 > Техника, страница 77 > Рифли
> Техника, страница 77 > Рифли
Рифли
Рифли, острые бороздки на поверхности мелющих вв. Рифление, или н а-резка вв, производится в мельничных вальцовых станках, служащих для дранья, передира и вымольных систем (смотрите Валъцерез-ный станок, Вальцовый станок и Помолы). При диференциальных скоростях парно работающих вв Р. действуют на зерно, дранье и передир как ножи б. или м. острые, производя разное действие на продукт в зависимости как от диаметра вв и отношения их скоростей (диференциал), так и от окружной скорости быстрого валка, профиля Р. и уклона ее по длине валка. Если бы оба валка вращались с одинаковыми скоростями, происходило бы раздавливание зерна, тем большее, чем больше диаметры вв. Но при процессе дранья преследуется цель разрезания зерна и выскабливания из него крупы. Такое действие достигается применением различных скоростей у пары работающих вв. Чем больше диференциал, тем больше число Р. быстрого валка в пределах мелющей зоны пробегает по соответствующему числу Р. медленного валка, увеличивая количество воздействий на проходящий через рабочую щель продукт. При острых Р. и при положении а ((фигура 1), когда зерно или части его попадают между остриями Р.» вв, указанное мно гократное действие Р. содействует большему получению, хотя и менее крупных крупок. Продукт подается медленным вм с Р., направленными спинками по движению, подставляющим острия под Р. быстрого валка с остриями по направлению движения. При расположении Р. Ь, применяемом на последних драных проходах и вымоле, получается сжатие и растирание продукта. В данном случае эффект работы увеличивается с увеличением диаметров вв, когда при том же диференциале количество воздействия Р. увеличивается еще от уширения размольной зоны между рабочими поверхностями вв. Это обстоятельство
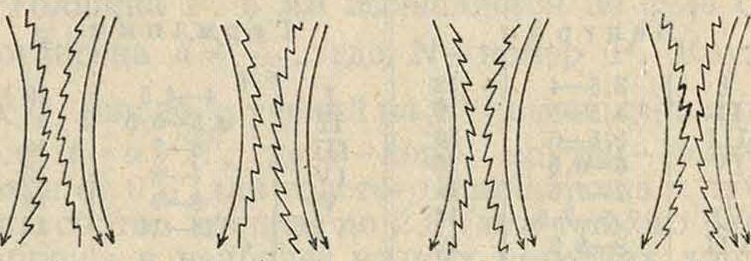
abed Фигура 1.
особенно важно при размоле ржи. На последних драных пассажах целесообразно применить положение Р. с острием на спинку, причем выскабливание должно происходить с меньшим раздроблением оболочки зерна. Положение d спинкой на острие применяется только в США и весьма редко. Применяемые в СССР и США большие окружные скорости вв дают более энергичное дробление зерна, в результате большее количество мелких крупок и рассечение оболочек. Для ослабления такого действия либо применяются Р. с затупленными кромками либо ставятся Р. спинкой на спинку и для первых дранных процессов. Наклон Р. имеет целью достижение непрерывного действия таковых без ударов, какие имели бы место при направлении, параллельном оси, когда каждая Р. вступала бы в работу с Р. парного валка сразу по всей своей длине. Чем меньше уклон Р., тем «острее» их действие, что в результате дает больше крупок. В СССР и США компенсируют большие скорости вв еще и малым уклоном Р. в 4—6% на первых драных системах. При увеличении уклона помимо резания происходит продвижение продукта вдоль Р.,что связано со смятием его и полезно при вымоле.
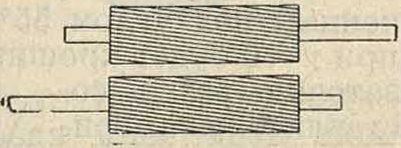
На фигуре 2 показана пара вв с наклонно расположенными Р. При одинаковом (параллельном) наклоне Р. на обоих валках (глядя сверху или сбоку) таковые однако при проходе через размалывающую зону взаий-но пересекаются под двойным углом их наклона, т. к. изображенный вверху валок входит в зону размола с наклоном слева направо, а нижний— справа налево. Перекладка каждого из вв в своих подшипниках не меняет наклона Р., но меняет направление острия Р. Это обстоятельство позволяет при валках равноосных с одинаковыми шейками при помощи перекладки их получить все четыре положения: а, Ь, с и d. Если переложить оба валка положения а, получим положение Ь, при перекладке одного медленного валка, получим положение с а при перекладке одного быстрого валка—положение d.
Число Р. на 1 дм. или 1 сантиметров окружности валка определяет шаг таковых, соответствующий величине раздробляемого продукта. От шага и профиля Р. зависит глубина нарезки, также влияющей на интенсивность работы вв. Ниже приводим таблицу числа Р. и их наклона в % по отношению к длине вв для помолов в различных странах.
Характеристика Р. в разных странах.
| № | Количество Р. на 1 см | Наклон в % | № | Количество Р. на 1 см | Наклон в % |
| Венгрия | Германия | V· | |||
| I | 3,5—4 | 12 | I | 4—4.5 | 10 |
| II | 4,5—5 | 16 | II | 4,5—5.5 | 10 |
| III | 5,5—6 | 16 | III | 6—7 | 12 |
| IV | 6—6,5 | 16 | IV | 7—8 | 12 |
| V | 7—7,5 | 14 | V | 8—9 | 12 |
| VI | 7,5—7,8 | 14 | VI | 10—11 | 14 |
| VII | 8—8.2 | 12 | |||
| VIII | 8,2—8,5 | 12 | |||
| IX | 8,5—9 | 10 | |||
| США | |||||
| Англия | |||||
| I | 4,5—5 | 4 | |||
| т | 4—4,5 | 10 | II | 5,5—6 | 5 |
| II | 6—6.5 | 12 | III | 6,5—7 | 6 |
| III | 7—8 | 12 | IV | 7,5—8 | 6 |
| IV | 9—11 | 14 | V | 9—10 | 7 |
До последнего времени помол у нас соответствовал германскому, а в настоящее время переходит к американскому.
Наибольший интерес представляет вопрос о профилях Р. Для лучшего эффекта работы нарезных вв на первых драных системах Р. следовало бы придать I ; : _ профиль резца (фигура 3) с
: ------у»" ” возможно большим углом
—г—i у, образуемым гранью АВ
; : t--— с радиусом окружности
. г > поперечного сечения вал-
j Т .т. ка. Угол резания данного
7 ! в, профиля будет угол а,
_______ образуемый острой гра-
Lie ,. ныо АВ с касательной к
I Г + окружности валка. При
aL^i:A.. угле у =15° угол α= 75°,
·, ! угол β между острой графит. з. ныо и спинкой Р., в за висимости от величины шага i и высоты h Р., будет 50—55°. Но по свойству зеркального чугуна невозможна нарезка таких Р., и они будут выкрашиваться при нарезании, а при работе резец, заточенный под углом 55° и даже под углом 70°, при у=0 будет крошиться. Наименьший угол заточки резца составляет у американцев 90° и у европейцев 105—110°.
£-
Резец обычно устанавливается в су-порте вальцерезного станка так, что его ось проходит через центр вала (во избежание изгиба резца). На фигуре 4 показано положение одного резца. Угол В резца равен сумме углов а+Ь, образуемых плоскостями заточки резца его осью. Угол а называется углом острия, т. к.
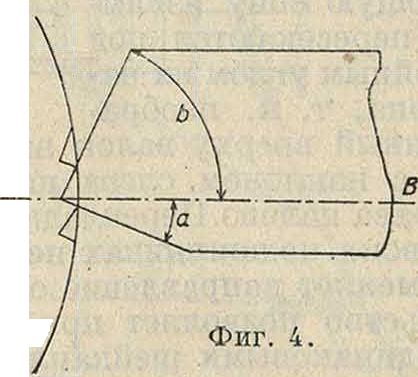
он режет острую грань Р., а угол b—углом· спинки. От угла а зависит степень режущего-действия Р. Этот угол в Р. сист. Даусона равен 17—19°, а угол резания составляет 19° + +90°=109°. У европ. мукомолов α= 40° и угол резания равен 90° +40°= 130°.
Фигура 5 показывает установку двух резцов с расстояниемихосей по 15 миллиметров по обе стороны от-линии, проходящей через центр окружности валка. Фигура 6 изображает шаблон для проверки обточки граней резца. Сплошными линиями показан шаблон в положении I для проверки заточки угла спинки b. Пунктирными линиями показан шаблон в положении II
при заточке угла острия а, причем шаблон на ложен суммарным углом резца α + δ. Завод «MIAG» предлагает угол а в 40° как для пшеницы, так и для ржи и угол Ь в 65° для пшеницы и угол 70° для ржи. Профиль Р. валка, выпрямленных по прямой, см. Вальцерезный. станок, фигура 2. Для сохранения цилиндрич.
Фигура 6.
Фигура 7.
формы валка при его нарезке глубину нарезки делают с таким расчетом, чтобы на вершинах Р. оставались нетронутыми узкие полоски шлифованной цилиндрич. поверхности валка шириной 1/10—1/20 миллиметров. Без этой предосторожности, при разной глубине погружения резца, м. б. утеряна цилиндрич. форма"валка. С другой стороны, острая вершина Р. была бы чрезвычайно неустойчива и выкрошилась бы или такие площадки образовались бы в кратчайший срок работы Р. Для большей устойчивости резца и бесполезности острых углов в глубине Р. допускается закругление радиусом 0,5 миллиметров при 4 Р. на 1 сантиметров до закругления
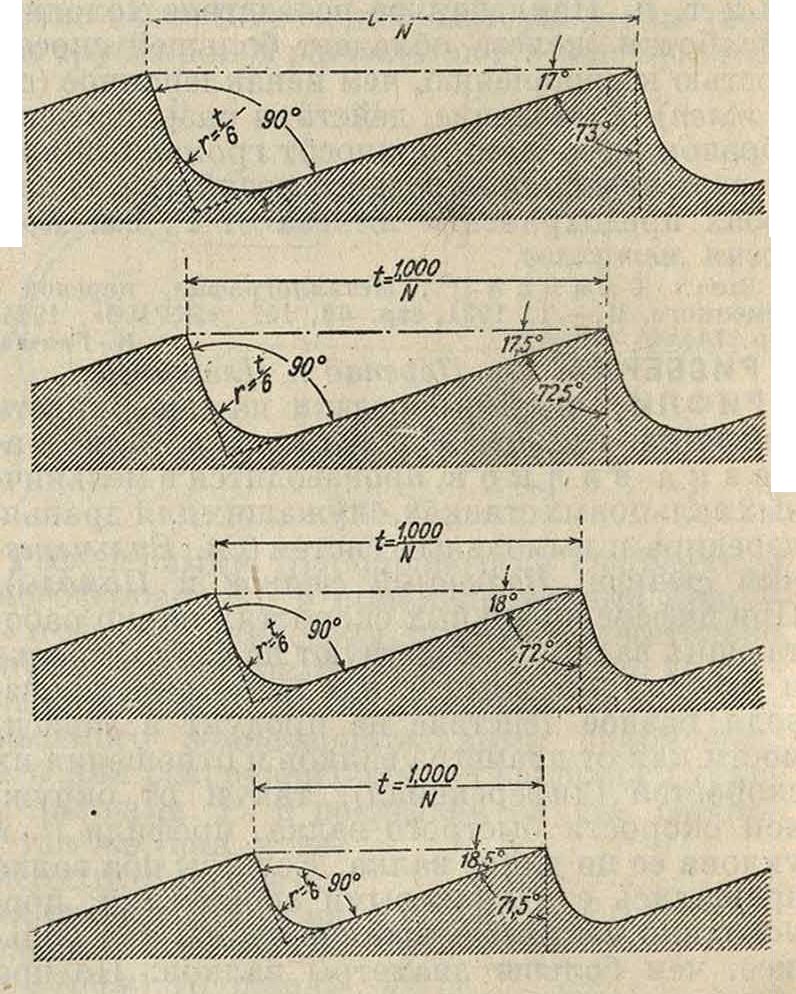
O, 1 миллиметров при 9—10 Р. на 1 см. Фигура 7 изображает в увеличенном виде профиль оригинальной нарезки по Даусону (американской) для дранья №№ 1—5. Шаг t равен где N— число Р. на 1". При первом дранье угол острия равен 17° и угол спинки 73°, а суммарный угол Р. 90°, причем острие Р. слегка закруглено вместо площадки 1/10—1/20 миллиметров, оставляемой в европейских Р. Радиус закругления на дне канавок Р. равен г/6 шага Р.,
то есть равен что составляет почти вышеуказанные европ. нормы. Тут указаны самые характерные европейский и американский профили. В европейских профилях угол в=35-!-45°и угол Ь=57-р70°. У американских мукомолов имеется много типов профилей, являющихся производными приведенного «ори-гинал-даусон» и V-Cut (фигура 8). Наилучшая американская нарезка «оригинал-даусон» отличается от европейской нарезки более выгодным для получения крупок углом острия 17° для первого дранья, зато нарезка V-Cut по всей вероятности не заслуживает подражания. Отсутствие следов шлифованной поверхности вв не гарантирует цйлиндричности. Округление режущих кромок применимо только при больших скоростях. Американцы в последнее время применяют резцы в виде гребенок для нарезки сразу нескольких Р., причем гребенка устанавливается несколько эксцентрично с таким расчетом, чтобы 4—б выступов гребенки производили предварительную нарезку Р., а остальные окончательную нарезку начисто.
Р. в машиностроении, см. Накатка в машиностроении.
Лит.: Зворыкин К. А., Курс по мукомольному производству, Харьков, 1894; К о з ь м и н П. А.Мукомольно-крупяное производство, 4 издание, М., 1926; Куприц Я. Н., Рационализация мукомольного производства (опыт США), Москва, 1929; Левинсон И. Н., Анализ балансов помола, Л.—М., 1929; Аранович С. И., К вопросу о нарезке вальцев для размола мягких пшениц, «Советское мукомолье и хлебопечение», М., 1928, б, стр. 283; К о з ь м и н П. А., Рационализация схемы помола,там же,1929, 2, стр. 65; Пенс
P. О.и М а к-К о р м и к, Нарезка вв и диферен-
циал, пер. с англ.,там же, 1929,8, стр. 461;Taschenbuch des Miillers, hrsg. «MIAG», 8 Aufl., Dresden, 1927; Kettenbach E., Kateehismus f. Muller u. Miihlen-bauer, Lpz., 1924; Dedrlck B. W., Practical Milling, Chicago, 1924. Л. Розенштейн.