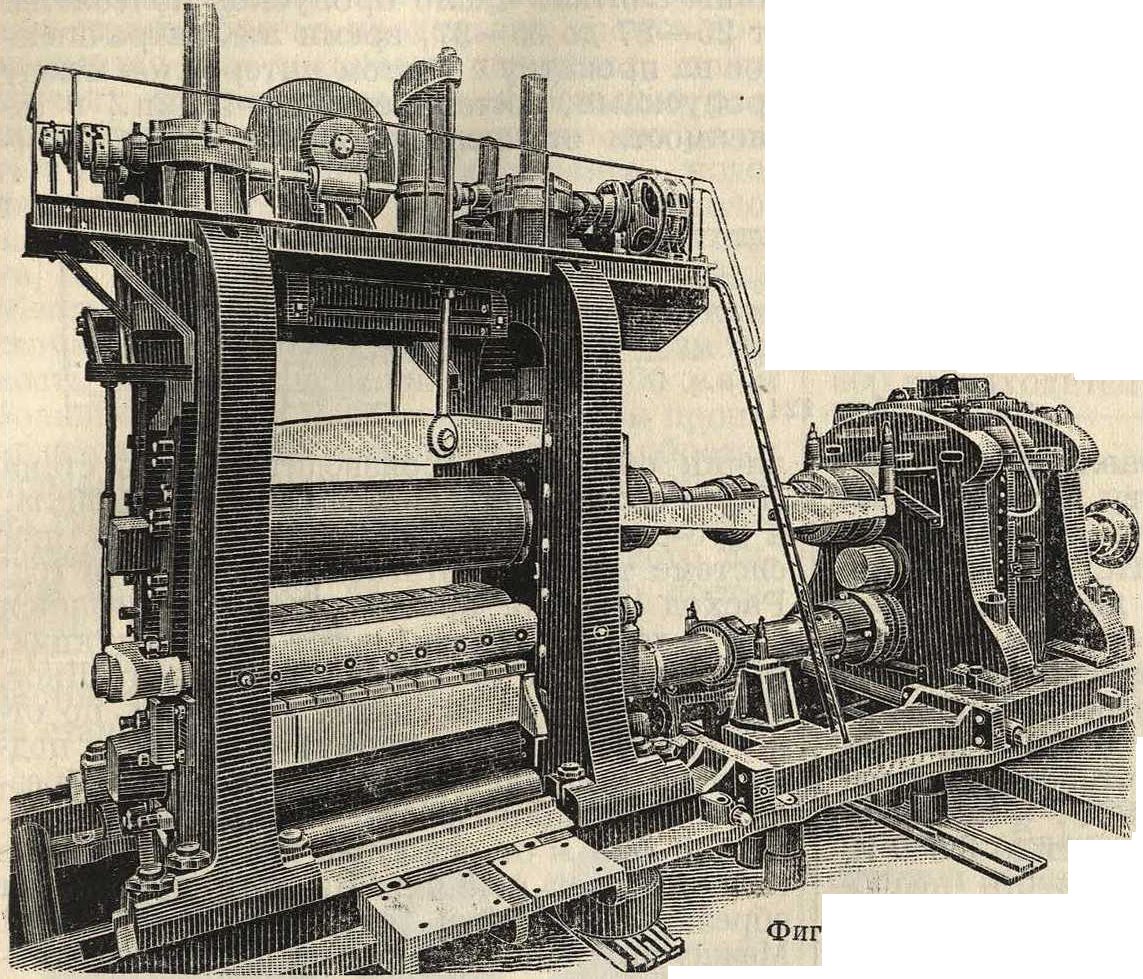
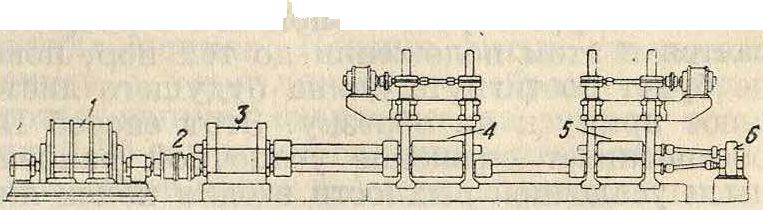
рячем состоянии также медные, латунные и алюминиевые листы. Менее распространенными являются дуо-реверсивные листопрокатные станы, отличающиеся от станов Лаута большой производительностью, простотой и надежностью конструкции, а также удобством управления и наблюдения, но не приспособленные к выполнению того довольно разнообразного по размерам и назначению сортамента листового железа, который м. б. прокатан на станах Лаута. Поэтому дуо-реверсивные станы применяются только при П. толсто-листового железа из слитков тяжелого развеса. Диаметр гв дуо-реверсивных станов бывает 750—1 200 миллиметров при длине 2 000 — 4 500 миллиметров. Ширина листов достигает 4 300 миллиметров. Как и большинство металлургии, производств, листопрокатное производство требует больших рабочих площадей. Площади эти необходимы: а) для размещения склада слитков и нагревательных печей в количестве, определяемом: правильной организацией технологии, процесса, б) для свободного размещения стана, привода и двигателя и в) для медленного остывания листов, контроля, обрезки их и складывания готовых листов.
Исходным материалом являются плоские слитки прямоугольного сечения, развесом 0,75—3,5 тонн для станов Лаута и 2—10 тонн для дуо-реверсивных станов. На з-дах, имеющих блуминг или слябинг, исходным материалом являются тяжелые листовые заготовки (сляб ы) толщиной 50—250 миллиметров и развесом, определяемым сортаментом прокатываемых листов. В случае отсутствия слябинга листовая заготовка (сляб) может быть прокатана на блуминге с америк. калибровкой вв. Вес слитка составляет 125— 175% веса готового, обрезанного прямоугольного листа. В целях получения возможно малого количества обрезков при вычислении веса слитков или заготовки во внимание принимаются размеры готовых листов (ширина, толщина и длина), их каче ство и назначение. Поверхность слитка предварительно подвергается тщательному осмотру и все внешние пороки, как то: трещинки, заливины и посторонние включения, удаляйтся пневматич. зубилами. Предварительное удаление производится с тем, чтобы не повторять этих пороков на поверхности уже готового листа и свести брак к возможному минимуму. При П. листов из заготовки головная и концевая части предварительно отрезаются, и в П. идет лишь серединная, наиболее здоровая часть. Нагрев слитков производится либо в нагревательных колодцах, либо в регенеративных печах Сименса, либо в методических регенеративных или рекуперативных печах. При П. котельного или корабельного листового железа нагрев слитков или^ заготовки выгоднее производить в методических печах. Основным достоинством последних является их способность давать медленный и равномерный нагрев, что является крайне желательным, т. к. при неправильном и неравномерном нагреве в слитке возникают внутренние напряжения, способствующие образованию трещин. Слиток нагревается дотемнературы, равной 1 300— 1 350°, в течение 5—6 часов и выдается затем для П. В среднем следует считать время нагрева слитка из расчета Да часа на 25 миллиметров толщины слитка, так например, холодный слиток толщиной в 400 миллиметров следует нагревать в течение 8часов. При помощи загрузочной машины или мостового крана выданный из печи слиток доставляется к подводящему рольгангу (смотрите) и по рольгангу затем подается к валкам прокатного стана. Листопрокатный стан системы Лаута и дуо-реверсивный как правило состоят из одной рабочей клети. Нередко однако, в целях повышения производительности и получения листов более равномерной толщины, к листовому стану присоединяется вторая клеть рядом или впереди первой (тандем-система). При подобном расположении стана обыкновенно 80% прокатки производится на черновой клети и лишь 20 % на чистовой. Чистовые валки вследствие этого менее изнашиваются, и листы получаются более равномерной толщины. На фигуре 120 (где 1—мотор в 15 300 JP, 2—
Фигура 120.
главная муфта, 3—шестеренная клеть, 4— подготовительная рабочая клеть, 5—отделочная клеть, б—передача к верхнему валку отделочной клети) показан дуо-реверсив-ный листовой стан с двумя клетями для П. листов толщиной 3—33 миллиметров и шириной 1 500—3 365 миллиметров. Диам. вв 1 067 миллиметров и длина 3 660 миллиметров. На фигуре 121 показано общее расположение листового стана американск. типа: 1 — нагревательные печи, 2 — мотор в 1 800 IP, 3—мотор в 3 600 IP, 4—дуо-клеть в 815 миллиметров, 5—трио-клеть 815/560/815 миллиметров, 6 — отжигательная печь, 7 — правильный станок, 8 — круглые (дисковые) ножницы, 9 — поперечные ножницы, 10 — прессовые ножницы, 11—гусиные шейки. На этом стане могут прокатываться листы толщиной 3— 25 миллиметров и шириной 500—1 900 миллиметров. Трио-клеть снабжена качающимися столами. Общая длина рольгангов и конвейеров, рас-
вручную, метлами либо подкидыванием березового хвороста или соли. Величина обжатий в первых 4—5 пропусках бывает наибольшей (13—20 миллиметров), в дальнейшем же равномерно убывает, достигая в последнем пропуске 0,1—0,3 миллиметров. В среднем принято считать величину обжатий равной 1/13—1/10 толщины слитка.” Число пропусков колеблется от 25—27 до 35—37, время же, затрачиваемое на прокатку с учетом интервалов между пропусками, составляет 2,5—4 мин., в зависимости от числа оборотов стана и не

положенных за станом, составляет ок. 170 метров Лист, двигаясь по рольгангу, остывает, затем подвергается осмотру и обрезывается. Обрезка листов производится сначала по продольным кромкам на дисковых ножницах (смотрите Ножницы в прокатном деле). Окончательные размеры листа получаются при обрезке на прессовых ножницах. Черновая клеть приводится в движение реверсивным электромотором постоян-ного тока мощностью 1 800 IP, а чистовая клеть—электромотором мощностью 3 600 IP с маховиком. Производительность подобного стана составляет 110 000—120 000 тонн листов в год.
Европейское расположение листовых станов отличается от американского тем, что охлаждение листов производится, на стелю-га,х, снабженных шлепперами, занимающими большие площади. Обрезка кромок и разрезка листов на части производятся на прессовых ножницах. Двигателем для большинства современных прокатных листовых станов является электромотор мощностью не ниже 1 500 IP для станов Лаута и не ниже 3 000 IP для дуо - реверсивных станов. В виду сильно пиковой нагрузки двигателя стана Лаута маховик, устанавливаемый у стана, берется не менее 5 метров и весом не менее 60 метров Самый процесс П. осуществляется по следующей схеме. В первых пропусках в целях смягчения удара прокатываемый слиток задается углом и затем уже катается вдоль оси слитка до длины немногим больше окончательной ширины листа. По достижении этой длины слиток поворачивается на 90° вокруг вертикальной оси и раскатывается в этом положении до тех пор, пока не будет достигнута длина будущего листа плюс припуск на обрезку. Этот способ П. обеспечивает смещение усадочной раковины и усадочной рыхлости в один конец листа, в дальнейшем обрезываемый. При П. листов из заготовки последняя предварительно разрезается на длину, равную ширине будущего листа плюс припуск на боковые кромки, и катается в поперечном направлении до получения заданной толщины. При П. сортового железа удаление окалины с поверхности прокатываемого слитка не является необходимостью, при П. же листов окалину необходимо удалять своевременно и возможно полнее, не только в начале, но и в течение всего процесса либо личин обжатий. Производительность стана Лаута составляет в среднем 65 000—75 000 т, а дуо-реверсйвного 90 000—100 000 т, при системе тандем достигает 120 000 тонн в год. Расход энергии при П. листов колеблется от 120 до 150 kWh на 1 тонна готовой продукции, в зависимости от степени вытяжки. Лист, прокатанный до заданных размеров, по отводящему (транспортному) рольгангу подводится к ножницам для поперечной обрезки. Эти ножницы расположены на расстоянии 20—25 метров от оси стана и носят название гильотинных ножниц. На них производят обрезку головной и концевой частей листа. Между ножницами и прокатным станом устанавливают правильный станок, на котором в 1 или 3 пропуска производится правка тех листов, которые вышли из вв стана с волнообразной поверхностью.
На нек-рых з-дах, специализировавшихся на П. преимущественно котельного железа, перед правильным станком сооружается туннельная отжигательная печь (фигура 121,6, пунктир), в которой производят индивидуальный отжиг каждого листа, прокатанного станом. Чаще же всего отжигательную печь устанавливают в специальном здании, и листы отжигаются уже обрезанные и проконтролированные. Отжиг листов необходим в тех случаях, когда не удается вести процесс П. в надлежащих 1°-ных интервалах и избежать вследствие этого явления накле-п а, снижающего качество металла. Обрезанные листы при помощи шлепперов передаются с рольганга на специальный настил (стелюги), на котором медленно остывают до ί°, позволяющей осмотр их и разметку для разрезки на заданные размеры. Площадь, стелюг рассчитывается т. о., чтобы обеспечить, с одной стороны, возможность медленного остывания и всех работ по осмотру и разметке для обрезки, а с другой стороны, обеспечить своевременный пропуск всей продукции прокатного стана. На этих сте-люгах устанавливают кантовальное при способление, при помощи которого осматриваемый лист м. б. приподнят с одной стороны и перевернут нижней поверхностью вверх. После осмотра и разметки лист либо при помощи второй линии рольганга либо электромагнитным краном доставляется ко вторым ножницам, снабженным гусиными шейками (стойки с вращающимися роликами). Благодаря гусиным шейкам об-
легчается передвижение листа и правильная установка для обрезки листа по линиям разметки. Разрезанные на заданные заказчиком размеры листы электромагнитным краном доставляют к весам, взвешивают на них и отправляют на склад. На складе листы грузятся при помощи особых электромагнитных кранов. На америк. типа листовых станах обрезка продольных кромок производится на дисковых ножницах, получивших за последнее время большое распространение. Лист, передвигаясь по рольгангу и одновременно охлаждаясь, пододвигается постепенно к ножницам, расположенным на расстоянии около 160 метров от стана, и одновременно обрезается (фигура 121 с -обеих боковых кромок). Современные конструкции дисковых ножниц дают возможность обрезать листы шириной от 500 миллиметров и больше. Обрезка поперечных кромок производится на особых ножницах после обрезки продольных кромок. Затем лист поступает на гусиные шейки, где размечается и разрезается на прессовых ножницах. Осмотр листов производится на рольганге до поступления к ножницам.
П. тонколистового желез а, то есть листов толщиной ниже 3 миллиметров, производится на станах дуо (фигура 122) и, в зависимости от
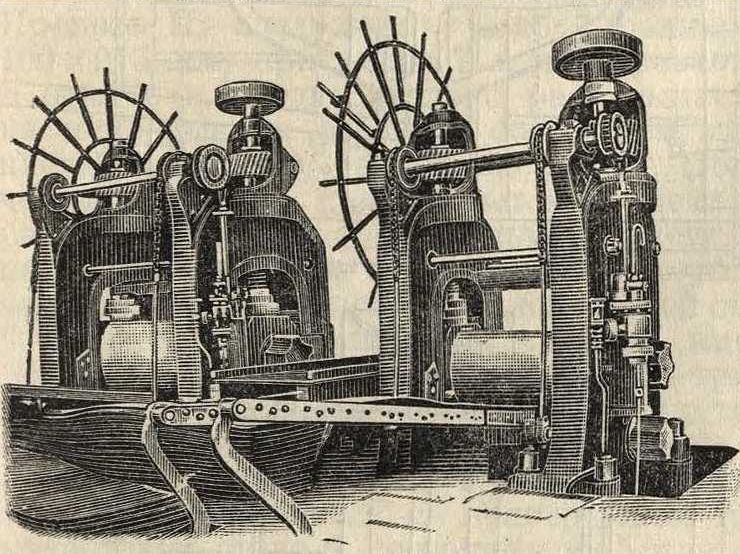
Фигура 122.
толщины, на горячих или на холодных шейках. При прокатке на горячих шейка х, то есть с неохлаждаемыми шейками, валки находятся в горячем состоянии; это предохраняет тонкие листы от охлаждения. На горячих шейках обычно прокатываются листы толщиной от 1,5 миллиметров и ниже. При подобных условиях П. края валка охлаждаются больше, чем середина. Для того чтобы валки в горячем состоянии имели цилиндрическую форму, их обтачивают и шлифуют слегка вогнутыми по середине валка. Во избежание прогиба, могущего уничтожить при П. вогнутость, необходимо соблюдать границы для соотношения длины тела валка и диаметра, устанавливаемого опытом. Диам. вв при подобной прокатке применяется 550— 700 миллиметров при длине в 700—1 250 миллиметров. П. производится из сутунки шириною 150—300 миллиметров и толщиною 4—30 миллиметров. При П. толстой сутунки, например в 30 миллиметров, валки плохо захватывают, если верхний валок не приводной, и поэтому необходима шестеренная клеть. П. на холодных шейках происходит между холодными валками, шейки которых охлаждаются водой; иногда охлаждается и тело вв. П. на холодных шейках обычно применяют для листов толщиною 3—1,5 миллиметров.
Диаметр применяемых вв 650—750 миллиметров, при длине 1 250—1 800, иногда 2 000 миллиметров. Прокатные станы при подобной П. обычно имеют 2—3 чистовые клети при одной общей черновой. Клети имеют легкие подъемные столы. При П. тяжелой сутунки необходима шестеренная клеть. Длина сутунки равна ширине листов с припуском на обрезку. П. более толстых листов производится с одного нагрева, а более тонких с нескольких нагревов, причем прокатывают на чистовой клети одновременно несколько листов, что носит название прокатки пакетом. Пакеты образуются простым складыванием листов один на другой, причем образуются двойки, тройки и т. д. до восьмерок (кровельное железо). Количество листов в пакете зависит от толщины и при ширине до 600 миллиметров находится в следующем соотношении:
| Толщина листов, миллиметров | Число листов в пакете | Потери на обрезку и угар,% |
| 1 миллиметров и выше | 1 | 10 |
| 1,0—0,71 | 2 | 12 |
| 0,7—0,41 | 4 | 16 |
| 0,4—0,2 | 8 | 18 |
П. тонких листов производится в следующем порядке. Нагрев сутунки и пакетов производится в восстановительном пламени; при листах специального качества нагрев производится только до темнокрасного каления. Раскатанная на черновой клети сутунка передается на чистовую клеть и без подогрева прокатывается в 4—5 приемов до толщины 1,5 миллиметров, после чего сдваивается на дублере и затем подогревается. Сдвоенный т. о. лист раскатывается опять до толщины 1,5 миллиметров и снова дублируется. Полученный т. о. пакет в 4 листа снова нагревается и прокатывается до получения листа окончательной толщины (0,7—0,4 миллиметров). Если желают получить листы еще тоньше (до 0,2 миллиметров), то их еще раз подогревают, дублируют и прокатывают. Во время дублирования листы обрезаются. Технич. результаты П. листов приведены в таблице 21 (ст. 99—100).
Отделка тонких листов. Отжиг листов для уничтожения наклепа производится в особых отжигательных печах с пе-риодич. посадкой либо в непрерывно работающих туннельных печах с движущимися внутри печи вагонетками. Листы укладываются в отжигательные закрытые ящики, которые вытаскиваются из печи горячими и вследствие быстрого охлаждения на воздухе коробятся и часто дают трещины; имеется много конструкций, увеличивающих срок службы ящиков. Помимо литых стальных ящиков с укрепляющими ребрами применяются ящики, сваренные из листов толщиной 25 миллиметров и укрепленные угольниками. В последнее время в Америке появились отжигательные ящики, в которых листы загружаются не в горизонтальном, а в вертикальном положении. Для этой цели днище ящика имеет вертикальную стенку. При таком способе загрузки листов уменьшаются случаи приваривания листов друг к другу, и нагрев при отжиге поэтому можно производить до более высокой t° (850—900°). Продолжительность отжига различна смотря по величине пакета и по времени подогрева. При двойном отжиге листов, последний отжиг производят при темп-ре более низкой,
Т. Э. т. XVIII.
| Тип стана | Диаметры вв,
мм | Размеры прокат, листов | Окружная скорость вв, м/ск | Производительность за 8 ч., т | Угар, % | Обрезки, % *2 | Выход годн., % *2 | Расход топлива, % *·> | ||
| ширина, м | толщ.,
мм |
наиб. длина,
м | ||||||||
| Толстолистовое дуо. | 1 100—1 250 | 4,5 | 10—60 | 24 | 2—3 | 150—250 | 2,5—3,5 | 24—26 | 70,5—73,5 | 12—13 |
| Толстолистовое трио. | 800/650/800 | 3,0 | 8—0 | 16 | 3—3.5 | 90—120 | 2,5—3,5 | 22,5-31,5 | 65—75 | 12—13 |
| Среднелистовое » | 700/500/700 | 1,8 | 3—10 | 8—10 | 2,2—2,7 | 40—65 | 3—4 | 16—17 | 79—81 | 11—13 |
| Тонколистовое дуо на | ||||||||||
| холодных шейках. | 650—750 | 1,6 | 1—3 | 6—8 | 1,75-2,5 | 10-20 | 2—4 | 12—15 | 81—86 | 15—17* δ |
| Тонколистовое дуо на | ||||||||||
| горячих шейках. | 550—700
1 |
1,0 | 1,5 | 1—1,6 | 1—1,6 | 2,5—7 | 0.5 | 15—22 | 77,5—84,5 | 30—35* s |
*г При П. из слябов без подогрева угар уменьшается до 0,5—0,6%. *2 Обрезки в таблице указаны при П. из слитков. *з Выход годного из слитков при П. толстых листов составляет 65—73%; при П. тонких листов 67—76,5%. ** Расход топлива показан при холодной садке и без утилизации отходящих газов. Без отжига. чем первый отжиг, и при меньшей продолжительности. Расход топлива в печах при периодич. посадке составляет 15—18%, в непрерывно работающих 10—13% от веса загрузки. Работа на тонколистовом стане в настоящее время производится след, образом. Сутунка вручную вынимается из печи и подается к стану. Вальцовщик подает ее в вал-, ки, а второй вальцовщик принимает и передает через верхний валок обратно. Этот метод работы требует много ручного труда. В последнее время в Америке начали механизировать П. тонколистового железа. В США на некоторых механизированных станах сутунка как с передней, так и с задней стороны стана подается механически, и, когда достигается нужная длина, листы, автоматически складываются в пакеты.
Имеются попытки П. из сутунки тонких листов путем непрерывной П. Непрерывная установка состоит из нагревательной печи, группы черновых клетей, стола для автома-тич. складывания листов в пакеты, затем второй· группы - черновых клетей, второго стола-дляпакетов, второй нагревательной печи инаконец группы чистовых клетей. Эта установка имеет механич. устройства для подачи сутунки в непрерывно расположенные клети. Готовые листы обрезаются по продольным "и поперечным кромкам ножницами на электромагнитном столе, что предупреждает скольжение листов во время обрезки. По окончании П. листы подвергают термич. обработке и нормализации (смотрите Термическая обработка) в туннельных печах, по которым лист движется с помощью транспортеров (роликовых или цепных), и др.
Травлени е.! После отжига листы подвергают травлению для очистки от окалины; их загружают в корзины, вмещающие до 100 листов, поднимают краном, погружают в подогретый раствор к-ты. В кислотных чанах листы механически подымаются и опускаются, вследствие чего" лучше и равномернее очищаются от окалины. Имеется еще один более совершенный способ механизации при травлении: корзины с листами подвешивают на стержнях, покоящихся на качающихся поперечинах, приводимых в движение электромотором (фигура 123). Корзины получают колебательное движение и, т. к. это движение происходит по дуге круга, то корзины имеют как вертикальное, так и горизонтальное перемещение. При подобном движении облегчается доступ кислоты ко всей поверхности листа. Очень удобно травильное устройство, предложенное америк. фирмой «Места», в к-ром корзины с листами подвешиваются к траверсам, укрепленным на штоке гидравлич. цилиндра. При травлении заполненная листами корзина погружается;
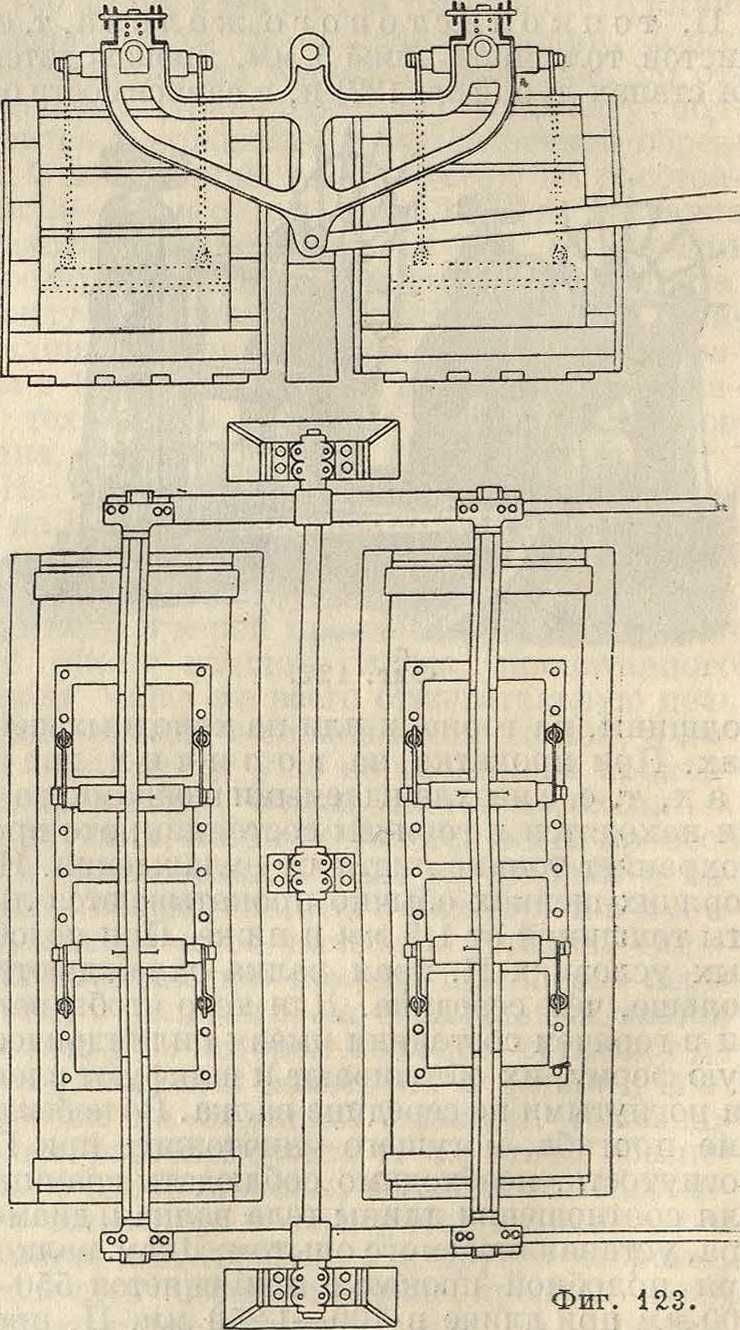
в:’,травильный чан, где она находится в постоянном движении в течение 12—15 мин.; после этого производят промывку листов в-рядом поставленных чанах с чистой, холодной и проточной водой. Травильные корзины изготовляют из кислотоупорной фосфористой бронзы. Листы в них устанавливают вертикально; через отверстия в стенках корзин к-та свободно циркулирует вокруг всех листов. Величина корзин опреде--
ляется размерами листов. Для травления применяют либо соляную кислоту 17° Вё, разбавляемую водой до 5—7° Вё либо серную кислоту, разбавляемую до 10° Вё; для более энергичного действия раствор нагревают до 55—65°.
Непрерывные станы для П. лист о в Непрерывная П. листов впервые была осуществлена в Теплице (Богемия), где в 1902 г. был установлен непрерывный стан в 5 клетей для П. тонких листов, оказавшийся нерентабельным. Только после многолетних опытов и исследований удалось осуществить П. тонких листов на непрерывных станах. В 1924 г. на заводе в Аш-лянде (American Rolling-Mill) был установлен непрерывный стан для прокатки тонких листов толщиною 1,25—0,71 миллиметров, шириною 1 040 миллиметров, при значительной длине (фигура 124).
в г—inHSfjglgi. сп р,Й fi Ш
2 J ’ 4 5 6
9_
* —1_Й пщI
Фигура 124.
Процесс П. следующий. Сляб 2 размером 100x915 миллиметров, при длине 7 метров подогревается в печи 2 и предварительно раскатывается на непрерывном стане 3, состоящем из 7 клетей, в сутунку толщиною 10 миллиметров. Полученная сутунка подогревается в печи 4, расположенной позади седьмой клети, и после разрезки на ножницах 5 поступает во второй непрерывный среднелистовой стан 6. Стан этот, состоящий из 7 клетей, имеет первые 4 клети-дуо, а последующие 3—трио. На этом стане листы раскатываются до толщины 5,2—1,65 миллиметров. После разрезки на ножницах 7 и подогрева в печи 8 дальнейшая П. производится на непрерывном тонколистовом стане 9, состоящем из 5 клетей-трио при 26 об/м. Клети расположены на таком расстоянии друг от друга, что между ними помещается подогревательная печь 10. На этом стане листы раскатываются толщиною 1,25—0,71 миллиметров, большей же частью 0,9 миллиметров, при ширине 1 040 миллиметров. Листы, подвергающиеся дальнейшей П., то есть тоньше 0,71 миллиметров, прокатываются в холодном состоянии. Станов для непрерывной П. в холодном состоянии имеется 8, причем каждый состоит из 2 или 5 клетей. Производительность этого стана колоссальна: она составляет свыше 450 000 то в год. Успешная П. тонких листов на непрерывном стане в Ашлянде послужила поводом к установке непрерывных листовых станов на следующих трех з-дах: в Бетлере (Columbia Steel Со.), в Вейртоне (Weirton Steel Со.) и в Гэрри (American Steel and Tin Plate Co.).
Производительность непрерывных станов для П. тонких листов в зависимости от конечной толщины листа, согласно имеющимся данным, превышает производительность старых листовых станов с обыкновенными дуо-клетями в 20—60 раз. Хотя стоимость сооружения современного америк. непрерывного тонколистового стана, отнесенная к 1 то прокатанного материала, примерно равна стоимости старых листовых станов, все же, основываясь на имеющихся данных, преимущества непрерывных станов очень велики; они дают до 80% экономии на заработной плате, сокращают расход энергии на 30% и вдвое расходы на травление и отход в брак. Поэтому производство тонких листов по принципу непрерывной П. может в будущем иметь дальнейшее распространение, хотя и старый тонколистовой стан при производстве тончайших листов и листов из специальной стали своего назначения не потеряет. Он будет иметь применение также и для производства обычных тонких листов в тех случаях, когда наличие спроса на полосы и листы определенной толщины и ширины не в состоянии будет оправдать установки непрерывного стана.
Лит.: i) Die neue Blechwalzwerksanlage in Rothe Erde, «St. u. E.»>, 1914, p. 985/994; 2) Kramer W., Die Herstellung von Feinblechen f. Sonderzwecke, «Ζ. d. VDI», 1928, p. 785/733; s) Link E., Vier u. Sechs-Walzengeriistein americanischen Walzwerken, «St. u. E.», 1929,2; 4) Langenecker Oh., Continuous Sheet Mill at Ashland, «Blast Furnace a. Steel PlauU, 1927, Juli, p. 335/38; 5) Fey H., Kontinuierliclie Streifenwalzwerk 1. hohe Gesclrwindigkeiten, «St. u. E.», 1929, p. 1457.
П. кровельного железа. Кровельным железом называется тонкое листовое железо размерами 1420x710 миллиметров. Вес листа составляет 3,25—6 кз. Кровельное железо изготовляют в виде: 1) черного (глянцевого) или 2) оцинкованного. Мартеновский металл, идущий в передел на кровельное железо, обычно имеет следующий средний хим. состав: 0,06—0,1% С, 0,15—0,25% Мп, 0,02— 0,03% Р, 0,02—0,03 Sh<0,1% Si. Кровельное железо, имеющее в своем составе больший против обыкновенного % S и Мп, быстрее поддается ржавлению. Более или менее значительное содержание P, Si и А1 увеличивает хладноломкость кровельного железа и вместе с тем понижает свариваемость листов при обработке пакетов. Как показывают америк. опыты, введение в шихту ок. 0,5% Си при отливке значительно увеличивает сопротивление кровельного железа ржавлению. Производство кровельного железа делится на две основные операции: П. и отделку листов. В СССР изготовление кровельного железа производится двумя методами: уральским (з-ды Урала, Сибири и некоторые з-ды юга Союза) и з.-европ. или вестфальским (з-ды центра и юга Союза). Эти два способа имеют существенное между собою различие, проходящее через весь процесс производства.
Уральский метод. Для П. кровельного железа служит сутунка (узкая листовая болванка), получаемая на трио-стане с диам. вв 500—600 миллиметров, при 80— 100 об/м., из мартеновских слитков весом 0,25—0,55 тонн и сечением ок. 200x200 миллиметров. Развес и размер сутунки зависит от развеса прокатываемых листов; обычно толщина сутунки составляет 4—5—8 миллиметров при ширине 150—175 миллиметров. Полученная сутунка разрезается на части с таким расчетом, чтобы вес ее был больше веса чистого листа на 20— 25%, что соответствует длине сутунки, при разной толщине ее, в 740 миллиметров. Πΐ из сутунки кровельного железа производится на дуо-станах с диам. вв 450—650 миллиметров при длине 900 миллиметров. Число оборотов вв находится в зависимости от наивыгоднейшей окружной скорости, равной 1,5 м/ск. При диам.
*4
вв 450 миллиметров число оборотов составляет 60 в мин., при диам. 550 миллиметров—52 об/м., при диам. 600 миллиметров—48 об/м. и при диам. 650 миллиметров— 44 об/м. Большее число оборотов при неуравновешенном верхнем валке, а также частые и резкие удары верхнего валка по нижнему способствуют поломке вв. На 1-м съезде по производству кровельного железа (1924 год) были установлены следующие стандартные размеры прокатных вв: диам. вв 635 миллиметров, длина вв 850 миллиметров, диам. шейки 520 миллиметров, длина шейки 344 миллиметров, диам. трефа 410 миллиметров и длина трефа 410 миллиметров при 45 об/м. Мощность двигателей и живая сила маховиков на одну клеть кровельных станов до сих пор не установлены и представляют большое разнообразие. В то время как при водяных турбинах и паровых машинах мощность двигателя на 1 клеть составляет 60— 150 IP, при электромоторах она достигает 300 IP. Что касается живой силы маховика на 1 клеть, то она колеблется на уральских з-дах 1700—12 000 IP. Необходимо отметить, что число оборотов турбины и паровой машины может понижаться даже вдвое без вреда для двигателя и почти без понижения производительности. При газо- и электромоторах требуется более равномерное движение и очень мощные маховики. При слабых маховиках даже очень мощные газо- и электромоторы будут слабы и неэкономичны. При установке маховика на оси стана диаметр маховика должен быть не менее 10 ж, что при среднем числе оборотов вв 45 в мин. дает окружную скорость до 24 м/ск, при диам. 12 м—окружная скорость 28 м/ск. Кровельный прокатный стан имеет ту особенность, что в движение приводится лишь нижний валок, тогда как верхний является холостым и б. ч. не уравновешенным. Вследствие этого верхний валок во время прокатки приподнимается и после того, как сутунка или лист вышли из вв, снова падает на нижний. Т. к. приводным является только нижний валок, то надобность в шестеренной клети отпадает. Число клетей при одном п п
-ΕΘ3-
----3Ξ& — -ΕΞΞΒ-
двигателе бывает 1—6, причем они бывают расположены либо с обеих сторон дви-гателя(см.фигура 125) либо с одной стороны (фигура 126). Достоинство первого расположения в том,
4{
т
Фигура 1.25.
что при ремонте одной клети м. б. остановлены не более двух клетей, на клетях же с другой стороны двигателя П. может продолжаться. Недостатком в этом расположении является довольно ощутительный расход на ремни: ремней в продолжение года, например при четырех клетях, расходуется около двух комплектов. В последнее время в Европе и Америке передачу при помощи ремней и канатов заменяют зубча той передачей (редукторами) с большим передаточным числом, понижая число оборотов например с 700 на 40. Шестерни или только их венцы (ободы) изготовляют из кремнемарганцовистой или хромоникелевой стали с точно фрезерованными зубьями; кпд редукторов достигает
^---------6ТЭ----~·-&ΞΒ----ЕВ-
0,95—0,98. Такой металл в виду его высоких качеств почти не под-дается износу; при надлежащем I h уходе и правильной смазке работа I U · шестерен бесшумна, и служба их гЧ, долговечна. Достоинством второго расположения является отсутствие расхода на ремни, недостатком же— остановка всех клетей в случае ре-фигура izb. монта только одной клети. Клети кровельного стана снабжаются неподвижными столами (скамейками). Для выравнивания листов по боковым кромкам приП. употребляется на Урале очень удобная скамейка Шалабанова, работающая от ножной педали и получившая большое распространение.
Нагрев сутунки ведется до t° 900—1 000° при восстановительной атмосфере без избытка воздуха, в печах камерного типа, одноэтажных, двухэтажных (фигура 127) или
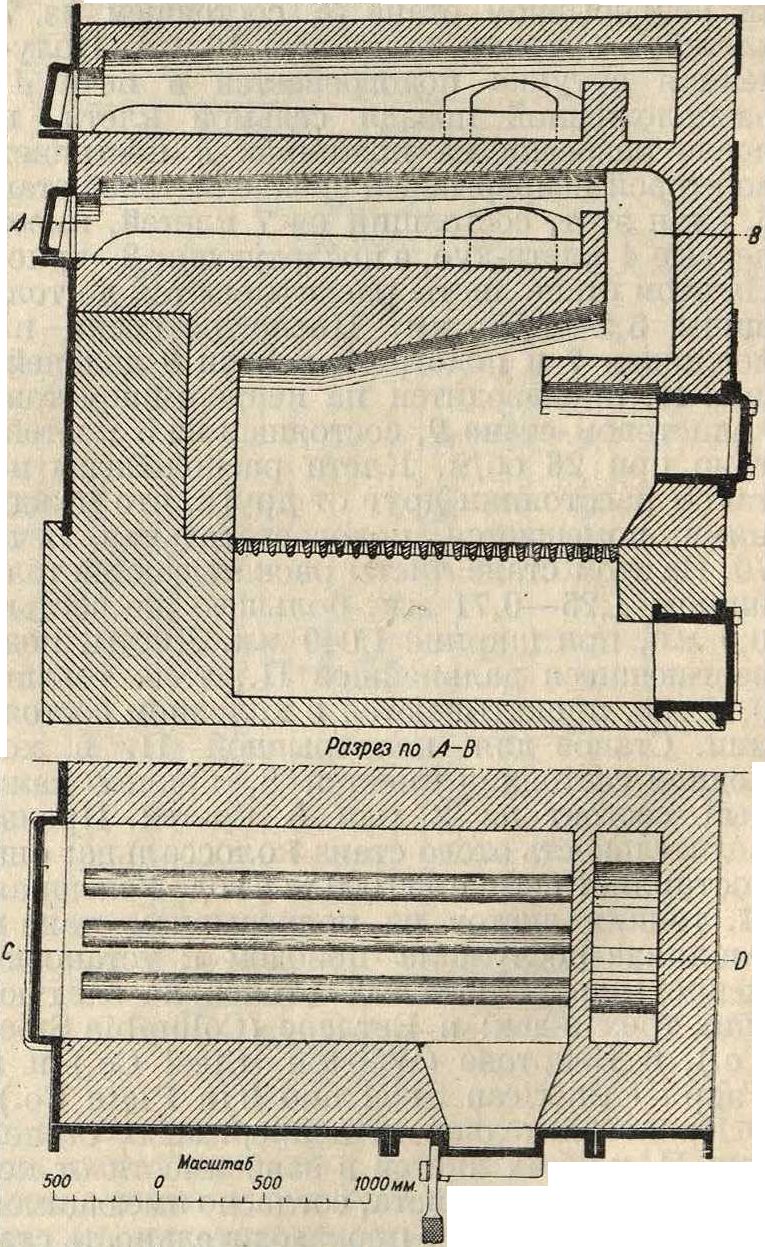
Разрез по С-0
Фигура 127.
трехэтажных (фигура 128). Средняя производительность печи на 1 мг пода составляет 2,5—3 тонны в 24 ч. Нагретую сутунку подают к кровельному стану, где в 4—5 пропусков раскатывают (разболванивают) ее до длины, равной 25% длины готового листа, после
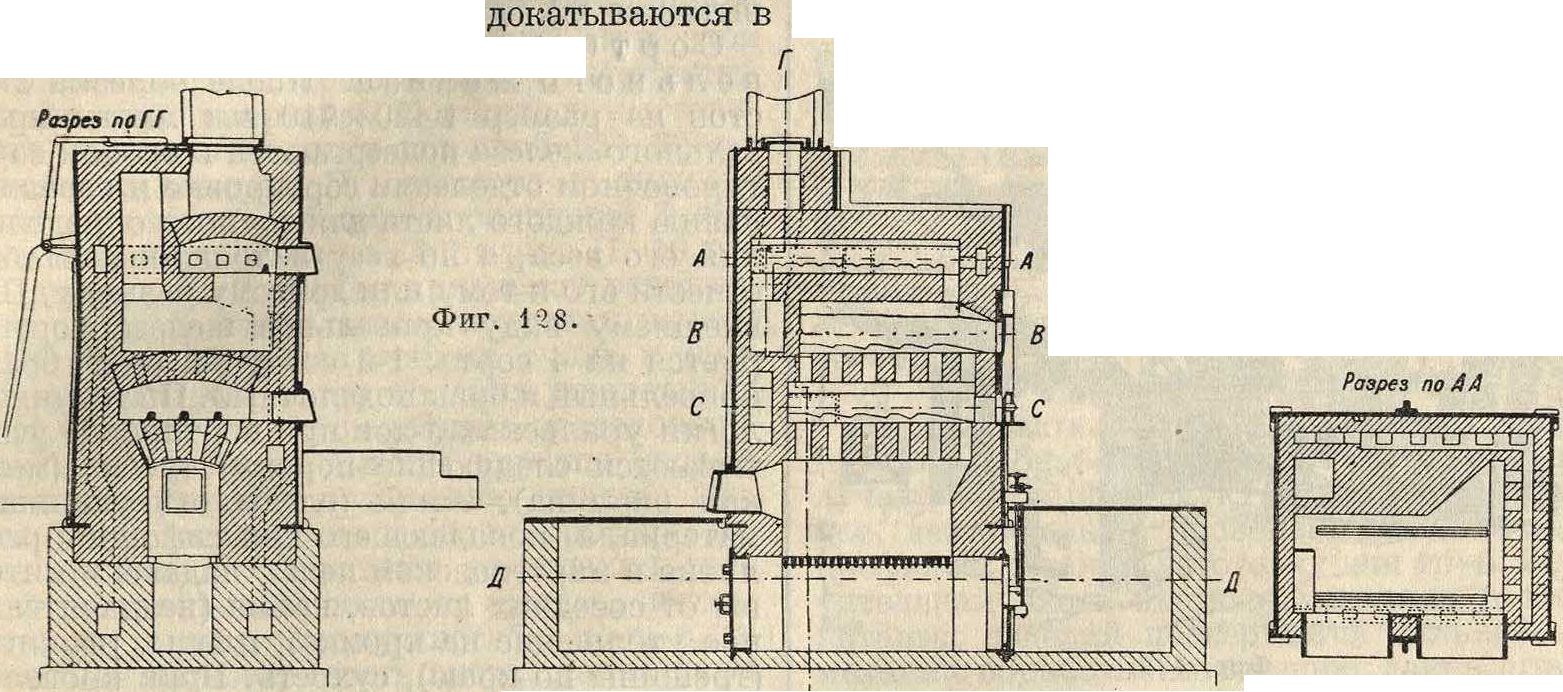
чего, пересыпав лист молотым древесным углем во избежание сваривания, спаривают со вторым листом и в 3—4 пропуска докатывают до половинной длины готового красного листа. В работе обыкновенно находятся две сутунки: в то время как одна из них передается поверх верхнего валка обратно, вторая пропускается между валками. Полученные пары листов после пересыпки молотым углем и подогрева снова спариваются в пакет по 4—5—6 шт. («четверки», «пятерки», «шестерки» и т. д.) и нения слоя окислов, к-рый благодаря этому плотно и прочно держится на листе, покрывая его наподобие тонкой эмали. Вторая пробивка производится на гладильном молоте для выравнивания и выпрямления листов. Работа молота на 1 тонна кровельного железа колеблется по наблюдениям на уральских з-дах в пределах 190 000—520 000 к гм. Хорошей отделки достигают при 300 000 кем. Процент обрезков во время прокатки в значительной степени зависит от трех факторов: 1) правильной пригонки вв, от чего зависит точность и чистота листов; 2) опытности рабочих, Разрез по ее что дает правильное распре-
деление обжатий и чистоту П.; 3) развеса сутунки, т. к. при
Масштаб ооо о ооо юоо Iseo нт U·., ι.,.ι
Фигура 128.
Г
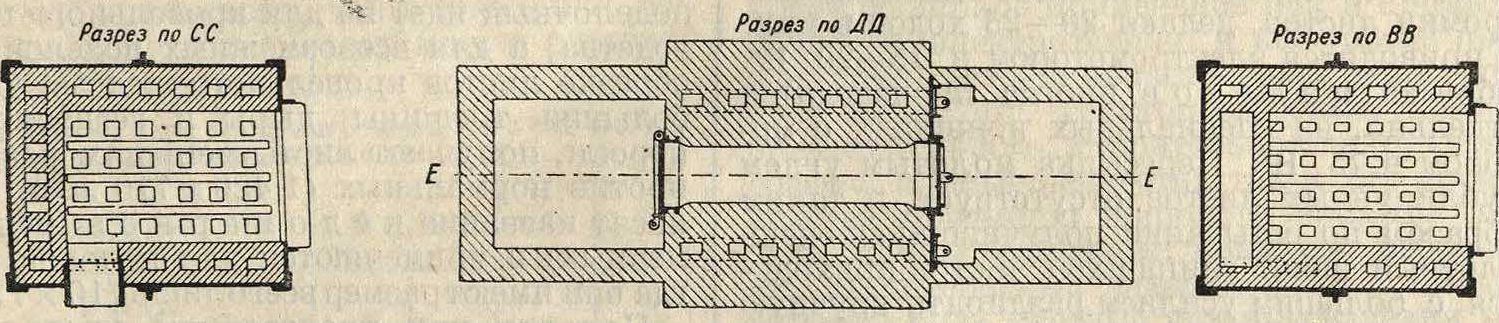
10—11 пропусков до окончательной длины с припуском на обрезку. Как показывает практика уральских з-дов, вытяжки в среднем на один проход составляют 30%. Число листов, складываемых в пакеты, доходит до 8 или 16 в зависимости от требуемой толщины. Вводимая во время П. угольная мелочь не только предохраняет листы от сваривания или слипания, но образует кроме этого на поверхности листов слой окислов, близких по сочиву к магнитной окиси железа. Время раскатки каждой сутунки при 8—9 пропусках составляет 24—27 ск., а двух сутунок—48—54 ск. Время П. двух пар при 7 пропусках—63 ск. Т. о. полное время П. 4 красных листов составляет ок. 2 мин. О т-д е л к а заключается в том, что листы пачками (пары) весом в 0,5—0,6 тонн нагревают в специальной печи в восстановительной атмосфере в течение 3—4 ч. и пробивают под молотом. Полуостывшие пачки разбираются, причем каждый лист очищают с обеих сторон мокрыми хвойными метелками, пачка вновь складывается и вторично пробивается под молотом. При пробивке листов под молотом дают 500—700 ударов. Для пробивки листов применяют хвостовые, фрикционные, паровые или воздушные молоты. Разделяются они на два типа, в зависимости от выполняемой операции: разгонные и гладильные. Разгонный молот применяется при первой операции пробивки в горячем состоянии, применяемой для уплот-
более тяжелых листах получается большая неравномерность в вытяжке.
Производительность кровельных станов в сутки составляет 15 тонн и достигает 20 тонн Помимо отжига под влиянием нагрева листов и первой пробивки их под молотом получившийся на поверхности листов при П. слой окислов прочно внедряется с поверхности листа, покрывая ее тонким изолирующим слоем, и предохраняет листы от ржавления. Листы, пробивавшиеся при более высокой t°, получают лучший и более глянцевый вид (при прочих равных условиях), чем пробитые при более низкой темп-ре. Однако указанный нагрев ограничен определенным пределом, а именно опасностью сваривания листов при переходе нагрева за известный предел. Пробитые и выправленные листы обрезаются на параллельных ножницах (фигура 129) и поступают в сортировку, после чего пакетируются для отправки. После сортировки получаются следующие средние результаты производства кровельного железа: 1-й сорт 35—53%, 2-й сорт 36—26%, брак кровельный 10—4,5%,брак поделочный 7,5—4,5%, обрезки 10,5—8%, угар 1—2%.
Западноевропейский способ. Кровельное железо, приготовляемое по этому способу, прокатывается из сутунки такого веса, который соответствует двойному или кратному весу изготовляемых из нее листов. В этом первое отличие от уральского способа. Второе существенное отличие заключается в операции т. н.раздирки листов; третье отличие состоит в правке листов на правильном станке, а не под молотом. П. ведется следующим образом: сутунка после раскатки до некоторой, определяемой числом листов, длины сгибается пополам при помощи так называемого дублера, обыкновенного или автоматического, и снова после подогрева прокатывается на второй клети, где, также вторично дублируясь, после второго подогрева докатывается до окончательных размеров с припуском на об
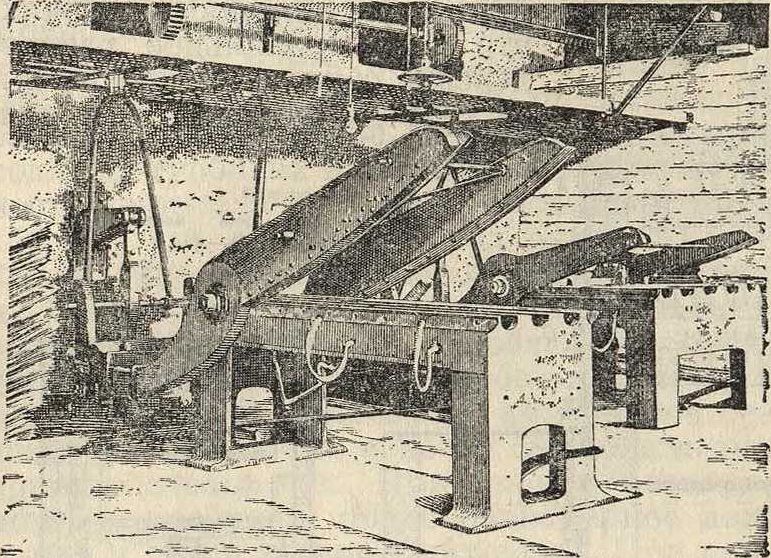
резку. Дублеры, обрезающие одновременно кромки листов, делают 20—25 ходов в мин. и приводятся электромотором в 15—20 IP. Обрезка пакетов иногда производится отдельно, на специальных ножницах с мотором в 75 IP. Пересыпка молотым углем дублируемых листов отсутствует, и таким образом по остывании получившийся очень плотный пакет слипшихся листов приходится с большим усилием раздирать вручную тупым изогнутым ножом или на механич. раз-дирателях. Разодранные листы имеют светлую металлич. поверхность, незащищенную от атмос) ерных влияний слоем окислов. Такой метод производства по стоимости дороже уральского, т. к. число клетей, печей, время нагрева подсобных агрегатов значительно больше, чем при аналогичных операциях по уральскому методу. Зато последующая операция з.-европ. способа (отделка) проще той же операции по уральскому способу; она заключается в отжиге, к-рый производится в туннельных методических печах длиною иногда 30 метров (смотрите Жесть) или обыкновенных печах со съемным сводом. Кровельное железо укладывается в герметические ящики из жароупорной стали, вместимостью 1 000— 1 500 листов каждый; помещенные на ва-онетки, они проходят в течение 18—24 ч. через печь с последующим 15—20-часовым охлаждением в закрытом виде на водухе. При нормальном отжиге, е ί° внутри ящиков ок. 760°, листы имеют светлую матовую поверхность, покрытую легким слоем окиси железа, которая однако не может предохранить лист от ржавления в такой степени, как предохраняет его слой магнитной окиси при способе уральском. После отжига, весьма однако несовершенного вследствие неравномерности нагрева по всей толщине пачки отжигаемых листов, производится правка. После разборки листы пропускают по одному через листоправильные семи- или девяти ввые станки. Эта правка требует довольно значительного механического усилия и следовательно достаточно сильных двигателей. Многие заводы после правки вводят дополнительную обрезку листов. Последующей браковкой и пакетированием процесс производства кровельных листов по зап.-европ. способу оканчивается. По данным де-Луази расход энергии при П. по з.-европ. способу [7] из сутунки в 740x150x9,3 ** кровельного железа толщиною 0,42 миллиметров при общей вытяжке 22 составляет 191 kWh на 1 т.
Сортировка и упаковка кровельного железа. После обрезки листов на размер 1 420x710 миллиметров листы кровельного железа подвергаются в особом сортировочном отделении сортировке и взвешиванию каждого листа для точного определения его веса, а по весу и толщины, чтобы отнести его к тому или другому размеру. По внешнему виду кровельное железо сортируется на 4 сорта: 1-й сорт, 2-й сорт, брак кровельный и брак поделочный. По терминологии уральских з-дов при сортировке учитываются следующие пороки: треска (мелкая окалина), земля (следы огнеупорного материала, попадающего при сифонной разливке в мартеновском цехе), надавы и мяти-ны от соседних листов, кайма (незначительное утолщение на кромке), плены, рванины (трещины по краю), сухость. Брак кровельный иногда называется 3-м сортом, а брак поделочный идет не для кровельного производства, а для всевозможных поделок. При обрезке листов кровельного железа, удаляя большие трещины, дыры и. всевозможные пороки, получают листы меньших размеров против нормальных (1 420 x710 миллиметров), которые носят название недомерков (неполномерных) и применяются для поделок. Иногда они имеют размер всего лишь 710x710 миллиметров.
Попутно при производстве кровельного железа получается т. н. парсовое железо, к-рое имеет толщину от 0,8 миллиметров и выше. Получается оно при П. кровельного железа после остановки, когда валки еще не разогрелись и вследствие этого трудно получить тонкий лист одинаковой толщины по поперечному сечению. Упаковываются листы в пачки весом 80 килограмм. Количество листов в пачке составляет 12—33 в зависимости от вера листа. Данные о кровельном и парсовом железе см. табл. 22 и 23.
Таблица 22.—В е с и толщина черного кровельного железа (ОСТ 22).
| Вес листа, кг.. Толщина листа, миллиметров. Число листов в пачке. | 6,0
0,79 12—13 |
5,5
0,75 14—15 |
5,0
0,70 16—17 |
4,5
0,60 18—19 |
| Вес листа, кг.
Толщина листа, миллиметров. Число листов в пачке. |
4,0
0,50 20—21 |
3,5
0,47 22—23 |
3,25
0,42 24—25 |
2,5
0,30 31—33 |
Допуски в весе: листа—0,25 килограмм, пачки— 0,5 килограмм.
Таблица 23 .—В ес и толщина пар со в о г о _железа (ОСТ 21).
| Вес листа, кг. | 6,30 | 7,10 | 7,91 | 9,40 | 11,87 |
| Толщина листа, миллиметров. | 0,8 | 0,9 | 1,0 | 1,2 | 1,6 |
Допуски: отклонение в весе листа должен быть меньше половины разности весов данного размера и ближайшего меньшего; для толщины 0,8 миллиметров допуск в весе должен быть <0,4 килограмма.
Технич. условия на приемку кровельного железа очень тяжелые. Кровельное железо при испытании должно выдерживать следующие две пробы: вырезанные из листа два пробных листка соединяются между собой двойным замком (как это делают кровельщики при покрытии крыши кровельным железом); после этого они сгибаются перпендикулярно к линии замка под внутренним углом в 45°; полученный т. о. гребень разгибается в плоскость и снова сгибается под тем же углом. Сгибание и разгибание производится деревянным молотком. При этом испытании в листах не должно обнаружиться никаких разрывов. Кроме того вырезанные из листа полоски шириной 25—30 миллиметров вдоль и поперек П., зажатые в тиски с округленными губками с радиусом 3 миллиметров, должны изгибаться на 180° вдоль П. 10 раз и поперек П. 7 раз без признаков разрыва. Вопрос о сравнительных качествах железа уральского и железа южных з-дов, в частности о степени сопротивления ржавлению, подвергался многочисленным исследованиям, и полученные выводы вкратце сводятся к следующему положению: железо южное, изготовленное по з.-европ. способу, ме- нее стойко в отношении ржавления, чем железо уральское, но то же железо, изготовленное по уральскому способу, то есть с нанесением на поверхность листа слоя магнитных окислов, близко подходит по стойкости к железу уральскому. Для сравнения железа уральского и южного может служить табл. 24 [6].
Т а б л. 24.—С одержание примесей в кровельном ш е л е з е (в %).
| Заводы | С | Ми | S | Р |
| Урал:
Лысьвенский. Алапаевский. Верх-Исетский. |
0,085
0,083 0,055 |
0,45
0,33 0,24 |
0,041
0,056 0,036 |
0,027
0,020 0,020 |
| 10 г:
б. Шадуор. Макеевский. Сталинградский. |
0,10
0,16 0,053 |
0,47
0,56 0,41 |
0,038
0,021 0,059 |
0,028
0,029 0,039 |
Что касается механич. свойств железа уральского и южного, которые определяются по числу выдерживаемых листом сгибаний и разгибаний, то производившиеся многочисленные испытания не обнаружили в этом отношении какой-либо характерной разницы между железом уральским и южным. Надо однако заметить, что вследствие П. кровельного железа по з.-европ. способу по нескольку листов сразу его во избежание сваривания изготовляют несколько более твердым, путем введения большего количества кремния, вследствие чего железо не выдерживает плотного сгибания, требуемого технич. условиями.
В заключение надо сказать, что многочисленные наблюдения за поломками вв дали следующие результаты [*]: при уральском изготовлении кровельного железа на 1 валок приходится 500—1 000 от прокатного железа, а при з.-европ. 100—400 от,что вполне понятно из основного различия способов прокатки при различном весе сутунки. Стоимость передела по уральскому способу не выше стоимости передела по з.^евро пейскому, однако работа по уральскому способу проще и требует менее сложных устройств, меньшего расхода вв, подшипников и т. д. Учитывая стойкость уральского кровельного железа против ржавления, необходимо признать, что оно (без оцинкования) должно исключительно применяться для крыш; предназначенное для цинкования необходимо прокатывать по •з.-европ. способу.
Лит.: >) Толстов Н. Л., Выделка листового. кровельного железа по уральскому способу, СПБ, 1911; 2) Труды 1-го съезда деятелей по производству кровельного железа в Екатеринбурге 16 — 18 июня 1924 г., М., 1924; з) К а н п е н б е р г А., Кровельное железо, «Вестник Металлопромышленности», М., 1924, 1—3; <*) ЩировскийВ., Белорецкий округ, Чусовской и Нытвенский заводы, «Уральский техник», Свердловск, 1918; δ) ОнуфровичА., Исследования кровельного железа, СПБ, 1909; 6) его же,
О кровельном железе, Доклад 2-му Всероссийскому съезду деятелей по горному делу, металлургии и машиностроению, СПБ, 1913; ?) D e L о i s у, «Revue de Metallurgie», P., 1909, 1, p. 60—74. В. Щировский.
Прокатка цветных металлов.
Общая часть. Этим главнейшим видом механич. обработки цветных металлов получают готовый продукт в виде листов, полос, лент, фольги, проволоки и различных профилей, а также заготовку для труб. Значительная часть цветных металлов в виде катаных изделий подвергается дальнейшей механич. обработке: волочению, давке,штамповке и прочие Цветные катаные изделия находят обширное применение как в промышленности (электротехнич. и кабельные производства, авто- и авиастроение, судостроение, транспорт, тракторостроение, химич. промышленность, строительное дело, полиграфии. промышленность), так и для производства предметов широкого обихода (посуда, лампы, самовары, примусы, керосинки, галантерейные изделия и прочие). Значительную роль цветные катаные изделия играют и в военно-морском снаряжении для производства гильз, пульных оболочек, капсюлей и прочие.
Главнейшие прокатываемые цветные металлы и их спла-в ы: медь, цинк, никель, олово, свинец, алюминий и их сплавы: медь + цинк (латунь и томпак), медь + цинк + свинец (мунц), медь + цинк + олово (морская латунь), медь + олово (бронзы), медь + алюминий (алюминиевая бронза), медь + никель +
+ цинк (торговый мельхиор, нейзильбер, никелин), медь + никель (пульный мельхиор, константан), медь+никель+железо+
+ марганец (монель-металл), алюминий +
+медь+марганец+магний (дуралюмин и его разновидности) и прочие Некоторую роль в промышленности имеют также магний и его сплавы с алюминием (электрон) и некоторые благородные металлы (серебро, золото, платина). Перечисленные металлы и сплавы должны иметь определенный химич. состав, при к-ром возможна их П. и дальнейшая механич. обработка; значительные примеси и дефекты отливки делают их непригодными для этой цели. Химич. состав прокатываемых цветных металлов определяется общесоюзными стандартами (ОСТ 267; 308—311; 312; 567; 663; 2 028). Для красной меди стандарт (ОСТ 308) даст следующую характеристику отдельных марок (табл. 25).
| Химич. состав в % | ||||
| Марка | Си | Примеси | ||
| Bi | Sb | Всего | ||
| М 1
М 2 М В М 4 М 5 |
<199,9
<99,8 <99,7 <99,5 <99,0 |
СЛ. *1
сл. сл. >0,003 >0,005 |
сл. сл. сл.
>0,005 >0,010 |
>0,1 >0,2 >0,3 >0,5, >1,0 |
*1 Под сл. подразумевается содержание соответствующего элемента не выше 0,002%.
Цинк по содержанию примесей подразде-ляется по ОСТ 267 на 4 марки (табл. 26).
мальной шириной является 2 150 миллиметров, 2 600 миллиметров, 2 800 миллиметров и 3 500 миллиметров. Медные листы для специальных целей бывают размерами 1 200x3 600 и 1 800x3 600 миллиметров. Цинковые листы для полиграфия, целей имеют следующие размеры: для клише 2х500х Х600 миллиметров и для типографских машин (наиболее ходовые) толщиной 0,6—0,9x1 000 х х1 400 миллиметров. Ленты прокатываются шириной 10—300 миллиметров. В последнее время в связи с введением станов для особо точной П. в Европе и в СССР ленты прокатываются шириной до 600 миллиметров. П. листов и лент бывает повышенной точности и обычной. Толщина листов бывает 0,2—10 миллиметров, причем для тонких листов (до 0,5 миллиметров) разделение по толщи-
Таблица 26.—Марки цинка (ОСТ 267).
| При | меси в % | ||||||||
| Марка | % Zn | Cd | Fe | Pb | А1 | Sn | Прочие примеси | Всего | Примерное назначение |
| Ц. i | <99,85 | >0,07 | >0,04 | >0,07 | сл. | сл. | >0,01 | >0,015 | Для высших спец, сортов катаной латуни (например ной) |
| Ц. 2 | <99,50 | >0,25 | >0,04 | >0,30 | сл. | сл. | >0,02 | >0,50 | Для высших сортов торговой катаной латуни и для прокатки |
| Ц. 3 | <98,75 | >0,60 | >0,05 | >0,80 | сл. | сл. | >0,05 | >1,25 | Для обычной торговой латуни и мунца |
| ц. 4 | <98,00 | >0,75 | >0,10 | >1,60 | сл. | сл. | >0,08 | >2,00 | Для цинкования и литых сплавов |
Алюминий по химическому анализу согласно ОСТ 2028 делится на 3 марки (табл. 27). Таблица 27.—М а р к и алюминия (ОСТ 2028).
| Марка | % А1 | Содержание примесей в % | ||||
| Fe | Si | Fe+Si | Cu+Z η | Всего | ||
| Ал.— I Ал.— И Ал.—III | <99,5
<99,0 <98,0 |
>1,0 | >1,0 | >0,6
>1,0 >1,.6 |
0,05
>0,1 >0,25 |
>0,50
>1,00 >2,00 |
По своему химия, составу никель подразделяется на ряд марок ОСТ 567 (табл. 28).
Таблица 28.—М а р к и никеля (ОСТ
Состав медно-цинковых сплавов по ОСТ 312 (новая редакция 1931 г.) приведен в таблице 29.
Сортамент прокатываемых цветных металлов и сплавов состоит из листов, лент, прутков, проволоки, труб и фольги, которые регулируются общесоюзными стандартами. Листы и ленты ОСТ 2561—2570, топочные листы 347, прутки ОСТ 341—343, 681—682, проволока круглая медная ОСТ 420. Нормальными размерами листов (латунных, медных, алюминиевых и прочие) в СССР являются: 600x1 500 миллиметров, 710x1 410 миллиметров, 1 000×X 2 000 миллиметров. Для листов рольного свинца нор нам идет через каждые 0,05 миллиметров, для листов толщины 0,5—1,0 миллиметров через каждые 0,10 миллиметров, а для более толстых листов через 0,2, 0,3, 0,5 и 1,0 миллиметров. Допускаемые отклонения в толщине прокатываемых листов колеблются от±0,03 жм(для толщины листов 0,20 миллиметров) ДО ±0,10 миллиметров (для толщины листов 3,0 миллиметров). Для более толстых листов (10 миллиметров) колебания в толщине могут достигнуть ±0,20 миллиметров и даже ±0,25 миллиметров. Допускаемые отклонения для листов обычной точности П.: по ширине ±10 миллиметров, по длине ± 15 миллиметров и —5 миллиметров; для листов повышенной точности П. допускаемые отклонения по ширине и длине листов ±5 миллиметров. Нормальная толщина лент шир. до 300 ли-0,10—2,00 миллиметров. Допускаемые отклонения по толщине ±0,02 (для толщины 0,10 миллиметров) до ±0,06 миллиметров (для толщ. 2,00 миллиметров). Допускаемые отклонения по ширине для толщины до 1,0 JK.it ±0,5 миллиметров и свыше ±1,0 миллиметров. Допускаемая длина ленты не менее 5 метров Все ленты выпускаются в форме плотно свернутых рулонов.
Проволока, прутки и полосы (медь, латунь, алюминий, сплавы малой электропроводности и прочие). Наибольшая часть этих изделий связывается с П. лишь в первой стадии изготовления или вовсе с ней не связывается в тех случаях, когда слитки продавливаются на гидравлич. прессах (гл. обр. латунь). Т. о. продукт собственно П. служит здесь или заготовкой, предназначаемой для дальнейшей обработки (волочения) в пределах данного же предприятия, или полуфабрикатом, поступающим на
| Марка | Химический | состав | В % | |||||
| Ni + Co | Со | Прочие примеси | Всего | |||||
| Fe | Si | С | S | Си | ||||
| HI. | <99,7 | >0,1 | 0,2 | 0.01 | 0,05 | СЛ. | 0,03 | >0,3 |
| Η 2. | <99,5 | >0,8 | 0,3 | СЛ. | СЛ. | СЛ. | сл. | >0,5 |
| Η 3. | <99,0 | >1,0 | 0,5 | 0 15 | 0,2 | 0,03 | 0,15 | >1,0 |
| Η 4. | <97,5 | >1,5 | 1,2 | 0,35 | 0,8 | 0,06 | 0,15 | >2,5 |
| 1 | С о | С Т | а в | В | о
/о |
|||||||||
| Наименование сплава | Марка | Си | Спец, примеси | Случайные прим еси | *10 | Всего | Zn | |||||||
| нор ма | до пуск | РЬ | Sn | РЬ | Fe | Р | As | Sb | Bi | Sn | ||||
| Томпак. | ЛТ 90 | 90 | + 1,0 | 0,03 | 0,1 | СЛ. | СЛ. | СЛ. | СЛ. | СЛ. | >0 20 | |||
| Полутомпак *2. | Л 80 | 80 | ±1,0 | — | — | 0,03 | 0.1 | о,о1 | 0.01 | 0,005 | СЛ. | 0,05 | >0,25 | |
| Латунь *3. | Л 68 | 68 | +2 | — | — | 0,03 | 0,1 | 0,01 | 0,01 | 0,005 | СЛ. | 0,10 | >0,25 | |
| Латунь *4. | Л 62 | 62 | ±1,0 | _ | — | 0,1 | 0,15 | 0,01 | 0,01 | 0,005 | 0,003 | 0,15 | >0.4 | к |
| Латунь *5. | Л 59 | 59 | +1.0 | — | — | 0,5 | 0,3 | 0,01 | 0,01 | 0,010 | 0,003 | 0,20 | >0,9 | Л |
| -2 0 | ч | |||||||||||||
| Мунц *в. | ЛС 59 | 59 | +1.0 | 0,8—1,9 | — | — | 0,5 | 0,02 | 0,02 | 0,010 | 0,003 | 0,25 | >1,0 | d |
| -2,0 | Н | |||||||||||||
| Мунц автоматн.*7. | ЛС59А | 59 | +1.0 | 2—3 | — | — | 0,5 | 0,02 | 0,02 | 0,010 | 0,003 | 0,25 | >1,0 | |
| — 2,0 | О | |||||||||||||
| Латунь морская *3 | ЛМ 70 | 70 | + 1,0 | — | 1,0—1,5 | 0,07 | 0,05 | СЛ. | СЛ. | СЛ. | СЛ. | — | >0,2 | |
| » » * 9 | ЛМ 62 | 62 | ±1,0 | 1,0—1,5 | 0,2 | ОД | СЛ. | СЛ. | СЛ. | СЛ. | >0,4 | |||
Примерное назначение: Для плакировки и прочие *2 Листы, ленты, проволока.
*3 Трубы котщенеаторные, ле: ты. Листы, ленты, проволока, трубы, прутки. те же из делия, только толстых размеров. *« Прутки для резьбы и штамповки арматуры (литье), листы толстые. *2 Прутки для автоматов. Трубы, соприкасающиеся с морской водой. *9 Листы и прутки.
I *1» В отдельности ье Солее указанных значений. рынок или на другие з-ды (в подавляющем большинстве случаев для дальнейшей обработки). К полуфабрикатам этого рода от- носятся катаные прутки круглого, квадратного и шестигранного сечения и проволока круглого и квадратного сечения, толщиной не ниже 5—6 миллиметров (в СССР катаная проволока имеет толщину 6—7 миллиметров.). Непосредственное получение готового профиля, минуя прочие методы обработки, имеет место при профильной (сортовой) П. (завод «Америк, алюминиевая компания в Массе-не», штат Ныо Иорк)—П. из слитков дура-люмина до 1,4 тонн весом на судовые и строительные сорта до 250 миллиметров, уголки до 150x100 миллиметров, круглые, квадратные, полосовые и прочие сорта.
Кроме основных размеров, помимо состава (сплав), цветные катаные изделия характеризуются еще механич. качествами и состоянием поверхности. Следует различать изделия рыночного качества, не подлежащие приемке при сдаче заказчику, и изделия с технич. приемкой, которая производится на основании точно вырабатываемых технических условий, охватывающих указанные выше свойства изделия (или часть их). Основным механич. испытанием изделий цветной П. является проба на растяжение (разрыв), причем пользуются или всеми заранее утвержденными размерами образца или размерами по общепринятой формуле L=ll,3 /F, гДе L—расчетная длина образца, a F—площадь поперечного сечения. В известных случаях образцы берутся из разных мест (в двух перпендикулярных направлениях). В технич. условия вводят величину временного сопротивления на разрыв R (± допуск), относительное остающееся удлинение” при разрыве А от первоначальной длины образца (± допуск) и весьма нередко сумму R + 2A. Кроме того заранее устанавливается количество образцов для испытаний, допускаемый % образцов, не удовлетворяющих требованиям, и прочие Дополнительно к испытанию на растяжение, или независимо от него, весьма часто металл контролируют на выдавливание на конусе Эриксена (продавли-вание колпачка конусом до появления трещин), а также подвергают прокатанные I
цветные металлы и другим технологическим пробам. В ОСТ имеются технические условия, которым должны удовлетворять металлы при их испытаниях. Сюда относятся различные загибы образцов в холодном и горячем состоянии (с известным радиусом закругления или с расплющиванием), повторные перегибы до появления трещин, расклепывание, испытание на остающийся прогиб при изгибе в определенных условиях, длительная вибрация (для пружин), пробная вырубка колпаков, если полуфабрикат предназначается для штамповки, и прочие Испытания последнего типа представляют собой пробу известной части продукта в условиях, точно совпадающих с будущей, предназначаемой для него, обработкой или службой. В качестве примера технич. условий, которым должны отвечать прокатанные цветные изделия, приводим ОСТ 3336 на листы латунные неответственного назначения.
А. Технические условия.
§ 1. Листы латунные неответственного назначения изготовляются отожженными (мягкими) из сплава Л 59 и Л 62 по ОСТ 312 (1931 г.).
Примечание. Листы толщиною более 3 миллиметров могут быть изготовлены из сплава ЛС 59 по ОСТ 312 по усмотрению поставщика.
§ 2. Размеры листов латунных и допуски к ним должны соответствовать ОСТ 2564.
§ 3. Поверхность листов должна быть чистая и гладкая, без значительных плен, раковин и других поверхностных дефектов. Кромка листов должна быть ровной.
Примечание. На поверхности листов допускается подшабровка и подчистка наждачным полотном поверхностных дефектов на глубину, не превышающую допусков по толщине.
§ 4. Листы латунные марки Л 62 при толщине от 0,2 до 2 ли должны выдерживать пробу на выдавливание по методу Эриксена, причем глубина выдавленной лунки, соответствующая появлению трещины, должна удовлетворять следующим нормам:
При толщине Наименьшая глу-
листов в миллиметров бина лунки в миллиметров
0,2-0,25 7
0,3—0,55 9
0,6—1,00 9,5
1,2—1,50 10,0
1,8-2,00 10,5
§ 5. Листы латунные толщиною 2,5—10,0 миллиметров при пробе растяжением должны удовлетворять следующим нормам:
| Марка | R, кг 1мм2 | {, В |
| Л 62 | 31 | 35 |
| Л 69 | 35 | 25 |
| ЛС 59 | 35 | 20 |
§ 6. Листы латунные при пробе на загиб в холодном состоянии поперек П. должны выдерживать, без появления следов надрыва или отслоений, загибы:
При толщине листов в миллиметров 0,20— 1,80
2.00— 5,00
6.00— 10,00
Загиб на 180° вплотную вокруг оправки диам. 5 миллиметров » » »10 миллиметров
Б. Упаковка и маркировка.
§ 1. Листы латунные толщиною 0,2—1,0 миллиметров упаковываются в пачки весом 80 килограмм, причем листы толщиною 0,5—1,0 миллиметров связываются обручным железом в две скобы, а листы толщиною 0,2—0,5 миллиметров упаковываются в деревянные рамы.
§ 2. Листы латунные толщиною 1,2—10,0 миллиметров не упаковываются.
§ 3. Каждая пачка и отдельные листы (толщиною 1,2—10,0 миллиметров) должны быть замаркированы с указанием: 1) наименования завода поставщика, 2) толщины листов, 3) размеров по ширине и длине листов я 4) марки латуни с отметкой, что листы неответственного назначения.
Горячая П. цветных металлов и ее особенности. Цветные металлы и их сплавы в своем, большинстве обладают настолько значительной ковкостью, что м. б. в холодном состоянии прокатаны в очень тонкие листы толщиною в несколько тысячных миллиметров. Однако несмотря на значительную ковкость большинство цветных металлов и сплавов под влиянием холодной П. получают наклеп, становятся хрупкими и жесткими и для возвращения первоначальных механич. качеств требуют соответствующей термическ. обработки (отжига). Потребность в отжиге и травлении наступает периодически после уменьшения поперечного сечения прокатываемого слитка или полосы на 40— 70 % в зависимости от металла или сплава, усложняет и удорожает процесс производства. С другой стороны, в нагретом состоянии цветные металлы и их сплавы обладают гораздо большей пластичностью и тягучестью, причем их сопротивление деформации значительно понижается с повышением ί°. Однако надо иметь в виду, что не все сплавы цветных металлов допускают обработку в горячем состоянии; кроме того П. в горячем состоянии ограничивается соответствующими температурными интервалами, за пределами которых горячая П. нецелесообразна. В табл. 30 приведены результаты испытаний различных цветных металлов на разрыв при различных температурах.
В табл. 30 ав—сопротивление на разрыв,
100— удлинение в начале поперечного сжатия (по Людвигу), причем F— первоначальное сечение бруска, a Fm—сечение бруска, наблюдаемое при максимальной нагрузке; ψ=100 — поперечное сжатие, причем Fb—сечение бруска в месте разрыва. Величина у>, выраженная в % от первоначального сечения,—мера текучести металла. Из приведенной табл, видно, что текучесть например меди при нормальной t° равна 67%, при 160° она повышается до 71%, а затем быстро падает в интервале 300-(-600° и вновь повышается при 790— 800°, после чего опять падает. Учитывая при этом уменьшение сопротивления меди на разрыв с возрастанием ί°, видим, что прокатывать медь в горячем состоянии благоприятнее всего в интервале 900-^650°; в интервале 650-Ц3000 сопротивление уже так значительно возрастает, а текучесть меди такова, что лучше дать ей остынуть и затем обрабатывать ее в холодном состоянии.
Таблица 30Р езультатыиспытаний цветных металлов на разрыв при различ-ных t°.
| (У В, | ат, | |||
| Наименование | t° | кг/см2 | % | % |
| ( | 20 | 1160 | 19 | 79 |
| 75 | 1000 | 24 | 83 | |
| Алюминий, ото- < | 135 | 765 | 32 | 88 |
| 310 | 260 | 39 | 97 | |
| жженный при 350’ I | 403 | 125 | 42 | 99 |
| 510 | 55 | 45 | 99 | |
| 600 | 35 | 42 | 100 | |
| 1 | 20 | 135 | 31 | 100 |
| Свинец, отожжен- { | 82 | 80 | 24 | 100 |
| 150 | 50 | 33 | 100 | |
| ный при 100° ] | 195 | 40 | 20 | 100 |
| 265 | 20 | 20 | 100 | |
| 20 | 2 280 | 32 | 67 | |
| 160 | 1 840 | 32 | 71 | |
| Красная медь, | 300
410 |
1320
850 |
30
19 |
50
24 |
| отожженная при | 555 | 485 | 14 | T9 |
| 650 | 330 | 15 | 20 | |
| 793 | 190 | 14 | 34 | |
| 970 | 80 | 6 | 15 | |
| i | 20 | 4 930 | 26 | 72 |
| i | 195 | 4 480 | 26 | 66 |
| 300 | 4 480 | 31 | 67 | |
| Никель, отожжен-3 | 455 | 3 020 | 20 | 31 |
| ный при 900° | 593 | 2 060 | 16 | 25 |
| 800 | 920 | 11 | 18 | |
| 1 000 | 400 | 11 | 15 | |
| 1 100 | 250 | 11 | 24 | |
| ( | 20 | 1 130 | 5 | 7 |
| Цинк, отожжен- | 112 | 725 | 8 | 15 |
| 150 | 500 | 7 | 10 | |
| ный при 200° 1 | 247 | 225 | 6 | 11 |
| 330 | 125 | 8 | 15 | |
| V | 405 | 3 | 2 | 2 |
| • | 20 | 1 700 | 0 | 2 |
| Магний, отожжен-} | 83 | 1340 | 10 | 13 |
| 175 | 675 | 35 | 45 | |
| ный при 350° I | 273 | 295 | 46 | 76 |
| 355 | 160 | 50 | 87 | |
| 550 | 30 | 40 | 100 | |
| Г | 20 | 275 | 40 | 74 |
| Олово, отожжен- J | 53 | 175 | 45 | 72 |
| 100 | 105 | 45 | 82 | |
| ыое при 50° j | 153 | 65 | 41 | 97 |
| 180 | 45 | 10 | 12 | |
| 207 | 25 | 0 | 0 | |
| ( | 20 | 3 240 | 34 | 70 |
| Латунь 70/30, ото- жженная при 500° I | 200
400 |
2 670 1 180 | 35
19 |
70
27 |
| 600 | 280 | 14 | 17 | |
| 800 | 50 | 7 | 9 |
Такие же интервалы ί° с минимальными пределами текучести имеются и у других металлов и сплавов; при обработке их следует избегать работы в этих интервалах, т. к. металл при этих ί° будет легко давать трещины. Поэтому в горячем состоянии слитки цветных металлов и их сплавов прокатывают до определенной толщины, когда ί° прокатываемой полосы не упала ниже допускаемого предела. При достаточно толстых полосах они подвергаются подогреву и вторичной П. в горячем состоянии. При тонких полосах (3—6 миллиметров) удержать высокую t° чрезвычайно трудно вследствие теплоизлучения и охлаждающего действия вв при П.
При горячей П. цветных металлов необходимо учитывать происходящее в металле явление рекристаллизации (смотрите Макроструктура). В результате целого ряда исследований установлено, что при П. цветных металлов явления наклепа не появляются до тех пор, пока П. идет при 1°, не опускающихся ниже определенных пределов, при которых наклеп парализуется мгновенным отжигом. Такие Г-ные границы (по данным практики) приведены ниже:
Медь (99,9%Cu). 400—500°
Латунь (68/32).. 650-700°
Бронза (90/10).. 600—750°
Алюминий (99,5%А1). 350—400°
Мельхиор (80/20). 750—800°
Вследствие этих причин при горячей П. цветных металлов имеется возможность вести весьма интенсивное обжатие слитков большого веса, доводя их с одного нагрева до незначительной толщины. Холодная П. потребовала бы в этом случае громадного повышения мощности станов и вызвала бы введение промежуточных отжигов вследствие наклепа, а в связи с этим и разрушение металла после достижения известной степени обжатия. В соответствии с этим следует считать, что процесс горячей П. цветных металлов и в особенности сплавов требует соблюдения весьма точной выдержки Р нагрева при П. и известных скоростей деформации, в силу чего является операцией деликатной, идущей удовлетворительно только при достижении известных навыков в работе и при наличии специального оборудования, без которого в некоторых случаях введение горячего метода обработки может оказаться и неэкономичным. Что касается толщины прокатываемых в горячем состоянии продуктов, то она определяется степенью дальнейшей точности работы. Чем толще заготовка, получаемая горячей П., тем менее сказывается в дальнейшем неточность в толщине полосы по ширине и длине, неизбежная при горячей П. Темп-pa нагрева слитков для горячей П. ограничивается возможностью появления пережога, причем всегда выгодно иметь при П. наивысшую доступную Р (при которой качество металла однако сохраняется без ухудшений). Повышением ί° нагрева повышается и Р конца П., благодаря чему металл выходит менее наклепанным или же вовсе ненаклепанным, что важно при решении вопроса о необходимости введения отжига полос перед последующей холодной П. или о допустимом размере первой холодной П., если предварительный отжиг не имеет места. На протяжении горячей П. идет б. или м. равномерное остывание прокатываемого металла, причем сообразно с падением (° возрастает давление истечения металла и находящийся с ним в прямой зависимости расход энергии на прокатку (что видно из диаграммы на фигуре 130, где а—кривые величины давления в килограммах при П. меди, б—томпака с 84,8% Си, в—бронзы с "<-00 500 600 то aoor 72% Си, г—то же с 58% фигура 130. Си), а также временное сопротивление на разрыв ов (на фигура 131диаграммысопротивления <тв на разрыв в килограммах/мм2: а—для никеля, б— латуни, е—меди, г—алюминия). Что касается величины давления истечения (того напряжения металла при котором он приходит в пластическое состояние и начинает течь), то точные данные о его величине имеются только для свинца, олова и цинка. Для остальных цветных металлов таких данных нет. Как первое приближение, за величину, характеризующую давление истечения при горячей П., принимают коэф. крепости при данной Р. Однако следует иметь в виду, что при высоких t° давление истечения значительно меняется со скоростью деформации и величина этого изменения зависит в свою очередь от t°.
Скорость и ί° П. За исключением проволочных станов скорость П. даже в новейших станах не превосходит 2,5 м/ск, причем
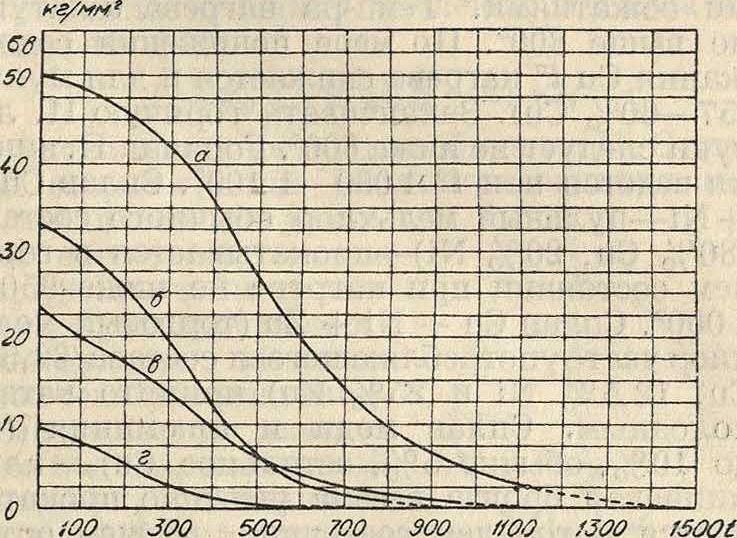
Фигура 131.
для горячей П. меди и медно-цинковых сплавов (томпака, латуни, мунца) скорость горячей П. лежит в пределах 1,75-р2,5 м/ск. Скорость П. никеля не превышает 2 м/ск. Горячая П. алюминия и его сплавов производится при меньших скоростях (0,6— 1,2 м/ск). Горячая П. свинца и олова ведется с еще более пониженными скоростями в пределах 0,2-У0,3 м/ск. При П. проволоки допускают скорости до 3 м/ск в обжимных клетях; 3,5—5,0 м/ск в черновых клетях и до 7 м/ск в отделочных. Горячая П. меди производится при t° 900—650°. Нагрев свыше 900° опасен (в смысле понижения качеств металла), а свыше 950° имеет место явный пережог. Содержание закиси меди (Си20) до нескольких долей % не препятствует горячей П., но воздерживаются иметь свыше 1,0%. Содержание Sb свыше 0,1% вызывает при горячей П. меди образование настолько рваных кромок, что от обработки такого металла приходится совершенно отказываться. Нормальное содержание сурьмы—не свыше 0,01 %. Латунь любого состава при содержании РЬ 0,01% может прокатываться в горячем состоянии, причем П., начатая при правильном нагреве, может идти успешно без следов разрушения металла во всем Р-ном интервале, определяемом в отдельности для каждого сплава. Латунь однако при содержании Си свыше 63% (твердый раствор а) поддается горячей обработке с большим трудом, т. к. весьма чувствительна к примесям; в сплаве с 66% Си содержание РЬ недопустимо свыше 0,01%, т. к. при повышении этого предела кромки полос рвутся настолько сильно, что выгодность работы горячим способом отпадает. Кроме того по мере увеличения содержания Си, весьма возрастает давление истечения латуни в горячем состоянии, следовательно П. требует большей мощности станов и большей их прочности. Горячая П. α-латуни начала вводиться в Германии только с 1921 года, несколько позже самостоятельно введена у нас. Латунь, более бедная медью (твердый раствор а + β), в частности мунц (57— 60% Си), всегда прокатывалась в горячем
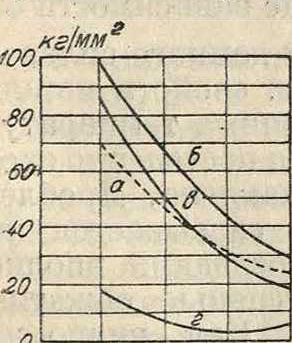
состоянии, что объясняется способностью латуни (a -f β) растворять до 3% свинца, а также чрезвычайно высокой пластичностью этого сплава при температуре, начиная от 500°, и значительной жесткостью и хрупкостью сплава в холодном состоянии, при к-ром П. может идти без хрупкого разрушения металла только с весьма постепенными обжатиями. Темп-pa нагрева а-латуни не выше 800°. По мере понижения содержания Си <° нагрева снижается и для мунца (57—60% Си). Заканчивать горячую П. латуни следует не ниже 600°. Горячая П. никеля ведется при t° 1 000—1 100°. Сплав Си+ +Ni—пульный мельхиор обычного состава (80% Си, 20% Ni)—прокатывается в горячем состоянии при нагреве не ниже 950— 1 000°. Сплав Си -f- Ni + Zn (торговый мельхиор частоупотребляюгцегоея состава: 62,5% Си, 12,5% Ni и 25% Zn) принято катать холодным. Сплав меди и алюминия (А1 до 10%, обычно 5%, остальное Си) — алюминиевая бронза весьма успешно прокатывается в горячем состоянии, причем оптимальная Г П. лежит ок. 700°. Горячая П. алюминия ведется при нагреве слитков не свыше 450°, лучше при 400—450° и успешно продолжается вплоть до холодного состояния. При температуре выше указанного максимума наступает явление пережога. Горячая прокатка сплавов алюминия типа дуралюмина производится при ί° 400—450°. Продолжительность нагрева слитков перед П. колеблется от 5 до 8 ч., причем для сокращения времени нагрева самый нагрев в течение первых 3 ч. ведется при f несколько ниже 500° и в дальнейшем происходит выдерживание слитка при нормальной 1° 400—450°. Наилучшие ί° при П. цинка лежат в интервалах 904-120° и 1404-160°. В промежутке между 120—140° цинк менее пластичен. Свинец в количестве до 1 % может способствовать П. цинка, однако в больших количествах он вреден. Кадмий в количестве 0,25% и выше делает цинк негодным для П., в количестве 0,03% и сурьма в количестве 0,07% вызывают хрупкость металла. Так же действует олово в количестве 0,05%. Свинец прокатывается в го-. рячем состоянии при очень незначительном подогреве в пределах > 150°. Горячая П. олова ведется при подогреве 50—70°.
Холодная П. цветных металлов и сплавов. В громадном большинстве случаев в холодную П. поступает полосовая (ленточная) или листовая (карточная) заготовка (толщиной не ниже 3,0 миллиметров), полученная путем горячей П.; холодная П. литых слитков применяется значительно реже—при затруднительности или неприменимости горячей прокатки (в зависимости от свойств самого сплава или металла). В зависимости от степени наклепа металла после горячей Π. (ί° конца П.) и мощности станов для холодной П. указанная заготовка или непосредственно поступает со стана горячей П. или проходит через отжиг и травление. Травление с просоединением шабровки после горячей П. вводится также и для достижения определенных качеств толстых листов, если холодная П. их не достаточно длительна; при изготовлении таких листов горячую П. заканчивают при толщине на 1—2 миллиметров большей готового изделия. Холод ная П. вызывает изменение свойств металла, сказывающееся в изменении его меха-нич. качеств в разной степени, в зависимости от величины обжатия. На фигуре 132 приведены диаграммы зависимости меха-нич. свойств торговой латуни от степени
обжатия. Д6 известного % обжатия имеется приблизительно прямолинейный участок кривой, затем постепенное падение ее роста с приближением к известному пределу наклепа. Так. обр. на известном участке обжатий наклеп может характеризоваться отношением (Грар). Для получения определенных механич. качеств можно пользоваться или соответствующим наклепом от известного исходного состояния металла (предыдущий отжиг при определенной ί°), что практикуется наиболее часто, или пользоваться отжигом наклепанного известным образом металла, ведя этот отжиг соответственно требующимся механическим качествам изделия (подбор f и времени отжига). Выбор должного % обжатия делается на основании имеющихся кривых (фигура 132) и путем испытания пробных образцов, полученных в различных условиях П. Если толщина готового изделия h и обжатие, дающее требуемую жесткость, а (в % от h), то последний отжиг (полный) должен быть введен при толщине h (l + миллиметров. Вне зависимости от первоначального состояния данного сплава, кривые изменения механич. свойств металла, отожженного при различных температурах, в функции от % обжатия постепенно сходятся к общему пределу наклепа. Дробление обжатия на части не сказывается на величине наклепа, то есть последний вполне характеризуется общей степенью обжатия после последнего отжига. Как видно из диаграммы фигура 132, одновременно с возрастанием сопротивления на разрыв металла падает его удлинение. По мере сообщения жесткости металлу, свойства его меняются: предел упругости все более и более подходит к временному сопротивлению, тем самым способность к пластич. деформации падает. При дальнейшем повышении наклепа материал делается уже настолько хрупким, что б. или м. значительное изменение его формы влечет к разрушению; в этом ciy-чае предел упругости приближается к временному сопротивлению. Т. о., по мере холодной обработки с сообщением металлу жесткости, степень дальнейшего деформи-
рования металла приходится все более и более уменьшать. Сообразно с возрастанием жесткости металла по мере холодно ι П. и соответствующим ростом давления истечения необходимо соблюдать известную постепенность в обжатиях, уменьшая их с той целью, чтобы суммарное давление металла на валки и расход энергии на П. были б. или м. постоянны; все соображения о горячей П., высказанные по этому поводу выше, остаются действительными и для холодной П. Равным образом стоит вопрос и о предельных величинах обжатий (относительном и абсолютном), причем следует заметить, что при холодной П. имеет место значительное понижение угла захвата против горячей П., а именно в зависимости от полировки вв, состояния поверхности металла и смазки бочков вв, угол изменяется в среднем от 5 до 7°. Т. о. абсолютная величина обжатия (H—h) весьма ограничена. Величины давления истечения, имеющие место при холодной П., значительно превышают таковые при горячей П. и обладают целым рядом особенностей. На основании 3 000 опытных П., произведенных в лабораториях фирмы SKP, можно сделать следующие обобщающие выводы относительно среднего давления истечения при холодной П.: 1) оно тем больше, чем тоньше полоса по отношению к радиусу валка (при прочих равных условиях); 2) как правило зависит от величины обжатия (в %-ном отношении); 3) зависит от того, прокатывалась ли лента в предыдущих проходах со многими небольшими или с незначительным числом больших обжатий; 4) зависит от трения между полосой и вм; эта зависимость сравнительно невелика для толстых мягких полос, но она растет с уменьшением толщины или увеличением твердости полосы; 5) оно сравнительно независимо от изменения числа оборотов и 6) слегка падает при смазанных валках. Определение величины давления истечения (ав в килограммах/мм2) м. б. произведено путем измерения при П. величины давления металла на валок и подсчет по ф-ле
__ давление прокатки _ _Р
поверхность соприкосновения bУЩД—К)’
где b—ширина полосы в миллиметров, R—радиус валка в миллиметров, Н и h—толщина полосы перед и после обжатия вмм,Р—давление в килограммах. Однако подсчитанная по этой формуле величина ав не будет отвечать действительной, т. к. при П. "вследствие эластичной деформации вв (сплющивания) поверхность соприкосновения получается больше, чем это указано в ур-ии. Упомянутыми уже опытами фирмы SKF установлено, что при П. очень тонких лент упругая деформация вв выражалась настолько значительным сплющиванием их, что радиус R вв по поверхности соприкосновения с металлом соответствовал двойному радиусу вв в ненагруженном состоянии (фигура 133). Произведенные вычисления с учетом этого явления позволили построить кривые зависимости давления .истечения от величины отношения толщины полосы перед пропуском к радиусу валка для различных металлов при разных степенях обжатия. На фигуре 134 изображены такие кривые для латуни Л. 62, прокатанной в условиях смазанной ленты и вв и разного соотношения толщины прокатанной полосы к радиусу валка К. Цифры у кривых показывают обжатие в процентах после отжига; последующие обжатия в процентах—при условных обозначениях кривых. По этим кривым ясно видно значение малого диаметра вв; зная величину давления истечения, легко определить величину давления металла на валок по ф-ле
Р=ав ьУ R{.H — h) кг,
а отсюда и мощность, потребную на П. С другой стороны, зная величину давления металла на валок и давление истечения, можно определить диаметр валка, допускающего соответствующее обжатие.
Отмеченная выше зависимость между диаметром вв, величиной давления истечения и толщиной прокатывав- [ мой полосы однако не является исчерпывающей. Необходимо иметь в виду, что по наблюдениям L. Weiss’a в щели, образуемой прокатными валками, происходят сложные явления скольжения частиц металла, которые при увеличивающейся дуге захвата (корень квадратный из диам. валка) задерживаются и наконец делают П. невозможной. Так например, полоса красной меди толщиной в 4 миллиметров может быть беспрепятственно прокатана на 2,4 миллиметров, то есть с 40% обжатия на валках с диам. 275 миллиметров, между тем такая П. на валках с диам. 650 миллиметров невозможна. Границы возможности П. при значительных обжатиях определяются упругой деформацией вв при П., которая вызывает указанное сплющивание цилиндрической поверхности вв и не допускает дальнейшего увеличения обжатия, несмотря на соответствующую установку вв. В табл. 31 для полос красной меди дана зависимость между конечной толщиной полосы, величиной обжатий в % от начальной толщины. и различными диаметрами вв.
Таблица 31 .—3 ависимость между конечной толщиной полосы (в миллиметров), величиной обжатий и диаметрами вв • (в миллиметров).
| % обжатия |
Конечные толщины в миллиметров | ||||||||
| 3,5 | 2,5 | 2 | 1,5 | 1 | 0,75 | 0,5 | 0,2 | 0,1 | |
| 25. | 650 | 550 | 500 | 440 | 350 | 300 | 250 | 190 | 170 |
| 30. | — | 450 | 400 | 360 | 300 | 280 | 240 | 180 | 160 |
| 40. | — | 300 | 300 | 270 | 240 | 220 | 190 | 150 | 140 |
| 50. | — | — | 260 | 240 | 220 | 200 | 180 | 140 | 130 |
| 60. | — | — | — | 220 | 190 | 180 | 160 | 125 | 110 |
| 70. | 140 | 130 | 100 | 90 | |||||
К числу других особенностей холодной П. по сравнению с П. в горячем состоянии относятся: интенсивное выделение тепла при П., требующее применения специального охлаждения вв, весьма высокие требования в отношении твердости поверхности вв, достигающей 100 единиц (по Шору), широкое применение стальных частей в ста
Фигура 133.
нах (напримервалки, станины и прочие)ввиду больших напряжений при прокатке.
В виду значительности трения, возникающего при холодной П. между прокатываемым металлом и поверхностью вв (несовпадение скоростей металла и вв в начальной и конечной частях дуг захвата, сказывающееся в т. н. опережении, к-рое неизбежно в толщине по ширине особенно сказывается при последующей продольной разрезке на отдельные части по ширине и последующей П. Кроме того требуется регулировка и по· длине, особенно при П. длинных лент, так как малейшее изменение жесткости металла (неравномерность отжига ленты в рулоне) вызывает колебания в толщине выходя-
n/R
связано с трением металла о валки), является обязательным применение смазки рабочей поверхности вв. С этой целью пользуются минеральными маслами, эмульсиями, керосином, парафином, м и прочие, причем или смазывают валок вручную или применяют механические устройства (смазка при помощи подушек), пневматич. впрыскивание и прочие Соответствующий подбор смазки и применение ее играют первостепенную роль, при этом следы смазки, не должны портить поверхности металла (особенно после отжига).
При незначительных толщинах прокатываемых изделий, большой длине их (ленты) и высоких требованиях в отношении точности размеров, регулировка вв и вытяжка составляют главную заботу во время холодной П. Регулировка достигается соответствующим выбором профиля вв (степень бочкообразности), точной настройкой вв, подсадкой в определенных местах различивши смазками (керосином и маслом в разных местах по длине валка) и применением зажимных прессов (ленточные станы) перед валками. Особые трудности представ- ляет получение равномерной толщины во всей ширине изделия; задача эта полностью разрешается только на многоввых станах (с опорными валками). Неравномерность щей из вв ленты (колебания давления и упругих деформаций стана). Значительная неравномерность обжатия по ширине прокатываемой полосы вызывает ряд явлений, особенно ярко проявляющихся при холодной П., вследствие малой пластичности холодного металла. В зависимостн от соотношения возникающих в силу неравномерности обжатия напряжений (сопротивление металла, геометрических форм изделия и распределение обжатия по его ширине) возможны разрывы, изгибание, скручивание менее обжимаемых частей полосы, собирание в складки, волнистость, гофрирование частей, обжимаемых сильнее остальной части полосы, а также раздвоение полосы с образованием саблевидных концов и прочие Устранение всех этих видов брака при П. достигается путем перешлифовки вв или соответствующей их регулировки.
Отжиг является весьма существенной операцией при механич. обработке цветных металлов, вводимой как в процессе производства с целью восстановления полной пластичности металла, для облегчения дальнейшей его П., так и после окончания механич. обработки с целью придания готовому продукту свойств отожженного металла. Основными факторами, определяющими ход рекристаллизации при отжиге, являются
t° и время рекристаллизации. Первые следы образования новых зерен у сильно наклепанных металлов (наклеп не менее 50%) появляются у многих цветных металлов при довольно низких t°: у олова и свинца это явление обнаруживается при 1°, ниже комнатной, у цинка—при комнатной 1°, у алюминия и магния—при 150°, у меди—при 200°, у латуни (68% Си и 32% Zn) — при 275°, у мельхиора — при 450° и у никеля — при 550°. Однако при этих темп-pax процесс рекристаллизации происходит очень медленно (для меди при 200° он длится 30 дней). С повышением ί° время отжига быстро сокращается (для меди при 300° требуется всего несколько минут, а при 400° несколько секунд). Для каждого металла м. б. построены кривые изменения механич. свойств в зависимости от 1° и времени отжига. На фигуре 135 приведены такие кривые для чистого алюминия (сплошные линии—для сопротивления на разрыв, пунктирные—для удлинения). На фигуре 136 даны кривые роста зерна в за
висимости от f (а—меди, б—а-латуни). На основании кривых можно сделать вывод, что существует нек-рый интервал ί°, при которых размер зерна быстро достигает определенной для данной ί° величины, а затем остается постоянным при дальнейшем длительном выдерживании при этой t°. Изучение подобных кривых дает возможность установить те минимальные ί°, при которых достигается быстрый отжиг, и, с другой стороны, установить необходимый в условиях производства режим отжига, при к-ром качество прокатного металла будет наилуч-гаим. Очень важным фактором, влияющим на ход отжига, является степень предшествующего отжигу обжатия.Для некоторых металлов влияние обжатия сказывается очень резко. Так например, для меди обжатие в 71% дает отжиг скорее, чем при обжатии в 53%, в отношении 4:1. На основании ряда опытов установлено, что чем больше был наклеп металла, тем ниже темп-pa рекристаллизации, тем быстрее она совершается и тем меньше размеры вновь образующегося зерна. Так, α-латунь, прокатанная после отжига при 800° с обжатием в 4%, требует для перекристаллизации минимальной f в 650° и после 40%-ного обжатия всего 350° (Vi ч.). Т. о. программа отжига должен быть строго согласована с природой металла и характером предшествовавшей обработки. В условиях заводской работы составляется инструкционная карточка, в которой указывается длительность отжига в часах и 1° в печи в зависимости от веса отжигаемого металла и степени предшествовавшего отжигу обжатия. В табл. 32 дается образец в виде извлечения из такой инструкционной карточки одного из з-дов СССР.
Таблица 32,—3 а в и с и м о с т, ь отжига от веса и толщины изделия.
| Отжигаемый материал | Вес садки в килограммах | t°
муфеля по пирометру |
Длительность отжига в часах |
| Латунная лента: Свертки толщиной 3,20—3,80 миллиметров. Свертки толщиной 1,86—2,5 миллиметров. | 1 200—1400 | 690—710° | 11/2-2 |
| 950—1 400 | 690—710° | 11/4—13/4 | |
| Отдельные латунные листы 0,10 миллиметров и тоньше. | 2 300—2 500 | 670—680° | 4—41/2 i |
| Алюминиевая бронза (5%):
Свертки толщиной 3,5 миллиметров. |
700—900 | 720-750° | П/з-2 |
| Свертки толщиной 1,1—1,7 миллиметров. | 900—1 200 | 720—750° | 13/4—21/4 |
К числу вспомогательных процессов при П. цветных металлов относятся травление и шабровка.
Т равление. Почти все цветные металлы и их сплавы легко окисляются при отжиге, причем на их поверхности образуется слой окислов—о калина. Эта окалина, будучи минералогически тверже самого металла, может повредить его поверхность, будучи вдавлена в него в процессе П. Кроме того во время П. окалина может повредить шлифованную поверхность вв. Во избежание этих нежелательных явлений после каждого отжига окалину удаляют путем травления в 10%шом растворе серной кислоты (для меди и ее сплавов). Цинк, свинец и олово, не подвергающиеся отжигу при высоких t°, не нуждаются в травлении. Все операции, связанные с травлением, производятся на специальных травильных устройствах.
Шабровка. Для удаления с поверхности плен, засоров, пузырей, особенно явственно выделяющихся на поверхности прокатанных изделий после травления, производится ручная очистка шабровкой стальным скребком—шаберами и стальными проволочными щетками. В последнее время за границей для шабровки пользуются элек-трич. станками с гибким рукавом. На йонец гибкого вала станка насаживается фрез, с помощью которого и удаляются все пороки с поверхности металла. Для устранения глубоких дефектов иногда пользуются и пнев-матич. зубилами, с помощью которых производится вырубка дефектных мест с поверхно-
СТИ металла. С. Берман, И. Павлов, IV! Швейцер.
П. медных листов и лент ведется в настоящее время двумя способами. Первый способ состоит из нескольких П. в горячем состоянии и одной П. в холодном состоянии. Применяется он для производства топочных частей для паровозов (решетки, задние стенки и шинельные листы) и листов размерами 700x1 400 миллиметров; 1 000x2 000 миллиметров и 1 200х хЗ 600 миллиметров, толщиной до 1,5 миллиметров. Второй способ состоит из одной и более П. в горячем состоянии и нескольких последующих холодных П.; применяется он для производства тонких листов до 0,20 миллиметров толщины и лент толщиной до 0,10 миллиметров, при ширине для листов 600 — 700. миллиметров и лент до 300—600 миллиметров. Основное отличие обоих способов не только в количестве П. в холодном состоянии, но и в характере^применяе мого оборудования. При первом способе П. производится от начала до конца на листовых станах дуо, при втором—заготовка прокатывается на таких же станах, холодная П. ведется на ленточных дуо и многоввых станах, реверсивных и нереверсивных.
Топочные части и толстые листы прокатывают из плоских литых болванок весом 600—800 килограмм для толстых листов и до 5 тонн для топочных частей. Болванки до П. подвергаются строганию (обточке) или фрезеровке с целью получения хорошей поверхности листов, без плен, раковин и других пороков. Обработанная т. о. болванка перед П. нагревается в печи при t° 900°. Чтобы избежать перегрева меди и получения от этого трещин, необходимо не допускать нагрева болванок свыше 950°. Вместе с тем для предохранения прокатываемых листов от последствий «водородной болезни» (восстановление закиси меди водородом» печных газов) нагрев болванок ведут в нагревательной печи при нек-ром избытке воздуха, ни в коем случае не допуская восстановительного пламени. Нагретая болванка поступает на прокатный стан дуо, на к-ром прокатывается в несколько проходов с толщины 250—140 миллиметров до 35—50 миллиметров. Полученная толстая заготовка смазывается с обеих сторон 10%-ным раствором серной кислоты и поваренной соли и снова нагревается в печи. После нагрева толстая заготовка обмывается в баке с водой. Обмазка и «замочка» имеют целью очистить металл от окалины, что достигается настолько хорошо, что после этого отпадает надобность в травлении. После остывания заготовка подвергается тщательчому осмотру, причем в это время производится удаление всех плен и других пороков при помощи пневматических зубил. Дальнейшая обработка состоит из чередующихся в описанной выше последовательности нагревов, горячей П., травления, промывки и осмотра с удалением пороков. В зависимости от конечной толщины листа указанные операции повторяются 2—3 раза и заканчиваются при толщине заготовки на 1 — 2 миллиметров превышающей окончательную толщину листа. Затем следует П. в холодном состоянии на требуемую толщину. После этого производится обрезка листов на ножницах, отжиг, смазка и замочка,окончательный осмотр с подчисткой и браковкой; при производстве топочных частей обрезка поперечных кромок листов производится столярной пилой не полностью. Не полностью отрезанная кромка отжигается вместе с листом и из нее берутся образцы для механич. испытаний согласно технич. условиям. В зависимости от размеров прокатываемых топочных частей или толстых листов прокатка их производится на листовых дуо с диам. вв 650—1 100 миллиметров и длиною 2 000—4 200 миллиметров. В качестве примеров даем схемы технологич. процесса производства шинельного листа топки паровоза серии Э и листа 1,5 х 710 х 1410 миллиметров, принятой на Кольчугинском заводе. а) Ш и и е л ь н ы и лист. Болванка овистой меди (0,16—0,20% As) весом 2 600—2 700 килограмм, размером 250×1 150×1 150 mi. 1) Первая горячая II. в 8 проходов до толщины 85 миллиметров; поворот на 90° и П. (при том же нагреве) в 6 проходов на заготовку 50 х хЗ 000x2 300лш.2)Травление и отжиг.3)Просмотр и вырубка пороков пневматич. зубилами. 4) Вторая горячая П. в 11 проходов до толщины 17 миллиметров. 5) Травле ние и отжиг. 6) Просмотр и ручная шабровка. 7) Холодная П.до16 mi. 8) Обрезка кромок на гильотинных ножницах. 9) Разметка по чертежу. 1и) Вырезка пилами вручную. 11) Вырезка прямых мест на ножницах. 12) Просмотр и подшабровка. 13) Отжиг и травлевис. 14) Осмотр и браковка. Количество отходов при производстве таких листов 25—30% от веса болванки. б) Торговый лист 1,5x710x1410 миллиметров. Болванка 145×700×700 миллиметров, весом 632 килограмма. 1) Первая горячая П. в 4 прохода до толщины 78 миллиметров, поворот на 90° и П. в 10 проходов в заготовку 13 х 1 100 x 4 960 миллиметров. 2) Травление и отжиг. 3) Просмотр и вырубка пороков пневматич. зубилами. 4) Разрезка на ножпицах на 10 частей (карточек) размерами 13 x 1 100 x 470 миллиметров. 5) Вторая горячая II. каждой карточки в 9 проходов в заготовку 3,7×1 100×I 650 миллиметров. 6) Третья горячая II. в 2. листа в 4 прохода в заготовку 2,25×1 100 x2 710. 7) Разрезка на ножницах па 3 части (карточки) 2,25 х х 1 100×780аш.8)отжиг и травление. 9) Холодная прокатка по одному листу па 1,5 x780 x 1 650 миллиметров.
10) Обрезка ыа готовый размер: 1,5x710x1 410лш.
11) Отжиг и замочка. 12) Просмотр и браковка. В этом случае количество отходов составляет 38—40 % от веса болванки. Тонкие листы и ленты прокатываются из плоских литых болванок весом до 600 килограмм аналогично II. тонких латунных листов и лент.
П. латунных листов и лент. До 1921 г. в Германии, а в СССР до 1928 г., медно-цинковые сплавы (латуни) с содержанием меди выше 63,0% прокатывались в листы на обычных дуо из болванок толщиной ок. 35 миллиметров в холодном состоянии.
П. производилась по следующей примерной схеме: 1-я П. 34,7—32,0—30,2—28,8—26,8—25,4 миллиметров (5 проходов). Отжиг и травление. 2-я П. 25,4—23,1— 21,7—20,6—19,76—19,2-на» (5 проходов). Отжиг и травление. 3-я П. 19,2—17, 25—16,1—15,2—14,55— 14,05 миллиметров (5 проходов). Отжиг и травление. 4-я П. 14,05—12,25—11,15—10,30—9,55—8,95 миллиметров (5 проходов). Отжиг и травление. 5-я П. 8,95—7,85—6,95— 6,20—5,70 (4 прохода). Отжиг и травление. 6-я П. 5,70—5,3—4,95—4,7—4,62—4,57 (5 проходов). Отжиг и травление. 7-я П. 4,57—4,40—3,75—3,4—3,10 (4 прохода). Отжиг и травление. Всего 33 прохода.
Такая прокатка представляла собой весьма длительный процесс, при котором оборудование прокатных цехов (прокатные станы, печи для отжига и травильные устройства) и рабочая сила задалживались на длительный период времени. Переход к горячей П. богатых медью медно-цинковых сплавов (65—70% Си) стал возможен в результате изучения влияния примесей, в частности свинца, на условия горячей П. Рядом исследований было установлено, что при таком высоком содержании меди в сплаве он при остывании проходит через несколько фаз сложного состава, состоящих из кристаллов α+β, затем а. Было установлено, что свинец в латуни а растворяется в ничтожных количествах—всего 0,02%, в то время как в латуни β растворимость свинца доходит до 3%. Поэтому при переходе из фазы β в фазу а, при высокой f свинец выпадает из раствора, располагаясь между кристаллами латуни, вследствие чего при П. при температурах, лежащих выше точки плавления свинца, такая латунь разваливалась и П. ее становилась невозможной. Приготовление латуни, содержащей 65—· 70% Си, из чистых металлов, не содержащих почти примесей, например из электролитич. меди и цинка, дало возможность перейти к горячей П. таких латунных сплавов. В настоящее время П. тонких латунных и мун-цевых листов и латунных лент состоит из одной горячей П., в течение которой болванка с толщины 70—100 миллиметров прокатывается с одного нагрева до толщины 3,5—5—7 миллиметров, а затем при посредстве одной или нескольких П. в холодном состоянии доводится до требуемой толщины. Существуют два метода производства латунных листов. По пер вому методу полученная после горячей П. заготовка латуни (или мунца) в виде длинной полосы разрезается на части (карточки), которые после отжига или без него (в зависимости от f конца П.) прокатываются в холодном состоянии. Процесс такой П. состоит из чередующихся П. в холодном состоянии с последующим отжигом и травлением, после обжатий в пределах 55—60%. Т. к. при П. на листовых дуо-станах концы листов могут получать трещины и иметь неравномерную толщину, то перед каждой следующей холодной П. концы листов обрезаются. В некоторых случаях при глубоких трещинах обрезаются и кромки листов. Примерная схема технологического процесса прокатки латунного или мунцевого листа 2x710x1 420 миллиметров.
1) Болванка 68 мльх 620 x840 миллиметров весом 270 килограмм раскатывается за 7 проходов до толщины 4,8 миллиметров на стане трио. 2) Полученная полоса разрезается на карточки длиною 640 миллиметров. 3) П. карточки с 4,8 миллиметров на 3,45 миллиметров в 4. прохода по схеме 4,8—4,1—3,6—3,5—3,45 миллиметров. 4) Отжиг и травление. 5) Шабровка. 6) П. с 3,45 миллиметров до 2,46 миллиметров в 4 прохода и в складку по 2 листа. 7)Отжигитравление. 8)П. с 2,46 на 2,0 миллиметров в 4 прохода в складку по 2 листа. 9) Обрезка кромок и торцов. 10) Отжиг итравление. 11)Прокладка на лиетоправке.
12) Сортировка. По данным з-дов СССР выход годного при П. листовой торговой латуни в среднем ~71,0%, причем отходов получается ~28% и. брака ~1%.
Вторым методом П. латунных листов является ленточный метод П. При работе по этому методу горячая П. ведется так же, как и по первому методу. Прокатанная заготовка в виде длинной полосы толщиною в 3,5—7 миллиметров, в отличие от первого метода, не разрезается на карточки, а раскатывается в холодном состоянии в виде длинной ленты. Каждая холодная П. с обжатием в 55—60% сопровождается отжигом и травлением, причем перед каждой следующей П. происходит обрезка концов длинной полосы (ленты). Прокатанная на заданный размер лента в целях получения листов правится на комбинированном правильном станке с ножницами и при этом разрезается на заданную длину листа. Т. о. при этом методе работы обрезается не каждый лист в отдельности, а концы и кромки у всей ленты, в результате чего для всех полученных из одной ленты листов сумма обрезков будет значительно меньше, чем при первом способе. Кроме того П. лент в настоящее время ведется на особо точных ленточных станах I (многоввых), в силу чего точность по толщине листов; полученных ленточной П., значительно выше листов, полученных по первому методу на обычных листовых дуо. П. ленточным способом имеет еще и то преимущество, что в этом случае прокатывается длинная лента, вследствие чего коэф. использования станов значительно превышает таковой при листовой П. В настоящее время при П. листов по ленточному методу получаются листы шириной в 600 миллиметров и толщиной 0,2—2,5 миллиметров, ширина в 600 миллиметров является предельной при П. лент. П. листов толще 2,5 миллиметров по этому способу затруднительна вследствие трудности свертывания в рулоны толстых полос с помощью наматывающих приспособлений у ленточных станов. Листы тоньше 0,2 миллиметров м. б. прокатаны не шире 300 миллиметров, т. к. П. лент тоньше 0,2 миллиметров, шириной 600 миллиметров на существующих ныне станах затруднительна. Приводимая ниже схема технологического процесса ил-τ’. Э. τη. XVIII.
люстрирует метод ленточной прокатки листов 0,60 миллиметров, шириной 600 миллиметров. Размер болванки 90×610 х 1 240 миллиметров, вес ее 580 килограмм.
1) Нагрев болванки. 2) Горячая П. на стане трио в 9 проходов в полосу 6 миллиметров толщины. 3) Обрезка концов полосы. 4) Травление, промывка и сушка. 5) 1-я П. в холодном состоянии в 3 прохода до 3 миллиметров по схеме: 6—4,5—3,6—3 с свертыванием полосы в рулон.6) Отжиг в печи для отжига рулонов. 7) 2-я холодная ГГ. с 3 на 1,3 миллиметров в 3 прохода со сверткой в рулон. 8) Отжиг в печи для отжига рулонов. 9) Травление. 10) Шабровка. 11) 3-я холодная П. с 1,3 до 0,61 в 2 прохода. 12) Обрезка кромок. 13) Отжиг в протяжной печи.
14) Травление. 15) Отделка и калибровка на стане дуо. 16) Обрезка концов. 17) Браковка в ленте. 18) Правка и разрезка на листы. Из одной болванки получается в среднем 110 листов 0,60x600x1 500 миллиметров. Количество отходов составляет 16% от веса болванки.
П. латунных лент отличается от П. листов ленточным способом только тем, что из технологического процесса исключается операция правки и разрезки на листы, и взамен этого прокатанная лента подвергается перемотке в плотно свернутый рулон. П. тонких медных листов (2,5—0,2 миллиметров) и лент отличается от П. латунных листов и лент величиной обжатий между отдельными отжигами, достигающих 75%, и тем, что ленты могут отжигаться, не подвергаясь окислению (светлый отжиг), после которого вместо травления производится чистка лент на щеточных машинах. В качестве примера приводим схему П.медныхлент толщиной0,2 миллиметров, шириною 600 миллиметров.
Размер болванки 90x 610x 1 240 миллиметров. Вес 606 килограмм. Наименование операции: 1) Нагрев перед П. 2) Горячая П. на стане трио с 90 до 6 миллиметров. 3) Обрезка концов полосы и свертка в рулон. 4) Замочка, травление, промывка и сушка. 5) 1-я холодная П. с 6 до 2 миллиметров в 3 прохода, с последующей сверткой в рулоны. 6) Отжиг полос, свернутых в рулоны. 7) Замочка, травление, промывка и сушка. 8) Шабровка. 9) 2-я холодная П. с 2 до 0,5 миллиметров в 3 прохода. 10) Отжиг в печи для светлого отжига. 11) 3-я холодная П. с 0,5 до 0,21 миллиметров в 3 прохода. 12) Обрезка кромок. 13) Светлый отжиг. 14) Чистка ленты на щеточной машине.
15) Отделка и калибровка на стане дуо. 16) Обрезка двух концов. 17) Браковка и подчистка. 18) Перемотка в туго свернутый рулон. Отходы от веса болванок составляют в среднем 14%. Производство лент алюминиевой бронзы происходит в общем по схеме производства латунных лент.
Производство мельхиоровых листов и лент. Производство пульного мельхиора (80% Си и 20% Ni) в СССР и за границей ведется горячим способом. За границей для этой цели употребляют болванки весом 54 килограмма, размером 50 х 250 х 500 миллиметров, которые в горячем состоянии при 1 000° раскатываются в полосы 3-мм толщины. После отжига при 800°, травления и чистки эти полосы раскатываются в холодном состоянии на станах для П. лент. Торговый мельхиор (-65% Си, -20% Zn и -15% Ni) прокатывается в холодном состоянии. Болванка весом в 45 килограмм, размером 48х215х Х435 миллиметров при первой холодной П. в 9 пропусков прокатывается до 22 миллиметров. Раскатанная полоса подвергается при 700° отжигу, затем травлению, промывке и сушке. При следующей холодной П. она за 5”пропусков раскатывается до толщины 10 миллиметров. Затем снова отжигается, травится и промывается. Такой процесс холодной П. повторяется до получения нужной толщины листа, причем после каждого процесса травления и сушки производится осмотр листа и удаление замеченных пороков. Для получения возможно более чистой поверхности отжиг готовых листов производится в муфельных печах или в герметически ^ закрытых ящиках с замазанными глиной крышками.
5
П. никеля в чистом виде в СССР производится почти исключительно для изготовления никелевых анодов. Болванка весом в 50 килограмм раскатывается в горячем состоянии при t° 1 100° до толщины 4 миллиметров. Раскатанные полосы разрезаются на листовую заготовку (карточки) на гильотинных ножницах. В дальнейшем П. идет вхолодную на листовых станах до требуемой толщины с промежуточными отжигами применительно к схеме для латунных листов.
П. цинковых листов размером 1 000 х 2 000 миллиметров производится из слитков весом 52 килограмма, толщиной ок. 25 миллиметров. Употребляются также болванки размером 45 х 500 х х500 миллиметров весом 45 килограмм. Горячая П. ведется при f ок. 150°, с 25 до 7 миллиметров в 3—5 проходов. После этого заготовка режется на карточки. При этом работа организована так, что все дальнейшие операции идут без отжига до любой толщины. Дальнейшая прокатка ведется пачками. Число еще достаточно горячих листов в пачке зависит от конечной толщины листов, как указано ниже:
Толщина Количество Толщина Количество
| листа | ЛИСТОВ | листа | дистов |
| в миллиметров | в пачке | в миллиметров | в пачке |
| 3,5 | 2 | 0,95 | 8 |
| 2,68 | 2 | 0,82 | 9 |
| 2,50 | 2 | 0,74 | 10 |
| 2,32 | 2 | 0,66 | 12 |
| 2.14 | 2 | 0,58 | 14 |
| 1.96 | 3 | 0,50 | 16 |
| 1.78 | 4 | 0,45 | 18 |
| 1.60 | 5 | 0,40 | 20 |
| 1.34 | 6 | 0,35 | 22 |
| 1,12 [ П. | 7
ТОНКИХ листов, |
начиная | С 0,5 ММ, |
пачка закрывается двумя длинными листами, которые предохраняют листы от боковых заусенцев, т. к. последние отваливаются при П. и могут закататься в поверхность листов. Раскатанные в горячем состоянии слитки в полоеы 3—5—7 миллиметров м. б. прокатаны также в ленты на реверсивных ленточных станах, причем в этом случае раскатанная на заготовительном стане полоса на карточки не разрезается.
Производство алюминиевых листов и лент в СССР и Зап. Европе ведется из слитков весом 25—420 килограмм следующих размеров:
| щина, | Ширина, | Длина, | Вес, |
| мм | мм | мм | кг |
| 50 | 300 | 600 | 25 |
| 75 | 400 | 600 | 50 |
| 85 | 400 | 850 | 80 |
| • 85 | 500 | 850 | 100 |
| 120 | 500 | 800 | 120 |
Такие слитки прокатываются в горячем состоянии при 450° с начальной толщины до толщины 4—7 миллиметров. Последующая холодная П. производится применительно к вышеприведенным схемам для латунных листов и лент, но с гораздо ббльшими обжатиями (до 80%) между отжигами, чем это допускается для латуни. Промежуточный отжиг не сопровождается травлением (как при латуни) и лишь в исключительных случаях при требованиях на изделия особо высокого качества производится в растворе едкого натра и поваренной соли с последующей нейтрализацией и промывкой. В Америке в настоящее время прокатываются алюминиевые листы из слитков гораздо больших размеров, вес которых доходит до 1,4 ж. Такие слитки прокатываются в горячем состоя нии в заготовки для листов толщиною 25— 60 миллиметров с размерами 1 600—2 000 миллиметров по ширине и максимальной длиной 5 480 миллиметров. При этой толщине заготовка подвергается осмотру и вырубке дефективных мест, снова нагревается и прокатывается в горячем состоянии до толщины 6—10 миллиметров. Дальнейшая холодная П. производится так же, как и для малых слитков.
Производстволистов и лент из легких сплавов алюминия типа дуралюмина ведется из слитков весом 35—120 килограмм. Технологич. процесс П. подобен процессу П. алюминия со следующим отличием: 1) горячая П. слитка до толщины 6 миллиметров ведется не с одного, а с двух нагревов. Первая горячая П. производится с начальной толщины слитка до 20—30 миллиметров при ί°~450°, а вторая—горячая П.—с этой толщины до толщины 6 миллиметров при той же ί°; 2)впромежуткемеж-ду первой и второй горячей П. производится сплошная шабровка заготовки на специальных станках с обеих сторон; 3) после
2-й горячей П. и обрезки кромок перед первой холодной П. заготовка отжигается при t° 450°, затем снова просматривается и зачищается вручную; 4) отделочная холодная П. производится с промежуточным отжигом или без него, смотря по толщине готового· листа или ленты. Допускаемые обжатия между промежуточными отжигами достигают 75%; 5) для придания надлежащих механич. качеств листы и ленты после холодной П. подвергаются закалке с последующим старением (смотрите Дуралюмин). Дуралюминовые листы и ленты потребляются не только в гладком виде, но и гофрированные. Операция гофрирования производится в течение первых часов после закалки. В виду высоких требований, предъявляемых к дуралюминовым листам и лентам, производство их является довольно сложным и сопряжено со значительными отходами. Средний выход годного продукта от веса болванки 40—50%. В последнее время в целях борьбы с коррозией дуралюмина листы и ленты из дуралюмина производятся покрытыми тонким слоем чистого алюминия, составляющего 3—5% от толщины листа с каждой стороны его. Такой плакированный дуралюмин носит название алкледа и обладает очень высокой устойчивостью против коррозии. П. алкледа в горячем состоянии с первоначальной толщины до 6 миллиметров м. б. произведена с одного нагрева, при этом промежуточная сплошная шабровка, обязательная для дуралюмина, отпадает. Холодная П. и все последующие операции те яге, что и для дуралюмина. Выход годного при производстве листов и лент из алкледа на 5—7% выше, чем для дуралюмина.
Производство рольного свинца ведется из слитков весом до 10 ж, в зависимости от требующейся ширины и длины ролей. Отлитому слитку дают охладиться до 150°, после чего его прокатывают до толщины 25—50 миллиметров. В этой толщине заготовка на круглых ножницах разрезается на части. Нарезанная часть заготовки прокатывается затем на реверсивном стане до заданной толщины, после чего производится обрезка кромок и свертка в рулоны. Производство листового олова шириной до 1 500 миллиметров и толщиной 6 миллиметров ведется из слитков раз-
мерой 50x300x800 миллиметров. Отлитый слиток Остывает до 70° и йрокатывается аналогично свинцовому. Производство фольги. Тонкие листы из свинца, олова и алюминия толщиною 0,014-0,007 миллиметров носят название фольги. Оловянная и свинцовая фольга прокатываются из заготовок соответствующей толщины, зависящей от толщины готового продукта. По мере П. и уменьшения толщины листа последний перегибается, складывается вдвое, прокатывается, затем складывается вчетверо и т. д. до получения заданной толщины. Перед складыванием пакета листы, во избежание слипания при дальнейшей П., смазываются специальной смазкой, имеющей в своей основе для олова воск, канифоль, мыло и прочие После П. весь пакет кругом обрезается и листы разбираются. Алюминиевая фольга производится в СССР способом, аналогичным описанному выше, но с промежуточными отжигами. За границей алюминиевая фольга производится ленточной П. в рулонах. Исходной заготовкой служит алюминиевая лента толщиной 0,5 миллиметров и шириной 350—400 миллиметров, прокатываемая до 0,1 миллиметров на ленточных станах. В отличие от обычной ленточной П. намотка ленты здесь производится не на барабан, а на специальные бобины, вместе с к-рыми рулон снимается с намоточного барабана и отжигается. Перед отжигом лента подвергается промывке бензином для удаления смазки, употребляемой при П. Отожженные ленты (толщиной 0,1 и) прокатываются до нужной толщины на специальных станах для П. фольги в две или четыре ленты сразу.
Производство проволоки. В настоящее время проволочная заготовка диам.
6—7 миллиметров получается П. на проволочных станах только из меди, алюминия и дуралюми-па. Медные слитки для прокатки (вайер-барсы) с нижним основанием 85x110 миллиметров, верхним 95x110 миллиметров, длиной 1,35 метров и весом 85—120 килограмм прокатываются с одного нагрева в заготовку для волочения в виде круглой проволоки диам. 6,5—7 миллиметров. Нек-рые з-ды за границей еще до сих пор ведут П. в 18—20 пропусков. На новейших з-дах число пропусков сокращено до 14. В СССР з-ды Севкабель в Ленинграде и Электропровод в Москве также перешли на II. медной проволоки 0 6,5 миллиметров в 14 пропусков Алюминиевые слитки для П. на проволоку согласно ОСТ 3588 имеют следующие размеры и вес:
| Толщина, | Ширина, | Длина, | Вес, |
| мм | мм | мм | кг |
| 100 | 100 | 1 100 | 30 |
| 100 | 100 | 1 500 | 40 |
| по | 110 | 1 500 | 50 |
| 120 | 120 | 1 500 | 60 |
Они прокатываются в горячем состоянии (450°) с одного нагрева в заготовку для волочения в виде круглой проволоки 0 8—9 мл1 в 14—18 пропусков. П. алюминиевой проволоки производится на тех же проволочных станах, на которых ведется П. меди. Методы П. медной и алюминиевой проволоки (чередование калибров квадрат и овал) не отличаются от принятых при П. стальной проволоки. Проволочная заготовка из латуни, фосфористой бронзы, мельхиора, нпкелина и других сплавов еще до сих пор в СССР производится след, обр.: литая плоская болванка в виде круга диам. ~350 миллиметров и толщиной ~35—40 миллиметров прокатывается или в горячем состоянии" (латунь и мунц) или в холодном состоянии с промежуточными отжигами (мельхиор и другие сплавы) на диам. 800 миллиметров до толщины 6—7 миллиметров. Полученная т. о. заготовка (блинчик) на специальных ножницах разрезается в квадратную заготовку, наматываемую на барабан. После этого полученная квадратная заготовка прокатывается в холодном состоянии на стане со специальными калибрами с целью закругления острых кромок и получения эллиптич. сечения. Далее заготовка поступает на волочильные станки. В настоящее время за границей этот способ вследствие малого % выхода годного и нерентабельности оставлен и заменен способом получения заготовки для проволоки путем прессования на гидравлич. прессах. На последний метод намечен переход и з-дов СССР при их реконструкции.
Производство труб из цветных металлов— см. Трубы. Профили цветных металлов производятся не П., а прессованием на гидравлич. прессах. Лишь в 1930 г. в Америке на заводе Массена в штате Нью Иорк установлены прокатные станы (блуминги и сортовые станы), на которых прокатываются из алюминия и дурадюмина строительные профили след, размеров: корабельные швеллеры до 250 миллиметров, угольники 150 х 100 миллиметров, зеты 100 миллиметров, а также круглые с диам. 90— 200 ММ. С. Берман, М. Швейцер.
Оборудование для горячей П. цветных металлов. 1. Оборудование для горячей П. полосовой заготовки. В связи с введением горячей П. латуни, для этой цели на старых, раньше работавших з-дах до сих пор еще используются старые дуо-станы, служившие раньше для холодной П.; при установке нового оборудования специально для горячей прокатки в настоящее время применяют исключительно трио-станы следующих четырех типов: 1) системы собственно Лаута (смотрите выше конструкции станов); 2) видоизмененной системы Лаута (фигура 137), отличающейся отпер-вой тем,что для облегчения условий захвата прокатываемого металла средний валок
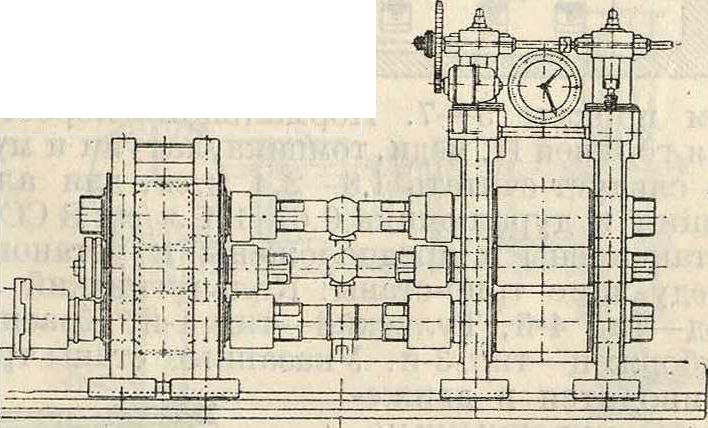
Фигура 137.
сделан приводным; 3) видоизмененной системы Лаута, отличающейся от первой тем, что все три валка рабочей клети имеют одинаковый диаметр; 4) системы обычного трио с тремя валками равного диаметра (фигура 138), приводимыми во вращение от шестеренной клети; в этой системе верхний и нижний валки подъемные, а средний неподъемный. Установка верхнего и нижнего вв производится с помощью специатъ-ных устройств. Производительность станов
*5
трио для горячей П. зависит от следующих факторов: а) рода прокатываемого материала (латунь, красная медь, алюминий, дура-люмин и прочие); б) начальной и конечной тол
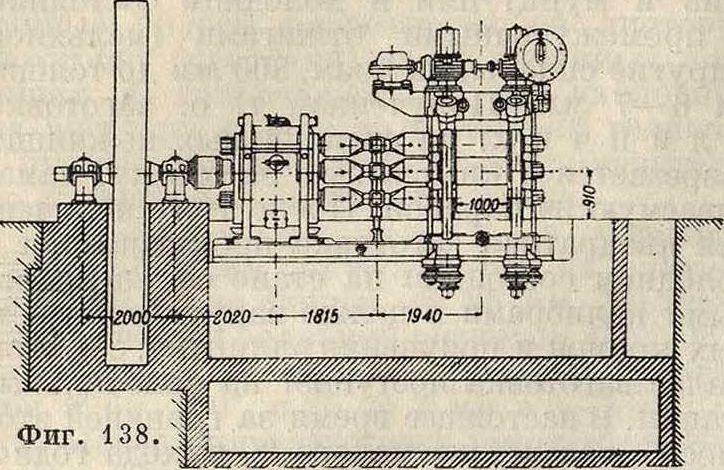
щины прокатываемого металла; в) скорости и режима П. Обычные размеры болванок, прокатываемых в горячем состоянии на станах трио и предназначенных для производства лент и листов, таковы: а) для красной меди, томпака, латуни и мунца вес .70— 600 килограмм при начальной толщине болванок 70—100 миллиметров. На стане трио такие болванки раскатываются в 7—9—11 пропусков в полосы толщиной 3,5—7 миллиметров при обычной ширине 620—630 миллиметров; б) для алюминия и дур-алюмина вес 30—120 килограмм при начальной толщине 45—90 миллиметров. Конечная толщина дуралю-миновых полос (после двух горячих прокатов) 4—6 миллиметров при обычной ширине 500— 750 миллиметров. Число пропусков в каждом горя
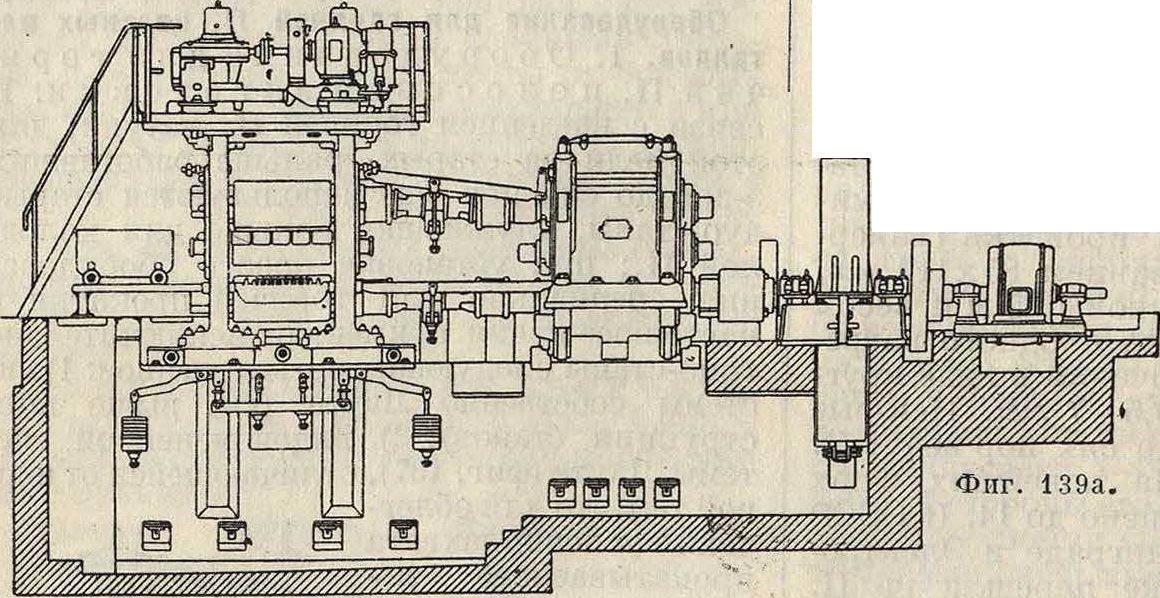
чем прокате 5—7. Нормальной скоростью для горячей П. меди, томпака, латуни и мунца следует считать 1,8—2,4 м/ск; для алюминия и дуралюмина 0,6—1,1 м/ск. В СССР установлены и предположены к установке следующие трио-станы: Кольчугинский завод—тип 4-й, Тульский—тип 1-й, Красный выборжец—тип 3-й. Указанные станы трио приводятся в движение асинхронными моторами или моторами постоянного токамощ-ностыо 400—1 250 IP в зависимости от прокатываемого сплава.
Выбор системы мотора производится в зависимости отданных условий, причем для случая установки трехфазного мотора учитывается необходимость иметь для регулирования специальные устройства (сист. Кремера или Шербиуса), т. к. регулировка оборотов мотора путем включения сопротивления в ротор для данных, сравнительно больших мощностей является уже менее выгодной. Привод от моторак стану в последнее время осуществляютчерез редуктор (фигура 139а и 1396, стан трио Лаута), а не ременный, причем благодаря большой точности в изготовлении всего редуктора полагают возможным помещать маховик не между шестеренной клетью и редуктором, а на оси мотора. При этом расположении маховика последний получает меньшие размеры и вес, но зато редуктор не предохранен от всехударов, возникающих при П. При большом снижении числа оборотов от мотора к стану, неосуществимом одной парой шестерен, применяют редуктор с двумя парами шестерен, причем располагают половинки (по ширине) больших шестерен симметрично по обе стороны от малых шестерен (фигура 140). При необходимости иметь несколько различных скоростей П. (например 1,1 м/ск для алюминия-и 2,4 м/ск для латуни) в одном стане, ставят или сложный редуктор (5—6 сцеплений), или асинхронный электромотор с переключением полюсов, или же два мотора с рас-цепными муфтами. Передача от шестеренной клети к валкам осуществляется шарнирными шпинделями с бронзовыми щеками, дающими несравненно более плавный ход, чем обычные соединительные шпиндели. Клеть трио-стана имеет валки размером 0 500—650 миллиметров и 900—1 500 миллиметров длины, причем для П. слитков весом 300 килограмм вполне достаточно иметь валки 550 х 1 000 миллиметров, тогда как для П. 600-ка слитков более подходит размер вв 650x1 500 миллиметров. Валки применяются из серого чугуна с закаленной рабочей поверхностью. Глубина закалки берется 20—25 миллиметров, причем во время работы обильно поливают подогретой водой с тем расчетом, чтобы валки оставались чуть теплыми. Для смены вв применяют специальные устройства из вдвигаег мых в клеть вдоль оси вв полозьев и рамы на колесах, въезжающей по полозьям в клеть; на эту подвижную раму кладется или к” ней подвешивается сменяемый валок, кото-рый^затем свободно выкатывается наружу по полозьям. Трио-стан: с верхним и нижним подъемными валками имеет
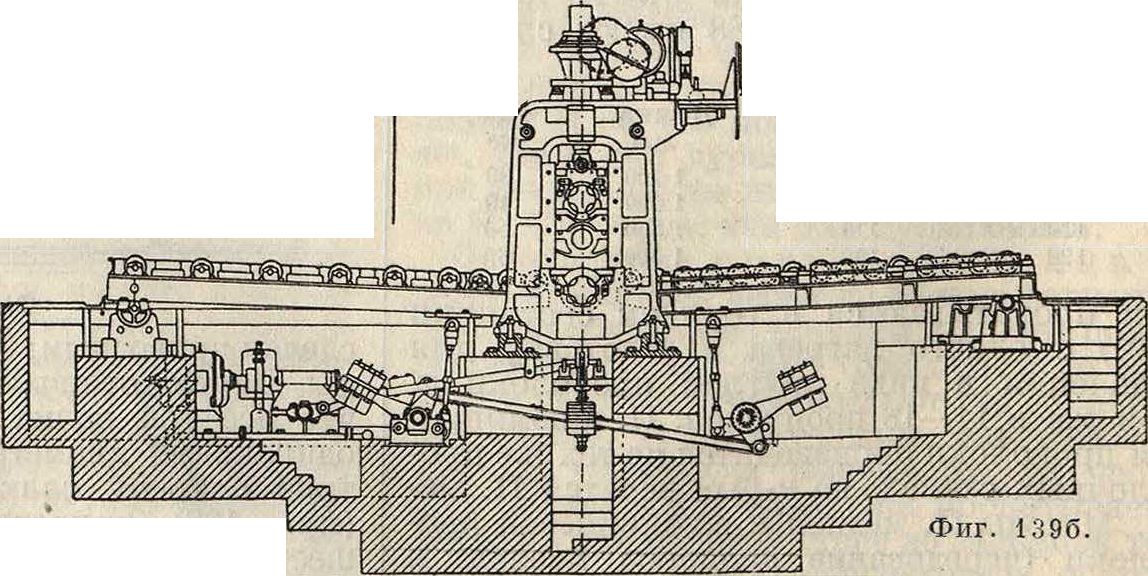
нижнее нажимное устройство, действующее от верхнего нажимного устройства через вертикальный передаточный вал. На вертикальном валу, как и на горизонтальном, соединяю-
щем правый и левый нажимные винты, имеются муфты, позволяющие регулировать положение вв. Оба нажимные устройства имеют один общий для верхнего и нижнего вв указатель-циферблат. В трио-станах с средним неподъемным вм последний также имеет нажимные винты, проходящие под углом через станины. Движение нажимным винтам в трио-станах любого типа сообщается передачей от специального электромотора. По обе стороны стана имеются столы с роликами общей длиной, доходящей до 30 Л1 по ту и другую сторону. Передняя часть стола подымается и опускается с помощью механизма, помещающегося под столами. Движение—подъем столов—сообщается электромотором при помощи червячной или шестеренной передачи. Величина подъема столов автоматически регулируется с помощью передвижных контактов, устанавливающихся на том или ином расстоянии, в зависимости от положения вв стана, посредством механич. связи с нажимным устройством стана. На всем протяжении столы имеют приводные реверсивные ролики, вращающиеся от электромотора при помощи конич. или цепной передачи. В начале переднего стола имеется щеточная машина, очищающая стальными щетками верх и низ слитков от окислов перед П. У
конца заднего стола находятся гильотинные ножницы для обрезки концов раскатанных полос и для разрезания полос на карточки определенной длины в том случае, если холоди, прокатка ведется не ленточным, а листовым способом.За ножницами в самом конце стола помещается специальное приспособление (фигура 141), которое служит для свертывания прокатанных полос в рулоны в случае дальнейшей обработки их ленточ ным способом. В новейших станах кроме основного заднего стола устраивают еще дополнительный задний стол, параллельный первому. На дополнительный стол полосы передаются шлепперами, с одновременным переворачиванием их на 180° для возможности осмотра нижней поверхности полосы. Вспомогательные механизмы (ножницы, моталка), а кроме того еще и баки для замачивания полос после горячей П. и травильные баки (с раствором серной кислоты) располагаются Ly того или другого стола" в зависимости от принятой схемы производства. Для нагрева слитков перед горячей П. перпендикулярно или параллельно с передним столом располагают методическ. печи. Если стан предназначается для П. одного сорта слитков (наир, латуни или алюминия), то ограничиваются установкой одной печи, при П. на одном стане и меди и алюминия для последнего устанавливается или отдельная печь (предпочтительно), имеющая муфель, или электрич. печь сопротивления. Печи в новых установках исключительно методические, снабжаются рекуператорами, имеют полугазовую угольную топку, а чаще всего работают на газе или на нефти (реже). Длина печей 10 метров .и выше (печь к трио-стану Кольчугинского завода имеет длину 12,8 м, работает на нефти и имеет чугунные трубчатые рекуператоры). Передвижение слитков в методич. печи осуществляется толкателем, действующим от электромотора; из печи слитки берутся специальным краном легкого типа. Ширина печи, занятая слитками, 1 ж. Расход топлива на нагрев латунных слитков в этих печах, считая на нефть, 2,8—3% от веса слитков.
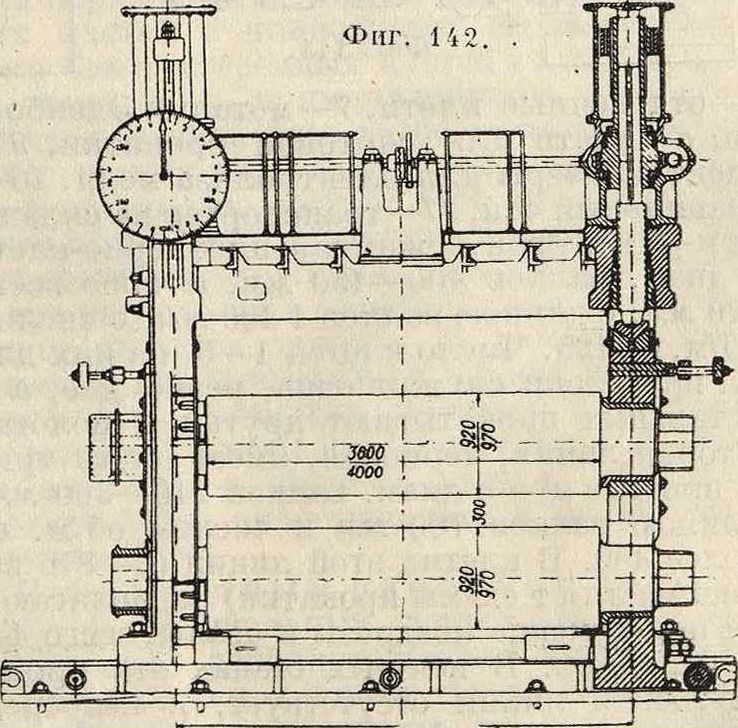
Для горячей П. крупных слитков, весом свыше 1 то, в частности для П. медных топочных листов (весом до 3,5—5 то), а также
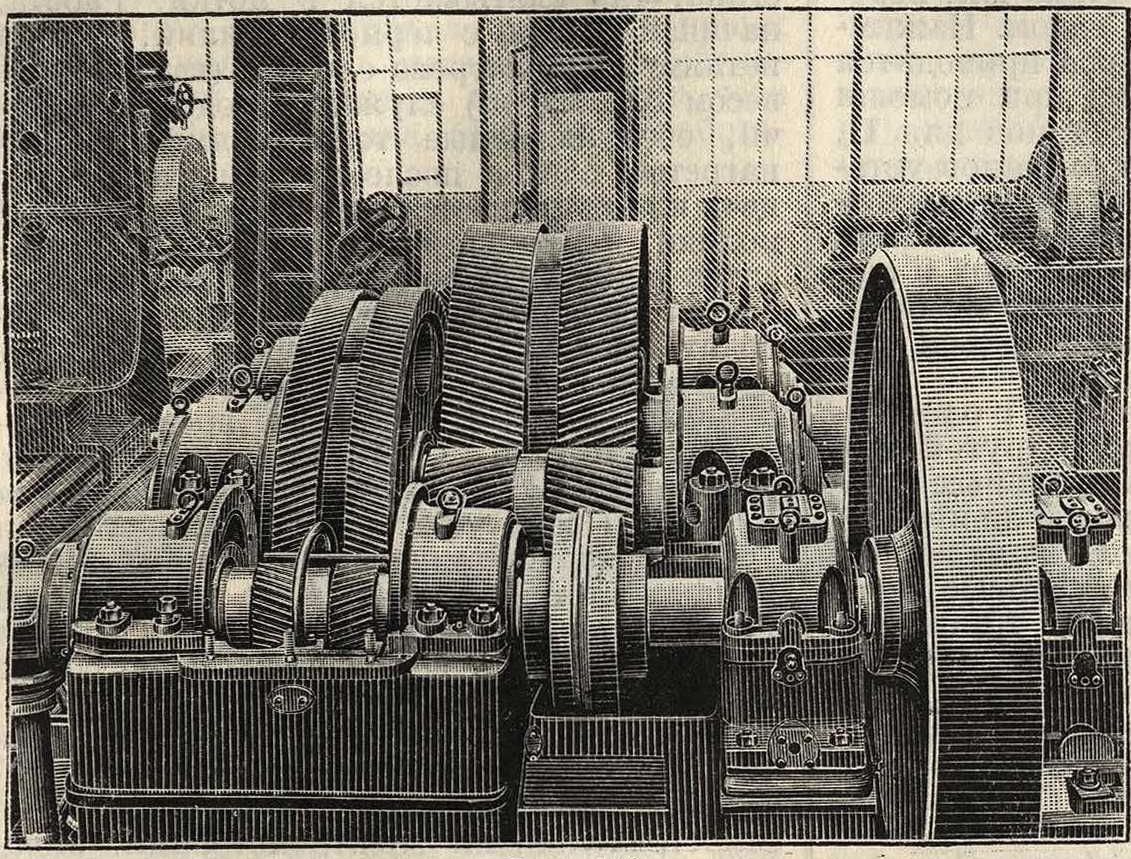
Фигура 140.
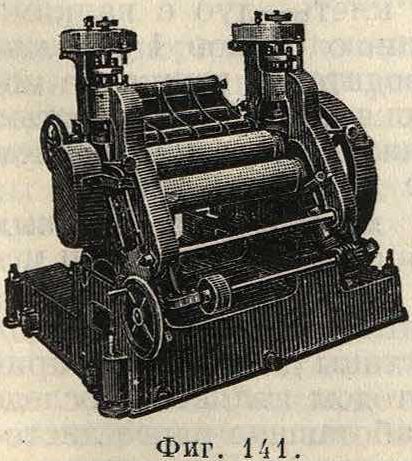
для П. полосовой заготовки для листовой П., служат или дуо-реверсивные станы с валками до 1 000 х 4 000 миллиметров (фигура 142, завода «Красный выборжец>, мощность мотора 700 1Р. 30 об/м., окружная скорость вв 1,56 Mjm:) или простые с подъемными столами по обе стороны стана для передачи металла через верхний валок. Нажимное устройство у таких станов приводится в действие от электромотора при помощи червячной передачи. Кроме станов для П. в складку и крупных дуо-станов устанавливаются также станы и промежуточных мощностей для прокатки более легких слитков или для черновой П. толстых и широких листов из толстой заготовки с больших станов упомянутого типа. Подъем столов у этих станов механизирован.
Оборудование для П.проволо-к и. П. медной, алюминиевой и другой проволоки производится в специальных проволочных станах, однотипных с применяемыми для П. железной проволоки, .за исключением непрерывных станов, которые здесь распространения не получили. Калибровка вв совпадает с таковой же для железной проволоки (овал-квадрат, фигура 143).
3 4 5 в 7 8 9 Ю It 1313 14
<ф> <±>- 4* -f f- - - -
7 7" 11
Фигура 143.
Наиболее часто проволочные станы располагают в три линии (фигура 144, где 1—методическая печь, 2—моторы, 3—маховики,
4—обжимная клеть, 5—черновая клеть,
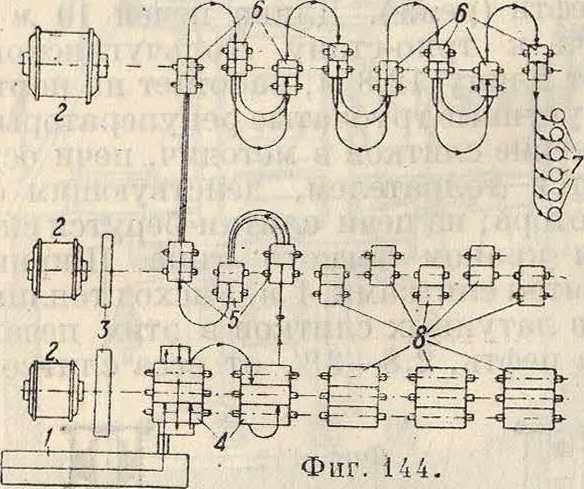
6—отделочные клети, 7—моталки Эдепбор-на, 8— клети для сортовой прокатки, 9— электролизеры для электролиза меди, 10— травильный чан, И—транспортер на склад), из которых первая, обжимная, имеет трио-клеть с диам. вв 400—450 миллиметров, а чаще всего 420 миллиметров, с длиною вв 1 400 миллиметров, с числом об/м. до 125. Число клетей 1—5, из них для ГГ. проволоки служит одна, редко две, а в остальных прокатывают прутки и полосы. Вторая линия, черновая, имеет клети трио и простые дуо с диам. вв 240—300 миллиметров, длиною вв 700 миллиметров и числом об/м. не более 400. В клетях этой линии (3—8 в зависимости от схемы прокатки) располагаются попеременно квадраты и овалы, всего 4— 8 калибров. В нек-рых станах эта промежуточная линия отсутствует, и непосредственно с обжимной линии металл переходит в отделочную линию клетей (стан Коль-чугинского з-да). Отделочная линия имеет клети дуо с валками 0 250—270 миллиметров, дли ною до 700 миллиметров и до 500 об/м. Здесь расположены калибры квадрат-овал и последний калибр—круг,всего обычно 5—9 пропусков. Из последнего ручья проволока автоматически попадает на моталки, расположенные непосредственно вблизи отделочной линии стана, где сматывается в мотки. Работа., начиная обычно с черновой линии, ведётся петлями. Для нагрева слитков (вайербарсов весом 85—120 килограмм) служат методические печи, обслуживаемые толкателями, причем нагретый слиток после прохождения через печь или скатывается от печи и попадает на ролики, подающие его в валки, или подвозится от печи на ручной тележке, или подается клещами на подвесном пути. Производительность наших меднопр окатных станов до недавнего времени не превосходила 25 тонн в 8-час. смену. В настоящее время проволочные станы в СССР реконструируются с доведением их производительности до 80 тонн в смену (Кольчугинский з-д, Севкабель и др.). Производительность некоторых заграничных станов достигает 20 т/ч катаной медной проволоки диаметром 6,5 миллиметров. Привод у большинства действующих станов общий от одного мотора, причем передача совершается канатами, ремнями, редко стальной лентой. В новейших станах, напротив, предпочитают снабжать отдельные линии стана самостоятельными электромоторами. Мощность электромоторов в последнем случае 600—750 ГР для каждой линии, в первом же случае 850—1 000 ГР и выше.
Оборудование для П.фасонных профилей из алюминия и его легких сплавов установлено лишь на заводе Американской алюминиевой компании в США и состоит из блуминга и сортового стана. Блуминг имеет валки с 0 966 миллиметров и длиной бочков 2 130 миллиметров; число об/м. его до 150, электромотор мощностью 5 000 ГР. Мотор стана—реверсивный, постоянного тока, соединен непосредственно с валками стана и питается током от мотор-генератор-ной группы Ильгнера. Во время работы валки стана поливаются минеральным маслом, предназначаемым скорее для смазки, чем для охлаждения. Заготовка с блуминга подается рольгангом (смотрите) к гидравлич. поясницам для разрезки, после чего отдельные части заготовки поступают в нагревательную печь балочного стана. Печь эта нефтяная, конвейерного типа. Балочный стан имеет 4 клети, из которых первые три—трио с валками диам. 600 миллиметров и длиной бочков
1 500 миллиметров, последняя клеть—дуо с валками диам. 660 миллиметров и длиною бочков 1 220 миллиметров. Балочный стан приводится в движение мотором постоянного тока в 600 V, мощностью
2 000 ГР, с регулировкой скоростей, причем валки стана делают до 100 об/м.
Оборудование для холодной П. цветных металлов. Сообразно с двумя основными методами холодной П. имеются два типа прокатных устройств: листовые станы для п. листов и ленточные станы для П. лент, причем современным методом является последний. Старые з-ды, работавшие ранее листовым способом, переходят па П. лентами, с частичным использованием старого оборудования и с установкой нового оборудования, гл. обр. ленточного типа. П. листовым способом производится на простых неревер-
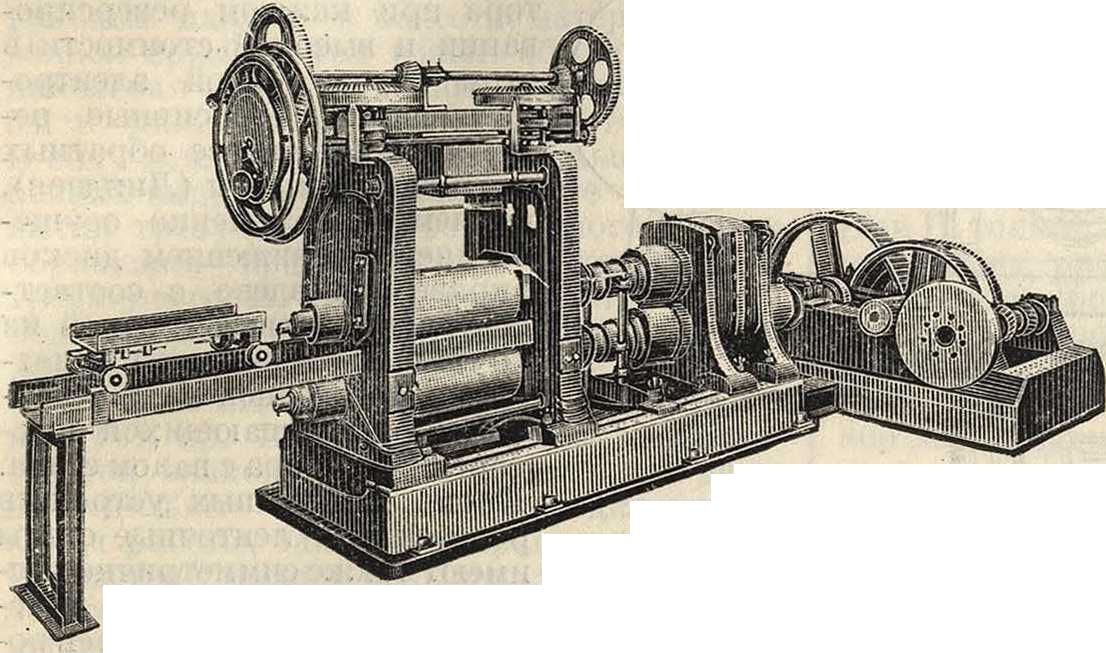
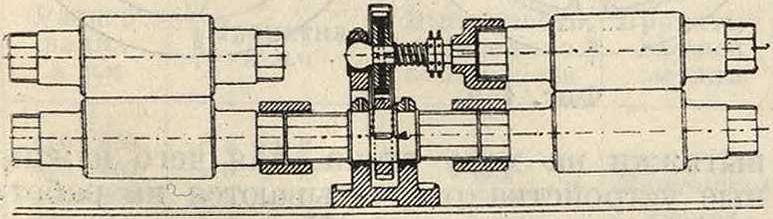
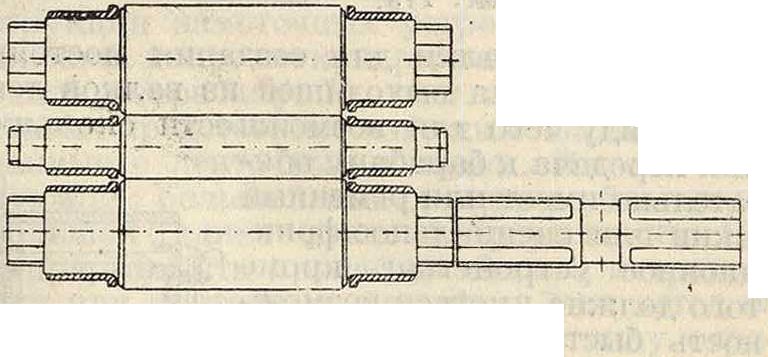
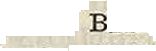
сивных дуо-етанах с ручной передачей листов через верхний валок: подъемные столы не применяются, а для облегчения передачи служат неподвижные, установленные с наклоном, задние столы, приподнимающие передний конец листа. Нажимные устройства наиболее простого типа действуют вручную от штурвала, причем в новых станах применяется независимая регулировка обоих нажимных винтов, для _чего имеется два штурвала (фигура 145), работа-
Фигура 145.
ющие и раздельно и совместно бла-годаря расцепляющему устройству. Последний тип нажимного механизма дает возможность легкой регулировки положения верхнего валка без разобщения шестерен, но является более тяжелым сравнительно с обычным устройством. Диам. вв листовых станов не превосходит 600 миллиметров при 30 об/м. (и ниже). Тонкие листы прокатываются в •складку, причем применяется о к л а д, то есть поверх" прокатываемой пачки и под низ ее кладут жесткие листы. В виду того что по мере уменьшения толщины прокатываемых листов увеличивается влияние разности •окружных скоростей обоих вв, являющейся следствием известной разницы в их диаметре после перешлифовок, необходимо вводить в передачу к верхнему валку фрикционные устройства (фигура 146), делать ре-
Фигура 146.
менную передачу к верхнему валку (фирма Шмитц и др.) или же работать со свободным верхним вм. Без принятия указанных мер прокатка листов ниже известной толщины становится невозможной вследствие получения рванин, складок, смятия листов и т. д. Кроме того этими мерами парализуется и вредное влияние ударов вследствие мертвого хода в передаче к валкам стана, легко дающее оковывание вв. Наиболее часто применяют клети со свободным верхним вм, что выгодно кроме того и (благодаря отсутствию шестеренной клети верхнего соединительного шпинделя и муфт. В большинстве случаев в подобных клетях -отсутствует вовсе и устройство для уравновешивания верхнего’валка, т, к. во время передачи пачки листов через верхний валок последний должен получать движение трением о нижний валок, что было бы невозможно при уравновешивании; благодаря этому обстоятельству в указанных клетях имеют место беспрерывные удары верхнего валка о нижний, чт.о вредно отзывается на службе вв и всей клети. Кроме простых дуо-станов для листовой П., представляющих собою наиболее старый тип оборудования, для данной цели применяются станы трио Лаута, причем в этом случае также нередко отсутствует передача к верхнему валку, он является свободным, равно как и средний валок (фигура 147). Выгодность применения трио-станов в смысле большей их производительности совершенно очевидна. Отдельные клети листовых станов располагаются в одну линию, причем число их "доходит до 8. Наравне со станами, имеющими передачу к клетям при посредстве нижних вв, имеются станы с общим продольным валом, от которого передается вращение при посредстве шестерни на каждые две-три клети. Последний тип станов представляет большие преимущества, так как в этом случае выбытие из строя одной из клетей не вызывает остановки всего стана. В станах первого типа особое значение имеет точная выверка прямолинейности оси стана: при незначительном отклонении клетей от общей
Фигура 147.
осевой линии имеет место приподнимание нижних вв и обратные удары их после пропусков в том случае, если данная клеть стоит ниже соседних клетей. Равным образом недопустима установка отдельных клетей с приводными верхними валками без шестеренных клетей у каждой клети стана, т. к. прямолинейность ^осей всех верхних вв уже вовсе не может иметь место в виду разного подъема верхнего валка в отдельных клетях. При несоблюдении этого требования в клетях-, где верхний валок стоит выше соседних, неизбежны удары валка по металлу в момент подачи металла в рядом стоящих клетях. В легких станах обыкновенно применяется взамен шестеренных клетей установка шестерен с зубьями достаточной длины непосредственно на трефы верхнего и нижнего вв, что дает значительную экономию как в месте, так и в стоимости.
П. ленточным способом производится в специальных ленточных станах, снабженных дополнительными устройствами для намотки и смотки ленты (барабанами). Наиболее простыми по устройству являются станы нереверсивные, с одним намоточным механизмом и катушкой или ящиком, служащим для размотки идущего в П. рулона. На фигуре 148 изображен ленточный стан: а—барабан, б—клеть, в—наматывающий барабан, г—правйльный пресс, д—центральное регулировочное устройство, е—шестеренная клеть. Намоточный барабан вращается при помощи ременной передачи от общего привода стана, с несколько большей ско
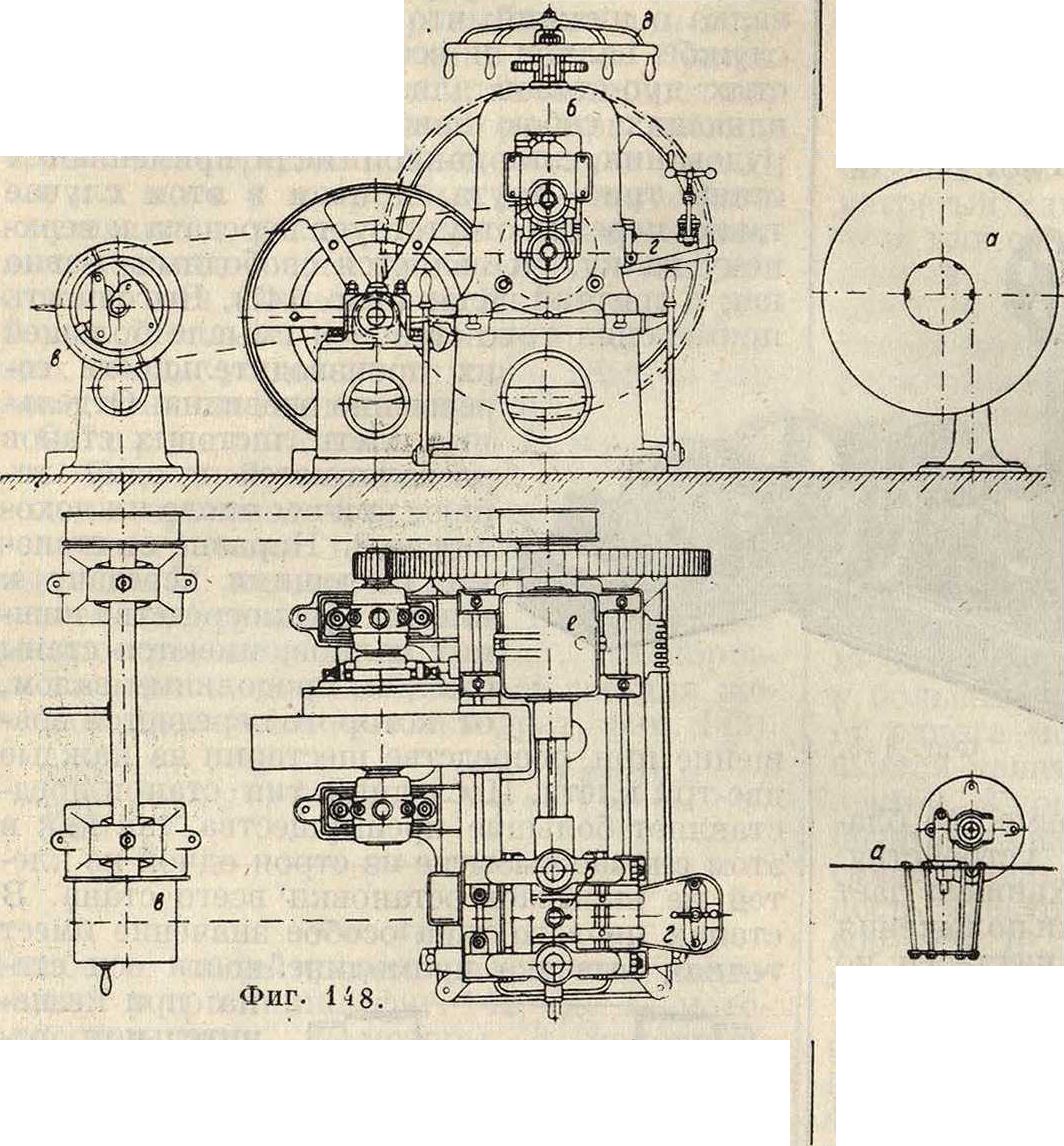
ростью, чем валки для создания постоянного натяжения выходящей из вв ленты, в виду чего для возможности скольжения передача к барабану обязательно имеет или ременный шкив или специальное фрикционное устройство; кроме того должна иметься возможность быстрого выключения и включения самого барабана. Намоточные барабаны изготовляются с раздвижными секциями, позволяющими при их сдвижении после П. легко снимать намотанный на барабан рулон (фигура 149). Необходимой частью намоточного устройства являются колодки на рычагах, прижимающие наматываемую ленту к барабану при окончании ее П. (на фигура 149 не показано). Реверсивные ленточные станы (фигура 150) с двумя одинаковыми, симметрично расположенными намоточнымиустрой-ствами становится выгодным применять при П. лент выше известных размеров (гл. образом имеет значение вес рулона), когда снимание рулона с барабана, доставка его обратно на переднюю сторону стана и надевание его на смоточный барабан отнимают слишком много времени. При работе на реверсивном стане эти операции отпадают, и лента обрабатывается непрерывно без снятия с барабана, на который она была намотана в предыдущем пропуске. При реверсировании попеременно один из бара банов выключается, соединяется с тормозом и т. о. является для данного пропуска смоточным барабаном. Направление вращения стана б. ч. изменяется механически с помощью шестеренного редуктора и только-в станах малой мощности(приблизительнодо 80 IP) применяют переключение электромотора (то есть имеют реверсивный двигатель), что может являться невыгодным вследствие больших потерь во времени при остановках и пуске мотора при каждом реверсировании и высокой стоимости в этом случае самой электроустановки. Реверсивные редукторы имеют две обратных пружинных муфты (Линдзея), причем переключение осуществляется сдвижением дисков вправо или влево, с соответствующим захватом одной из пружин и соединением вследствие этого одной из противоположно вращающихся шестерен редуктора с валом стана. Кроме намоточных устройств реверсивные ленточные станы имеют также симметрично расположенные нажимные прессы и в большинстве случаен роликовые столы по обе стороны стана, если последний предназначен для прокатки лент толщиной свыше 2,0—3 миллиметров. В виду известной длительности времени одного пропуска и кратковременности перерывов при ленточной П., особенное значение имеет возможность регулирования
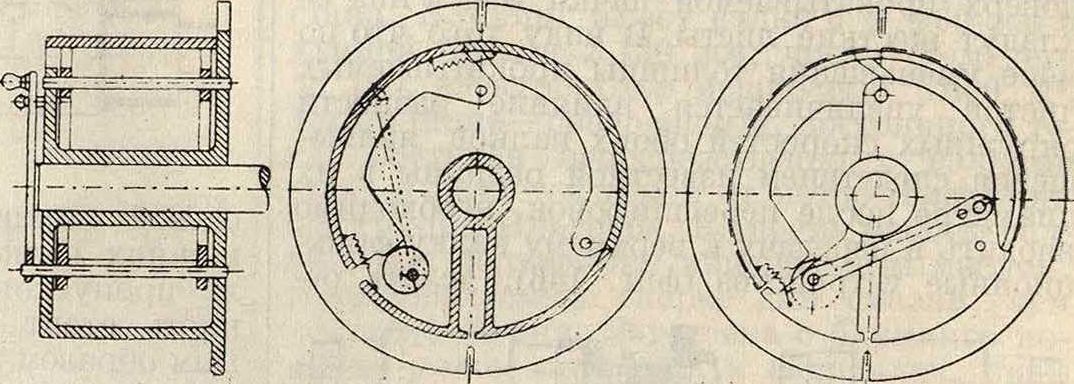
Фигура 149.
вытяжки на ходу стана, для чего нажимные устройства рассчитываются на работу под полным давлением П. как одновременно, так и раздельно для обоих винтов; с этой же целью между обычными нажимными винтами и
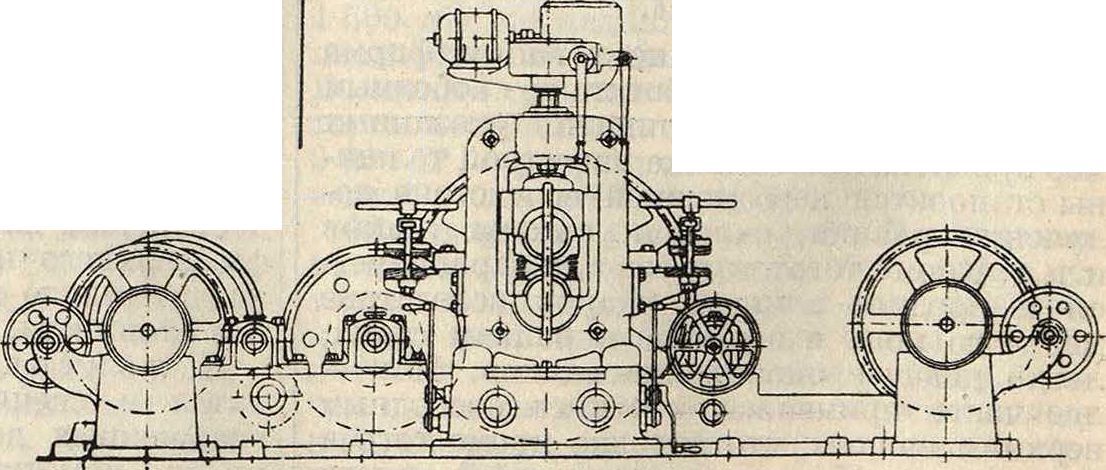
Фигура 150.
верхними подушками ставятся специаль-ные клинья для точной регулировки обжатия. Кроме того и вообще для целей особенно точной П. лент, так же как и в листовых станах, заменяют винтовое нажимное устройство клиновым; в этом случае клинья вдвигаются и выдвигаются также от штурвального колеса. Помимо настройки вв и регулировкинаходу вытяжкаре-гулируется также работой нажимного пресса и соответствущей смазкой. В виду полной недопустимости разогревания вв применяют внутреннее водяное охлаждение их и центральную смазку подшипников минеральным маслом. В качестве материала для вв применяется главн. образом хромоникелевая сталь, чугунные же валки, хотя бы и закаленные, не применяются вовсе. В виду неизбежного наличия больших внутренних напряжений, закаленные стальные валки требуют весьма осторожного с ними обращения—предварительного легкого нагрева перед П. (пропусканием подогретой воды через внутреннюю полость) и предохранения от разогревания их во время работы, хранения их в помещении с постоянной t° и прочие Выкрашивание поверхностного слоя вв, лопание вдоль оси и даже на отдельные части весьма нередки как во время работы, так и при хранении вв. Вследствие весьма больших требований к ленточным изделиям в смысле точности размеров по толщине и сильного влияния при холодной П. всякой неравномерности обжатия и при наличии больших деформаций вв при П., особые трудности представляет подбор профиля вв, к-рый придается им путем шлифовки; вопрос решается вообще удовлетворительно только при постоянстве работы стана в смысле размеров прокатываемой ленты и обжимов, т. к. каждая П. требует своего профиля. Кроме того оказывают влияние жесткость ленты, упругие свойства самого валка и его t° по всему сечению. В качестве примера в таблице 33 приведен подбор выпуклости вв ленточных дуо-станов Мансфельдского завода (Германия).
Таблица 33.—В ыпуклость вв ленточных д у о-с танов Мансфельдского з-д а.
| Размер валка в миллиметров | Прокатка в миллиметров | Выпуклость в середине валка в миллиметров | Прокаты ваемый металл |
| 450x800
425x800 425x800 400x800 350x800 |
с 6 на 3 » 5 » 3 »3 » 1,5
1.5 » 0,9* 1.5 » 0,75 |
0,4
0,4 0.2—0,3 0,18 0,15 |
Ленточная латунь |
* Три пропуска: 1,5 на 1,04 на 0,85 на 0,75.
Тип и размеры ленточных станов определяются их назначением: для П. широкой полосовой заготовки непосредственно после горячей П., то есть обычцо с толщины ~6 миллиметров, или для П. и более тонких и более узких лент. Для первого случая наиболее обычной является установка дуо-реверсивных станов с симметричными намоточными устройствами и с роликовыми столами. Средний размер вв этих станов 450—500 миллиметров (вообще же 0 вв 300—600 миллиметров при длине 400—1 200 миллиметров). Скорость П. в среднем 0,35—0,45 м/ск. Нажимное устройство для верхнего валка от электромотора, но для возможности ручной регулировки часто име ется и штурвал; указатель для обжатий снабжен циферблатом и стрелкой. Станы располагаются вблизи трио-стана для горячей П. в общем с ним направлении и могут получать полосы шлепперами с заднего стола трио-стана или получать их в рулонах (в большинстве случаев). Для возможности работы на дуо-реверсивном стане, имеющем роликовые столы (при П. из рулонной заготовки), в начале переднего роликового стола устанавливается развертывающий станок, устройство и действие которого сходны с свертывающим станком, но рулон задается (механически клещами на цепной тяге) в станок с обратным расположением его кривизны по отношению к валкам стана, вследствие чего получается развертывание. При П. тонких лент применяются менее мощные станы, размеры которых зависят гл. обр. от ширины прокатываемых лент и при узких лентах м. б. весьма незначительны. К более· крупным из станов м. б. отнесены имеющие валки 0 300—450 миллиметров при длине бочки 400 -800 миллиметров·, средние станы:
диам. в миллиметров. 150 180 210 260
Длина бочки в Мм. 160—180 180—200 210—250 350.
Станы еще меньшего размера могут иметь например размер вв: 100 миллиметров диам. при 120 миллиметров длины бочки, 120 миллиметров диам. при 140—160 миллиметров длины бочки и прочие Скорость П. обычно не превосходит ОД—0,35 м/ск. Роликовые столы в станах данного типа отсутствуют совершенно, и по мере уменьшения мощности станов упрощается конструкция намоточных устройств, представляющих наир, легкую ременную передачу к одному барабану. П. лент на описываемых станах представляет известные выгоды, связанные с ленточным методом. Выгоды следующие: большой выход годного благодаря большой длине лент, непрерывность П., непрерывность процессов отжига и травления при ленточных способах. Этот метод не дает однако полного эффекта в силу ограниченности ширины лент, которые возможно прокатывать с достаточной точностью в станах данного типа. Увеличение же диаметра вв сверх указанных выше пределов для придания им большей прочности, с соответствующим увеличением ширины прокатываемой ленты, не является выгодным сравнительно с П. узких лент на валках малого диаметра вследствие возрастания потерь на трение.
Многоввые станы для ленточной П. Для П. широких лент (до 1 000 миллиметров) с большой точностью и с минимальным расходом энергии служат многоввые станы. Основными преимуществами многоввых станов являются: а) малые диаметры рабочих вв, дающие возможность получать большие вытяжки; б) наличие опорных вв большого диаметра, позволяющих давать большие обжатия, нежели в обычных дуо-станах; в) возможность, благодаря наличию опорных вв большого диаметра, применения роликовых подшипников, сводящих к минимуму потери на трение в шейках. Помимо указанных выше типов 4- и 6-ввого стана для П. цветных металлов употребляется еще одна разновидность многоввого стана с боковыми опорными валками конструкции герм, завода Эрхард и Земер. Основным отличием этой конструкции является то, что рабочие валки подпираются для противодействия •слагающей силе Q (фигура 151) не только в шейках, но и по всей длине бочек этих вв при помощи вв малого диам. а,
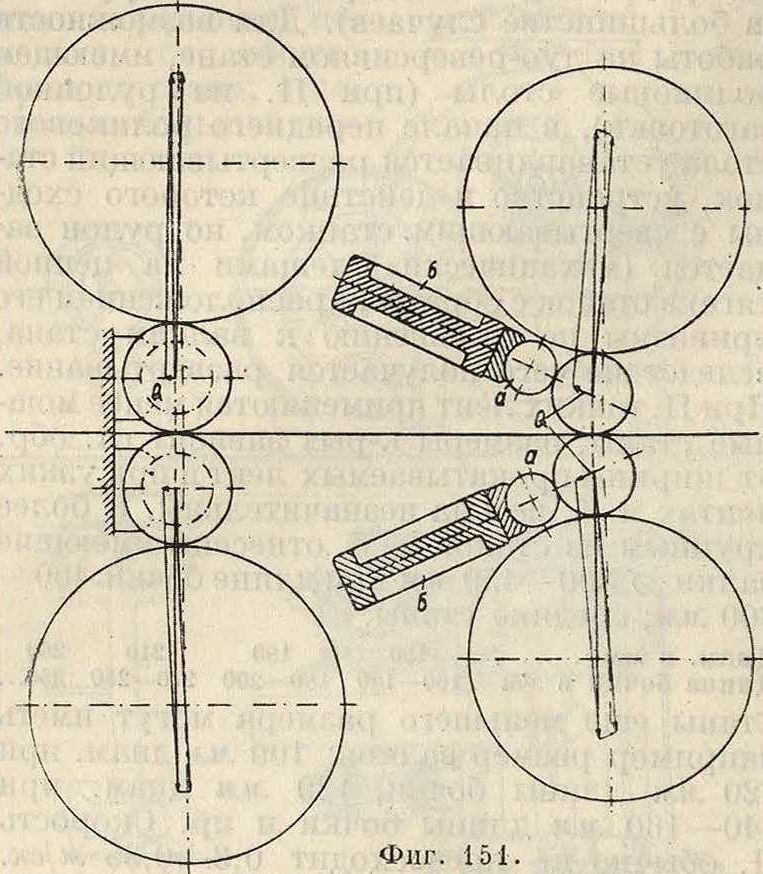
•опертых на траверсы б. Конструкция эта допускает применение рабочих вв очень малых диаметров не опасаясь их прогиба. В настоящее время эти станы еще не получили большого распространения, и достаточных данных, гарантирующих их работу, •еще не имеется. Из остальных типов многоввых станов наибольшее распространение для П. цветных металлов получил 4-ввый стан. Сравнение его с 6-ввым станом выявляет следующие минусы 6-вал-кового стана: 1) в 6-ввом стане диам. -опорных вв геометрически почти не может превышать 2—2,5 диам. рабочих вв, тогда как для 4-ввого стана нет никаких конструктивных ограничений для диаметра опорных вв; 2) как следствие этого, давления, какие м. б. переданы при П. на рабочие валки 4-ввого стана, больше, чем в случае 6-ввого стана. •Соответствующие расчеты показывают, что для случая давления металла на валок в -050 000 килограмм при заданном напряжении на изгиб в шейке опорного валка в 1 200 килограмм [см2 для 4-ввого стана достаточен диам. ра-•бочего валка 325 миллиметров, а для 6-ввого нужен 375 миллиметров. Диаметры опорных вв будут соответственно 860 миллиметров и 750 миллиметров; 3) в 6-ввом стане доступ к рабочему.валку затруднен,т. к. он закрыт выступающими опорными валками. В 4-ввом стане, имеющем только по одному опорному валку над н под каждым рабочим, таковой более доступен для обслуживания. Вместе с тем точность П., величина обжатий и скорость П. для этих обоих многоввых станов совершенно одинаковы. Что касается стоимости, то 4-ввый, как менее громоздкий и имеющий меньшее число роликовых подшипников, дешевле в среднем на 20—25% 6-ввого стана. Новейшие 4-ввые станы имеют опорные валки специальной конструкции. Они представляют собой кованую стальную ось, диам. которой равен диам. шейки опорного валка, на которую надевается рубашка (обод) закаленного чугуна. Вследствие этого значительно увеличивается срок службы опорного валка. Для ускорения ручных операций при П. (повышения коэф. использования стана) современные конструкции многоввых станов имеют следующие вспомогательные приспособления: кнопочный пуск и остановка стана, две различные скорости движения нажимных винтов (меньшая для установки вв под давлением металла на валки и большая—для подъема вв при смене их): сталкивание прокатанной и свернутой в рулон ленты с намоточного барабана при помощи сжатого воздуха; пневматич. ножницы для обрезки оттянутых концов ленты; пневматически действующие нажимные прессы для лент и пневматич. торможение конца .ленты на намоточном барабане при окончании прокатки.
Нормальная скорость П. лент цветных металлов на многоввых станах 20-4-25 метров в мин. Бблыная скорость П. не рекомендуется вследствие трудности производства измерений ленты на ходу вовремя П., большого износа поверхности рабочих вв и сокращения срока службы роликовых подшипников. В виду связи величины линейного обжатия и диаметра рабочего валка Н—ft=I) (1 — cos а) максимальная толщина лент, прокатываемых на многоввых станах, ограничивается 2,5-4-3 миллиметров, так как для более толстых лент линейная величина обжатия при обычной П. на многоввых станах оказывается не большей, чем при П. на обыкновенных дуо. Для создания более благоприятных условий захвата толстых лент 5-4-6 миллиметров многоввые станы снабжаются специальными устройствами для подачи лент в валки. Это устройство состоит из двух станин с двумя валками, расположенными перед входной стороной рабочей клети многоввого стана, назначение к-рых—подача с силой втянутой ими ленты в валки рабочей клети. Представление об обжатиях на этих станах дает табл. 34.
Таблица 34.—П. латунных лент на стане фирмы «Блисс» вхолодном состоянии.
| [ № пропуска | Толщина по- i лосы при входе в миллиметров | Толщина полосы при выходе в миллиметров | Обжатие в миллиметров | Обжатие в % | Потребная мощность в IP | Скорость прокатки в м/мин |
| 1 | 5,08 | 3,05 | 2,03 | 39 | 231 | 25 |
| 2 | 3,05 | 2,03 | 1,02 | 34,4 | 215 | |
| 3 | 2,03 | 1,45 | 0,58 | 28,8 | 151 | |
| 4 | 1,45 | 1,12 | 0,33 | 22,8 | 103 | |
| 1 | 3.56 | 1,8 | 1,76 | 49,3 | 235 | |
| 2 | 1.8 | 1,27 | 0.53 | 29,3 | 161 | 25 |
| 3 | 1.27 | 0,99 | 0.28 | 22 | 106 | |
| 4 | 0,99 | 0,76 | 0,23 | 23,1 | 77 |
Общий процент обжатия за прокат 79%
Здесь нниведены данные П. латунной ленты шириной 500 миллиметров состава 651/а% меди и 3 Н/г% цинка. П. велась на 6-ввом стане аме-рик. фирмы «Блисс», имевшем рабочие валки .0300 х 660 миллиметров и опорные 0 525 х 660 миллиметров. Однако же такие обжатия на европейских з-дах давать воздерживаются. В Германии % обжатия дается не более 55% за одну П., причем на многоввых станах П. начинают с 3 миллиметров и тоньше. При ширине ленты в 600 и ее докатывают до толщины 0,25— 0,20 миллиметров, причем точность П. колеблется в пределах 0,01 миллиметров. Вполне понятно, что возможность работать широкую ленту, а затем ее готовую разрезать вдоль на любое число узких является основным преимуществом многоввых станов, дающих большие экономил, выгоды. Рабочие валки многоввых станов изготовляются из закаленной стали с поверхностной твердостью 95— 100 по склероскопу. Опорные валки имеют роликовые подшипники и вращаются без привода, тогда как рабочие валки, в частности у 4-ввого стана, снабжаются иногда бронзовыми подшипниками с внутренним водяным охлаждением. Привод рабочих вв осуществляется как при обычных ленточных“ дуо-станах при помощи шестеренной клети, которая имеет шестеренные валки из кованой стали с фрезерованными зубьями, вращающиеся в закрытом, изолированном от пыли корпусе, наполненном маслом. Вращение от главного мотора стан получает через шестеренный редуктор. Важным обстоятельством с точки зрения экспло-атации многоввых станов является длительность смены рабочих вв. Для сокращения времени на смену вв многоввые станы снабжаются соответствующими приспособлениями. Благодаря этому время на смену вв можно довести до 2 ч., приближаясь т. о. к длительности смены вв в обычных ленточных станах дуо. Выше было сказано о значении малых диаметров рабочих вв в многоввых станах. Пределом для уменьшения диаметра валка является величина вращающего момента, к-рую при данном диам. валок, спо
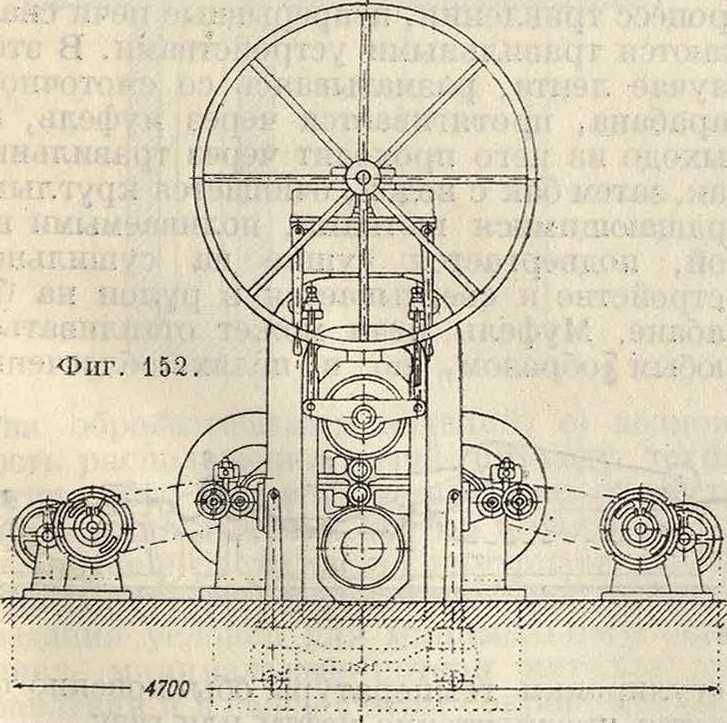
собен безопасно передавать. С целью уменьшения диам. вв в последние 2 г. в Америке сконструированы многоввые станы (4-ввые), в которых приводными являются не рабочие валки, а намоточные барабаны. Вследствие этого рабочие валки освобождены от передачи вращающего, момента .И: могут иметь минимальный диам. Схема таких станов дана на фигуре 152 и 153, Такие станы имеют диаметры рабочих вв 100— j
150мм. Диам. опорных вв при этом берут в 6—10 раз больше диам, рабочих вв. Работа на этих станах ведется с небольшими обжатиями за каждый пропуск при скоростях 7 м/ск.
Печидля отжига. Наиболее простой отжигательной печью является пламенная с угольной, дровяной или нефтяной топкой, причем в первом случае допустимо производить отжиг металла только в черно
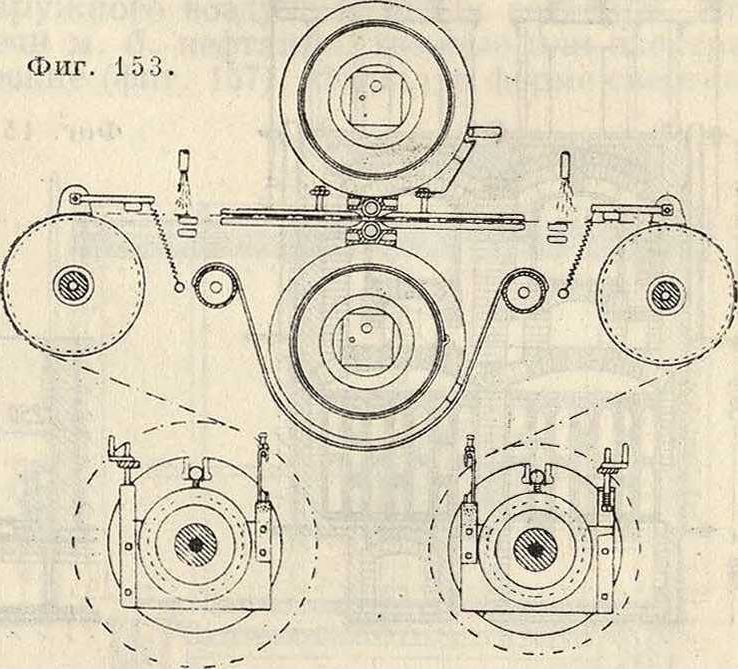
вом виде (заготовки при большой толщине), а в печах последних двух родов можно удовлетворительно отжигать любой металл. Для предохранения металла от действия печных газов в пламенных печах и получения чистой поверхности после отжига его закладывают в котлы или ящики из литой стали (или кованые, а равно и клепаные) с крышками с песочным затвором или с обмазкой глиной. Иногда перед укладкой в ящики полосы протирают керосином, кладут в ящики (или между двумя крышками у затвора) чугунную стружку и прочие с целью препятствовать окислению металла; вместо применения ящиков нередко ограничиваются плотным завертыванием полос в бракованные латунные листы. Отжиг с укладкой или укупоркой является дорогим и потому малоприменимым для рядовой работы. Более совершенный отжиг, чем в пламенных печах, достигается в печах муфельных, но при непременном условии хорошего состояния самого муфеля и при тщательном закрывании крышки (с винтовым затвором, обмазкой глиной и прочие); также применяется закладывание в муфель вместе с садкой нескольких бревен, а также впускание в муфель нейтрального газа. Муфельные печи строятся обычно сдвоенными и снабжаются рекуператорами (кирпичными, например Hermansen или чугунными); сам муфель складывается из шамотных фасонных плит с замком. Топка обычно—угольная полу-газовая или нефтяная (фигура 154). Расход топлива колеблется в зависимости от рода отжигаемых изделий, но в среднем составляет около 4-у5% от веса садки (считая на условное топливо). Капитальный ремонт печи производится приблизительно один раз в год, мелкие исправления муфеля— ежемесячно. Отжигательные печи описанных типов устанавливаются обычно в 1—2 ряда с обслуживанием одним посадочным краном, причем кран кладет товар после
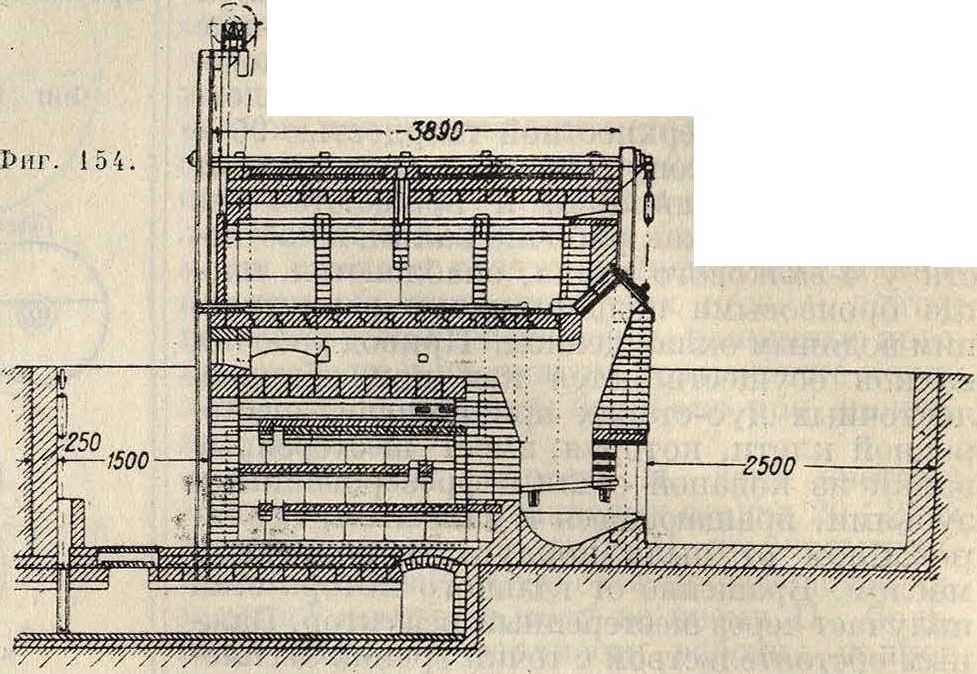
выемки из печи на железные стелюги-хо-лодильники, на которых товар находится до полного остывания. Кран, имеющий свободу движения во всех направлениях, представляет наилучшую систему для обслуживания района отжигательных печей. Кроме посадочных кранов для обслуживания печей применяют шаржирные тележки, однако несмотря на большую первоначальную стои-
струированы непрерывные печи (Durchzieli-ofen), в которых лента отжигается в развернутом виде, протягиваясь через печь (фигура 155). Непрерывная печь дает полную возможность отжигать ленту равномерно по всей ее длине. Качество отжига ленты зависит только от Р печи и скорости протягивания ленты через печь, при этом следует отметить, что относительно большая поверхность отжигаемого металла к его весу позволяет сокращать время нагрева по сравнению с длительностью нагрева в печах иного типа. Непрерывные пе мость посадочных’крановим отдают предпочтение, т. к. они не загромождают помещения и не мешают грузовому в нем потоку.
Печи для отжига лент. Отжиг лент, свернутых в рулоны большого веса, имеет тот недостаток, что отдельные слои рулона отжигаются неравномерно. Исследованиями Рота, изучавшего явления перехода тепла между отдельными латунными

Фигура 155.
листами при нагреве их в виде пакета, установлено, что при нагреве пакета возникают сопротивления переходу тепла от листа к листу, вследствие чего наружные слои пакета прогреваются быстрее внутренних. При отжиге в печи пакета латунных листов толщиной 0,7 миллиметров и 1° в печи 550° наружные слои пакета, имевшего толщину в 500 миллиметров, достигали Р 450° через ВД. ч., в то время как г г чи конструируются в виде муфелей, причем иногда для достижения отжига без окисления поверхности лент в концах муфелей ставят водяные затворы. При работе с непрерывными печами необходимо следить за провисанием ленты ио длине муфеля и регулировать степень натяжения ленты т. о., чтобы стрела провисания была не больше известной величины, во избежание вытягивания ленты от собственного веса при ί° отжига; для этой цели при входе в муфель имеется тормозное устройство. В виду того что за процессом отжига почти всегда следует процесс травления, непрерывные печи снабжаются травильными устройствами. В этом случае лента, разматываясь со смоточного барабана, протягивается через муфель, по выходе из него проходит через травильный бак, затем бак с водой, очищается круглыми вращающимися щетками, поливаемыми водой, подвергается сушке на сушильном устройстве и свертывается в рулон на барабане. Муфель печи может отапливаться любым jjобразом, но в целях облегчения

Фигура 156.
внутренний слой пакета толщиной в 300 миллиметров приобретал эту же t° только через б1^ ч-Т. о. наружные листы пакета подвергались ок. 5 часов действию высокой <°, в то время как внутренние листы едва достигли желаемой Р. Такая разница в отжиге отдельных .шстов пакета сказывается не только на их механич. свойствах, но и на внешнем виде листов. Совершенно аналогичные явления происходят и в отдельных местах рулонов при отжиге их в свернутом виде. Для уничтожения этих вредных явлений были скон-
регулировки температуры обыкновенно отдается предпочтение нефти или газу.
В последнее время в связи с развитием применения электрических печей чаще всего непрерывные печн осуществляются в виде электрич. печей сопротивления (фигура 156, где 1—барабан с лентой, 2—лентоскрепляющая машина, 3—роликовый тормоз, 4—электрическая отжигательная печь, 5—охлаждающий вентилятор, в—травильный чан, 7—щетки для очистки лент, 8—сушильные барабаны, 9—барабан для намотки руло-
нов). Элнктрлч. дани сопротивления не только в виде непрерывных печей, но и для целей нагрева, отжига, закалки за последние годы в цветной металлопромышленности получили чрезвычайно широкое распространение, так каким присущи следующие высокие достоинства: а) удобство в обращении, б) равномерность нагрева, в) идеальный ав-томатическ. контроль как израсходованной энергии, так и (что имеет колоссальное значение) <° в любой зоне печи, г) сокращение в обслуживающей рабочей силе, д) легко осуществляемая герметичность и как результат уменьшение угара и улучшение каче-
ла. В лучших конструкциях непрерывных печей этот расход снижается до 90 kWh на 1 тонна отожженного металла.
Печи для светлого (безокислительного) отжига. Для предохранения лент от окисления во время отжига и во время остывания после него, отжиг лент производят в специальных печах для светлого отжига. Эти печи конструируются в виде двух основных типов. В печах первого типа камера для отжига отделена от наружного воздуха водяным затвором. Эти печи м. б. нефтяные, газовые или электрические (фигура 157). Металл в форме свертков
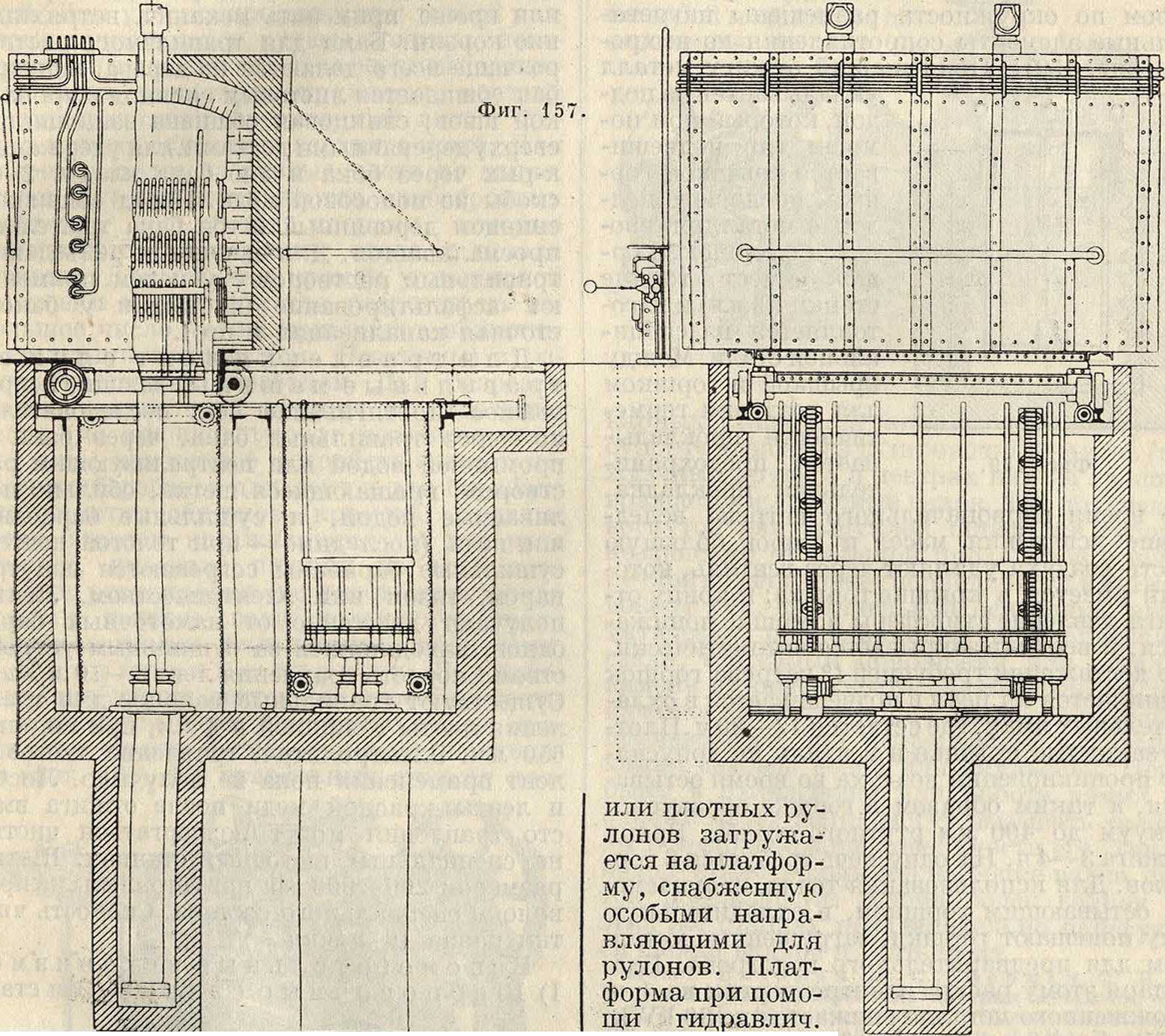
ства обрабатываемых изделий, е) возмож-ность расположения печей по ходу технологического процесса независимо от местонахождения дымовых труб и в связи с этим сокращение расходов по" внутризаводскому транспорту, ж) вследствие возможности создания условий для минимального окисления—минимальные потери металла при .травлении и в связи с этим сокращение расходов материалов и рабочей силы при травлении. Расход электрич. энергии на единицу нагреваемых изделий, или кпд печи, почти исключительно зависит от теплоизоляции печи и от формы загрузочных и разгрузочных мест печи. В настоящее время кпд печей сопротивления доходит до 85%. Расход электроэнергии при отжиге латуни и меди в виде свернутых рулонов составляет 100—120 kWh на 1 тонна отжигаемого метал или плотных рулонов загружается на платформу, снабженную особыми направляющими для рулонов. Платформа при помощи гидравлич. приспособления спускается в камеру с водой, поворачивается на требуемый угол и подымается вверх во внутреннее пространство печи. После отжига платформа с металлом опускается в ту же камеру с водой, где охлаждается. После подъема из воды металл подвергается сушке. К печам того же типа относится распростра-
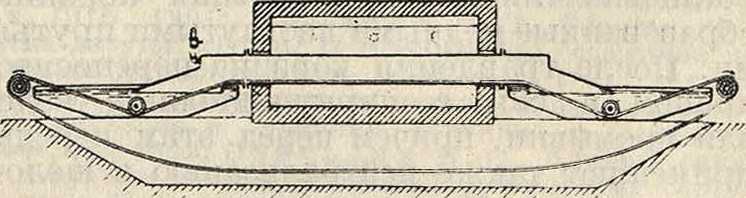
Фпг. 158.
ненная в Союзе печь Бете и Пирдт (фигура 158). Эта печь имеет бесконечную цепь, к звеньям которой укрепляются подлежащие отжигу небольшие рулоны лент. Цепи ирод-
вигаются зубчатками, получающими вращение от ременного привода, и проходят через водяной затвор. Желаемая степень отжига при данной длине печи достигается подбором t° и скорости продвижения цепей. Муфель печи отапливается нефтью или тазом. Печи этого типа получили широкое применение гл. обр. для отжига меди. В печах второго типа металл, подлежащий отжигу, закладывается в горшки, вместе с к-рыми помещается в печь для отжига. После отжига металл остывает вместе с горшком. Наиболее распространенной печью этого типа является печь с горшками Грюневальда. Печь сконструирована в виде барабана, в к-ром по окружности размещены нагревательные элементы сопротивления из нихрома (фигура 159). Подлежащий отжигу металл укладывается на поддон, который при помощи тяг подвешивается крышкой горшка, после чего поддон с металлом вводится в горшок. Горшок имеет тонкие стенки (3 миллиметров) и изготовляется из специальной стали. Между крышкой и горшком для создания герметичности проклады-Фигура 159. вается предохрани тельная прокладка. Во время первоначального нагрева вследствие испарения масел и жиров большую часть воздуха удаляют через вентиль, который имеется в крышке горшка; к концу отжига давление атмосферы в горшке понижается, и вентиль закрывается автоматически. По достижении требуемой t° нагрева горшок вынимается из печи и подвешивается в охладительных ямах, где остается 12—ч. Плотно закрытые крышка и вентиль не допускают проникновения воздуха во время остывания, и таким образом в горшке образуется вакуум до 400 миллиметров ртутного столба. Время отжига 3—4 ч. На одну печь требуется 6 горшков. Для использования тепла, излучаемого остывающим горшком, в охладительную яму помещают горшки, загруженные металлом для предварительного подогрева. Благодаря этому расход электроэнергии на 1 тонна отожженного металла снижается до 80 kWh.
Устройства для травления. Травление осуществляется след. обр. Остывшая после отжига листовая заготовка и толстая лента в свертках укладываются в корзины или решетки из красной меди или алюминиевой бронзы и загружаются с помощью крана в травильный бак. Лучшим способом укладки является вертикальная установка листов в отделения корзины, образованные медными изогнутыми прутьями. После травления корзина переносится краном в бак с циркуляционной водой для промывки, причем перед этим нередко применяют также нейтрализацию в щелочном растворе. После промывки металл или сушится в специальных сушилках или устанавливается на деревянных решетках для естественного высыхания; часто металл протирают после водяного бака досуха древесными опилками. Весьма быстрое высуши вание с чистой поверхностью без пятен и натеков получается с помощью центробежных сушил, представляющих собой приводимый в быстрое вращение диск, по окружности которого укрепляются высушиваемые предметы (наир, рулоны надеваются на пальцы диска). Для получения равномерного травления без пятен, омеднения и прочие весьма важно иметь чистые травильные растворы, постоянно поверяя их на содержание меди (допустимы десятые доли процента), и не допускать попадания железных частей в раствор. Рекомендуется установить циркуляцию раствора, для чего могут служить насосы из кислотоупорной бронзы или проще применять механйч. встряхивание корзин. Баки для травильного раствора чаще всего делаются из дерева, изнутри бак обшивается листовым свинцом с пропайкой швов; свинцовая обшивка защищается сверху дер евянными досками, для удержания которых через бока и дно бака кладут 2—3 скобы из полосовой меди. Перед обшивкой свинцом деревянный остов бака тщательно просмаливается. Для защиты от разъедания травильным раствором с успехом применяют асфальтирование (площадки у баков, сточная канализация и прочие).
Для травления лент служат трав ил ьные машины, дающие непрерывное протягивание лент последовательно через травильные баки, через баки с промывной водой или нейтрализующим раствором, вращающиеся щетки, обильно поливаемые водой, и сушильные барабаны или печи (последние — при толстой ленте): сушильные барабаны согреваются изнутри паром, газом или электричеством. Ленты получают движение от намоточных барабанов, находящихся за сушильным устройством. Скор ость травления лент 8—10 м/мин. Существуют травильные машины для травления ленты толщиной в 4 миллиметров, при ширине 650 миллиметров. Электролитич. травление листов и лент применения пока не получило. Листы и ленты красной меди после отжига вместо травления могут подвергаться чистке на специальных щеточных станках. Щетки размером 200 х 900 миллиметров приготовлены из проволоки специального состава. Скорость чистки равна 10 м/мин.
Вспомогательные меха ни згм ы. 1) Шабровочные станки. Эти стан
ки служат для обдирки с помощью резца поверхностного слоя литых слитков перед горячей прокаткой и нередко также и заготовок. Станки имеют подвижной в двух перпендикулярных направлениях стол, с подъемом от ножной педали (фигура 160). На столе зажимается шабруемая полоса. Станки приводятся в движение от отдельного мотора
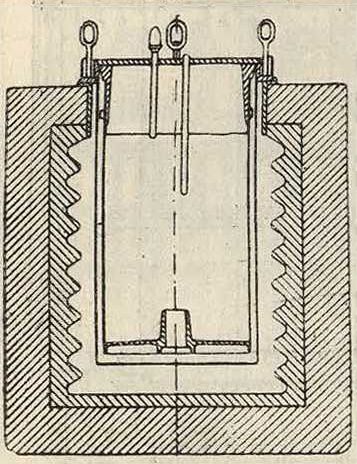
(ок. 5 JP) или от трансмиссии через кривошипный механизм. Резец, зажатый в оправке (укрепленной на горизонтальном ползуне), получает движение с размахом ок. 300 миллиметров. Стол с полосой прижимаются к резцу ногой рабочего, а в горизонтальной плоскости передвигаются руками. Кроме станков этого типа при шабровке более длинных и тонких полос применяются перемоточные барабаны со стоящим между ними наклонным столом, по которому скользит лента и здесь шабруется вручную. 2) Ножницы. Для разрезки листового металла, полосовой заготовки и прочие служат гильотинные ножницы самых разнообразных размеров и мощностей. Для удержания листа при точной разрезке применяются ручные зажимы, некоторые же ножницы имеют на верхней подвижной части зажимы на пружинах, которые и придавливают разрезываемый лист к столу в момент опускания верхнего ножа. Для разрезки полос на равные части по длине, равно как для резки листов однообразных размеров, пользуются упорами, которые укрепляются на переднем столе и позади ножниц. Для обрезки кромок у полосовой заготовки и лент или для разрезки на небольшое число частей применяют ножницы с круглыми ножами (смотрите Ножницы) с одним намоточным барабаном. Для разрезки ленты значительной ширины на отдельные части (по ширине) служат ножницы этого же типа; намоточное устройство имеет несколько барабанов для лент и два барабана для намотки обрезков (кромок). Круглые ножи с пазом насаживаются на два вала ножниц, имеющие шпонки по всей длине; для регулировки же расстояния между ножами данного вала пользуются точно калиброванными кольцевыми шаблонами. 3) П р а в и л ь н и е станки. При изготовлении листов ленточным способом ленты пропускаются через комбинированные правильные станки с гильотинными ножницами (фигура 161). На правильных станках под
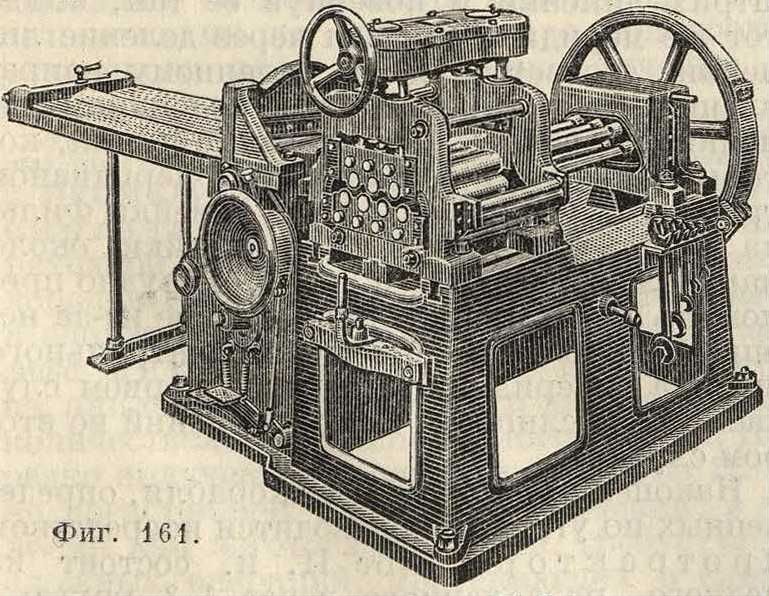
вергаются правке и листы. Действие станка заключается в попеременном прогибании металла в противоположных направлениях с одновременным продвижением листа; это протягивание листа с попеременным проми-нанием уничтожает имеющиеся перед правкой на листе неровности, причем иногда листы пропускаются через станок по несколько раз; верхние валки могут прижиматься к нижним нажимными винтами. Станки изготовляют любой мощности с 5—7—9 валками, от самых малых размеров для лент
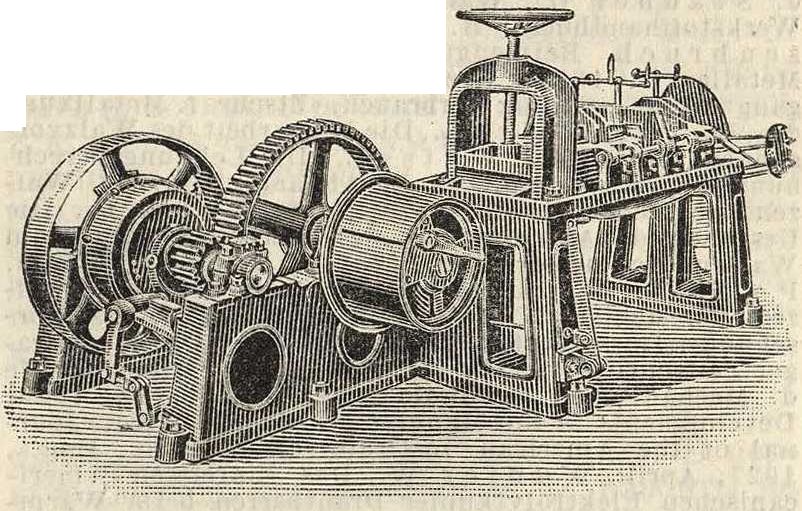
до 3-м для листов; длинные валки подпираются опорными роликами. За последнее время в цветной металлопромышленности получили большое распространение за границей станки для правки листов растяжением. На таких крупных станках правят листы длиной 3—6 м, шириной 1—2 метров и толщиной 3—6 миллиметров. Станки бывают гидравлические и механические. 4) Станки д л я чистки лент предназначаются для чистки готовой ленты, работают с помощью намоточных приводных барабанов, протягивающих ленту через зажимы с кошмой (фигура 162). δ) Шлифовочные станки для вв представляют собой механизмы, построенные по типу, то
Фигура 162.
карных станков, в которых на подвижном супорте вращается шлифовочный камень (наждачный круг), а в центрах или на люнетах вращается шлифуемый валок. Для получения вогнутой или выпуклой шлифовки супорт. независимо от обычной продольной и поперечной подачи, может периодически качаться, вокруг оси, параллельной оси валка, автоматически приподнимаясь или опускаясь сзади, тем самым приближая или отдаляя камень от поверхности валка; одно полное-качание отвечает длине валка. Шлифовка производится при непрерывном поливании камня содовой водой или эмульсией. Перерывы в охлаждений или работа камня по-одному месту валка могут вызывать трещины и выкрашивание поверхности его. Также-недопустимо появление на бочке валка цветов побежалости. Кроме бочек вв на этих же станках предварительно шлифуются шейки вв и галтели их.
Лит.: Истомин П. С., Берман €. И. и Перлин И. Л., Прокатка цветных металлов, ч. 1 и 2, М.—Л., 1932; Справочник «Цветные металлы», под ред. Е. Г. Деречей, т. 2, вып. 2, М.—Л., 1932; Павлов И. М., Прокатка цветных металлов и сплавов, М.—Л., 1932; Деречей Е. Г., Наклеп и рекристаллизация цветных металлов и сплавов при обработке их давлением, «Труды II Всесоюзного совещания по цветным металлам», т. 1, вып. 2, М.— Л., 1927; К у р н а к о в Ы. С. и Ж е м ч у ж н ы и С. Ф. Давление истечения и твердость пластических тел, «ЖРМО», 1913, 3; Шишоки В. И., Давление истечения металлов и сплавов при различной температуре, «Цветные металлы», М.—Л., 1930, 5; К у р-д юмов А. Р., Монография о медно-цинковых сплавах, СПБ, 1901; Брылкин С. Д., Горячая прокатка латуни, «Труды II Всесоюзного совещания по цветным металлам-, том 3, М.—Л., 1927; Истомин П. С., Современные методы обработки цветных металлов в Германии, «Техника и Производство», Л., 1928; Сев ер гин Н. С., Влияние свинца и сурьмы на обрабатываемость некоторых сортов латуни, «Цветные металлы·, М.—Л., 1930, 12; Тронов Е. В., Влияние способа изготовления ного мельхиора на механич. качества· этих сплавов, «Зап. ИРТО», 1911, 10—11; Котельников А. И., Медь для паровозных топок, Доклад на собр. Р. об-ва испыт. мат., М., 1912; Сердюков В. Г., Обработка толстых листов топочной н красной торговой меди, «Цветные металлы», >1,—Л., 1930, 4; Ш и р о-
ков Π. Ф. и К о в а р с к и й, Плавка цинка для нужд прокатки, тан же, в, стр. 934—940; Корольков А. И., Свойства никель-хромовых сплавов и их изготовление. там же, 1931, 11; В о с к р e с е н-ский В. Н. и Маркелов В. В., Прокатка фасонных профилей из алюминиевых сплавов, там же, 1930, 11; Музолевский Ю. Г., Прокатываемые легкие металлы и сплавы, Курс лекций, М., 1931 (на правах рукоп.); Берман С. И., Производство алюминиевой фольги, Сборн. ст. Гипроцвет-мета, М., 1932, 12/17; Бочвар А. А., Основы термин. обработки сплавов, М.—Л., 1931; С и бил ев А. В., Электрич. печи сопротивления, М., 1927, «Цветные металлы», М,—Л., 1931, 2; Швейцер М. В., О выборе типа многоввого стана для прокатки лент шириною 600 auι, Сборн. ст. Гипроцвет-мета, М., 1931, 4/9; Современное оборудование цветной металлопромышленности и возможности изготовления его в СССР, 2 изд., М.—Л., 1931; Pupp e J. и. Stauber G., Walzwerkwesen, В. 1. В., 1929; Werkstoffhandbueh, В., 1928; S m i t h e 1 1 s-H es-senbrpch, Beimengungen u. Verunreinigungen in Metallen, B., 1931; Weiss L., Der Kalt u. Ziehvor-gangu. sein Leistung verbrauch, «Ztschr. f. Metallkun-de», B., 1922; We i s s L., Die Nutzarbeit des Walzvorganges, ibid., 1923; Weiss L., Die Leistungsberech-iiung des Walzvorganges in Abhangigkeit von Wal-zendurchmesser, ibid., 1928, H. 8; Weiss L., Die Ursachen d. Abhangigkeit des Walzvorganges vom Walzendurchmesser, ibid., 1931, H. 2; SlebelE. u. Pomp A., Walzdruck u. Walzarbeit beim Kaltwal-zen von Metallen, «Mitt. d. K. W. Inst. f. Eisenfor-schung», Diisseldorf, 1929, B. 11; SKF, «Die Kugellra-ger Zeitschrift», 1930, 3. 4; S о e h s, Grundbegriffe d. Mechanischen Tecbnologie d. Metalle, B., 1925; Developments in the Manufacture Copper Wire, «Journal of the American ‘ Institute of Electric. Eng.», 1927, April: Wunier W., Das Einrei’ssen Ameri-canischen Elektrolytkupfer Drahtharren beim Warm-walzen, «Ztsclir. f. Metallkunde», Berlin, 1927, H. 7; Anderson R. J., The Metallurgy of Aluminium a; Aluminium Alloys, N. Y., 1925; «Цветные металлы», Μ.—Л., 1930—32; «За овладение техникой». М.—Л., 1931—32; «Легкие металлы», М.—Л., 1932; «Опыт предприятий цветной и золотоплатиновой пром-сти», М.—Л., 1931 — 32; «Металлург», Л., 1926—1932;
«Вестник металлопромышленности», М., 1924—32; «ЖРМО»; «Русско-Германский вестник науки и техники», Берлин, 1930—32; «Ztschr. f. Metallkunde», В., 1920—1932; «Mitt. d. К. W. Inst. f. Eisenforschung», Diisseldorf, 1927—1932; «St. u. E.», 1916—1932; «Hacks-zeftschrift der V. A. W. und Eritwerk A. G. fur Aluminium», B., 1931—32; «Revue d’Aluminium», P., 1930—32; «Revue de Nickel», P., 1929—32; «Revue de Metallurgie», P., 1924—1932; «Journal of the Institute of Metals», L., 1927—1932; «The Metal Industry», L., 1928—1932; «The Metal Industry», N. Y., 1928—1932; «Metallurgia», the British Journal of Metals, London, 1931—32; «The Iron Age», N. Y., 1927— 1932. С. Берман, И. Павлов, М. Швейцер.