 > Техника, страница 78 > Самолетостроение
> Техника, страница 78 > Самолетостроение
Самолетостроение
Самолетостроение, совокупность процессов, связанных с производством и эксплоата-цией летательных аппаратов—аэропланов (смотрите), гидроаэропланов (смотрите). Самолеты различаются как по роду аэродромов (смотрите) для взлета и посадки (на морские, сухопутные и амфибии), так и по назначению (на гражданские и военные) и тоннажу (на малые—до 4—5 т, средние—до 12—15 тонн и большие—свыше 15 тонн полетного веса). В процессе развития С. за последние годы выявились следующие тенденции, а) Специализация типов самолетов и узкая специализация заданий для отдельных типов как гражданских, так и военных самолетов, б) Увеличение тоннажа современных самолетов, доходящего у гидросамолетов до 52 тонны (ДоХ) и у сухопутных до 30 те (Са 90 РЕ), в) Повышение мощности и числа моторов: до 7 200 Ι-P при 12 моторах (ДоХ) у гидросамолетов и до 6 000 ЕР при 6 моторах у сухопутных (Са 90 РВ) самолетов. г) Улучшение аэродинамич. свойств самолетов, а также устойчивости и управляемости как общим улучшением форм самолета, так и принятием мероприятий, уменьшающих лобовое сопротивление частей установки; обтекатели на колеса, безосное и одноподкосное шасси, капоты NACA и кольца Тауненда, убирающиеся шасси, металлич. винты и прочие д) Улучшение удобств для пассажиров и экипажа путем устройства закрытых кабин, применение закрытых башенных установок для стрелков на военных самолетах, е) Преобладание моноплан-ных схем и конструкций из дуралюминия и высококачественных сталей для средних и больших самолетов, а для малых — конструкций смешанного типа из дерева и стали, причем у военных самолетов, особенно у истребителей, наиболее часто применяется бипланная и полуторапланная схемы, сочетающие хорошие аэродинамич. качества и малый вес конструкции с большей маневренностью, ж) Широкое применение тормозных колес, упрощающее руление и сокращающее длины разбега и пробега, и замена костыля хвостовым колесом, з) Применение шасси с масляной амортизацией, дающей мягкую посадку и снижающей перегрузки при посадке, а следовательно вес конструкции самолета, и) Возрастающее применение разного типа разрезных крыльев, увеличивающих безопасность полета, к) Улучшенное оборудование самолетов приборами, радио, прожекторами для ночных посадок, автопилотами для ночных полетов и полетов в облаках.
По специализации своих заданий гражданские самолеты м. б. подразделены на следующие 6 типов. 1) Малые пассажирские самолеты для перевозки небольшого количества пассажиров на ограниченные расстояния местных воздушных линий. Их тоннаж до
1,5 от; мощность 100—200 Η5; нагрузка 0,4— 0,5 от. 2) Пассажирские самолеты среднего размера применяются на всех воздушных линиях, которые не требуют больших нагрузок и особой дальности полета. Экипажа и пассажиров обычно берется 7—9 ч.; тоннаж 3—5 от; мощность 300—600 ЕР; нагрузка 0,90—1,2 от. 3) Многомоторные пассажирские самолет ы благодаря наличию нескольких моторов обладают большей надежностью и регулярностью полетов и вытесняют постепенно одномоторные самолеты. Они имеют 2 — 4 мотора мощностью 500—2 200 IP, берут 11 — 32 чел. и имеют тоннаж 6 — 15 те. Кабины пилота и пассажиров отличаются всеми удобствами. 4) Пассажирские самолеты для международных воздушных ли н и и в настоящее время только вырабатываются как тип. Они покрывают большие расстояния (1 000—2 000 км) с очень большой платной нагрузкой, например самолет 1038 на линии Берлин — Лондон (около 1 000 км) берет 6 от нагрузки при 22 тонны полетного веса; гидросамолет ДоХ покрывает расстояния 2 000 км при платной нагрузке ок. 5 те и полетном весе в 50 те. 5) Транспортные самолеты появились сравнительно недавно и приспособлены к перевозке емкого большого груза. Они отличаются большой кубатурой своей кабины и устройствами для облегчения погрузки и разгрузки. 6) Почт о-вые самолеты применяются для быстрой переброски на большие расстояния сравнительно небольших грузов. Остальные гражданские самолеты: для аэрофотосъемки, для борьбы с вредителями и прочие обычно переделываются из вышеуказанных типов.
Переходя к военным самолетам, нужно отметить, что диференциация их типов еще большая, чем у гражданских, т. к. военное командование ставит перед ними в настоящее время еще более определенные и узкие задачи. Различаются: истребители одноместные, двухместные, многоместные, дневные и ночные; штурмовики (самолеты для атаки), разведчики, двухместные, трехместные; рдировщики легкие и тяжелые; торпедоносцы; гидроразведчики различного тоннажа; школьные и тренировочные самолеты. Из всех указанных типов военных самолетов наибольшее значение по мнению некоторых военных авторитетов (инж. Дуэ и др.) получили в последние годы самолеты большого тоннажа, которые ими квалифицируются как «наступательная» авиация, в то время как более мелкие самолеты отнесены ими к «оборонительной» авиации. Для повышения летных данных военных самолетов на «боевых» высотах в настоящее время широко применяются высотные моторы с наддувом (смотрите), сохраняющие номинальную мощность до боевых высот, обычно до 3 000—5 000 метров.
При разборе схем военных самолетов можно видеть, что у малых самолетов, особенно истребителей, до сих пор в большом применении бипланная или полуторапланная схема, сочетающая хорошие аэродинамические качества, малый вес конструкции крыльев с высокой маневренностью самолета. Самолеты же большого и среднего тоннажа очень часто делают ыонопланными с подкосами или без них.
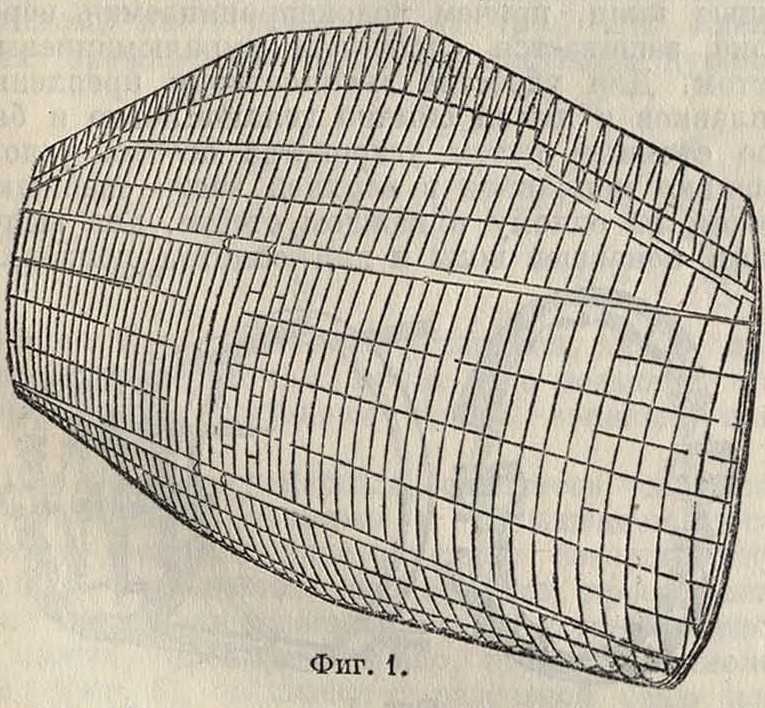
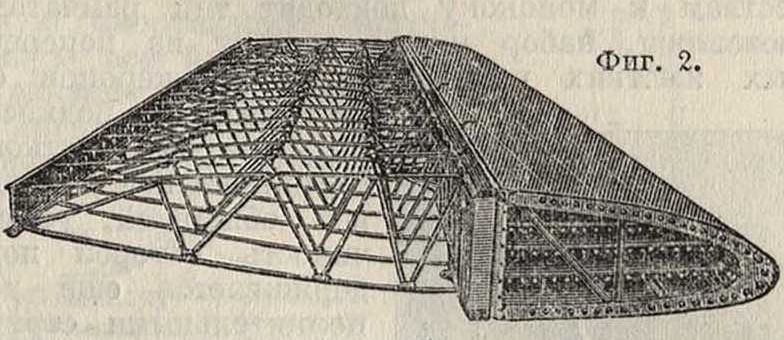
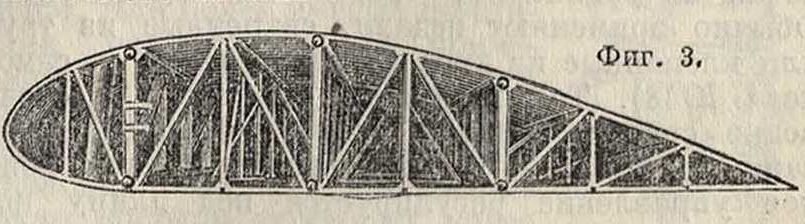
Крылья самолета. Моноплан-н ые крылья обычно строятся металлическими, гл. обр. из дуралюминия; из дерева встречаются монопланные крылья для малых самолетов и только Фоккер применял их также и к большим самолетам (фигура 1). Крыло Фок-кера двухлонжеронное и обшивается тонкой фанерой. Металлич. монопланные крылья в последнее время строят иногда однолонжерон-ными, причем профиль крыла в этом случае берется с малым перемещением центра давления, а лонжерон располагают на 28 — 30% средней хорды крыла (фигура 2). Изгиб крыла воспринимается лонжероном, а на кручение работает также и металлич. зашивка носка крыла, благодаря чему достигается экономия веса. Весьма распространенной является конструкция крыла с тремя лонжеронами и жесткой т. э. т. хх. обшивкой крыла (фигура 3). Монопланные крылья больших самолетов обыкновенно строят много-лонжеронными с жесткой обшивкой; так, крыло самолета 1038 имеет б лонжеронов. В и-планные и полуторапланные коробки крыльев делаются б. ч. из дерева, име
ют два лонжерона и обтягиваются полотном целиком или частично, когда например носок крыла и нижняя его часть подшиваются тонкой фанерой. Но у ряда военных самолетов, особенно английских, бипланные крылья — металлические, преимущественно из высококачественной стали, при этом обтяжка крыла полотняная. Дуралюминий в настоящее время реже ставят на бипланные крылья вследствие того, что он не дает преимуществ в весе сравнительно с деревом и сталью. Лонжероны монопланных крыльев благодаря наличию обычно толстого профиля делают ферменного типа, клепанными из профилей и листового материала или из труб. Лонжероны бипланных и полуторапланных крыльев, имеющих почти всегда сравнительно тонкий профиль, строят из замкнутых сечений профилированного металла. Деревянные лонжероны делают обычно коробчатого сечения с полками из сосны или спруса и с боковыми стенками из березовой или спру-совой фанеры. Нервюры крыльев толстого профиля делают ферменной конструкции, как дающие наименьший вес, причем в металлич. самолетах их клепают из тонкостенных труб или же из профилей. Нервюры среднего или тонкого профиля в металлич. конструкциях изготовляют штампованными из листового металла с отбортованными вырезами для облегчения. Деревянные нервюры делают или ферменными из брусков с кницами из фанеры или же с ребром из листовой фанеры и полками из сосны, спруса или липы. Внутренняя расчалка крыльев с "жесткой (металлической или фанерной) обшивкой, например крыло самолета Стоут-форд или· самолета Фоккер Д16, осуществляется самой обшивкой, в то время как при полотняном покрытии она обыкновенно состоит из распорных усиленных нервюр и прутковых растяжек. Наружную расчалку бипланных коробок крыльев в настоящее время делают исключительно из профилированных лент-расчалок обтекаемого сечения. В тех случаях, когда ставятся жесткие подкосы, они бывают из труб обтекаемого сечения.
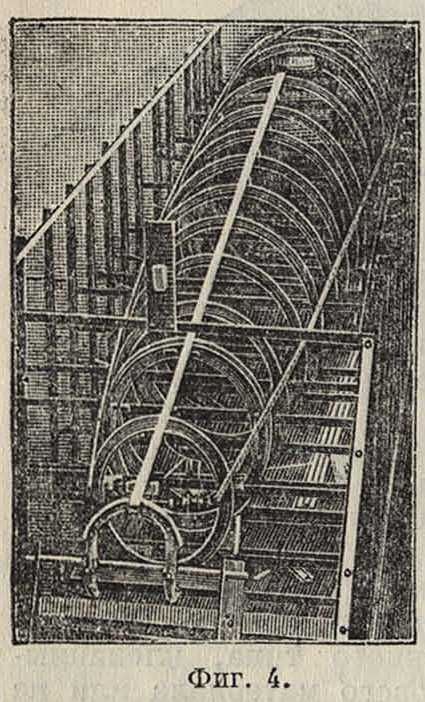
Ф ю з е л я ж и. Наиболее выгодным в аэро-динамич. смысле является фюзеляж-м о н о-к о к, деревянный или металлический, в к-ром жесткая обшивка (из фанеры или листового дуралюминия) целиком работает, в то время как стрингеры и шпангоуты только подкрепляют ее, давая ей местную устойчивость и
3
жесткость (фигура 4 и 5). Помимо выгодной аэродинамической формы фюзеляж-монокок дает еще ббльшую сравнительно с обычным фюзеляжем внутреннюю кубатуру благодаря полному отсутствию поперечных и продольных ферм и расчалок. Близко по указанным выше качествам к монококу подходит тип рамчатого фюзеляжа, набор которого состоит из поперечных жестких рам и боковых лонжеронов со стойками и подкосами, зашитыми жесткой, гофрированной и гладкой обшивкой, устойчивость которой поддерживается еще дополнительными стрингерами и профилями. Деревянные рамчатые фюзеляжи в настоящее время встречаются очень редко и состоят из поперечных клеенных из фанеры или набранных из брусков с фанерными кницами рам и лонжеронов с раскосами, зашитыми фанерой. Самым употребительным типом фюзеляжа надо считать ферменный тип, где остов набирают в виде пространственной фермы из стержней, соединенных или на заклепках и болтах или же, в случае стержней из труб, сваренных в узлах. Стержни фермы фюзеляжа делают в большинстве случаев из труб высококачественной стали или дуралюмииия или же (реже) берут из профилированной стали или дуралюмииия, причем в этом случае соединение стержней в узлах делают на болтах или заклепках. В том случае, когда для фермы фюзеляжа берут хромомолибденовые или углеродистые стальные трубы, соединение в узлах производят сваркой. Обтяжка ферменных фюзеляжей ·— из полотна, и только в тех местах, которые должен быть доступны осмотру, ставят специальные люки из дуралюмииия.
Управление самолетом среднего и большого тоннажа чаще встречается штурвальное. В целях некоторой экономии веса колонку штурвала делают ординарной, а штурвал— перекидным (фигура 2, вкл. л.) от первого пилота ко второму, причем передача от штурвала к проводке осуществляется с помощью цепи, а часть штурвала иногда вырезается для лучшего обзора (фигура 1, вкл. л.). Управление ручкой сохраняется только на самолетах малого тоннажа и на малых военных самолетах (истребителях и разведчиках) .Ножное управление делается двойное на больших самолетах и ординарное только на одноместных. Обычно применяют педали, сваренные из труб или клепанные из дуралюмииия (например у самолета 1038). Только малые самолеты, и очень редко средние, имеют ножное управление рычажного типа. У современных самолетов ножное управление регулируется под длину ног пилота путем передвиганий по длине самолета или поворачивания вокруг поперечной оси. Лодки и поплавки гидросамолетов в настоящее время в подавляющем числе случаев делают из дуралюмииия в виду выгодности в весовом отношении; только для малых самолетов применяют иногда дерево и фанеру. В
последнее время Англия и США начинают для постройки лодок применять также и нержавеющую высококачественную сталь, не подвергающуюся коррозии. Набор лодки состоит из шпангоутов и водонепроницаемых переборок, килевой балки и ряда продольных стрингеров. Все это зашивается листовым (обычно гладким) дур-алюминием. Водонепроницаемыми: переборка ми лодки делятся на несколько отделений для защиты от потопления при пробитии или повреждении обшивки. Особое внимание поэтому также обращается на прочность конструкции и на заделку редана как наиболее нагруженной части, днища лодки, подвергающейся ударной нагрузке при посадках на волну (смотрите Гидроаэроплан). Управление большими гидросамолетами сосредоточено в специальных кабинах пилота, например в ДоХ помимо кабины с двойным управлением имеется рубка, где установлены стол с картами, радио и управление моторной группой. Поплавки имеют также набор, состоящий из шпангоутов, водонепроницаемых переборок, киля и стрингеров. Зашивка у металлич. поплавков ведется листовым дуралюминием, в деревянных же — водоупорной фанерой. Шпангоуты дуралюминиевых поплавков делают из профилей или из труб, склепанных в узлах с помощью книц, причем водонепроницаемая переборка зашивается сплошным дуралюминиевым листом. Для удобства эксплуатации крепление поплавков к шасси обычно делают легко и быстро съемным путем устройства особых узлов. Обшивку поплавков в верхней части снабжают люком, по одному в каждом отсеке, для выливания попавшей воды и для осмотра поплавка.
Фигура о.
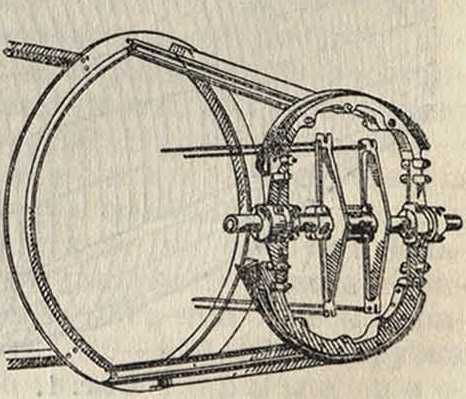
Моторные установки современных самолетов крайне разнообразны, начиная от самых обычных для одномоторных самолетов и кончая целыми центральными силовыми установками на больших самолетах. По типу конструкции моторные установки бывают стержневые из труб, соединенных в узлах на болтах, на заклепках, или же сварные и рамчатые, клепанные из листового дуралюмииия и профилей. Наибольшим распространением пользуются моторные установки первого типа из стальных труб, обычно хромомолибденовых или углеродистых, соединенных в узлах на сварке и косынках (фигура 6, вкл. л.). Соединение стержней в моторных установках на болтах и клепке встречается теперь реже. Рамчатые моторные установки применяются только в дуралюминиевых конструкциях самолетов и клепаются из профилей с обшивкой или даже без нее из плоского или гофрированного дуралюмииия. Радиаторы (смотрите) моторов с водяным охлаждением делают сотовыми, из тонкостенных медных или электронных трубок. На малых самолетах их ставят выдвижными, а на средних и больших — стационарными с жалюзи. При постановке таких радиаторов на малых самолетах для
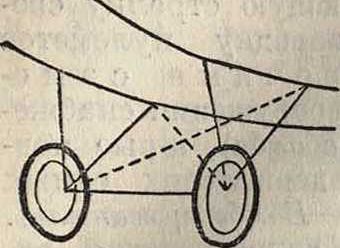
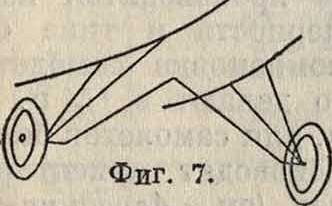
усиления эффективности их часто заключают в особые туннели из листового дуралюминия. На гоночных самолетах применяют плоскостные радиаторы, очень выгодные в аэродинамическом отношении. Моторы воздушного охлаждения для улучшения обтекания и во избежание переохлаждения заключаются в особые капоты с индивидуальными обтекателями на головки цилиндров (фигура 3, вкл. л.) или же в капоты с особым кольцевым капотиком — «кольцом Тауненда», дающим более значительное (до 25 — 30%) уменьшение лобового сопротивления сравнительно с предыдущим типом (фигура 4, вкл. л.). Наименьшее лобовое сопротивление дает капот типа NACA (фигура 5, вкл. л.), который применяется у гражданских самолетов, для военных же этот тип менее применим вследствие ухудшения обзора пилота. Моторные установки больших самолетов вписывают в крыло, как у самолета Ю38, или же выносят из самолета и крепят под крыло, как у самолетов Рорбах «Роланд» и Фоккер (фигура 7, вкл. л.). В больших гидросамолетах моторы располагают обычно над крылом, на установках из труб или клепаных профилей и зашитых листовым дуралю-
Фигура в.
Фигура 9.
минием. Такая моторная установка, давая аэродинамические выгоды, кроме того повышает еще мореходность удалением концов лопастей винта от воды.
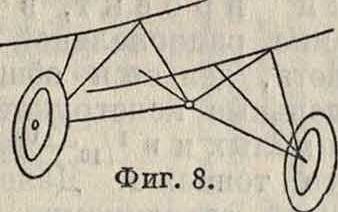
Шасси современных самолетов в связи с увеличением тоннажа и повышением посадочной скорости конструктивно совершенствуется и развивается, переходя от простейшего типа шасси со сплошной осью, встречающейся у малых, преимущественно военных, самолетов (фигура 6), к шасси с разрезной осью или полуосями, поднятыми вверх и дающими ббльшую безопасность при посадках на неровные аэродромы. Шасси больших самолетов в подавляющем большинстве случаев представляет собою полуосную схему, раздельно крепящуюся к крыльям непосредствен- щ» но или к подкосам кры-льев, причем последняя схема применяется пно-гда и у малых самолетов (фигура 7 и 8). Полуоси и оси шасси обычно делают в настоящее время из труб высококачественной стали, термически обработанными, амортизационные подкосы — из стальных (чаще высококачественных) труб, а задние подкосы — иногда из дур-алюминиевых труб.
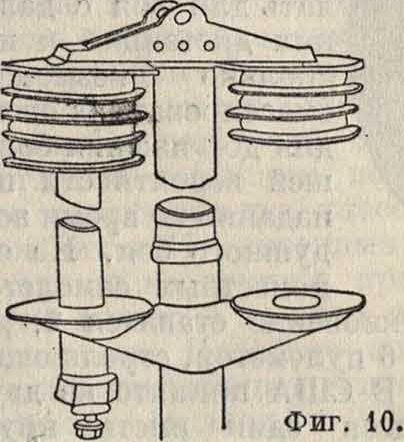
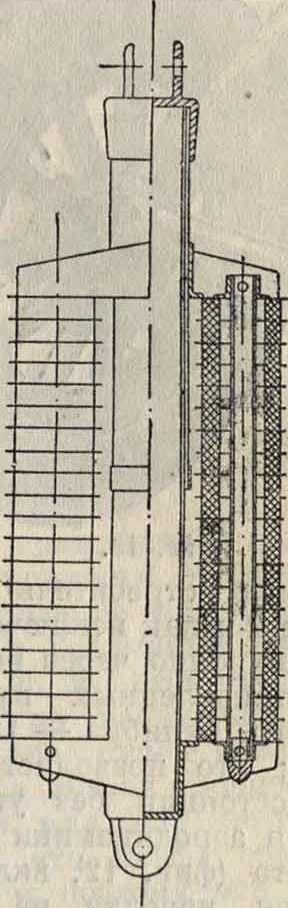
Амортизация современных самолетов является весьма важным фактором в уменьшении веса самолета, т. к. она дает возможность понизить перегрузки при посадке и тем снизить веса фюзеляжа, шасси и костыля. Применение для этой цели амортизационного шнура теперь встречается очень редко (фигура 9). Довольно распространенной является амортизация из пластинчатой резины, которая работает на сжатие (фигура 10 и 11). Последние конструкции шасси имеют масляную резиновую или масляную пневматическую амортизацию, получающую все большее распространение в силу надежности и мягкости работы (фигура 12).
Иногда амортизация шасси
| Амортизация костыля, такая же | ||
| как на шасси, делается обычно из | ||
| [Ж | пластинчатой резины, т. к. амор-, | 1 |1 |
| ммк | тизационный шнур для этой цели |
помещается внутри колеса, имеющего в этом случае особую конструкцию. Одним из надежных типов таких колес является колесо самолета Брегэ 19, литое из электрона, с амортизацией из резиновых шнуров (фигура 13). На самолетах большого тоннажа устанавливают колеса большого диаметра (фигура 8, вкл. л.) или же сдвоенные колеса по типу самолета Ю38 на особой траверсе, литой из электрона (фигура 10, вкл. л.), или по типу самолета Са 90 РВ, расположенные рядом (фигура 9, вкл. лист). Колеса часто снабжаются тормозами с механич., гидравлич. или пневматич. приводом. Нек-рое распространение получили колеса с пневма-тиками низкого давления, особенно для установки взамен костыля; они хоро-
_ шо амортизируют и поглощают почти
Фиг 11 всю энергию удара при посадке без добавочного амортизатора (фигура 14). Колеса для уменьшения лобового сопротивления снабжают специальными обтекателями хорошей аэродинамич. формы. У амфибий шасси делают подъемным для возможности посадки на воду. Подъемное (или, вернее, убирающееся) шасси в настоящее время делают для уменьшения лобового сопротивления.

в настоящее время редко применяется. Для более мягкой амортизации костыля иногда применяют и масляно-пневматическую амортизацию. Довольно большое распространение, как выше указывалось, получило применение вместо костыля хвостовых колес нормального типа с тормозом, с баллонами низкого давления или Фигура 12. со сплошным резиновым ободом (фигура 14). Хвостовое оперение современных самолетов, особенно большого тоннажа, иногда делают бипланной схемы, причем конструкция его в этом случае аналогична кон-
струкции крыла, однако чаще встречается хвостовое оперение монопланного типа, обычно из дуралюминия с обтяжкой или из гофрированного дуралюминия или из полотна.
Вооружению военных самолетов отдается весьма большое внимание со стороны конструкторов и строителей. Вооружение стремятся сделать для боя с дальних дистанций и насколько возможно смассировать огонь для достижения большей вероятности попадания во время воздушного боя. На од-фиг- 13· номестных самолетах
(типа истребитель) обыкновенно ставятся 2, реже 4 и как исключение 6 пулеметов, стреляющих синхронно через винт. В США принято из двух установленных пулеметов один иметь крупного калибра —12,7 миллиметров, другой же обычного; это позволяет открывать бой с большого расстояния без ущерба для аэродинамики самолета (фигура 12, вкл. л.).
Для наводки на цель самолет обычно снабжается двумя прицелами, кольцевым и оптическим (смотрите Прицельные приспособления). На двухместных самолетах, а также на многоместных, помимо пулеметов, стреляющих через винт, ставятся еще 2 или более пулеметов на кольцевых установках — турелях— у наблюдателя, позволяющих обеспечивать максимально возможную сферу обстрела, удобное перемещение и наводку (фигура 11, вкл. лист). Для защиты хвоста самолета, обычно наиболее слабого места в обстреле самолета,
применяются или опускающиеся из фюзеляжа во время полета вращающиеся башни с сидящим в них стрелком с одним или двумя пулеметами, или же в хвосте делается специальная установка в виде гнезда, но уже не вращающаяся. На средних и тяжелых самолетах почти все гда предусматривается установка артиллерийских орудий малого калибра. В связи с тем, что при” скоростях современных самолетов работа на турелях весьма затруднительна из-за задувания и трудности поворота пулеметов, турель с пулеметами и стрелок заключаются в особую башню А, позволяющую стрелку свободное маневрирование и наводку пулеметов (фигура 15). рдировочные самолеты помимо пулеметного вооружения снабжены также ми (смотрите Авиа), которые подвешиваются на наружных держателях самых разнообразных типов (смотрите дерокателъ). Для уменьшения лобового сопротивления головки бомб иногда закрываются специальными обтекателями и бомбы размещаются внутри фюзеляжа. Кроме бомб на торпедоносцы подвешиваются торпеды, которые крепятся на специальных держателях на низу фюзеляжа. Для воздушной съемки позиции противника военные самолеты снабжены установкой фотографических аппаратов самых различных типов.
Разработка опытного образцового самолета. Работа по опытному самолету начинается с получения задания, в к-ром излагаются назначение самолета, его нагрузка, требуемые от него летные данные. Первоначально для выявления размерности и характера самолета прорабатывают э с к и з-ный проект, в к-ром производится изыскание рациональной размерности и типа самолета, делается общая компановка самолета. Отдельные конструкции его делают в 1/5 и. в для малых и в 1/10—1/20 н. в для самолетов большого тоннажа. Далее производят ориентировочный аэродинамич. расчет (смотрите Аэродинамика), подбор органов управления, а также площади хвостового оперения и балансировку самолета (смотрите Устойчивость самолета). Все это сопровождается общим видом самолета в 1/._,0н. в для малых и в х/50—1/100 н. в для больших самолетов, кратким описанием конструкции самолета и пояснительной запиской по всему эскизному проекту. Для более наглядного представления о конструкции общего вида самолета производят постройку макета самолета, где должен быть выдержаны габаритные размеры и тип конструкции проектируемого самолета. После макета производится проработка предварительного проекта самолета и изготовление конструктивных чертежей для постройки самолета. В это же время (а если возможно, то и ранее) строят и продувают в аэродинамической лаборатории модель самолета и профили крыльев для получения данных как для аэродинамич. расчета и устойчивости, так и для расчета прочности. Модели делают наибольшей допускаемой размерами трубы величины, которая обычно для малых самолетов составляет Vs—Vio н. в., а для больших Vs О—1/26 н. в.
Расчет прочности самолета производится после того, как проект самолета настолько уже проработан, что не только размерность самолета, но и конструкция его в основных чертах выявилась и определилась. Британское Авиационное министерство для расчета прочности самолета требует представления следую-
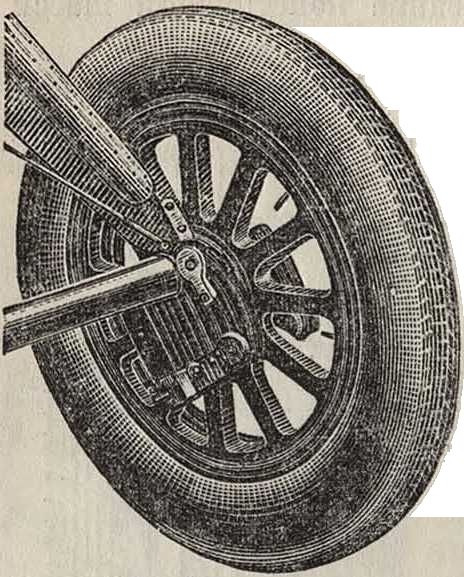
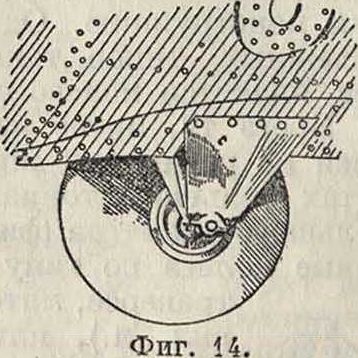
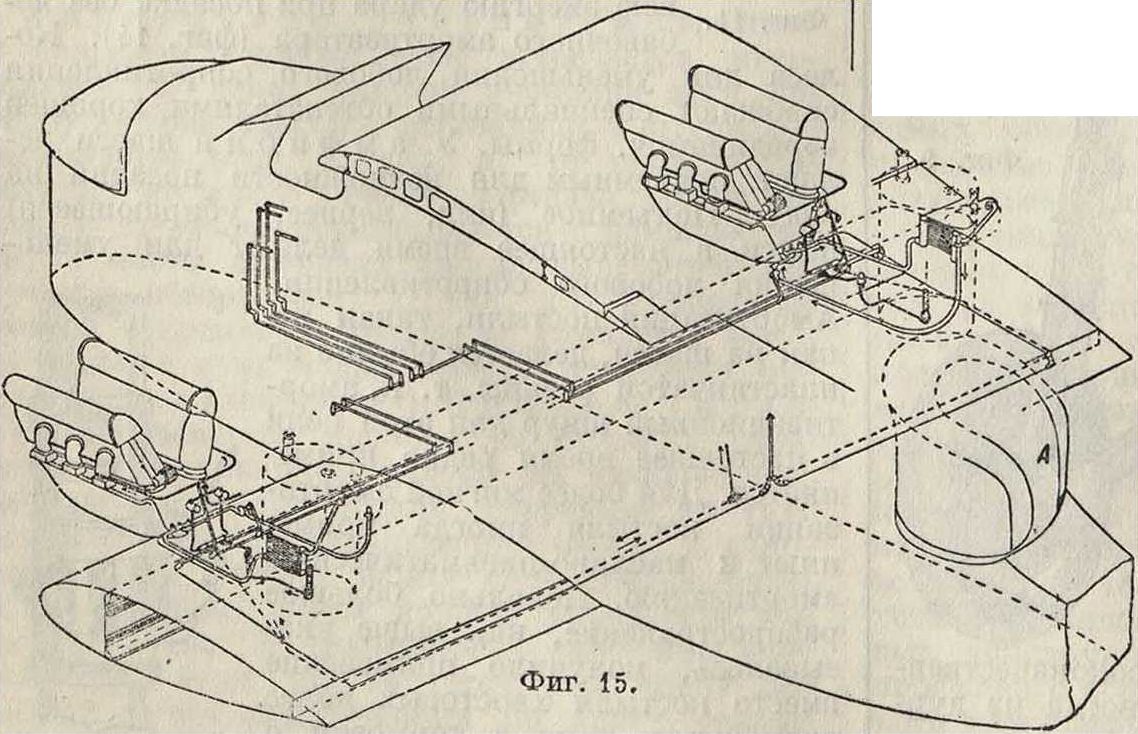
Таблица 1. — Статические перегрузки, прян и маемые η различных случаях нагружения при статических испытаниях.
| £ | |
| *8» | |
| аз | |
| Эз | |
| ч | |
| В | 1 |
| о | |
| S3 | |
| 3? | |
| В | £ |
| S3 | |
| 5 | |
| •а | 1 |
| й| | |
| S | |
| а | |
| В | £ |
| Ы | |
| £ | |
| й? | £ |
| -? | £ |
| ч | е |
| о3 | £ |
| ч3 | £ |
| 3 | |
| ч | |
| о ч | £ |
| со
О |
-ее |
| со | |
| ч | О |
| Ϊ | £ |
| 0 | |
| ч | £ |
| £ | £ |
| £
ьэ |
£ |
| £
Q |
£ |
| 5с
О |
Ί-. |
| £ | £ |
| £ | |
эинэйэпо эоаохэонх
Э0НЧ1ГВХН08И(1си ш HHeAdJBH ивьАко -wo
С?ТЮ-
СО са —( О С5 00 t-CD I
Γ,ΗΜΗΗ Г— V
эипэаэпо эоаохэонх эопэтишхбэа вн иин -энМхвн ивь£кэ ·κο
S похэйзд эн eaeXdJOd Θ -эн 5 эшчнэи -иипее -nxdowe ивнифвбх on
OIHHKSBHi Нэпа он н/и-.ч osi <а но •ооп iidn ‘нэхэбэд эн внеАахэаэп g эшчнэи
(п/т) —^— =и 00 ип
OHIHBEEHi -ПЭНО
он h/jva ог! < α но эои Hdu ‘вэхэаэо эн внаХЦхэбэп i эшчнэи
7+г=и
RII
-Uiidj
ошиешзнА ‘Пэнэ on h/wu osi < a *нэ ’ООП IldU ‘HOXOdOQ эн •eneAdJQdan i эшчнэи снинве^нА. *ϊΐ9πο он ь. жы osi < 00ua Hdu ‘Hox9d99 эн m -eA.dJ9doH 8‘0 эшчнэи
(h/VTU)
001
*OOUo
=u
и · s
£ О <D CDCDCDCDCDvntD·**-»*·^·»#
ft2 ft 000 000000*00 0
M *5
rj й> <v Ю ю о о «од сан wo® о £ Я <м“ сч“ ся <м“ г-Г г-Г 1-Г г-Г
»£»
аЙ»--
ft О ®
о и 2 Рн×°
t— m <м ю ^ со“ со“ со“ со оз“ оз
А
ft
ю со ю ιθ_ ιβ^ο,ΛΟ^Ν I с -ΟΟιβιητϊ-ψίΟΜιο I х
(Nr-OffiCONtOiO·^ I I »
-ι *—1 t-< I ЛЙ
Ю »
m те -# со со <M ca
I I
СО Ю
„ _. I CO*
E—CDCOiOiO-^tJICOCO^ |T
IflOW ^
NHOClCOe-Oin^CONH
0 s « к «
CO x D g ^
И У ft M " йоОйс й н и и s
1 Ii i!
. О я
;S .53 g g g as
Ξ rt О ь,
5 ° К К «
rt О <D О нЯм Си ^ О ОН SMS h
0 I * «5 О Я О 3 Я
я - ОЙ а 3 «j g g И Ы а £ 8
1 Эй.
1. ^ Н s
«и2 ^ о о 9 К £ н
Й I О я
5 о £. я ^ о ft О ft 3 $
Я Я Ьч. - g
d о×г“ ид .а О со О ® g
££§§§ § « a g g
g""g|
о g £ ft g f- a g в ft
£§J ° s
tr >> Μ о - И Μ “
«! Ο I 3 Ен в н L 2 2
a £ g δ
к О
: о,
в»
=1
с - ί ° ft 2 α Μ в δ, $ в «р.
§|Ξ3^ я g,a Й
И « О.
S Н с< га в _ Я В JjH
« Й К ft ^
® ® га о
У С И о ^×и ста ^
Й ган к s*
I S I *в & ^
1 я L я О Я ^ rt в га В
I *§g
KS^ £ 2 s *g s?s &
-oop,
a ° rt Bg о
0 -to vj Й Й
? s° II
S4 rt. ° “
ft - “ a -H
3 у ft я ra pj
§ It s 11
~ к * § §
"B « S ft о
1 · s & о §
3 сз Я ь к У
а &§ g·8"®· g«°“<.
а о М g g ft
нci g?g
53S P
4 5 гГ о о о о " ^ м a а t, га и g о
^ i s а я I § Iй s
a«§ Brt я вЧ gfeq я я
н м
ftps
R В
сб га д Я ϊ*> га » ft Р-,
Ь ft
°·Β»Ϊ
& s rt
а в га я в в в в °
rigo
И о а о g с
Sgв ° К S
И е « ее О ζ
3 м ® К W п
^ :а о о. I
I га 1
1 и 7 « в» JfS 1 *
^ в ё Сз в »4 ►
щих данных: а) площадь, размах, хорда, расстояние между крыльями, пролет лонжеронов крыльев и хвостового оперения; б) положение и размеры крыльев, хвостового оперения, киля, элеронов, рулей высоты и направления; в) поперечный угол крыльев и вынос верхнего крыла, угол заклинения крыла, угол установки хвостового оперения и угол наклона линии тяги к горизонту; г) линия земли или ватерлиния на стоянке и линия земли с хвостовым оперением, поднятым до летного положения; д) число лопастей и диаметр винта; е) данные о компенсации органов управления. Кроме того требуются еще весовая характеристика, центровка самолета и основные чертежи конструкции (крыльев, фюзеляжа, хвостового оперения, шасси, моторной установки и управления), достаточно освещающие конструкцию. Согласно советским нормам прочности самолетов различают два класса самолетов: I — гражданских и II — военных. Каждый класс подразделяется на группы, причем гражданские самолеты имеют 4 группы в зависимости от полетного веса. Подобное подразделение в той или иной модификации принято в различных европейских странах и США. Т. к. весь расчет прочности самолета ведется по разрушающим напряжениям, то и коэф-ты перегрузок различных частей самолетов берутся в нормах прочности для разрушающих нагрузок или для статич. испытаний. Предполагается, что коэф. совершенства расчета равен 1,0, и поэтому эти же коэфициенты перегрузок принимаются 8а расчетные. Каждый класс и каждая группа самолетов имеют свои коэфициенты перегрузок. Нормы перегрузки, установленные во Франции, Италии и США, примерно соответствуют нормам, изложенным в таблице 1 для различных типов самолетов.
Крылья. Согласно нормам прочности крылья рассчитываются на 4 случая нагрузки. Случай Ак — выход из пикирования на угол первой максимальной подъемной силы. Крыло моноплана или коробка крыльев биплана рассматривается в положении первого Сутах- Центр давления, угол атаки и наклон равнодействующей определяются из продувки или же из соответствующего аэродинамич. расчета, предпочтительно по методу Трефца. В нижеследующей табл. 2 приведены положения центра давления случая Ак для распространенных профилей крыла по английским данным 1931 г.
Таблица 2. — Положение центра давления крыла для случая А.
| Профиль крыла | Моноплан | Биплан | п *
“У та: |
| RAF 15. | 0,280 | 0,263 | 0,530 |
| RAF 30. | 0,240 | 0,220 | 0,600 |
| RAF 32. | 0,330 | 0,302 | 0,660 |
| RAF 34. | 0,250 | 0,223 | 0,620 |
| Clark Y. | 0,280 | 0,250 | — |
| Clark YH. | 0,261 | 0,231 | — |
| Гёттинген 387. | 0,320 | — | — |
| Гёттинген 436. | 0,305 | 0,275 | — |
| Μ 12. | 0,250 | 0,220 | — |
| Мб. | 0,220 | 0,191 |
* Для биплана при полном Рейнольдсовом числе.
Для всех крыльев должны строиться кривые распределения нагрузки по размаху, по продувке или же по теории индуктивного сопротивления (смотрите). При отсутствии продувок для крыльев одинакового профиля и угла установ-
ки по размаху нормы допускают упрощения и дают конкретные графики распределения нагрузки (фигура 16). Распределение нагрузок между верхним и нижним крыльями в случае бипланной коробки согласно нормам производится по данным специальной продувки модели ко ло 1, -10‘
| Случа | А | ||
| 7 | |||
0е 10° 20е — Угол выноса
Фигура 16.
is
1.4
1.3
83
Sis»
to
0,0
| Случс | и В | ||
| п | |||
| 7 | |||
° Ю° 20° 30° Угол выноса
Фигура 17.
робки крыльев или же по указанному выше аэродинамич. расчету. В русских нормах дается для нормальной бипланной коробки график распределения нагрузок.
Случай Вк — выход из пикирования на крутое планирование. Положение центра давления и наклон равнодействующей получаются из продувки или из аэродинамич. расчета для угла атаки, при к-ром коэф. подъемной силы Сусоставит 0,2 от Сутах, соответствующего случаю Ак. При этом, если центр давления находится в первой половине хорды, равнодействующая прикладывается на середину хорды. Распределение нагрузки по размаху берется по продувке или же по аэродинамич. расчету. Как и в случае Ак, нормы допускают упрощения и дают конкретные графики их. Распределение между верхним и нижним крыльями нагрузок принимается по продувке или аэродинамич. расчету. Только для чистого биплана нормы дают график этого распределения (фигура 17).
Случай Ск — пикирование. В этом случае принимается, что подъемная сила равна нулю. Крылья испытывают нагрузку, дающую скручивающий их момент, и лобовую нагрузку. Скручивающий момент вычисляется по ф-ле
M=f с— · G t
Чхс Т- ^хв и лобовое сопротивление по ф-ле
„, схкр. г
— “75 i 7т *
-ХС 1" °хв где /—коэф. безопасности по нормам, Ст— коэф. момента крыльев, —коэфициент ло бового сопротивления крыльев, Схс — коэфициент лобового сопротивления самолета, Схв — коэфициент лобового сопротивления винта, G — полетный вес самолета, t — средняя хорда продувки. Коэфициенты Ст и обыкновенно берут из продувки или из аэродинамического расчета для угла атаки, при к-ром Су=0. Коэфициент Схс включает в себя коэфициенты сопротивления всех частей самолета кроме винта. Коэф. сопротивления винта Схв, отнесенный к площади крыльев, определяется по ф-ле п _г £
’-хз — Ур g
а;
р=j (В2 — d2) — ометаемая винтом площадь;
В_диаметр винта; d — диам. втулки или кока;
kср.
S — площадь крыльев; а средняя от носительная ширина лопасти и винта; z —· число лопастей; bср_ — отношение развернутой поверхности лопасти к радиусу; Ср—коэф. отрицательной тяги винта, вычисляемый по ф-ле где
г, _ Л
h D
Ср=0,28 + 0,2 (0,9 — К),
относительный шаг винта. Если винт переменного шага, то он берется на радиусе R=0,35 В. По размаху нагрузка распределяется пропорционально хорде. Распределение нагрузки между крыльями берется пропорционально площадям крыльев.
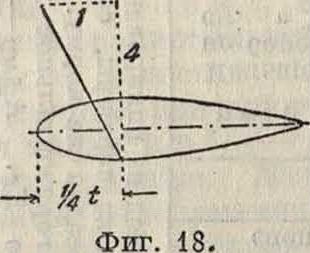
Случай Вк — криволинейный полет на спине. Положение и направление равнодействующей определяются из продувки при первом наименьшем значении коэф-та подъемной силы Су. Если этот коэф. меньше (— 0,3 СУтах) случая Ак, то данные берутся для коэфициента Су =0,3
Сутах случая дувку для берут на 1/,
(фигура 18). Распределение нагрузки по размаху одинаково со случаем Вк. Распределение нагрузки между крыльями бипланной коробки берется по продувкам или по аэродинамич. рас-
Ак. При невозможности иметь прослучая Вк равнодействующую хорды от передней кромки крыла
| Случс | й D | ||
Ίο°го° 30’ —— Угол Выноса
Фигура 19.
чету. В случае чистого биплана пользуются графиком, взятым из норм прочности (фигура 19).
Случай Ек — резкая посадка. В этом случае крылья испытывают нагрузку, кратную собственному весу и агрегатам в крыльях. Распределение по размаху соответствует действительному распределению весов крыла и агрегатов. Начиная расчет крыла, прежде всего определяют расчетную нагрузку на него для данного случая; для этого берут полетный вес самолета, уменьшают его на вес крыльев, т. к. собственный вес крыльев в летных случаях разгружает крылья, и умножают на перегрузку данного случая, взятую по нормам. Руковод
или же — в случае чистого биплана — графиками, приведенными в нормах, распределяют найденную расчетную нагрузку сначала между крыльями, а затем и по размаху крыла, учитывая при этом соответствующие указания норм, приведенные выше. Т. к. полученная нагрузка косая, то ее разлагают на нормальную к хорде крыла и на тангентную по хорде, строят распреде-
ления нагрузок по размаху крыльев и находят узловые нагрузки, которые сводят в особую таблицу. Обычно бипланные коробки крыльев
Рк,
Lcm
рад г ПО -120 г ЧО -WO
-90
т80 -10 г 60
-50
т40
-J0
г.го

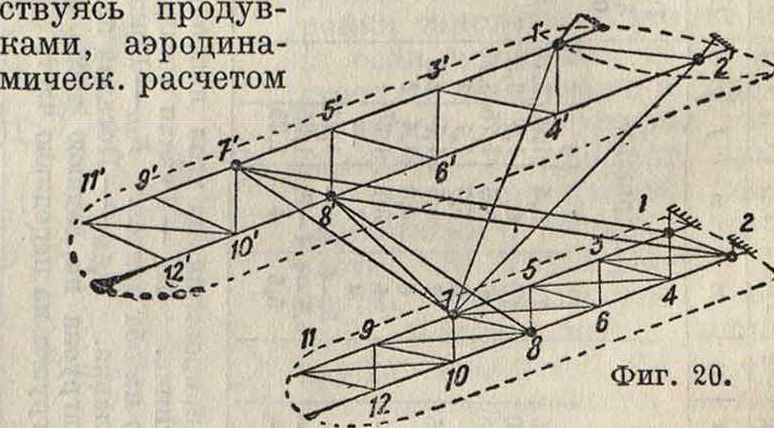
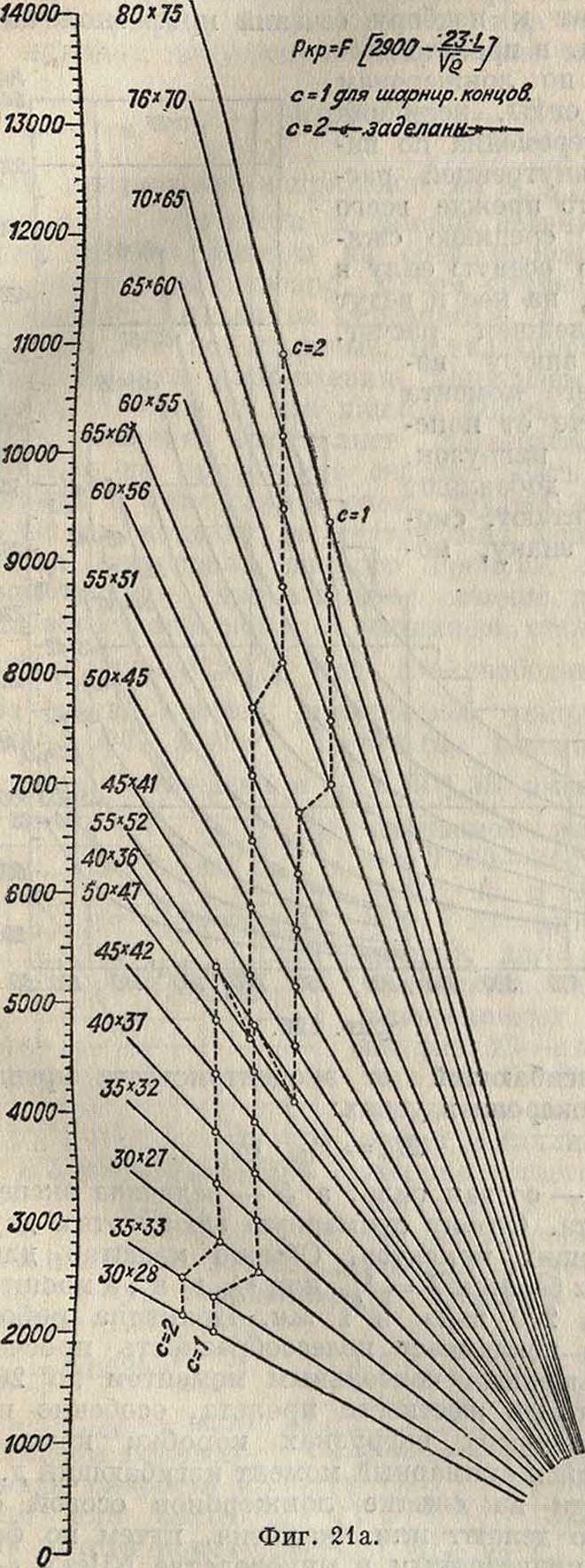
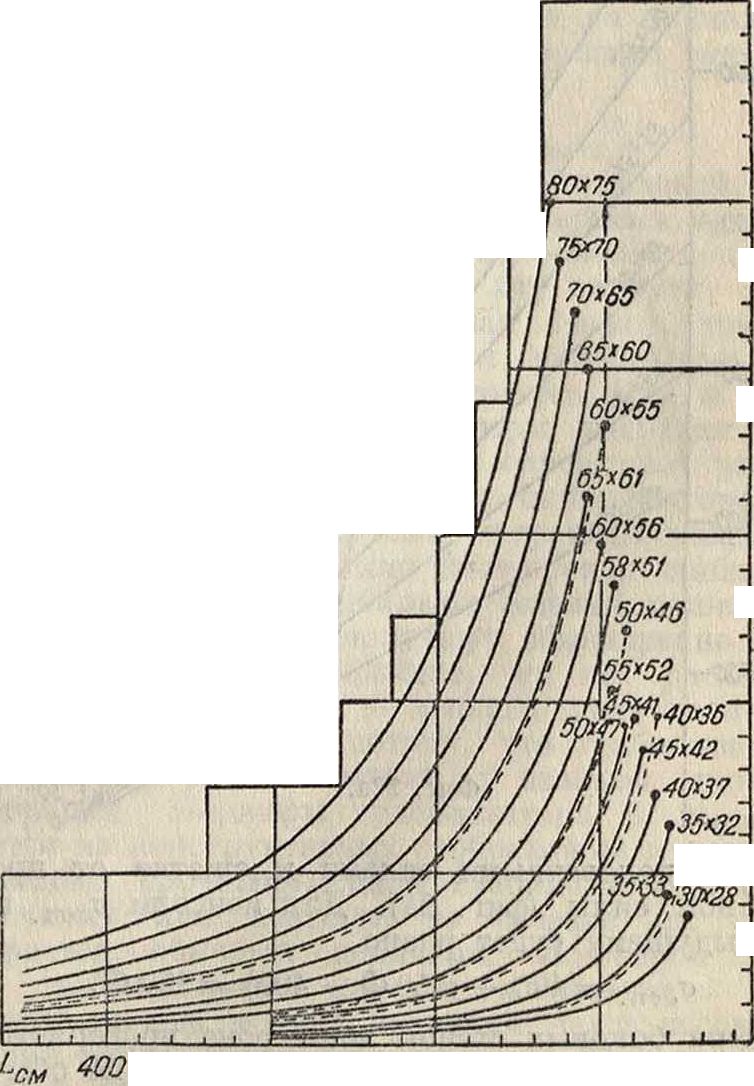
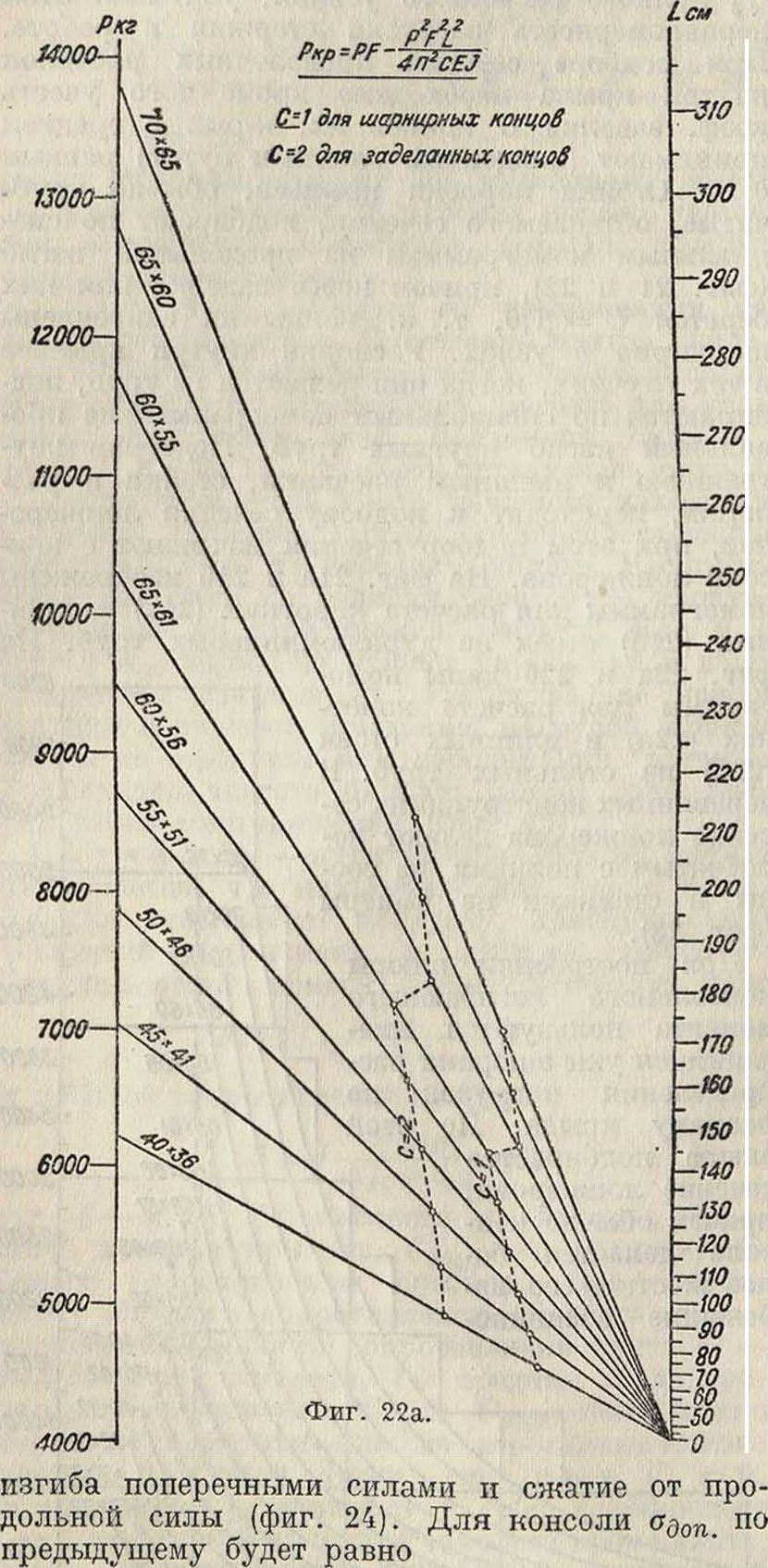
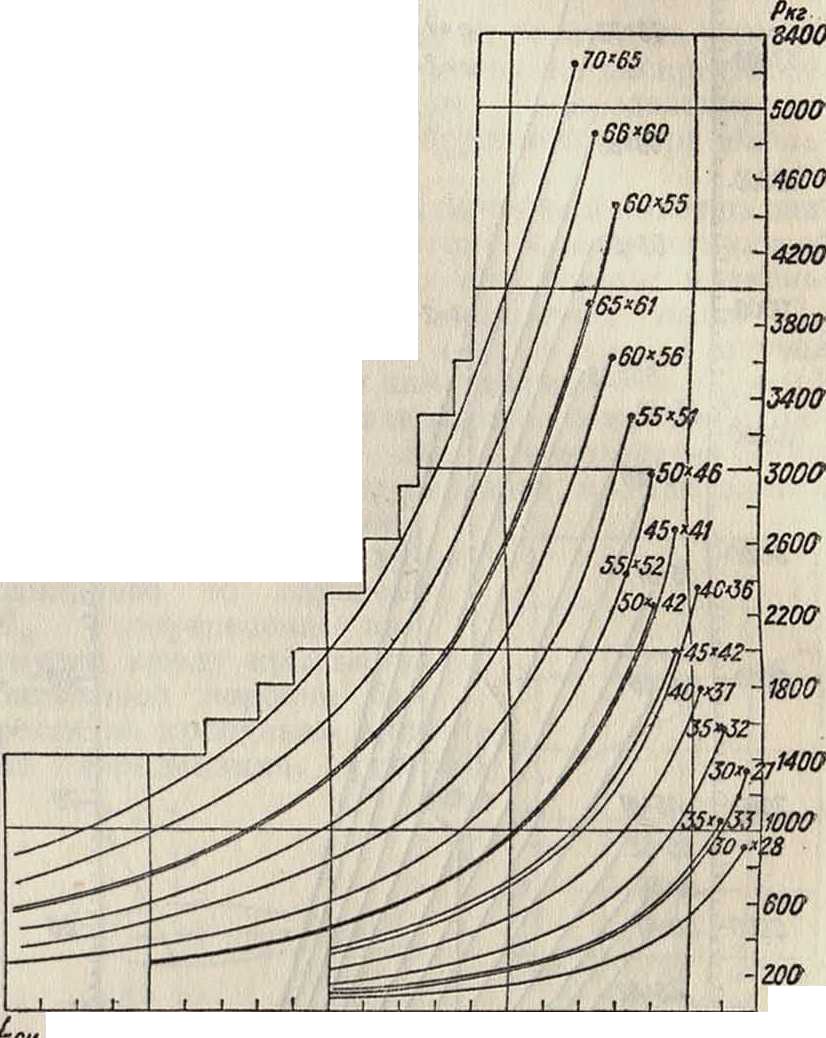
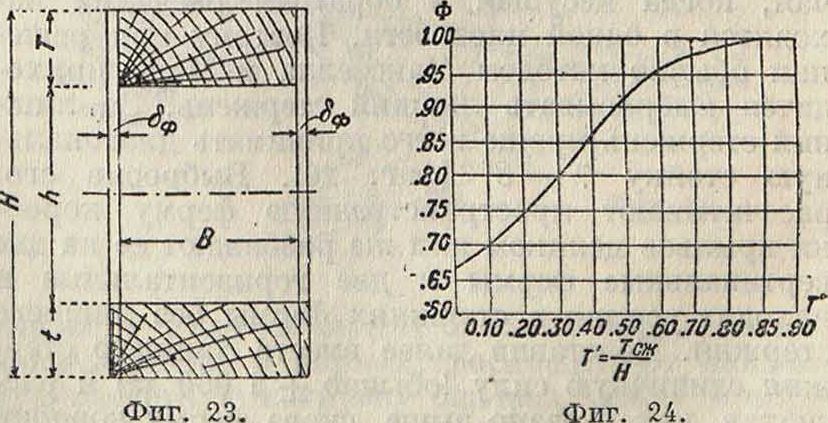
статически неопределимы, за исключением случая, когда несущая и обратная· расчалки находятся в одной плоскости. Поэтому при решении обычно методом Максвелла и Мора приходится выбрасывать лишний стержень. За лишний стержень проще всего принимать диагональную стойку 1—8 (фигура 20). Выбросив его, рассчитывают пространственную ферму коробки крыльев целиком или же разбивают ее на две вертикальные фермы и две горизонтальные и находят усилия в стержнях фермы без лишнего стержня. Подставив далее вместо лишнего стержня единичную силу (обычно ± 1 000 килограмм) и рассчитав, как указано выше, снова ферму коробки крыльев, получают усилия в стержнях фермы для второго состояния. После этого составляют таблицу для решения статич. неопределенности, причем во внимание берут только стержни на ружной и внутренней расчалок, т. к. жесткость остальных стержней фермы значительно более. Решив ур-ия, находят усилия в лишнем стержне 7 — 8, а затем и действительные усилия в стержнях фермы коробки крыльев. Расчетное усилие в стержнях фермы обычно определяют с учетом не полной разгрузки от лишнего стержня, а с коэф-том 1,25, когда эта разгрузка догружает стержень, и 0,75, когда она разгружает. Делается это для страховки от возможных неточностей расчета. Составив таблицу расчетных усилий в стержнях фермы, подбирают сечение их, пользуясь для этой цели приведенными выше нормированными коэф-тами прочности. В тех случаях, когда ставятся параллельно два стержня (двойная расчалка), расчетное усилие каждого стержня берут равным 2/j полного расчетного усилия, учитывая этим неравномерность загрузки стержня в работе. При подборе сечений проволочных расчалок внутри крыла необходимо кроме того учесть коэф. заделки С концов их, к-рый в среднем принимают (найденный опытным путем) равным 0,70. Стойки коробки крыльев, обычно трубчатые, обтекаемого сечения, подбирают по специальным номограммам на продольный изгиб (фигура 21 и 22), причем коэф. заделки для них берется С=1,0, т. к. концы их закреплены шарнирно в узлах. Распорки внутри крыльев в тех случаях, когда они делаются из труб, подбираются по специальным номограммам на продольный изгиб круглых труб. Подобрав внутреннюю и внешнюю расчалки, стойки и распорки, переходят к подбору сечения лонжеронов, при этом подбор сечения начинают с консоли лонжерона. На фигуре 21а и 216 изображены номограммы для расчета коротких (21а) и длинных (216) стоек из дуралюминиевых труб. На фигуре 22а и 226 даны номограммы для расчета коротких (22а) и длинных стоек (226) из стальных труб. В деревянных конструкциях сечение лонжерона делают коробчатым с полками из сосны и стенками из фанеры __
(фигура 23).
При построении эпюры консольного изгибающего момента пользуются имеющимися уже эпюрами распределения нагрузок по размаху крыла. По этой эпюре подбирается сечение лонжерона, причем обычно консоль делается более жесткой во избежание возникно
6200
5800
5400
5000
-4600
4200
-3800
3400
3000
-2600
8200
1000
1400
ΌΟΟ
- 600 zoo
зоо гоо
Фигура 216.
100 60
вения вибраций концов крыльев. Это достигается тем, что допускаемое напряжение на изгиб для сосны берется не 600, а 550 —530 килограмм/см2.
Кроме того при подсчете момента сопротивления сечения фанерные стенки не принимаются во внимание. Нижняя полка лонжерона, работающая в определяющих случаях на растяжение, только в случаях Ск, DK и Ек работает на сжатие. Вследствие этого ее можно делать более тонкой, чем верхнюю полку, обычно 60—70% толщины верхней полки. Найдя обычным путем нормальное напряжение в полках, делят на него допускаемое напряжение и находят коэф. запаса в полках. Допускаемое напряжение для сосны вычислено по ф-ле, приведенной у Niles’a:
<г„=400 + (600 Ф — 400) Визг,
* асумм. где Ф — коэф. формы, взятый по прилагаемому ниже графику; осумМш — напряжения в полке от
°доп.=400 + (550 Ф — 400)=550 Ф.
Фанера боковых стенок лонжерона проверяется на скалывание от перерезывающих сил по обычной формуле q.S
1 J 2<5 ’
где .9 и J берутся с учетом фанеры. Напряжения на скалывание фанерных стенок лонже рона, имеющих направление слоев фанеры под углом в 45° к направлению усилий, берут не свыше 130—150 килограмм/см“. Эту поверку желательно провести в сечениях по болтам внутренней расчалки. Подобрав сечение консоли лонжеронов, переходят к подбору сечений пролетной части их. Т. к. в пролете действуют по лонжеронам осевые силы, величина которых переменна по панелям внутренней расчалки, то прежде всего находят среднюю сжимающую осевую силу в пролете, на нее и ведут в дальнейшем расчет.
Строят эпюру изгибающего момента в пролете от поперечных нагрузок.
К нему добавляют или вычитают, смотря по знаку, мо
460 420 380 340 ЗОО 260 220 180 140 100 60
Фигура 226.
мент изгибающий от эксцентриситета крепления лонжерона в узлах:
мз= рф ·
где Рф — осевая сила, а 9 — величина эксцентриситета. Строят суммарную эпюру этих двух изгибающих моментов. Обычно масштаб длин при этом берется Я=1/20 или 1/10 н. в., а масштаб момента 200 килограмм/см в 1 миллиметров. Практика работы в США показывает целесообразность просчета с уменьшенным консольным моментом до 20% для большей жесткости пролета, особенно при несимметричных нагрузках коробки крыльев. Имеющийся суммарный момент изгибающий должен быть исправлен на сжатие лонжеронов осевой силой. Это делают или аналитич. путем по формулам, приведенным в руководстве Niles’a «Aeroplane Design», или же графически — методом
Miss Hough или же методом «кругов Ченцова». Пользуясь этими методами, находят дополнительный момент изгибающий от действия осевой силы, а отсюда и суммарный в пролете, по к-рому проверяют принятое для расчета сечение лонжерона. Для этой цели находят нормальные напряжения в полках лонжерона от изги затем нормальные напряжения от осе вой силы яСЭ(с. и, суммируя их, получают осумм.· Взяв по графику коэф. формы сечения лонжерона, находят допускаемое напряжение по ф-ле:
Jdon.
= 400+ (600 Ф — 400)
°узг.
°сумм.
Деля допускаемое напряжение на, полу чают запас прочности в данном сечении. Поверка сечения фанеры на срез производится, как ранее было указано. В том случае, когда лонжероны крыльев не деревянные, а дуралю-миниевые или же стальные, в указанном выше методе берутся напряжения, допускаемые для данного металла и для данной формы сечения. Форма сечения определяет допускаемое напряжение на продольное сжатие. Дать общие указания в этом случае очень трудно, поэтому обычно их находят из статических испытаний образца лонжерона данного пролета. Однако можно указать, что закрытое сечение дуралю-миниевого лонжерона с толщиною стенки, не в меньшей, чем <5 ;>
30’
где Б — свободная ши за рина полки, имеет допускаемое напряжение 2 000—2 500 килограмм/см2. Трубчатые сечения лонжеронов с отношением ^ > 30 + 35 имеют допускаемое напряжение 2 700—3000 килограмм/см2 (фигура 25 и 26). На фигуре 25 изображен график для расчета лонжерона из дур-алюминиевых труб, на фигуре 26—из стальных труб. Во всем остальном подбор сечения метал лич. лонжерона остается одинаковым с таковым же для деревянного. Элероны. Нормы дают для расчета элеронов ф-лу, определяющую среднюю разрушающую нагрузку:
го
| кгА | мм | Ко | (6с | Я и | )йл | ?рс | |||||
| Л | дл | lot | об | т | )ЯМ | ых | Ψ. | (6. | |||
| У | |||||||||||
| X | ш | Щ | Ьо | но. | |||||||
| V | X | Λ | рй | )и& | чы | ||||||
| ч | |||||||||||
0 го 40 60 80
Фигура 25.
| Р=0,0525 V ;
max? |
||||||||||||||
|
KZ здесь vmax мак- 4Q симальная горизонтальная скорость у земли для высот-ного мотора конеч- jo но на номинальной мощности. Макси-мальное значение Рср. Ч 125 килограмм/м2., Распределение нагрузки по размаху и по хорде элерона, а также по балансирной части его берут 10 по графику норм (фигура 27). Среднюю расчетную нагруз- |
||||||||||||||
| 1 | -г | Г | ||||||||||||
| 1 | ||||||||||||||
| А
& | г | к | ||||||||||||
| X | ||||||||||||||
| f | & | |||||||||||||
| и | ||||||||||||||
| Ί | 4 | |||||||||||||
| у | ||||||||||||||
| ч | ||||||||||||||
| ч | Ч | |||||||||||||
| N | ||||||||||||||
| ч | V | |||||||||||||
| Ч | ||||||||||||||
нивают с таковой же крыла в данном
Фигура 26.
месте и если она менее, то нагрузку на элерон берут по крылу. По эпюре нагрузки определяют нагрузку по нервюрам элерона, реакцию в опорах и моменты, изгибающий и крутя щий, элерона, по которым и подбирают сечения лонжерона, нервюр и стрингеров элерона.
Хвостовое оперение. Горизонтальное хвостовое оперение рассчитывают на
определяется по следующей формуле
Р=к
°хс+ сх
G
ср.
I
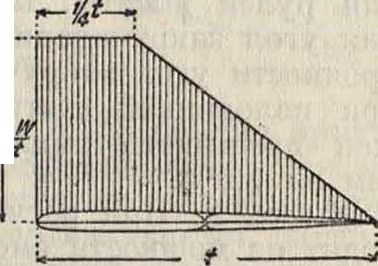
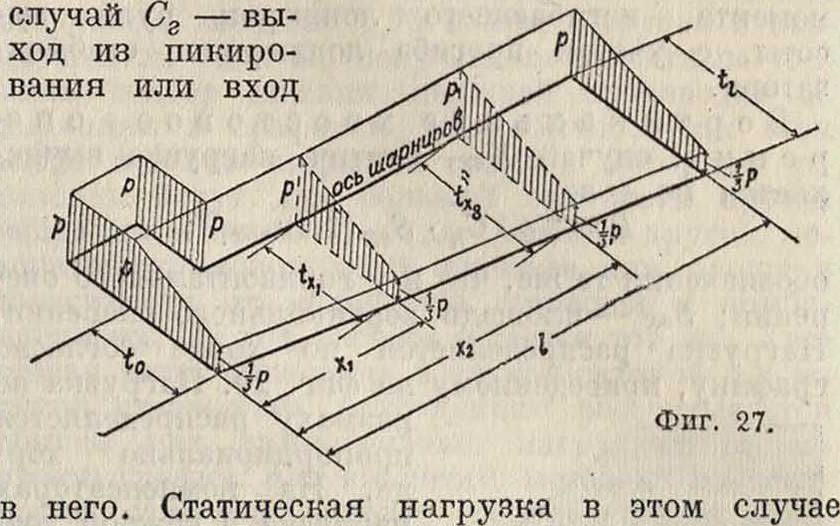
где к — коэф. безопасности по нормам; I — расстояние от ц. т. до центра давления оперения; С?т—коэф. момента всего самолета без хвостового оперения, определяемый из продувки модели или, в случае отсутствия ее, из случая СК — крыльев. Распределение нагрузки по г хорде берется по графику норм (фигура 28).
Нагрузка по размаху распределяется пропорционально хорде.
На компенсаторах величина нагрузки одинакова с нагрузкой на фиг· 28·
шарнире. Нагрузка, определенная по приведенной выше формуле случая Сг, проверяется еще на случай Кг по следующей ф-ле
Р=2о · Ch · S (1,4 ·ν )2,
где ρ — плотность воздуха берется равной 1/8, Sгх —площадь горизонтального оперения, vnoc — посадочная скорость в м/ск, Сп — коэф. подъемной силы берется по нормам. Эту нагрузку оперение должно выдержать как сверху, так и снизу. Для расчета берется наибольшая из двух указанных случаев нагрузка. Как и при расчете элерона, строят эпюры нагрузки по нервюрам оперения, по ним определяют узловые нагрузки на лонжероны стабилизатора и руля высоты. По узловым нагрузкам находят изгибающие моменты для лонжеронов стабилизатора, а по ним подбирают сечения лонжеронов. Конструктивно получают обыкновенно сечения лонжеронов ббльшие, чем по расчету, а напряжения в них — меньшие допускаемых. Это полезно делать потому, что стабилизатор получается более жесткий” и стойкий против вибраций. Нервюры стабилизатора б. ч. берутся из конструктивных соображений и потому заведомо прочными. Если стабилизатор имеет расчалку или подкосы, то сечение их подбирается обычным порядком. Лонжерон руля высоты кроме момента изгибающего испытывает еще момент кручения из-за несовпадения центра нагрузки с осью его. Момент крутящий находят из эпюры нагрузок на нервюры. Сечение лонжерона руля высоты подбирают, исходя из этих двух моментов. В расчетах руля высоты самолетов большого тоннажа учитывают также влияние прогиба лонжеронов ста-
билизатора на изгиб лонжерона руля высоты. Для“ этой цели за лишнее неизвестное берут величину прогиба, составляют ур-ие статич. неопределимости и находят уточненное значение момента, изгибающего лонжерон руля высоты, с учетом прогиба лонжеронов стабилизатора.
Вертикальное хвостовое оперение: случай Κνχ. Статич. нагрузка вычисляется по ф-ле
Р = 2 S * C1i &ех (М***.)·;
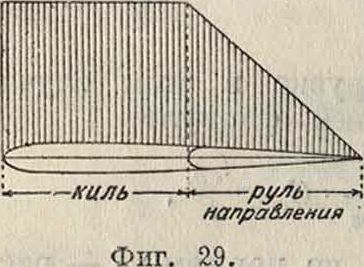
обозначения те же, что и у горизонтального оперения; Sex — площадь вертикального оперения. Нагрузка распределяется по хорде согласно графику, приведенному на фигуре 29. Нагрузка по размаху распределяется пропорционально хорде. На компенсаторах нагрузка в каждой точке равна нагрузке по оси шарниров. Расчет ведется так же, как и в случае горизонтального оперения. Размеры сечения лонжеронов киля и руля направления в большинстве случаев задаются из конструктивных соображений и только поверяются на изгиб и кручение. Необходимо определять как для рулей высоты, так и для руля направления угол закручивания. По германским нормам прочности угол закручивания рулей и элеронов при половинной статической нагрузке не должен превышать амплитуду отклонения более, чем на 7,5%.
Шасси. При расчете перегрузок шасси исходят из мощности амортизации его, вследствие чего сначала подбирают амортизацию. Согласно нормам амортизация шасси (включая и пневматики) должна при полном ходе оси поглотить работу А:
А=0,0075 Mvnoc,
где М—масса самолета; %ос_ — посадочная скорость в м/ск. При нормально предварительной затяжке амортизация должна начать работать при действии на нее усилий, больших, чем при стоянке. При замене пневматиков на лыжи амортизация остается одна и та же. Из центровки самолета берут вес самолета, приходящийся на колесо, а по нему определяют массу самолета, действующую на колесо при посадке. Вычисляют по массе самолета работу А, которая должен быть поглощена амортизацией шасси. Работа, поглощаемая пневматикой, берется или по статич. испытаниям пневматика или же по соответствующим сводным графикам, примером которых моги» г
Ь 7000 «и
§6000
АППП
цЗООО
i 2000
S»
U-1000 *= 500
| о“ | ||||||||||||||
| у&пё | чие | воз | г -S | 5at | п | < | ||||||||
| <л | ||||||||||||||
| W | ||||||||||||||
| щ | гт | |||||||||||||
о io го зо го зо eo го во so wo но ко ио т iso
сжатие пневматика 6ми ФПГ. 30.
жет служить график колес Пальмера (фигура 30). Эта работа вычитается из найденной ранее полной работы А, а остаток А„ должен быть поглощен полностью амортизацией шасси. Предварительную затяжку берут обычно равной 1,10 усилия по амортизации на стоянке. По предварительной затяжке определяют потребную площадь пластины резины, для чего берут удельное давление на резину 16 — 18 жг/с-м2, учитывая износ таковой при эксплуатации. По графику отдельных нагрузок (фигура 31) подбирают количество пластин
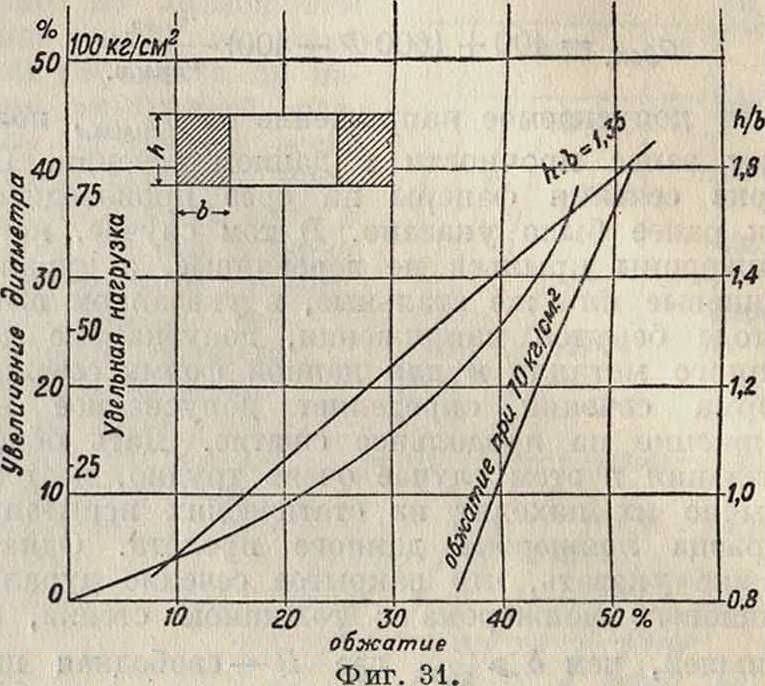
резины, необходимых для поглощения работы А0, причем принимают коэф. перегрузки при посадке обычно равным п=5,0. Необходимо учитывать коэф. формы резины, для чего надо каждый раз перестраивать график удельных нагрузок резины, если отношение у ф 1,35. Для этого пользуются наклонной кривой сжатия при 70 килограмм/см2 при переменном j-. Расчет масляной амортизации более сложен и поэтому здесь не приводится. Когда амортизация шасси подобрана, ход оси колес определен, строят эпюру кинематики шасси при посадке и полном сжатии амортизации. Т. к. шасси представляет пространственную ферму, то ее можно
Фигура 32.
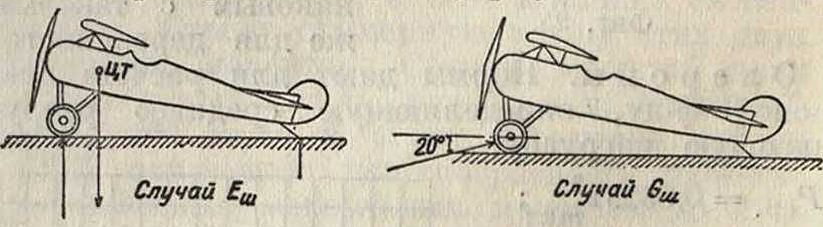
Фигура зз. решать графически и аналитически обычными методами на следующие случаи. Случай Еш — посадка на три точки. Перегрузка берется согласно подобранной амортизации, но не менее 5,0. Шасси проверяется на посадку и две точки (колесо и костыль), перегрузка при этом берется равной — случая посадки на три точки. Ферма шасси решается со сжатой амортизацией (фигура 32). Случай Gm— передний удар на оба колеса. Самолет находится в положении стоянки на земле. Сила удара проходит через ось колес шасси и направлена спереди и снизу под углом 20° к горизонту. Шасси такиге проверяется на передний удар на одно колесо в том же положении, перегрузка при этом берется равной половине случая GVI (фигура 33). Случай Fm — боковой удар на оба колеса. Сила прикладывается к ободам колес. Перегрузка берется по ф-ле причем vnoc- в км, 1ч. Перегрузка менее 0,8 не бе-
хжх<
aSl
7?7г7?777777777//^^^77мШ7Ш7777^777П Случай Фигура Si.
рется. Шасси проверяется на случаи бокового удара на одно колесо, перегрузка берется равной ~ (фигура 34). Решив ферму шасси на все 6 случаев, находят усилия в стержнях шасси и моменты, изгибающие ось или полуоси шасси, и все это сводят в таблицу. В этой таблице определяют расчетные усилия, на которые подбирают сечение стержней шасси по графикам и по ф-лам Эйлера и Джонсона для продольного изгиба. В случае тормозного шасси при решении фермы шасси к оси прикладывают тормозной момент, вызывающий обычно изгибающие и скручивающие моменты в стержнях шасси. Т. к. методика расчета в этом случае сильно меняется с конструкцией и схемой шасси, то она здесь не приводится.
Фюзеляж рассчитывают на следующие случаи. Случай ЕфМу — посадка на три точки. Нагрузка приложена к колесам шасси и костылю и равна Р=п G, где перегрузка п берется из случая Еш шасси. Случай Сфму — случай пикирования. Нагрузку прикладывают к горизонтальному оперению и берут по нормам для горизонтального оперения. Рассчитывают только хвостовую часть фюзеляжа, принимаемого защемленным в месте крепления крыльев. Случай Н3фму — боковая нагрузка на хвостовую часть фюзеляжа. Берут нагрузку на вертикальное оперение на случай Кв. Случай Афму — полет с вертикальным ускорением, соответствующим случаю Ак. Нагружают только переднюю часть фюзеляжа и моторную установку нагрузкой по ф-ле
Р=% Gn0>
где Gn0 — вес передней части самолета и мотора с моторной установкой и оборудованием, п0 — коэфициент перегрузки по нормам. Случай Нфму — боковая нагрузка на переднюю часть фюзеляжа и моторную установку. Нагрузка берется по ф-ле
Р — п Gn0,
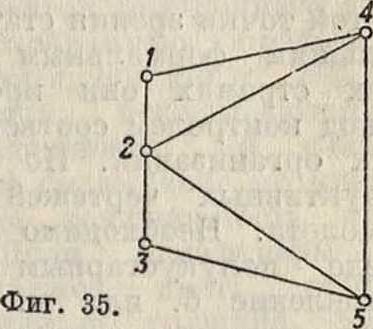
где п—коэф. перегрузки по нормам для этого случая. Типы и конструкции моторных установок весьма разнообразны, поэтому здесь можно только указать общие приемы решения ферм, наиболее часто встречающихся. Прежде всего вычисляется нагрузка на моторную установку, для чего все грузы, опирающиеся целиком или частью на моторную установку (мотор, винт, капот, моторная рама, патрубки выхлопа, стартер, трубопроводы и прочие), приводятся к равнодействующей силе с координированием этой силы по отношению к точкам опоры. Решение пространственной фермы моторной установки производят или графически или, что проще, аналитически. Обычно моторная установка имеет лишние стержни, вследствие чего необходимо решать ферму как статически неопределимую систему (фигура 35). В указанном примере моторной установки для мотора воздушного охлаждения за лишний стержень обычно берется стержень 3—5, как мало нагруженный и отсутствие которого не влечет нарушения геометрия, устойчивости моторной установки. Приложив нагрузку, как выше было указано, и найдя реакции опор, решают узел 4, затем узел 5 без лишнего стержня 3—5. Затем задаются силой e ± 1 000 килограмм и, подставив ее вместо лишнего стержня, решают способом статич. неопределимости. Расчетные усилия необходимо определять с учетом разгрузки от лишнего стержня с коэф-том 0,75 и при догрузке с коэ-фициентом 1,25. По полученным расчетным усилиям подбор сечения стержней производят по нормалям и графикам, как обычно. При этом коэф. заделки стержней сваркой моторной установки берут для большей жесткости против вибрации равным С=1,0. Решения других моторных установок м. б. сложнее или проще в зависимости от количества стержней и комбинации их, но ход расчета остается тот же. Хвостовая часть фюзеляжа в случае сварной и клепаной стержневой конструкции рассчитывается обычно при симметричных нагрузках весьма просто графич. или аналитич. методом. Из центровки самолета находят распределение весов по узлам фермы, учитываемое так же, как разгружающие грузы при определении усилия в
стержнях фермы. В случае Нфму обычно приходится решать статич. неопределимость, связанную с распределением крутящего момента между горизонтальными и вертикальными панелями фермы фюзеляжа. Крутящий момент распределяется при помощи ряда поперечных рам или расчаленных поперечных панелей фюзеляжа. Т. к. благодаря этому получается многократная статич. неопределимость, усложняющая расчет, то ограничиваются обычно одной поперечной рамой, ближайшей к хвосту самолета. Решения статич. неопределимости производят общепринятым методом; расчетные усилия определяют по предыдущему с коэф-тами 0,75 и 1,25. Подбор сечений стержней, расчалок и лент производят по соответствующим нормалям и графикам. Обыкновенно для сварных фюзеляжей коэф. заделки стержней лонжеронов принимают равным С — 2,0, в то время как для стоек, поперечин и раскосов С=1,0. В случае фюзеляжа типа монокок или рамчатого фюзеляжа, обшитого фанерой или листовым металлом, фюзеляж рассматривают как полую балку, причем сечение ее проверяют по моментным кривым, эпюры которых строят на все случаи. Обычно в деревянных конструкциях полагают, что обшивка не несет, но сохраняет геометрия. неизменяемость, вследствие чего набор, то есть лонжероны и стрингеры, принимают во внимание только при подсчете модуля сопротивления сечения. Если же вводят обшивку, то берут только 1/3—х/2 толщины ее; в случае ме-таллич. покрытия сечение считается полностью. Благодаря большим размерам сечения и невозможности по конструктивным соображениям взять очень тонкую обшивку, фюзеляж-монококи получают с повышенной прочностью — до 100% и более. Обшивку проверяют на скалывание при кручении и на устойчивость панели, ограниченной рамками и стрингерами; последние производят чаще подбором в статич. испытаниях. Среднюю часть фюзеляжа проверяют на те силы, которые подходят к ней от прилегающих частей самолета (крылья, шасси, передняя часть фюзеляжа и моторная установка и хвостовая часть фюзеляжа). Из деталей самолета необходимо упомянуть об управлении самолета, креплении баков, сидениях, креплении радиаторов и пулеметов и местных нагрузках от людей. По всем этим вопросам в нормах содержатся исчерпывающие указания, а самый расчет их обычно не встречает затруднений и производится общепринятыми методами строительной механики и сопротивления материалов.
Параллельно с разработкой предварительного проекта разрабатываются конструктивные чертежи, особенно тех частей самолета, которые должен быть подвергнуты статич. испытаниям. Статич. испытания преследуют две цели: 1) дать конструктору поверку его расчетных и иных предположений о прочности данной детали или части и 2) дать формальный и по существу материал для суждения о прочности данной детали, части и всего самолета и их соответствия с нормами. С этой точки зрения статич. испытания являются большим формальным моментом, поэтому во всех странах они проводятся по программе и под контролем соответствующих государственных организаций. По мере изготовления конструктивных чертежей начинается постройка самолета. Необходимо отметить, что ее ведут везде полукустарным способом, т. к. изготовление б. или м. серьезных приспособлений, штампов, кондукторов нерентабельно и кроме того связано с потерей времени. Поэтому вся работа ведется по разметке, по временным шаблонам, во временных же приспособлениях. Это связано с излишними расходами и с необходимостью повышенной квалификации рабочей силы. В силу этого в Англии например опытный самолет малого тоннажа строят обычно деревянным и затем в случае приемки на снабжение его уже делают металлич. конструкции (Fairey истребитель «Fairfly» 1929 г.). Постройка опытного самолета в среднем обходится в
2,5—3 раза дороже, чем постройка серийного самолета, и продолжается для самолета малого тоннажа в среднем 3—4 мес., более же крупные самолеты строятся соответственно дольше. По окончании постройки опытный самолет подвергают летным испытаниям. Последние состоят прежде всего во взвешивании самолета пустого и с нагрузками и определении положения ц. т., осмотре и пробе мотора на земле. После этого начинают сначала к о н-трольные полеты, имеющие целью ознакомление с самолетом, выявление и устранение его опасных недочетов или эксплуатон-ных дефектов, а также нащупывание режима наилучшей скороподъемности и скорости. Когда пилот овладел самолетом, начинаются и з-мерительные полеты с обычной нагрузкой и перегрузками. Измеряют не только обычные летные качества самолета, но по возможности также маневренность, для чего за границей пользуются кинематографии. съемкой с другого самолета. Испытания оканчивают устройством фигурных полетов для самолетов соответствующего класса, после чего, если самолет удачен, он идет на официаль-ныв лвтиыв испытания в соответствующие го-сударственные организации. Иногда для сокращения времени заводские летные испытания совмещают с государственными. По окончании испытаний последний опытный самолет переходит в серийное производство.
Рациональный подбор авиаматериалов и их данные. Вопрос о весе играет существенную роль в С., т. к. он непосредственно связан с увеличением полезной отдачи самолетов, в виде ли увеличения платной нагрузки на пассажирских и транспортных самолетах или в виде увеличения боевой нагрузки (бомб, вооружения, ов и т. д.) у боевых самолетов. "Поэтому рациональный выбор материала для данного самолета имеет огромное значение. Так, по данным А. Гассне-ра понижение веса конструкции самолета на 10% повышает платную нагрузку на 13,5%, не повышая полетного веса самолета. Указанный выбор материала производят для деталей, не находящихся в потоке воздуха, по удельной прочности, которая в случае растяжения, сжатия и сдвига выражается отношением соответствующего коэф-та прочности к уд. в материала: <р=^; для изгиба
ft/s
ψ — " а для продольного изгиба φ - ггде Е — модуль упругости материала. Для деталей самолета, обтекаемых потоком воздуха (стойки, коробки крыльев, подкосы, шасси, ленты-расчалки и прочие), необходимо учитывать их аэродинамические качества, причем критерием является авиационный вес детали с · s ν3
Ч=?« + е 75.; · N *
где q0 — вес данной детали; ρ — плотность воздуха у земли при стандартных условиях (ρ=1/s); Сх — коэф. лобового сопротивления детали; S— площадь детали в м2; v — скорость самолета в ж/ск; η—кпд винта при принятой скорости полета υ; N — мощность моторов самолета в ЬР и G — полетный вес самолета. Для деталей, обтекаемых потоком и имеющих кроме того подъемную силу (обтекатель, ось шасси и прочие), в авиационный вес вводится еще один член:
С -S-vз. G
1 — 2о + б 75Ч. jy Q Су·S0 vi,
где Су — коэф. подъемной силы и 50 — несущая площадь данной детали. Удельная прочность авиаматериалов, применяемых в СССР, приведена в таблице 3.
Наряду с приведенными ниже факторами при выборе авиаматериала необходимо учитывать еще легкость обработки, доступность и надежность источников снабжения и надежную работу авиаматериала в эксплуатации. В С. в настоящее время применяются самые разнообразные материалы с целью наиболее рациональным подбором сорта и размера авиаматериала добиться наименьшего веса конструкции. Приводим главнейшие из них.
Дерево. В первые годы авиации дерево употреблялось на все главнейшие конструктивные части за исключением узлов и расчалок. В настоящее время дерево из-за неоднородности строения его, способности поглощать и испарять влагу, возможности загнивания при эксплуатации, ограниченности источников получения и истощения их, а также вследствие появления новых более выгодных, чем дерево, материалов, постепенно уступает свое место металлу. В СССР в С. применяют в данный момент сосну, ель, дуб и ясень, из которых первые две породы идут на детали самолетов, а вторые— на изготовление винтов и лыж (смотрите Авиационный лес, Воздушный винт, Лыжи). Нормальным для авиационной древесины в брусках коэф-том влажности считается 8 — 13%
Таблица 3. — Удельная прочность авиаматериалов, применяв-
м ы х в СССР.
| *2 я я | о | ||||||
| Материал | Название | £
я е? |
1©
Я |
<и
Я Е- сй |
и
Я |
к
2« |
Я
о я |
| ей я ьч Я | со к | 6 | «
о |
ft
й | |||
| Сталь М (отожжен- | |||||||
| ная). | 510 | 32,1 | 510 | 3,83 | 183 | 26,5 | |
| Сталь С (нормализованная).
Сталь ГС (нормали- | 637 | 37,2 | 637 | 5,22 | 183 | 32,6 | |
| 700 | |||||||
| Сталь | зованная). Сталь ГПТ (закал, и | 700 | 39,8 | 5,22 | 183 | 32,6 | |
| ошущ.).
Сталь ХН (закал, и | 829 | 44,4 | 829 | 6,25 | 183 | 36,8 | |
| отпущ.).
Сталь Х4Н (закал. |
1 020 | 51,0 | 1020 | — | 181 | “ | |
| и отпущ.).
Сталь хромомолиб- |
1 400 | 62,9 | 1 400 | — | 181 | — | |
| деновая (закал, и отпущ.). | 1 783 | 74,0 | 1 783 | _ | _ | ||
| Дуралюминии лие- | |||||||
| товой. | 1 333 | 85,2 | 1 333 | 7,72 | 292 | — | |
| Дуралюминиевые | |||||||
| Цветные | •грубы.
Авиаль (закален- |
1 333 | 85,2 | 1333 | 7,72 | 292 | — |
| металлы | ный).
Электрон (германец. |
629 | 52,7 | 629 | — | 299 | — |
| штамп, и термин, обработанный). | 1 890 | 126 | — | 8,9 | 368 | _ | |
| Дерево | | Сосна. | 1 400 | 141 | 800 | 240
то |
633 | _ |
| Ясень. | 1 000 | 112 | 645 | 453 | _ | ||
| Авиафанера. j | 875
438 |
- | - | 150 | - | - |
Коэф. крепости на сжатие приводится при приемке к стандартной влажности в 15%, принятой в СССР по формуле (в кг/см2):
^15=^ [1 + 0,05 (/с-15)];
Ртах — максимальная нагрузка в килограммах, а и & — поперечные размеры образца, к — влажность в %. Характеристика авиационной древесины приведена в таблице 4.
Таблица 4. — Характеристика авиационной древесины.
| Название породы | Уд. вес | оГ
я я © К ез ££ |
01
3 Oj <о Я и со в |
оГ Я <м йз
*-~- бй |
***
я§ О 5с |
#**
о Я N Е·* 5· я <3 oS |
Модуль упругости при растяжении, кг/см“ |
| Сосна. | 0,53 | 700 | 600 | 400 | 120 | 400 | 105 |
| 50 | НО | ||||||
| Ясень. | 0,7 | 700 | 700 | 450 | 170 | 450. | 105 |
| Спрус. | 0,39 | 700 | 650 | 350 | 50 | 350 | 105 |
| Орех. | 0,56 | 800 | 800 | 490 | 490 | 1,05.105 | |
| Красное дерево.
1 |
0,52 | 700
1 |
700 | 450 | — | 450 | 1,06-105 |
| * Числитель дроби обозначает | временное | сопро- | |||||
| тивление вдоль | волокон, знаменатель | — поперек | |||||
| волокон. | |||||||
Авиафанеру в СССР клеят из березового первосортного шпона, за границей же — из красного дерева, тика и спруса, но в последнем случае только двуслойной. В зависимости от качества древесины и наличия дефектов производственного характера различают авиафанеру двух сортов: «прима» и сорт «А». Авиафанеру клеят равнослойной и неравнослойной с отношением толщин слоев 1 : 1,5 : 1. Склейку производят водоупорным клеем. Размеры нормальных листов авиафанеры от 1 500 х×1 500 миллиметров до 1 200 х 1 000 миллиметров и маломерных листов от 900×800 ** до 900 х 1 200 миллиметров. Толщина равнослойной фанеры берется 1—10 миллиметров, неравнослойной 3—6 миллиметров. Для толщин до 6 миллиметров фанеру клеят из трех слоев, а выше — из пяти. Влажность авиафанеры должен быть не менее 8% и не более 15%. При приемке фанеру отбраковывают по наружному виду, причем в Германии для просмотра внутреннего слоя применяется метод «просвечивания» фанеры при помощи 2 000-свечной лампы. Фанера до 3 миллиметров просвечивается достаточно удовлетворительно с выявлением всех имеющихся дефектов внутреннего слоя. Отобранные образцы фанеры, обычно от 3% листов, испытываются на влажность, на разрыв, на скалывание по клей и на водоупорность клея. Шпон авиафанеры не должен иметь стыков, трещин, неравномерностей по толщине, свилеватости слоя, синевы, выпадающих сучков, следов гнили. Сама авиафанера не должна иметь забоин, замятии снаружи, отдулин, трещин и морщин. Характеристика березовой авиафанеры, применяемой в СССР, следующая. Уд. вес 0,8; прочность на растяжение (в кг/см2): вдоль волокон — 700, поперек волокон — 350, под углом 45°—175; модуль упругости при растяжении (в кг/см2): вдоль волокон—1,10 · 105, поперек волокон—0,50· 1C5, под углом 45°—0,18· 108. В С. в настоящее время почти исключительно применяется казеиновый клей. Его приготовляют из казеина (смотрите), негашеной извести, силиката, соды и машинного минерального масла по соответствующим рецептам; выпускают с завода в виде порошка и замешивают с соответствующим количеством воды. Казеиновый клей обычно годен в работу в течение 4—0 ч. после изготовления, после чего замешивается новая порция его. Столярный желатиновый клей употребляется при изготовлении лыж и иногда при склейке винтов. Он должен быть изготовлен из хорошего качества кожевенных остатков и костей. Помимо химия, анализа ингредиентов казеинового и желатинового клея при приемке производят еще и механич. испытание склейки клеями как в сухом состоянии, так и после вымачивания в воде, то есть в проверке клея на водоупорность. Коэф. скалывания в сухом состоянии одинаков для казеинового и желатинового клея и должен быть не ниже 100 килограмм/см2, коэф-т же скалывания для казеинового клея после 48-часового вымачивания в воде не должен быть ниже 58 килограмм/см2. Резина применяется для амортизации шасси в виде амортизационных шнуров и в виде пластин круглого, овального или обтекаемого сечения. Амортизационный шнур применяется четырех размеров диам. 10, 13, 16 и 18 миллиметров. Приемка шнура состоит в наружном осмотре и обмере, отборе образцов и испытании таковых на прочность отдельной резиновой нити и на прочность готового шнура. За границей в целях установления года изготовления шнура внутренняя оплетка делается цветная в зависимости от года, например 1930 г. — красная, 1931 г.—голубая, 1932 г.·—белая, 1933 г. — зеленая и т. д. Характеристика амортизационного шнура приведена ниже.
Диаметр шнура в миллиметров. 10 13 16 18
Миним. разрывная нагрузка при 100%-ном удлинении в килограммах 25 55 85 140
Максим, разрывная нагрузка при 100%-ном удлинении в килограммах 40 80 120 180
Пластинчатую резину стали применять для амортизации шасси в последнее десятилетие. Ее амортизирующая способность зависит от состава и от степени вулканизации. Кроме этого многочисленными опытами за границей и в СССР установлено, что форма и геометрические соотношения пластины резины играют также роль при амортизации. Пластинчатая резина должна выдерживать весьма длительные нагрузки в 16 — 17,5 килограмм /см2, которые обычно бывают на стоянке у самолета, и эпи-зодич. нагрузки до 120— 130 килограмм/см2, бывающие при посадках, без растрескивания, растекания и других вредных признаков. Кроме того эта резина не должна слишком сильно реагировать на попадающие на нее брызги масла и бензина во время экс-плоатации. Сортамент резины крайне разнообразен, начиная от круглых Фигура 36. колец и кончая оваль ными пластинами или обтекаемого сечения. Английские сорта резины имеют удельную нагрузку, изображенную на диаграмме фигура 36.
Алюминий и особенно его сплавы — дур-алюминий, авиаль и электрон—приобретают все большее значение между основными авиаматериалами. Они употребляются в листах, трубах и профилях. Коэф-ты крепости алюминия и его сплавов в С. берутся согласно табл. 5.
* еа
§ 75
I; so
I
157,5
I „
§ «V
10 20 SO 40 50 Обжатие в %
Таблица 5. — Данные механических испытаний сплавов а л ю м и н и я“1.
| Характеристики | Дуралюминпй | Авиаль | Элек- | |
| Листы | Трубы | ТРОН *2 | ||
| Растяжение. | 3 800 | 3 800 | 1 200 | 3 400 |
| Сжатие. | 3 800 | 3 800 | 1 200 | 1 300 |
| Изгиб. | 3 800 | 3 800 | 1 200 | 3 400 |
| Срез. | 2 200 | 2 200 | — | 1 600 |
| Смятие. | 5 200 | 5 200 | — | — |
| Модуль упругости Е. | 0,69-106 | 0,69-106 | 0,63.106 | 0,44-106 |
| Модуль упругости G. | 0,27-106 | 0,27-10« | ||
| Уд. вес. | 2,85 | 2,85 | 2,70 | 1,80 |
| Предел пропорциональности:
1) растяжение. 2) сжатие. |
1 7Q0 | 500 | 2 000 | |
| 2 700 | ~ | |||
*1 Коэф-ты прочности даны в килограммах/сms. *2 Прессо ванный и термически обработанный.
Алюминиевые сплавы обладают свойством корродировать. Для предохранения от коррозии (смотрите) в авиации применяют следующие меры:
а) платировка дуралюминия, или накатка на поверхность дуралюминия тончайшей пленки чистого алюминия; б) кадмирование дуралюминия, то есть электролитич. присадка тонкого слоя кадмия; в) анодирование, или покрытие поверхности дуралюминия электролитически оки алюминия; г) покрытие поверхности дуралюминия специальными лаками и красками, из которых для гидросамолетов наиболее употребительно так называемое «битмо».
Для покрытия крыльев, для обтяжки фюзеляжа, оперения применяется, особенно в самолетах среднего и малого тоннажа, как чисто льняное полотно, так и бумажное—п е р к а л ь. Данные авиационного полотна и перкаля приводятся в таблице 6.
Таблица 6.—X ара к тер нет и ка авиационного полотна и перкаля.
| Сорт | Вес 1 м2
В 8 |
*1 | *2 | *8 |
| Полотно льняное Перкаль. | 165—190
130-140 |
1 Е00 1 200 | 1 500 1 200 | <10% |
*1 Разрывающие усилия в килограммах/η. м по утку. *2 То же по основе. *з Удлинение при разрыве.
Полотняное покрытие пропитывается и покрывается для защиты от атмосферных влияний специальными аэролаками (смотрите), из которых аэролак первого покрытия только пропитывает полотно, а аэролаки второго покрытия дают полотну натяжку и защитную глянцевитую поверхность. Прочность полотна после покрытия аэролаками обычно возрастает, доходя до 40—50%.
Главнейшими полуфабрикатами в С. являются трубы стальные и цветных металлов. Трубы стальные употребляются как углеродистые, так и хромомолибденовые и хромоникелевые (табл. 7).
Таблица 7. — Характеристика стальных труб.
| Коэф. прочности,
Кв i СМ2 | Углеродистые | Специ- | Хро-
момо- | |
| мягкие | твердые | альные | либде-
новые | |
| На растяжение. | 4 000 | 6 000 | 12 000 | 7 000* |
| » сжатие. | 4 000 | 6 000 | 12 000 | 7 000 |
| » изгиб. | 4 000 | 6 000 | 10 000 | 7 000 |
| Модуль упру- (Е | 2.106 | 2,1.106 | 2,2.106
0,85.106 | 2,2.106
0,85-106 |
| гости G
Предел пропорциональности: |
0,77-106 | 0,80-106 | ||
| 1) растяжение | 2 600 | 3 900 | 7 800 | — |
| 2) сжатие. | 2 600 | 3 900 | 7 800 | - |
* Незакаленные.
Лент ы-р а с ч а л к и изготовляют из стали СПТ или ГПТ; их различают по номерам или диаметрам наружной части. Разрывающее усилие их (в килограммах) в зависимости от № таково:
| ί№ | кг | № | кг | № | кг |
| 3 | 260 | 7 | 1 820 | 11 | 4 600 |
| 4 | 480 | 8 | 2 300 | 12 | 5 300 |
| 5 | 800 | 9 | 3 100 | 14 | 7 300 |
| 6 | 1 230 | 10 | 3 650 | 16 | 10 100 |
Тросы в С. употребляются для проводки к органам управления. Они изготовляются из холоднотянутой термически обработанной проволоки. Применяются тросы как простого плетения, так и двойного. Разрывающие усилия в
Таблица 8. — Разрывающие усилия в тросах (в килограммах).
| Диа-
метр, мм |
Трос простого плетеиия | Трос двойного плетения | Диа-
метр, мм ί |
Трос простого плетения | Трос двойного плетения |
| 1,50 | 190 | 4,00 | 1 275 | 1 050 | |
| 2,00 | эм | 265 | 5,00 | 2 000 | 1 550 |
| 2,50 | 515 | 415 | 6,00 | 2 800 | 2 300 |
| 3,00 | 730 | 615 | 7,00 | 4 000 | 3 300 |
| 3,60 | 1000 | 775 |
тросах должны быть не ниже значений, приведенных В табл. 8. Н. Поликарпов.
Стальное С. Сталь применяется в С. с самого его возникновения, однако первоначально распространение ее было невелико, т. к. стальные конструкции не могли конкурировать с деревянными по легкости вследствие сравнительно низких механич. качеств стали. Впоследствии
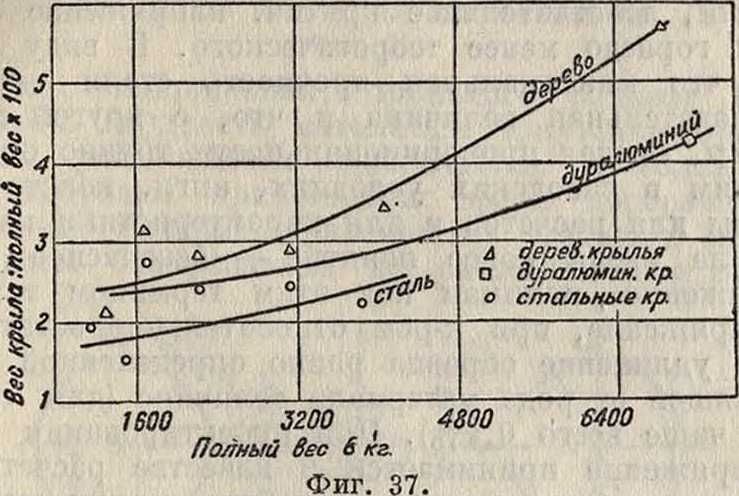
практич. опыт новейшего стального С. на основе последних достижений металлургии показал, что при прочих равных условиях стальные конструкции основных деталей самолета при применении высококачественных сталей м. б. получены более легкими по весу, чем деревянные или дуралюминиевые конструкции. Это обстоятельство наряду с основными свойствами стали — противокоррозийной стойкостью и устойчивостью в смысле утомляемости — обеспечило в настоящее время повсеместное распространение стального С. Составленная по англ, данным диаграмма (фигура
37) иллюстрирует зависимость веса крыла от материала его конструкции для самолетов с полетным весом 900— 9 000 килограмм. Если преимущества дуралюминиевой конструкции крыла перед деревянной становятся очевидными только для сравнительно крупных самолетов, то относительная легкость стального крыла сохраняется почти одинаково как для легких, так и для тяжелых машин. Необходимо отметить в области стального С. существование двух принципиально различных течений. Одно течение, представителями которого являются америк. конструкции, допускает широкое применение сварных конструкций из хромомолибденовых труб с последующей термин. обработкой сваренных деталей. Другое течение (Англия) указывает на ненадежность автогенной сварки и трудности избежания коробления сваренных деталей при последующей термин, обработке. Это течение рекомендует конструк ции из листовой (ленточной) стали, клепанные пустотелыми заклепками или соединенные по способу закатанных швов. В случае применения труб последние не свариваются, но в заранее термически обработанном виде соединяются механическими способами. Трудностей, связанных с обработкой закаленной ленточной стали, в последнее время пытаются избежать путем замены склепывания пустотелыми заклепками применением точечной электрик. сварки по методу сопротивления (смотрите Сварка). Последний способ в случае конструкции из открытых профилей дает ряд производственных преимуществ, не уступая в надежности перед другими способами соединений. Кроме того конструкция м. б. получена более легкой, т. к. исключается вес заклепок. Вследствие относительной новизны точечная электросварка деталей самолета не успела еще получить сколько-нибудь значительного распространения. К началу 1932 г. известны всего два образца стальных самолетов, в конструкции которых широко применена точечная электросварка: самолет-амфибия Савойя-Маркетти
S-31, построенный Американской авиационной корпорацией в начале 1932 г., и советский самолет Сталь-2 конструкции Научного ин-та гражданского воздушного флота.
Типы применяемых сталей и их свойства. Материалом для конструкций из ленточной (листовой) стали служат хромоникелевые стали, характеризующиеся значительным содержанием хрома и относительно меньшим — никеля. Ряд этих сталей относится к типу нержавеющих сталей. Ленточная сталь получается путем горячей прокатки до толщины 2 миллиметров и дальнейшей холодной прокатки до толщины порядка 0,5—0,1 миллиметров; ширина стальной ленты 200—150 миллиметров. Наиболее типичными являются стали, состав и свойства которых приведены в таблице 9.
Высокие механич. свойства этих сталей зависят от холодной прокатки, причем играет большую роль степень обжатия — с какой исходной толщины начата холодная прокатка и до какой конечной толщины она ведется. Большее обжатие обусловливает получение стали с большим временным сопротивлением на разрыв, но с соответственно меньшим удлинением. Так, крупповская сталь V 2А при обжатии в 25—40% получает временное сопротивление 100—120 гег/.иж2 и удлинение 18—20%. Та же сталь при обжатии в 60—75% имеет соответственно 140— 150 килограмм/мм2 и удлинение 3—5%. Горячекатаная сталь V 2А имеет временное сопротивление на разрыв 58—62 килограмма/мм2 при удлинении 57 — 70%. Советская сталь «Энерж 6» при среднем обжатии порядка. 20 — 40% получает временное сопротивление в пределах 108—
Таблица 9. — Состав (в %) п механические свойства нержавеющих сталей (холоднокатаных).
| Марка стали | с | Si | Сг | Ni | Μη | *1 | *2 |
| Крупп V 2А-13. | 0,11 | 0,66 | 18,35 | 8,96 | 0,35 | 140-150 | 3-5 |
| Крупп V 2А—11. | одз | 0,55 | 18,2 | 10,06 | 0,40 | 140-150 | 3—5 |
| Англ, сталь. | 0,16-0,22 | 0,5 | 2,5-14,0 | 1,0 | — | 140-150 | 3-7 |
| » ». | 0,19 | 0,41 | 12,9 | 0,22 | 0,27 | 150 | — |
| пормализир. | |||||||
| » ». | 0,14 | 0,36 | 16,2 | 10,0 | — | 92 | 28,5 |
| Советск. «Энсрш 6» | 0,29—0,33 | 0,35 | 18,0 | 7,34 | 0,70 | 150—170 | 3,10 |
| *1 Временное сопротивление на разрыв в яа/лш2. *2 | Удлинение в %. | ||||||
166 килограмм/мм2 и удлинение в пределах 9—30%. Приведенные в таблице 9 механич. свойства стали «Энерж 6» получены при обжатии порядка 50—60%. Состав и свойства хромомолибденовых сталей, обычно применяемых в виде цельнотянутых труб и реже в качестве листового материала, приведены в таблице 10. Последняя Таблица 10. — Состав и свойства тич. напряжение сжатия Р меньше или немного больше предела пропорциональности, в случае гладких цилиндров получаются меньшие напряжения; действительные результаты с большим постоянством показывают, что практич. напряжение в случае гофрированных цилиндров равно 70% теоретич. величины. При боль-
хром омолибдеповых сталей.
| Марка стали | Si | Μη | Сг | МО | Р | 8 | Врем, со- | Удлин. | |
| Максимум | кг/лил2 | В % | |||||||
| Англ, сталь.
» » .. 4130Х .. 1010Х .. |
0,25-0,40
0,40-0,55 0,25-0,35 0,05-0,15 |
0,40
0,40 |
0,40—0,70
0,40-0,60 0,45—0,60 0,30-0,60 |
0,90—1,20
0,90-1,20 0,80-1,10 |
0,15-0,30
0,15-0,30 0,15-0,25 |
0,035
0,035 0,040 0,045 |
0,035
0,035 0,045 0,050 |
80-96
130-145 105—140 |
10—14
7-10 7-10 |
сталь марки 1010Х, не содержащая хрома и молибдена, часто применяется в америк. конструкциях гражданских самолетов для сварных фюзеляжей. Сталь марки 4130Х является стандартом американского воздушного флота для тонкостенных цельнотянутых труб. После нормализации эта сталь приобретает временное сопротивление на разрыв 66 килограмм/мм“ при удлинении 12%. После сварки части трубы, находящиеся у места сварки, имеют прочность 56 килограмм/мм2. Закалка в масле с последующим отпуском придает той же стали прочность до 140 килограмм/мм2 при удлинении 7 — 8%. Хромомолибденовые стали в виде листового материала применяются для различных накладок, косынок и прочие.
Расчет стальных авиационных конструкций. Трудность расчета авиационных стальных конструкций заключается в том, что вследствие незначительной толщины стенок профиля разрушение при продольном сжатии происходит б. ч. в результате местного выпучивания материала. Для расчета устойчивости тонкостенного цилиндра при продольном сжатии теоретич. формула имеет вид:
Р
Е
VJ
t i /"m2 Η У m2 — :
(1)
где Р — напряжение сжатия (критическое), Е— модуль упругости, R — радиус средней линии, г — толщина стенки, 1/т—коэф. Пуассона (<1). Эта формула выведена аналитически в предположении идеально правильного цилиндра, и при практич. проверке оказалось, что действительное напряжение составляет 40—60% от теоретического, причем разрушение происходит сейчас же после наступления критич. напряжения и появления первых волн. Тонкостенная пластинка, нагруженная сжимающими силами, может выдерживать напряжение р _ Ел2 t у m2 1 ~ 3 V Ь ) m2 - 1 *
(2)
где tub — соответственно толщина и длина пластинки. Продольная гофрировка тонкостенной пластинки значительно увеличивает длину волн, по которым пластинка выпучивается при критич. нагрузке, вследствие чего полное разрушение происходит уже после появления первых волн, когда нагрузка превышает теоретическую критич. нагрузку. При этом легкие местные выпуклости и другие уклонения от теоретич. идеальной формы, неизбежные в производстве, не имеют здесь такого решающего влияния на прочность. Опыты, произведенные с гофрированными цилиндрами, показывают, что при значении в формуле (1), при к-ром кри-
ших значениях -L, которые дают критич. напряжение больше, чем предел пропорциональности, действительное критич. напряжение будет гораздо менее теоретического. В виду того что максимальная прочность стали — мало показательная величина и что, с другой стороны, предел пропорциональности трудно определим в заводских условиях, англ, конструкторы для расчетов и для характеристики материала ввели новое понятие — «безопасное напряжение», понимая под этим термином такое напряжение, при к-ром относительное остаточное удлинение образца равно определенной зависящей от рода материала величине (для стали чаще всего 0,1%). При проектировании это напряжение принимается в качестве расчетного, т. к. было установлено, что в виду незначительности деформации работа заклепочных соединений не нарушается и сталь легко выдерживает повторные нагрузки. На фигуре 38 гра-
I,
| — | ___ | и — — —1 | — | |||||||||
| J | • | |||||||||||
| 4 | ||||||||||||
| Ж | ||||||||||||
| { | О. | |||||||||||
| А | А- | ром | 1-нш | обр | тбот. | 7тал | > | |||||
| /с | B-h | iSeJc | ДОЯ | ист | г ста | 7Ь | ||||||
| Ра | 3pifU | наг | о.дл | 7 А | 11кг, | мм | ||||||
| у | ра | Vl/L | нап | b.Зл, | x2xe/i | гм | ||||||
| Мо | Юнг
Юнге |
10Л
для |
а2 в и | то“
,юе |
_ |
О Ofl25 0,0а 0,0750,1 0,125 0,15 IJS 02 0,225Q25 Ц275 01, удлинение на 1мм образца
Фигура 38.
фически приведены результаты испытаний листовой нержавеющей стали (кривая В) и обычной хромоникелевой стали, идущей на лонжероны (кривая А). Из диаграммы можно видеть, что несмотря на разницу в форме кривых и на большое различие временного сопротивления обеих сталей тем не менее обе стали имеют практически одинаковое безопасное напряжение. Это еще раз подтверждает, что временное сопротивление .не характеризует материал достаточно полно. На отношение разрушающего напряжения к безопасному напряжению в сильной степени влияет устойчивость профиля лонжерона, характеризующаяся к о э ф и ц и е н-том устойчивости, представляющим разрушающее напряжение при условии постоянства Е и полной упругости материала. Этот коэф., определяемый специальными методами,
для конструкций Армстронга обычно превышает 160 килограмм/мм2 и в этом случае действительная прочность лонжерона будет больше безо-
_. _ 1 ^ Г f* *Т Л (Λ Μ ί /С 17 С «Ллп“ a v I Δ atfti
ОД
75
|
полки |
7 | |||||||||||||||||||
| г | ||||||||||||||||||||
| 1 | ||||||||||||||||||||
| t | У | |||||||||||||||||||
| У | ||||||||||||||||||||
| У | ||||||||||||||||||||
| t |
Влияние толщины материала палки | |||||||||||||||||||
| У | У | |||||||||||||||||||
| г | ||||||||||||||||||||
| Г | ||||||||||||||||||||
| т) | т | JU. | •а, | ш | ути | 7 | ||||||||||||||
025 0J &J5 04 045 05 6’55 05 055 07 Фигура 39.
пасного напряжения, принятого равным 100 килограмм/мм2. Трудность математич. трактовки проблемы устойчивости заключается в большом разнообразии применяемых форм поперечных сечений. Поэтому при практич. расчетах приходится базироваться на систематически про"
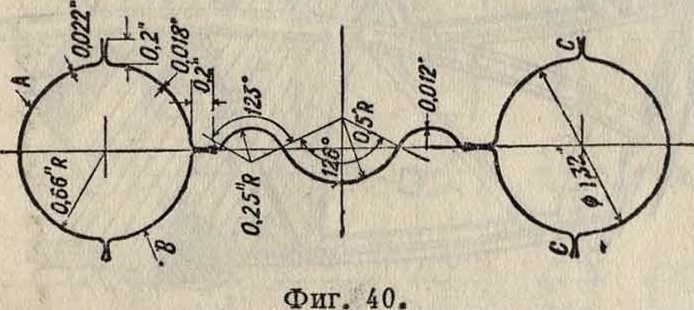
водимых статич. испытаниях, на основе которых можно вывести эмпирич. формулу, охватывающую определеннее семейство профилей. В таких ф-лах доминирующее влияние должно принадлежать моменту инерции сечения. Кривые, из которых составлен контур профиля, должны иметь отношение радиуса кривизны к толщине материала, соответствующее тем напряжениям, которые в данном месте профиля возникают. Нужно по возможности избегать плоских частей, а если они необходимы по условиям конструкций, то отношение ширины площадки к толщине материала не должно превы-
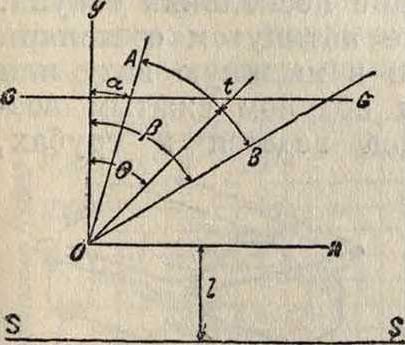
| X | ||||||
| V | ||||||
| 3σι | ha | шорть | Λ | д( | ||
| U U St) | ш | ] | ||||
0,4 0,6 0,6 1,0
Фигура 42.
Фигура 41.
шать 20. В расчетную формулу должен быть введен член, учитывающий число и положение искривлений. На диаграмме, изображенной на фигуре 39, даны результаты испытаний на влияние толщины материала и высоты полки лонжерона. Как видно, влияние высоты полки на разрушающее напряжение сказывается очень резко. Изображенный на фигуре 40 лонжерон имеет следующие размерности: J=50 см“; W=7,9 см3;
Т. Э. т. XX.
F=2,19 см2. Максимальный изгибающий момент при этом равен 80 000 килограммем. В этом случае секция А должен быть рассчитана на напряжение 102 килограмма!мм2, а секция В — 63 килограмма/мм2, следовательно толщина последней м. б. значительно уменьшена. Вычисление моментов инерции тонкостенных сечений представляет ряд трудностей. Поллардом предложен следующий метод определения J для дуги окружности АВ (фигура 41) относительно оси SS. Если t — толщина дуги, то искомый момент инерции по Полларду определится
^=г + — (β — а) + 2lr · sin (β — α) -f-
+ — (sin 2β — sin 2α)]. (3)
В частном случае при α=0 и I=0 имеем
r ifi i Sin 2?
τ(0 + -ΊΤλ
(4)
(6)
Высота ц. т. над осью SS равна
_ I ,β — а) + г (sin β — Sin а)
У~ -0-а и в частном случае при а — 0 и 1—0
г sin д Уо^—р—·
Это ур-ие графически представлено на диаграмме фигура 42. По ф-лам (6) и (4) можно вычислить момент инерции относительно оси GG, проходящей через ц. т. дуги АВ (фигура 41).
+ (7)
На фигуре 43 дан график изменения выражения в скобках в зависимости от β. Для значений β > 30’ служат кривая А и нижний масштаб абсцисс; при β < 30° следует пользоваться кривой В с верхним масштабом абсцисс, в сто раз меньшим нижнего масштаба. Инж. С. Г. Коз
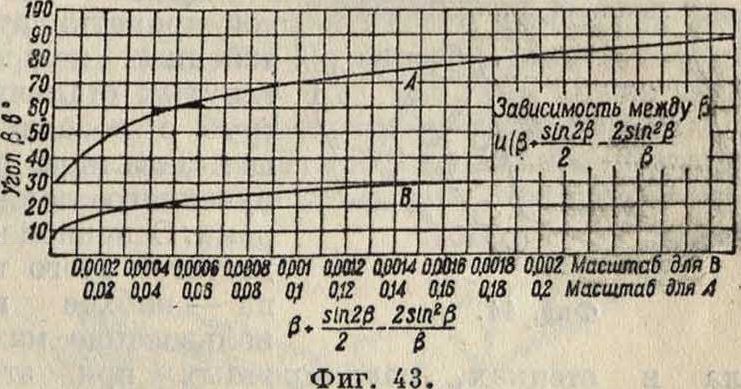
ловым разработан иной метод определения моментов инерции тонкостенных сечений, основанный на интегрировании по длине дуги, то есть за независимую переменную принимается длина дуги замкнутой кривой сечения. Момент инерции сечения при толщине стенок <5 относительно оси х-ов будет
-а
У
• dl,
относительно оси у-ов
Jy=δ j" х2 · dl.
L
Интегрирование производится графически построением подинтегрального выражения в функции длины дуги и сводится к определению площади, ограниченной осью абсцисс, крайними ординатами и кривой подинтегральной ф-ии. Аналогично определяется статич. момент сечения
М.
a-dfy.di.
4
ордината центра тяжести по след, формуле:
!y-di
L
У ~ L-’
где L — длина всего контура. Пример определения Мх и Jх произвольного сечения дан на фигуре 43а, причем сплошной линией вычерчена
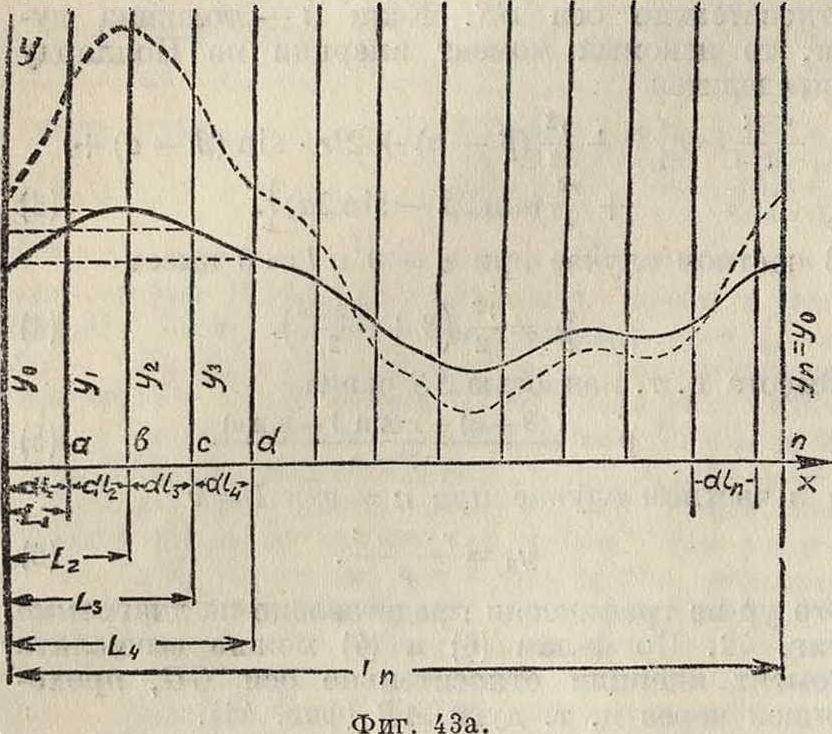
кривая у по I для определения Мх, а пунктирной — кривая у2 по I для определения Jх.
Конструкция и производство. Стальной набор крыла (лонжероны и нервюры). Наиболее простыми и дешевыми в производстве являются лонжероны в виде закрытого профиля (фигура 44), изготовляемо го путем холодной прокатки отожженных цельнотянутых стальных труб с последующей закй полученного лонжерона. Основной недостаток этого ти-Фигура 44. па — плохое ис пользование материала в стенках, .равнопрочных при этом способе с полками лонжерона, несущими главные нагрузки. На фигуре 45 представлен более сложный лонжерон, верхняя и нижняя полки которого и стенка состоят из отдельных стальных профилей из ленточной стали, соединенных пу
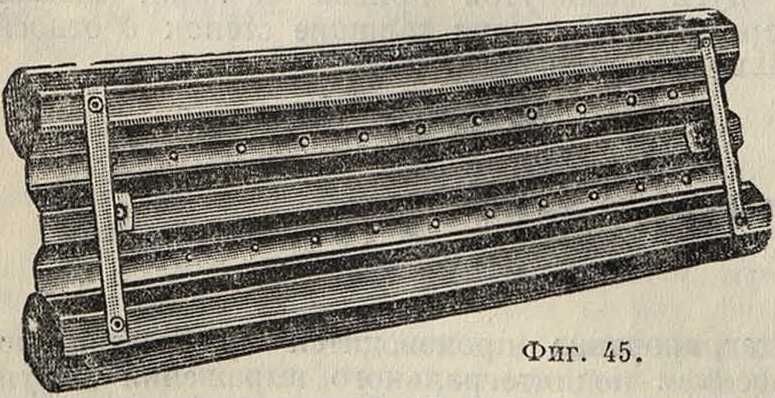
стотелыми заклепками. Подобного рода профили м. б. изготовлены либо путем прокатки либо волочением. Весьма сходным по внешности является лонжерон, изображенный на фигуре 46, где полка лонжерона образована не одним закрытым профилем, а тремя открытыми. Помимо удобства прокатки здесь лучше используется материал, т. к. профили, прилегающие к стенке лонжерона, м. б. без ущерба для прочности сделаны из более тонкого материала (смотрите главу о расчете стальных конструкций). Про
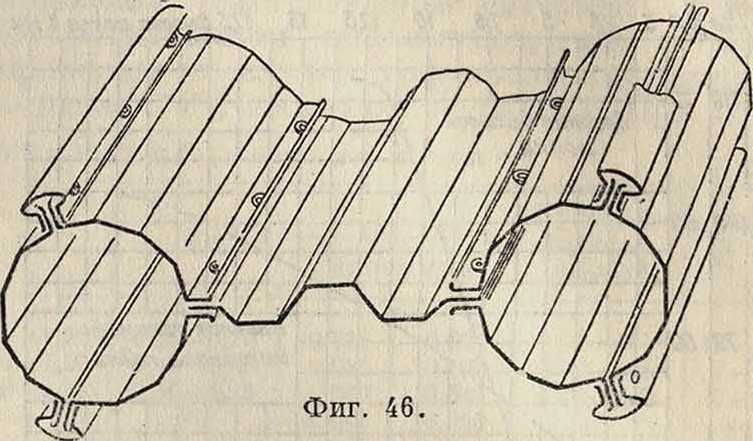
катка ведется из отожженных стальных лент с последующей закй готового профиля. Трудности такой закалки заключаются в короблении профиля под влиянием собственного веса, а также вследствие неравномерного
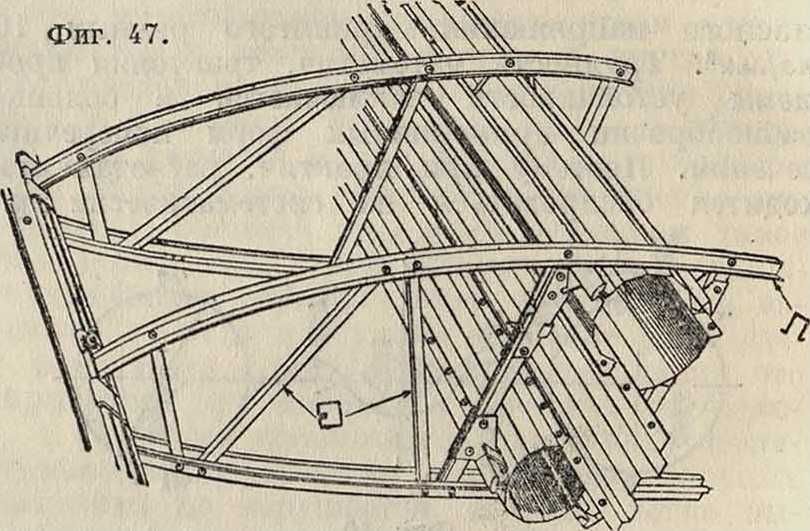
охлаждения при соприкосновении с закалочной средой. Эти трудности устранены путем нагревания профиля в натянутом состоянии, причем нагревание осуществляется пропусканием через профиль электрического тока силою в 20—25 А при напряжении в 30 V.
Вследствие большого электрич. сопротивления стали эта мощность (600 — 750 W) вполне достаточна для доведения t° профиля до степени, требуемой закй, в течение нескольких секунд. Затем профиль в том же натянуюм состоянии погружается для закалки в мыльную воду или охлаждается мгновенным обдувом сжатым воздухом. Операция нагрева ведется в трубах,
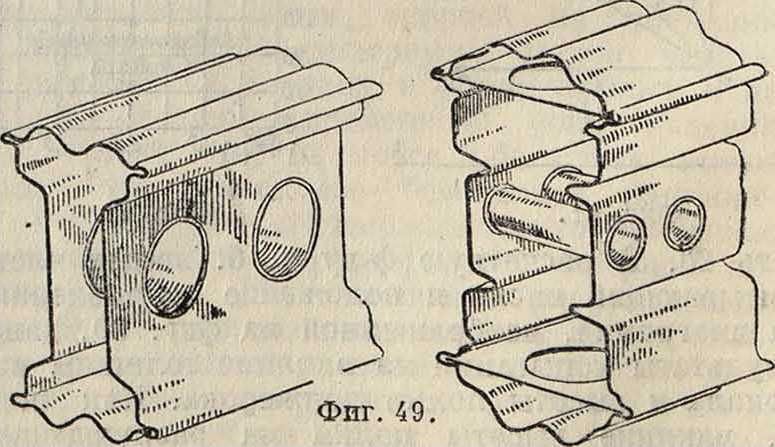
наполненных углекислым газом, чтобы избежать появления окалины. На фигуре 47 показано соединение лонжерона с нервюрами. Полки
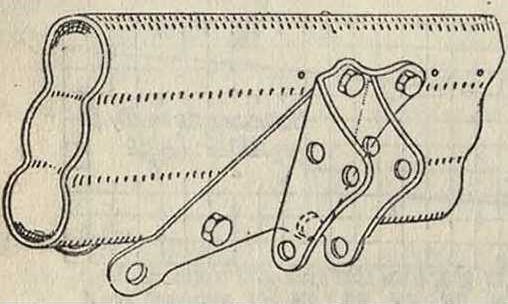
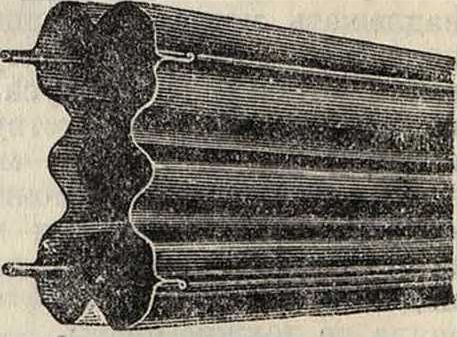
Фигура 48.
нервюр корытного профиля—с небольшой отбортовкой. Крепление осуществляется двумя стержнями по бокам лонжерона, имеющими
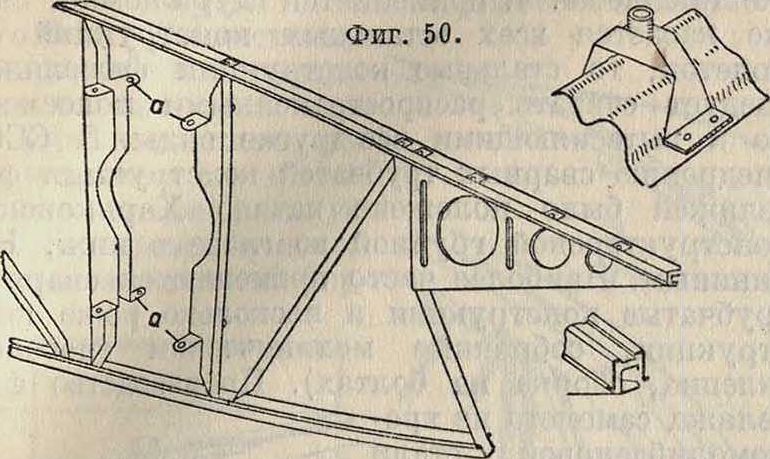
упоры, захватывающие отбортовку полок лонжерона. После сборки все крыло опускается в ванну для покрытия эмалью. На фигуре 48 показаны конструкции более сложные, которые дают большую прочность на кручение и гл. обр. имеют в виду возможно большее упрощение сборки лонжерона и крепления нервюр. Для этой цели профили как стенок, так и полок лонжерона имеют отбортовки, перекрывающие одна другую. При сборке таких лонжеронов
Фигура 51.
отбортовки полок просовываются в пазы, образованные загнутыми отбортовками стенок. Полученные края м. б. плотно закатаны (фигура 48) или скреплены полыми заклепками (фигура 49). Крепление к нервюрам осуществляется склепыванием кромок лонжерона с отогнутыми лапками а у стержней стенки нервюры, как показано на фигуре 50. На фигуре 51 дана серия лонжеронов, которые можно изготовлять из комбинаций трех стандартных стенок и семи полок. Кроме экономии в количестве инструментов и оборудования эта стандартизация позволяет почти полностью механизировать весь процесс сборки лонжеронов. Профили изготовляются из отожженной стали предварительной прокаткой, затем окончательная форма придается профилю путем волочения в особых матрицах. В про
цессе волочения происходит и закалка профиля, для чего в последней стадии волочения профили проходят с матрицы в матрицу через электрич. калильную печь. Последняя выходная матрица охлаждается циркулирующей внутри нее водой. Благодаря натяжению профиля при прохождении через матрицы коробление исключается. Этот способ закалки особенно пригоден при массовом изготовлении стальных тонкостенных профилей. Полки и стенки лонжеронов Бристоль изготовляются прокаткой, соединенной с волочением. При профилировке термически обработанной стали одним из весьма важных вопросов является форма отделочной матрицы, т. к. при этом необходимо учитывать пружинящее действие профиля. Для этого учета обычно применяют следующую ф-лу:
±_ _ J_ _ _2
До Д Et ’
где R0—искомый радиус матрицы в миллиметров, R — требуемый радиус загиба профиля в миллиметров, t—толщина материала в миллиметров, Е — модуль Юнга в килограммах/см2,
i20·1
Ыг
h
$о
| , |
НГза т Яо | |||||||||||||||||||||||||
| о | при | |||||||||||||||||||||||||
|
t=(125 миллиметров. |
||||||||||||||||||||||||||
| (=12.600 | ||||||||||||||||||||||||||
S,t 10,2 IS,2 20,3 25,4 30,S 35,5 40,6 45,7 50,8 55,9 81 Требуемый радиус в миллиметров.
ФИГ. 53.
f—коэфициент в килограммах 1см2. Если коэфициенту придавать значение временного сопротивления на разрыв, то приведенная выше формула дает б. или м. удовлетворительные результаты. Кроме того коэф. з.ависит от толщины материала, и примерный вид этой зависимости изображен графически на фигуре 52. На фигуре 53 дана зависимость 110 от R при t=0,25 миллиметров,=12 600 и Е== 2 000 000. Рассмотренные типы стальных лонжеронов надо считать основными. Различные самолетостроительные фирмы применяют в той
или иной модификации те же профили, как это можно видеть из фигура 54, представляющей детали набора крыла фирмы Глостера, и из фигура 55 — лонжероны фирмы Авро. На фигуре 56 приведена конструкция стальных лонжеронов, применяемых фирмой Анрио и представляющих с современной точки зрения совершенно безграмотное сочетание плоских площадок с малой высотой полки. Как видно из чертежа, для по-
вышения устойчивости лонжерона плоские стенки укреплены добавочными приклепанными деталями, что неизбежно ведет к увеличению веса и удорожает производство. Как переход от деревянных к стальным конструкциям следует признать решетчатые стальные лонжероны фирмы Глостера (фигура 57) и фирмы Суперма-рин, набор крыла которой изображен на фигуре 58. Производство этих конструкций в виду затруднительности сборки и обилия ручной клепки стоит довольно дорого и не оправдывает ни своей цены ни трудностей пригонки отдельных деталей. Пустотелые заклепки, служащие для соединения отдельных деталей стального набора крыла, штампуются из мягкой стали. Расклепка их в случае открытой клепки производится или вручную посредством приспособлений вроде щипцов для укрепления пистонов, применяющихся в кожевенной фурнитуре, или клепальными машинками различных конструкций. При клепке закрытых профилей (например при клепке труб) широко применяется метод клепки с одной сто-роны, изображенный на фигуре 59. При такой клепке заклепка а насаживается на оправку b с конич. головкой и вместе с оправкой вставляется в отверстие. Высовывающийся конец оправки захватывается особым зажимом и вытаскивается наружу; конич. головка оправки отжимает в стороны края заклепки и либо протаскивается сквозь пустотелую заклепку либо обрывается внутри трубы, в зависимости от выбора материала для оправки. Обычно этим материалом является сталь с прочностью 95 килограмм/мм2. В случае клепки с обрывом головки оправка делается из мягкой стали и головка ее закаляется.·
Способ закрепления полотняной обшивки на стальном наборе крыла показан на фигуре 60.
На полке нервюры прокаткой сделаны канавки; примерно через каждые 75 миллиметров канавка продавливается для получения небольшого очка, в к-рое продевается нержавеющая стальная проволока, укладывающаяся в канавке и закрепляющая полотняную обшивку, как шомполом.
Стальные фюзеляжи трубчатой конструкции в настоящее время занимают основное положение как для легких, так и для тяжелых самолетов. Исключение представляют лишь нек-рые франц. самолетостроительные фирмы и нем. фирмы Юнкерса и Дорнье, а также самолеты АНТ-ЦАГИ конструкции инж.
А. Н. Туполева, применяющего конструкцию из легких сплавов типа дуралюмина. В части набора корпуса лодочных гидросамолетов точно так же б. ч. применяется дуралюмин. Что же касается всех остальных конструкций самолетов, то стальные конструкции фюзеляжей следует считать распространенными повсеместно и вытесняющими все другие виды. В СССР внедрению сварных трубчатой конструкции фюзеляжей было положено начало Харьковской конструкторской группой во главе с инж. Калининым. Наиболее"часто применяются сварные трубчатые конструкции и несколько реже конструкции, собранные механическим способом (клепка, сборка на болтах). Производство фюзеляжа самолета из хромомолибденовой стали заключается в вырезывании листового материала для косынок и накладок, резке труб определенных размеров, изгибании, придании формы и сборке их в стапелях и шаблонах посредством сварки или же механич. способом. Там, где достаточна умеренная прочность деталей, сталь подвергается нормализации (нагрев до определенной г° порядка 800° и охлаждение в воздухе), и этим термин, обработка ограничивается. Для ответственных конструктивных частей, подвергающихся большим напряжениям, толчкам и прочие, трубы идут в сборку в отожженном состоянии и после сварки подвергаются закалке с соответствующим отпуском. Попытки термин, обработки сваренных деталей самолета обычными способами в обыкновенных закалочных печах как правило кончаются неудачей. Во время нагрева до fKpum. детали оседают под влиянием собственного веса; после выемки из печи для закалки они снова оседают в ином направлении и наконец в процессе охлаждения детали снова коробятся вследствие одностороннего соприкосновения с закалочной средой. Такая сумма короблений обычно уже не допус кает правку детали после закалки. Для предотвращения коробления при закалке сваренные детали нагревают в вертикальной воздушной печи в подвешенном состоянии, причем темп-ра печи должна допускать точную регулировку. После нагрева деталь в том же подвешенном состоянии опускается в закалочный масляный бак, установленный непосредственно внизу печи. Этим способом удается свести коробление к незначительной величине, легко допускающей по-
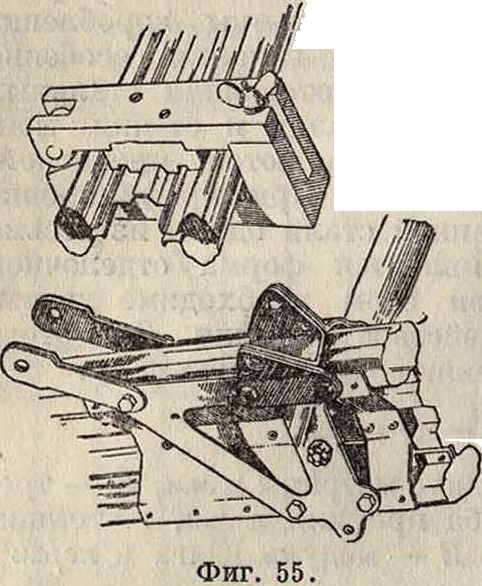
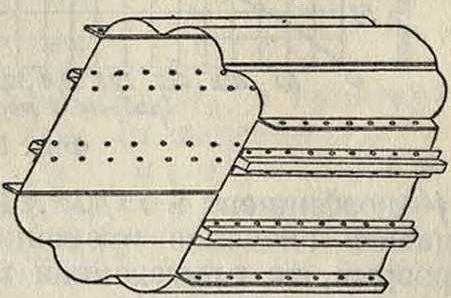
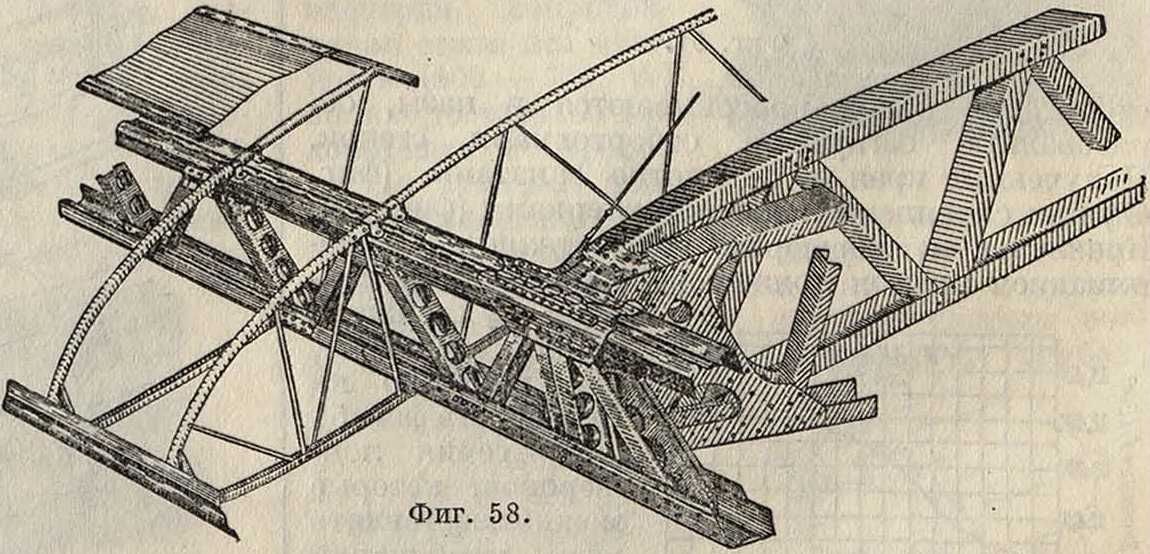
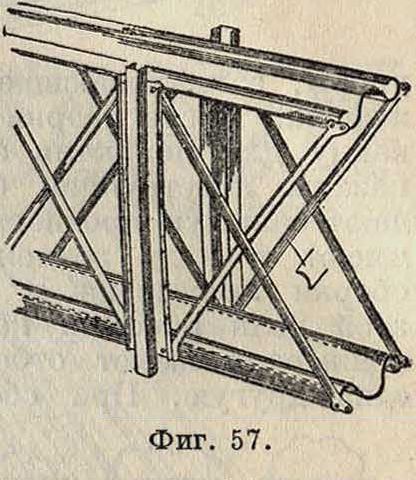
следующую правку детали. Операция отпуска аналогична закалке, с той разницей, что печь для отпуска не имеет под собой закалоч ного бака. До настоящего времени по английским технич. требованиям для воен. самолетов запрещается применять сварку в основных узлах фюзеляжа, и поэтому почти все англ, фир-
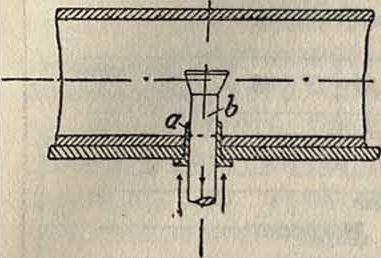
Фигура 59.
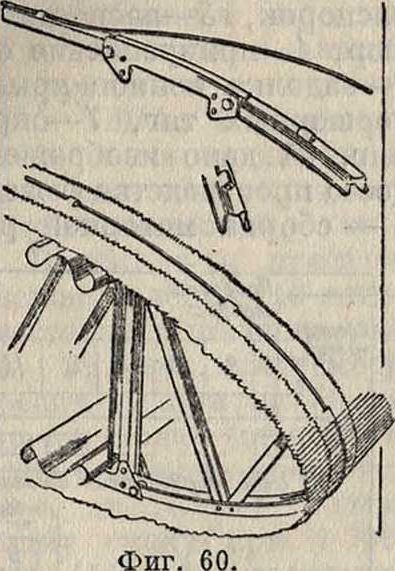
мы применяют механич. узлы, трубы же идут в дело уже в заранее закаленном виде. Для предотвращения смятия трубы проходящим болтом отверстия в трубах снабжены сквозными муфточками вроде пистонов. Применение цельнотянутых труб в качестве основного материала
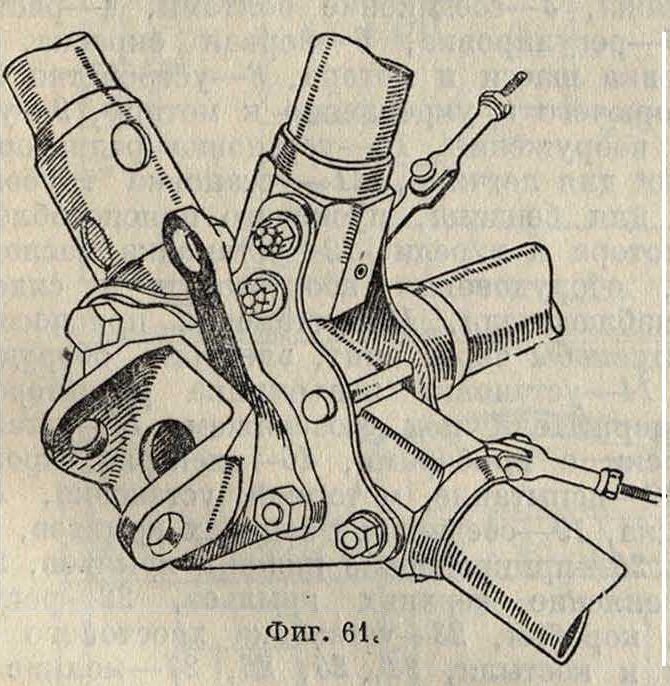
конструкции переднего и среднего отсеков фюзеляжа, как наиболее нагруженных частей, не вызывает никаких сомнений конструктивного или производственного порядка. Что же касается задней, менее нагруженной части фюзеляжа, то наивыгоднейшее отношение толщины стенок трубы к ее диаметру получается слишком малым, и изготовление таких тонкостенных труб вызывает серьезные производственные затруднения, в особенности, когда такие трубы предназначаются для задней, хвостовой части фюзеляжа легкого самолета, типа например одноместного истребителя. В таких случаях применяются трубы, изготовляемые прокаткой из ленточной стали с одним или двумя швами взакатку. Для изготовления механического узла из таких труб на трубу надевают муфту из магниевого сплава, точно подогнанную к трубе и имеющую четыре плоские грани попарно под прямыми углами. Готовый собранный узел изображен на фигуре 61. На фигуре 62 представлена сравнительно
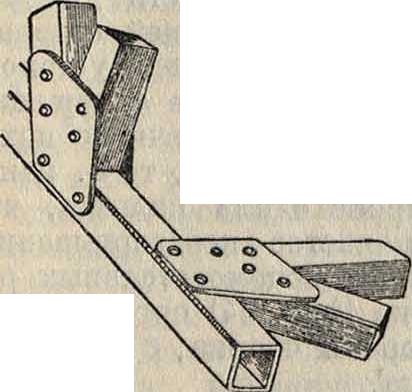
Фигура 62.
редко применяемая конструкция фюзеляжа из квадратных труб.
Лит.: Р а ф а”э л я н ц А. Н., Исследование прокатки нержавеющей стали «Энерж 6», М., 1931,- А к и-м о в Г., Исследование холоднокатаной ©тали V 2А,
M. —Л., 1931; Щ е т и н к о в, Стальное самолетостроение, «Обзор информац. бюро ЦКБ ЦАРИ», М-, 1931; Хэндесайд, Самолетостроительпый завод Армстронг-Витворт, «Бюллетень Всесоюзного авиац. объединения», 1931, 7—8; К н е р р, Термин, обработка деталей самолета, там же, 1931, 7—8; К о г е в е л, Самолетостроительный завод фирмы Кейетон (США), там же, 1931, 1—2; Акимов, Хромомолибденовые стальные трубы в самолетостроении, «Техника воздушного флота», М., 1931, 2; его же, Материалы, применяемые в аэропланном деле, «Американская техника и промышленность», 1930, ноябрь, 11; его ж е, Новости авиационной техники США, там же, 1931, 7; Б о л х о в и-т и н о в, Типы нержавеющих сталей, «Вестник инженеров и техников», 1931, 3; Горяйнов, К расчету тонких стенок высоких балок, «Техпика воздушного флота», М., 1928, 9; К о з л о в С., Определение площади, центра тяжести и моментов инерции тонкостенных сечений, там же, 1930, 2; Неггу Harper, The Steel Construction of Aeroplanes, Glasgow, 1930; Strength of Welded Joints in Tubular Member for Aircraft, N. Y.,
1930, Report 348; Elastic Instability of Member Having Section Common in Aircraft Construction, N. Y., 1931, Report 382; Aeronautical Research, Imperial University, Report 76, v. 6, part 10, The Buckling of Cylindrical Shell under Torsion, Tokyo, 1931, Dec.; Langsdorff, Jahrbuch d. I.uftfahrt, Ergebnisse aus Forschung Teehnik
u. Betrieb 1931—32, Mch., 1931; Johnson, Aircraft Welding, N. Y., 1931; Pollard H., Metal Construction Development, «Flight», 1928, v. 20, 1000, 1005, 1014 a. 1027; P 1 e 1 n e s W., Englische Flugzeugbau-verfahren, «Illustrierte Flug-Woche», 1928, 12; Sayers W. II., Steel Strip Construction, «Aircraft Engineering»,
1931, v. 3, 27; S a y e r s W. H., British Methods of Steel Aircraft Construction, «Aviation», New York, 1929,
v. 27, 3; T e i c h m a η n F. K., Welded Tubing a. Streamlined Struts, «Aviation Engineering», 1932; Ragsdale, Results of Research in Stainless Steel, «Aviation»,
N. Y., 1930; Handaside G. H., Steel Tubing a.
Profile, «Aircraft Engineering», 1931; Handaside G. H., Aeroplane Construction at Bristol, ibid., 1932; Handaside G. H., Steel Tubing Construction, ibid., 1931, 32; T a n g e r m a n n, Welding of Stainless
Steel, «American Machinist», 1930; Schwencke D., Konstruktive u. fabrikationstechn. Fragen des englischen Flugzeugbaues, «Z. d. VDI», 1930, 31. H. Настушенко.
Серийное производство самолетов. Работа по внедрению опытного самолета в серию начинается с изготовления рабочих чертежей путем переработки, уточнения и расширения конструктивных чертежей и составления по ним детальных и материальных спецификаций. На основе рабочих чертежей прорабатывается технология. процесс производства и попутно проектируется необходимый инструмент, штампы, кондукторы, калибры и приспособления. По окончании всего этого начинается постройка серии самолетов изготовлением сначала подсобных приспособлений, инструментов и штампов и прочие, а затем уже изготовлением деталей. На хорошо организованных з-дах параллельно с производством по-операционно организован также и контроль, благодаря чему уменьшается брак и его стоимость и увеличивается надежность контроля и приемки. Заготовленные детали собирают в сложные детали, или узлы, а затем в части самолета (крылья, элероны, шасси, оперение, моторная установка, управление и прочие), которые идут далее в сборочную мастерскую для сборки на конвейере или по-бригадно. Необходимо отметить важное значение контроля при производстве самолетов, особенно военных. От контроля требуется неослабное наблюдение за качеством продукции как со стороны материала, так и работы, в то же время в С. применяются процессы обработки, которые весьма трудно контролируются, наир, сварка автогенная и электрическая. Поэтому на авиационных з-дах значение контроля очень велико, и относительная численность его должен быть больше, чем на других серийных з-дах.
Центром самолетостроительного завода является его сборочный цех, где производится общая сборка самолета. Наличие большой размерности современных самолетов требует громадных площадей при сравнительно небольшой высоте. Заготовительные мастерские, склады полуготовых и готовых деталей и подсобные мастерские располагаются обычно рядом со сборочным цехом и непосредственно с ним соединяются воротами, переходами и т. д. Сборочный цех обычно располагается у аэродрома и имеет ворота, позволяющие вывозить совершенно готовые собранные самолеты на аэродром для сдаточных полетов. Если строится гидросамолет, то сборочный цех имеет спуски прямо в гидроаэродром (смотрите) также для возможности сдаточных полетов. По окончании сдаточного полета серийные самолеты хранятся в летных ангарах, а затем транспортируются в экспедицию для отсылки заказчику. Необходимо отметить, что самолеты большого и среднего тоннажа, а иногда и малого, сдаются заказчику прямо лётом, минуя экспедицию и транспортировку по ж. д. или морем.
Серийное производство базируется на максимальной механизации технологии, процесса и следовательно на максимальном расчленении его на отдельные операции и надлежащую компановку их с целью наименьшей потери времени и возможности организации непрерывного потока. В силу того, что хотя серийное производство даже за границей не имеет еще таких размеров, которые позволили бы развернуть поточное производство, все-таки в этом отношении принимали и принимают меры. Так, с 1927/28 г. на заводе Бреге во Франции функционирует конвейерная сборка самолетов Бреге 19, для чего самолет ставится на особую тележку, которая передвигается по рельсам. По мере продвижения бригады рабочих устанавливают соответствующие части и производят сборку, в результате чего к концу конвейера получается готовый, собранный вполне самолет. При более мелком производстве практикуется другой метод, а именно самолеты стоят неподвижно, а передвигаются сборочные бригады. Для успеха такой работы необходимо так скомпановать работу каждой бригады, чтобы она была одинакова по времени с работой другой бригады и позволяла бы работать одновременно наибольшему числу работников. На фигуре 63 дана схема цепного процесса сборки

крыльев самолета Бреге 19. А — начало цепи производства верхних крыль-е в: 1—соединение в горизонтальном положении двух лонжеронов при помощи распорки и установки нервюр, 2—установка остальных распорок, 3 — расположение нервюр по местам, 4 — прикрепление нервюр и носков и регулировка крыла, 5—прикрепление передней кромки, 6—растяжка заднего края крыла и прикрепление ободка (заднего) выреза, 7—заделка конца крыла, 8—внутренняя растяжка крыла,
9—установка управления к элеронам, 10—окраска и лакировка. Б—н ачалоцепиниж-них крыльев: 1—соединение в горизонтальном положении двух лонжеронов, 2—установка распорок, 3—распределение и установка нервюр, 4—прикрепление ободка передней кромки, 5—заделка концов крыльев, 6—установка меж-нервюрных тяг, 7—окраска и лакировка. На фигуре 64 дано изображение схемы цепного процесса производства фюзеляжа и коробки крыльев: 1 — сборка моторной рамы, 2 — общая сборка
Сборка.
Подвозка мотора
11 12
14
I Испытание /7 I моторн. у станов сиз си aaDCDODan
Цепь оборудования фюзеляжей
Σ
-1окр. 2яокраска -
1 в 1.5 I 4 1 J I г I /Т
Цепь сборки фюзеляжа
| 19 | 20 | 21 | 22 | 25 | 24 | 25 | 26 | 27 | га 1 | ||
| Иоабоз | епь сборки крыльев | Испытание | |||||||||
| крыльев |
bммка посЯе испытания |
самолетов | |||||||||
Фигура 64.
фюзеляжа, 3—соединение болтами, 4—растяжка, 5—регулировка, в—первая окраска, 7— установка шасси и мотора, 8—устройство бака для горючего и укрепление к мотору, 9—установка вооружения, 10—установка радиатора и сидения для летчика, 11—установка трубопроводов для бензина, пускового приспособления для мотора и турели, 12—установка маслопроводов, оборудования вооружения и сидения для наблюдателя, 13—установка приспособления стрельбы через винт, электрич. оборудования, 14—установка подъемника радиатора и держателя под фюзеляжем, 15—установка доски с приборами, 16—электрич. про, 17—испытание моторной установки, 18— сушилка, 19—соединение верхних крыльев, элероны, 20—прикрепление нижних крыльев, 21— прикрепление верхних крыльев, 22—регулировка коробки, 23—установка хвостового оперения и костыля, 24,. 25, 26, 27—мелкие поправки и осмотр, 28—испытание в полете.
Сборка крыльев по схеме на фигуре 63 производится в вертикальном положении. Для этой цели поверху устроены деревянные рельсы, по которым движутся тали, поддерживающие крылья. Вдоль крыльев установлены подмости для того, чтобы вести работу как с нижней стороны крыльев, так и с верхней. Такого рода установка сборки дает преимущества как в отношении минимального загромождения сборочного цеха, так и в отношении удобства работы, т. к. раньше сборка крыльев происходила плашмя, что требовало времени на частое перевертывание, для чего содержался штат вспомогательных рабочих. Сборка фюзеляжа (фигура 64) организована в две цепи: с одной стороны сборка, с другой — оборудование фюзеляжа.
Общая сборка: соединяют фермы с мотор ной рамой; эта операция производится на особом шаблоне. Фюзеляж вчерне скрепляют болтами, подвешивают на талях и передвигают к месту выполнения следующих операций. После окраски фюзеляж направляют обратно, после чего переходят на вторую цепь оборудования фюзеляжа, установки мотора, трубопроводов, вооружения и прочие По испытании моторной установки фюзеляж поступает на главную цепь,
где производятся монтировка коробки крыльев, хвостового оперения, регулировка и испытание в полете.
Помимо завода Бреге во Франции большой интерес с точки зрения организации производства, а также построек и оборудования представляет з-д Глен-Мартин в Балтиморе, являющийся одним из самых крупных и новых самолетостроительных з-дов в США. 3-д окончен постройкой в конце 1930 г. и предназначен для постройки крупных металлич. самолетов и гидросамолетов как дуралюминовой, так и стальной конструкции. Проект завода предусматривает для полного осуществления 10-летний период; в настоящей же стадии выполнена только 7з полного плана, причем предусмотрена возможность расширения зданий на 50 лет. В своем настоящем виде з-д может давать еженедельно до трех штук больших трехмоторных гидросамолетов, то есть до 160 шт. годовой производительности в одну смену при 1 700— 2 000 рабочих. План завода (фигура 65) показывает но сборочные цехи: цех крыльев и поплавков 9 и лодочный цех 11, за к-рыми следуют отделочные цехи: гальванопластики и анодирования 14, малярный и обойный 17. Общесборочный цех 18, он же лётный ангар, расположен в торце здания и прилегает к отделочным цехам, к моторному цеху 19 и упаковочному цеху 16 с деревообделочной мастерской 15. По фасаду здания завода расположена разгрузочнопогрузочная платформа 20, обслуживающая нужды складов сырья и упаковочно-экспедиционного цеха. В результате такого расположения получается производственный поток с минимумом обратных движений. Здание завода представляет один блок длиною ок. 280 метров и шириною 90 м, причем здание имеет два ряда колонн с пролетами 30,5 и 38 метров и расстоянием между колоннами около 7,7 метров.
Десятилетний план предусматривает дальнейшее расширение площадей, например сборочный цех м. б. удлинен или же пристроен с другой стороны к моторному цеху; предусмотре-
рациональность расположения частей завода. Все экспериментальные части производственного процесса, как то: 1 — конструкторское бюро, 2—бюро приспособлений, 3—опытные мастерские, 4—лаборатории, сконцентрированы вместе, что дает наибольшую возможность совместной работы по выработке конструкций, с одной стороны, и широкие возможности использования опыта серийного производства, — с другой, благодаря непосредственной связи, территориальной и организационной, с серийным з-дом. Далее расположены заготовительные цехи з-да: механический—5, жестяницкий—13,
слесарно-сварочный—8, объединяемые складом 10 полуготовых деталей и полуфабрикатов. Здесь же имеется инструментальный цех 6 со складом инструмента 7 и склад сырых материалов 12, непосредственно соединенные как с экспериментальным отделом, так и со всеми перечисленными выше цехами, что сильно сокращает расходы на транспорт материалов. За * заготовительными цехами расположены частич но также место для расширения склада сырья и погрузочной платформы — все в непосредственном примыкании к существующим помещениям. Организация завода предусматривает серийное производство самолетов, опытные образцы которых прорабатываются на том же з-де или в виде исключения получаются со стороны, но конечно перерабатываются, исходя из условий серийного производства завода.
Завод состоит из 3 отделов: инженерно-технического (конструкторского), отдела снабжения и производственного. Главный инженер завода стоит во главе инженерно-технич. отдела, механич. и хим. лабораторий. Заведующий снабжением производит закупку материалов, их приемку и хранение, а заведующий производством ответственен за все производственные функции: планирование, контроль качества, приспособления, склад полуфабрикатов, отдел механики, отдел рабочей силы. Заведующий производством стоит во главе комитета по контролю производства в целом со-
вместно с начальниками цехов и представителями инженерно-технич. отдела и отдела снабжения. Этот комитет устанавливает основные планы по каждому объекту производства, конечные даты выпуска, сроки окончания работы по цехам и сроки получения сырья. Эти данные служат отправными точками для цехового планирования. Опытное строительство представляет собою комбинацию системы проектов с групповой (или секционной) работой, по примеру, широко применявшемуся в автостроении. Во главе каждого проекта поставлен инженер; ему для выполнения проекта дается необходимый штат; он получает советы от ряда специально приглашенных консультантов по разным вопросам. По изготовлении проекта работа по конструированию ведется по групповой системе, соответственно отдельным частям самолета: крылья, фюзеляж, оперение,
шасси и прочие, причем во главе группы стоит инженер, ответственный за конструкцию по своей специальности. В конкретной работе завода недочеты этой организации — отсутствие единства типа конструкции различных проектов и координации между ними, функциональные и механич. взаимные вмешательства проектирующих групп при отсутствии надежной координации работ — сглаживаются проработкой деталей по группам под руководством определенного объединяющего или «ведущего» инженера. Большое внимание уделяется весовой характеристике самолетов, для чего отдельная группа инженеров занимается исключительно установлением весов деталей и поверкой их выполнения. Другие вспомогательные группы ведут работу по стандартизации, спецификации, калькуляции, по сметам и по патентам. Научная группа ведет работы по изысканию рациональных схем и размерностей самолетов, а вместе с отделом строительной механики выявляет действующие силы и производит расчет аэродинамический и прочности. Вся конструкторская работа объединяется главным инженером и его помощником. Во всей проектно-конструкторской работе широко применяется эксперимент как для освещения проблемы, так и для поверки имеющихся сомнений, для чего организованы соответствующие лаборатории и опытные мастерские; организация работ в них обычная и близка к изложенной выше. Опытные мастерские завода выявляют все производственные вопросы до появления их в серийных цехах и позволяют устранить все случайности, могущие задержать производственный процесс.
Т. к. конструкции самолетов часто меняются, а количества их незелики, если сравнить с массовым производством например в автопромышленности, то оборудование было выбрано с большою тщательностью; были выбраны стандартные лучшие станки с богатым ассортиментом приспособлений к ним. Много внимания было уделено учету будущей работы вследствие того, что размеры самолетов увеличиваются, что качество материалов их повышается и станок, достаточный на сегодня, становится маломощен через год. Так, при замене углеродистой стали хромомолибденовой, оборудование для резки и штамповки обесценилось на 50% вследствие большей крепости на резание хромомолибденовой стали. Все станки приводятся отдельными электромоторами. Инструментальная мастерская оборудована также станками для производства штампов и установочных приспособлений. Всего установлено до 30 станков. Механич. j
цех снабжен автоматами, резольверными и арматурными станками. Фрезерные станки как правило взяты с горизонтальными валами, но с делительными бабками и приспособлениями для вертикального фрезерования, так как выявилось, что работы для вертикальной фрезеровки не набирается даже на один станок. Самоточки установлены в ограниченном количестве для обработки деталей, не могущих быть обработанными на ных станках. Вместе со сверлильным оборудованием механич. цех состоит из 40 станков. Жестяницкий цех хорошо оборудован для устранения возможно большего количества ручной работы и предназначен для изготовления профилей из листового материала, т. к. завод базируется в своей работе на профилях, ставя трубы только в случае необходимости, из-за коммерч. соображений. Особого внимания заслуживают прецизионные ножницы для точной резки полос длиною до 4 200 миллиметров и прессы в 1 000 т, предназначенные для изготовления профилей и расположенные по ходу производства после термин, обработки в соляной ванне. Приводные выколотные молотки, приводные вальцы и зигмашина с большими вылетами для тяжелых работ установлены также в цехе; все же оборудование составляет 22 станка. Клепка обслуживается сверлильными станками — электродрелями и быстроходными электромолотками для заклепок диам. 1,5— 10 миллиметров. Кроме того применяются также и воздушные молотки как переносные, так и стационарного типа. Слесарный и сварочный цехи имеют нормальное оборудование с ацетиленовой сваркой примерно на 60 чел. Термическая состоит из электропечей размерами 450 х 450 х×10 000 миллиметров и 300×575×750 миллиметров, двух-ярусной газовой печи для закалки инструмента и соляной ванны 450×450 миллиметров для мелких дуралюминовых частей. Кроме того имеется специальная электропечь для дуралюминовых заклепок, обрабатывающая 58 килограмм заклепок в час. Установлен тщательный контроль над качеством термообработки и над качеством заклепок. Цех крыльев и поплавков как основной сборочный цех снабжен всеми приспособлениями, установками и стеллажами для сборочной работы. Здесь также установлен специально выстроенный загибочный приводной станок для подгиба профилей и листов при сборке. В малярном цехе покрытие производят с помощью пульверизатора. Мегаллич. части обрабатываются: стальные — кадмированием, а дуралю-миновые — анодированием. За отделкой установлен постоянный химич. контроль. Общесборочный цех оборудован подъемными средствами в виде блоков, кранов, станков для крыльев, штабелей и прочие Имеются Ев’ы для взвешивания самолетов, которые подводятся под самолет, поднимаются с помощью гидравлич. домкратов, требуя для взвешивания тяжелых самолетов только трех человек и упрощая определение ц. т. самолета. Сборка лодок производится в стапелях дном кверху. Сначала устанавливают и склепывают набор лодки, то есть киль, стрингеры, шпангоуты и прочие, а затем на них начинается клепка днища лодки и обшивка ее с максимальным применением механич. клепки. Для уплотнения и водонепроницаемости каждый шов прокладывается гудронированной фланелью. По окончании клепки каждая лодка проверяется на течь, для чего каждый отсек ее заполняется водою, остающейся в нем j в течение часа. Для удобства клепки лодки,
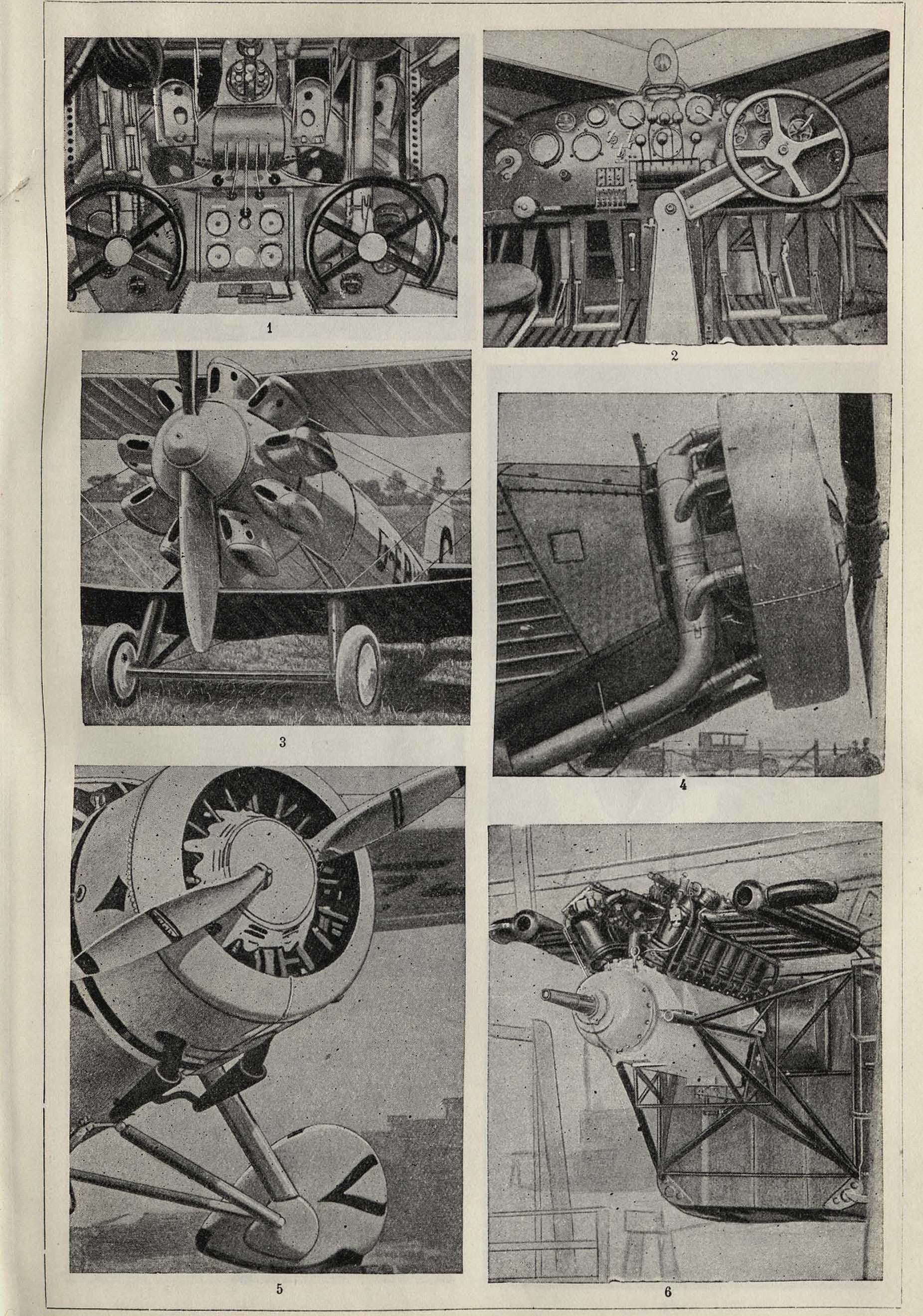
Т. Э. 20
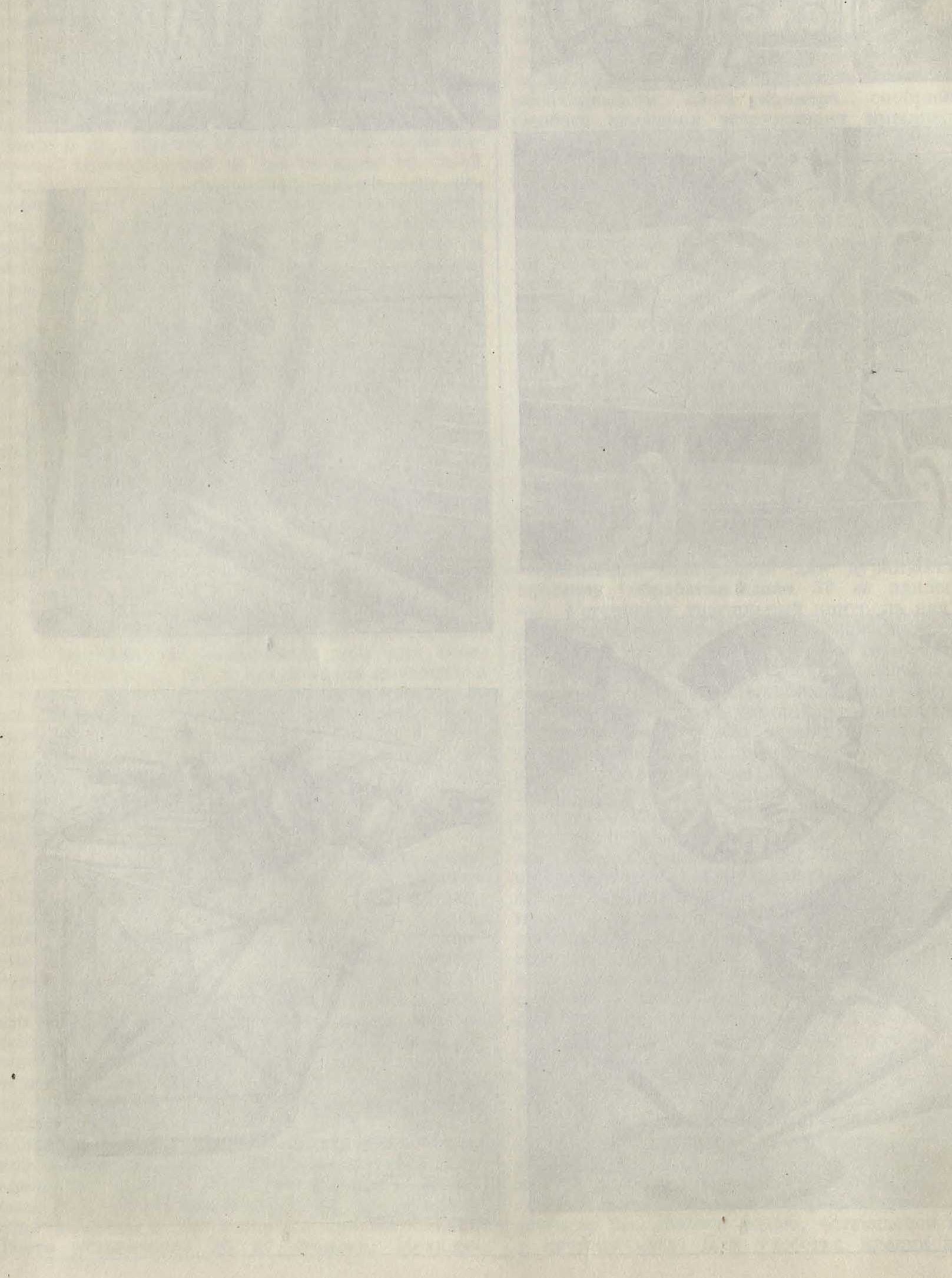
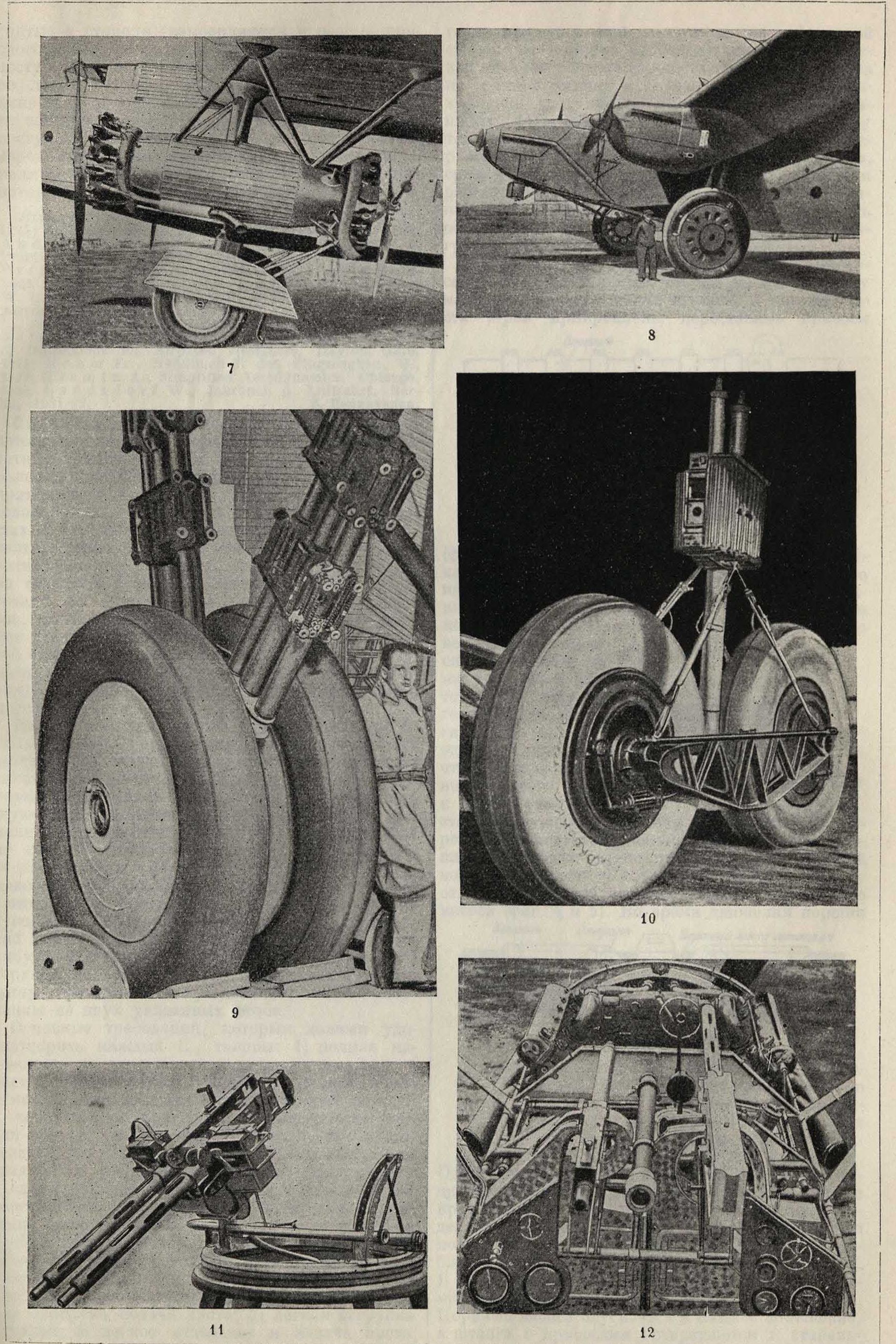
Т. 9. 20
снятые с стапеля, закрепляются в особые приспособления, позволяющие вращение лодки и доступ к любому участку обшивки. При отделке лодок таковые подвешиваются на подъемнике и с помощью пульверизатора покрываются защитной от коррозии окраской, после чего поступают в сушилку. Система подъемников, передвигающихся на рельсе, обслуживающая малярную и сушилку, создает непрерывный поток продукции с небольшой затратой усилий.
Лит.: К 1 e т i n A., Aeronautical Engineering, L., 1925; К 1 em i n A., Airplane Stress Analysis, N. Y., 1929; Andrews S. T. a. Benson S. F., The Theory a. Practice of Airplane Design, L„ 1920; Pi p par d A. J. a. Pritchard J.L., Airplane Structures, L., 1919; Handbook of Strength Calculations, L., 1929; В a i r s t ο n W. L., Applied Aerodynamics, L., 1920; J u d g e H. V., Aircraft a. Automobile Materials of Constructions, v. 1, L., 1920; Case J., The Strength of Materials, L., 1925; Niles, Handbook of Aeronautics, L., 1931; Handbook of Instructions for Airplane Designers, Dayton, Ohio, 1925; Hohm Fr., Handbuch f. den Flugzeugbau, B., 1930; Klemin A., Simplified Aerodynamics, Chicago, 1930; Landsdorf W., Jahrbuch d. Luftfahrt, Berlin, 1931/32. H, Поликарпов.