 > Техника, страница 76 > Рамочно - багетное производство
> Техника, страница 76 > Рамочно - багетное производство
Рамочно - багетное производство
Рам0чн0 - багетное производство, производство багета и выделка из него рам. Рамы склеиваются из багета, сделанного ручным или машинным способом, на который налепливаются алебастровые листья,гирлянды или другие орнаменты, заготовленные также механическим путем. Такой багет золотят или часто для удешевления стоимости рамы багет покрывают слоем олова, поверх которого наводится желтый лак, придающий багету вид настоящего золота. Иногда для придачи раме оригинального вида позолота соединяется с бронзировкой и подражанием старинному серебру. Наиболее распространенными рамами следует считать деревянные золоченые с глянцевым или матовым лощением. Производство багета заключает в себе несколько специальных самостоятельных цехов: 1) отделочный, 2) грунтовочный, 3) лепной и 4) позолотный. В отделочном цехе изготовляются различного вида бруски—л и с т е л ь, для которых идут преимущественно мягкие породы дерева: липа, сосна и ель. Для изготовления рам идет также дуб, красное и черное дерево или подделки под эти породы. Для изготовления багета дерево должен быть выдержанное, сухое, прямое, прямослойное и без сучков. Сухие доски распиливают на маятниковом станке (смотрите Деревообделочные станки), а затем на круглопильном станке. Каждая доска пропускается несколько раз для получения реек (шириною 40—90 миллиметров), из которых затем делают багет различной формы и толщины. Толщина и форма багета зависят от того или другого способа склеивания. Склеивание брусков, необходимое для предупреждения коробления, производится столярным либо казеиновым клеем. При склеивании необходимо следить, чтобы направление волокон в склеиваемых рейках было бы взаимно противоположно. Приготовленные бруски, цельные (толщиною до 40 ли) или склеенные, поступают на строгальный станок (фуговочный) для получения контура профиля багета. После прострожки бруски идут для фальцовки на круглопильный станок, где вырезают фальц в два приема. Сначала брусок прорезают в одном на правлении, затем поворачивают под прямым углом и пропиливают в другом направлении. После фальцовки бруски передаются на специальные продольнострогальные станки и выходят оттуда вполне готовыми, профилированными и гладко выстроганными. Заготовленный багет поступает в грунтовочный цех. При грунтовке багета употребляют специальные железные шаблоны толщиною 18— 20 миллиметров и несколько увеличенные против профиля багета для накладки и выравнивания грунта. Для приготовления грунта или левкаса берут на 5 килограмм клея 25 килограмм воды и варят клей в течение 12 ч. Когда клей хорошо разварится, всыпают 40 килограмм мела в порошке и разбалтывают до получения однородной массы, которую и накладывают на обрабатываемый брусок. Для восстановления рисунка багета и для прочистки желобков после грунтовки применяют особые стальные инструменты, рашпили, с лезвиями различной формы. Неровности, получающиеся иногда на багете после грунтовки, уничтожают шлифовкой. Для шлифовки отдельных частей пользуются песчаником, из которого точно изготовлен профиль шлифуемой поверхности. Чем вернее сделан профиль, тем быстрее и правильнее шлифовка грунта. Когда поверхность багета вполне выровнена, его протирают влажной губкой, а затем сухой губкой насухо.
После просушки грунтовки багет передают ® лепной или фризовой цех. Лепка производится вручную или при помощи фрезерного станка (смотрите Деревообделочные станки). Для того чтобы наложить лепку на багет после просушенной грунтовки, при1Ютавлива-ют замазку, состоящую из клея, гарпиуса, льняного масла и мела. Такая замазка, приготовленная в виде жгута, кладется на цинковую доску, длина которой должна соответствовать длине багета, а ширина—ширине рисунка. Доску вместе с замазкой пропускают под ролик (цилиндрич. валик) с вырезанным на нем вогнутым рисунком. Ролик приводят в движение мотором и при вращении он выжимает на доске из замазки требуемый рисунок в виде ленты. Эту ленту наклеивают на багет франц. клеем, и через несколько дней она делается твердой, как камень. Далее багет поступает в позолотный цех. Золочение багета представляет одну из самых важных операций багетного производства. Золочение делается из листового (сусального) золота или серебра (смотрите Золото сусальное). До золочения или серебрения багет покрывают особым составом —п о л и м е н т о м, на к-рый и накладывают поталь (золотые, серебряные листочки). Полимент состоит из жирной глины без примеси органич. веществ, часто с примесью марсельского мыла, а иногда -еще и жира и воска. Чем однороднее и гуще смесь, тем лучшего качества полимент. По способу приготовления полимент бывает: французский, итальянский, серый и т. д. Французский полимент приготовляется след, -обр.: на 400 г мелко просеянного болюса берут 12 белков. Все это смешивают до образования мази, к которой прибавляют 4,25 г желтого воска. Серый полимент готовят так же, как и предыдущий, но только к белой глине прибавляется немного графита. Для приготовления итальянского полимента берут 8Л0 г армянского болюса, 265 г французского болюса и 51 г графита. Все это размельча-
Т. Э. т. XIX.
ют в ступке, просеивают через сито и смешивают в однородную массу. Смесь помещают в тигель и прибавляют к ней 285 з белого воска. Всю эту массу нагревают на умеренном. огне, постоянно мешая, пока она не сделается вполне однородной, тогда ее выливают на. каменную плиту для охлаждения. После охлаждения массу растирают на гладкой каменной плите с 25 яичными белками, затем накладывают на бумагу и высушивают. Всякий полимент перед употреблением в делонеобходимо предварительно растереть с водою. Кроме полимента для золочения по масляной подготовке употребляют еще льняные лаки, шеллаковый лак, черный лак, золотой лак и т. д. в зависимости от вида и типа багета. Сам процесс золочения должен производиться в помещении, где полностью исключена возможность появления сквозняка, так как в противном случае листочки золота, серебра или поталя будут сворачиваться при накладывании на багет. Для того чтобы краска или позолота не впитывалась в поры мела, багет предварительно покрывают шеллаком и, когда он высохнет, наносят слой мар дана. Только спустя 10—12 ч., можно приступить к золочению. При помощи клея листоч
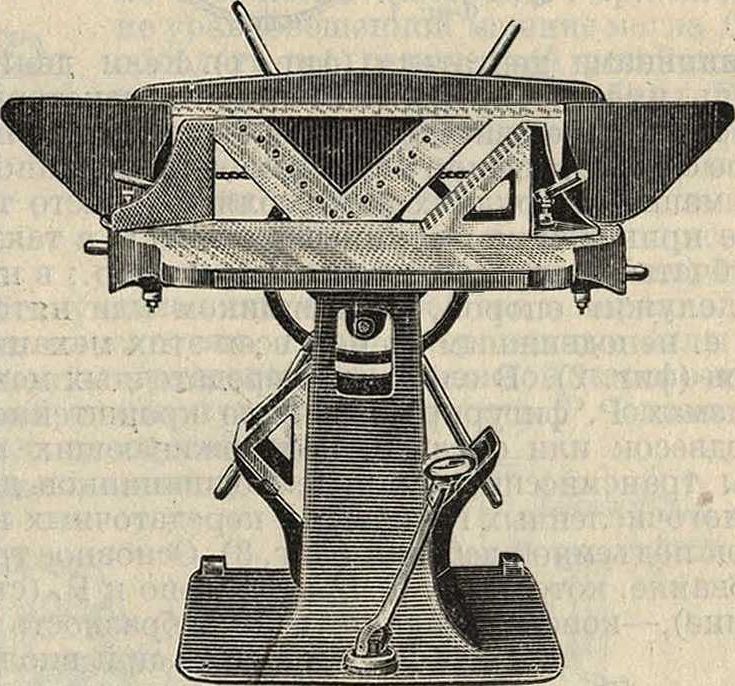
ки поталя или золота накладывают на лепку и плотно к ней приглаживают, после чего багет принимает золотистый вид. До накладки на лепку листочки поталя необходимо разрезать на узкие полоски, которые легче и удобнее ложатся на рисунок. Золочением багета оканчивается его производство, и он поступает в деревообделочный цех для производства рам. Для изготовления рамы багет на специальном станке (смотрите фигура) разрезается под углом в 45°, затем на круглопильном станке делается зарезка на внешней стороне двух кусков багета, и в образовавшийся паз вставляют на клей шип.
Лит.: Гофман П., Багетно-рамочное производство, пер. с нем., 3 изд., П., 1916; его ж е, Золочение и серебрение деревянных изделии, Москва, 1896; К у з ь м и ч е.в Г., Золочение и серебрение по дереву и металлу, 2 изд., М., 1916; Селиванов К., Багетно-рамочное производство, Л., 1927; S a u 1 о J., FaOricat de cardes, Г., 1926. В. Гессен.