 > Техника, страница 79 > Сварка
> Техника, страница 79 > Сварка
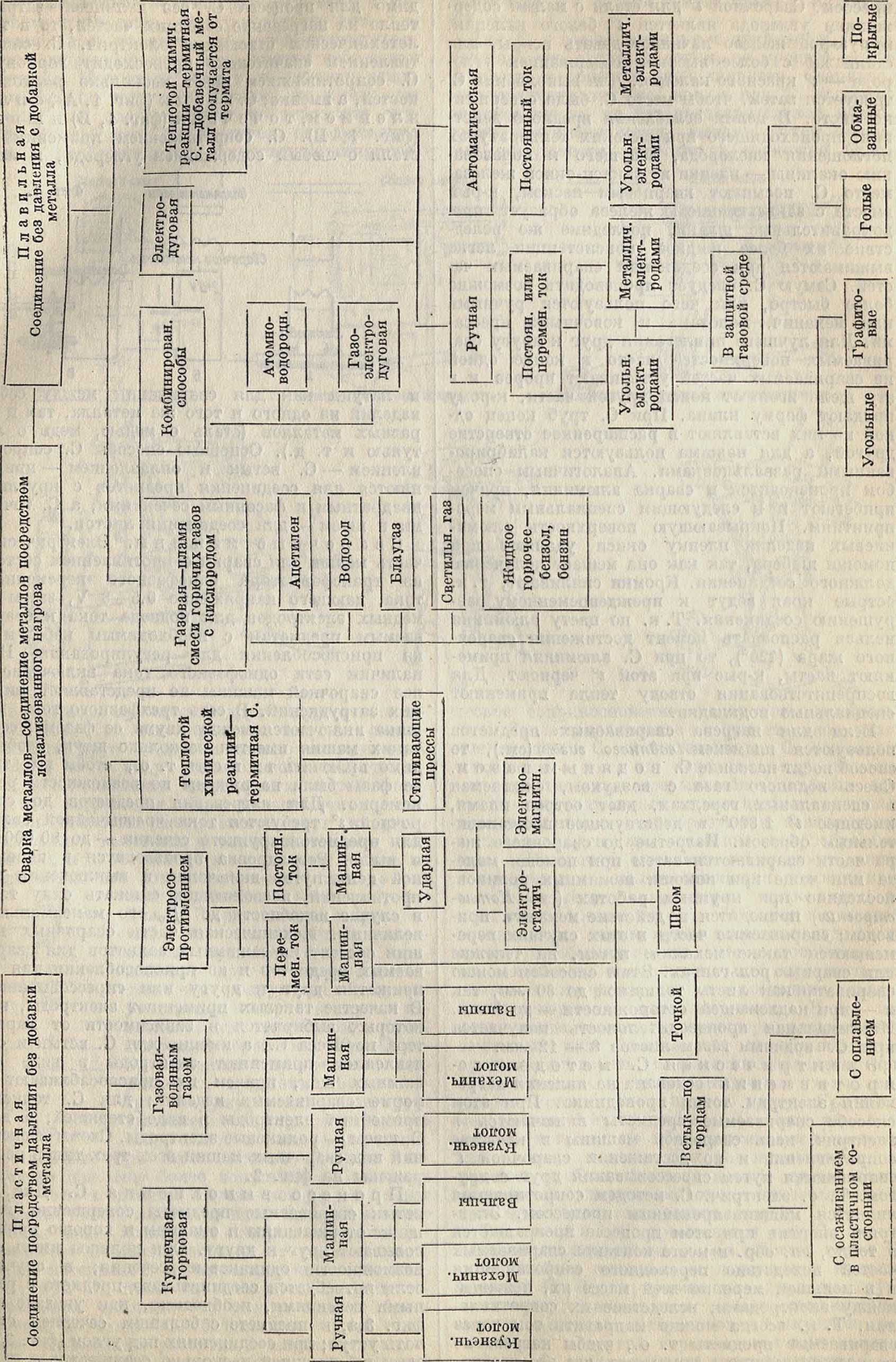
Сварка
Сварка, технологии, процесс соединения металлов посредством локализованного нагрева, выполненного т. о., чтобы место соединения по механич. свойствам и своему составу по возможности мало отличалось от основного металла. При С. металл в месте соединения доводится нагревом до пластичного или расплавленного состояния; этим С. отличается от паяния, при котором нагрев доводится только до 1°пл. соединительного припоя.
Общие понятия и терминология. Сварочные процессы делятся на две основные группы:
1) пластичную С. и 2) плавильную С. Пла-с т и ч н а я С., т. e. С. в пластичном состоянии, производится при нагреве до сварочного жара, но ниже fnJl_ металла. В этом случае добавки металла не требуется, но для производства С. необходимо приложение внешнего давления. После С. обычно получается сокращение размеров основного металла по длине, ширине или толщине. Температурная зона пластичного состояния большинства металлов лежит приблизительно на 60° ниже г^д. У небольшого числа металлов (например свинец, чугун) эта зона так узка, что пластичная С. исключается и возможна только С. плавлением. У других металлов (медь, латунь, бронза, алюминий) при t°, необходимых для нагрева, происходит окисление, поэтому пластичная С. должна производиться очень быстро или с помощью защитных средств. Пла-вильнаяС.,1. e. С. в расплавленном состоянии, при которой необходим добавочный металл, но давления не требуется. В этом случае обычно получается увеличение размеров изделий в месте С. за счет добавленного металла. При плавильной С. металл частично может переходить и через газообразное состояние. Все известные виды С. могут быть отнесены к первой или второй из указанных групп согласно классификации, приведенной на схеме.
В большом числе случаев С. с успехом заменяет прежние способы соединения металлич. изделий посредством фальцования, сбалчивания, клепки или литья; преимущества С. по сравнению с этими способами соединения заключаются: 1) в большей прочности, чем в случае клепки или литья, 2) в экономии металла до 15—30%, 3) в экономии рабочей силы до 40%,
4) в значительном сокращении времени для изготовления изделия. Для получения необходимой для С. t° можно пользоваться различными средствами: пламенем горна, пламенем горючих газов, электрич. током и теплотой химич. реакций.
Виды пластичной С. Кузнечная С., при которой для получения сварочной f можно пользоваться кузнечным горном, отражательной печью или пламенем водяного газа. Кузнечная С. применяется гл. обр. к изделиям из стали (железа), которые тем лучше свариваются, чем меньше в стали углерода и других примесей, затем к изделиям из меди и алюминия. Если нагревание материала до сварочного жара происходит на кузнечном огне или в печи, то процесс этот называется горновой сваркой. Для получения хороших результатов С. требуется, чтобы свариваемые предметы были достаточно прогреты по всей их толще и пришли в такое состояние, чтобы можно было добиться должного их соединения под молотом или в
S3
Λ
и
О
О
О
CJ
яг с>
а с к
Е
«з
ν
о л
«
о
В
К
В
<в к в
·&
я о о сз
*2
я
<«
a
о
И
Р
прессом. Сварочной f для стали с малым содержанием углерода является г° белого каления, при которой железо начинает давать искры, для стали же с более высоким содержанием углерода — t° красного каления. Для выполнения С. требуется затем, чтобы место С. было совершенно чисто. В целях ослабления вредного действия, происходящего при высоких температурах поглощения кислорода, ведущего к образованию окалины — пленки из закиси-окиси железа, место С. посыпают кварцевым песком, к-рый вместе с закисью-окисью железа образует предохранительные шлаки, последние же вследствие их более жидкой консистенции легко выжимаются при соединении свариваемых частей. Самую С. следует производить возможно более быстро, для чего пользуются ручными или механич. молотами и ковочными прессами. Для лучшего прилегания друг к другу свариваемых поверхностей часто в конце одной из свариваемых частей устраивают прорез и в эту щель вгоняют конец другой части, к-рому придают форму клина. При С. труб конец одной из них вставляют в расширенное отверстие другой, а для нажима пользуются калибрированными развальцовками. Аналогичным способом производится и сварка алюминия, причем прибегают и к следующим специальным мероприятиям. Покрывающую поверхность алюминиевых изделий пленку окиси удаляют при помощи шабера, так как она мешает получению должного соединения. Кромки спиливают, т. к. острые края ведут к преждевременному разрушению соединения. Т. к. по цвету алюминия нельзя распознать момент достижения сварочного жара (420°), то при С. алюминия применяют пасты, которые при этой г° чернеют. Для воспрепятствования отводу тепла применяют специальные подкладки.
Если для нагрева свариваемых предметов пользуются пламенем водяного газа (смотрите), то способ носит название С. водяным газом. Смесь водяного газа с воздухом, сжигаемая в специальных горелках, дает острое пламя, имеющее г° 1 800° и действующее восстановительным образом. Нагретые до сварочного жара части свариваются затем при помощи молота или чаще при помощи нажимных роликов; последние при крупных работах (смотрите Котло-строение) приводятся в действие механич. приводом; свариваемые части в этих случаях перемещаются также механич. путем, на тележке или сварных рольгангах. Этим способом можно сваривать как листы толщиной до 80 миллиметров, так и — при надлежащей осторожности — до 4 миллиметров. Максимальная производительность получается при С. водяным газом листов 8 — 12 миллиметров.
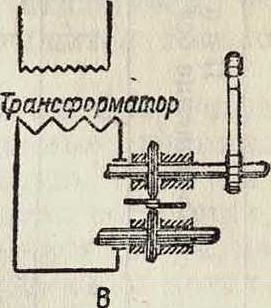
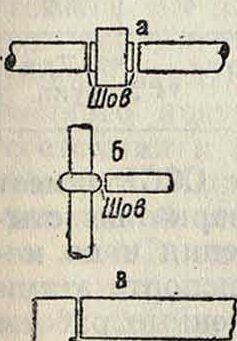
Электрическая С. методом сопротивления основана на явлении нагревания электрич. током проводника. При этом способе свариваемые предметы включаются в электрич. цепь сварочной машины в качестве сопротивлений и по достижении сварочной t° свариваются путем спрессовывания друг с другом. Т. о. электрич. С. методом сопротивления является машинизированным процессом. Злек-трич. энергия при этом процессе превращается в тепло, гл. обр. в месте контакта свариваемых частей вследствие переходного сопротивления и в меньшей мере по всей массе их, лежащей между электродами, вследствие их сопротивления. Т. к. всегда можно направить ток через свариваемые предметы т. о., чтобы нагревание произошло именно в том месте, где это необхо димо для процесса С. без излишней затраты тепла на нагревание соседних частей, то в теплотехническом отношении электрич. С. сопротивлением значительно превосходит горновую. С. сопротивлением имеет несколько разновидностей, а именно: С.всты к (фигура 1, А), о плавлением, точечная (фигура 1, Б) и ш в о м (фигура 1, В). С. сопротивлением применима к стали с любым содержанием углерода, к меди
Напррж?!ш} сет11 Фигура 1.
и латуни как для сваривания между собой изделий из одного и того же металла, так и из разных металлов (сталь с медью, медь с латунью и т. д.). Основные способы С. сопротивлением — G. встык и оплавлением — применяются для соединения предметов с круглым, квадратным и фасонным сечениями, a G. точками и швом — для соединения листов.
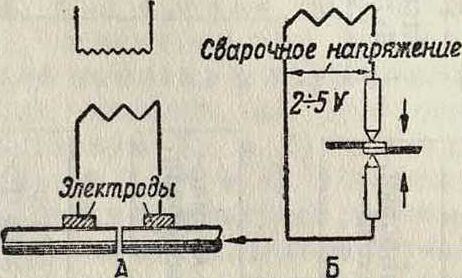
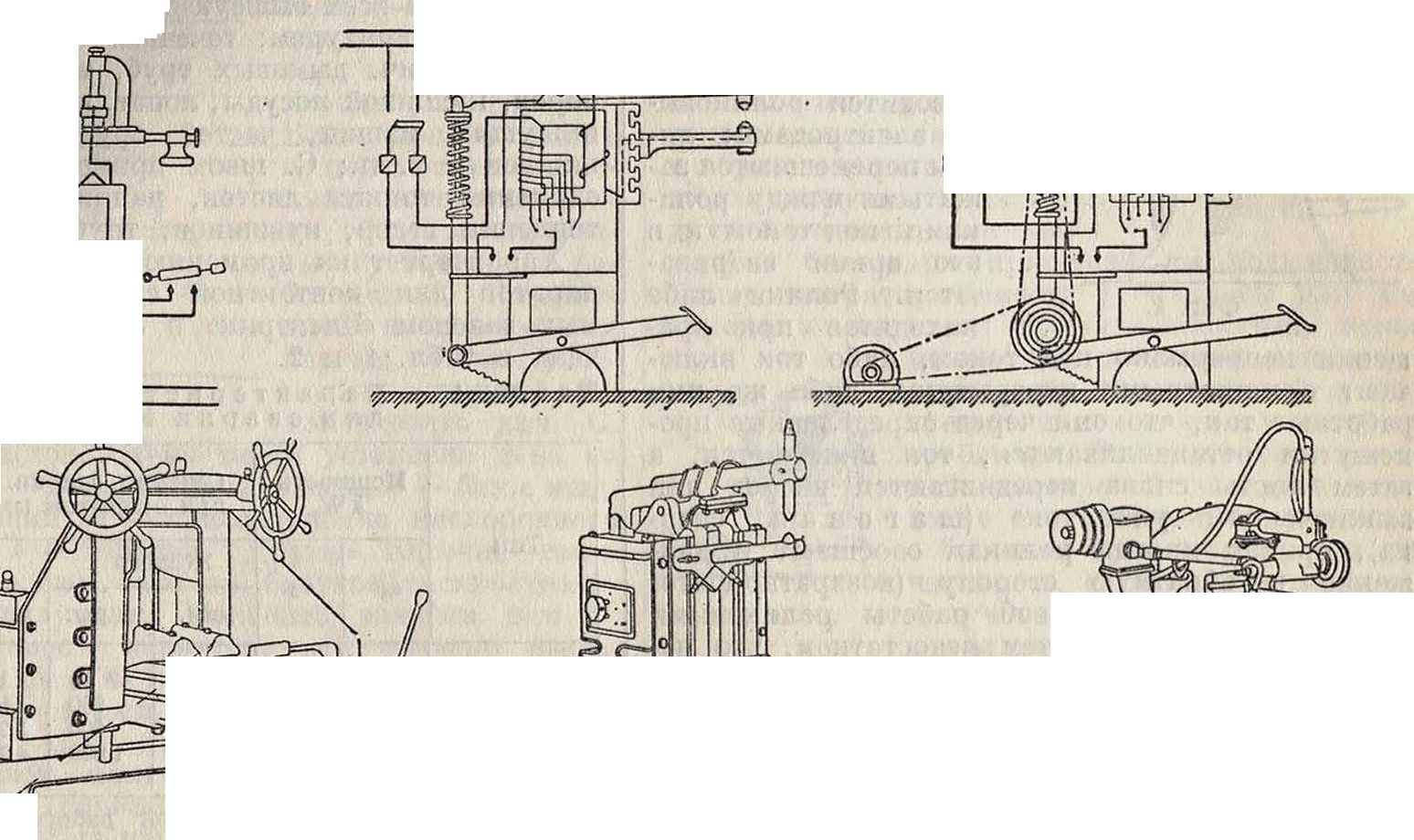
Сварочные машины. Электрическая часть машин для сварки сопротивлением состоит из трансформатора однофазного переменного тока, дающего напряжение 0,5—8 У, затем из медных электродов для подвода тока к свариваемым предметам с необходимым кабелем и из приспособления для регулирования. При наличии сети однофазного тока включение в нее сварочной машины не представляет никаких затруднений. В сеть трехфазного тока машина включается между двумя ее фазами; если таких машин имеется несколько штук, необходимо включить их в сеть т. о., чтобы все три ее фазы были нагружены по возможности равномерно. Для нагревания предметов до сварочной f требуются токи чрезвычайной силы: для предметов крупного сечения — до 80 000 А и выше. Регулировка производится в первичной цепи путем включения и выключения сопротивлений, позволяющих снижать силу тока в случае надобности до х/10 его максимальной величины. Механическая часть сварочных машин состоит из зажимных захватов для свариваемых предметов и из приспособления для их прижатия друг к другу или спрессовывания. В качестве таковых применяют электроды, вид которых выбирается в зависимости от характера процесса G., а именно для G. встык и оплавлением применяют электроды в виде зажимных щек, причем их приспосабливают к форме свариваемых изделий; для С. точками применяют электроды в виде стержней, а для
G. швом — роликовые электроды. Схемы и внешний вид сварочных машин всех трех типов изображены на фигуре 2.
Процесс выполнения С. Для С. встык свариваемые предметы совершенно очищают от ржавчины и окалины и хорошо припасовывают друг к другу. Они должны иметь по возможности одинаковые сечения; в случае, если потребуется соединить два предмета с разными сечениями, необходимо, как указано на фигуре 3,а, в предмете с большим сечением сделать уступ; при соединениях под углом, (фигура 3,6) один из стержней несколько осаживают, а дру-
гой — поперечный — приваривают к нему в осаженном месте либо, как указано на фигуре 3,в, ограничивают площадь, на которой сосредоточивается сварочный жар, при помощи небольших пропилов. Подготовленные т. о. изделия зажимают между четырьмя щеками, из которых две нижние или расположенные по диагонали служат электродами. Затем путем передвижения щек в горизонтальном направлении сваривае-
с латунью — 3 d при сварке стали с медью — 0,7 d -f- 1,8 d.
Для С. оплавлением применяют те же машины, что и для С. встык, но процесс самой С. носит совершенно иной характер. Свариваемые предметы так же, как и при С. сопротивлением встык, но без предварительной подготовки, зажимают между щеками, затем стыковые поверхности приводят в возможно более
Сборка в стык
СОарха Мои
Фигура 2.
мые предметы прижимают друг к другу и включают ток. Гак как предметы вначале соприкасаются друг с другом только в отдельных точках, то в виду значительного сопротивления место контакта свариваемых частей очень быстро нагревается. При дальнейшем прижимании стыковых поверхностей друг к другу количество контактных точек постепенно возрастает, и в результате ток нагревает б. или м. равномерно все поперечное сечение шва до той максимальной t°, которая требуется для С. По достижении сварочного жара ток выключают и свариваемые предметы с силой прижимают друг к другу, вследствие чего вокруг шва образуется утолщение, которое в случае надобности удаляют путем соответствующей обработки. При С. сопротивлением прогревание свариваемых предметов идет изнутри наружу, что гарантирует выполнение С. при надлежащей сварочной t° во всех частях шва. Достигаемые при этом высокие качества сварочного шва еще более повышаются благодаря тому, что в данном случае воздух не может оказать какого-либо влияния на раскаленное сечение шва. Длина, на которой предметы зажимаются в щеках, зависит от рода свариваемых материалов и их поперечных сечений. Так, при С. стали со сталью со средним содержанием углерода эту длину следует брать равной 1,4 й; при С. обыкновенной стали с малым содержанием углерода с твердой сталью — d ~ 1,5 d при С. меди с медыо — 4 d; латуни тесное соприкосновение, после чего включают ток. Самое характерное и существенное отличие процесса С. оплавлением от С. встык заключается в том, что контакт между стыковыми поверхностями прерывается повторным возвратно-поступательным перемещением зажимных щек, в связи с чем образуются непостоянные вольтовые дуги при сильном искрообразова-нии. При этом стыковые поверхности, даже в предметах с самыми сложными сечениями, в несколько секунд равномерно нагреваются во всех своих точках до 1°пл.· В связи с природой возникающих таким путем вольтовых дуг находится то обстоятельство, что одновременно с их появлением оплавляются все неровности на стыковых поверхностях, и последние становятся совершенно параллельными. В тот момент, когда вольтовы дуги при раздвижении зажимных щек больше уже не обрываются и продолжают гореть, свариваемые предметы, при· одновременном с этим выключении тока, под ударом прижимаются друг к другу. При этом получается безукоризненная С., так как благодаря нагреву до 1°пл. выжимаются наружу все частицы шлака. При С. оплавлением наружный гребень окалины в виде грата, легко удаляемый ударами молотка, является внешним признаком законченной сварки.
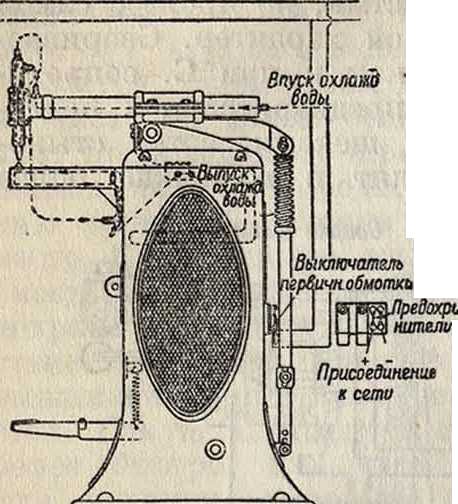
Точечная С. применяется для С. листов с общей толщиной до 20 миллиметров. Листы перед С. должны быть очищены, т. к. окалина и грязь мешают С. Листы, уложенные друг на друга внахлестку, зажимаются между стержневыми электродами, из которых один закреплен неподвижно, а другой перемещается при помощи педали; С. ведут точка за точкой, нажимая по-
4Пропил Фигура 3.
Фигура 4.
движным электродом, при одновременном включении тока. При длительной работе требуется хорошее охлаждение электродов водой (фигура 4).
С. швом применяется для соединения хорошо очищенных листов с общей толщиной до 3 миллиметров. Рабочий процесс такой же, как и при точечной С., с той разницей, что С. про- изводится роликовыми электродами: листы перемещаются зажатыми между роликами под током и в это время свариваются. Ролики либо находятся при вращении непрерывно под током, либо ток включают с известными перерывами, либо же ими работают так, что они через определенные промежутки останавливаются, ток включается, а затем листы снова передвигаются вперед при выключенном уже токе (шаговая сварка), причем иногда роликам сообщают и движение в обратную сторону (возвратно-шаговая С.). Первый способ работы роликовыми электродами страдает тем недостатком, что лежащий за электродом еще горячий шов под влиянием вызываемого движением растяжения может снова разойтись. Другие, указанные выше способы отличаются недостаточной скоростью процесса. В последнее время стали снова применять первый способ в соединении с переменным током, но при этом настолько ускоряют процесс С. (почти до 6 м/мин), что передвижение в течение каждого периода совпадает с переменой направления тока. При такой быстроте С. достигают таких же результатов, как и при мень-шей скорости с у6 перерывами тока.
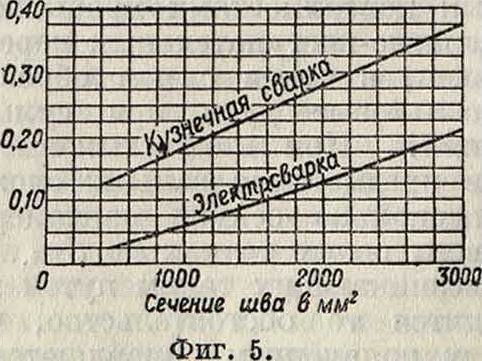
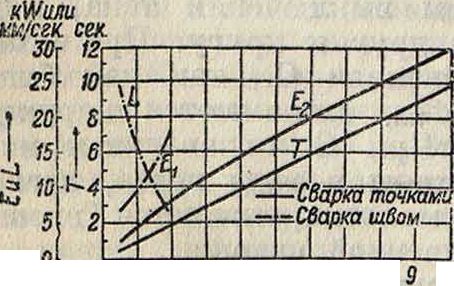
Электрич. С. по методу сопротивления весьма экономична; на фигуре 5 показана сравнительная стоимость электросварки оплавлением и кузнечной С. в зависимости от сечения свариваемых частей (стоимость 1 рабочего часа—0,30 руб., 1 килограмм кузнечного угля—0,02 руб. и 1 kWh—0,125 руб.). Фигура 6 изображает гра-. фически потребные мощности в kW для точечной С. (Ei) а для С. швом (Ег), а также рабочую скорость L в миллиметров/ск при сварке швом и продолжительность Т в ск. С. одной точки — все в зависимости от 10 толщины одного из свариваемых листов. Выгоды эти однако в значительной мере снижаются вследствие высокой стоимости самих сварочных машин, тем более что их приходится приспособлять для каждого рода свариваемых материалов и формы изделий.
1 2 3 4 5 0 7 8 Толщина листа в миллиметров
Фигура 6.
С. сопротивлением т. о. в экономия, отношении тем выгоднее, чем больше имеется для машин массовой работы; для единичных работ этот способ невыгоден. С. встык сопротивлением применяется для буферов ж.-д. вагонов, колесных ободьев, валов коленчатых и с муфтами, для соединений под углом; С. встык оплавлением — для труб, инструментов из высокосортной стали, соединений из фасонного материала, а также для всех вышеуказанных изделий с разомкнутым контуром; точечная G. применяется для металлич. дымовых труб, мебельных приборов, кухонной посуды, лопат, игрушек, частей пишущих машин, частей я, ременных шкивов и тому подобное.; С. швом применяется для соединения тонких листок, например при изготовлении ведер, кувшинов, труб.
Характеристика применяющихся в СССР аппаратов для контактной сварки, изготовляемых заводом «Электрик» в Ленинграде, приведена в таблице 1 и 2.
Таблица 1. — Характеристика аппаратов для сварки встык.
| Тип | Мощность
kW | Сечение сварив, предметов при открытом контуре, миллиметров? | ||||
| *1 | *2 | Железо | Латунь | |||
| МИН. | норм. | макс. | мин. | |||
| АСА-3. | 3 | 6 | 6 | 80 | 150 | 30 |
| АС-8. | 8 | 15 | 25 | 200 | 500 | 75 |
| АС-25. | 25 | 50 | 100 | 600 | 1 250 | 200 |
| АС—75. | 75 | 120 | 400 | 1 800 | 4 000 | 600 |
*1 Для длительной прерывной работы. ** Для кратковременной работы.
Таблица 2. — Характеристика аппаратов для сварки точками.
| Тип | Мощность,
kW | Наибольшая общая толщина свариваемых листов, миллиметров | Вынос элект родов,
мм | ||
| »1 | *2 | *3 | *4 | ||
| АТ-3. | з | 6 | 4 | 1 | 200 |
| АТ—8. | 15 | 10 | 2 | 350 | |
| АТ—15. | 30 | 16 | 3 | 400 | |
| АТ-25. | 25 | 50 | 20 | 4 | 500 |
*1 Для длительной прерывной работы. Для кратковременной работы. *3 Железо. *1 Латунь.
Из всех видов контактной С. в СССР имеет наибольшее применение электросварка на стыковых машинах по методу оплавления и по методу сопротивления. На ж.-д. транспорте этими способами производятся многочисленные работы при ремонте подвижного состава.
Плавильная С. К этому роду С. относятся:
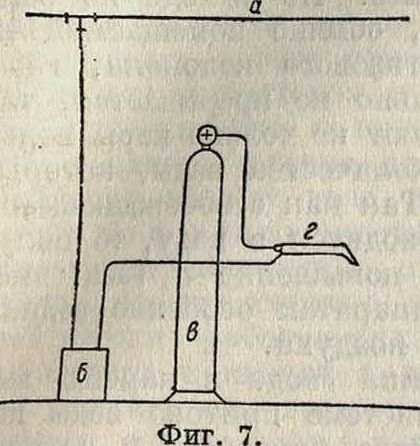
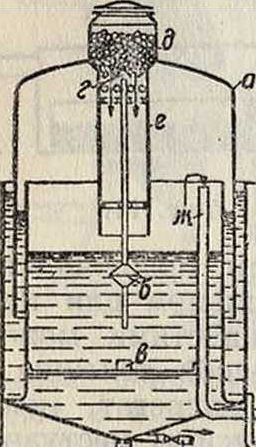
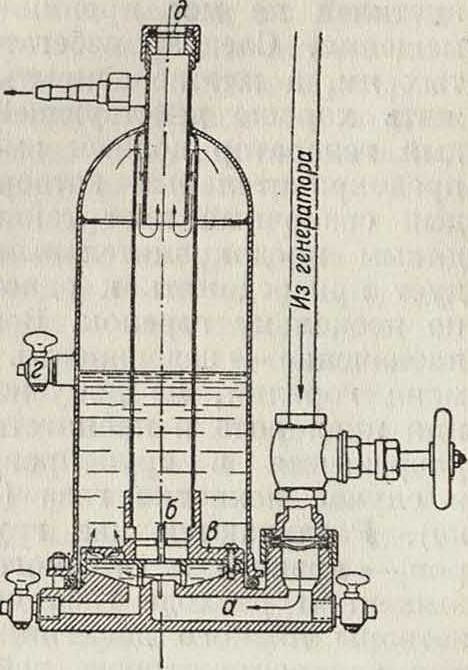
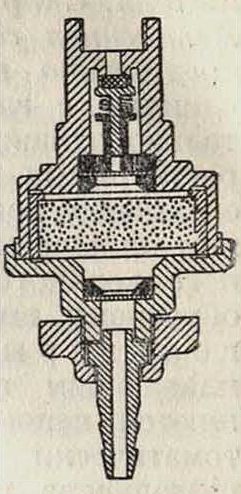
а) газовая С., б) электродуговая С., в) термитная С. при условии нагрева свариваемых предметов до Епл.· Газовая плавильная С. (смотрите Автогенная сварка). Источником тепла при газовой С. служит пламя горящего газа. Теоретически для получения сварочного пламени пригоден всякий горючий газ, но при выборе газа следует считаться с возможностью загрязнения места С. Кроме того экономически выгодно лишь применение газов, дающих пламя с очень высокой г°; одним из наиболее пригодных для С. газов является ацетилен. В первое время для целей С. почти исключительно применяли водород. Водородное пламя, можно с успехом применять для С. листов тонких и средней толщины, а также для предварительного подогрева и паяния; им охотно пользуются для С. тонких алюминиевых листов. Светильный газ применяется только лишь для С. самых тонких изделий; он вполне пригоден для твердого паяния и предварительного подогрева. Схема установки для С. светильным газом дана на фигуре 7: а — про светильного газа, б—водяной предохранительный затвор, в—баллон с кислородом, г—горелка. Благодаря большой подвижности известными преимуществами обладают сварочные установки, работающие бензиновыми и бензоловыми парами. Такие установки можно рекомендовать для С. тонких листов. Схема такой установки дана на фигуре 8: о — баллон с кислородом, б — бак с жидким горючим, в — присоединение кислородного провода, в — горелка. Другие горючие газы, например метан, газолин, блаугаз, распространения не получили. Наиболее важным для С. горючим газом является, как указано выше, ацетилен. Из 1 килограмм карбида практически, в связи с наличием загрязнений, получается 270—300 л ацетилена. При применении беагида (особенным образом приго-
Фигура 8.
товленной спрессованной массы из карбида) выход получается меньше, чем из карбида кальция.
Преимущество беагида заключается лишь в том, что он распадается менее бурно, нежели обыкновенный карбид, чем гарантируется большая степень безопасности. Для применения беагида требуются особые генераторы. Ацетилен весьма легко растворяется в ацетоне, чем пользуются для хранения газа в баллонах. Для получения ацетилена из карбида кальция служит генератор со вспомогательной аппаратурой, назначение которой заключается в аккумулировании полученного ацетилена и в подводке его в годном состоянии к местам потребления.
На фигуре 9 приведена схема аце- карбид“. тиленовой генераторной установки для С., где а — генератор, б —
А
в.
ГГ=Г—~
Фигура 9.
Фигура 10.
промыватель, в — газгольдер, г—очиститель, 5 — водяной затвор, е — баллон с кислородом, ж — горелка. По устройству ацетиленовые генераторы делятся на стационарные и передвижные, а но способу приведения их в действие — на автоматические и ручные. Основные различия в устройстве генераторов обусловливаются способом разложения в них карбида, и в этом отношении выработаны следующие системы:
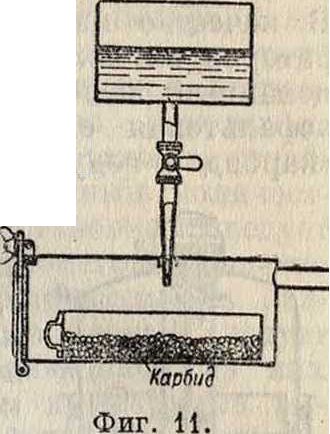
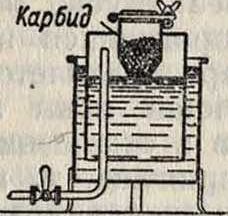
1) система карбид в воду (фигура 10); 2) система вода в карбид (фигура 11); 3) к о н-
Фигура 12.
т а к т н а я система с периодич. автоматич. перерывами соприкосновения карбида с водой (фигура 12). Кроме того ацетиленовые генераторы делятся по величине рабочего давления в них на генераторы с высоким и низким давлением. Аппараты с неподвижным газовым колоколом относятся к первой группе, а аппараты с подвижным колоколом — ко второй. Мелкие (вмещающие до 10 килограмм карбида) аппараты часто дают недостаточно охлажденный газ и требуют перерывов в работе для загрузки карбида; с другой стороны, они очень удобны благодаря присущей им подвижности. Такие генераторы вместе с баллоном для кислорода и со всеми принадлежностями можно поместить на легкой тележке и перемещать весь агрегат непосредственно к каждому месту потребления. В специально сварочной мастерской выгоднее всего иметь стационарную установку с большим генератором, что значительно снижает расходы по получению ацетилена и вместе с тем повышает качество газа. Стационарные установки строятся с генераторами на 20—i 000 килограмм карбида. Если имеется еще центральная установка для подачи кислорода, то можно рассчитывать на вполне бесперебойную работу мастерской. При помощи редукторов можно установить в распределительной сети несколько ступеней давления, что удешевляет ее стоимость и вместе с тем облегчает поддержание в трубопроводах должной герметичности. Ацетиленовые установки высокого давления отличаются тем преимуществом, что они допускают пользование трубопроводами меньшего диаметра, а следовательно и более дешевыми, и кроме того, даже при большом их протяжении, гарантируют всегда получение газа достагочно высокого давления у всех мест потребления. В том случае, если желательно иметь возможность повысить давление в установке низкого давления без замены ее специальной установкой высокого давления, рекомендуется устанавливать в трубопроводной сети компрессор для ацетилена; последний по величине должен соответствовать мощности генераторной установки, т. к. в противном случае возможны опасные нарушения в производстве. Для избежания колебаний в давлении, часто случающихся в генераторах высокого давления, устанавливаются регуляторы (обычно вентили с мембраной).
При реакции между карбидом и водой освобождается значительное количество тепла; для предупреждения нагрева воды до fKun., что могло бы привести к уменьшению количества активной жидкости, необходимо следить за тем, чтобы вода даже при длительной работе генератора не нагревалась выше 60°, для этого практически достаточно fi л воды на 1 килограмм карбида. Ни в одной из частей генератора f газа не должна превышать 100°. При поступлении в газгольдер газ не должен быть теплее 50°. Чем ниже t° газа, направляющегося к сварочной горелке, тем выше t° сварочного пламени и тем сильнее его действие, так как горячий газ отличается особенно сильной способностью i! поглощению паров воды, понижающих г° пламени. Этим объясняется, почему при изготовлении генераторов для ацетилена не следует идти ниже определенных размеров. В качестве материала для изготовления генераторов наиболее пригодными оказались освинцованные железные листы, а для окраски — асфальтовая смола. Образец генератора типа «карбид в воду» показан на фигуре 13. При расходовании газа колокол а опускается вниз и штанга регулятора б ударяется в упорку в, благодаря чему приподнимается помещенный на верхнем конце штанги запорный конус г и карбид из бункера д через шахту е начинает падать в воду, находящуюся в генераторе. Колокол, поднимающийся автоматически, закрывает затвор г. Газ выходит через трубку эгс. Шламм, собирающийся на дне генератора, удаляе.тся через выпускной кран з. Условия работы этих генераторов в отношении газообразования особенно благоприятны, т. к. карбид малыми количествами подается в сравнительно большое количество воды. Необходимо принимать меры к тому, чтобы развивающаяся теплота реакции была сообщена всей массе воды, для чего в аппарате устанавливают решетку, лучше всего подвижную, на которой падающий карбид распадается при газообразовании. Во всех аппаратах типа «карбид в воду» приходится опасаться загрязнения. При накоплении шламма до самой решетки или даже поверх нее он отлагается на еще пригодном к реакции карбиде, который, уже не приходя в соприкосновение с водой генератора, дает при газообразовании такое значительное количество тепла, что масса в некоторых случаях приходит в раскаленное состояние. Если при этом в генераторе находится воздух, то является опасность а. По аналогичной причине не следует применять для загрузки карбид в порошке, который поднимается на поверхность воды, где вскоре и образует раскаленную кашу, представляющую в худшем случае опасность а, а в лучшем случае получается перегрев газа, вызывающий явления распада. Тщательнейшим образом следует избегать проникновения в генератор воздуха во время загрузки карбида и удаления шламма. В связи с этим целесообразно устраивать особый резервуар для загрузки карбида с приспособлением, препятствующим доступу воздуха. Вредные пространства в генераторе м. б. залиты пемзовым бетоном. В новейших типах генераторов для недопущения внутрь воздуха применяют в качестве противотока струю ацетилена, который для этой цели можно производить во вспомогательном генераторе.
Генераторы типа «вода в карбид» для загрузки карбидом снабжаются специальными ретортами, обычно двумя, куда вставляют лотки для крупного карбида; из двух реторт одна остается в действии, в то время как другая опорожняется для новой загрузки. Сравнительно с аппаратами типа «карбид в воду» они страдают тем недостатком, что для газообразования имеется в распоряжении значительно меньшее количество воды, вследствие чего газ не в достаточной мере охлаждается, в особенно сти если образующийся шламм затрудняет доступ воды; для охлаждения газа реторту поливают водой и применяют особенно большие аппараты для промывки, в которых газ не только очищается, но и охлаждается. Особенной простотой отличаются аппараты, работающие по контактной системе. Действие их основано на том, что насыпанный в какой-либо сосуд карбид попеременно погружается вместе с сосудом в воду генератора и вынимается из нее. По выходе из воды корзинки с карбидом, обычно помещаемой на крышке подвижного газового колокола, газообразование окончательно не прерывается, так как на карбид действуют не только пары воды, но и те небольшие количества воды, которые остались на карбиде. Так как освобождающееся при этом тепло не отводится в воду, то получается нежелательное повышение f газа; вместе с тем в таких аппаратах особенно велика опасность накопления воздуха.
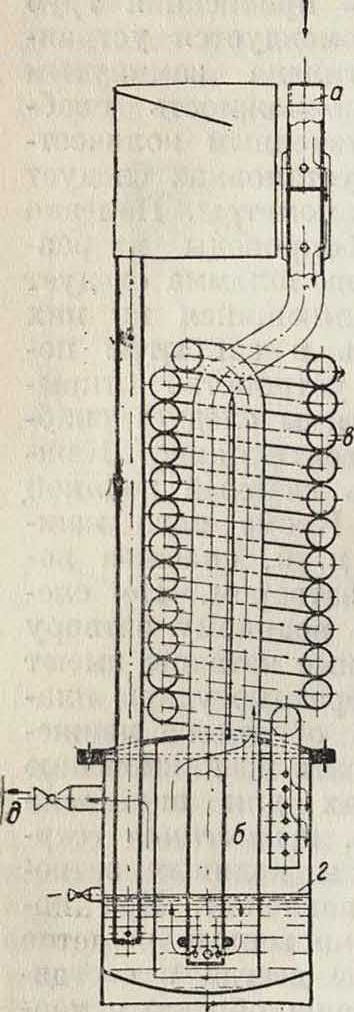
Схема генератора типа «вода в карбид» высокого давления по системе притока воды показана на фигуре 14. Вода притекает к находя
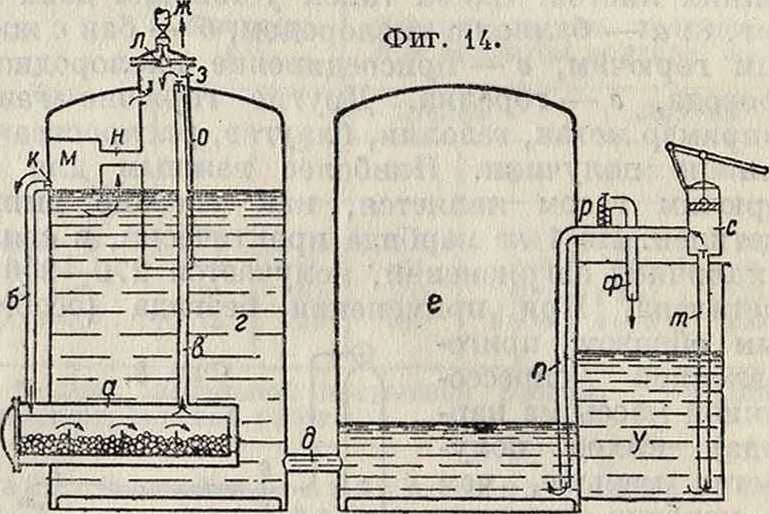
щемуся в реторте а карбиду по трубке б; образующийся при этом газ через трубку в вытесняет воду из резервуара г"через д в резервуар е, служащий для выравнивания давления; отводят газ из генератора через кран ж. Вентиль з препятствует уходу газа обратно в реторту а и выходу его наружу, когда реторта открыта. Вентиль л с поплавком препятствует попаданию воды в трубопровод в случае подъема ее до газовыпускной трубы. Трубка б соединена с камерой м, а последняя в свою очередь соединена каналом н с газовым колпаком о. Благодаря такому устройству по установлении рабочего давления сперва оттесняется вода в о и м, а затем приостанавливается дальнейшее разложение карбида вследствие прекращения притока воды из м в реторту а. Вытесненная из генератора г вода поступает в резервуар е, соединенный трубкой п с предохранительным клапаном р и насосом с; последний через трубку т сообщается с водяным резервуаром у; при этом находящийся в е воздух сжимается и его упругость обусловливает получение газа высокого давления. Применение воздуха в данном случае не опасно, т. к. он не приходит в соприкосновение ни с ацетиленом ни с карбидом, а кроме того в этом месте исключена возможность искрообразова-ния. При чрезмерном повышении давления из резервуара с через трубку п, предохранительный клапан р и трубку ф в резервуар у вытесняется не газ, а вода. В случае недостатка воды последняя подается насосом с из резервуара у. Переходу газа через б в м
препятствует возвратный клапан в, установленный в трубе б.
Вспомогательными аппаратами в ацетиленовой установке являются следующие: промыватель (скруббер), газгольдер, очиститель и осушитель. Скруббер (водяной очиститель, см. Автогенная сварка) часто устанавливают непосредственно внутри самого аппарата или соединяют с газгольдером. Его назначение — не только охлаждать газ, но и освобождать его от растворимых в воде примесей; при помещении его между генератором и газгольдером он служит одновременно в качестве предохранительного водяного затвора для воспрепятствования обратному выходу газа из газгольдера. Газгольдеры применяются преимущественно с плавающим колоколом и очень часто соединяются непосредственно с генератором. В автоматически работающих аппаратах колокол газгольдера приводит в движение приспособления для подвода воды или загрузки карбида. Система очистителя зависит от рода массы, применяемой для очистки газа и предназначаемой гл. образом для поглощения фосфористого водорода. Новейшими изысканиями установлено однако, что количество фосфорных соединений в рыночном карбиде далеко не так велико, чтобы оно могло оказать вредное влияние на состав ацетилена, поэтому в настоящее время в общем не прибегают уже к химической очистке газа; благодаря этому устраняется опасность от ов в очистителе, которая возникала вследствие образования в последнем очень чатого соединения азота с хлором. При выходе из генератора ацетилен содержит еще большое количество водяных паров, к-рые, конденсируясь в холодных частях трубопроводов, могут образовать водяные пробки. Для осушения газа применяют о с у ш итель, к-рый состоит из герметически закрытого сосуда, наполняемого какой-либо массой, поглощающей воду. При применении сухих масс для очистки, свободных от кислот и хлора, осушитель становится излишним. Для заполнения осушителей применяются гашеная сухая известь, вата, инфузорная земля, кокс, пемза и т. д.
В СССР Всесоюзный автогенный трест (ВАТ) выпускает ацетиленовые генераторы типа «вода в карбид», размеры и производительность которых (по данным завода «Красный автоген») приведены в таблице 3.
Таблица 3.—X а р а к т е р и с т и к а ацетиленовых
Для очистки ацетилена от вредных примесей в СССР применяется специальная масса «Гера-толь», 1 килограмм которого приходится на 50 килограмм карбида кальция. Гератоль помещается в очиститель, и как только будет замечено, что гератоль изменил цвет или сделался влажным, следует заменить его новым.
Особое внимание следует обращать на правильное устройство и выбор надлежащих размеров для газопроводов, идущих от ста-
Т. Э. т. хх. ционарных генераторов к сварочным постам. Эти трубопроводы должны быть рассчитаны соответственно производительности генератора и протяжению труб. Во избежание потерь в давлении не следует допускать провисания труб и крутых закруглений. Рекомендуется устраивать трубопровод для ацетилена замкнутым кольцевым, чтобы иметь возможность снабжать все рабочие места достаточным количеством газа. В более крупных установках следует устанавливать газомеры и манометры. Полезно окрашивать различные трубопроводы в разные цвета. Ямы для карбидного шламма следует устраивать так, чтобы выделяющийся из них ацетилен не мог проникнуть в закрытые помещения. Следует избегать устройства открытых ям, а плотно закрытые ямы следует снабжать хорошо действующей вентиляцией. Каждый генератор должен иметь главный водяной предохранительный затвор. Кроме того каждый сварочный пост также должен быть снабжен водяным предохранительным затвором. Не следует присоединять к одному водяному затвору по нескольку горелок. Водяные затворы имеют назначение — задерживать обратные удары пламени горелки, не допускать обратного движения кислорода и препятствовать возникновению разрежения в трубопроводах для ацетилена в случае нехватки газа (смотрите Автогенная сварка). Различаются две группы водяных затворов — низкого и высокого давления. При повышенном расходе газа обыкновенные водяные затворы низкого давления не всегда в состоянии воспрепятствовать действию обратных ударов пламени. Возникла поэтому настоятельная задача — сконструировать безукоризненно действующий водяной затвор низкого давления. Одно из решений этой задачи представлено ниже на фигуре 15. Резервуар аппарата разделен на части т. о., что идущий из генератора ацетилен сперва через патрубок а поступает во внутреннее помещение б, из которого он должен пройти раньше через змеевик в, а затем только переходит во внешнюю часть резервуара г, а оттуда в трубопровод д. Водяные затворы высокого давления б. ч. строят совершенно закрытыми, как это видно из фигура 16. Во входящей снизу газопроводной тртбе а установлен возвратный клапан б. Газ, выйдя через узкие отверстия двойного дна в, мелкими струйками проходит через воду, заполняющую аппарат до контрольного крана г, и выпускается сверху. В верхней части аппарата закреплен лист оловянной фольги д. В случае обратного удара пламени возникающее в этот момент давление на поверхность воды закрывает клапан б и тем прекращает дальнейшее поступление в аппарат ацетилена; при этом фольга пробивается, и излишек газа т. о. может быть отведен наружу. Ацетилен не всегда добывается в генераторах непосредственно на месте потребления. Его часто доставляют уже готовым в специальных баллонах (смотрите Диссугоз).
Применяемые для аккумуляции газов стальные баллоны запираются при помощи вентилей, к которым присоединяют редукторы, понижающие давление. Для избежаш я ошибок при отборе баллонов присоединительные (к баллону) части запорных вентилей снабжаются разными парез-
7
генераторов ВАТ.
| Марка генератора | Еди поврем. заряд карбида, кг | Главные размеры, миллиметров | Приблизит. вес без воды, кг | Часовая производительность, л | • - Н 5" ю а а -- л
Μ Λ О «а о о А ю сн «ϊ | Полезный объём колокола, л | |
| диам. | высота | ||||||
| Рекорд J6 0. | 4 | 450 | 710 | 60 | 500 | 65 | 80 |
| » № 1. | 8 | 650 | 1 400 | ПО | 2 000— 2 500 | 180 | 140 |
| » № 2. | 20 | 900 | 2 160 | 310 | 5 000- 6 000 | 640 | 520 |
| » № 3. | 40 | 1 150 | 2 570 | 490 | 9 500-10 000 | 1 060 | 1000 |
нами соответственно роду газа. В тех же целях следует окрашивать баллоны в установленные цвета согласно их назначению (смотрите Автогенная сварка). Р е д у к т о-р ы служат для снижения давления газа в баллонах до рабочего давления и для поддержания последнего на одной и той же высоте. На практике применяются одно- и двухступенные рычажные или же поршневые редукторы. Способ действия
Фигура 15.
Фигура 16.
одноступенчатого рычажного редуктора — см. Автогенная сварка. Недостатком этого типа редукторов является то, что при длительной работе требуется время от времени переставлять установочный винт, чтобы поддерживать давление в вентиле на одной и той же высоте, т. к. давление в баллоне снижается, а сила пружины остается постоянной. Слишком быстрый впуск в редуктор кислорода под высоким давлением может вызвать воспламенение эбонитовой пробки, поэтому в рычажных вентилях часто устраивают специальный .предохранитель от выгорания. Простая и рациональная форма такого устройства изображена на фигуре 17. Пожары в редукторах могут возникать также вследствие соприкосновения масел или жиров с чистым кислородом. Поэтому редукторы не следует смазывать в виду чрезвычайной опасности. Пожары в вентилях м. б. также вызваны воспламенением чатых газовых смесей, проникающих в них либо из Фигура 17. баллона либо со стороны горелки.
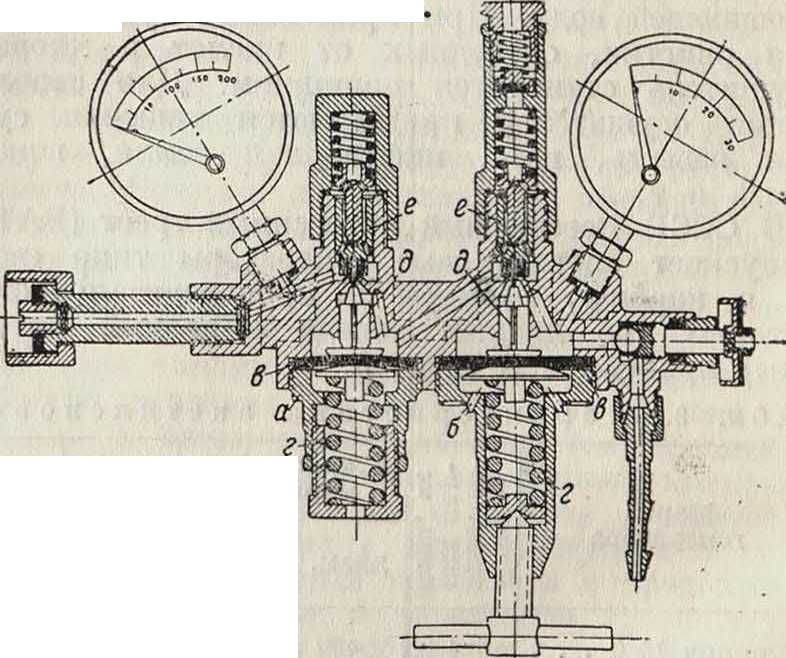
Для устранения связанных с этим опаснейших последствий может служить предохранительный (фигура 18), который задерживает распространение ной волны в редуктор. Недостаток этого устройства заключается в известной потере давления, а также и в том, что надежно выполняет свое назначение только один раз. Наилучшим в отношении предохранения от замерзания и выгорания следует считать двухступенчатые поршневые редукторы (фигура 19). В этих аппаратах почта не имеет места понижение давления при продолжительной работе. В первой нерегулируемой ступени а давление понижается до 15 atm и только затем во второй ступени б устанавливается рабочее давление. В этих
редукторах также имеются мембраны в, устанавливаемые и управляемые посредством специальных пружин г. Нажимные штифты д отодвигают эбонитовые поршневые клапаны е и так. обр. впускают кислород в редуктор. При достижении давлением установленной величины мембраны опускаются и клапаны закрываются. Шланги, служащие для соединения редукционного вентиля или водяного затвора с горелкой, требуют также особого наблюдения; их изготовляют из резины и снабжают подкладкой из толстого холста; обматывать шланги проволокой не рекомендуется, потому что обмотка делает их тяжелыми и неудобными в обращении. Для предупреждения опасных ошибок шлангам для горючих газов и кислорода придаются разные размеры или слой резины окрашивается в различные цвета. В СССР для газовой С. и резки при подводке ацетилена и кислорода под давлением применяются резиновые рукава, состоящие из внутреннего резинового слоя, двух слоев прорезиненной льняной или бумажной ткани и наружного резинового слоя (ОСТ 2354). Рукава, применяемые для ацетилена, вырабатываются со светлосерым наружным слоем резины, для кислорода — с черным наружным слоем резины. Основные размеры рукавов: толщина внутреннего слоя резины 2 миллиметров, внутренний диаметр
9,5 миллиметров, наружный диаметр 17,5 миллиметров, длина рукавов 18 и 20 метров.
Рабочим орудием сварщика является сварочная горелка; в зависимости от давления применяемого газа горелки делают инжекторные и смесительные (без инжектора).
Фигура 18. же верхний
Фигура 19
Задача горелки заключается в хорошем смешении кислорода с применяемым горючим газом и в предоставлении возможности правильной установки сварочного пламени. От горелки требуется удобная для пользования ей конструкция и не слишком большой вес. Общим во всех системах горелок является изготовляемый в виде рукоятки главный корпус, в к-рый вводятся трубки для кислорода и горючего газа. К этой рукоятке присоединяется трубка для смешивания, на конце которой сидит наконечник. Рукоятку и трубку для смешивания изготовляют из прессованной латуни или легких металлов, наконечники изготовляют из меди. Существенное значение имеет расположение запорных вентилей для обоих газов, которые должны быть под рукой, чтобы можно было управлять пламенем во время самой С. Если газы подводятся к горелке под разными давлениями, то применяются инжекторные горелки (фигура 20), в которых находящийся под более высоким давлением кислород всасывает
ш ацетилен в количестве, соответству-
^ ющем приблизительно количеству по даваемого кислорода. Если же, наоборот, ацетилен или другой горючий газ поступает под тем же давлением, как и кислород, то можно обойтись горелкой (фигура 21), снабженной простой смесительной камерой а. От инжекторной горелки требуется достаточная сила всасывания, которая не должна ослабевать даже с возрастанием нагрева наконечника горелки. Так как газы, находящиеся в трубке для
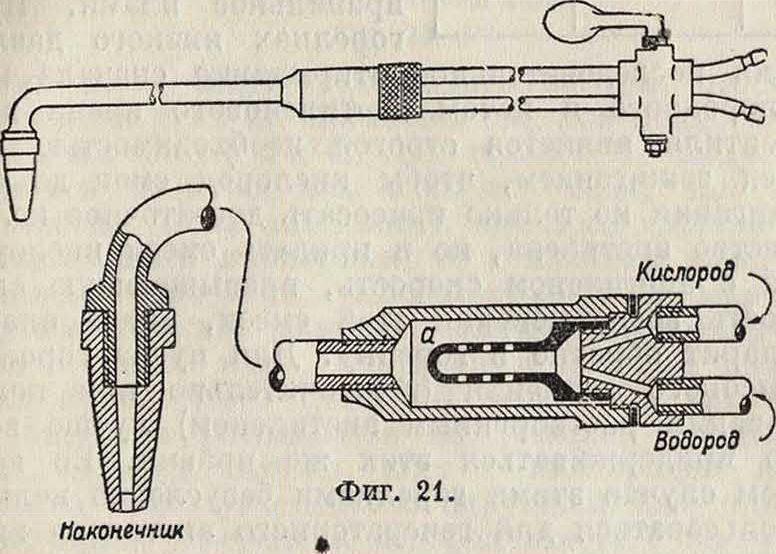
смешивания, под влиянием нагрева расширяются, то в результате получается повышение давления, которое может с особенной силой повлиять на поступающий под более низким давлением ацетилен и создать т. о. препятствие к дальнейшему его свободному притоку в камеру. Такое нарушение в соотношении газов в смеси (обеднение смеси) ведет к нежелательному избытку кислорода в сварочном пламени. Вместе с тем вследствие нагревания в трубке для смешивания одновременно может произойти и обратный удар пламени, то есть воспламенение газовой смеси на горячих стенках горелки. Это тем легче может иметь место, чем более нарушена правильная пропорция в смеси, так как с увеличением избытка кислорода в смеси последняя делается все более чатой. В связи с этим требуется время от времени охлаждать горелку. Другая причина обратных ударов пламени кроется в сужении отверстия мундштука из-за скопления грязи. В этом случае скорость истечения становится меньше, нежели скорость обратного зажигания, что и влечет за собой возникновение обратных ударов пламени. В новейших, безопасных в этом отношении горелках обратный удар пламени заглушается особыми приспособлениями перед инжектором. Но и при применении этих надежных в отношении обратных ударов пламени горелок все же нельзя обойтись без предохранительных водяных затворов, так как и такие горелки не могут гарантировать от вспышки чатых смесей, находящихся по обе стороны инжектора. Чистка загрязненных горелок производится либо при помощи деревянной палочки либо ударом о деревянную колодку. Для избежания возгорания смеси внутри горелки необходимо все соединения делать вполне герметическими и предохранять их от повреждений. Рекомендуется подвод ацетилена и кислорода в рукоятке устраивать раздельно, чтобы при нарушении в каком-либо месте герметичности не могло произойти преждевременного смешения обоих газов. В горелках без инжектора, применяемых для газов высокого давления, потери от всасывания конечно не могут иметь места, но, с другой стороны, они часто не обладают требуемой надежностью в отношении обратных ударов пламени. Помимо указанных выше подразделений следует различать еще горелки с единичными и со сменными наконечниками. Горелки с единичными наконечниками — это горелки, применяемые в неизменном виде для выполнения только одного какого-либо рода С., тогда как горелки со сменными наконечниками м. б. приспособлены к самым разнообразным работам. В случае надобности к такой горелке может быть присоединен резак (фигура 22) для автогенной резки металла. Для упрощения необходимых для сварки вспомогательных работ и для уменьшения количества аппаратов и принадлежностей в последнее время были разработаны способы создания в трубопроводах для сварочных газов постоянного давления; основным преимуществом этой системы является возможность централизации регулировки давления газов. Помимо возможности более полного наблюдения эта система позволяет перенести ответственность с рядового сварщика, часто не обладающего в деле сварки достаточным кругозором, на мастера, что кроме повышения степени надежности позволяет добиться и значительной экономии.
В СССР Всесоюзный автогенный трест выпускает сменные инжекторные сварочные газовые горелки типа «Рагаз» с 7 наконечниками и типа «Универсаль» с 8 наконечниками; характеристики их даны ниже в таблице 4.
Проверка и пуск горелки. Перед пуском горелок низкого давления от сварочного поста, работающего как генераторным, так и растворенным ацетиленом, производят следующие операции: 1) несколько раз немного открывают и сейчас же закрывают вентили на кислородном и (при растворенном ацетилене) на ацетиленовом баллонах для удаления твердых частей, попавших случайно в выходное отверстие вентиля, чтобы впоследствии они не могли попасть в редукторы; 2) привертывают после этого кислородный (и ацетиленовый) редуктор, закрывают запорный вентиль баллона при настолько вывернутом влево регулирующем винте редуктора, чтобы он не нажимал (через главную пружину) на мембрану и редуцирующий клапан редуктора. В* таком состоянии редуктора манометр высокого давления должен показать давление газа в баллоне, а манометр низкого давления - - оставаться на нулевой точке, если только клапан редуктора в порядке. Во избежание воспламенения эбонитовой пробки клапана от сильного сжатия газа в канале при неосторожном открывании
Фигура 20.
щемлен
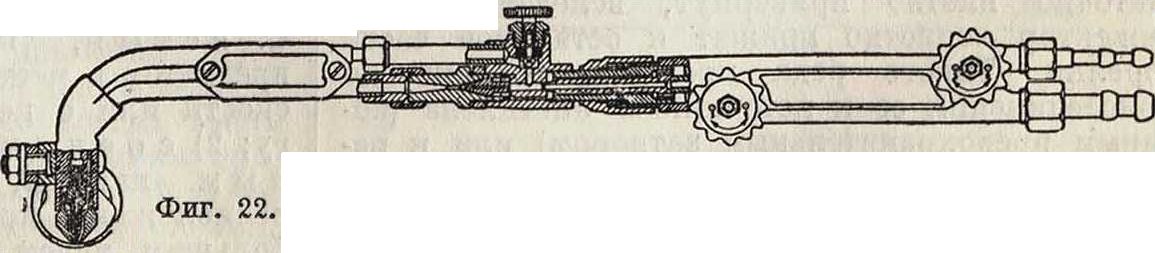
Таблица 4.—Характеристика сварочных горелок ВАТ.
| №
нако неч ника | Толщина сварив, железных листов, миллиметров | Часовой расход газов, л | Продолжит, сварки 1 метров шва, мин. | Расход газов па 1 метров шва, л | Давление кислорода по редуктору, aim | ||
| Ацетилен | Кислород | Ацетилен | Кислород | ||||
| Г о р е л к | а типа «Рага з» | ||||||
| 1 | 1-2 | 150 | 165 | 10 | 25 | 28 | 2 |
| 2 | 2—4 | 300 | 330 | 12 | 60 | 66 | 2,5 |
| 3 | 4-6 | 500 | 550 | 15 | 125 | 138 | 3 |
| 4 | 6-9 | 750 | 850 | 20 | 250 | 283 | 3 |
| 5 | 9-14 | 1 200 | 1 350 | 30 | 600 | 675 | 3 |
| 6 | 14-20 | 1 700 | 1 900 | 45 | 1 280 | 1 420 | 3,5 |
| 7 | 20-30 | 2 500 | 2 750 | 60 | 2 500 | 2 750 | 4 |
| Горелка типа «Универсалы | |||||||
| 1 | 0,5-1 | 75 | 85 | 8 | 10 | 11 | 1,5 |
| 2 | 1-2 | 125 | 140 | 10 | 21 | 23 | 2 |
| 3 | 2-4 | 300 | 335 | 12 | 60 | 67 | 2,5 |
| 4 | 4-6 | 500 | 560 | 15 | 125 | 140 | 3 |
| 5 | 6-10 | 750 | 950 | 20 | 250 | 317 | 3 |
| 6 | 10—15 | 1 200 | 1 350 | 30 | 600 | 675 | 3 |
| 7 | 15—20 | 2 000 | 2 250 | 45 | 1 500 | 1 690 | 3,5 |
| 8 | 20-30 | 2 500 | 2 750 | 60 | 2 500 | 2 750 | |
вентиля баллона практикуется предварительное легкое нажатие (ввертывание вправо) регулирующего винта, для того чтобы этим немного открыть редуцирующий клапан и дать газу выход через редуктор без чрезмерного сжатия в канале. Только после этого вывертывают, как было ранее указано, регулирующий винт для проверки исправности клапана. Вслед за этим, при еще закрытом запорном вентиле, на редукторе устанавливают необходимое рабочее давление посредством соответствующего ввертывания регулирующего винта вправо. Если редукционный вентиль в исправности, то давление в камере редуктора не должно подниматься выше установленного, то есть стрелка манометра низкого давления должна занимать неизменное положение. Затем присоединяют к кислородному редукционному вентилю горелку посредством соответствующего шланга, открывают сначала запорный вентиль на редукторе, затем кислородный вентиль или кран или же общий для кислорода и ацетилена кран горелки; при атом на ниппеле, служащем для присоединения ацетиленового шланга к горелке, должен явно чувствоваться присос воздуха (ацетиленовый кран на горелке должен быть открыт). Если же, наоборот, из этого ниппеля выходит кислород, то горелка засорена или в наконечнике, или в смесительной камере, или же в каналах для ацетилена до инжектора; наконец возможно, что весь наконечник недостаточно плотно привернут, вследствие чего инжектор неплотно прижат к остальной части горелки. Такого рода проверка горелки до присоединения ее к источникам ацетилена (водяным предохранительным затворам) или к редуктору ацетиленового баллона является строгой необходимостью, потому что при неисправности ее в шланг и газопровод для ацетилена неизбежно будет проникать кислород, образуя с ацетиленом чатую смесь, которая при зажигании горелки вызовет обратные удары и даже. Понятно, что перед присоединением вполне проверенной и исправной горелки посредством ацетиленового шланга к водяному затвору или ацетиленовому редуктору и тот и другой должен быть проверены на” полную исправность. Первый проверяют на нормальный уровень воды в ном до контрольного крана (при закрытом кране на газопроводной трубе и при открытом кране для выхода газа "из затвора). Ацетиленовый редуктор проверяют так же, как было указано в отношении кислородного редуктора. После указанной проверки аппаратуры для ацетилена открывают газовыпускной кран на водяном затворе или запорный вентиль на ацетиленовом редукторе; открывают кислородный вентиль на горелке, вслед за тем вентиль для ацетилена на горелке и только после этого зажигают вытекающую смесь и устанавливают окончательное рабочее давление на редукторах, регулируя при этом кранами горелки правильное пламя. При горелках низкого давления последовательное открывание сначала кислородного и потом ацетиленового крана или вентиля является строгой необходимостью перед зажиганием, чтобы кислород смог до зажигания не только присосать достаточное количество ацетилена, но и придать смеси кислорода с ацетиленом скорость, превышающую скорость воспламенения этой смеси, иначе пламя ударит обратно в горелку. Для пуска горелки высокого давления (исключительно при пользовании растворенным ацетиленом) лучше всего придерживаться этих же правил. Во всяком случае этими горелками безусловно нельзя пользоваться для генераторного ацетилена низкого или среднего давления, иначе обратные удары будут неизбежны, не говоря уже, что при таком ацетилене горелка вообще не в состоянии правильно работать. По окончании работы сперва надо совершенно закрыть ацетиленовый кран, затем кислородный край и наконец редукционный клапан. При длительных перерывах в работе необходимо закрыть клапан кислородного баллона, чтобы не оставлять редуктор под давлением.
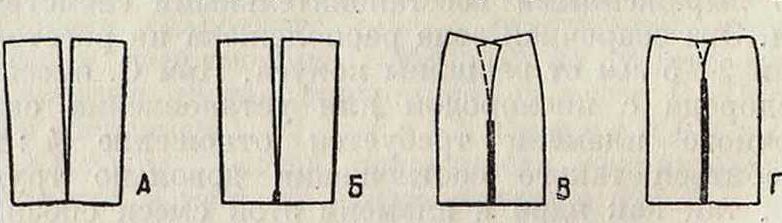
Производство С. Подготовительные работы к С. Для выполнения С. в общем требуется соответствующая подготовка свариваемых предметов и выбор правильной конструкции сварочного шва, отвечающей ожидаемому напряжению. Обязательна также металлически чистая поверхность в месте С. Следует различать: 1) соединительную С. вот ы к, когда поверхности свариваемых предметов в месте С. расположены в одной плоскости или с небольшим уклоном друг к другу; 2) соединительну го С. галте л ь-н ы м швом, когда свариваемые предметы расположены друг к другу под сравнительно большим углом или же должен быть соединены внахлестку или при помощи накладок; ?.) С. н а-п л a e к о й, когда требуется восстановить изношенные части до первоначальных размеров. Для выполнения сварки встык или соединительной сварки требуется подготовить шов соответствующей формы. Для С. встык металлов толщиной в 2—3 миллиметров можно обойтись без разделки кромок и удовольствоваться расположением листов на расстоянии 0,5—1 миллиметров друг от друга (фигура 23, А). При С. еще более тонких листов в них отгибаются кромки (фигура 23, Б), которые и служат необходимым при С. присадоч-
ним материалом. Для С. листов толщиной от 4 миллиметров и выше и целях возможности проварки по всей толщине требуется скос кромок. Тот же метод подготовки применяется при заварке трещин. В большинстве случаев шву придается V-обраяная форма (фигура 23,В), которой можно пользоваться для С. листов толщиной до 15 миллиметров. При ббльпшх толщинах шву следует придавать Х-образную форму (фигура 23, Г). При устройстве
2-4m
α 8
’2мм
—
а=31Н45°
· Рим /—
Г
а
a=Jffr-45° d?!SMM и более Фигура 23.
таких швов следует наблюдать за тем, чтобы в вершине угла не оказалось окислов и пустот.
Выполнение С. При газовой С. следует избегать избытка как горючего газа, так и кислорода. Бели ацетилен и кислород смешаны в надлежащей пропорции, то в пламени можно различить две зоны: непосредственно за мундштуком горелки заметна струя несгоревшего газа — томное ядро, окруженное конусом пламени яркожелтого цвета. В этой части пламени ацетилен распадается на углерод и водород. Углерод, сгорая, дает с кислородом из баллона окись углерода. В наружной зоне пламени окись углерода и водород вместе с поступающим из воздуха кислородом образуют двуокись углерода и водяной пар. Конус пламени помимо окиси углерода и водорода содержит еще несгоревшие углерод и кислород из баллона. Эта часть сварочного пламени вследствие ее обугливающего и окислительного влияния для С. непригодна, как и та часть наружной зоны пламени, которая кроме двуокиси углерода и водяных паров содержит еще атмосферные кислород и азот. Для С. пригодна только та часть пламени, в которой углерод сгорел полностью и имеется еще достаточное количество водорода, то есть та часть, которая обладает четко выраженными восстановительными свойствами. Эта сварочная зона расположена на расстоянии 2—5 миллиметров от вершины конуса. При С. смесью водорода с. кислородом для установления сварочного пламени требуется отношение 4:1. Добиться такого соотношения довольно трудно, так как ядро в пламени этой смеси обозначается весьма слабо. Необходимо всегда иметь в виду, что С. является металлургическим процессом, протекающим при высокой г°. В связи с нагревом возникают напряжения и коробления, которые необходимо сводить к минимуму. Поэтому продвижение вперед горелки следует вести т. о., чтобы основной материал свариваемых предметов не нагревался излишне сильно. В этом отношении гл. обр. помогают сноровка сварщика и быстрота выполнения С. Помимо основательного сплавления кромок свариваемых листов и присадочного материала необходимо обращать особенное внимание на проведение правильной С. по всей толще шва и на возможно полное соединение между основным материалом и присадочным. Признаком хорошо выполненной С. служит равномерно
»
чешуйчатая поверхность шва. Для избежания включения в шов шлаков необходимо прибегать к перемешиванию расплавленной массы при помощи присадочного стержня. Слишком длительная задержка горелки на одном каком-либо месте шва ведет к перегреву массы и пережогу материала. Образование раковин и пор от присутствия газовых пузырей уменьшает рабочее сечение и ослабляет т. о. прочность шва. Вспомогательные инструменты должны быть всегда под рукой и наготове, чтобы в течение процесса С. не могло произойти никаких задержек. Отжиг швов является конечно рациональным, но все же следует в этом отношении ограничиваться лишь высококачественными изделиями, так как в противном случае может пострадать экономим, сторона дела. Последующий за С. отжиг делает структуру более тонкой, а кроме того устраняет внутренние добавочные напряжения. Обработка молотком швов при t° красного каления способствует также улучшению структуры. В общем чаще всего допускаются сварщиками следующие ошибки: заполнение сварочного шва не до самого верха или проварка не по всей глубине, то есть дно шва остается незаполненным; протекание присадочного материала на нижнюю сторону шва или выжигание дыр; плохое соединение вследствие недостаточного расплавления кромок свариваемых частей; перегрев и пережоги в основном металле; наличие в шве шлаковых включений или газовых пузырей.
Методы работы при газовой С. плавлением. Наиболее общепринятым является способ ведения горелки вдоль свароч
ного шва справа налево (пламя горелки направлено в сторону продвижения С.) маятнико-образным движением, причем обе кромки пава расплавляются равномерно (фигура 25). Присадочный стержень одновременно с этим перемещается б. ч. прямолинейно перед пламенем. Чем тоньше свариваемые листы, тем больше должен быть уклон пламени для полученяи требуемых результатов. Т. к. при таком способе действию пламени подвергаются и несваренные еще части поверхности листов, то большая часть теплоты пламени расходуется без всякой пользы для целей сварки и вместе с тем соседние со швом части нагреваются настолько сильно, что неизбежно возникновение в листах термин, напряжений и их коробление. Вследствие этого
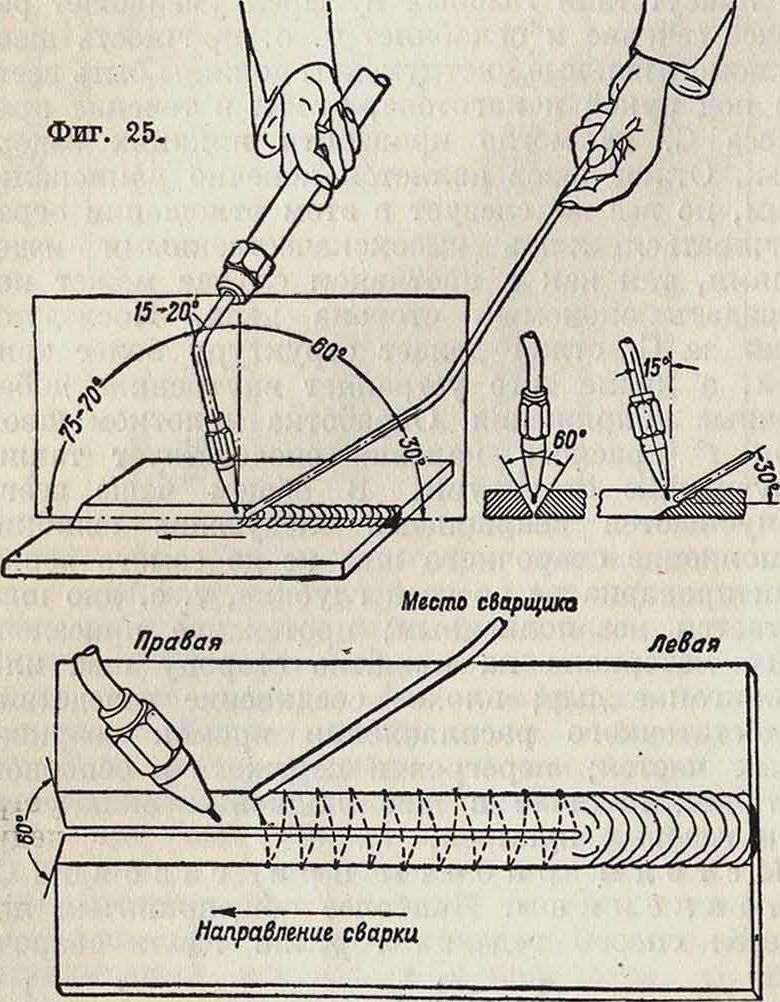
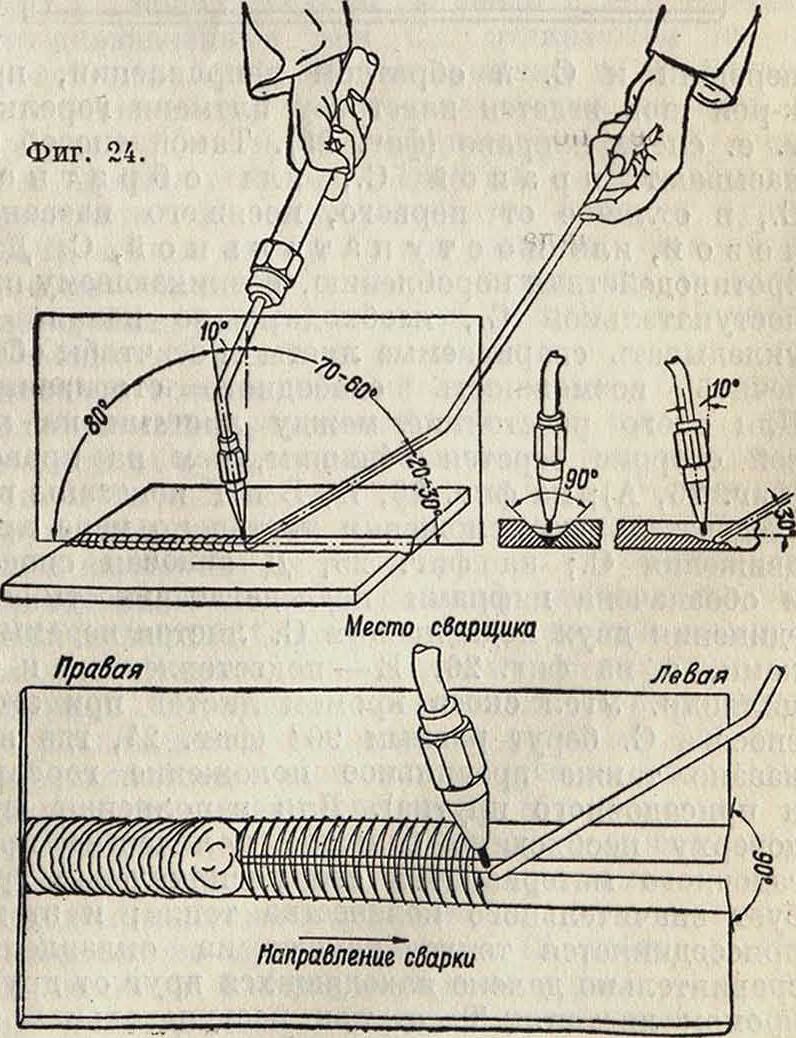
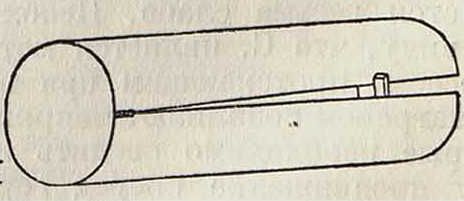
перешли к С. в обратном направлении, при которой шов ведется навстречу пламени горелки, то есть слева направо (фиг“. 25). Такой способ С. называют правой С., или обратной С., в отличие от первого, носящего название левой, или поступательной, С. Для противодействия короблению, возникающему при поступательной С., необходимо до начала С. укладывать свариваемые листы т. о., чтобы обеспечить возможность свободного стягивания. Для этого расстояние между листами на ле-еой стороне берется большим, чем на правой (фигура 26, А); на фигуре 26, Б, В и Г показаны последовательные положения листов по мере продвижения С.; на фигуре 26, Д показан способ и обозначена цифрами последовательность соединения двух подлежащих С. листов перемычками, а на фигуре 26, Е — подготовленный к С. цилиндр. Угол скоса кромок листов при этом способе С. берут равным 90° (фигура 24, где показано также правильное положение горелки и присадочного прутка). Для заполнения шва доверху необходимо большое количество присадочного материала, и его расплавление требует значительного количества тепла; к этому присоединяется тепло, идущее на оплавление сравнительно далеко находящихся друг от друга кромок листов. Т. о. при поступательной С. имеется избыток тепла, что дает возможность прерывать процесс С. для проковки шва молотом; хотя после этого приходится затрачивать тепло для расплавления вновь того места, где С. была приостановлена, но благодаря проковке можно добиться улучшения качества шва. На этом же основании с помощью поступательного метода можно с успехом выполнять многослойные С. Благодаря иному рабочему положению горелки при обратной С. оказалось возможным ослабить влияние возникающих при С. напряжений, так как при этом тепло не затрачивается на нееваренный еще материал. При обратной сварке работают горелкой, держа ее почти в перпендикулярном положении, в целях более интенсивного использования действия пламени и вместе с тем в целях ограничения площади его действия. Практика этого нововведения выяснила, что по причине возможности образования дыр новый метод применим для листов не ниже определенной толщины. Угол скоса кромок был уменьшен до 60—70°, в связи с чем понизился расход присадочного материала, а следовательно и необходимого для его расплавления тепла. Особенно благоприятным обстоятельством оказалось в данном случае то, что горелку можно было держать в спокойном состоянии, т. к. пламя расплавляло одновременно кромки обоих свариваемых листов. Однако при С. более толстых листов нельзя полностью избежать перемещений горелки, т. к. в этом случае кромки сравнительно далеко отстоят друг от друга. Маятниковые движения при обратной С. сообщают-в ся присадочному стержню для предохранения его при расплавлении от перегрева (фигура 25). В общем при обратной С. возможна значительная экономия во времени, газе и присадочном материале; одновременно с этим ослабляется и влияние нагрева. Так как величина термических напряжений помимо рода источника тепла в значительной мере зависит также и от длины шва, толщины свариваемого материала, быстроты процесса С., искусства сварщика и состава основного материала, то не представляется возможным дать точные указания относительно выбора расстояния между кромками свариваемых листов. На основании же практики можно сказать, что обратную сварку при безукоризненном проведении процесса можно с успехом применить для соединения параллельно уложенных горизонтальных, стальных листов толщиной в 5—16 миллиметров с получением при этом швов повышенного качества. Чтобы действие тепла проявлялось в возможно меньших размерах, необходимо при применении обратной С. избегать многослойных швов и перерывов в работе для проковки. G другой стороны, пламя, направленное на уже сваренный шов, производит отжиг, улучшающий результаты С. При
Фигура 26.
С. вертикальных швов обратная С., производимая сверху вниз, связана с затруднениями. Необходимо при этом держать горелку т. о., чтобы присадочный материал под влиянием пламени выдувался кверху. При поступательной С. процесс ведется, наоборот, снизу вверх, и присадочный материал накладывается на валик.
С. стали. Предназначаемая для G. сталь должна содержать возможно мало серы и фос
фора. Нежелательно также поглощение газа во время процесса С., так как это вызывает в материале хрупкость и склонность к излому. Газовая С. вообще ведет к появлению внутренних напряжений, однако при помощи специальных мероприятий можно либо вовсе не допустить либо ограничить возникновение их. В предметах сложной формы можно этого достичь путем предварительного подогрева сварочного .шва или путем горячей С., при которой процесс рротекает при такой высокой г° (с последующим затем медленным охлаждением), что влияние напряжений уничтожается. Неравномерный нагрев может привести к разрыву сварочного шва или к отрыву наплавленной части. Такая же опасность существует и для сварок внахлестку, выполняемых при помощи газового пламени. В нек-рых случаях С. вообще является невозможной. Так, С. облагороженных термин, обработкой сталей, особенно чувствительно реагирующих на термин, напряжения и могущих под влиянием последних потерять часть сообщенных им специальных качеств, можно производить лишь в том случае, когда имеется возможность произвести испытание качества сварного соединения. Не следует производить сварку в изделиях, подвергающихся сильным напряжениям, например в валах или высокосортных конструктивных частях, не допускающих перекосов. В основном не вызывает сомнений возможность С. таких сталей, которые благодаря соответствующему процессу охлаждения или благодаря присадке никеля, марганца, а также хрома сохранили свою аусте-нитовую структуру, e связи с чем они приобрели вязкость испособность к обработке. Пригодна к С. и полученная путем закалки мар-тенситовая сталь. Для мартенситовых сталей, например для нержавеющей хромовой стали, следует предпочесть газовую С., при которой процесс охлаждения протекает медленнее. Для аус-тенитовых сталей можно с успехом применять Электрическую сварку, так как они сохраняют вязкость по охлаждении. Следует однако иметь в виду, что в этих сталях в переходной зоне при 600—700° появляются твердые места, к-рьте можно устранить лишь путем нагрева до более высокой температуры с последующим в зависимости от состава более или менее быстрым охлаждением.
Помимо выбора правильного метода С. решающее значение имеет в соответствии со свойствами свариваемого материала и применение подходящего присадочного материала. В некоторых случаях особого присадочного материала не требуется, например при С. встык тонких листов. Обычно заполнители при С. применяются в виде присадочных стержней, которые должны удовлетворять определенным требованиям. .Присадочные стержни должен быть свободны от ржавчины, масла, красок и окалины. Они при С. не должны давать пены или брызг и не должны свертываться; шов они должны давать плотный и вязкий. Покрытие тонким слоем меди предохраняет присадочные стержни от ржавления, без вреда притом для С., т. к. это покрытие переходит в шлак. Присадочный материал, бедный углеродом, оказался более пригодным, нежели с большим содержанием последнего. Углерод легко образует пузыри, так как соединяется с атмосферным кислородом в окись и двуокись угле) ода; кроме того проволока с большим содержанием углерода плавится слишком быстро, еще до достаточного нагрева свариваемых изделий.
Химич. состав присадочной проволоки для газовой С. простых сталей приведен в таблице 5.
Таблица 5.—С остан присадочной проволоки для газовой С. стали (в %).
| Род С. | с | Мп | Si | Р | S |
| Соединительная С. | <0,1 | ~0,50 | <0,08 | <0,04 | <0,04 |
| Наплавка. | 0,5-0,8 | со о
1 о |
<0,15 | <0,04 | <0,04 |
Для газовой С. предпочитают пользоваться отожженной проволокой. Всякий способ, пригодный для С. стали, может быть с успехом, применен и к С. стального литья. Так как С. по. существу является литейным процессом в малом масштабе, то при сварке стального литья шов по своей структуре представляется менее отличным от основного металла, нежели в случае катаного металла, и следовательно сварке в данном случае следует отдавать предпочтение перед всеми другими способами соединения. В качестве присадочного материала следует при сварке стального литья применять всегда материал аналогичного состава. Применения при этом еще и сварочных порошков не требуется. С термин, напряжениями приходится считаться, особенно при твердом литье, и в этом случае следует прибегать к подогреву. При более или менее крупных работах рекомендуется после С. пользоваться отжигом для полного устранения напряжений. В нек-рых случаях следует предпочесть горячую С.
С. чугуна. Белый чугун вследствие присущей ему хрупкости и большой твердости для С. мало пригоден, в связи с чем изделия, предназначенные для С., отливаются из серого чугуна. С. чугуна связана с известными затруднениями, так как у чугуна переход из твердого состояния в жидкое происходит сразу, без промежуточного перехода в тестообразное состояние. Возникающие при отливке чугуна напряжения всегда очень велики; они объясняются сильной усадкой материала и неравномерным распределением г°. В особенности опасные напряжения возникают в местах перехода от тонких сечений к толстым. Вследствие слабой теплопроводности графита при С. чугуна всегда существует опасность, что шов получится пористый и с раковинами. Кроме того и поглощение при С. расплавленным материалом кислорода из воздуха и из сварочного пламени ведет к образованию небольших газовых пузырей. Сварку чугуна газовым пламенем можно производить холодным и горячим способами. В общем применение сварки чугуна ограничивается ремонтными работами. В связи с опасностью появления трещин вследствие внутренних напряжений и возможностью отбеливания чугуна в месте С. газовое пламя для ответственной С. его непригодно. В целях предупреждения слишком сильного выгорания кремния во время процесса С. работа ведется пламенем с избытком горючего газа. В качестве присадочного материала применяют богатые кремнием чугунные стержни, например состава: 3—3,5% С, 0,5—0,8%Мп, 2,5—3,0% Si, <0,3% Р,«С0,1% S. Рекомендуется применение какого-либо сварочного порошка. Для этой цели вполне подходит чистая сода. Хороший сварочный порошок связывает кислород, дает жидкие, поднимающиеся на поверхность шлаки и понижает t° окислов. Чугунные предметы сложной формы можно сваривать только горячим способом, так как при обыкновенном способе С. почти всегда следует ожидать появления трещин. При горячей С. чугуна газовым пламенем подогрев свариваемых частей производится в муфельных печах, отапливаемых газом, нефтью или электричеством. К С. приступают по достижении равномерного красного каления. Т. к. изделие для С. нужно вынуть из печи, то перерыв в проведении сварки является допустимым только в том случае, если приходится устранить какие-либо нежелательные явления, могущие вызвать охлаждение. При сварке больших предметов предпочитают для поддержания тепла работать одновременно двумя горелками. По окончании С. требуется подвергнуть сваренные предметы медленному охлаждению: не большие—под песком или золой, более крупные—в печи, в случае надобности, после повторного отжига для выравнивания разницы в напряжениях. Если чугун долгое время находился в соприкосновении с парами воды или горячими газами, поверхность его становится рыхлой, так как жилки графита разъедаются, кислород проникает внутрь и образует с кремнием кремневую кислоту. Подобная отливка уже не годится для сварки, тем более что часто одновременно с указанным изменением имеет место еще и распад фосфористой эвтектики. В тех случаях, когда приходится еще раз сваривать литые предметы, уже однажды подвергшиеся С., части их в месте старой С., включая и переходную зону, следует полностью удалить, т. к. отбеленный переход и соседние с ним зоны не поддаются повторной С.
С. меди и ее сплавов. Металлургии, медь обладает хорошими сварными качествами, но нек-рые примеси, например свинец, висмут, цинк, никель и олово, затрудняют выполнение С. В электролитич. меди отсутствуют присадки, предохраняющие от окисления, вследствие чего ее при С. можно легко пережечь. Кислород жадно поглощается медью при Спл. с образованием закиси меди, что может привести к красноломкости. Расплавленной медью механически поглощаются восстановительные газы, как водород, двуокись серы и окись углерода, которые остаются включенными в форме пузырей и значительно ослабляют прочность соединения. В связи с этим при газовой С. для избежания вредного влияния кислорода и поглощения газов требуется особенно тщательная установка пламени. Повышение крепости возможно для меди лишь путем соответствующей холодной обработки, а не путем изменения скорости ее охлаждения. Следует учитывать высокий размер усадки меди в 1,4%. Медь можно сваривать также на горновом огне или методом сопротивления. Затруднительно в данном случае избежать поглощения медью кислорода. При кузнечной С. в качестве присадки применяют буру для предохранения свариваемых частей от атмосферного воздуха. Чаще всего применяется газовая С. при помощи ацетиленокислородного пламени. Сварочному шву обычно придают V-образную или Х-образную форму со скосом кромок под углом друг к другу в 60° с зазором между ними ок. 5 миллиметров. Кромки листов толщиной меньше 3 миллиметров не скашиваются. В связи с сильным отводом тепла пламя приходится устанавливать почти вдвое более мощным, чем при С. стали. Часто для подогрева пользуются еще и второй горелкой. Вертикальные швы, как и листы толщиной > 5 миллиметров, предпо читают сваривать одновременно с обеих сторон. Оба сварщика в этом случае должны работать всегда на одной и той же высоте. Для предохранения от атмосферного кислорода пламя должно покрывать всю расплавленную зону. С. следует вести по возможности без перерывов. Термические напряжения, возникающие при С. меди, вызывают целый ряд затруднений, так как прочность меди при высоких 1° значительно уменьшается. В связи с этим б. или м. длинные швы удерживаются в должном положении не при помощи прихваток, а через посредство направляющих на зажимах или болтах, причем требуется укладывать листы так, чтобы они могли свободно удлиняться. Место С. вначале имеет структуру литого металла и не обладает гибкостью и крепостью механически обработанной меди, поэтому необходимо швы проковывать. Чтобы для проковки было достаточно материала, необходимо производить сварку со сравнительно большим утолщением, причем последнее должно иметь гладкую поверхность; сварив около 15 миллиметров шва, немедленно проковывают эту часть при еще красном калении. При таком методе работы получаются наилучшие результаты в отношении пластичности. Быстрое охлаждение шва ведет к образованию трещин от усадки. Вначале проковку ведут легкими ударами; последние усиливают по мере охлаждения. Проковку следует начинать с краев шва, а затем шов подвергается основательной обработке по всему его протяжению. Где проковка не представляется возможной, например при С. труб, последнюю следует выполнять с особенно большим утолщением. Важное значение при С. меди имеет состэе присадочного материала; в целях удаления окиси являются полезными примеси к нему серебра, фосфора или марганца. В качестве сварочной пасты часто применяют буру, но с этим всегда бывает связана опасность, что она останется внутри шва, что ведет к образованию язвин. Часто приходится сваривать также и сплавы меди — латунь, бронзу и красное литье. В этих случаях обычно принято сварку для соединения частей производить газовым пламенем, а наплавку — вольтовой дугой при помощи металлич. илц угольных электродов. При этом надо учитывать, что сплавы с возрастанием f теряют в прочности еще больше, чем чистая медь. В связи с возможностью испарения цинка и олова существенное значение имеет правильная установка пламени и быстрое выполнение С. Так как пары цинка ядовиты, то С. медных сплавов следует производить в респираторах. Латунь в отношении кислорода менее чувствительна, нежели медь. Горелки по величине выбираются так же, как и для железных листов. В качестве присадочного материала в целях воспрепятствования испарению цинка часто применяют латунные стержни. Из алюминиевых сплавов в большинстве случаев пользуются теми, которые препятствуют испарению цинка. При С. бронзы присадочный материал также должен быть аналогичен основному материалу. С. изделий из красного литья выгоднее всего производить при помощи стержней из того же материала.
С. алюминия и его сплавов. С. алюминия долгое время считали невозможной, так как окись алюминия имеет очень высокую она оказалась возможной только после изобретения сварочного порошка для растворения окиси этого металла. Порошок этот состоит главным образом из щелочных фтористых и хлористых соединений. Для сварки алюминия особенно пригодно газовое пламя. Затруднение при сварке алюминия заключается в том, что он при нагреве становится жидким внезапно, в связи с чем трудно уловить точку собственно плавления. Требуется поэтому производить С. с подкладками под свариваемые предметы. Алюминий несмотря на низкую 1°пл. медленно плавится и затвердевает. Для С. алюминия следует применять горелки, соответствующие стальным изделиям вдвое меньшей толщины. Для избежания перегрева необходимо работать умеренным пламенем. Не следует при С. алюминия забывать о должной очистке поверхности свариваемых изделий. В качестве присадочного материала применяется по возможно- сти чистая алюминиевая проволока; состав флюсов для газовой С. алюминия дан в таблице 6.
Т а 0 л. 6.—С остав флюсов для газовой С. алюминия (в %).
| №
I флюса |
КС1 | NaCl | LiCI | NaF | KF | *1 | *2 | *3 |
| 1 | 45 | 30 | 15 | 7 | 3 | |||
| 2 | 62.7 | 12,δ | 20,8 | _ | _ | 4 | _ | _ |
| 3 | 33,4 | — | 83,3 | 33,3 | _ | __ | _ | _ |
| 4 | 7S | 1C | — | _ | _ | _ | _ | 5 |
| 5 | 83 | 17 | — | — | — | — | — |
*1 KHS04. *з NaHSOi. *з K2S04.
Для улучшения качества шва служат проковка его при охлаждении и последующий отжиг. Особенно затруднительна С. алюминиевых отливок. Во избежание напряжений их следует сваривать в горячем состоянии. Подогрев до 350° производится в специальной печи или в горне на древесном угле. К алюминию применимы также кузнечная сварка и электросварка по методу сопротивления. Образующуюся при этом на поверхности пленку глинозема следует удалить механич. путем. Сваривать можно также и сплавы алюминия, в особенности дуралюмин и силумин. Силумин отличается тем преимуществом, что он жидкоплавок. Сплавы алюминия, получившие благодаря специальным облагораживающим процессам повышенные механические свойства, в области сварного шва теряют свои высокие качества, но т. к. их крепость и после С. все же больше, чем у чистого алюминия, то можно с успехом сваривать изделия и из таких сплавов.
С. прочих металлов. Никель и его сплавы можно сваривать как способом кузнечной С., так и методами плавления. При С. плавлением следует иметь в виду, что нагретый никель очень склонен к поглощению газов. Примеси (углерод, сера, железо, кобальт, марганец и кремний) оказывают при С. вредное влияние, если только не принять предохранительных мер в виде соответствующих сварочных порошков. Для С. нейзильбера имеют силу все те указания, которые приведены выше в отношении латуни. Процесс С. должен быть проведен возможно быстро для удержания испарения цинка в умеренных пределах. Для противодействия окислению прибавляется алюминий или магний. Отжиг и проковку следует проводить при 700°. Монель-металл, являющийся природным сплавом никеля, также поддается газовой сварке. При сварке монеля необходимо учитывать склонности его к поглощению кислорода и углерода и связанную с этим возможность появления ломкости, поэтому при газовой С. следует избегать избытка кислорода. Для раскисления рекомендуется в качестве пасты раствор борной кислоты в е. С. свинца, цинка и олова не отличается по существу от обычных способов паяния (смотрите Припои и паяние). С затруднениями связана часто С. сплава магния — «электрона», который в нагретом состоянии еще чувствительнее в отношении химич. реактивов и атмосферных влияний, нежели алюминий. Для удаления появляющейся на нем во время С. пленки окиси неизбежно применение флюсующих веществ. В качестве присадочного материала следует применять стержень из того же материала.
Электродугова я С. При дуговой С. используется тепло вольтовой дуги, получаемой между углем и углем, между углем и металлом или между металлом и металлом. Обычно для С. применяют металлич. дугу, причем работают как постоянным, так и переменным током. Темп-pa вольтовой дуги 3 000—3 800°; вольтова дуга постоянного тока развивает максимум тепла у положительного электрода, тогда как у отрицательного электрода на ~400° ниже, благодаря этому С. постоянным током обладает тем преимуществом, что к положительному полюсу можно присоединять более тугоплавкий из свариваемых предметов, например при С. предметов из стали с низким содержанием углерода более толстый предмет соединяют с положительным полюсом; при сварке стали с большим содержанием углерода, наоборот, соединяют с положительным полюсом присадочный стержень. Наибольшее сопротивление имеет место в момент зажигания дуги при пуске тока; напряжение зажигания для металлической дуги составляет ок. 65 V. Однако при самой С. напряжение снижается, и в зависимости от толщины электрода его целесообразно· поддерживать в пределах 15—24 V. Для употребляемых в большинстве случаев электродов толщиной в 4 миллиметров наиболее подходящим согласно данным практики является напряжение в 18 V. Так. обр. вольтова дуга имеет падающую характеристику, зависящую от длины дуги. Переход металла в вольтовой дуге происходит следующим путем: жидкий металл стремится всегда от тонкого электрода (присадочного прутка) к более массивному свариваемому предмету. Полагают, что металл притягивается последним вследствие перевеса в поверхностном напряжении. Магнитные- силы при этом не могут иметь никакого влияния, так как раскаленное железо не обладает магнитными свойствами; равным образом не влияет на переход материала и сила тяжести, в противном случае не представилось бы возможным производить потолочную С. Переход присадочного материала совершается большими или малыми каплями, что точно установлено новейшими изысканиями. Впервые это было выявлено из диаграммы силы тока и напряжения процесса С., полученных при помощи осциллографа (фигура 27). При этом было установлено, что сначала напряжение и сила тока немного колеблются, оставаясь в общем постоянными, что следует объяснить клокотанием капли на электроде, но затем напряжение внезапно падает, причем связанное с этим короткое замыкание свидетельствует о происшедшем в этот момент соединении между электродом и свариваемым предметом через посредство перенесенной капли. Эти выводы были подтверждены кинематографическими снимками процесса С., при производстве которых яркий свет вольтовой дуги поглощался вспомогательным источником света, а электрод и переходящие капли получались на снимке в виде тени. Эти снимки выяснили, что металл переходит в форме нити
| !
"Τ | |||
| U.
Фигура 27. |
1г IjceK |
или шарика, причем в первом случае происходит хорошее сплавление, а во втором — капля остается лежать на свариваемом предмете. При этом было также установлено, что количество капель зависит от силы и напряжения тока и что наиболее благоприятными в этом отношении являются силы тока в 180 А и напряжение в 18 V.
Сварочные машины. Динамомашины и трансформаторы нормальных типов непригодны для С., так как при сварке постоянно происходят короткие замыкания: при всяком соприкосновении электрода со свариваемым предметом, могущем произойти либо в момент зажигания вольтовой дуги либо вследствие недостаточной твердости руки сварщика, а также при переходе почти каждой капли. Плавящиеся предохранители непригодны, так как расплавление их всякий раз вызывало бы перерыв в процессе С. Поэтому сама машина должна быть сконструирована таким образом, чтобы ток при коротком замыкании не превышал допускаемой величины или чтобы напряжение машины при коротком замыкании падало значительно ниже сварочного напряжения. С другой стороны, для преодоления сопротивления воздуха при зажигании дуги требуется напряжение более высокое, чем сварочное. Отсюда вытекает требование, что источник тока, аналогично вольтовой дуге, должен иметь падающую характеристику. Достичь этого можно посредством включения в цепь сопротивлений, но метод этот не экономичен. Поэтому для сварочных работ строят специальные машины и трансформаторы, при помощи которых требуемые результаты получаются без потери энергии. К этим машинам предъявляют еще и другие требования. В целях * проведения сварочного процесса, с достаточной равномерностью необходимо, чтобы дуга не обрывалась вследствие неизбежного при ручной работе изменения расстояния между электродом и свариваемым предметом. Источник тока в своей работе должен быть приспособлен к указанным колебаниям длины дуги и одновременно к изменениям напряжения и силы тока или, как это принято говорить, вольт-ова дуга должен быть эластичной. В простейшей своей форме характеристика источника тока имеет форму прямой динии (фигура 28, А). Для возможности осуще ствления С. характеристика эта должна соответствовать характеристике дуги, иначе последняя будет обрываться. Из сравнения характеристик вольтовых дуг разной длины I (фигура 28, Б) с характеристикой источника тока (фигура 28, В и Г) видно, что пологая характеристика позволяет производить сварку только при очень незначительных изменениях в длине дуги (фигура 28, В), тогда как при крутой характеристике (фигура 28, Г) последняя пересекает большое количество характеристик вольтовых дуг, и следовательно таким источником тока можно производить С. при самых разнообразных длинах дуг. Таким образом дуга тем эластичнее, чем круче характеристика источника тока, однако на практике нельза пользоваться для С. источником тока с слишком крутой характеристикой, так как выяснилось, что глубина проникания получается тем благоприятнее, чем характеристика более полога; т. о. конструктору приходится выбирать средний путь, который является наилучшим еще и в том отношении, что при характеристике средней, не слишком крутой и не слишком пологой, и потери из-за разбрызгивания минимальны. Существует несколько средств для· получения источников тока с падающей характеристикой. Одним из таких средств является включение сопротивлений; для доведения при этом потерь до минимума строят специальные динамо с напряжением холостого хода в 65 V, вполне достаточным для зажигания дуги, затем напряжение понижается при помощи сопротивлений. Эти машины обладают тем преимуществом, что к ним м. б. приключен целый ряд сварочных постов, но они работают все же с известными потерями в энергии и потому не так хороши в экономическом отношении, как специальные сварочные машины, могущие, с другой стороны, обслужить каждая только один сварочный пост. В этих машинах сила
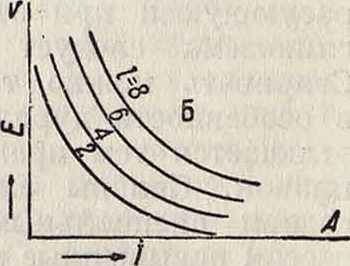
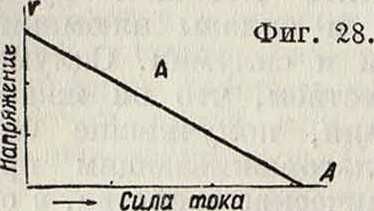
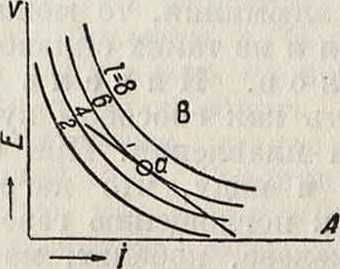
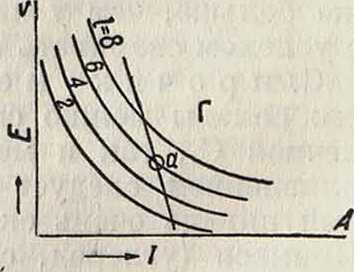
тока при коротком замыкании удерживается в допустимых пределах автоматически путем соответствующего понижения напряжения. Для достижения этого прибегают к разным средствам: либо к устройству противокомпаундной обмотки на магнитных полюсах, либо к использованию реакции якоря, либо к получению сварочного тока из вызванного реакцией якоря искусственно усиленного поперечного поля.
Генераторы спротивокомпаун-д н о и обмоткой относятся к типу шун-товых машин. Если снабдить полюсы обмоткой, обратной шунтовой обмотке, то этим можно ослабить поле вплоть до затухания. При включении этой противокомпаундной обмотки
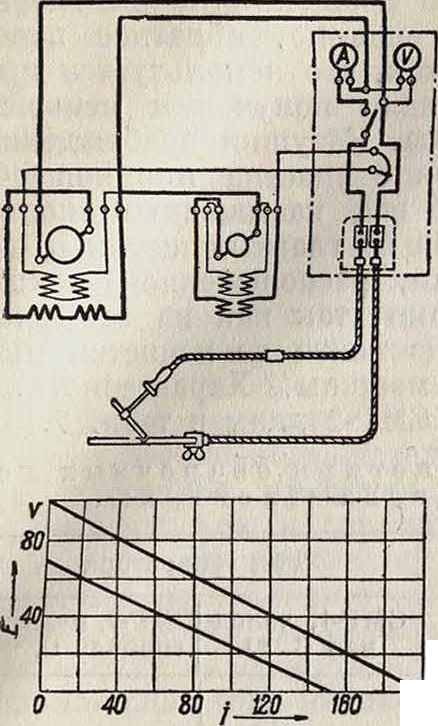
Фигура 29.
последовательно в цепь сварочного тока при возрастании последнего получается ослабление магнитного поля, а вместе с этим и падение напряжения. Такие машины обыкновенно снабжаются шунтовой обмоткой с независимым возбуждением, так как при обмотке с самовозбуждением напряжение после короткого замыкания восстанавливается слишком медленно. Схема и характеристика подобного генератора изображены на фигуре 29.
Генерато р ы Уоо с реакцией якоря. У этих машин магнитное поле, образующееся благодаря индукции при вращении якоря в главном поле электромагнитов, не только не ослабляют при помощи специальных мероприятий (как в машинах, предназначенных для освещения и силовых установок), а, наоборот, усиливают путем соответствующего выбора размеров обмотки и притом настолько, что при переходе силы тока за определенный предел поле действует тормозящим образом; напряжение падает при этом почти до нуля, и дальнейшее повышение силы тока делается уже невозможным. Схема и характеристика генератора с реакцией якоря и с независимым возбуждением показаны на фигуре 30.
Генераторы с поперечным полем представляют собой машины постоянного тока с самовозбуждением и с саморегулированием; в этих генераторах упомянутое уже якорное поле самостоятельно, без всяких подсобных приспособлений, дает необходимый для С. рабочий ток; главное поле при этом коротко замкнуто. Поперечное поле в свою очередь производит другое, повернутое на 90° якорное поле, которое действует в направлении, прямо противоположном главному полю, и ослабляет его. Благодаря этому при любой внешней нагрузке соответственно напряжению и силе тока автоматически возникает состояние равновесия, вызываемое тем, что образовавшееся в результате остаточное поле, то есть главное поле минус реакция якоря, производит соответствующий вспомогательный ток, поперечное поле которого в свою очередь снова индуцирует правильное рабочее напряжение. Регулировка в этих машинах производится осо-
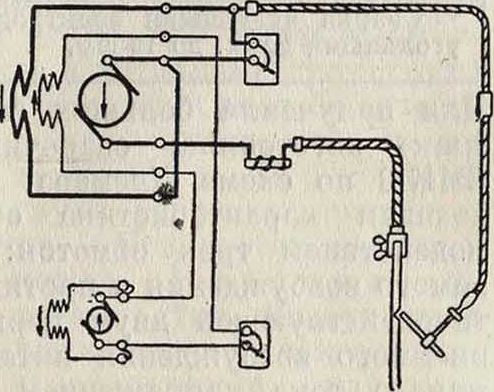
| V
so |
||||||||||
Фигура 30.
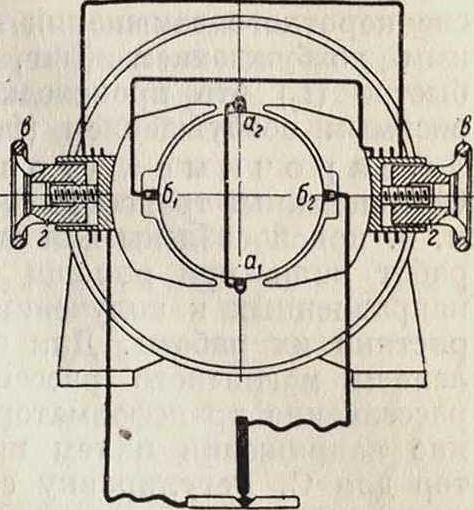
бенно просто, как это видно из изображенной на фигуре 31 схемы. Главный ток коротко замкнут между щетками а1 и а2. Рабочий ток берется из поперечного поля щетками бг и б2. Регулировка производится путем поворачивания ручных маховичков в, соединенных с железными брусками г, которые перемещаются внутри полых полюсных стержней, причем магнитное сопротивление полюсов соответственно меняется. При ослабленном первичном поле упомянутое выше состояние равновесия насту- фиг· 31 ·
пает при соответственно более низком рабочем токе. Характеристика таких генераторов отличается чрезвычайно крутым падением, в связи с чем они дают весьма эластичную дугу, позволяющую очень спокойно выполнять сварку, хотя при этом и существует опасность, что дуга м. б. легко растянута. Напряжение холостого хода этих машин не оказывает влияния на силу рабочего тока. Это напряжение не меняется и при регулировке, то есть оно зависит только от большей или меньшей величины остаточного магнетизма машины. Вследствие этого динамо с поперечным полем отличаются тем важным преимуществом, что в них напряжение холостого хода чрезвычайно невелико: 10—30 У. Выше была приведена оценка генераторов только на основании их так называемым статических характеристик, установленных при длительной спокойной нагрузке. Оказывается однако, что две машины с одинаковой статической характеристикой часто при С. все же ведут себя неодинаково. Это имеет например место, если в одном случае работает машина с собственным возбуждением, а в другом — машина с независимым возбужде
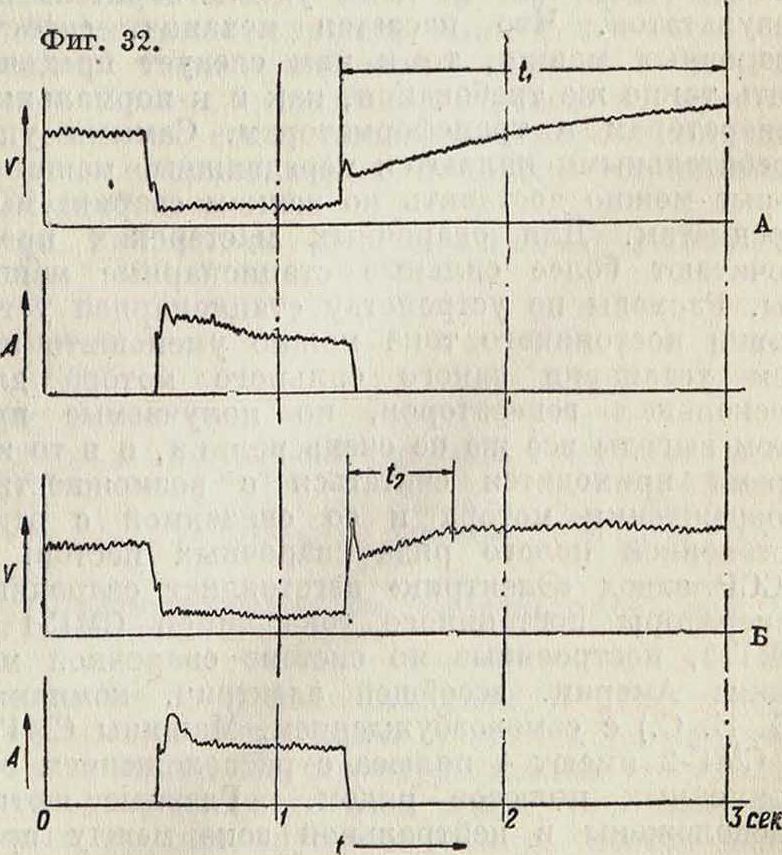
нием. В связи с этим для правильного суждения о генераторе необходимо знать и его динамич. характеристику, показывающую зависимость между напряжением и силой тока и временем и поведением машины при быстро возрастающей нагрузке. Подобного рода осциллограмма показана на фигуре 32, где ясно видно, как медленно (г,) восстанавливается напряжение после короткого замыкания в машине с собственным возбуждением (фигура 32,А) и насколько быстро (г.Г) это происходит в машине с независимым возбуждением (фигура 32,Б).
Сварочные трансформаторы. Обыкновенные трансформаторы переменного тока м. б. приспособлены для выполнения сварочных работ лишь при помощи особых мероприятий, направленных к получению падающей характеристики их работы. Для этого пользуются явлением магнитного рассеивания. Чем больше рассеивание трансформатора, тем больше падение напряжения и тем пригоднее трансформатор для С. Регулировку силы тока можно при этом производить путем включения и выключения вторичных или первичных обмоток. Схема трансформатора, в к-ром использовано магнитное рассеивание, показана на фигуре 33. Первичную катушку можно перемещать относительно вторичной катушки при помощи ручного маховичка. Чем больше катушки сближаются, тем меньше делается рассеивание. Помещенная под схемой характеристика для двух конечных положений первичной катушки свидетельствует об удовлетвори-фиг зз_ тельной работе транс форматора. Кривая I дает характеристику при минимальном рассеивании, кривая II — при максимальном рассеивании. Производились попытки строить сварочные трансформаторы и грехфазного тока для равномерной нагрузки всех трех фаз сети, но пока еще они не дали удовлетворительных результатов. Что касается механич. свойств сварочных машин, то к ним следует предъявлять такие же требования, как и к нормальным генераторам и трансформаторам. Самыми употребительными являются передвижные фашины, которые можно доставить ко всяким свариваемым предметам. Для сварочных мастерских предпочитают более сильные стационарные машины. Расходы по устройству стационарной установки постоянного тока можно уменьшить путем установки одного сильного мотора для нескольких генераторов, но получаемые при этом выгоды все же не очень велики, и в то же время приходится считаться с возможностью повреждения мотора и со связанной с этим остановкой целого ряда сварочных постов. В СССР завод «Электрик» изготовляет сварочные генераторы постоянного тока типов СМГ-1 и СМГ-2, построенные по системе сварочной машины Америк, всеобщей электрич. компании (G. Е. С.) с самовозбуждением. Машины СМГ-1 и СМГ-2 имеют 4 полюса с расположением одноименных полюсов рядом. Главные щетки расположены в нейтральной зоне между противоположными полюсами. При работе машины реакция якоря ослабляет магнитный поток одной пары полюсов и в незначительной мере увеличивает поток другой пары (так как полюсы этой пары насыщены), что обеспечивает падающую характеристику машины. Перемещение щеюк по направлению вращения якоря уменьшает рабочий ток в машине, обратное перемещение увеличивает ток, что используется при регулировке машины для получения меньшей или большей силы тока. Катушки возбуждения машины получают ток с участка якорной обмотки, находящегося под насыщенным полюсом, посредством одной из главных щеток и одной добавочной щетки, расположенной между одноименными полюсами, так как на этой части обмотки якоря эдс почти не меняется при изменении нагрузки машины. Характеристики генераторов СМГ-1 и СМГ-2 даны в таблице 7.
Таблица 7.—X арактеристики сварочных генераторов завода «Электрик».
| Характеристики | Тип генератора | |
| СМГ-1, холод- | СМГ-2, мелкая | |
| ная С. *1 | горячая С. *2 | |
| Рабочая сила тока, А | ||
| продолжит, нагрузка | 150 | 200 |
| часовая нагрузка. | 200 | 300 |
| Рабочее напряжение, V | 25 | 40 |
| Число об/мин. | 1450 | 1 430 |
*1 Сварка металлическим электродом диам. доблш. *2 Сварка чугунными электродами диам. до 8 миллиметров и угольными диам. до 12 миллиметров.
Для получения больших сил токов з-д «Электрик» изготовляет сварочный генератор типа СМК-3 по схеме Кремера. В этом случае падающая характеристика обеспечивается взаимодействием трех обмоток: шунтовой, независимого возбуждения и противокомпаундной, противодействующей двум первым. Обмотка независимого возбуждения питается от сети постоянного тока напряжением 110 или 220 V, а при неимении таковой — от отдельного возбудителя. Генератор СМК-3 рассчитан на продолжительную нагрузку 460 А при 50 V и на часовую нагрузку 600 А, число об/мин. равно 1 450; генератор может применяться как для холодной, так и для горячей С. железными и чугунными электродами 0 до 15 миллиметров и графитовыми 0 до 30 миллиметров, а также для дуговой резки. Для получения силы тока больше 600 А нужно включить генератор СМК-3 на параллельную работу с подобными генераторами. Для обращения генератора СМК-3 в многопостовую машину (постоянного напряжения 65—85 "V) необходимо выключить противокомпаундную обмотку; в этом случае работа производится через реостаты. Для сварки дугой переменного тока завод изготовляет переносные однофазные трансформаторы типа СТ-2 на силу сварочного тока 70—300 А. Трансформаторы строятся для непосредственного присоединения к сети однофазного или трехфазного тока напряжением 120/220—380/500 V. Во вторичную цепь трансформатора включается отдельный индукционный регулятор с подвижным железным сердечником для плавного регулирования силы сварочного тока. Трансформатор и регулятор приспособлены для передвижения и переноски. Вес трансформатора ок. 100 кз, регулятора — около 80 килограмм. Напряжение холостого хода м. б. установлено 55 или 65 V; первое применяется при нормальной работе, второе — при затрудненных условиях работы (колебание напряжения в первичной цепи, удаленность места С. от трансформатора, не вполне опытный сварщик).
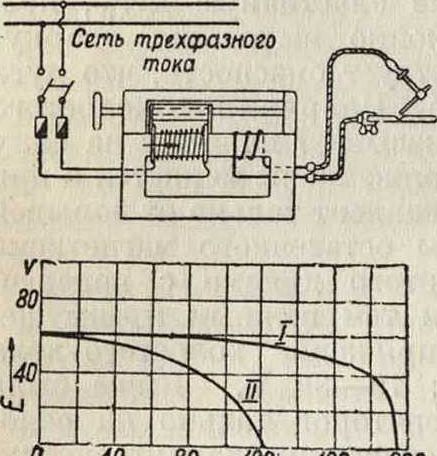
К принадлежностям сварочной установки относятся измерительные инструменты, провода и кабели, электрододер-жатели и защитные приспособления. В качестве и вмерительных инструментов служат обычно вольтметры и амперметры; в большинстве случаев их пристраивают непосредственно к машинам. Электрододержа-т е л и, служащие для закрепления электрода, должны быть легки и удобны в обращении. Их конструкция должна допускать простую и быструю смену электродов. Все токоподводящие части должны быть хорошо изолированы, чтобы не причинить сварщику какого-либо вреда, поэтому соединения с токоподводящим кабелем во всех электрододержателях помещаются внутри деревянной рукоятки. Для подводки тока от машины как к свариваемым изделиям, так и’ к электрододержателю пользуются гибкими кабелями, не препятствующими движениям элек-трододержателя. При расчете поперечного сечения кабеля надо иметь в виду, что при С. максимальная сила тока наблюдается лишь в короткие промежутки времени, поэтому можно брать для него нагрузку на 25% больше, чем это принято в нормальных установках. (О защитных приспособлениях смотрите ниже «Техника безопасности».)
Способы С. вольтовой дугой. В зависимости от способа получения вольтовой дуги (между углем и углем, или углем и металлом, или же металлом и металлом) существуют три разных способа сварки, предложенных еще 40 лет тому назад Церенером и двумя русскими инженерами — Бенардосом и Славя-новым. Ц е р е н е р получает дугу между двумя угольными электродами, закрепленными наклонно друг к другу (смотрите фигура 34). При помощи электромагнита дуга отклоняется на свариваемый предмет. Способ Церенера пригоден только для паяния и );ля сварки тонких труб, латунных коробок и т. π. П о с и о с о б у Б е н а р д о с а дуга образуется между угольным электродом и свариваемым предметом, причем в случае надобности применяется и присадочный материал в виде стержня, расплавляемого в вольтовой дуге (фигура 35). Этот способ также применяется большей частью только для С. тонких листов
Присадочный
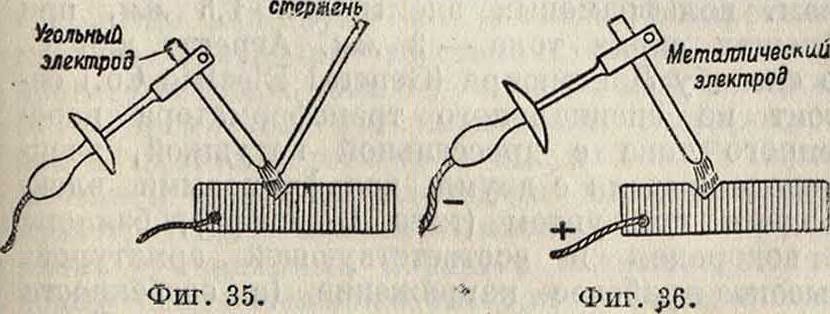
и изделий из бронзы. Славянов получает дугу непосредственно между свариваемым предметом и металлическим электродом, к-рый вместе с тем служит и присадочным материалом (фигура 36); этот способ стал общеупотребительным. Дуговая С. применяется главным образом для С. стали и чугуна и в незначительных размерах еще и для С. красного литья. Для меди и легких металлов этот способ С. невыгоден и дает швы невысокого качества.
Электроды для дуговой электросварки применяют угольные (или графитовые) и металлические. Угольные электроды изготовляют из ретортного или нефтяного кокса; полуграфитовые — из смеси ретортного или нефтяного кокса с натуральным или искусственным графитом; графитовые — из натурального или искусственного графита. Угольные электроды изготовляют в СССР диам. 6—40 миллиметров и применяют для С. в виде стержней длиной ок. 300 миллиметров. Характеристика электродов завода «Электроугли» приводится в таблице 8.
Таблица 8. — Характеристика угольных электродов завода «Электроугл и».
| Тип электрода | 3
Э |
Уд. сопротивление, 2 | Допустимая сила тока, А | Допустимое напряжение, V |
| Угольные *1. | 6—15 | 55—35 | 50-300 | 10-45 |
| Полуграфитовые *2. | 10—40 | 35-24 | 460-800 | 45-65 |
| Графитовые. | 16-30 | 20-12 | 460-800 | 45—65 |
| *1 Для холодной С. с горячей С. | местным нагревом. *2 Для | |||
Для угольных электродов наиболее подходящим является постоянный ток, как дающий более спокойную дугу, более легкое зажихание и меньшее сгорание электрода сравнительно с переменным· током. Металлич. электроды применяются в виде стержней обычно круглого сечения двух типов: голые и покрытые. Взгляды на выгоды обоих видов электродов в разных странах различны: в Америке и в Германии отдают предпочтение голым электродам, в Швейцарии же и Англии применяют почти исключительно покрытые электроды. Оба сорта электродов имеют свои достоинства и недостатки. Преимущества голых эл(ктродов заключаются в их низкой цене и незначительном шлакообразовании. Голые электроды для С. углеродистой стали изготовляются в виде проволоки из стали мартеновской, тигельной или электростали, которая доставляется на место потребления или в виде кругов (бухт) или в виде отдельных стержней длиной 300—450 миллиметров. Наиболее часто применяемые диам. — 2, 3, 4, 5, 7 миллиметров. Химия, составы электродов из простой углеродистой стали различных марок, изготовляемых и применяемых в СССР, установлены ОСТ 2407 (смотрите табл. 9).
Таблица 9.—С остав (в%) стальных электродов (ОСТ 2407).
| Марка электрода | С | МП
< |
Si
< |
Р
< |
S
< |
| 1*1.
11*1. 111*1. IV *2. |
0,06—0,10
0,13-0,22 0,23-0,35 0,60—0,75 |
0,15-0,35
0,40-0,60 0,40-0,60 0,50-0,80 |
0,08
0,08 0,30 0,30 |
0,04 < ,04 0,04 0,04 | 0,04
0,04 0,04 0,04 |
|
*1 Преимущественно для соединительной сварки. *2 Для наплавочных работ. | |||||
Проволока должен быть калиброванной, а поверхность ее — гладкой и свободной от окалин, ржавчины, грязи и масла. По структуре металл проволоки д. б; однородным по всей длине, плотным, без всяких трещин, пустот, пленки, посторонних включений и прочие При испытании на С. в нормальных условиях постоянным током электроды должны равномерно плавиться без разбрызгивания металла и перерыва в дуге. Для на
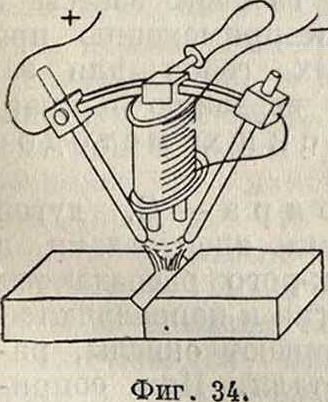
плавки поверхностей, работающих на сильный износ (крестовины, рельсы), применяются электроды с содержанием углерода ок. 1%. В этом случае электрод соединяется с положительным полюсом. Иногда применяют также высокомарганцовистые электроды (ок. 1,1% С, 11— 14% Мп), электроды с присадкой Ni, Va, W, Сг и др. Для горячей С. чугуна применяются отлитые в металлич. формах электроды примерно следующего состава: 3—4% С; 0,5—0,8% Мп;
2,5—3,6% Si: 0,02—0,1% Р и не больше 0,1% S. При переменном токе предпочитают электроды, покрытые специальными оболочками или обмазанные особыми составами. Преимущества покрытых электродов следующие: благодаря испаряющейся в вольтовой дуге обмазке образуется газовая завеса, предохраняющая переносимый присадочный материал от влияния атмосферного кислорода и азота. Газовая оболочка делает горение дуги спокойным, что особенно важно при работе переменным током. Последний дает при С. очень неспокойную дугу, в связи с чем при переменном токе вообще нельзя производить сварки голыми электродами. Недостатками покрытых электродов являются их высокая стоимость и повышенное образование шлаков, которые очень трудно удалять, в особенности если С. ведется в несколько слоев. Так как поглощение атмосферного азота и кислорода при короткой дуге незначительно, то из экономических соображений при работе постоянным током целесообразно применять покрытые электроды только в том случае, если требуется получить швы с повышенными ме-ханич. качествами или приходится сваривать высококачественные стали. При переменном токе следует производить С. только покрытыми электродами. Различают два вида покрытых электродов — с легкой обмазкой и с тяжелым покрытием или оболочкой. Назначение обмазки и оболочек электродов следующее: 1) обеспечить устойчивую дугу; 2) вступить в реакцию с оки расплавленного металла, образуя шлак; 3) покрыть расплавленный металл раскисляющим шлаком, предохраняя от поглощения кислорода и азота; 4) служить для введения в область сварки специальных элементов, придавая наплавленному металлу свойства специальных сталей — нержавеющих, быстрорежущих и прочие В качестве раскислителей в состав обмазки вводятся алюминий, кремний, марганец, углерод и прочие Для образования шлаков вводят флюсы: известь, мел (углекислый кальций), поташ, углекислый натрий, окись алюминия, буру, борную кислоту, жидкое стекло и прочие Составные части обмазки соединяют в тестообразную массу, после чего ее наносят равномерным слоем на чистую поверхность голого электрода и наконец просушивают при 20—30°. Разновидность покрытых электродов представляют англ. обмотанные электроды Quasi-arc Alloy Welding Progress (A. W. P.). Электроды Quasi-arc изготовляются в виде стержней из малоуглеродистой стали, содержащей 0,10% С, 0,30—0,50% Мп и в ничтожных количествах Si, Р и S. Покрытие электрода состоит из плотно прилегающих друг к другу витков асбестовой пряжи, пропитанной специальным составом. Между поверхностью голого электрода и асбестовой пря?к<эй заложена тонкая алюминиевая проволока. Алюминий в расплавленном состоянии является раскисли-телем и при сгорании выделяет большое количество тепла, что замедляет остывание сва рочного шва, давая возможность выделиться растворенным в металле газам, почему сваренный шов получается плотным и с высокими механич. свойствами, однако С. этими электродами дороже и труднее, чем обычными. Электроды A. W. Р. отличаются от предыдущих тем, что витки асбестовой пряжи не прилегают плотно друг к другу и пространство между ними заполнено обмазкой. Поверхность самого электрода, содержащего от 0,10 до 0,14% углерода, электролитически покрывается алюминием или никелем. Различные сорта этих электродов дают наплавку со свойствами специальных и быстрорежущей сталей; имеются также специальные сорта электродов для вертикальных и потолочных швов.
С. меди по способу Славянова трудно выполнима; при этом применяется медная проволока, содержащая около 0,25% Si и около 0,025% Р. Для С. меди по способу Бенардоса медная проволока берется с содержанием около 3% Si и около 1% Мп. Эта проволока применяется также для С. твердых медных сплавов. Для С. меди применяется также медная проволока Канцлера, такая же, как для газовой С. Для С. алюминия применяются электроды из алюминия с прибавкой около 5% Si и флюсы такие же, как при газовой С.
С целью избежания сильного шлакообразования, свойственного покрытым электродам, при одновременном использовании получающейся при их применении газовой завесы в последнее время перешли к применению при дуговой сварке специальных газов для защиты дуги, что привело к введению в практику газо-электрических методов сварки.
1) Способ Ланг мюира — С. дугой между двумя вольфрамовыми электродами в струе водорода, молекулы которого распадаются на атомы с поглощением энергии и направляются на место С., где восстанавливают окислы, рафинируя расплавленный металл. При соприкосновении атомов водорода с относительно более холодным металлом происходит частично обратное образование молекул водорода с выделением тепла, подогревающего расплавленный металл и облегчающего выход из него газов. Этот способ, называемый также С. атомным водородом, производится на переменном токе и требует напряжения холостого хода генератора 300—400 V. Рабочее напряжение дуги 60—100 V, сила тока 20—70 А при толщине листов 3—12 миллиметров; при силе тока 20—35 А диам. вольфрамовых электродов 1,5 миллиметров, при бблыпих силах тока — 3 миллиметров. Агрегат для С. по способу Лангмюира (General Electric Со.) состоит из специального трансформатора переменного тока с дроссельной катушкой, элек-трододержателя с двумя вольфрамовыми электродами под углом (типа Церенера), баллона с водородом и соответствующей арматурой. Высокое рабочее напряжение (в особенности холостого хода) опасно для сварщика. Герм, фирма AEG выпустила также агрегат «арка-том» для С. по способу Лангмюира; в нем высокое напряжение зажигания непосредственно после зажигания дуги понижается с помощью специального предохранительного приспособления и опасность поражения сварщика током при напряжении зажигания почти устранена. Способ Лангмюира дает металл шва повышенного качества в отношении пластичности и I плотности и может применяться при толщине листов стали 1—12 миллиметров; при толщине до 7 миллиметров не требуется подготовки кромок. По герм, данным при толщине листов от 7 миллиметров аркатомная С. экономически выгоднее газовой С. и нормальной электродуговой; при толщине 7—10 миллиметров аркатомная С. дешевле газовой, но дороже простой электродуговой; при толщинах свыше 10 миллиметров дороже и электродуговой и газовой С. Способ Лангмюира находит применение при С. нержавеющих сталей, при С. алюминия (толщиной 0,7—20 миллиметров) и латунных и медных листов (толщиной до 3 миллиметров).
2) Способ Александера — С. металлической дугой (по методу Славянова) в атмосфере водорода или смеси водорода с окисью углерода, подводимых к месту С. с помощью кольцевого сопла, надетого на конец металлич. электрода. Напряжение зажигания 120 V, рабочее напряжение 60 V. Для получения смеси водорода и окиси углерода применяется метанол СН3ОН в жидком состоянии; метанол кипит при 66° и при 700° разлагается на водород и окись углерода.
3} Способ аркоге н—газодуговая С. посредством металлич. дуги (по методу Славянова), горящей в восстановительной зоне пламени ацетилено-кислородной горелки. Сварочный агрегат состоит из специального трансформатора переменного тока мощностью ок. 8 kW, нормальной ацетилено-кислородной установки с горелкой и шлангами и из электрододержа-теля с кабелем. При работе сварщик в правой руке держит газовую горелку, в левой — элек-трододержатель и ведет сварку слева направо, так что электрод движется позади горелки, помещаясь между уже наплавленным электро-
Подготовка к дуговой С. Дуговая С., как и С. газовым пламенем, применяется для соединений стыковыми и галтельными швами и для наплавочных работ. Подготовка к сварке производится таким же путем, как и при газовой сварке, но для образования сварочного угла достаточен скос каждой кромки в 30°.-Только в случае применения покрытых электродов при С. более толстых листов делают скосы под ббльшими углами в целях более легкого удаления шлаков; при С. потолочной с применением таких электродов доходят даже до общего угла в 120°. Для предупреждения перекоса листов при дуговой С. их предварительно сваривают по длине через определенные промежутки. Сначала сваривают листы в обоих концах шва, затем в середине, после чего С. производится каждый раз посредине между каждыми двумя последними сваренными точками; так поступают до тех пор, пока расстояние между каждыми двумя соседними сваренными пунктами не составит всего 15 см. Если в целях прихватки листов производят С. точками подряд, начиная с одного конца шва, то вследствие неравномерного нагрева листов может произойти разрыв шва. При С. галтель-ным швом и при наплавке (где дуговая С. является особенно пригодной) других каких-либо подготовительных мероприятий, кроме очистки сварочных поверхностей, не требуется.
Выполнение дуговой С. При дуговой С. необходимо урегулировать силу тока машины таким образом, чтобы она соответствовала выбранному диаметру электрода, а вместе с тем и толщине листов. Рекомендуется держаться при этом данных, помещенных в таблице 10.
металлом и наконечни- ^ а g л> j q.—р абочие напряжения и силы тока при дуговой С.
ком горелки, что напоминает обратный способ газовой G. Поддержание дуги в пламени горелки обеспечивается применением в обмазке специальных ионизирующих материалов. Так как восстановительная зона нормального пламени горелки, в которой должна гореть дуга, состоит по объёму на 66,6% из окиси углерода и 33,3% водорода, то рабочее напряжение здесь достаточно 30 Ч- 40 V при силе тока 40—80 А. Окись углерода и водород благоприятно действуют на качество наваренного металла благодаря восстановительной способности. Плотность тока 6 -г- 1 А на 1 миллиметров1 электрода (в то время как при нормальной электродуговой С. плотность тока 16 Ч- 6 А на 1 миллиметров2). С увеличением диаметра электрода плотность тока падает. Пламя ацетилено-кислородной горелки имеет униполярный характер (способствует течению положительного электричества и препятствует течению отрицательного, то есть потенциал на катоде падает), что нарушает устойчивость дуги при постоянном токе; поэтому лучше применять переменный ток. Газо-электрич. С. применяется для стальных листов 3 Ч- 20 миллиметров, для алюминиевых до 12 миллиметров и для медных до 15 миллиметров толщиной. По литературным данным этот способ дает наваренный металл более высокого качества, более пластичный и вязкий, чем при электродуговой С., а по сравнению с газовой сваркой выгоднее на 30%.
в зависимости от толщины листов.
| Толщина сваривае мого металла,
мм | Диам. элек трода,
мм | Голые электроды | Обмазанные электроды | Обмотанные электроды | |||
| У | А | V | А | V | А | ||
| 1,5 | 1 | 12-14 | 30— 40 | 14—16 | 30— 40 | 30-32 | 30- 40 |
| 2 | 2 | 14-16 | 40— 60 | 16-18 | 40— 60 | 30-32 | 40— 50 |
| 3 | 2 | 16-18 | 60- 80 | 16-18 | 60— 80 | 30-32 | 50— 60 |
| 4- 6 | 3 | 16-18 | 80—100 | 18-20 | 70— 90 | 28-30 | 60- 70 |
| 7- 8 | 3 | 17—20 | 100-120 | 18—20 | 90—100 | 28-30 | 70— 80 |
| 9-10 | 4 | 17-20 | 120-140 | 18—21 | 100-120 | 28-30 | 80— 90 |
| 11-15 | 4 | 17—20 | 140-160 | 18-21 | 120—140 | 28—30 | 90-100 |
| 16—20 | 5 | 18-20 | 160-180 | 18-22 | 140-160 | 27-29 | 100-130 |
| 21-35 | 6 | 18-22 | 180-220 | 20—24 | 160—200 | 26—28 | 130—160 |
| 36—40 | 6 | 18-22 | 180-220 | 20-24 | 160—200 | 26—28 | 130-160 |
При толстых листах невозможно выполнить С. за один прием, как при газовой С., — при дуговой С. чаще ведут работу в несколько слоев, причем сперва заполняют слоем дно паза, а затем по мере надобности накладывают следующие слои. При этом неправильно накладывать слои настолько близко друг к другу, чтобы образовались острые углы (фигура 37, а), т. к. их очень трудно впоследствии расплавить, кроме того эти углы способствуют образованию шлаковых гнезд.
Слои надо укладывать так, как это показано на фигуре
37,6. При накладке одного слоя следует, прежде чем начать накладку следующего, очистить его поверхность. Для заварки дна паза первым слоем целесообразно пользоваться тонким электродом. При наплавке, наоборот, сразу начинают
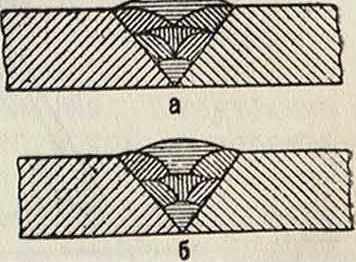
Фигура 37.
с наварки более широких слоев при помощи более толстых электродов в целях избежания необходимости наплавки нескольких слоев. К такому методу работы следует прибегать при выполнении тех С., где требуется стойкость против износа, так как иначе каждый, новый слой отжигает предыдущий, и т. о. твердостью обладает только верхний слой. В отношении управления электродом следует заметить следующее: дугу следует держать возможно более короткой, приблизительно равной диаметру электрода, с тем чтобы затруднить присадочному материалу поглощение атмосферного кислорода и азота, что значительно ухудшает качество сварки. Электрод при наложении первого слоя обыкновенно ведут вперед прямолинейно, при наложении же следующих слоев, в целях придания им большей ширины, электрод ведут маятниковыми, зигзагообразными движениями. При этом электрод обычно соединяется с отрицательным полюсом, а свариваемый предмет с положительным. Только при сварке с помощью электродов легированных или с большим содержанием углерода работают с обратной полярностью. При включении свариваемого предмета необходимо следить за тем, чтобы оба соединяемых листа были включены равномерно. С этой целью присоединение либо делят либо помещают его точно в середине шва. При дуговой С. часто происходит обрывание (выдувание) дуги; магнитные силовые линии, образующиеся в свариваемом предмете, отклоняют дугу в направлении от места приключения тока. На известном расстоянии от этого пункта дуга становится неспокойной и начинает колебаться то в одну то в другую сторону, а иногда даже поворачивает назад. Причины этого явления кроются в образующихся в свариваемом предмете вихревых токах. В связи с этим сварщик должен держать электрод под таким углом, чтобы дуга, стремящаяся установиться по направлению продолжения электрода, под воздействием отклоняющих сил заняла в результате положение, перпендикулярное по отношению к находящимся под ней частям свариваемого предмета. Этого можно достичь, держа электрод при сварке от места приключения тока а под таким же углом к сварочному слою, под каким держат пламя при обратной газовой
О. (фигура 38, А); при С. же, проводимой к месту приключения, следует держать электрод в направлении еще несваренного шва, то есть таким же образом, как устанавливают пламя при поступательной С. газом (фигура 38, Б). Следует отдавать предпочтение С. от места приключения (фигура 38, А), т. к. при этом дуга подогревает еще несваренный паз, тогда как при С. к месту включения дуга скользит по уже наложенному слою и загрязняет последний, оставляя на нем коричнево-ржавый слой
а _югтт?;, ,τπ из маленьких разбрыз-
—О I гиваемых ей частиц же-
леза и окислов. Если дуга начинает гореть неспокойно на значительном расстоянии от места приключения тока, то ее перемещают на другую сторону, если только при этом расстояние от места включения получается меньшим против преж
Фигура 38.
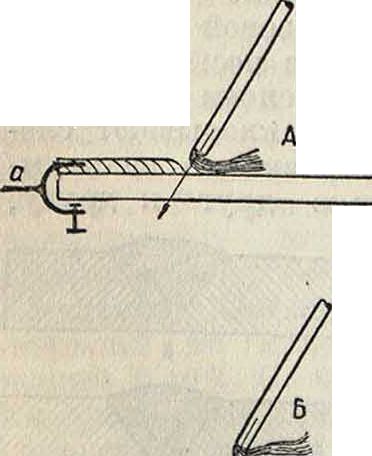
него, и затем начинают вести С. с другой стороны либо прямо перемещают ее ближе к месту С. Особого навыка требует С. вертикальных и потолочных швов, хотя при дуговой С. встречающиеся затруднения не так велики, как при газовой С. Для потолочной сварки голые электроды выгоднее, как и в других случаях, в экономическом отношении и лучше в смысле удобства работы, так как удаление шлаков, получающихся от покрытых, электродов, из потолочных швов является особенно затруднительным. Внутренние напряжения и коробления имеют место при дуговой С. не в такой высокой мере, как при газовой С., так как дуга действует всегда только на небольшую площадь и соседние к ней части нагреваются не так сильно. Для борьбы с усадками и связанными с ними напряжениями при дуговой С. можно вести работу с перерывами, отдельными участками, благодаря чему свариваемые предметы не нагреваются слишком сильно. На фигуре 39 цифрами показана последовательность работ при такой С.; при этом возникающие во время С. сжимающие и растягивающие напряжения взаимно компенсируются, и в результате получается шов, почти свободный от внутренних напряжений. Для избежания коробления на поверхности листов также имеется средство, заключающееся в том, что для сварки выбирают шов Х-образной формы; напряжения, возникающие при сварке одной стороны шва, уничтожаются напряжениями, вызываемыми С. другой его стороны. Равновесие м. б. достигнуто также путем подогрева противоположной стороны. Напряжения, вызываемые С., бывают тем меньше, чем с большей скоростью выполняется С., так как в этом случае место нагревается в течение более короткого времени. В связи с этим в тех случаях, когда приходится сваривать длинные швы и ведется массовое производство, особенно выгодно применять специальные сварочные м&шины-автоматы. Введение автоматич. аппаратов (автоматич. головок), которые полностью заменяют ручную работу сварщика, сводя роль последнего к простому управлению автоматом и к наблюдению за ходом процесса, является важнейшим этапом развития электродуговой С.
Автоматические сварочные головки делятся на 2 основные группы: с металлическим и угольным электродом. Как те, так и другие автоматически выполняют главные моменты процесса С.: зажигание дуги, поддержание определенной длины дуги, взаимное перемещение, электрода и свариваемого изделия. Обычно автоматы состоят из: 1) механизма для подачи электрода к изделию, который собственно и называется автоматич. головкой, 2) аппарата для взаимного перемещения электрода и изделия с необходимой скоростью. В автоматах с металлическим электродом основной задачей является поддержание короткой дуги определенной длины. Обычно подача электрода осуществляется электромотором, который посредством механической передачи вращает ролики, подающие электродную проволоку; иногда вместо роликов применяют качающиеся зажимы. До зажигания дуги электрод должен подаваться к предмету, но в момент касания электрода
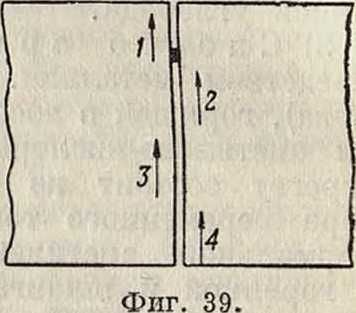
с предметом и возбуждения дуги электрод должен получить обратное движение до установления дуги определенной длины, возможно короткой, но не допускающей приваривания электрода к изделию, затем электрод должен подаваться к изделию соответственно скорости своего расплавления. Электродная проволока при этом непрерывно сматывается с барабана, так что подача электрода при правильной регулировке головки идет без перерыва. Одновременно с подачей электрода должно начаться взаимное перемещение его и изделия специальным механизмом. Перемена направления подачи электрода обыкновенно производится посредством реле, которые или воздействуют на мотор, переключая его на обратный ход, или же, не меняя направления вращения мотора, воздействуют на систему электромагнитов (магнитная муфта), управляющих механизмом подачи электрода. Т. к. напряжение в дуге увеличивается с увеличением ее длины, то колебания напряжения при отклонении длины дуги от нормальной величины легко можно использовать для регулировки подачи электрода или посредством реле или просто ответвляя часть сварочного тока в мотор, вращающий подающие ролики. Эти же колебания напряжения нетрудно использовать для реле, управляющих механизмом взаимного перемещения автоматич. головки и свариваемого изделия. С момента возникновения дуги реле вступают в работу, и начинается перемещение головки по изделию со скоростью, соответствующей плавлению электрода. В некоторых автоматах в случаях обрыва дуги это движение прекращается и при новом зажигании дуги перемещающий механизм сначала дает небольшой обратный ход для заварки пропущенного места и кратера на месте обрыва дуги, а затем продолжается дальнейшая подача изделия.
В автомате герм, фирмы AEG применены магнитные муфты, переключающие сцепление для перемены направления движения электрода вместо реверсирования мотора. Эти муфты управляются посредством реле напряжения. Магнитная муфта подачи изделия управляется посредством магнитного реле. В автомате фирмы Сименс-Шуккерт (фигура 40) перемена напра
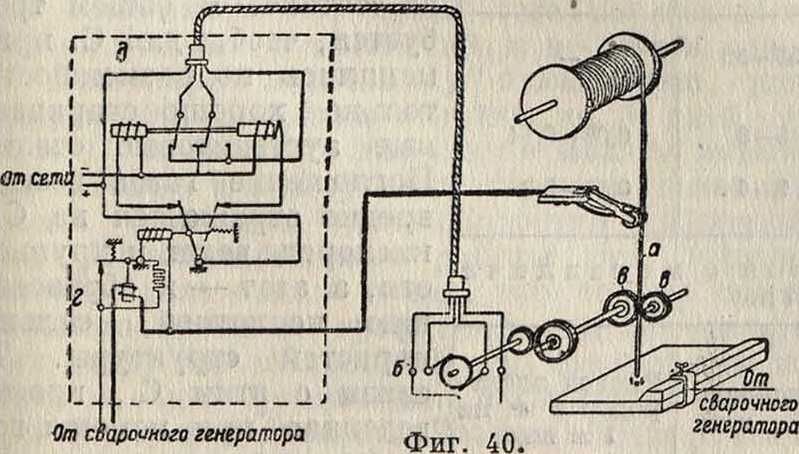
вления движения электрода а достигается реверсированием мотора б постоянного тока, связанного с роликами в, подающими электродную проволоку. Основными в этом автомате являются реле г тока сварочной дуги и реле напряжения дуги, воздействующие на реле д реверсирования мотора, подающего электродную проволоку, и на реле включения моторов подачи изделия и очистки изделия перед С. посредством круглой стальной щетки. В случае обрыва дуги изделие не получает обратного
Т. Э. т. XX.
движения для заварки пропущенного места, как и в типе фирмы AEG. Автомат австрийской фирмы Elin новейшей конструкции имеет для вращения мотора, подающего электродную проволоку, специальный управляющий агрегат (мотор-генератор), причем генератор снабжен противокомпаундной обмоткой, через которую протекает ток, пропорциональный напряжению сварочной дуги, и т. о. влияет на магнитное поле генератора, который питает мотор, подающий электродную проволоку. При коротком замыкании электрода и падении напряжения до нуля поле противокомпаундной обмотки исчезает, и динамо меняет полярность, вследствие чего мотор, подающий электрод, меняет вращение. Таким образом сущность регулировки автомата заключается во взаимодействии двух противовключенных обмоток: одной, питаемой от специальной динамомашины возбуждения, и другой, питаемой ответвленным сварочным током. Для подачи изделия применяется специальный мотор. Конструкция головки и управление ей очень просты: посредством поворота рукоятки контроллера производится включение сварочного тока и трех моторов: мотора управляющего агрегата, мотора подачи электрода и мотора подачи изделия. Контроллером можно также регулировать напряжение в сварочной дуге. Эксцентриковой передачей электроду м. б. дано колебательное движение с размахом 0 ч- 30 миллиметров, что дает возможность наплавить широкий валик. Из амер. автоматов для С. металлич. электродом наиболее известны системы Westinghouse Electric Со. (тип «Вель-доматик» — с реверсированием мотора головки; тип «Авто-арк» — мотор головки вращается в одну сторону и при помощи шатуна качает две собачки; последние, цепляясь попеременно с зубчаткой, вращающей ролики, подающие электрод, дают прямое или обратное движение электроду); системы General Electric Со. (подача электрода без реверсирования мотора с помощью фрикционного сцепления двух конусов попеременно с третьим конусом, осуществляемого посредством двух электромагнитов). В СССР разработаны конструкции автоматов с металлич. электродом (головки ВЭО, Дульчевского и др.). В головке ВЭО подача электрода осуществляется без реверсирования мотора посредством прижатия электродной проволоки к одному или к другому из двух роликов, вращаемых мотором в разные стороны, что и дает поступательное или обратное движение электродной проволоке. Перемена направления этого движения осуществляется посредством реле, которое воздействует на переключающие электромагниты, прижимающие посредством нажимного рычага электродную проволоку к одному или к другому ролику. При массовой однообразной работе работа автоматом успешнее ручной С. Непрерывность и постоянство режима С. при автоматической работе обеспечивают Сбльшую однородность наваренного металла и способствуют улучшению его качества. Отсутствие траты времени на смену электродов и перемещение изделия ускоряет процесс С. и удешевляет ее. Скорость С. можно еще увеличить повышением силы тока до 30% выше нормальной, подводя ток к концу электродной проволоки. Сравнение производительности ручной и автоматной С. дано в следующей табл. 11.
Способ Бенардоса, оттесненный в ручной С. на второй план способом Славянова, выдвигается на первое место в автоматной С. При С.
8
Таблица 11,—Сравнительные данные ручной и автоматной ду- (бочки, резервуары
| Диам. элект рода,
мм |
Нормальная ручная сварка |
Автоматная сварка | |||||||
| при нормальной силе тока | при повышенной силе тока | ||||||||
| *1 | *2 | *3 | *1 | *2 | *3 | *1 | *2 | *3 | |
| 1,5 | 42 | 25 | 0,44 | 42 | 25 | 0,35 | 60- 90 | 41 | 0,45-0,7 |
| 2 | 62 | 20 | 0,31 | 62 | 20 | 0,45 | 90-120 | 30 | 0,75-0,9 |
| 3 | 90-100 | 14 | 0,47 | 90-100 | 14 | 0,70 | 120—200 | 28 | 1,1 —2,0 |
| 4 | 150 | 12 | 0,65 | 150 | 12 | 1,00 | 260 | 20 | 2 —2,5 |
| 5 | 200 | 10 | 1,00 | 2 U0 | 10 | 1,35 | 300 | 15 | 2,7 —3,0 |
*1 Сила тока, А. *2 Плотность тока, А/аш2. *з Вес навариваемого металла, кг/ч. угольной дугой главной трудностью является достижение лучшей ее устойчивости, так как она очень чувствительна к воздействию магнитных полей и поэтому стремится перескакивать с места на место. Для стабилизации дуги применяют принцип наложения сильного стабилизирующего магнитного поля; на этом принципе основана С. по способу электронного вихря, к-рый введен в практику амер. фирмой Lincoln. В основном этот способ заключается в том, что угольный электрод окружается трубкой с навитым на нее спиральным проводом, по к-рому во время С. проходит ток, образующий сильное магнитное поле, воздействующее на дугу. Регулировка длины дуги, взаимное перемещение угольной головки и свариваемого изделия и подача к месту С. угольного электрода по мере его сгорания производятся автоматически. Добавочный металл укладывается вдоль шва в виде стержня или в виде зажатой в зазоре шва полосы металла, выступающей над поверхностью листов на 3 миллиметров. При листах 1— 3 миллиметров добавочный металл не дается, а в шве делают бортики, которые при С. сплавляются. Сила тока при угольных электродах 0 16 -f- 18 миллиметров равна 300 -=- 500 А. Данные о работе угольными головками и головками с металлическим электродом системы Elin приведены в таблице 12 и 13. Таблица 12.—Д а н н ы е цистерны). Автоматы с ме-таллич. дугой с успехом применяются также для наплавочных работ (бандажи, ободья колес, валы и прочие). В машинах для С. тонких листов, работающих угольной дугой без присадочного материала, в настоящее время достигнута производительность до 40 м/ч.
Сварка стали. При условии соблюдения всех приведенных выше указаний сварка стали обыкновенного качества, как например применяемой в котлостро-ении, не представляет никаких особенных затруднений. Иначе однако обстоит дело со сваркой легированных сталей. С повышением в стали содержания углерода сваривать ее становится труднее. Электродами, богатыми углеродом, применяемыми для твердых С., можно сваривать лишь при обратной полярности (+ на электроде). Наоборот, сталь с присадкой никеля и марганца сваривается особенно хорошо. Эти металлы, как и хром, влияют на сплав в том направлении, что он сохраняет свою структуру, полученную при нагреве, также и по охлаждении до комнатной г°, благодаря чему ему можно придать вязкость и легкую обрабатываемость. Одновременно с этим такое состояние характеризуется и немагнитностыо. Подобные стали называются аустенитовыми. Они служат также для изготовления нержавеющих сталей. Другие присадки, как вольфрам, олово, алюминий, и титан, если только содержание их в сплаве превышает известный процент, чувствительно понижают степень его пригодности к свариванию. К нежелательным примесям при дуговой С. относятся также сера и фосфор, общее содержание которых в стали не должно превышать 0,06%. Фосфор один не влияет на С., но мо о С. угольными головками системы Elin. жет привести к холодно-
ломкости. Т. о., если дело идет о С. высококачественных сталей, сварщик весьма заинтересован в их составе. В общем требуется, чтобы для С. применялись по возможности только хорошо свариваемые аустенитовые стали. Поглощение газов всегда вредно отражается на С.,
| Толщина | Режим | сварки | Скорость С., м/ч | Расход доба- | |
| листов,
мм |
Подготовка шва | Сила тока, А | Напряжение, V | ночного металла в т на 1 метров шва | |
| 1-3 | Отбортовка. | 41—200 | 22-24 | 35-30 | |
| 3-6 | Добавка полосок металла толщиной 2 миллиметров. | 160-260 | 26-28 | 19-9 | 0,09—0,14 |
| 6-8 | То же — толщиной 2,5 миллиметров. | 260-300 | 28-32 | #
9-6 |
0,14-0,21 |
Таблица 13.—Данные о работе сварочных головок с м е т а л л и ч е- КИСЛ0Р°Д ведет к хрупко-
ским электродом системы Elin
| Толщина | Подготовка шва | Диам. эле кт- | Режим сварки | Скорость С., м/ч | Расход элект- | |
| ММ | рода,
мм |
Сила тока, А | Напряжение, V | i м шва | ||
| 4 | Без скоса кромок. | 4 | 170 | 18 | 10 | 0,15 |
| 5 | V-образная, угол 6.°. | 4 | 195 | 18 | 8 | 0,18 |
| 6-8 | То же. | 4 | 230-270 | 18-20 | 7 -5 | 0,22-0,43 |
| 8-11 | » ». | 5 | 270 | 20 | 5 -2,5 | 0,4-0,71 |
| 11-15 | » ». | 5 | 270 | 20 | 2,5-1,5 | 0,71-1,32 |
Сварочные автоматы с угольной и металлич. дугой являются выгодными в случае массовых однообразных работ при больших длинах швов сти, а азот — к образованию неплотной, сильно пористой структуры. В связи с этим С., произведенная при помощи голых электродов, всегда пориста. Перегревы и пережоги также влияют на качество сварки. Напряжения и явления усталости ослабляются при помощи отжига.
С. чугуна. Чугун можно сваривать вольтовой дугой холодным и горячим способом. Гл. обр. привилась холодная С., хотя она и дает менее благоприятные результаты. Объясняется ото ее простотой и дешевизной, а также возможностью производить работу на месте, не вынимая поврежденной части из машины. Для холодной С. применяют малоуглеродистые стальные электроды. Применять электроды из чугуна не представляется возможным, так как чугунные стержни, расплавляясь, стекают большими каплями еще до того, как свариваемый предмет успел расплавиться. Присадочные стержни из стали удобнее еще в том отношении, что допускают С. с вертикальным и потолочным швами; способ этот однако страдает и крупным недостатком, т. к. между присадочной сталью и свариваемым чугуном не получается тесного внутреннего соединения, в связи с чем приходится прибегать к разным вспомогательным средствам, например ввариванию стальных штифтов, пли анкеров, ввинчиваемых в сварочный паз, и тому подобное. Кроме того при указанном способе получаются в переходной зоне твердые места, с трудом поддающиеся обработке, т. к., с одной стороны, вследствие недостаточного выделения графита образуется белый чугун высокой твердости, а, с другой стороны, вследствие быстрого охлаждения образуется твердая сталь. В связи с этим указанный способ непригоден для С. предметов, подлежащих дальнейшей обработке, а также и таких, которые в месте С. подвергаются сильному износу от трения, так как при указанных условиях истирание происходит неравномерно с образованием с течением времени выступающих кромок. Помимо того такое соединение никогда не отличается особенной прочностью и не в состоянии выдержать никакой повышенной нагрузки. Для выполнения холодной С. чугуна стенки трещин тщательно зачищаются и после установки в случае надобности упомянутых выше наружных штифтов и анкеров трещина заваривается доверху. Горячая С. чугуна дает, наоборот, прекрасные результаты, но способ этот дорог и сложен. При горячей С. поврежденные части снимают со своих мест, затем после соответствующей подготовки медленно подогревают до красного каления и в этом состоянии сваривают, после чего медленно охлаждают. Подогрев производится древесным углем в ямах или в песке на полу в формовочной; для медленного охлаждения части покрывают песком; при этом до С. устраняются все внутренние напряжения, а кроме того не возникает никаких новых напряжений и во время самой С. Благодаря медленному охлаждению, длящемуся для больших изделий до 5 дней, на месте С. происходит достаточно полное выделение графита, и в результате получается мягкий, вполне пригодный для обработки сварочный шов. Подготовительные работы при горячем способе заключаются в том, что вокруг поврежденного места из графитных плиток (ретортного угля) изготовляется форма точно таким же образом, как формовщик изготовляет песчаную форму для отливки. Графит обладает электропроводностью, в связи с чем в такой форме можно легко зажечь дугу. Форма должен быть настолько вместительна, чтобы можно было свободно ввести в нее чугунный присадочный стержень до самого дна. Кверху форма должна иметь уши-рение, чтобы при С. газы могли иметь свободный выход, в противном случае неизбежны пустоты из-за образования газовых пузырей. Если форма очень широка, ее делят на несколько частей и каждую из них заваривают в отдельности. Таким путем можно залить вваренным материалом даже очень крупные поврежде ния, чего нельзя выполнить ни при каком другом способе ремонта. Вели надо ваварить трещину, то не ограничиваются приготовлением сварочного паза в самой трещине, но еще высверливают соседние с ней части по бокам. С. производится в следующем порядке. Сперва расплавляют края излома, а затем форму заливают снизу вверх; электрод в данном случае применяется чугунный. При этом, как и при литейном процессе, образуется ванна из расплавленного металла с плавающими на поверхности шлаками, которые легко удалить. Под тонкостенные предметы подкладывают угольную плиту и после нек-рого подогрева их осторожно сваривают при помощи чугунного электрода.
Термитная С. основана" на том, что тонкий порошок металлич. алюминия в смеси с окисью железа, будучи зажжен, сгорает, выделяя большое количество тепла, причем получается глинозем, а из окиси железа выделяется чистое железо. Описанный процесс м. б. использован в целях С. двояко. Смесь алюминия и окиси железа, называемая «термит», при помощи особого запала легко воспламеняется и сжигается в тигле. При этом в нижней части тигля скопляется чистое жидкое железо, а в верхней части— шлаки, состоящие и в искусственного глинозема (корунд). Обе массы имеют чрезвычайно высокую t°, ок. 3 000е. Если теперь, опрокинув тигель, лить эти шлаки на место С., то получим один из упомянутых выше видов С. под давлением: горячие шлаки нагревают сталь до сварочной t°, самая же С. выполняется при помощи стягивания прессом. Второй способ заключается в том, что жидкое железо выпускают через отверстие в дне тигля. Тигель подобного типа показан на фигуре 41. Жидкое железо рас
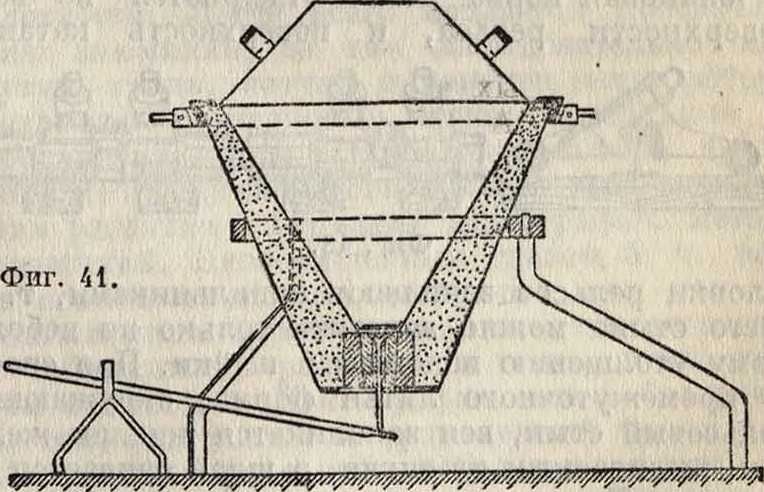
плавляет место С. и заполняет шов или форму. Т. о. вдесь мы получаем один из видов С. плавлением. В настоящее время широко применяется термитная С. трамвайных и ж.-д. рельсовых стыков в виде трех способов: комбинированного, встык и промежуточного литья. В СССР наиболее употребительным является комбинированный способе, рельсовых стыков, к-рый применяется широко как на железнодорожных, так и на трамвайных путях. Кроме того на ж.-д. путях находит применение также способ С. встык. Сущность комбинированного способа состоит в том, что рельсовый стык с железной пластинкой, зажатой между отфрезован-ными торцами рельсовых головок (фигура 42, А), окружается соответственной огнеупорной формой (фигура 42, Б и В), в которую выливают из конич. тигля через отверстие в дне расплавленные продукты термитной реакции — жидкое железо и шлак (фигура 42, Г и Д1. Жидкое железо сплавляется с подошвой стыкаемых рельсов и с нижней частью шейки, образуя баш а шлак нагревает головки рельсов и вставленную между ними пластинку до сварочного жара, вслед за чем посредством специального пресса (фигура 43) производят стягивание свариваемых рельсов, в результате чего происходит сварка. После остывания стыка поверхность катания головки
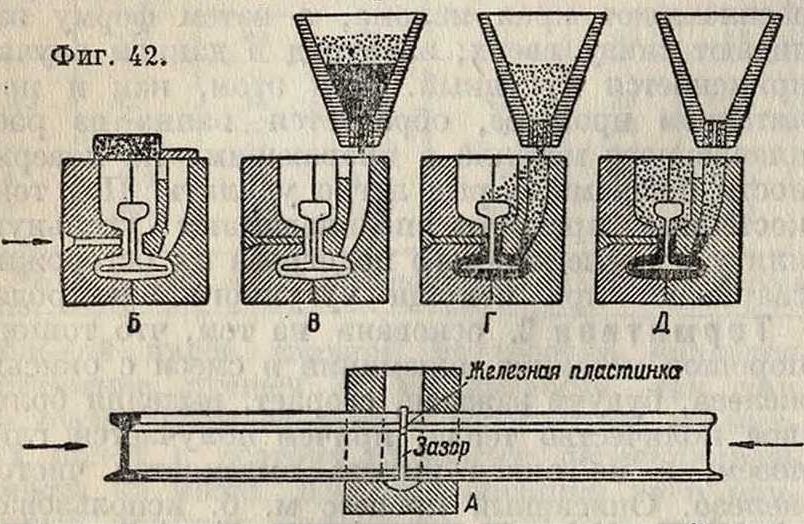
рельса зачищают напильниками и шлифовальными кругами, а приплавленное железо оставляют в виде башмака, усиливающего сечения стыка. При С. встык торцы стыкаемых рельсов отфрезовывают по всему сечению, стыкают вплотную и на стык надевают огнеупорную форму, в к-рую и выливают продукты термитной реакции через верх тигля. В этом случае в форму сначала попадает жидкий шлак и покрывает поверхность рельса отвердевающей тонкой коркой, а затем выливается жидкое железо; корка шлака отделяет жидкое железо от поверхности рельса, к-рый нагревается по всему сечению только до сварочного жара. Затем посредством стягивания прессом производится С. рельсов. После остывания стыка башмак и шлаковая корка легко отделяются по всей поверхности рельса, и поверхность катания
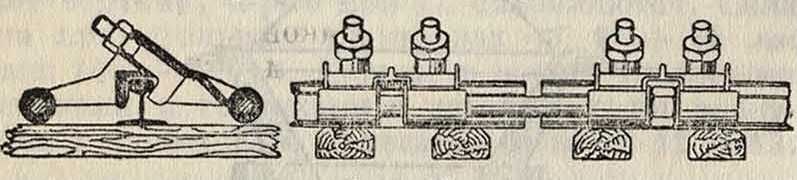
Фигура 43.
головки рельсов зачищают напильниками, т. ч. место стыка можно заметить только по небольшому утолщению подошвы и шейки. При способе промежуточного литья форма, окружающая рельсовый стык, вся заполняется жидким железом, выливаемым из тигля, а шлак сливается на сторону. Подготовка стыка требует меньше работы, но для зачистки поверхности катания нужно снять больше металла, чем в предыдущих способах. Термит, применяемый в СССР для С. железнодорожных рельсов по комбинированному способу, состоит из 78% железной окалины и 22% алюминия при нормальном содержании кислорода в окалине (25%). Железная окалина должна выбираться по возможности свободная от примесей серы, фосфора и кремния. По гранулометрия. составу алюминий и окалина должны удовлетворять условиям, приведенным в таблице 14.
Таблица 14.—Г ранулометрические условия исходных материалов для изготовления термита.
| Размер зерен, лш. | Содержание зерен в % по весу | |
| Алюминий | Окалина | |
| >2 | < 0,25 | < 0,5 |
| <0,25
! |
<25,0 | ~35,0 |
Для улучшения качества сплавочного с рельсом металла к термиту добавляются железные об-сечки в количестве ок. 10% от веса термита и присадки ферромарганца и ферросилиция. Вес порций термита и присадок для С. стыков ж.-д. однотипных рельсов по комбинированному способу с предварительным подогревом рельса до красного каления приведен в таблице 15.
Таблица 15.—В е с (в килограммах) порций термита и присадок для С. ж.-д. рельсов.
| Же- | Присадки * | |||
| Типы рельсов | Термит | лезн. | Ферро- | Ферро- |
| марта- | СИЛИ- | |||
| нец | ций | |||
| Випьол I А. | 5 900 | 600 | 150 | 30 |
| » II А. | 5 000 | 500 | 130 | 25 |
| » III А. | 4 500 | 450 | 115 | 20 |
| » IV А. | 4 0С0 | 400 | 105 | 15 |
* Вес присадок относится к ферромарганцу с содержанием ок. 80% Мп и к ферросилицию с содержанием около 77% Si.
Продолжительность горения в тигле порций термита с присадками для рельсов типа II А или III А должен быть около 15 ск., причем реакция должна протекать равномерно без ов н значительного разбрызгивания расплавленной массы. Сваренный термитом по комбинированному способу пробный рельсовый стык после отжига должен выдерживать без надрывов и трещин следующие давления на головку рельса посредине пролета, равного 1 м: для рельса типа II А— 42 те, для рельса типа III А—35 те. Эта нагрузка соответствует напряжению на изгиб в крайнем волокне ок. 80 килограмм/мм2. Обычно при этих испытаниях хорошо сваренный по комбинированному. способу стык рельсов типа II А выдерживает давление до 50 те, что соответствует напряжению на изгиб в крайнем волокне около 70 килограмм/мм2. Термитная С. может с успехом применяться для ремонта крупных разбитых чугунных отливок. Преимущество этого способа заключается в том, что его можно применять непосредственно на месте, не вынимая из машины поврежденных частей, и что при его помощи можно приготовлять на месте недостающие детали. С другой стороны, он страдает тем же недостатком, что и холодная дуговая С. чугуна, а именно образованием твердых мест в переходных зонах.
Испытание сварочных швов. Испытания на прочность готовой сварочной конструкции должен быть произведены без разрушения сварочного шва; лишь в качестве подсобной меры в случае необходимости можно прибегнуть к испытаниям с частичным разрушением швов. Если же необходимо подвергнуть испытанию только искусство сварщика или пригодность к С. основного и присадочного материалов, то целесообразнее производить испытание на пробных образцах с последующим разрушением шва. Проба с разрушением сварочной работы необходима также в том случае, когда приходится испытывать пробные конструкции для выяснения, какие напряясения могут выдерживать эти конструкции. Сказанное определяет три вида испытаний, применяемых на практике.
При непосредственных испытаниях готовых уже конструкций без разрушения сварочного шва применяемые для клепаных конструкций способы, например гидравлич., пневматич. и паровые пробы давления котлов и резервуаров. или проба нагрузкой стальных конструкций, оказались недостаточными. Даже неудовлетворительная С. обычно с успехом выдерживает подобные пробы, и недостатки ее выявляются лишь после длительного периода работы. Вследствие этого для сварных конструкций был предложен целый ряд специальных б. или м. целесообразных способов испытания. Первым в этом ряду способом является осмотр сварочного шва π анализ наружного его состояния. Наличие в шве пережогов, пер н шлаков часто отражается на внешнем виде шва и может быть установлено невооруженным глазом или при помощи лупы. На основании большей или меньшей степени чистоты шва опытный инженер зачастую в состоянии сделать правильный вывод относительно внутренних свойств шва. Но не исключено, что внешне безукоризненный шов по своим внутренним качествам может все же оказаться неудовлетворительным. Поэтому дополнением к суждению по внешнему виду может служить определение твердости шва по способу Бринеля; по твердости с достаточной точностью можно подсчитать также и сопротивление сварочного шва на растяжение. Но и с этой дополнительной пробой испытание по наружному виду все же недостаточно надежно, в связи с чем возникли другие способы испытаний. Университетом в Висконсине предложено устраивать вокруг шва маленький гребешок пз замазки, а затем полить его керосином. Жидкость проникает насквозь через пустоты в поры шва и дает т. о. представление относительно его плотности, но это не позволяет судить о степени крепости шва. Затем американцами Доусоном и Кинцелем был предложен акустический способ. При помощи слухового инструмента, подобного стетоскопу, в случае наличия дефектных мест воспринимается разница в тонах при выстукивании шва молотком. Этот способ оказался успешным при испытании котлов, труб и плит, но в других случаях он не дал требуемых результатов. На магнитных свойствах шва базируется способ, предложенный Ру. Сварочный шов помещают в магнитной цепи, покрывают куском бумаги, на к-рый насыпают железные опилки. В шве с дефектами они скапливаются над пустотами, шлаковыми включениями и плохо сваренными местами, так как именно в этих частях шва магнитный поток встречает сопротивление и рассеивание увеличивается, вызывая местные скопления опилок (вкл. л., 2). Способ этот надежен, но применим только для горизонтальных швов. Для немагнитных изделий этот способ совершенно непригоден. Сперри предложил электрический способ испытания (фигура 44), Посредством двух контактных щеток а та б, скользящих по сваренному предмету, через последний пропускается переменный ток. Между этими контактами находятся три щетки в, гид, которые соединены с катушками е и ж. Последние представляют первичную цепь трансформатора, вторичную цепь которого образует катушка г. Катушки е и ж имеют противоположно направленные обмотки, благодаря чему индуктирующие их действия при равенстве сопротивлений на отрезках в — г и г — д уничтожаются. В случае же наличия в шве дефектного места (увеличение сопротивления) между двумя контактными щетками (из трех) соответствующая катушка возбуждается сильнее другой и результирующая индукция возбуждает ток в катушке з, усиливаемый затем усилительной установкой и приводящий в действие измерительный инструмент. Описанный способ дает хорошие результаты при исследовании сваренных рельсов. Наиболее однако надежным способом исследования сварочных швов, впервые примененным в Германии на жел. дор., оказалось просвечивание швов рентгеновыми лучами. Этот способ базируется на высокой способности рентгеновых лучей проникать через металлич. предметы даже значительной толщины. При просвечивании шлаковые включения в шве, пустоты или дефекты в структуре получаются на фотографической пластинке темными, а на световом экране или на снимке — светлыми (вкл. л., 1). Глубина, на которой находятся дефектные места, вполне отчетливо устанавливается при помощи просвечивания под углом или при помощи стереоскопия. снимков. Равным образом просвечивание под углом с успехом применяется и для выявления непровара на скошенных кромках п V-образных и Х-образных швах. На рентгенограмме ясно отмечаются также и трещины, вызываемые внутренними напряжениями и усадкой. Рентгеновы трубки (смотрите) в настоящее время уже настолько усовершенствованы, что для проб рентгеновыми лучами требуются лишь короткие промежутки времени. Для листов нормально применяемых в технике толщин б. ч. представляется возможным немедленное получение картины просвечивания на экране. Если при этом обнаруживаются дефекты, их фиксируют на рентгенограмме. Длительность просвечивания для разных металлов различна и зависит от их плотности. Легче всего поддается просвечиванию алюминий, за ним последовательно идут чугун, сталь, латунь и наконец медь, которая оказывает рентгеновым лучам наибольшее сопротивление. Для установления объёма дефектного места лучше всего пользоваться получившим развитие в Германии денсографич. методом испытаний. Невооруженным глазом б. ч. нельзя произвести точных измерений, так как чувствительность к восприятью степени освещения у наблюдателей различна и подвержена внешним влияниям. Денсографич. метод базируется на том, что снятый и проявленный фильм рентгенограммы проводится перед источником све· та, лучи которого направлены на помещенный с другой стороны фильма светоэлектрич. элемент (из селена). В зависимости от степени освещения этого элемента сила тока в цепи элемента изменяется соответственно разнице в освещении этих мест на фильме, и в результате на зеркальном гальванометре получаются более сильные или более слабые отклонения стрелки. Показания гальванометра регистрируются фотографич. путем в виде наглядной кривой, позволяющей установить как протяжение дефектного места, так и его положение внутри шва. Рентгеновы установки строятся в- настоящее время как стационарными, так и передвижными, в связи с чем исследования рентгеновыми лучами можно производить в любом месте (фигура 45—рентгеноиспытательный вагон герм,
ж. д.); на фигуре: а — генератор тока, б — выпрямители, в — масляный трансформатор, г — конденсаторы, е — рентгенова трубка, ж —штатив для нее, з — защитный футляр для нее, и— I кабель высокого напряжения (для работ вне ва
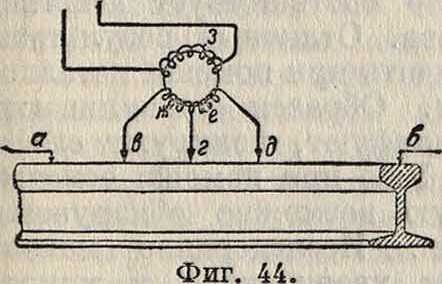
гона), к — стол для просвечивания, л — распределительный щит высокого напряжения, м — то же низкого напряжения. Рентгеновы установки дали прекрасные результаты при исследовании С. в котлах, зданиях и мостах, и лучшего метода исследования сварочных швов без разрушения пока не существует. К сожалению до сих пор не найдено метода для определения при помощи рентгеновых лучей внутренних напряжений. Т. к. однако этот способ испытания обходится еще довольно дорого, в более простых случаях часто довольствуются проба-
чается, что место С. либо совсем не участвует в удлинении либо участвует только в незначительной мере. В связи с этим для установления пластичности С. целесообразнее прибегать к пробе на загиб, к-рую можно произвести в тисках, но лучше применять для этого какое-либо простое приспособление. Сначала загибают образец до тех пор, пока не появится первая трещина; при этом определяют соответствующий угол загиба, который служит характеристикой пластичности. Затем образец доводят до полного излома, после чего производят исследова-
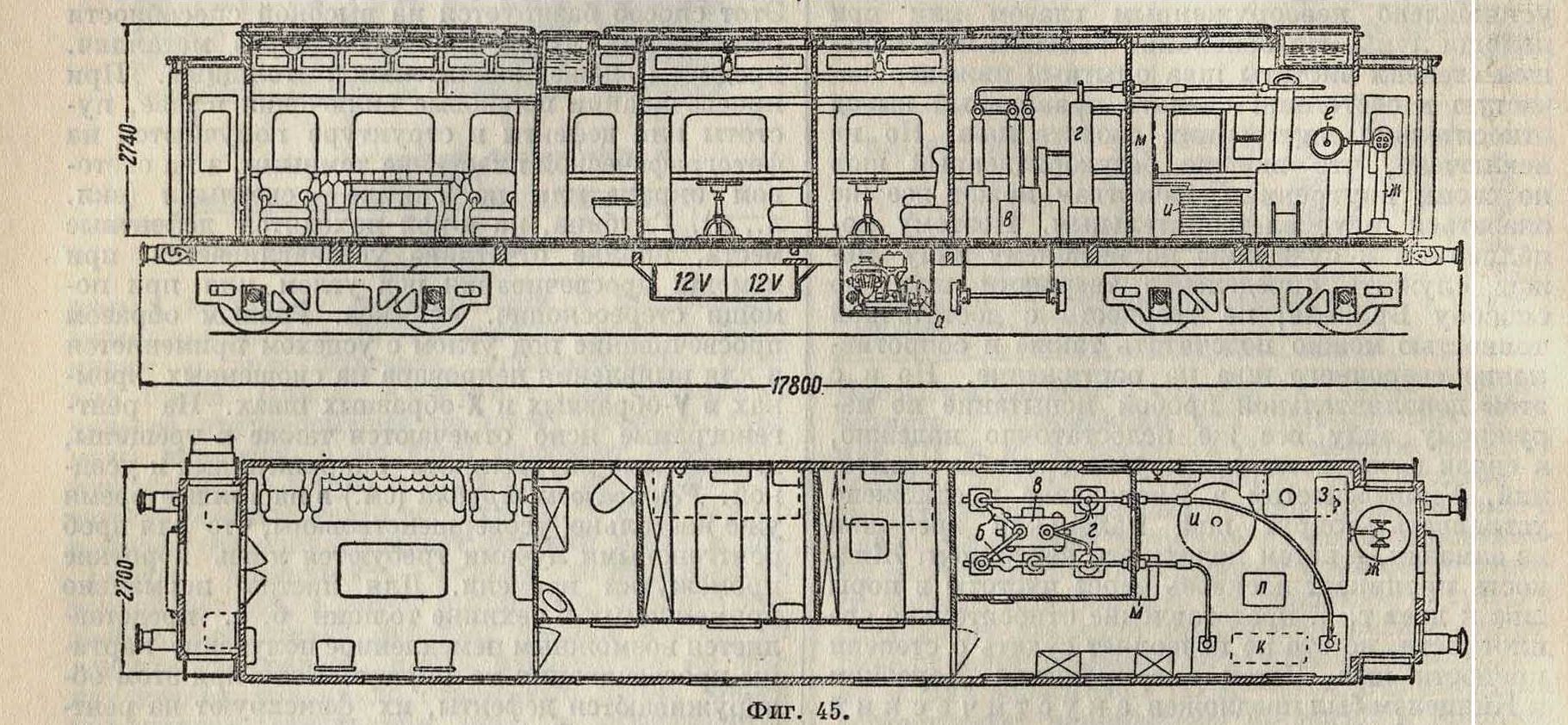
| жг | —— ,rV· -г г· С 1 —U J - | |
| -.(j ^ sS | ||
| AM | /гашт | |
ми на выборку с частичным разрушением шва: высверливают или выфрезовывают отверстие в подозрительных местах, к-рое затем протравливают для исследования макроструктуры. После испытания отверстия снова завариваются.
Вторую группу составляют испытания С. с разрушением шва для выявления искусства сварщиков или качества материалов. При этих испытаниях пользуются обычными методами металловедения, каковы испытания растяжением, проба ударом, на разрыв и прочие, а также металлографического исследования. Следует однако при всех этих испытаниях учитывать, что сваренный предмет имеет три зоны (наваренный и основной металл и переходная зона) с различными свойствами и что часто незначительные и неопасные недостатки сильно влияют на результаты испытаний. Так, испытание растяжением дает показательные результаты только в том случае, когда разрыв имеет место по сварочному шву. Для достижения этого утолщения в месте С. обычно удаляют до получения равномерной толщины по всей длине образца. В СССР размеры и способ изготовления образца для испытаний С. растяжением устанавливает ОСТ 2406. Для получения разрыва в месте С. целесообразно несколько ослаблять сечение шва в образце. Правильное определение величины удлинения места С. при пробе на разрыв возможно только при помощи самых точных измерительных инструментов и при большом навыке. Зона самого шва, имеющего литую струк-туру, удлиняется совершенно иначе, нежели переходная зона с грубо кристаллич. структурой, а эта зона в свою очередь имеет иное удлинение, нежели материал в зоне основного материала свариваемого предмета. Б. ч. полу-
ние структуры либо невооруженным глазом либо лупой и отмечают встречающиеся недостатки. Толщина изгибающего штампа обычно берется вдвое больше толщины изгибаемых листов, а расстояние между опорными роликами равняется пятикратной толщине листа. Пробы образцов, сваренных газовым пламенем, в зависимости от рода основного и присадочного материалов должны допускать загиб до первой трещины на угол в 150 -f- 180°, а образцы электродуговой С. — в 75 -г 90°. Для определения удлинения внешних волокон после загиба на наружной стороне образца наносят отметки керном. В тех случаях, когда важно выяснить поведение С. в горячем состоянии, можно рекомендовать испытание на горячий загиб. Пробы на удар надрезанного образца и на разрыв ударом мало пригодны для испытания С., т. к. незначительные поры могут вызвать преждевременный излом и т. о. привести к результатам более плохим, чем это соответствует действительным свойствам шва. Отличные результаты можно, наоборот, получить при помощи металлографии. исследования. Образец распиливают, изготовляют шлиф, шлифуют, полируют его и затем протравливают. Уже при помощи осмотра шлифа лупой зачастую возможно обнаружить большинство дефектов. Исследование макроструктуры при малых увеличениях и микроструктуры с помощью микроскопа (вкл. л., 3, 4, 5 и 6) при больших увеличениях позволяет вывести заключение о характере структуры и косвенное заключение о механич. свойствах С.
Третью группу способов, применяемых для исследования готовых сварочных швов, составляют испытания пробных конструкций с разрушением таковых. Сопоставление нескольких способов выполнения данного сварочного соединения позволяет конструктору выбрать наиболее подходящий и установить размер допустимой для конструкции нагрузки. Затем при помощи длительных испытаний, подвергая образец действию колебательных или ударных нагрузок, можно установить также и влияние возникающих с течением времени явлений старения и утомляемости. Изыскания подобного рода произведены во всех странах в самых разнообразных видах и при сопоставлении сварных конструкций с клепаными эти испытания всякий раз подтверждали превосходство С. над клепкой.
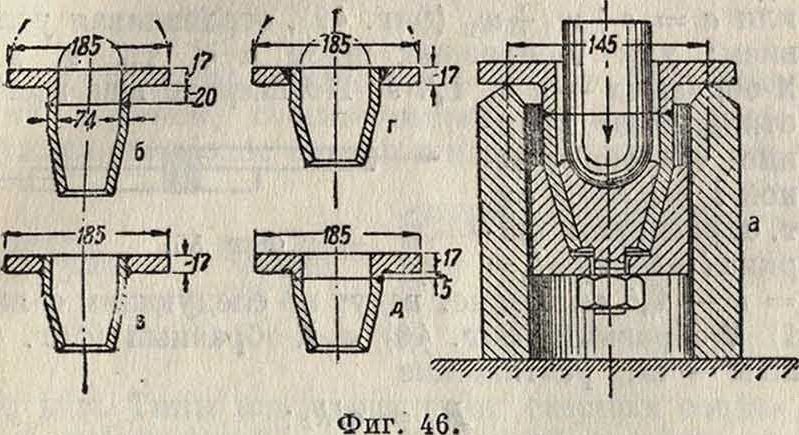
Простейшими испытаниями этого рода являются пробы с повышающейся нагрузкой, доведенные до излома и служащие для установления той максимальной нагрузки, к-рую в состоянии выдержать конструкция. В качестве примеров такого рода испытаний можно привести испытание приварки фланцев, для производства которого в условиях близких к работе соединения на практике было сконструировано особое приспособление (фигура 46, а). Г1рн этом выяснилось, что временное сопротивление фланцев, приваренных по способам фигура 46, б, в, г и д, относилось как 100 : 95 : 70 : 45. Особенно показательными являются испытания сварных конструкций посредством специальной вибрационной машины, которая может развить в сооружении благодаря резонансу колебательные напряжения, доводящие до разрушения. Так, на фигуре 47
Фигура 47<
приведен ряд конструкций крепления поперечины к лонжерону автомобильной рамы, которые испытывались при помощи особой машины, создававшей знакопеременные напряжения изгиба в месте присоединения обеих балок. В результате выяснилось, что наименьшей стойкостью обладала клепаная конструкция (фигура 47, А), у которой после 2 000 колебаний нагрузки соединение совершенно расшаталось и появились трещины с; сварочные соединения типов фигура 47, В и В выдержали до появления следов разрушения соответственно 5 400 и 6 500 перемен нагрузки, тогда как конструкция фигура 47, Г разрушилась после сравнительно ничтожного числа колебаний. Более простыми являются пробы на удар или бросание сваренной детали с некоторой высоты. Многочисленные испытания и исследования, проведенные в различных странах этими способами, указали на бесспорное преимущество С. по сравнению с клепкой. В большинстве случаев соединения на заклепках быстро расшатывались и прикрепленные части отрывались, сварные же соединения выдерживали напряжения в течение времени, во много раз большего.
Механические свойства С. Многочисленные испытания пробных сварных конструкций свидетельствуют о том, что при правильно выполненной сварке можно получить шов с сопротивлением, равным по крайней мере 80— 90% сопротивления основного материала свариваемых предметов. В отдельных случаях, например в швах с утолщением или в особенно толстых галтельных швах, сопротивление шва может оказаться даже большим, нежели в основном металле. Т. к. качество швов при С. плавлением в значительной мере зависит от надежности и искусства сварщиков и нельзя рассчитывать на то, что последние всегда стоят на должной высоте, то при подсчете механич. свойств сварочных швов целесообразно брать за основу сопротивление их не выше 70% сопротй-вления основного материала, а в изделиях со значительной нагрузкой следует ограничиваться даже меньшим процентом. В СССР по единым нормам строительного проектирования при применении дуговой электросварки для соединения частей металлич. конструкции из стали и торгового железа установлены следующие допускаемые напряжения, а) При расчете сварного шва допускаемые напряжения для материала шва принимаются согласно табл. 16.
Таблица 16. — Допускаемые напряжения сварных швов при статической нагрузке.
| Род напряжений | *1 | *2 |
| Сжатие.. | 1 000 | 1 200 |
| Растяжение. | 900 | 1 100 |
| Срезывание. | 720 | 870 |
| *1 При учете действия | одних основных нагрузок, | |
| кг/см^. *2 при учете совместного действия всех на | ||
| грузок, кг сл&. | ||
б) При действии на сооружение регулярной колебательной нагрузки ( вызывающей перемену знака (например фундаменты под машины), допускаемые напряжения для материала сварных швов независимо от учета динамич. коэфи-циента надлежит принимать согласно табл. 17.
Таблица 17. — Допускаемые напряжения сварных швов при колебательной знакопеременной нагрузке.
| Род напряжений | *1 | *2 |
| Сжатие.. | 670 | 800 |
| Растяжение. | 600 | 730 |
| Срезывание. | 480 | 580 |
| *1 При учете действия одних основных нагрузок, kzIcm“. *2 При учете совместного действия всех на | ||
| грузок, тгг/с.из. | ||
в) Для швов, изготовленных способом потолочной С., при действии как статической, так и колебательной нагрузки допускаемые напряжения для материала сварных швов надлежит назначать согласно табл. 17. Материал сварного шва при этом должен обладать следующими качествами: временное сопротивление на растяжение 3 000 иг/с-м3, на срезывание 2 400 килограмм/см2. Если временное сопротивление на растяжение наплавленного металла не удовлетворяет этим
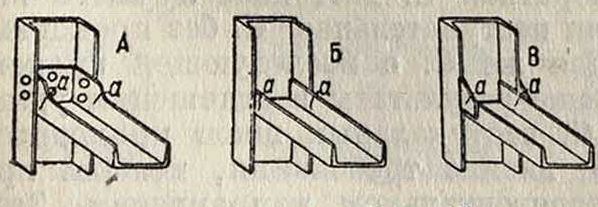
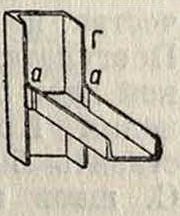
требованиям, но во всяком случае не меньше 2 500 килограмм/см2, то допускаемые напряжения изменяются в отношении: где R=3 000 килограмм/см2,
Л
a R1 — определенное для данной С. временное сопротивление растяжению нормальных кон-
-Их—
"!Т а-Ш
| вГт 1 | |
| 1. |
Фигура 48.
Фигура 49.
Т
Фигура 50.
трольных образцов (ОСТ 2406). С., дающая временное сопротивление растяжению меньше ,_ 2 500 килограмм/с.и2, счита ется неудовлетворительной и не допускается для соединения частей металлических конструкций. При расчете сварных конструкций: 1) соединения встык (фигура 48 и 49) рассчитываются на растяжение, сжатие или изгиб, причем за расчетную толщину а С. принимают наименьшую толщину s свариваемых листов; 2) лобовые швы (фигура 50 и 51) рассчитываются на растяжение, сжатие или изгиб, причем за расчетную высоту а шва принимается наименьшая высота тр-ка, вписан- фиг· 51·
ного в поперечное сечение шва; 3) фланговые швы (фигура 52) рассчитываются на срезывание,
ж.
| Р_1_
1 |
[7-ττ-=ν·
U_i |
| 1 г-|
«о ~~ S -УМ |
_s_ |
| ц_—=* | |||
| L | mutum | Ьлмшм | ) |
| 1
1 1 ! |
|||
| 1ШШ1 | |||
Г*” k I
Фигура 52.
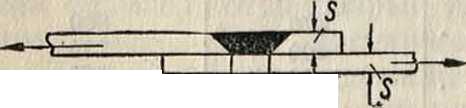
—j d 1—
d=l2J5~3SJ
причем расчетная высота принимается такая же, как для лобовых швов; 4) электрозаклепки (фигура 53), прорезы (фигура 54) и пробочные соединения (фигура 55) рассчитываются на срезывание в плоскости передачи усилия. В Германии общепринят несколько отличный способ рае-Фиг 5з чета. Допускаемые напряжения принимаются равными в %. от прочности основного материала: а) для стыковой С. на растяжение — 60%, на сжатие — 70%, на изгиб в зоне растяжения — 60%, то же в зоне сжатия — 75%, на срезывание — 50%; б) для галтельных швов для всех видов напряжения — 50%. За расчетную толщину сварочного шва а принимают действительную толщину α= s + w (фигура 48)
d=l2-3)S
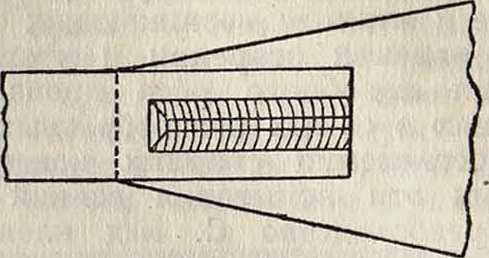
Фигура 54.
Фиг 55.
(фигура 51) —
или а — s+w1- -w2 (фигура 49), ограничивая условием: для V-образных швов а <; 1,2 s, для Х-образных — а <! 1,3 s. По ширине шва всегда откидывают крайние участки длиной lL=l2= 0,8 см, т. о. расчетная ширина 1—b——1г—
= b — 1,6 см. Расчет ведут по следующим ф-лам:
1) V-образный (фигура 48) и Х-образный (фигура 49) швы — на растяжение
= alkz
на изгиб в плоскости, перпендикулярной шву,
Я Я _ ifl® 1
мь== -ξ- h;
на изгиб в плоскости шва
&=-§-=т h;
2) галтельный шов с двумя накладками (фигура 50) — на растяжение
Р=УТ(а— 0,1s) 1кг]
3) галтельный шов внахлестку на растяжение р _ 2 (а — 0,1s) №„ _
1 -I---?—
и + за
Следует иметь в виду, что дуговая С. дает более высокое сопротивление, нежели газовая С., но с меньшим удлинением, а из способов газовой С. обратная С. дает швы лучшего качества, нежели поступательная С. без проковки. Поступательная же С. с последующей проковкой дает лучшие результаты в отношении удлинения. При С. вертикальных швов приходится ставить более низкие требования, нежели при С. швов в горизонтальном направлении. Значительно понижаются качества швов при потолочной С. Т. к. газовая С. сопровождается большим нагревом основного материала и возникновением больших напряжений, то в связи с этим целесообразно применять электросварку во всех тех случаях, где подобные напряжения могут стать опасными или могут затруднить выполнение С., например при галтельных швах, и, наоборот, следует предпочесть газовую С., когда особое значение имеет пластичность, например в швах, которые предназначаются для работы на изгиб. На фигуре 56 представлены основные типы соединений и для газовой С. и для электро-дуговой; здесь а и b — обычные стыковые швы; соединение внахлестку по типам с — f для газовой С. не рекомендуется вследствие возможности коробления. Также и для электродуговой С. не рекомендуются соединения внахлестку по типам с и е, а нужно применять типы d и 1. Угловые соединения по типам g — о выполнимы как для газовой, так и для электродуговой С., причем типы g — i нельзя применять для резервуаров, подверженных внутреннему давлению;.
здесь более подходящими являются соединения по типам к—η и наилучшим—соединение по ти-
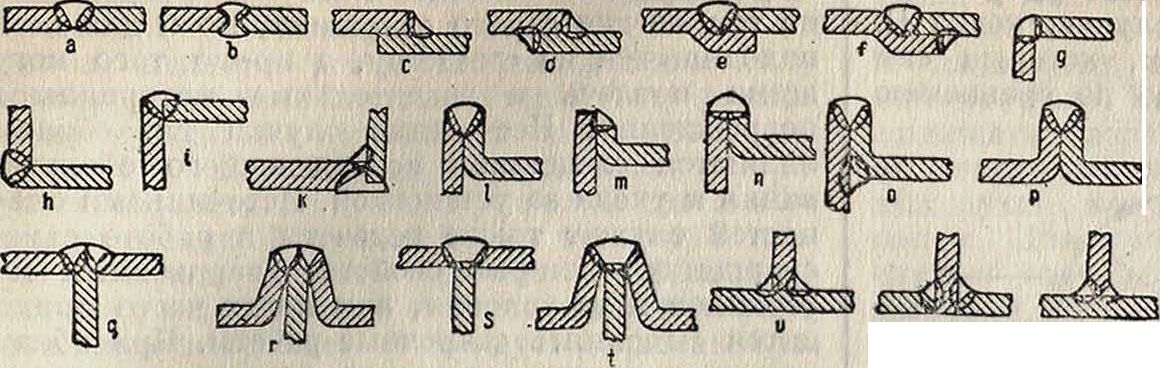
Фпг. 56.
пу о. Из представленных далее на фигуре 56 соединений впритык, составляющих тавровые конструкции, наиболее совершенными являются ти-
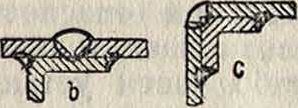
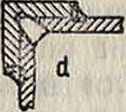
Фпг. 57.
пы пин. Типы электродуговых сварных соединений повышенной крепости представлены на фигуре 57. а — d. На фигуре 58 даны типы сварных
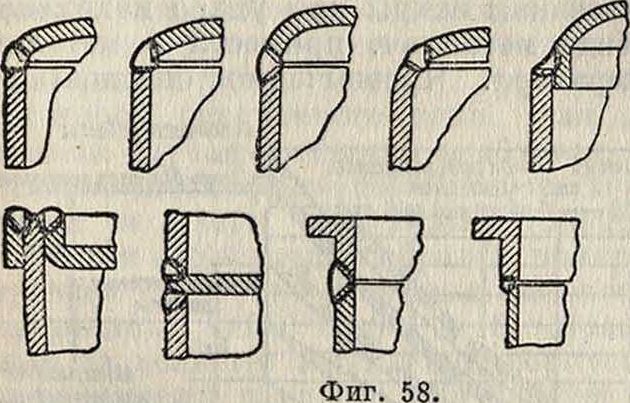
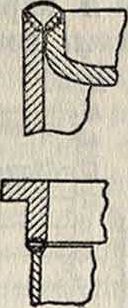
соединений для цилиндрич. сосудов, на фигуре 59— трубные соединения, на фигуре 60—типы сварных фланцев. На фигуре 61 показаны детали конструкции сварного шоссейного моста: А — узел
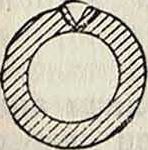
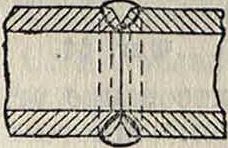

к поперечным балкам; сварочные швы обозначены толстыми линиями. На фигуре 62 представлен электросваркой паровой котел со специальными усилительными сварными накладками Хена. На фигуре 63 изображена цельносваренная балка пролетом 12 метров для железнодорожного моста.
Экономические выгоды С. Что касается экономии. стороны, то почти во всех случаях С. " выгоднее клепки. Это ясно видно из диаграммы (по герм, данным), представленной на фигуре 64. Правда, расходы на рабочую силу для предметов с более крупными сечениями при клепке меньше, чем при С., так как заварка широких и глубоких пазов требует много временя,
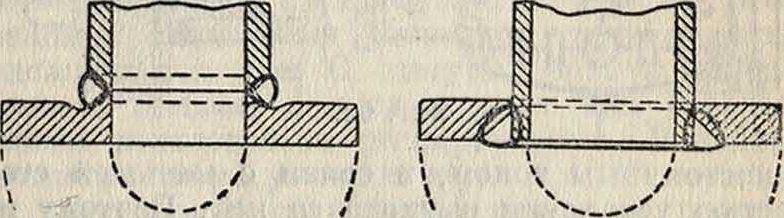
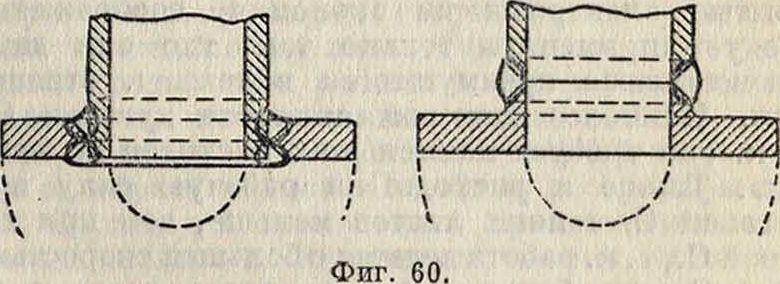
но экономия на материале во всех случаях настолько велика, что расходы на заработную плату, энергию, машины, % на капитал и амортизацию отступают на задний план. На экономии.
Узел 8ερχΗ?εο псяса
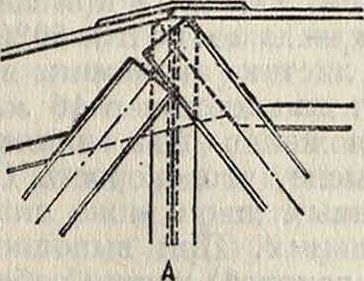
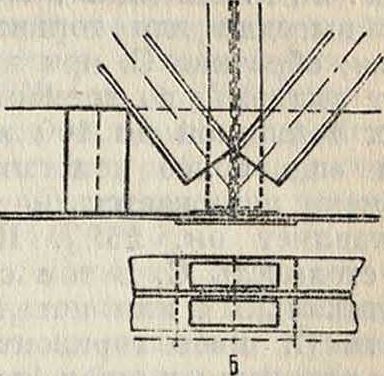
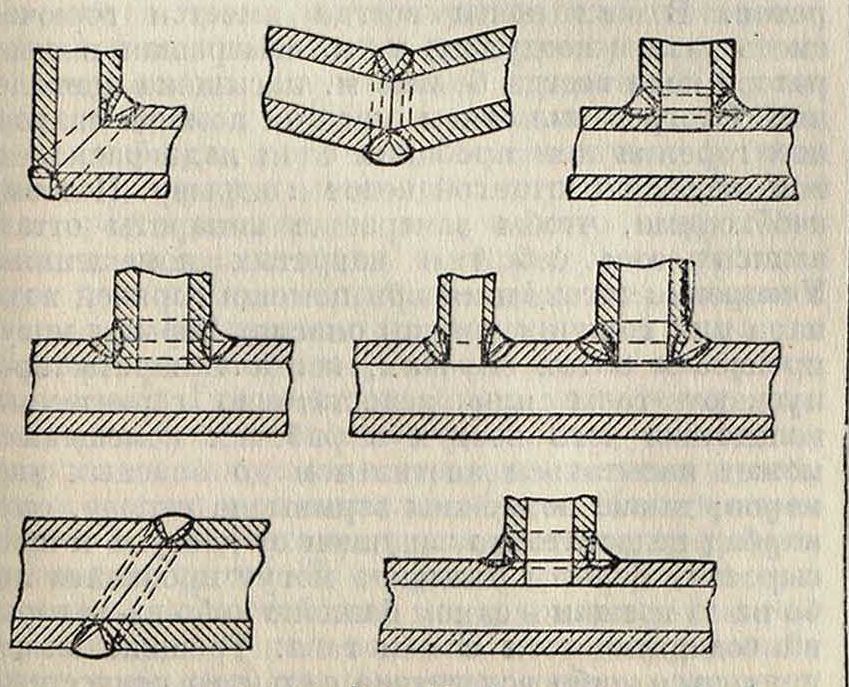
Фигура 59.
верхнего пояса, В—узел нижнего пояса, В — поперечный разрез и Г — крепление прогонов
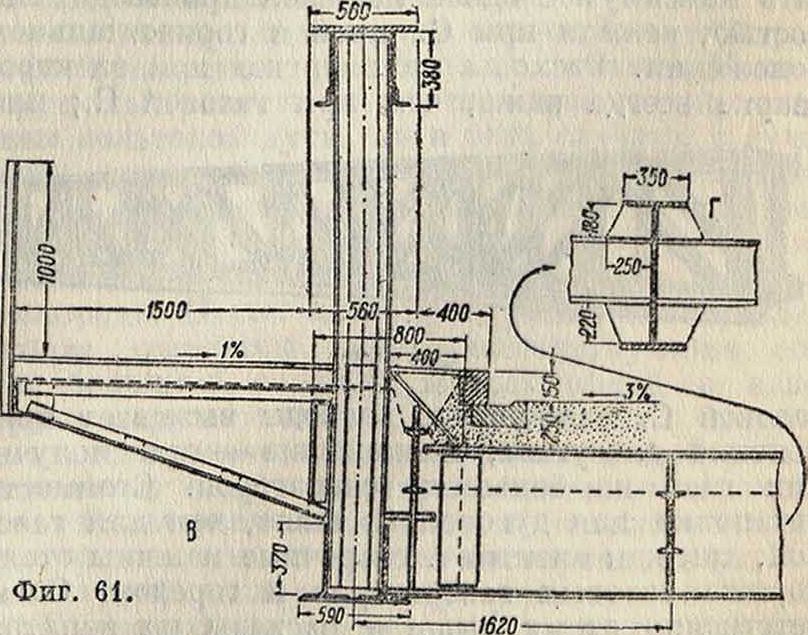
сторону С. в еще большей мере, чем на ее ме-ханич. качества, влияют особенности присадочных материалов и способов С., положение шва, типы машин и аппаратов и наконец местные условия. В зависимости от всех перечисленных факторов получаются и весьма различные стоимости С. Так, покрытые электроды удорожают стоимость работы даже в том случае, когда С. производится переменным током, который сам до себе дает большую экономию по сравнению
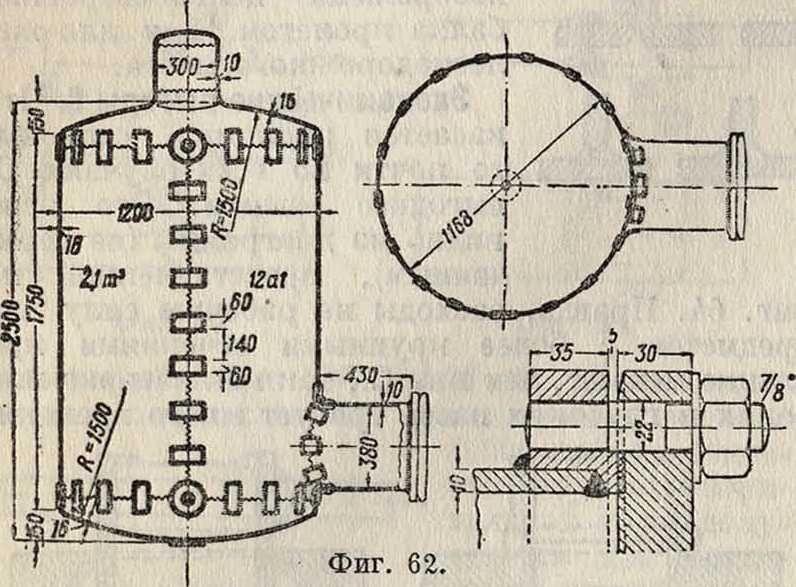
с постоянным током, в связи с меньшей стоимостью установки и ухода за ней. Поэтому покрытые электроды из экономия, соображений следует применять только там, где они дают значительные преимущества в технич. отношении. Наиболее дешевой является дуговая С., т. к. она требует наименьших расходов на энергию. Также и расходы на рабочую силу при дуговой С. тонких листов меньше, чем при газовой С., т. к. работа ведется с большей скоростью. При С. же более толстых листов газовая С. обратным методом по стоимости очень близко подходит к дуговой С. Сопоставление обратной газовой С. с поступательной согласно новейшим изысканиям Испытательного института на герм. ж. д. выяснило, что поступательная С. более выгодна для тонких листов толщиной до 5 лмс; обратная С. при листах толщиной в G миллиметров дает выигрыш во времени ок. 22,5%, а при листах толщиной до 100 миллиметров — даже почти 60%; при еще более толстых листах экономия во времени понижается, например для листов в 16 миллиметров составляет ок. 45%. Положение шва влияет на стоимость С. в том смысле, что скорость С. вертикальных или потолочных швов ниже скорости С. швов горизонтальных. При выполнении потолочных швов (над головой) можно работать максимум с вдвое меньшей производительностью, нежели при С. швов в горизонтальном положении. Расходы на энергию при электросварке всегда ниже, чем при газовой С.; при
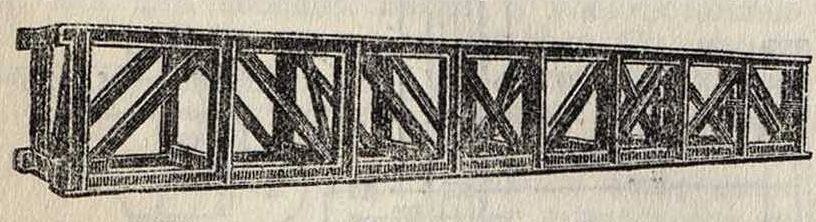
Фигура 63.
газовой С. наибольшие расходы вызывает применение диссугаза, наименьшие — при получении газа из больших генераторов. Стоимость установки для дуговой С. выше, чем для газовой, так как электрич. сварочные машины стоят дороже газовых генераторов и горелок. Соответственно этому выше и расходы на капитал и амортизацию. Указанная разница в затратах особенно возрастает, если машины используются не полностью, причем большую роль играет длительность использования.
Техника безопасности. С. больше, чем всякая другая технич. работа, связана с опасностями, могущими вызвать тяжелые повреждения не только для самого сварщика, но и для всех, находящихся по соседству, а кроме того могущими повлечь и значительные материальные повреждения. Несчастные случаи гл. образом являются следствием ненадлежащего обслуживания и ухода за установкой. Источниками опасностей служат также недочеты в работе самих св.арщиков, нек-рые свойства свариваемых материалов и те условия, при которых часто приходится выполнять сварочные работы. При обслуживании газогенераторных установок постоянную угрозу представляет возможность образования смесей газа с воздухом или газа с кислородом, могущих привести к ам в генераторах, рабочих помещениях и баллонах. Наличие чатых смесей само по себе еще не означает обязательной опасности а. Такая опасность возникает только в том случае, если в какой-либо части установки может последовать воспламенение смеси, например вследствие порчи водяного затвора при обратно.н ударе пламени. Причиной воспламенения может служить также накаленная карбидовэя пыль. В старых установках без предохранительных приспособлений ы часто происходили из-за образования искры при ударе находящихся в карбиде металлич. примесей о металлич. части генератора. Чрезвычайно опасным сле-
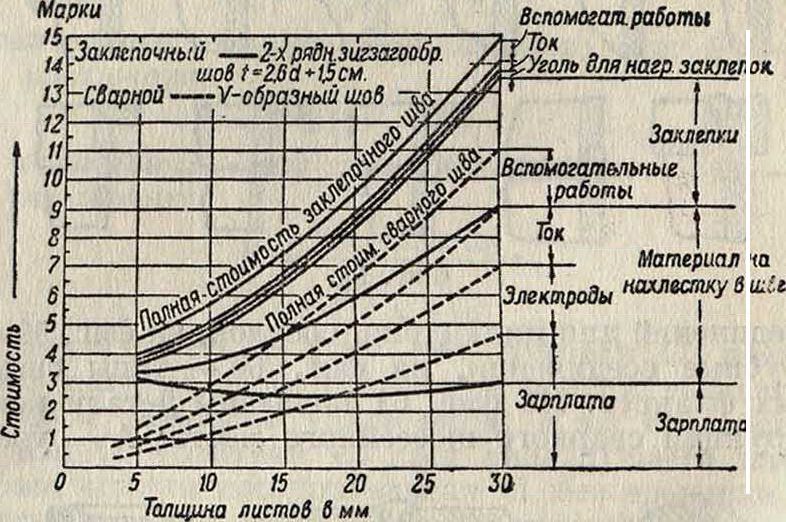
Фигура 64.
дует считать и пользование огнем вблизи ацетиленовых аппаратов. Много случаев ов имело место при отогревании замерзших аппаратов. В них почти всегда имеется горючая смесь газа с воздухом, т. к. замерзшая в генераторе вода всегда б. или м. насыщена ацетиленом. Отогревание огнем или при помощи сварочной горелки или пробивка слоя льда раскаленной железной штангой ведет к у. Поэтому необходимо, чтобы замерзшие аппараты оттаивались сами собой в нагретых помещениях. Ускорение оттаивания при помощи горячей воды пара или горячих тряпок опасно. ы могут произойти в тех случаях, когда аппараты пропускают газы или недостаточно герметичны, вследствие чего воздух в рабочих помещениях может насытиться ацетиленом до опасных размеров; также возможны ы на складе, если карбид недостаточно защищен от доступа к нему сырости. ы баллонов могут произойти либо из-за трещин в самом баллоне либо из-за а содержащегося в нем газа. Трещина может появиться либо вследствие сильного искусственного или естественного нагрева либо вследствие сотрясения. Вследствие нагрева и расширения газа давление может возрасти в баллоне и такой мере, что может вызвать разрыв последнего. Постоянные изменения в давлении при заполнении баллона и его опоражнивании, а также вследствие изменений ί° вызывают в стенках баллона явления усталости, понижающие силу их сопротивления. Стальные стенки ослабляются также вследствие ржавления внутренних поверхностей. Для а внутри баллона требуется образование в нем чатой смеси и ее воспламенение. Причиной таких ов в первую очередь может явиться неправильное использование баллонов в отношении рода газа, воспламенение может возникнуть при выгорании редукционных вентилей или из-за загрязнения запорного вентиля баллона жирами. В этом случае для вспышки достаточно потока кислорода высокого давления. При чистке генераторов следует продувать трубы воздухом под давлением, притом всегда в направлении от генератора к горелке, чтобы в генератор не могли попасть какие-либо смеси.
Меньше опасностей имеется при электрич. С. Несчастные случаи при этом способе б. ч. могут произойти либо из-за коротких замыканий в машине либо из-за контакта с землей через части низкого напряжения. Но подобная опасность грозит только при холостом ходе машины, т. к. напряжение при нагрузке понижается до неопасных уже размеров. В связи с этим применение агрегатов постоянного тока связано с меньшими опасностями, нежели применение трансформаторов переменного тока. Для избежания в данном случае опасности требуется, чтобы вся изоляция находилась постоянно в хорошем состоянии и чтобы все голые токопроводящие части были надлежащим образом прикрыты и тем устранена была для сварщика опасность соприкосновения с ними. Затем должен быть обращено внимание на должное заземление корпуса машины и свариваемого предмета. Не следует помещать свариваемый предмет на подкладках с большим переходным сопротивлением в отношении земли, нежели у тела сварщика. Целесообразно, чтобы последний был сам изолирован от земли, что достигается при помощи деревянной обуви или кожаных башмаков на деревянных подошвах или при помощи деревянных подкладок. Если приходится вести С. в котлах, резервуарах, на железных подмостках и тому подобное., не следует пользоваться переменным током. Во время самого процесса С. как сварщику, так и окружающим его могут причинить повреждения отлетающие искры и световые лучи, а в некоторых случаях и излучаемое свариваемым предметом тепло. Для защиты от разбрызгиваемых искр необходимо снабжать персонал соответствующей спецодеждой, которая в некоторых случаях служит и для предохранения от излучаемого жара. Она состоит из не слишком широкого, не стесняющего движения огнестойкого костюма, кожаных башмаков на деревянных подошвах и перчаток из кожи или асбеста. Особая защита требуется для глаз. Газовый сварщик пользуется для этого очками с темными стеклами, защищающими глаза как от ослепляющих световых лучей, так и от искр и от металлич. брызг. Для электросварки предпочтительно пользоваться предохранительным щитом. Т. к. у электросварщика при С. одна рука свободна, то управление щитом не представляет для него никаких затруднений. Если требуется предохранить еще и лицо от излучаемого тепла, то вместо очков или щита лучше пользоваться защитной маской. Она Д. б. устроена т. о., чтобы искры или лучи не могли попасть в глаза с боков. Кроме того для избежания ожогов в них не должен быть никаких металлич. частей, которые непосредственно соприкасались бы с кожей. Щит приготовляется из изоляционных материалов и должен прикрывать все лицо. Вставленные в него стекла должны защищать глаза не только от видимых, но и от невидимых ультрафиолетовых и инфракрасных лучей, могущих вызвать воспаление глаз и ожоги. Для предохранения тела от этих лучей служит спецодежда. Вредных последствий для здоровья, как при работе с рентгеновыми лучами, в данном случае лучи не приносят. Неприятных последствий при С. в связи с высокой f можно избежать при помощи тщательного покрытия свариваемого предмета защитными экранами и путем частого отвода тепла. Т. к. образующиеся при С. пары затрудняют работу, то необходимо принимать меры к устройству соответствующих приспособлений для их отсасывания. Ядовитыми являются только пары, выделяющиеся при С. латуни, бронзы, олова, цинка и свинца; для защиты от них сварщик долями пользоваться респираторами. Подобные же опасности могут возникнуть при С. предметов, окрашенных свинцовыми красками, поэтому такую окраску перед сваркой или резанием надо тщательно удалять. Опасности иного порядка грозят при работе с резервуарами, содержащими минеральные масла, бензин или газы. В таких случаях в значительной мере грозит опасность а. Подобные резервуары перед С. следует освобождать промыванием или вывариванием от имеющихся в них остатков, а все затворы во время С. следует держать открытыми. Сварочное ацетиленовое пламя также может вызвать образование чатых смесей, что может стать опасным при производстве С. в резервуарах. При подобных работах следует принять меры к обильной подаче воздуха или кислорода. В СССР при пр-ве сварочных работ надлежит руководствоваться обязательным постановлением НКТ СССР от 17/III 1930 г., № 116; хранение карбида кальция, устройство, установка и уход за аппаратурой для газовой С. регламентируются обязательным постановлением НКТ СССР от 14/1 1926 г.
Газовая резка металлов. Газовая, или автогенная, резка, изобретенная в Германии в 1905 г., быстро получила повсеместное применение. При ее помощи можно быстро и экономично делить металлич. предметы на части с чистым тонким пазом между ними. Для этой работы применяют специальные резаки. Можно разрезать предметы на части и при помощи пламени вольтовой дуги, но в этих случаях в сущности получается не разрезание, а проплавление, и паз получается широким и нечистым. Газовая резка основана на том, что сталь, нагретая до t° вспышки, быстро сгорает в струе кислорода. Поток кислорода, развивающий благодаря движению через соответствующие сопла большую скорость я выходящий в виде струи, служит также и для удаления сгоревших частиц железа. Т. о. процесс газовой резки состоит из следующих трех отдельных процессов: 1) нагрева железа до 1° воспламенения;
2) сгорания железа в струе кислорода; 3) удаления струей кислорода сгоревших частиц железа. Газовая резка применима вполне только для стали и стального литья и частично для чугуна. Предпосылкой для применяемости газовой резки является условие, что ί° сгорания материала лежит ниже его 1°пл., в противном случае, например для чугуна, имеет место только проплавление, а никак не разрезание металла. Затем также г° еспышки образующегося окисла не должна лежать выше точки вспышки несгоревшего еще материала, так как в противном случае процесс резки затруднился бы. Кроме того окисел должен отличаться жидкоплавкостыо и степень теплопроводности его не должен быть слишком высока. Практически всем этим требованиям удовлетворяет только сталь, резка же чугуна является в сущности проплавлением его. Некоторые при-сад!ш к стали затрудняют процесс резки. Легированные углеродистые стали обыкновенно можно разрезать лишь после значительного подогрева; содержание марганца облегчает резку железных сплавов. Аустенитовая марганцовистая сталь разрезается легко, тогда как она не мо
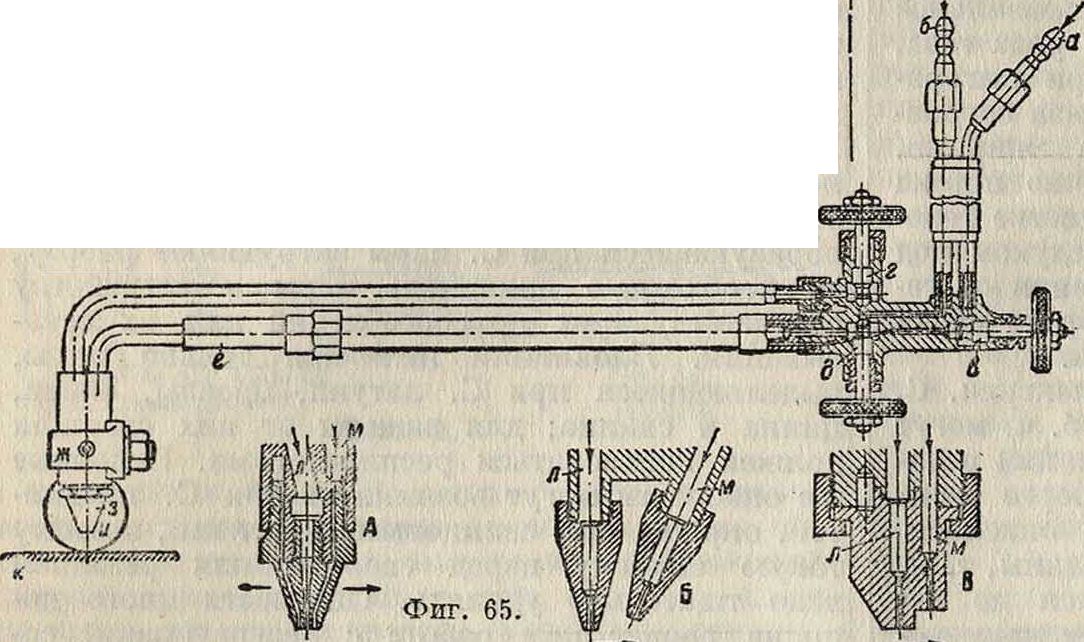
жет быть обрабатываема строганием, фрезерованием и тому подобное.
Для подогрева при резке требуется горючий газ в смеси с кислородом, а для резки — кислород высокой чистоты. Обычно в качестве горючего газа применяется ацетилен, но встречаются установки, в которых для подогрева применяется водород, бензол или светильный газ. Более низкая стоимость подогрева светильным газом или бензолом перекрывается бблыним расходом кислорода. Кроме того светильный гав и бензол пригодны только для резки листов незначительной толщины. Скорость резания при атом меньше и требуется больше времени для подогрева.
Резак представляет комбинацию сварочной горелки со специальным приспособлением для подвода кислорода для резки (фигура 65): а·— приток горючего газа, б — приток кислорода, е — вентиль для регулировки горючего газа, г — вентиль для регулировки кислорода для резки, д — вентиль для регулировки кислорода для подогревающего пламени, е — смесительная камера, мс — наконечник, з — сопло, и — колесики для направления резака, к — разрезаемый предмет, л — канал для кислорода для резки, м — канал для горючей смеси для подогревающего пламени; возможное направление резки обозначено стрелками. Пламя сварочной горелки подогревает разрезаемый предмет до t° вспышки; вытекающий из соседнего сопла под высоким давлением кислород служит для выполнения самой резки. Каждый резак имеет т. о. два сопла, которые расположены либо последовательно один за другим (фигура 65, Б и В) либо концентрически друг к другу (фигура 65, А). В первом случае сопло для подогрева помещается перед резаком, а во втором случае подогревательное сопло охватывает резак кольцеобразно. Последнее устройство имеет то преимущество, что горелку при резке можно передвигать в любом направлении, и таким образом является возможным легко производить резку и по кривым линиям. В связи с этим кольцеобразные горелки почти полностью вытеснили горелки с последовательно расположенными соплами, хотя при пользовании ими приходится особенно заботливо следить за правильной установкой пламени для подогрева, чтобы избежать карбонизирующего действия на металл. К горелке помимо горючего газа приходится подводить кислород как для подогрева, так и для резки, притом под разными давлениями. В связи с этим первоначально горелки снабжались отдельными трубопроводами для каждого вида кислорода, т. о. для каждого аппарата требовалось три шланга. Впоследствии перешли к горелкам с двумя шлангами, так как три шланга затрудняли ра-богу. При таком устройстве кислород как для подогревания, так и для резки поступает через один шланг. При этом получается известное взаимодействие обоих потоков кислорода, которое при установке подогревательного пламени при выключенном кислороде для резки следует учитывать, давая небольшой избыток кислорода. При устройстве резательных машин вернулись к системе с тремя шлангами. На практике применяется целый ряд резаков, отличающихся друг от друга в зависимости от рода применяемого горючего газа и назначения; по способу же работы они в основном совершенно сходны друг с другом. Так, имеются ацетиленовые резаки, водородные, бензоловые или работающие светильным газом. С другой стороны, резаки изготовляются для продольной или специальной резки, для вырезывания дыр, для выжигания отверстий, для заклепок или труб, для работы под водой и для резки чугуна. Чем спокойнее ведут резак, тем чище получаются линии разреза. Т. к. подача резака машинным путем всегда происходит равномернее, чем при ручной работе, то уже давно перешли к постройке резательных машин, тем более что они имеют преимущество в отношении производительности. Подобные машины настолько в настоящее время усовершенствованы, что при их помощи можно вырезывать конструктивные части достаточно чисто и дальнейшей обработки для них уже не требуется. Резку всегда начинают у кромки изделия. Если же это не представляется возможным, то следует выжечь дыру, от которой и начинать резку. Загрязнение сопла влечет за собой неровности в линии разреза. Не представляется возможным разрезать одновременно несколько наложенных друг на друга листов, т. к. находящиеся между ними слои воздуха действуют изолирующим образом. Поэтому листы следует резать один за другим. Резка круглого железа затруднительнее, нежели предметов с прямыми кромками. В настоящее время автогенный резак сделался необходимым инструментом в целом ряде областей металлообработки и нередко его предпочитают ножницам и пилам.
Области применения С. Применение С. вносит коренной переворот в дело металлообработки и металлич. конструкций. В машиностроении С. вытесняет литые детали, заменяя их сварными; в металлич. конструкциях, в мостах, в котлах и в резервуарах сварной шов идет на смену старому заклепочному соединению, создавая новые формы, более простые, более целесообразные и более легкие. Успех С. обеспечивается тем, что С. дает экономию в метал-
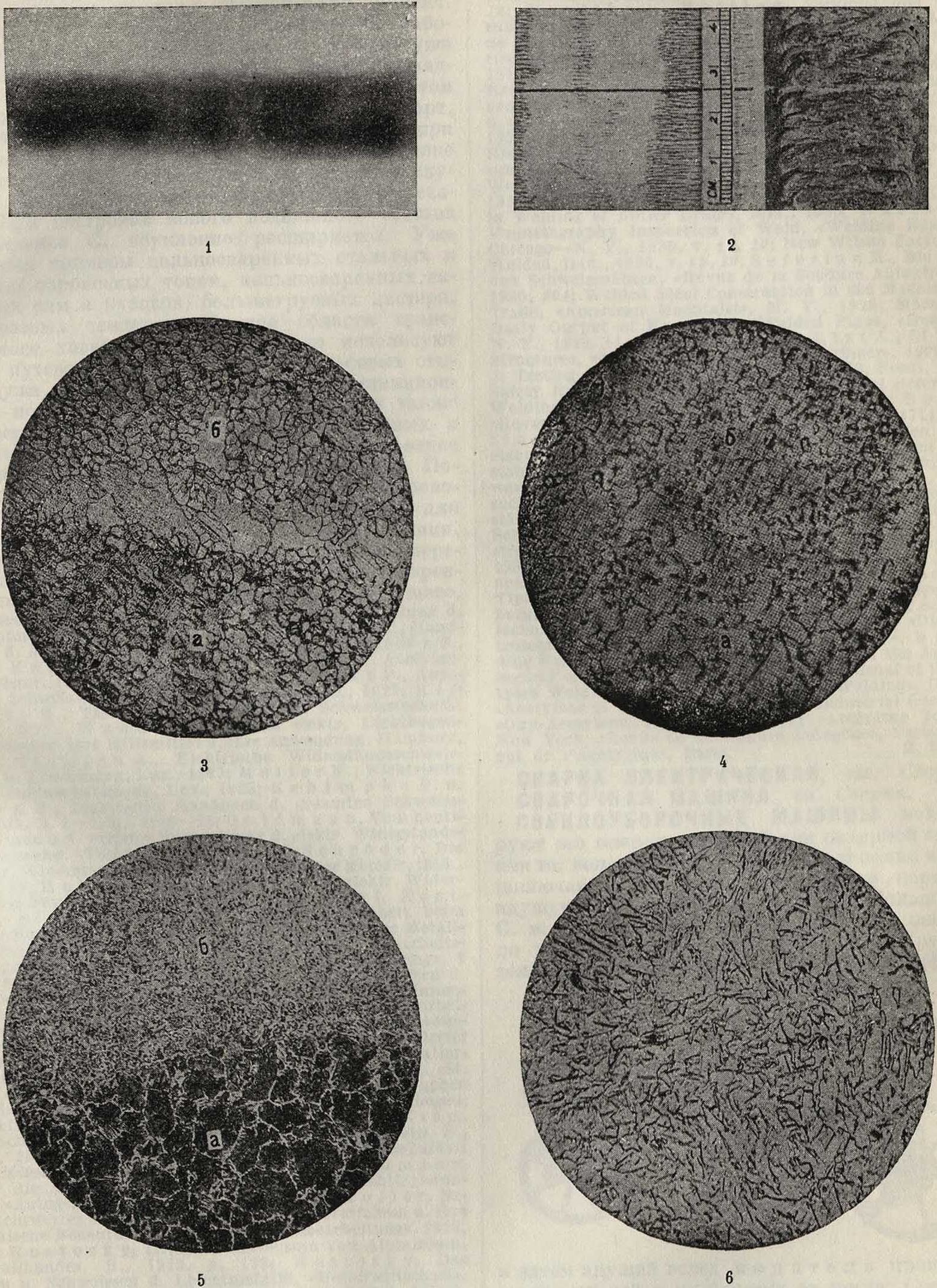
1. Рентгеновский снимок электросварного шва. 2. Магнитный спектр электросварного шва. 3. Микроструктура шва газовой сварки малоуглеродистой стали в зоне перехода (х 100): а—основной металл, б—наплавленный металл. 4. Микроструктура шва электродуговой сварки в зоне перехода (X 100) при одинаковом составе электродов и основного металла: а—основной металл, б—наплавленный металл. 5. Микроструктура шва электродуговой сварки в зоне перехода при разном составе электродов и основного металла (х 100): а—основной металл, б—наплавленный металл. 6. Игольчатые включения нитридов в шве электродуговой сварки (X 100).
т. в г»
ле 15—30%, экономию в рабочей силе до 40%, значительное сокращение времени работы на изготовление металлоизделий и вместе с тем дает конструкцию более прочную, чем посредством клепки или литья. Первые шаги нрактич. применения G. относились к ремонтным работам и поэтому в этой области С. успела уже завоевать прочное положение, давая громадную экономию народному хозяйству. В этом отношении на первом месте стоит транспорт, к-рый в особенности широко применяет С. при ремонте подвижного состава. Работы по резке железа и стали при ремонте в большинстве случаев производятся посредством газового резака. При постройке нового подвижного состава применение С. неуклонно расширяется. Уже имеются примеры цельносваренных стальных и медных паровозных топок, цельносваренных вагонных рам и кузовов, большегрузных цистерн, паровозных тендеров. Другие области транспортного хозяйства также широко используют С. В путевом деле термитная С. рельсовых стыков уже применяется не только на станционных, но и на главных путях. Имеются также примеры С. мостов пешеходных, шоссейных и железнодорожных. Судоремонт и судостроение также перешли к практич. применению С. Постройка металлич. резервуаров, трубопроводов, различного рода сосудов и аппаратов для заводских целей, деталей электрич. машин, авто- и авиастроения также неуклонно переключается на С., которая т. о. произведет коренной переворот в технике ближайшего будущего.
Лит.: В а г d t k e P., Gemeinfassliche Darsteilung d. gesarnten Schweisstechnik, B., 1931; К a u t n у Th., Hand-buch d. autogenen Metallbearbeitung, 3 AufI., Halle a/S., 1927; К a u t n у Th. u. Η о 1 1 e r, Leitfaden f. Azetylen-schweisser, 10 Aufl-, Halle a/S., 1930; Z e m k e P., Auto-genes Schweissen u. Sehneiden, 2 Auli., Lpz., 1927; К i r-chner M., Taschenbuch d. gesamten Schweisstechnik, Lpz., 1927; Wundram 0., Die elektr. Lichtbogen-«chweissung, ihre Hilfsmittel u. ihre Anwendung, Hamburg, 1925; Neumann A., Elektrische Widerstandsschweis-sung u. Erwarmung, Lpz., 1927; Keller K., Elektrische Liehtbogenschweissung, Lpz., 1925; SchimpkeP. u. Horn H., Praktisches Handbuch d. gesamten Schweiss-teehnik, B. 1—2, B., 1926—28; Soldmann, Vom heuti-gen Stand u.d. weiteren Entwicklung d. elektr. Widerstands-schweissung, «Techn. Ztrbl.», B., 1930; Schroder, Die elektr. Widerstandsschweissung verschiedener Metalle, ibid., 1929, 20; Roth, tlber den heutigen Stand d. elektr. Widerstandsschweissung, ibid., 1929, 3; Rimarski, Kant-ner, Sterb, Der Eintluss d. Sauerstotfreinheit beim Sehneiden mittels Sauerstofi u. Azetylen, «Autogene Metallbearbeitung», B., 1928, 1; Friedrich Dr., Sicherheits-vorlagen bei Gasschweissanlagen, «Schmelzschweissung», 8 .Tg., 7, S, 10; W a 1 1 i c h s u. M u e s, Das Verhalten d. Schweissbrenner bei Aenderungen des Druckverhdltnisses zwischen Sauerstoff u. Azetylen, «Autogene Metallbearbei-tung», B., 1929, 11; К a n t n e r, Schutzbrillen f. Schweiss-arbeiten, ibid., 1929, 11; R a p a t z, Schweissen legierter Stable, «Techn. Ztrbl.», B., 1929, 20; Rapatz, Metallur-gisehe Betrachtungen iiber die Schmelzschweissung, «St. u. E.», 1931, 9; В u n g, Versuche mit dem Oszillographen zur Erforschung d. Vorgange im elektr. Schweisslichtbogen, «Elektrotecbnik u. Maschinenbau», B., 1928, 22; Ziem, Die Schweissbarkeit des Kupfers, «Teclmisches Ztrbl.», B., 1929, 20; C a n z 1 e r u. Holler, Die Schweissbarkeit von Messing u. Bronze, ibid., 1929, 20; P о t h m a n n, Tiber die Schweissung von Aluminium u. Leiehtlegierun-gcn, «Autogenschweisser», W., 1928, 1—3; Holler, Be-merkenswertes iiber die Aluminiumschweissverfahren u. ihre technische Bedeutung, «Autogene Metallbearbeitung», 1928, 1. 5; R о s t о s k y, Loten u. Schweissen von Aluminium, «Metallkunde», В., 1923, p. 196; R о s t о s k у, Das Loten u. Schweissen d. Leichtmetalle, «Metaiiwirtschaft», B., 1930, 24; Scheurer, Die Schweissbarkeit d. Alumi-niumlegierungen in Abhangigkeit von Legierungstypus, «Schmelzschweissung», Hamburg, 1930, p. 178; W о e h-1 e r s, Ober Schweissen von Nickel, «Techn. Ztrbl.», B., 1929, 20; Lehmann, Gasschmelzschweissen von Zink, ibid., 1930, 5; N e e s e, Das Schweissen von Monel, ibid., 1929, 20; B e r t h о 1 d, Neuere autogene Scbweissmaschi-nen, ibid., 1929, 3; Horn, Die Laschenschweissung im Kesselbau, «Schmelzschweissung», Hamburg, 1929, 4;
Wundram, Elektrisch geschweisste Krane, «Techn. Ztrbl.», B., 1931, 2; Hor n, Sehweisstechnische Streifziige, «Schmelzschweissung», Hamburg, 1930, 6; Mtoter,
i Das kombinierte autogen-elektrische Schweissverfahren Arcogen, «Autogene Metallbearbeitung», В., 1930, 22, 23; Lottmann, Einiges iiber Schrumpfungen, Spannun-gen u. Verwerfungen beim Lichtbogenschweissen,«Schmelzschweissung», Hamburg, 1929, 8; Schmuckler, Schweisstechnik im Stahlbau, «Elektroschweissung», Brschw., 1930, 12; Bardtte u. Matting, Vergleichende Unter-suchung d. VorwSrts- u. Riickwartsschweissung, «Autogene Metallbearbeitung», B., 1931, 11, 12; K e m p e r, Kri-tische Betrachtung d. Pnifverfahren f. Schweissnahte, ibid.,
1930, 13—16; K a n t n e r, Neueste Versuche mit Rontgen-strahlen in d. Schweisstechnik, «Elektrotechnik u. Maschinenbau», W., 1928, 22; H i 1 p e г t, Werkstoffanderungen d. mit Sehneidbrennern bearbeiteten Baustiihle, «Z. d. VDI»,
1931, 21; К a 1 i s c h, Neuere Untersuchungen iiber das
Brennschneiden von Gusseisen, «Autogene Metallbearbeitung», B., 1930, ii; E v a n s E. M. а. О u t с a 11 F. G., Welding Pipe Systems for Steamheating, «Power», N. Y., 1930, v. 72, 5; H u t c h i n s ο n E. C., Scientific Control in Welding of Boiler Drums, ibid., 1930; W a t t s T. R., Magnetograpby Inspection of Weld, «Welding Engineer», Chicago—N. Y., 1930, v. 15, 10; New Wilson Factory-Arc Welded, ibid., 1930, v. 15, 10; S e f e r i a η M., Die Kosten von Schweissnahten, «Revue de ia Soudure Autogfene», P., 1930, 201; Welded Steel Construction in the Machine Tool Trade, «American Machinist», N. Y., 1929, Marz; High Daily Output of Electrically Welded Pipes, «Iron Age». N. Y., 1929, 11 Juli; K i b b e n F., L i s t A., Of Welded Structures, «Mechanical a. Welding Engineer», 1929, v. 3, 1; Testing of Welds, «Power», N. Y., 1929, Sept., p. 464; Safety Rules for Gas Equipment with Special lteferenze to Welding, «Mechanical Engineer», N. Y., 1930; В о u 11 c, «Revue de ia Soudure Autogfene», P., 1929, p. 1711; L e f-ring N., Einfluss d. Schwoisstrombedingungen bei d. elektrischen Liehtbogenschweissung von weiehem Fluss-stahl, «Forschungsarbeiten auf dem Gebiete des Ingenieur-wesens», B., 1930, H. 332; Baumgarter K., Unler-suchungen iiber den Einfluss von Umwicklungen d. Schweiss-stdhle auf die mechanische Festigkeitseigenschaften der Schweisse, ibid., B.,1930, H. 336; Ausgewahlte Schweisskon-struktionen, B. i, Stahlbau, bearbeitet v. O. Bondy, B., 1930; Ausgewahlte Schweisskonstruktionen, B. 2, Maschinenbau, bearbeitet v. K. Haas, B., 1931; «Oxy-Acetylene Tips», N. Y., 1928, Sept.; «Die Schmelzschweissung», Hamburg; «Autogene Metallbearbeitung», B.; «Ztschr. f.Schweiss-technik», Basel; «Der Autogenschweisser», W.; «Die Elektroschweissung», Brschw.; «Technisches Ztrbl.», B.; «Welding Engineer», Chicago—N. Y.; «Journal of the American Society of Welding Engineers», N. Y.; «Journal of the Ace-tylen Welding», Chicago; «Acetylene a. Welding», Chicago; «Acetylene a. Welding Journal», L.; «Industrial Gases», L.; «Oxy-Acetylene Tips», New York; «Acetylene Journal», New York; «Revue de la Soudure Autogbne», Paris; «Journal de i’Acdtymne», Paris. U. Бардтко.