 > Техника, страница 74 > Протезное дело
> Техника, страница 74 > Протезное дело
Протезное дело
Протезное дело, изготовление протезов, механич. приспособлений, заменяющих утерянную часть тела (конечность, глаз, зубы). В данной статье имеются в виду протезы только конечностей, то есть искусственные ноги и руки. Однако П. д. охватывает изготовление кроме протезов также и ортопедич. аппаратов, то есть приспособлений, применяемых при наличии своей части тела, деятельность которой нарушена (параличи, туберкулез и тому подобное.). В конструктивном отношении протезы и ортопедич. аппараты часто имеют много общего, за исключением ортопедич. обуви. Войны являются основным источником инвалидности; война 1914—18 гг. дала колоссальное количество ампутированных. В Германии (по переписи 1924 г.) имелось 136 чел. без двух рук, 20 877 чел. без одной руки,
1 264 чел. без двух ног и 44 657 чел.без одной ноги; всего 66 934 чел. ампутированных. На их протезирование расходуется ежегодно ок. 15 млн. мар. По переписи 1926 г. в РСФСР учтено: без двух рук 3 737 чел., без одной руки 71 878 чел., без двух ног 19 673 чел. и без одной ноги 86 511 чел., всего 181 799 ампутированных, т. e. 1,83 чел. на тысячу населения. По СССР количество ампутированных согласно переписи 1926 -г. составляет ок. 250 000 чел. К этому следует добавить громадное количество инвалидов, нуждающихся в ортопедич. аппаратах и обуви, также обслуживаемых протезными предприятиями. После войны 1914—1918 гг.
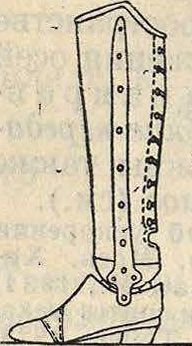
Фигура 1.
небывалое количество ампутированных заставило правительства всех стран производство протезов из кустарного реорганизовать в полуфабричное и фабричное, причем заготовки для протезов были б. ч. стандартизованы и изготовлялись в серийном и массовом порядке, а сборка протезов производилась в многочисленных мастерских, распределенных по стране.
Основные типы протезов. Современные протезы ног и рук выработались за период последних ста лет. Если первые конструкторы пытались придать протезу все движения,
свойственные живой конечности, то в последний период протезы претерпели упрощение их конструкции в целях большей надежности в пользовании и дешевизны. Все протезы состоят из следующих основных частей: а) шин, образующих скелет протеза; б) гильз, придающих протезу внешние формы и служащих для связи протеза с культей (остатком конечности); в) стопы или кисти; г) бандажей для подвешивания протеза к телу. Шины, представляющие собой в общем случае стальные кованые полоски, соединенные попарно шарниром, изготовляются обычно из обыкновенной углеродистой стали крепостью 60—70 килограмм /мм2 при удлинении не менее 16% (по технич. условиям НКПС сталь № 6 повышенная). В особых случаях применяется дуралюмин. Шарниры шин в целях большей устойчивости протеза снабжаются иногда замком, то есть приспособлением для уничтожения вращения в шарнире. Гильзы изготовляются из различных материалов: кожи, дерева, металлов .фибры, целлоновых лаков, целлюлоида. Кожа (полувал, юфть) имеет наибольшее распространение благодаря своей эластичности и легкой формовке (в размоченном состоянии). Деревянная гильза также распространена, особенно в Германии и США; в СССР она также начинает применяться; качества ее: легкость, прочность и гигиеничность. Остальные материалы применяются редко. В зависимости от ампутации мы имеем следующие типы протезов. 1) Искусственная нога при ампутации стопы по Шо-пару или Пирогову (фигура 1). Протез простирается до колена, опорой является конец культи и выступы на колене. Стопа часто делается неподвижной в целях прочности, т. к. шарнир поместить затруднительно. 2) И с к у с с т в е н-н а я н о г а при ампутации голени (фигура 2). Протез имеет коленный шарнлр и гильзы голени и бедра. При короткой культе (считая от колена) гильза бедра простирается до верха ноги, и опорной точкой служит седалищный бугор; наоборот, при длинной культе гильза бедра укорачивается. Стопа с голенью сое
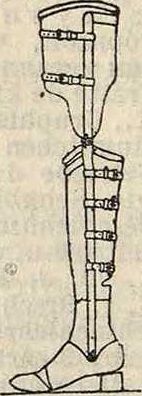
Фигура 2.
Фиг.
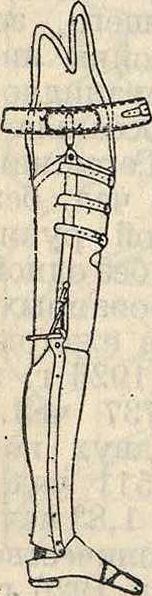
диняются голеностопным шарниром. 3) И с-кусственная нога при ампутации в ышё к о л е на (фигура 3). Протез имеет голеностопный и коленный шарниры.
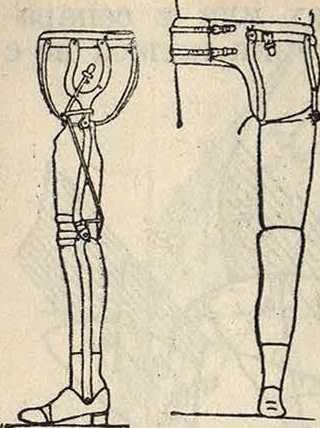
К телу прикрепляется поясом и чересплечной помочью. В коленном шарнире обычно есть замок, чтобы инвалид мог, замыкая его, делать протез устойчивее. Вес тела передается через седалищный бугор. 4) И с к уест венная нога при вылущении всей конечности (фигура 4). Протез имеет 3 шарнира: Фиг· 4‘ голеностопный,коленный и тазобедренный. Последние два снабжены замкйми. Соответственно протезы рук применяют: 5) при ампутации кисти (фигура 5)— гильза доходит до локтя без шарниров; 6) при ампутации предплечья (смотрите фигура 6) протез имеет локтевой шарнир;
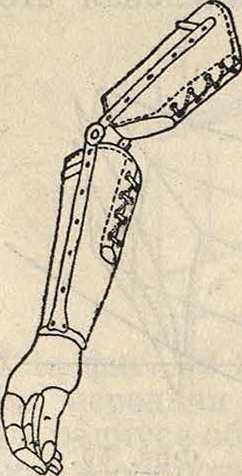
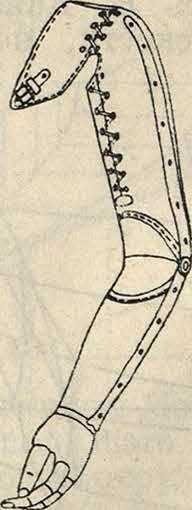
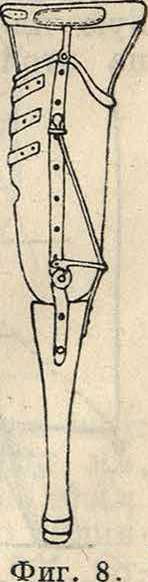
7)при ампутации плеча (фигура 7) локтевой шарнир с замком, кожаное плечо с ремнями для прикрепления протеза к телу. Кроме разграничения протезов по месту ампутации различают протезы: а) косметические, то есть служащие для сокрытия дефекта конечности, и б) рабочие, предназначенные для выполнения той или иной работы. В протезах ног это разграничение менее существенно, т. к. искусственная нога косметическая является в то же время и рабочей. Но все же последнее название присваивают упрощенным протезам ног, имеющим вместо стопы деревянную стойку, называемым деревяшками (рисунок 8), а при отсутствии коленного шарнира—к л ю ш к а м и. Искусственные косметические руки, наоборот, почти не играют роли как рабочие
Фигура 5.
Фигура 6.
Фигура 7.
протезы, что объясняется большой сложностью движений естественной руки. Поэтому особое значение приобретают" рабочие протезы руки, в большинстве случаев не имеющие сходства с рукою, а являющиеся достаточно прочными и простыми механизмами для выполнения самых несложных функций руки. К особому классу следует отнести механические руки (фигура9), как изображенная на рисунке рука Карнеса, в которой имеется механизм для произ-
вольного сжимания и разжимания пальцев, приводимый -в движение посредством тяги, идущей от другого плеча или иного источника движения.
Опыт последнего десятилетия выявил весьйа ничтожное значение всех механич. рук, в том числе и рук по типу Зауербруха,
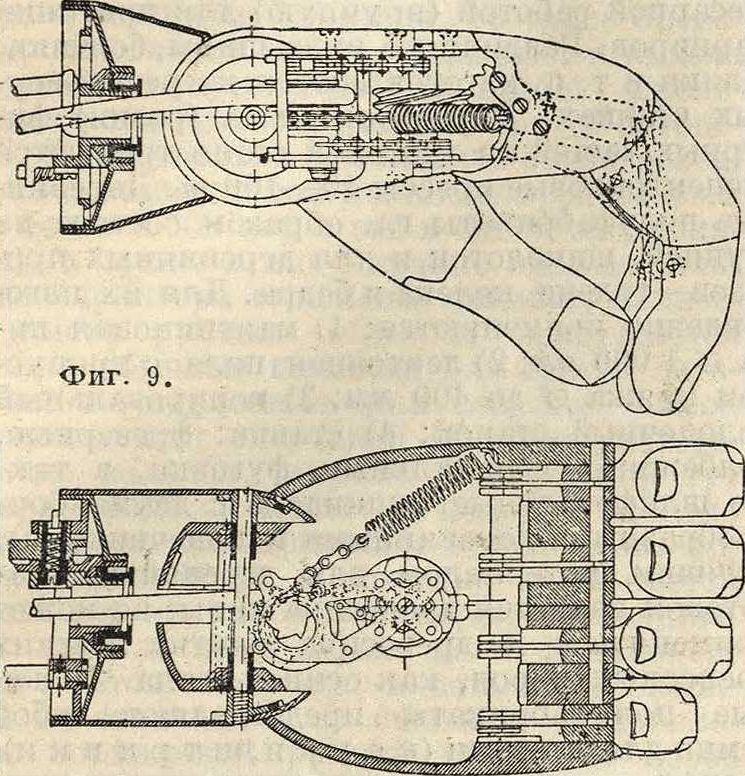
приводимых в движение мускулатурой культи через особую петлю в культе, т. к. кпд этих рук ничтожен, а выполняемая работа примитивна. Небольшое значение подобные руки имеют лишь при двусторонней ампутации рук, когда даже небольшая возможность самостоятельного захвата предметов облегчает положение инвалида. Но и в последнем случае многие инвалиды приспосабливаются так использовать свои культи (при ампутации ниже локтя), что полностью обслуживают себя совершенно без протезов (одеваются, обуваются, умываются и тому подобное.) и научаются писать, чертить, рисовать, зажимая карандаш или ручку рейсфедера между культей .Искусственные ноги достаточно удачно возмещают ампутированную конечность даже при ампутации выше колена. Это происходит потому, что нога при ходьбе по горизонтальной поверхности работает почти пассивно, то есть без затраты мускульной энергии. При опоре на нее вес тела замыкает коленный сустав и ц. т. тела описывает пологую дугу, имеющую центрами последовательно различные точки в области стопы. При выносе ноги вперед она движется по принципу физич. маятника под влиянием собственного веса и не требует затраты усилия. Только при ускоренной ходьбе мы затрачиваем на подталкивание ноги некоторые усилия, что и вызывает быструю усталость. Искусственная нога, снабженная ступней с голеностопным шарниром, очень близко повторяет роль естественной в момент опоры на нее, а при свободном качании движется вперед без затраты энергии инвалида. Разница лишь в несколько замедленном колебании ее, что и создает своеобразную несимметричную походку инвалида. В этом отношении деревяшки и клюшки, центр качания которых выше, чем у искусственной нога, благодаря облегченной нижней части, а сле довательно и период качания короче,—· дают возможность инвалиду более быстро передвигаться. При ампутации ниже колена протез ноги при удовлетворительной с медицинской точки зрения культе дает еще лучший результат, так что бывает почти невозможно угадать у инвалида, снабженного протезом, отсутствие его собственной конечности. Хуже обстоит дело при ампутациях в нижней части голени и в области стопы, так как если функционально и можно удовлетворить инвалида, то с косметической стороны невозможно добиться естественности протеза благодаря расширенной нижней части (для вмещения культи). Для протезов рук особое значение имеет способ присоединения рабочих приспособлений, так как соответствующий механизм должен позволять быструю их смену, прочное закрепление и быть достаточно легким. Детали этого механизма раньше всего подвергались попыткам нормализации, но все же общих нормалей еще нет. В Германии принято в большинстве случаев соединение в роде штыкового затвора. В СССР применяется соединение резьбовое (3/8"), причем протез оканчивается металлич. чашкой с нарезанным отверстием, а рабочие приспособления имеют наконечники с той же резьбой. Из рабочих приспособлений самые распространенные крючок, кольцо и той или иной системы винтовые зажимы. В отдельных случаях самое рабочее орудие снабжается специальным приспособлением для удобного соеди- нения с протезом руки, например к рубанку привинчивается особая пластинка с отверстием, а протез снабжается соответствующим штифтом.
Расчеты главнейших деталей. Основные размеры деталей протезов, подвергающихся в общем значительным усилиям, выработались многолетней практикой ортопедистов и менее всего являются продуктом технич. расчета на прочность. Тbлько после войны 1914—18 гг. можно наблюдать попытки определить необходимые размеры протезных деталей расчетом. Останавливаясь на протезах ног, мы прежде всего, отметим, что скелет протеза ноги— шины — работают преимущественно на продольный изгиб. Но расчету они не поддаются, т. к. вместе с другими частями представляют собой сложную систему разнообразных тел: металла, кожи, дерева, и для каждого отдельного инвалида в особой конфигурации. Опытом установлен размер шин по сечению 3—4 миллиметров на 20—23 миллиметров для взрослых людей среднего веса. Коленный шарнир м. б. рассчитан исходя из сечения соответствующей шины. Для шарнира врезного, то есть когда головка одной шины входит в прорезь головки другой шины, мы получаем из условий равнопрочности шарнира и шины толщину щеки шины (фигура 10):
S=SL=d
где S и Sl—толщина щеки шарнира, S— толщина шины вблизи шарнира, φ—коэф. увеличения момента сопротивления шины
Фигура 10,
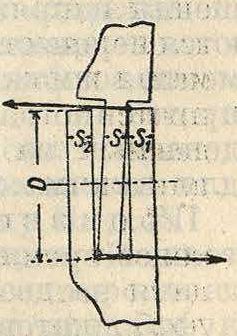
вследствие ее желобления равен ~ 1,75; b— ширина шины до желобления, D—диам. щеки шарнира. Для накладного шарнира (фигура 11) соответственно получаем:
£=<5

Фигура 11.
где ώ—диам. отверстия для болтика, соединяющего щеки шарнира. Одним из слабейших мест протеза ноги является стопа, обыкновенно изготовляемая из дерева (липа, осина), а также соединение шин с деревянной же щиколоткой.
I Наибольшие усилия в деталях
j ~i·., ступни возникают в момент от-
деления (подъема) пятки (каб-
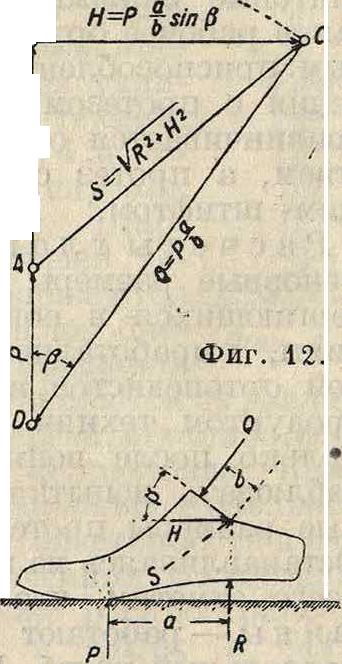
j лука) от почвы, когда передний буфер ступни сжимается щиколоткой до усилия Q. На фигуре 12 указаны возникающие усилия, их графич. определение и аналитическое выражение, причем: Р—вес инвалида с грузом, обычно принимаемым в 100 килограмм, Q—давление на передний буфер, R—натяжение серьги, соединяющей шины со ступней, Н—давление на подшипники оси шарнира. Подсчет при обычных соотношениях ступни дает величину усилия Q до 200—300 килограмм. Это часто оказывается достаточным, чтобы расколоть или раздавить ступню; тем более в случаях паде- fL ния на искусственнуюV, ногу не приходится рас- § считывать на целость 5? ступни. Такие детали, “jj-как серьга голеностоп- <t ного шарнира и ось его, м. б; легко рассчитаны, исходяиз усилия В, причем ось рассматривается как свободно лежа-щ гя балка, нагруженная посредине силой R. В обычных случаях серьга делается 8л«толщиной,
нарезка Vie· Нодля особо тяжелых инвалидов этот размер приходится увеличивать до 10 метров (или“/в")· Металлич. шины для протезов рук применяют весьма разнообразных размеров, т. к. условия пользования искусственной рукой слишком различны. В целях уменьшения напряжений в рабочих руках стараются перенести точку прикрепления инструмента возможно ближе к культе, причем весь протез иногда превращается в колпачок, надеваемый на культю, со втулкой на конце для зажима приспособлений.
Производство протезов. В настоящее время производство протезов распадается на два момента: 1) изготовление полуфабрикатов металлических, деревянных и кожаных; 2) сборка протезов по индивидуальной мерке, снятой с инвалида. Металлич. полуфабрикаты состоят из частей: кованых с последующей обработкой, точеных и штампованых. Для поковки шин применяются обычные рессорные или воздушные молоты до 100 килограмм, машины Ридера, а иногда и ручная ковка. Штамповка головок шин и придание шинам желобчатого сече
ния производятся на фрикционных молотах, весом падающих частей до 500 килограмм. Удаление получающегося при этом заусенца (гарта) производится на эксцентриковом прессе. Мелкие части затем обрабатывают в барабане для очистки от окалины. Для дальнейшей обработки шин пользуются фрезерными и сверлильными станками и наконец слесарной работой (вручную) для пригонки шарниров. Различного вида шины, болтики, валики и тому подобное. изготовляются на ных станках. Для штамповки (резки) фигурных частей из листовой стали требуются эксцентриковые прессы 10—100 тонн Деревянные полуфабрикаты гл. образом состоят и» ступней, щиколоток и для деревянных протезов—голени, колена и бедра. Для их изготовления применяются: 1) маятниковая пила 0 1 000 ли; 2) ленточная пила с пропуском кряжа 0 до 400 миллиметров; 3) копировальный колодочный станок; 4) станки: фрезерные, долбежные, сверлильные, фуговки, а также шлифовальные (шпиндель с двумя бочкообразными деревянными наконечниками). Лучшим материалом для деревянных заготовок является древесина липы, но может применяться и древесина других мягких древесных пород, как осина, ветла. Кожаные полуфабрикаты представляют собой ремни для затяжки (капки,штрипки), различные клапаны для прикрытия шарниров, пояса, бандаящ и т. и. Из машин применяются: прессы для вырубки кожаных частей, машины для просечки отверстий в ремнях, шорные швейные машины.
Процесс сборки протеза состоит в следующем. 1) С инвалида снимается подробная мерка и в необходимых случаях гипсовый негатив, для чего обматывают соответствующую часть тела нагипсованным марлевым бинтом. Когда гипс частично отвердеет, негатив разрезают гипсовыми ножницами, снимают с тела и склеивают гипсом разрез.
2) Негатив заливают гипсовым раствором и получившийся слепок зачищают и сушат.
3) На слепок (или на деревянную болванку) затягивают размоченную кожу для образования гильзы. 4) По слепку и размерам подгоняют металлич. шины, скрепляюшие их полукольца соединяют со ступней. Протез в этом состоянии примеряют на инвалида, чтобы выявить возможные неточности. Если таковые обнаружены, их устраняют, и затем протез поступает в отделку. Для этого все части разбираются и металлич. части поступают в термич. обработку: отжиг в течение 1/2 ч. до 850° с охлаждением на воздухе, нагрев до 850°, закалка и отпуск головок шарниров и замков. Затем полировка на войлочных кругах, никелировка и глянцевка. Кожаные гильзы промываются раствором щавелевой кислоты для удаления пятен и полируются. Деревянные части кроют несколькими слоями марли с аце-тилцеллюлозным лаком, полируют и подбивают снизу кожаной подошвой. После этого протез вновь собирается, гильзы приклепываются к шинам. В шорном цехе протез снабжается мягким (обычно замшевым) подкладом, ремнями для затягивания на культе, поясом и помочью для подвешивания к телу. Аналогичным образом изготовляют искусственные руки и ноги, а также и ортопедические аппараты. При сборке из машин применяют: легкие сверлильные станки для сверл до 10 миллиметров, швейные машины, полировальные станки, рычажные ножницы. Никелирование производится холодным способом, непосредственным покрытием стали (без омеднения), состав ванны, как для хирургия. инструмента. Необходимо подчеркнуть, что поскольку протезирование тесно связано с лечением инвалида, то такие операции, как снятие мерок, примерки и выдача протезов и ортопедия, аппаратов, производятся при тесном участии врачей-ортопе-дов. Производство ортопедия, обуви вследствие сравнительной мелкости производства (не более 6 000 пар в год в одном предприятии), а также в виду крайне индивидуального характера отдельных заказов, является яисто рунным. Машины применяются только обынные швейные для шитья заготовки и отделонные—для отделки. Самой ответственной операцией является изготовление колодок, так как копирование тут неприменимо, и качество колодки всецело зависит от квалификации колодочника-ор-топедиста. Затем к колодке пригоняется подставка из пробковой коры, восполняющая тот или иной дефект ноги. В дальнейшем шьется заготовка, и остальные операции не отличаются от обычного изготовления нормальной ручной обуви. В особо сложных случаях делается из лоскута временная заготовка, и обувь примеряется инвалиду, после чего в случае удачного результата окончательно изготовляется обувь.
Производство деревянных протезов ног в настоящее время налаживается в СССР. По снятой мерке из полуфабрикатов: ступни со щиколоткой, голени с коленом и болванки для бедра, протез готовится к примерке. Для этого в болванке для бедра выбирается гнездо, соответствующее культе. Излишки заготовок по длине отпиливают и части временно соединяют пластинками на шурупы. При примерке окончательно подстругивается бедро изнутри, проверяется высота, совпадение колен и т. д. Затем части вместо временной связи склеиваются в торец, через стык фрезеруются пазы, в которые загоняются плотно с клеем деревянные шпонки. Снаружи протез обстругивается до толщины стенок 5—10 миллиметров. Вверху гильза бедра обматывается с клеем крепким шнуром на ширину 2—3 см. Весь протез зашкуривается и отделывается ацетилецеллюлоз-ным лаком, снаружи по марле, для образования крепкой корки. Последний слой кроется лаком, смешанным с сухими белилами и подкрашенным в розоватый цвет. Для подвешивания к телу протез снабжается поясом или другим бандажом.
Всеми протезными предприятиями РСФСР выпущено было продукции (единица равна протезу ноги):
Годы.. 1927/28 1928/29 1929/30
Количество единиц. 21 886 25 240 30 000
На изготовление протезов в 1929/30 году израсходовано ок. 2 500 тыс. руб. С 1 апреля 1930 г. все протезные предприятия РСФСР переведены на хозрасчет и образуют республиканский трест «Государственное объединение протезных предприятий» с уставным капиталом 3 500 тыс. р. Трест состоит в ведении НКСО. По РСФСР в 1931 г. было 27 предприятий с 1 080 рабочими.
Лит.: Малышев А. В., Основы технич. биомеханики, «Протезное дело», Сборник статей под ред. Н. Бурденко и А. Малышева, М., 1928; его же,. Конструкции протезов верхней конечности, там же; В авпшевичМ.И., Конструкции искусственных ног,там же; е г о ж е, Производство протезов,там же; Schlesinger, Der mechanische Auibau d. kiinst-lichen Glieder, Ersatzglieder u. Arbeitshilfen, B., 1919; Deutsche Orthopadie, bisg. v. Gocht H., В. 1—5, Stg., 1917—21; BObrn M„ Das Kunstbein, B., 1927; В о h m M., Der Kunstarm, B., 1927; J ottkowitz P., Orthopadische Apparate, B., 1927; Rosenfeld, Ortho; alisehes Schuhwerk, B., 1927; SbedeF, Theorftische Grundlagen f. den Bau von Kunstbeinen,. Stutlgart, 1919; Sauerbuch F., Die willkurlich bewegte kiinstliche Hand, В. 1—2, Berlin, Ί916—23; .Marks, Manual of Artificial Limbs, N. Y., 1922; Little E. M., Artificial Limbs and Amputation Stumps, London, 1922. M. Вавпшевич.