 > Техника, страница 81 > Сновальная машина
> Техника, страница 81 > Сновальная машина
Сновальная машина
Сновальная машина, машина приготовительного отдела ткацкой фабрики, имеющая целью подготовить основу для перегонки пряжи на ткацкий навой и для пропуска ее через шлихтовальную машину. Пряжа снимается с прядильных машин или в виде початков или на шх и для получения основы должна пройти ряд предварительных операций. Первой является перемотка пряжи (смотрите Размотка пряжи) со шпуль или початков на сновальные катушки или бобины, представляющие собою более емкую форму намотки; следующая за ней операция—снование, то есть перегонка пряжи со сновальных катушек на сновальный валик, вмещающий уже несколько сот ниток—обычно 300—600. Для образования основы несколько сновальных валиков поступает на шлихтовальную машину или, если основа идет в ткачество без шлихтовки, на навивальный станок и в процессе перегонки на ткацкий навой дает основу. Напр. если основа должна иметь 3 000 ниток, а сновальные валики имеют по 500 ниток, то для получения такой основы требуется 6 сновальных валиков по 500 ниток каждый.
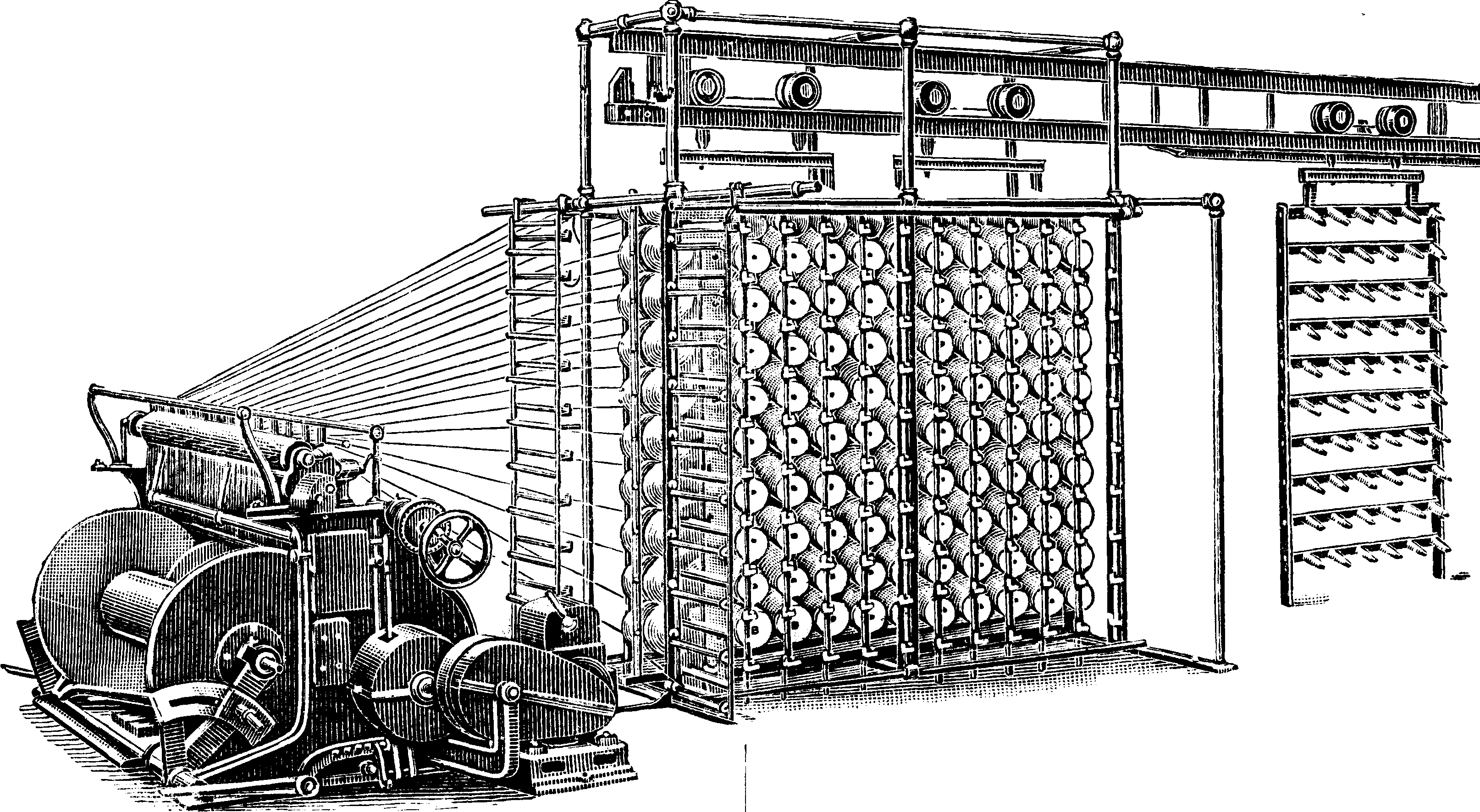
С. м. состоит из двух отдельных частей (фигура 1 и 2)—рамы, или шрника, нак-рой устанавливаются катушки с пряжей, предназначенной для сновки, и навойной машины, которая навивает основу на навой. В зависимости от характера ткани применяются различные
С. м., которые м. б. разделены на следующие основные группы. 1) Английские С. м., насно-вывающие пряжу по длине всего сновального валика; эта группа машин применяется преимущественно для приготовления одноцветных хл.-бум., льняных, джутовых и камвольных основ. 2) Ленточные С. м., дающие пряжу наснованной отдельными лентами определенной ширины и длины, уложенными подряд по длине барабана. С барабана основа перегоняется на ткацкий навой или на предварительный, если пряжа должна пройти шлихтовку. Ленточные С. м. применяются преимущественно для сновки натурального и искусственного шелка и для получения цветных основ. 3) Секционные С. м., дающие наснованную пряжу также в виде лент, которые навиваются не на один общий барабан, а на отдельные катушки. Лента основы, наснован-ная на такую катушку, наз ывается секцией; совокупность всех секций составляет основу, которая перегоняется с катушек на ткацкий навой. Сек ционные С. м. применяют-
Фигура 1.
основ. 4) С. м. с вертикальным барабаном, применяемые в кустарном ткачестве, дают пряжу наснованной в виде пряди. С барабана пряжа собирается в виде жгута или клубка.
Сновальные рамы строят из дерева, в последнее время из железа. По форме различают несколько типов сновальных рам: 1) V-об-разной формы, 2) дугообразной формы с параллельно поставленными решетками, 3) швейцарские наклонные рамки. Кроме формы сновальные рамы различаются по способу передвижения: стоячие на колесиках или подвесные на шинах; наконец они различаются типом и формой катушек и их бобин, насадкой их на рамы, устройством нитеводителей и натяжных приспособленийдлянити и т. д. V-образная рама состоит из двух крыльев, поставленных под углом друг к другу. Емкость рамы англ. С. м. 300—700 катушек. Катушки свободно вращаются на железных или деревянных веретенах, концы которых помещаются в деревянных, фарфоровых или стеклянных гнездах. Рама отличается простотой, но представляет ряд недостатков в смысле удобства обслуживания и равномерного натяжения нитей. В последнее время в этот тип рамы внесен ряд усовершенствований: вертикальные ряды катушек сделаны подвижными, что облегчает установку катушек; передняя часть одного из крыльев сделана подвесной, что позволяет быстрее и легче изменять положение его относительно навойной машины. Рама дугообразной формы более удобна для наблюдения за работой и обслуживания, чем V-образная, но имеет свой недостаток—неравномерное натяжение нитей, т. к. они сходят с
*12
рамы под разными углами. Дугообразная рама применяется в С. м. с вертикал ьным“бар абаном, а также в ленточных машинах для сновки шелковых основ. Рама швейцарского,типа отличается простотой, подвижностью, но небольшой емкостью, почему преимущественно применяется в шелковом деле для небольших катушек. Веретена, на которые надеваются катушки, делают такой длины, которая достаточна для посадки двух катушек, причем вторая катушка благодаря чему емкость бобины в 272 раза больше емкости вращающихся катушек. Сойдя с бобин, нить проходит натяжной прибор, который
Фиг. является запасной. Новейшие типы рам делают в виде параллельно поставленных решеток. Рама сделана из железа и имеет два параллельных ряда решеток, между з которыми имеется до-
^ статочный проход для с А обслуживания. Каждый нитеводитель обслуживает две бобины (фигура 3), из которых одна запасная. Бобины укреплены на ручках и откидываются в положение, показанное пунктиром, что делает возможным смену бобин во время работы. Конец каждой бобины присучается к началу следующей, и таким образом смена бобин или даже привязка не требует останова машины. ; Бобины представляют собою особые
Фигура 4а.
Фигура 2.
дает всем нитям одинаковое натяжение. В случае обрыва особые электрические сигнализаторы показывают, в какой группе нитей надо искать обрыв. Рама снабжается лопастными вентиляторами, которые очищают нитеводители и нити от пуха и пыли.
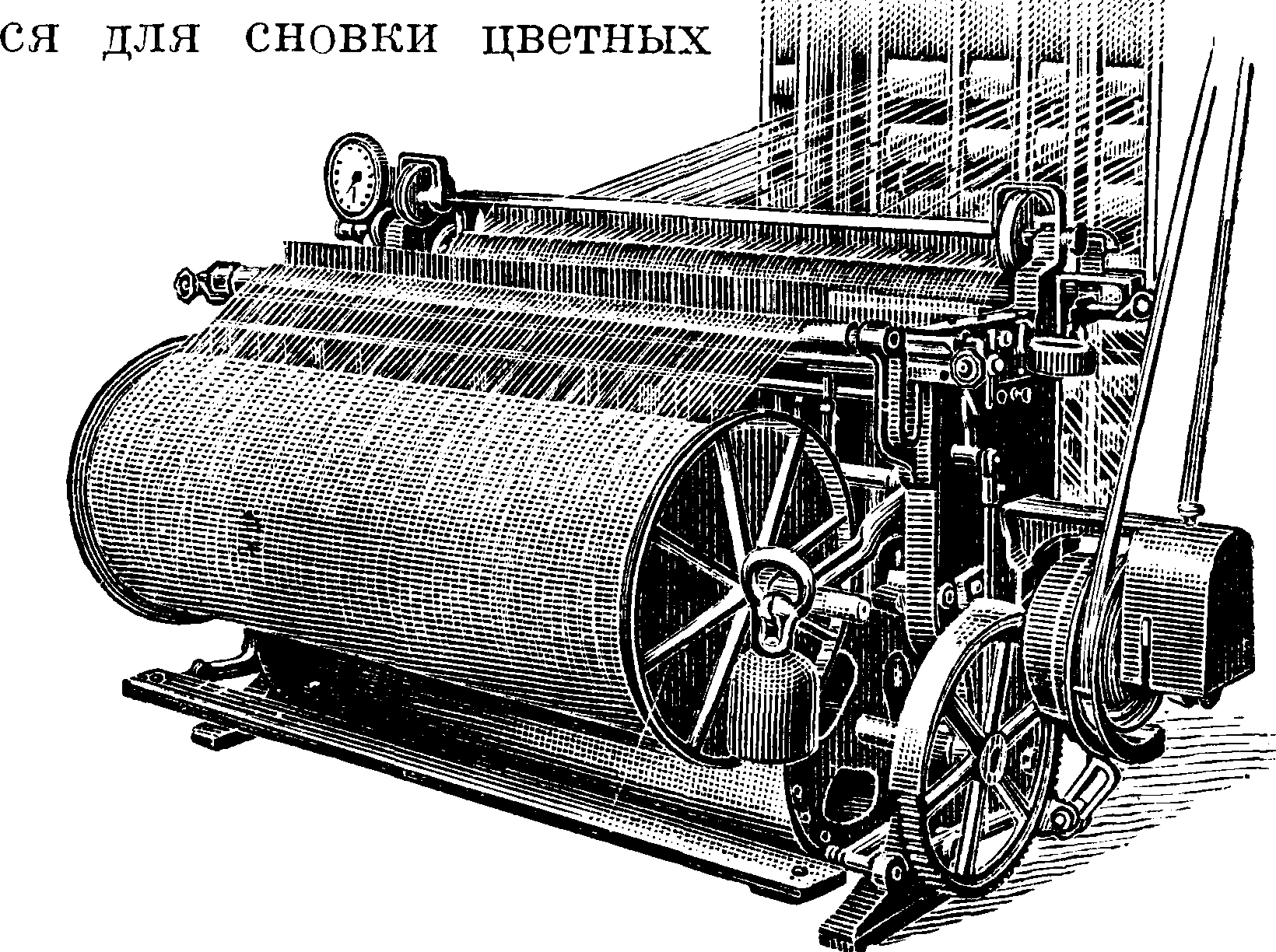
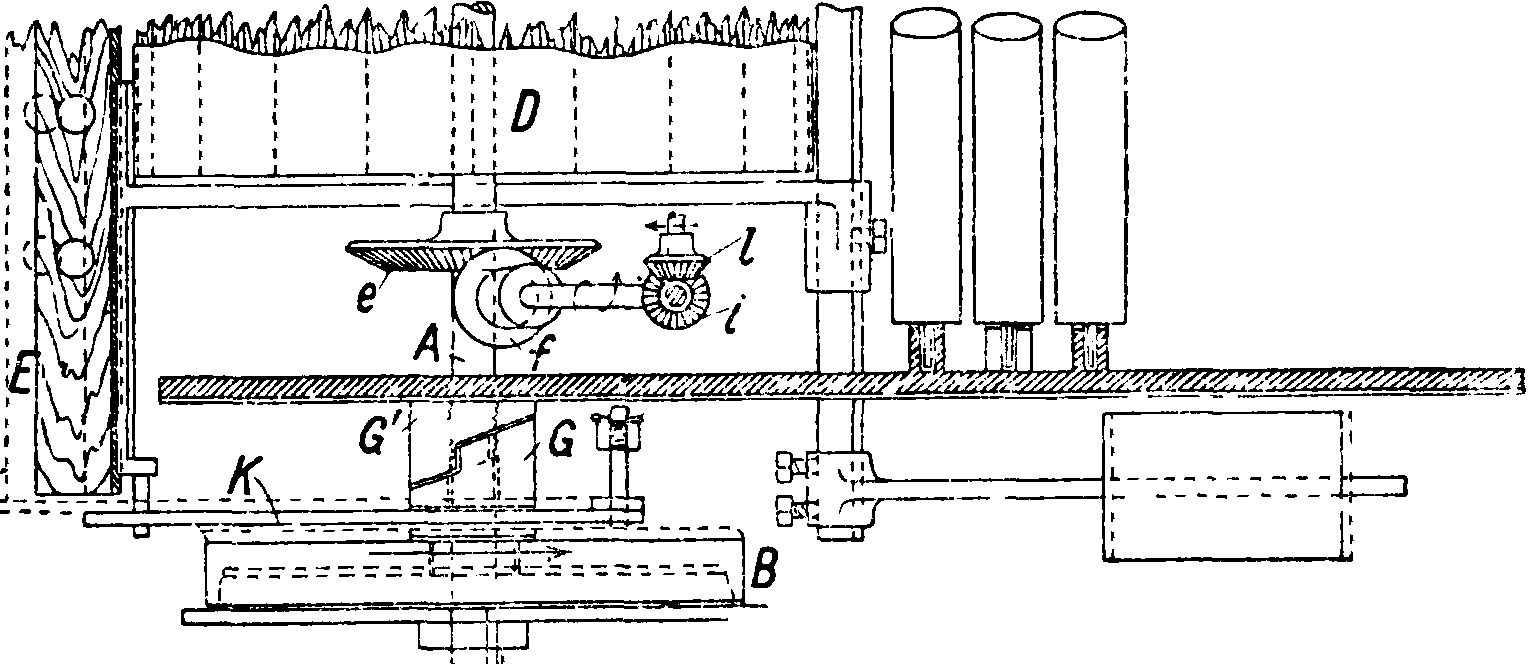
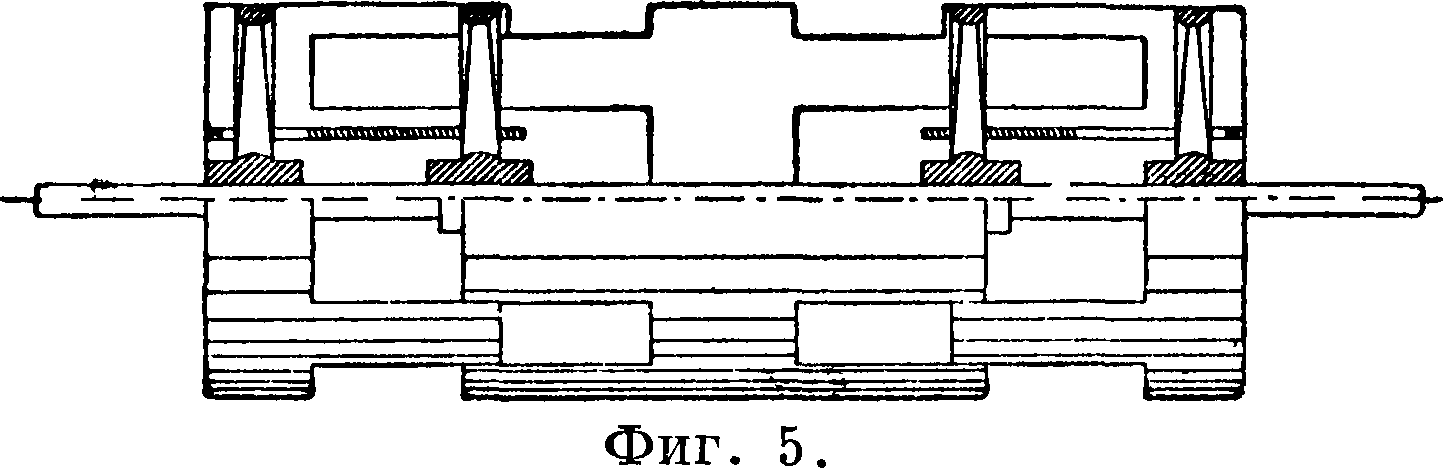
С. м. английского типа представлена в разрезе и плане на фигуре 4а и 46. На главном валу А машины сидит сновальный барабан Я, показанный отдельно на фигуре 5. Барабан делают из дерева и раздвижным с целью изменения длины его в зависимости от длины сноваль-
| 1 | 1—ι*!τ—гп | Ж | ж | т |
| /М | 1, 4fr i f | 9 | ||
| (да)
.14 |
Mil :;.|0 I ; 1 ;j 1 | CZ: |
деревянные конусы с намотанной на них пряжей и устанавливаются на раме неподвижно,
с Фигура 46.
ных валиков; встречаются барабаны и нераздвижные постоянной длины. Барабан D приводит в движение трением сновальный валик b. Вращение вала А осуществляется фрикционной муфтой ВС, в которой шкив С—рабочий, а шкив В—холостой. Сцепление шкива В со шкивом С совершается действием на него зубчатой муфты GG, которая сидит свободно на валу А и находится в свою очередь под действием рычага К и подножки Е. При опускании подножки рычаг К продвигает муфту G по скошенной части, благодаря чему шкив В соединяется со шкивом С; одновременно с вращением рычага К против часовой стрелки прут F поднимается вверх, зацепляется за неподвижную полочку I и уравновешивает груз Я, и машина приходит в движение. Останов машины осуществляется с помощью отводки с при отклонении к-рой
штифт d сталкивает пруток F с полочки J, груз Н получает свободу, падает вниз, вращает муфту G по направлению часовой стрелки, благодаря чему соприкосновение шкивов С я В нарушается, и машина останавливается. Останов машины совершается автоматически и при обрыве каждой из нитей основы. Одной из наиболее распространенных, хотя и самых старых конструкций останова является следующая. На
О
каждую нить основы подвешивается особая шпилька длиною l3/*". Концы шпилек приходятся между брусьями решетки, которые препятствуют продвижению шпилек вместе с нитями. При обрыве нити шпилька падает и попадает между двумя валиками К и К, которые имеют вращение внутрь и захватывают своим вращением упавшую шпильку. Валик L получает вращение от главного вала машины А посредством пары конич. колес си/, наклонного вала и пары конич. шестерен I, г; валик L получает вращение от L. При попадании шпильки между валиками L и L валик L как подвижной перемещается и перемещает штифт d, к-рый сталкивает с· полки I пруток jF, и машина останавливается, как и при действии руки рабочего на отводку с. Этот·механизм автоматического останова несмотря на большое распространение его имеет ряд недостатков: 1) шпильки могут спадать с нитей, особенно когда слабо натянутая нить сразу получает очень сильное напряжение; 2) шпильки изнашиваясь не производят должного действия, а замена их требует определенных расходов; 3) необходима затрата времени на извлечение шпильки из ящика после падения и надевание ее на нить; 4) механизм позволяет пустить машину в ход после останова ее без связывания концов нити.
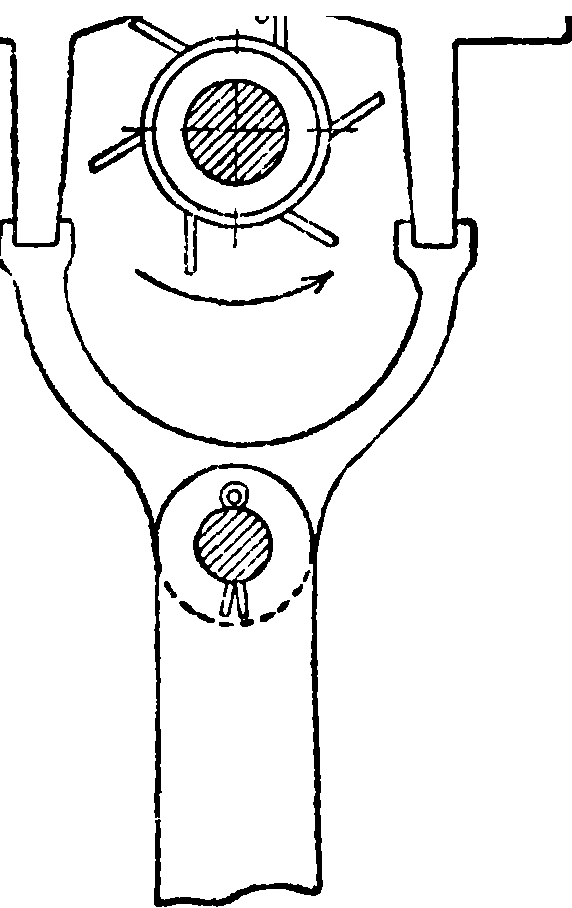
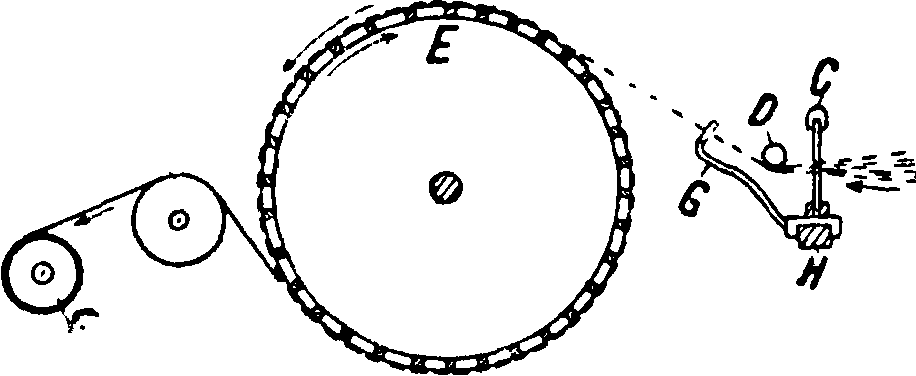
Кроме описанного механизма для останова С. м., впервые предложенного Синглетоном (Singleton), применяются следующие системы остановов: 1) со шпильками, в которые продеты нити основы а и которые при обрыве нити падают на крыльчатый валик с 6 или 8 крыльями; валик вращается в закрытом корыте (фигура 6) и при попадании на него шпильки b останавливается и останавливает машину; имеется очень много конструкций этого типа, все они построены так, что рабочий не может после останова пустить машины в ход, не связав концов нити; 2) по типу ламелей ткацкого станка; 3) электрич. остановы. Кроме указанных двух частей С. м.—привода и автоматич. останова—наиболее важными являются следующие: 1) Два рядка, передний и задний, имеющие целью правильно расположить полотно основы, так чтобы нити ее были параллельны одна другой, и точно установить
| К | di | |
| г | т | п |
Фигура 6.
ширину основы соответственно ширине сновального валика. Рядок представляет собою гребенку с передвижными по ширине основы зубьями, устанавливающими ее ширину (фигура 7). Развод зубьев производится вращением рукоятки или маховичка, приводящего во вращение винт валика, одна половина которого имеет правую нарезку, другая—левую. Червячный валик при помощи скоб и спиральных колец действует на зубья рядка, сдвигая и раздвигая их. На фигуре 8 представлен ленточный рядок, в котором развод зубьев производится с помощью натяжения ленты а. Передний рядок всегда делается раздвижным и сверху открытым, задний рядок часто делают неподвижным и для придания рядку устойчивости сверху его надевают деревянный брус—вершник. Рядок носит также название гребня, а задний рядок иногда называется бердом. 2) Регулятор натяжения нитей, состоящий из пары легких жестяных вали- ков д и д (фигура 4-а), которые лежат на полотне осно-
Флг. 7.
вы и свободно опускаются по вертикали под действием силы тяжести; когда сновальный валик останавливается, основа ослабевает, и ее нити могут перепутаться, валики же всегда держат ее в "натяжении. Вместо жестяных валиков в старых конструкциях английских С. м., применяемых для сновки грубой пряжи, в качестве натяжного устройства применяют прутки, число которых обычно бывает шесть. Действие прутков аналогично действию валиков: опускаясь, они придают основе вид гирлянды, создают определенное натяжение и не позволяют нитям запутываться. 3) Счетный механизм и автоматич. останов машины после сновки определенной длины основы включают в себе мерильный валик к (фигура 4а), к-рый приводится во вращение трением о него нитей. Длина окружности валика 457,19 миллиметров (18"). Ось валика к червячной передачей соединена с циферблатом, показывающим длину сновки, и барабаном, на поверхности которого имеется спиральная канав-
Фигура 8.
ка, оканчивающаяся углублением, причем правый конец его тяжелее левого и имеет тенденцию опускаться вниз. До тех пор пока конец рычага т следует в направляющей канавке, рычаг никакого действия на останов машины не оказывает, но, когда длина сновки окончена и конец рычага попадает в углубление барабана, штифт М, находящийся на другом конце рычага ш, действует на спусковой прут F, сбрасывая его с полочки; последний в свою очередь действует на автоматич. останов машины, как было уже сказано выше. Длина сновки, при которой машина автоматически останавливается, обычно составляет 4 572 метров (5 000 ярдов). При длине окружности мерильного валика в 18 7 7 число зубьев каждой из червячных шестерен при одноходовом червяке принимается равным 100; в таком случае дчина сновки равна произведению hfk, деленному на число дм. в ярде, причем
h и f—числа зубьев шестерен и к—длина окружности валика в дм.; т. о. длина сновки бу-
дет-36—= 5 000 ярдов. Циферблат имеет две шкалы: внешнюю с делениями 0—100 ярдов и внутреннюю с делениями на сотни ярдов: 100—5 000 ярдов. Счетчики этой системы неудобны тем, что при данных основах или при сновках, не совпадающих по длине с 5 000 ярдов, требуют нескольких перестановок счетного механизма. Применяются счетчики, которые без перестановки указывают определенное число основ по 5 000 ярдов каждая и при значительно более простой перестановке дают сновки по длине, меньшие 5 000 ярдов.
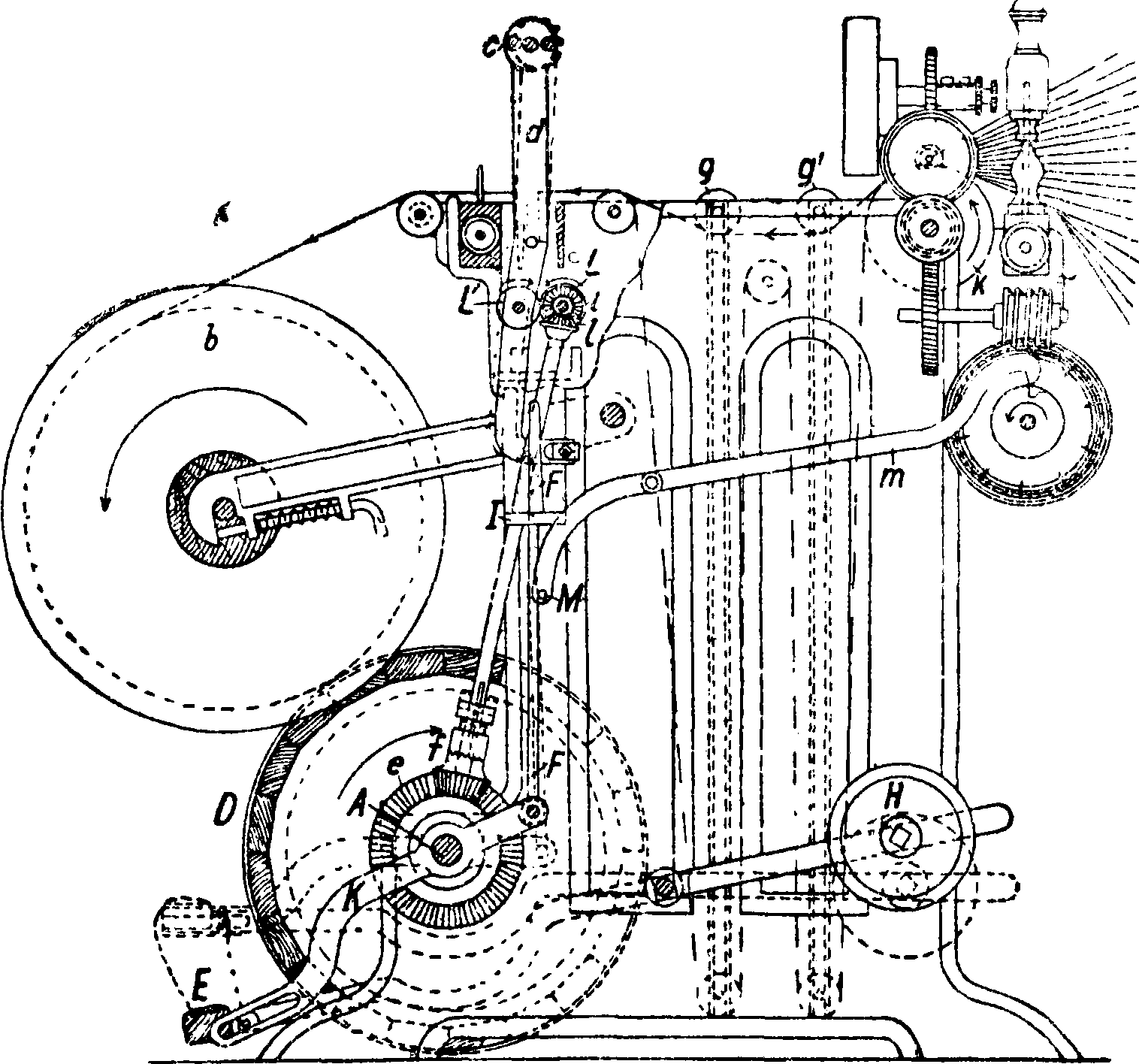
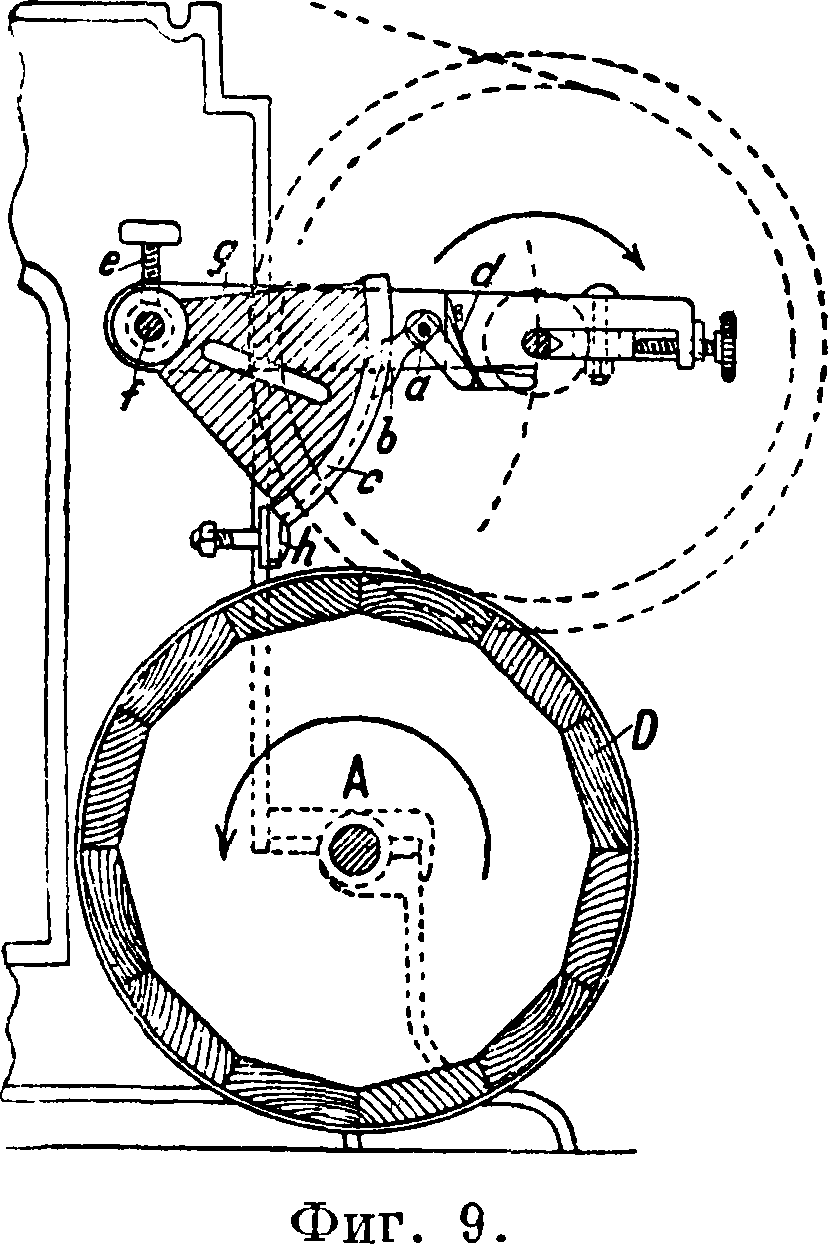
Английские С. м. отдельных англ, и аме-рик. з-дов различаются лишь в деталях, наир, приводной механизм встречается как в виде фрикционной муфты, так и в виде фрикционных дисков, а в машинах американских з-дов—в комбинации с конич. барабанами. Большое значение имеет установка сновальных валиков. На фигуре 4а сновальный валик Ь удерживается ручками и с навиванием на него основы поднимается вверх. Подъем валика происходит обычно не плавно, а толчками, валик испытывает сотрясение, в особенности если снуется пряжа разных №№. Механизм, представленный на фигуре* 9, предоставляет сновальному валику свободно подниматься, но задерживает его на достигнутой им
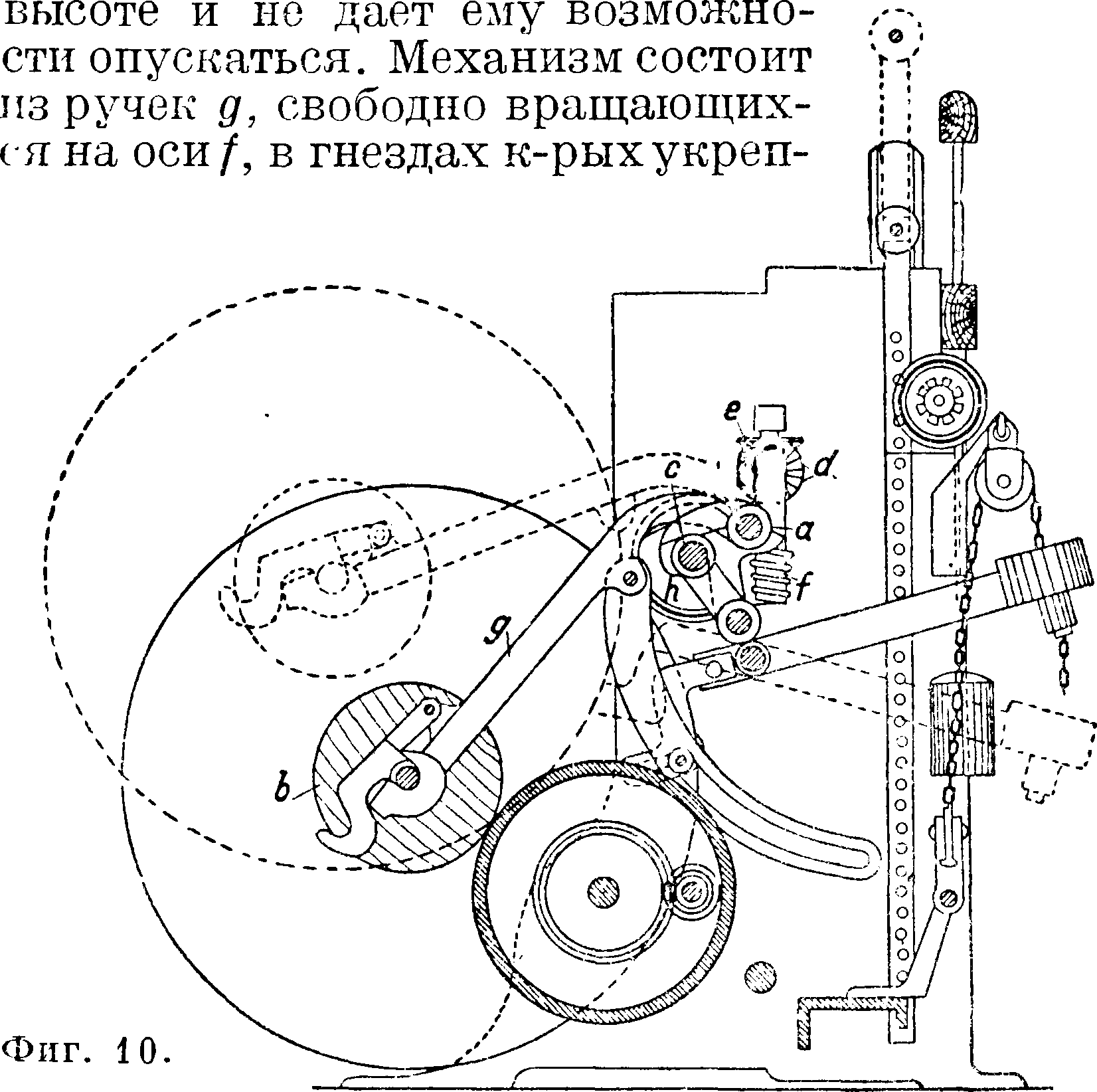
лены концы сновального валика. На оси укреплен с помощью болта е сектор с имеющий на окружности V-образную выемку. Помимо болта е сектор удерживается в определенном положении упором h. На шпинделе а, укрепленном на ручке д, насажена собачка Ь, которая одним концом ходит в выемке сектора с,а на другой конец ее действует пружина d, которая плотно прижимает собачку к выемке. Поверхность соприкосновения собачки с квадрантом и точка |
вращения ее так расположены, что собачка может только скользить вверх, но опускаться не может. Американские С. м., а также новейшие конструкции герм, машин снабжаются особым механизмом для съема валиков, к-рый является особенно необходимым при большом весе сновальных валиков, достигающем иногда 90 килограмм. На фигуре 10 представлено такое устройство: ручки д, на которых покоится сновальный валик b, вращаются на шпинделях а, которые соединены с валом с проходящим через всю ширину машины и получающим вращение от рукоятки (не указанной на чертеже) через систему конич. колес d и в и червячную передачу и /г. Барабан в английских С. м. обычно делают из дерева, америк. з-ды и нек-рые герм, з-ды делают барабан чугунным. Иногда С. м. снабжаются пнев-матич. очистителем, к-рый имеет целью собирать пух и пыль с рядков и шпилек. По ширине
Фигура и. ное движение; с муфтой соединен вентилятор, совершающий то же движение. Для передвижения вентилятора по направлению движения основы он укреплен на шарнире. Английские С. м. обычного типа строят следующих №№ и ширины барабана:
№ машины. 9/8 6/4 7/4 8/4 9/4 10/4
Ширина барабана, дм. 54 60 66 72 78 84
Размеры: длина машины вместе с рамой 16— 17 фт. (4,88—5,18 м), ширина превышает ширину берда на 4 фт. (1,22 м). Расход энергии 0,3—0,5 IP. Скорость сновального барабане в зависимости от № пряжи равна 40—80 м/мии. Одна С. м. обслуживает 60—80 ткацких станков. Коэф. использования машины невелик: 40—60%. В настоящее время в СССР и за границей один сновальщик обслуживает две С. метров.
Сравнительно небольшая производительность английских С. м., небольшие скорости их и низкий коэф. использования поставили перед машиностроительными з-дами вопрос о рационализации процесса сновки, об увеличении скорости и производительности С. м.; и действительно в сновальном процессе и конструкции С. м. в последние годы сделаны большие усовершенствования, причем большинство машиностроительных з-дов шло к этому оригинальными путями. Так, машиностроительный з-д Шлафгорст в Мюнхен—Гладбахе (Германия), С. м. к-рого, являясь одними из самых лучших, произвели целый переворот в сновальном деле введением
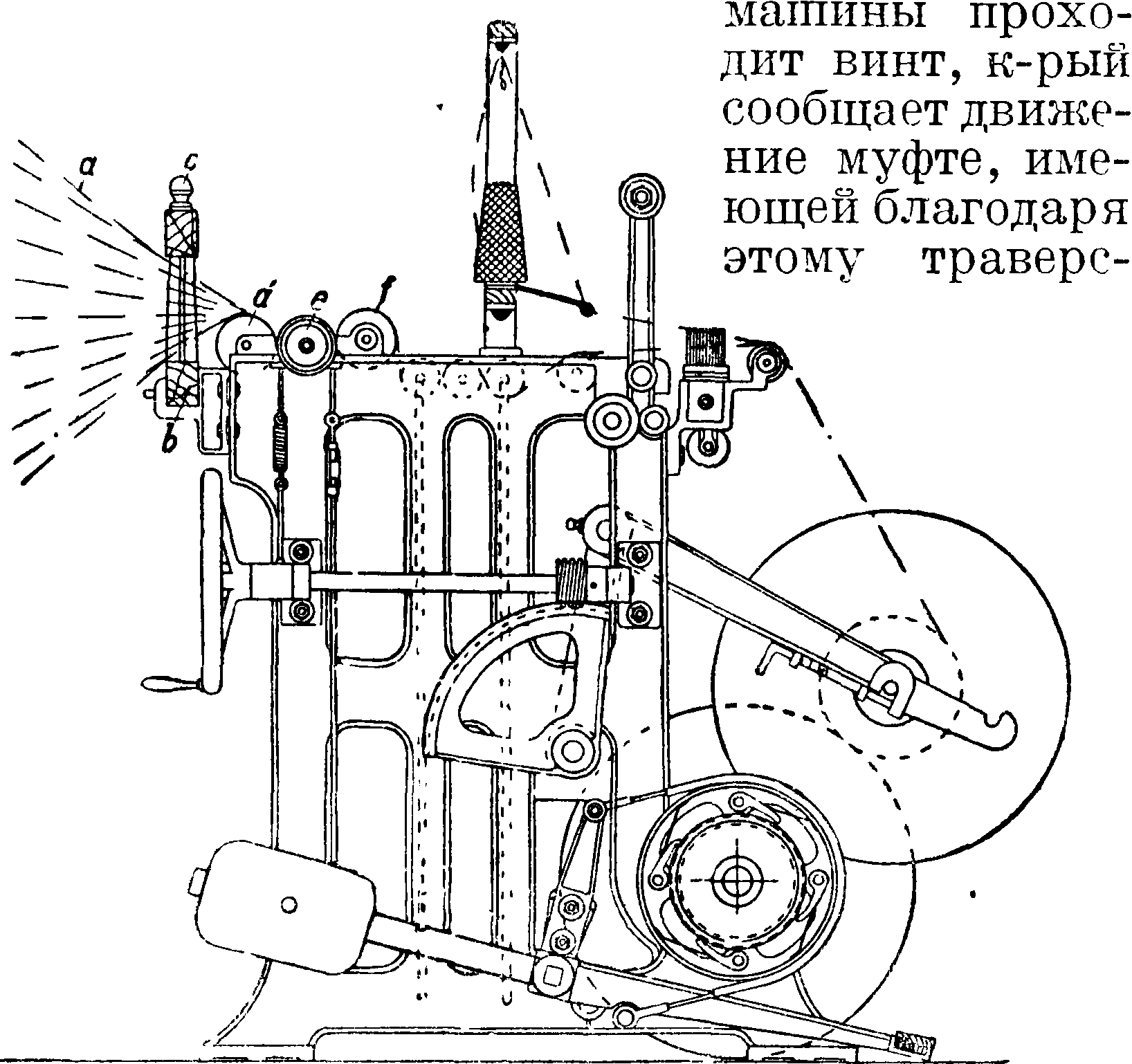
неподвижных бобин вместо вращающихся катушек. Это нововведение дало возможность увеличить количество пряжи на бобине более чем вдвое. На английских С. м. катушки после останова машины продолжают по инерции вращаться и сматывать пряжу, что крайне неудобно и требует особых натяжных приспособлений валиков или прутков для собирания и натяжения пряжи. Фарфоровый нитеводитель завода Шлафгорст специальной конструкции с компенсатором натяжения нити делает натяжение постоянным от начала до конца сновки и отвечающим качеству и № пряжи. Пройдя компенсатор натяжения, нити каждого горизонтального ряда проходят через фарфоровые отверстия, вделанные в железную шину. Это приспособление разъединяет нити, дает им параллельное направление и предупреждает спутывание их между собою. 3-д Шлафгорст ввел и шпули особой конструкции: деревянные, конусные, достаточно толстые и прочные. Шрник представляет собою легкую металлич. раму, которая легко обслуживается работницей и м. б. поставлена в любом расстоянии в любом направлении по отношению к С. м. На фигуре 11 и 12 дана схема поперечного разреза С. м. завода Шлафгорст: основа а проходит задний рядок bс, затем направляющий валику, тормозной е и мерильный /.
Благодаря действию тормозного валика м. б. дано любое натяжение основы, к-роем. б. легко регулируемо. Направляющий и мерильный валики вращаются в подшипниках на шариках. Машина имеет раздвижной барабан для навоев различной ширины. Барабан снабжен ленточным тормозом, моментально останавливающим машину в случае обрыва нити. Машина снабжена специальными приспособлениями для спуска навоев, для их выравнивания и для разгрузки натяжных валиков. Шрник имеет расстояние между веретенами 180 миллиметров, при наибольшем диаметре конич. шпули 175 миллиметров. В высоту рама имеет или 10 рядов бобин (в таком случае верхняя бобина помещается на высоте 1,87 метров над полом) или 11 рядов бобин при высоте в 2,05 метров Ширина сновальной рамы 2 метров Длина рамы в зависимости от числа бобин:
| Число | Длина | Число | Длина | Число | Длина |
| бобин | рамы, м | бобин | рамы, м | бобин | рамы, м |
| 310 | 3,24 | 500 | 4,68 | 640 | 5,94 |
| 400 | 3,78 | 540 | 5,04 | 700 | 6,48 |
| 440 | 4,14 | 600 | 5,58 | 800 | 7,56 |
Имеются и промежуточные размеры с разницей в 20 бобин. Расстояние между рамой и машиной 1 метров Размеры машины при длине станины в 1 300 миллиметров:
Ширина станины, миллиметров 1 800 2 000 2 200
Общая ширина, миллиметров 2 360 2 560 2 760
Вес брутто, кг 900 950 1 000
Расход энергии 1 IP. Скорость сновки 140— 175 м/мин. Производительность машины для хл.-бум. пряжи № 20 равна 25 000—30 000 метров против 15 000 метров на английских С. м.; пряжа получается более эластичной, в виду того что она испытывает между рамой и машиной значительно меньшее натяжение и получает его уже на самой машине благодаря тормозному валику.
С. м. типа Шлафгорст строятся в СССР Объединением текстильного машиностроения. Фигура 13 показывает специальную модель С. м. завода Шлафгорст для сновки навоев, которые требуют особо мягкого навивания на навой. Машины приводятся в движение с помощью пары конусных барабанов, которые изменяют число оборотов навоя в соответствии с изменением диаметра его. Машина имеет электрич. останов, не имеет
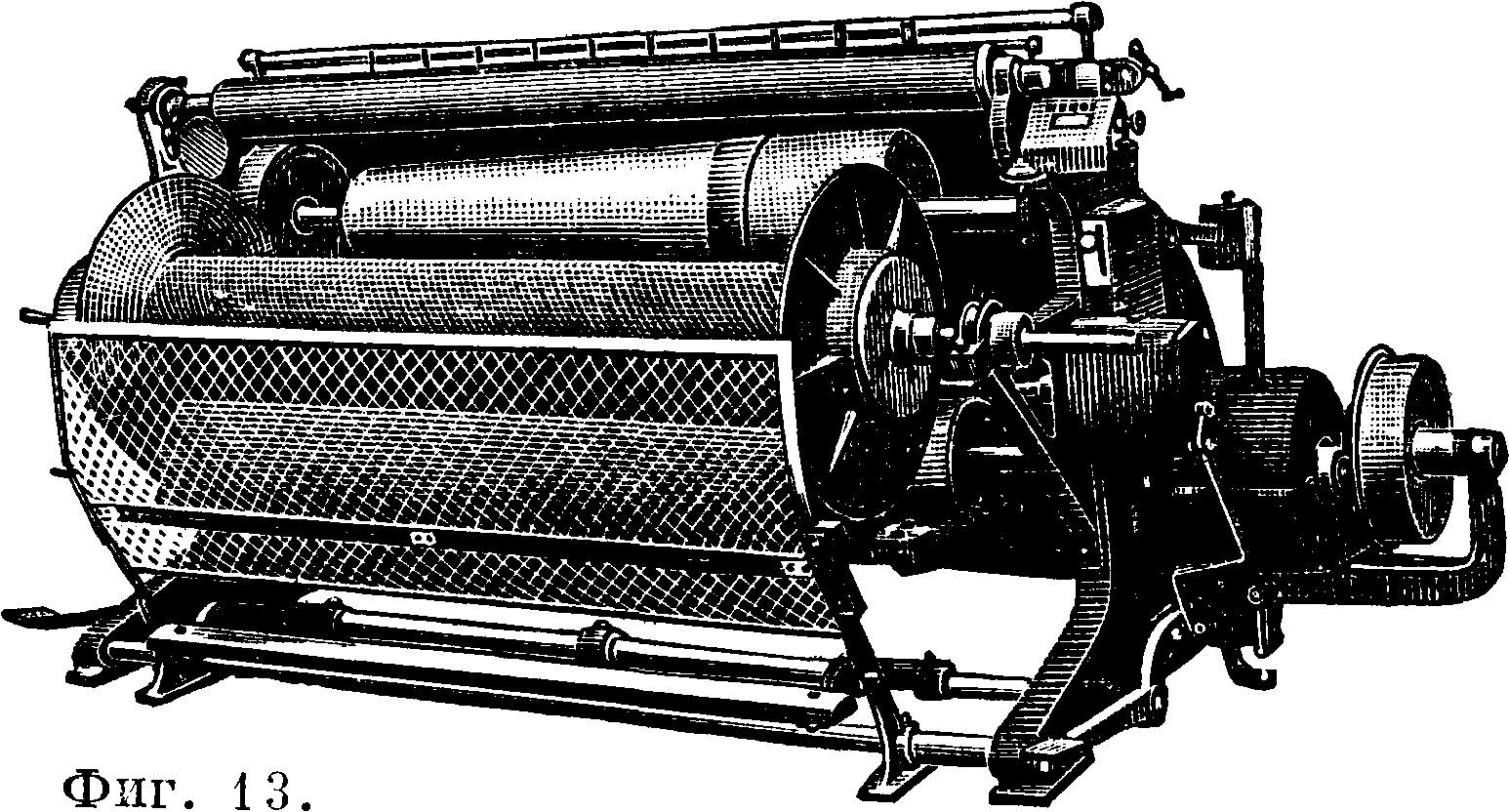
заднего гребня и тормозного валика—машина отличается простотой. Останов (помимо авто-матич. механизма) м. б. осуществлен нажатием электрич. кнопки.
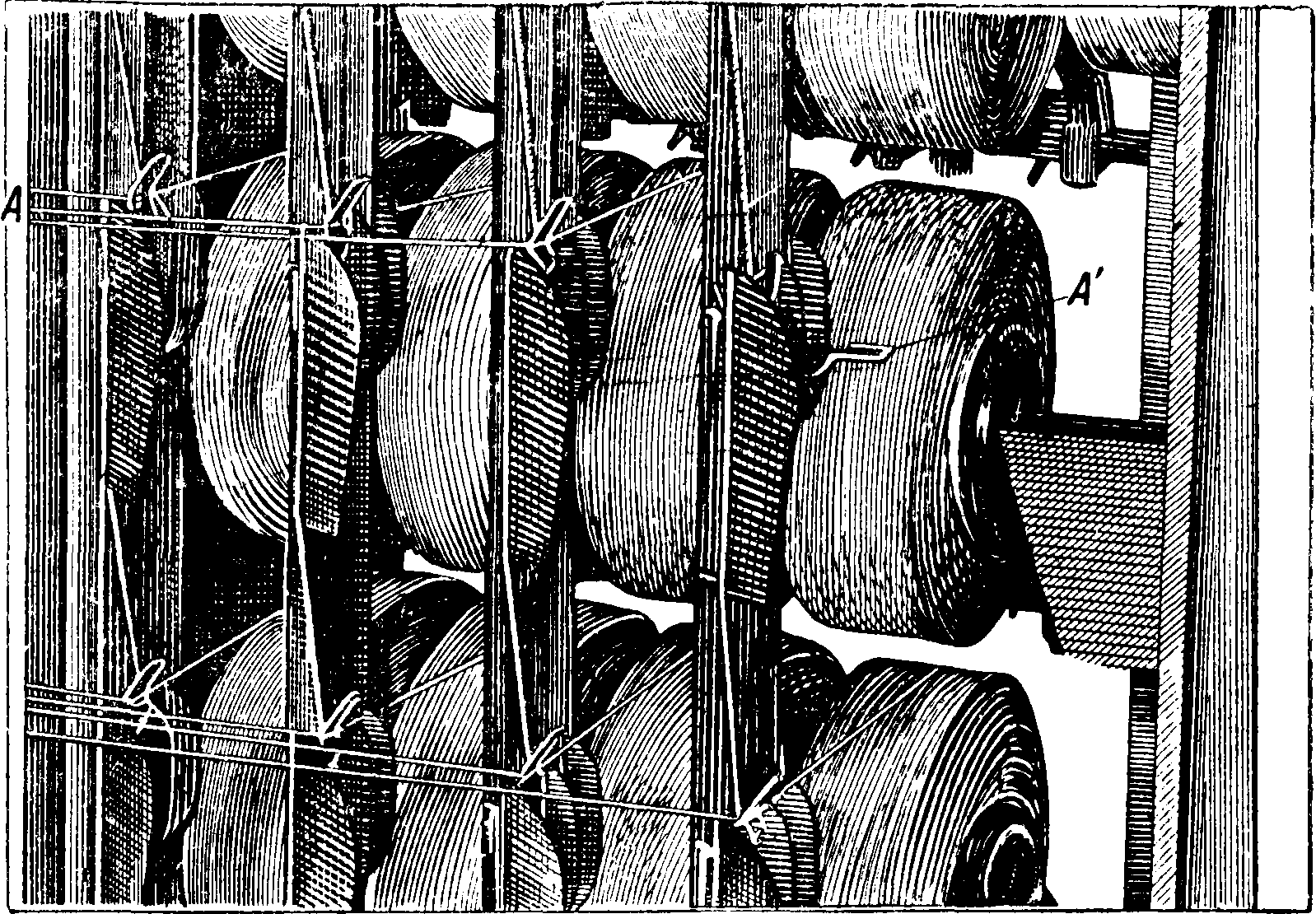
Вторым типом быстроходной и очень производительной С. м. является машина фирмы Барбера-Кол ьмана. Как и в машине завода Шлафгорст, натяжение нити дается возможно слабое, но равномерное. Машина состоит из шрни-ка с вращающимися бобинами, но бобины особой формы, приготовленные на специальной мотальной машине. Бобины вращаются в чиках на шариковых подшипниках. Сновальная рама состоит из отдельных вертикальных секций, причем каждая секция имеет 3 магазина по 12 бобин в каждом. Около каждой бобины установлены электрич. остановы (фигура 14). При сновке нити ее натяжением пруток А держится в вертикальном положении. При обрыве нити пруток опрокидывается, принимает положение А замыкает электрич. ток, и машина останавливается. Каждая бобина снабжена тормозом, к-рый немедленно ее останавливает при
Фигура 14.
обрыве нити. Скорость сновки на машинах Бар-бер-Кольмана 450—550 м/мин, производительность ее равна производительности 6 обыкновенных английских С. м. В виду такой большой скорости машина снабжена очень сильными тормозами в целях возможно быстрого останова ее. Помимо общего тормоза, останавливающего машину, каждая бобина снабжена отдельным тормозом, к-рый приводится пружиной в действие при каждом обрыве нити и замыканием тока в электромагните. Помимо столь большой произ водительности С. м. Барбер-Кольмана имеют и то преимущество, что дают пряжу более высокого качества, более мягкую, с большой вытяжкой, что объясняется меньшим натяжением нити, чем на английских С. м. Несмотря на то что скорость сновки на машинах Барбер-Кольмана лишь в 3—4 раза больше, одна С. м. заменяет
5—6 машин англ. типа.Продолжительные испытания выяснили, что машины Барбер-Кольмана сокращают обрывность основы на ткацком станке на 25—35%. Расход энергии 1 ьр. К недостаткам этих машин следует отнести сложность их механизмов и потребность в высококвалифицированном персонале.
Секционные С. м. Как было указано, секционные С. м. применяются для сновки многоцветных полосатых основ; они существенным образом отличаются от рассмотренных английских С. м. Навивание основы производится не на навой, а на катушке 0 20 сантиметров и различной ширины. Катушки имеют самостоятельное вращение от привода, причем число оборотов их изменяется соответственно изменению диаметра навиваемой катушки с учетом при этом и № пряжи. При секционной сновке особенное значение имеет одинаковая плотность намотки отдельных секций, одинаковые диам. катушек с пряжей и одинаковая длина пряжи в отдельных секциях. Для выполнения этих требований секционные С. м. помимо тех механизмов, которые имеют англ, машины, должен быть снабжены следующими: 1) механизмом,гарантирующим абсолютно одинаковый диам. катушки и одинаковую длину пряжи в отдельных секциях, 2) механизмом, автоматически уменьшающим скорость секционного вала обратно пропорционально увеличению диаметра секции, 3) механизмом, к-рый гарантировал бы известную плотность намотки (прижим), и 4) в виду того что при большом симметричном рапорте сновки приходится сновать рапорт по половинам, причем первую половину секции навивать в одном направлении, а вторую—в обратном, необходим механизм, к-рый позволял бы навивать в обоих
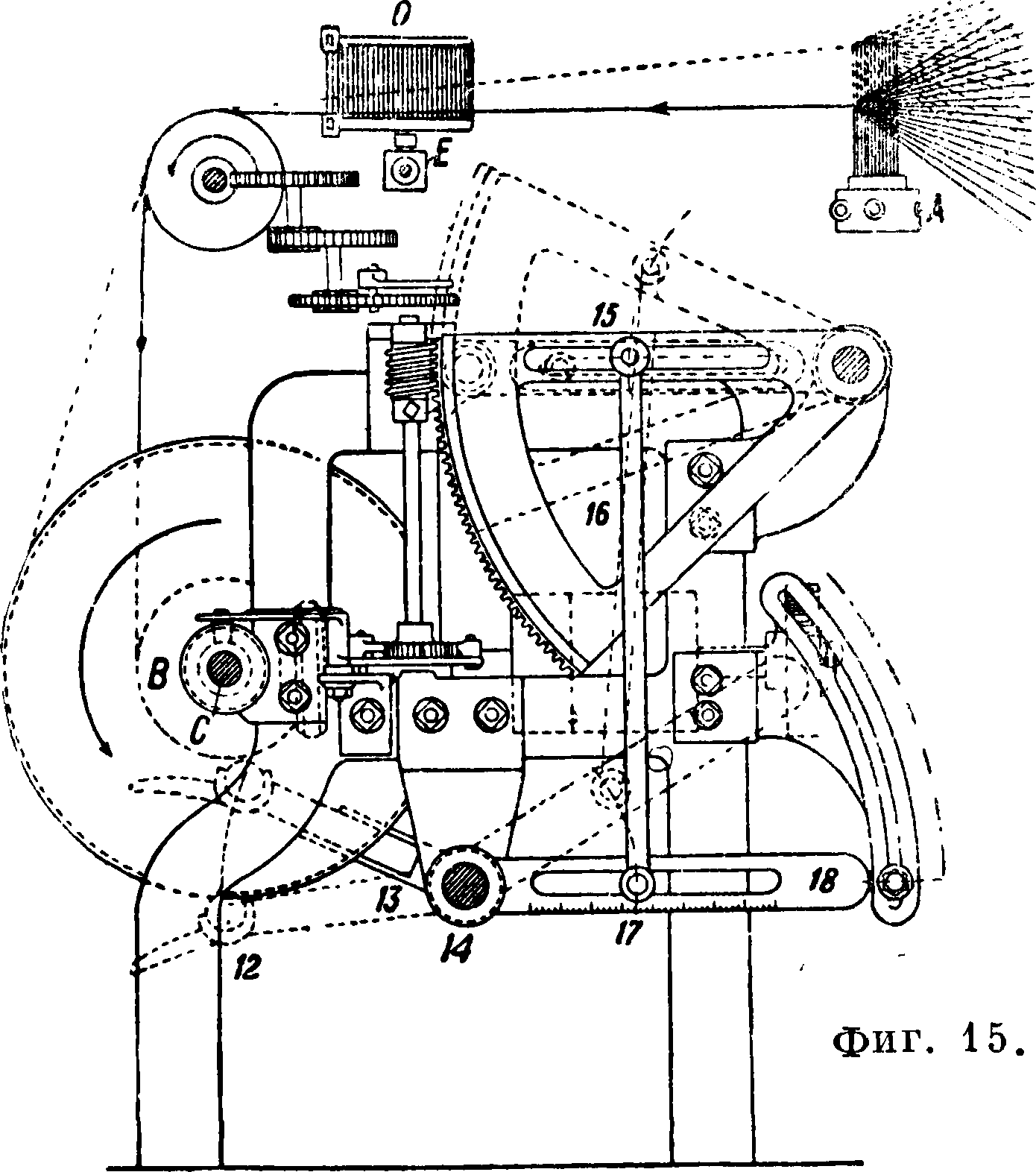
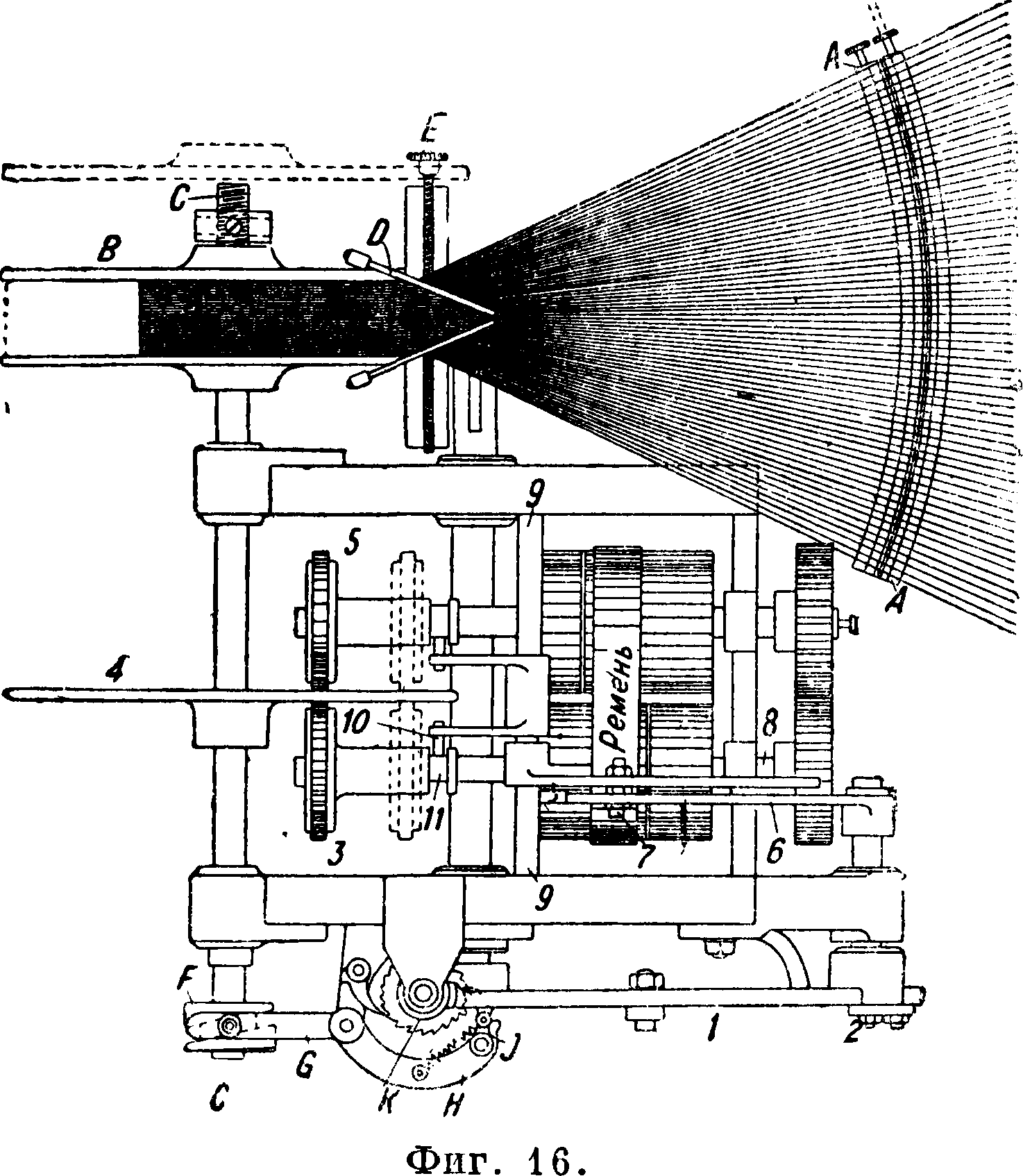
направлениях. На фигуре 15 показан разрез секционной С. м., а на фигуре 16—план (вид сверху). Основа проходит рядок А и поступает на рядок D, к-рый дает ей ширину, соответствующую секционной катушке. Рядок D—раздвижной и получает движение, как и в английских С. м., от винта Е с двумя противоположными нарезками.
Винт изменяет угол, а следовательно и ширину ленты. Пройдя рядок D, нити огибают мерильный валик и навиваются на деревянную катушку Б, которая прочно насажена на валу С и зажата между двумя шайбами. Изменение скорости вала С осуществляется с помощью фрикционного диска 4 и шайб 3 и 5. В начале навивания 3 и 5 имеют крайнее левое положение и сообщают диску 4 наибольшую скорость; по мере навивания нити на катушку при каждом обороте сек
ционного вала шайбы 3 и 5 перемещаются от центра к периферии диска 4, и число оборотов его уменьшается. Перемещение шайб 3 и 5 производится эксцентриком F, заклиненным на секционном валу С. Движение эксцентрика передается тягами G и Н, на конце последней подвешена собачка J, которая вращает храповое колесо К. На валу храповика насажен однооборотный червяк, находящийся в зацеплении с зубьями сектора 1, который насажен на валу 2. Поворот вала 2 при посредстве рычагов 6 и 8 передается валу 9. К валу 9 прикреплена втулка, имеющая вилку 10: на концах последней имеются каточки, которые входят в вырезы 11 на длинных втулках, ведущих шайбы 3. Т. о. через этот механизм поворот вала 9 вызывает определенное перемещение шайб 3 и 5. Звено, передающее движение вала 2 валу 9, как было указано, состоит из двух рычагов 6 и 8, имеющих в середине прорезы, в которых вставлен болт 7. Положение болта в прорезе определяется № пряжи. Переставляя болт, можно изменять величину и направление действия звена
6—8, а следовательно и перемещения шайб 3 и 5. Для придания секционным катушкам одинакового диаметра и одинаковой плотности навивания имеется прижим 12, состоящий из валика, свободно вращающегося в гнездах рычага 13. Рычаг 13 укреплен на валу 14. На этом же валу укреплен рычаг 18, имеющий прорез, в к-рый входит шпиндель 17 тяги 16, другой конец которой соединен шпинделем 15 с прорезом зубчатого сектора 1. Положение прижима 12 регулируется положением сектора 1, то есть непосредственно связано с тем механизмом, к-рый регулирует число оборотов. В виду того что в производственной практике приходится сновать секции весьма различной ширины и для осуществления этого потребовалось бы очень большое число секционных катушек различной ширины, то в настоящее время преимущественно применяются раздвижные секционные катушки. Прижимные валики делают также раздвижными. В связи с тем что прижимные валики сильно нажимают на наружные слои ниток катушки, благодаря чему получается перетирание нитей, их вытягивание и образуются блестящие места, были предложены механизмы для получения катушек одинакового диаметра без прижимного механизма. Все эти механизмы оенованы на сохранении в течение всей сновки одинакового натяжения нитей. Главные размеры секционных С. м.: ширина 1,37 м, длина 1,1 метров ширина передней части рамы 0,46 м9 задней 2,13 м, длина 4,26 метров полная площадь, занимаемая машиной, 4,26 х 6,10 метров Скорость сновки на машинах с автоматическим остановом 120—150 м/мин. При средних условиях одна такая машина может обслужить 40—70 ткацких станков. Расход энергии 1 ЬР на одну машину. Для обслуживания машины требуется одна работница.
Ленточные С. м. дают пряжу на сновальном барабане в виде отдельных туго навитых лент определенной длины и ширины. По окончании сновки каждой ленты шрник и рядок перемещаются на ширину ленты, после чего снуется следующая лента. Когда на барабане наснована вся пряжа в виде отдельных рядом лежащих лент, то она полотном перегоняется на ткацкий навой. Одним из главных условий правильной сновки на ленточных С. м. является правильное формирование и укладывание лент, предохранение их от сползания и запутывания. На секционных машинах этот момент хорошо разрешается тем, что пряжа снуется на отдельные секции, в ленточных же машинах—на один большой барабан. В зависимости от приспособлений, которые призваны разрешить эту задачу, ленточные С. м. делятся на две группы—на машины с горизонтальными барабанами и на конусные. В первых пряжа снуется на гладкий горизонтальный барабан, и отдельные ленты предохраняются от сползания и перепу-
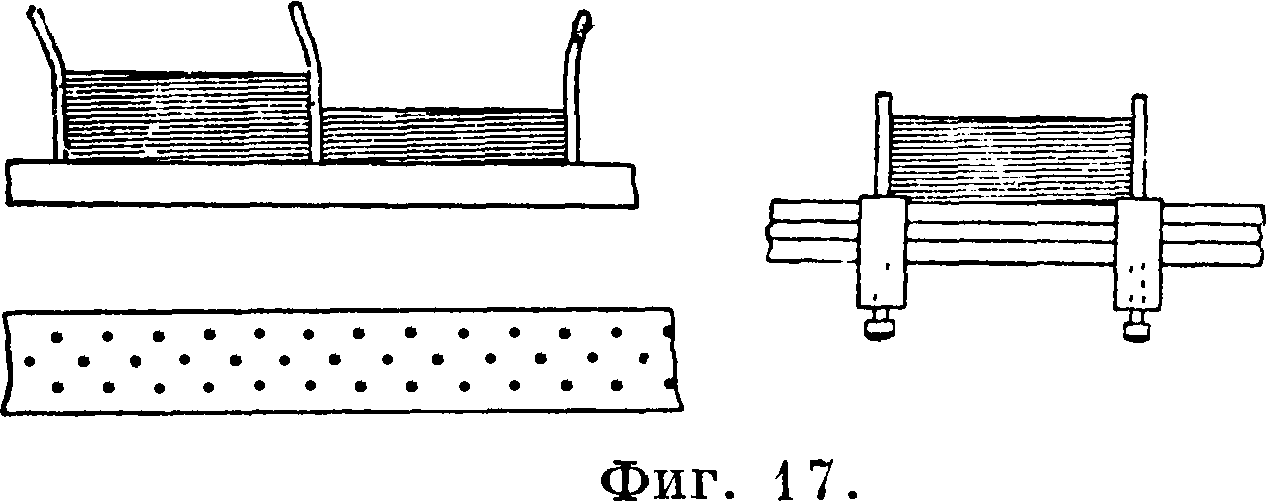
тывания при помощи шпилек или шайб (фигура 17). В конусных машинах первая лента частично снуется на конусе, имеющемся на каждой планке барабана и представляющем определенную поддержку первой ленте, остальные ленты удерживаются первой. С. м. с горизонтальным барабаном не имеют в настоящее время большого распространения благодаря тому, что применяемые для сохранения лент приспособления не вполне справляются со своей задачей и требуют большой траты времени, кроме того дыры для шпилек быстро разрабатываются. Несравненно большее распространение имеют конусные С. м., к-рые, как и С. м. с горизонтальным барабаном, состоят из следующих основных частей: 1) рамы, 2) стойки для прокладки цен, 3) самой С. м. и 4) машины для навивания основы на ткацкий навой. Рама отличается от описанных выше лишь тем, что сделана подвижной, обычно на колесиках, для перестановки ее в связи со сновкой новой партии. Стойка для прокладки цен в нек-рых конструкциях машин представляет собою самостоятельную станину * в других непосредственно связана с самой С. м. То же приходится сказать и о перегонной машине: в нек-рых конструкциях она встречается на самостоятельной станине, в нек-рых—на общей станине со С. метров.
Среди большого числа систем конусных ленточных машин наибольшее распространение имеет машина франц. завода Дидерихса для нату-
Фигура л 8.
| у
А- |
||
| ai WH | ||
рального и искусственного шелка (фигура 18 и 19). Нити, поступающие с катушек рамы, проходят через фарфоровые глазки, вделанные в доску стойки А, затем идут к заднему рядку В, к-рый устанавливает предварительную ширину сновки и дает нитям параллельное положение. Пройдя рядок В, нити поступают между стеклянными прутками и затем проходят второй рядок С, называемый передним или рядком ширины, огибают ролик D и направляются на барабан Е проводниками G. Со сновального барабана Е
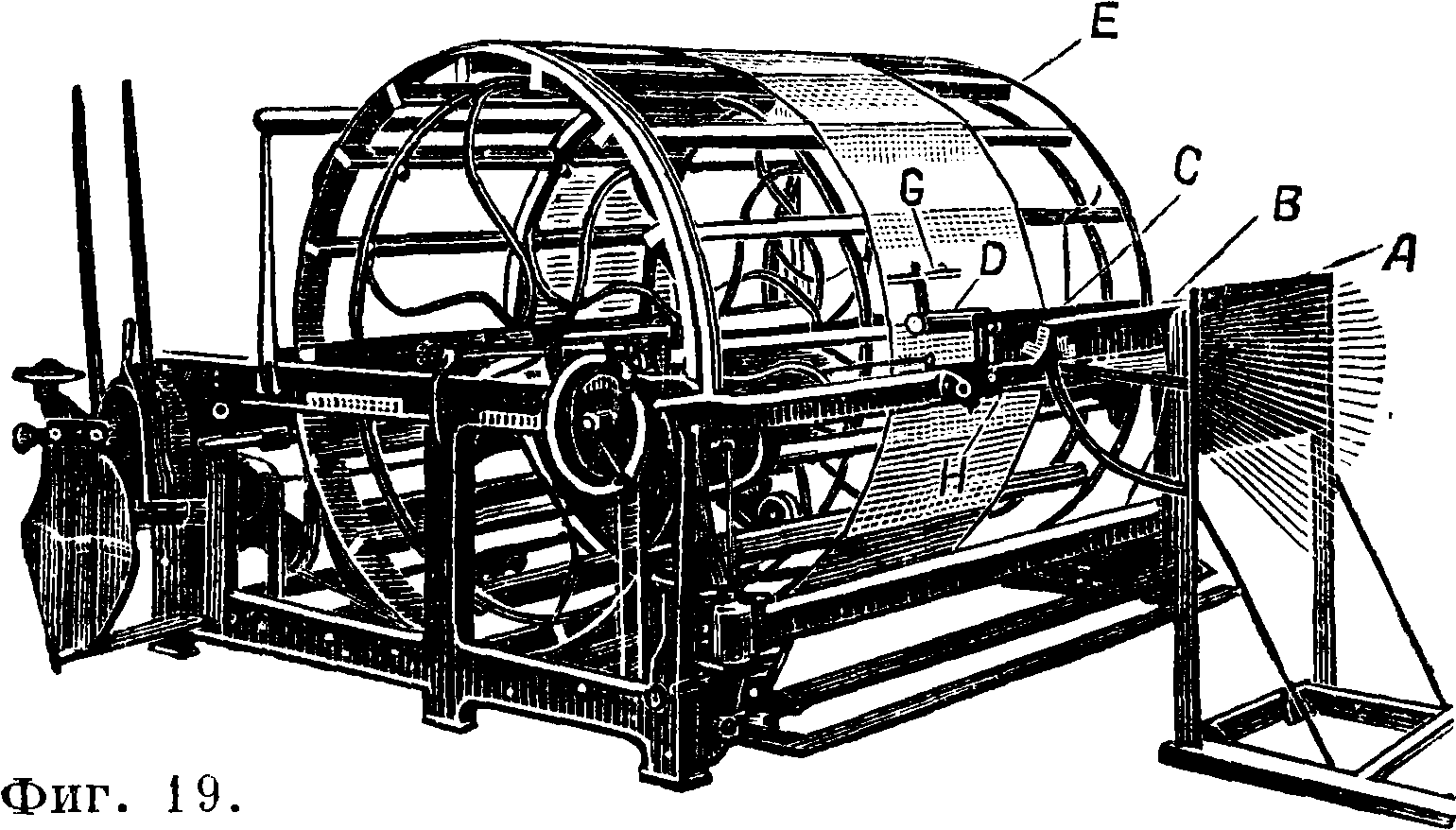
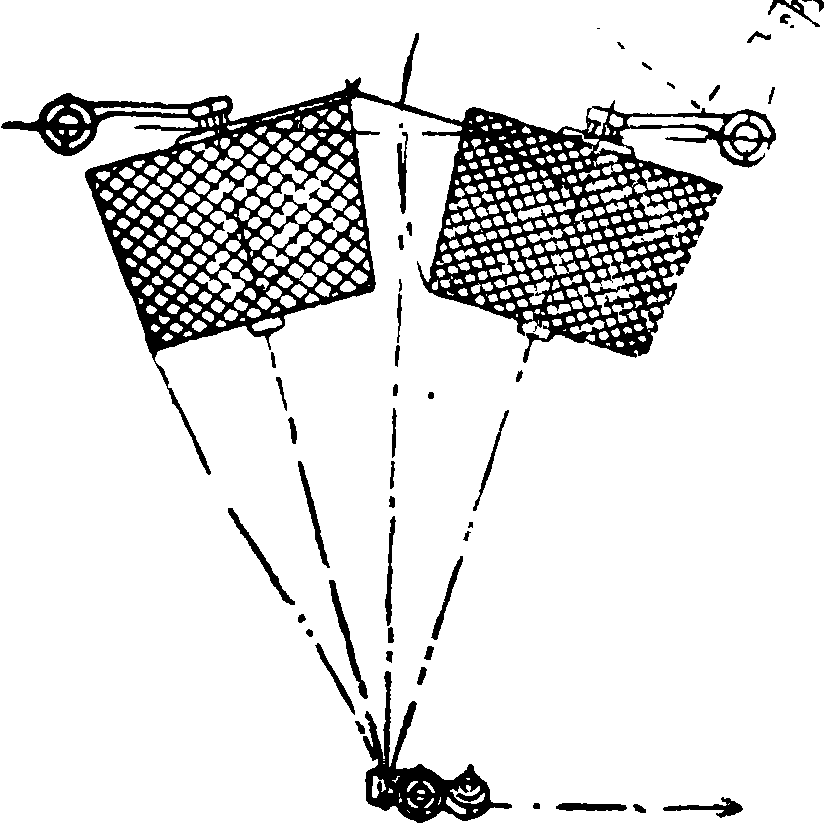
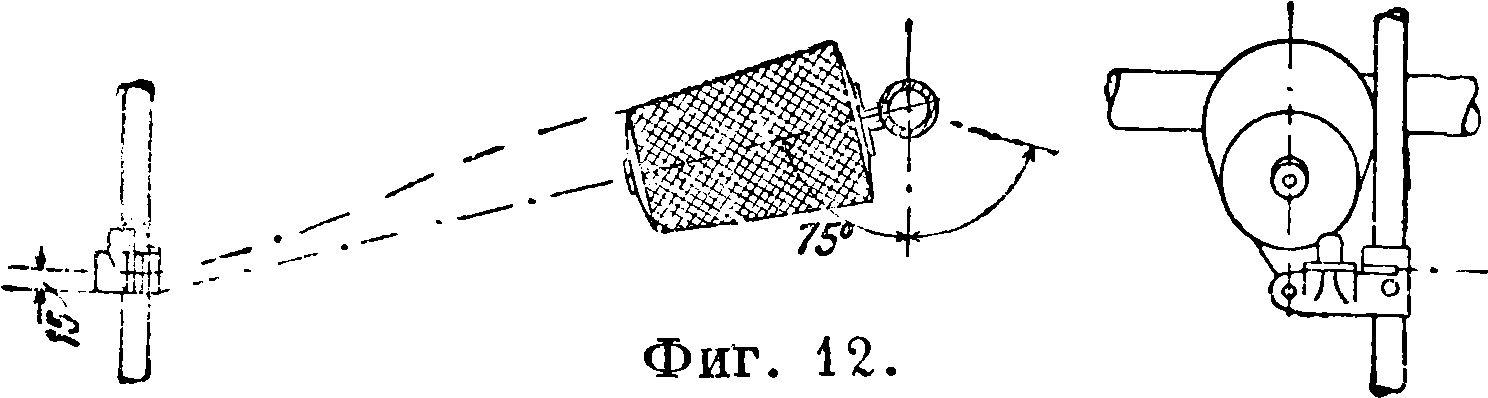
основа перегоняется на ткацкий навой F. Рядок G, ролик D и проводники G находятся на каретке Я, передвигающейся по брусу со скоростью в зависимости от плотности навивания ленты. Для правильной сновки особенное значение имеет конус и его установка. Фигура 20 показывает схематич. расположение нитей на конусе и то влияние, к-рое может иметь наклон конуса на устойчивость ленты. На фигуре— лишь 8 нитей по ширине ленты, на самом деле число нитей на ширине ленты значительно больше и доходит до 300 и 400. На фигуре показаны два случая навивания нитей: для направляющего рядка после одного оборота барабана
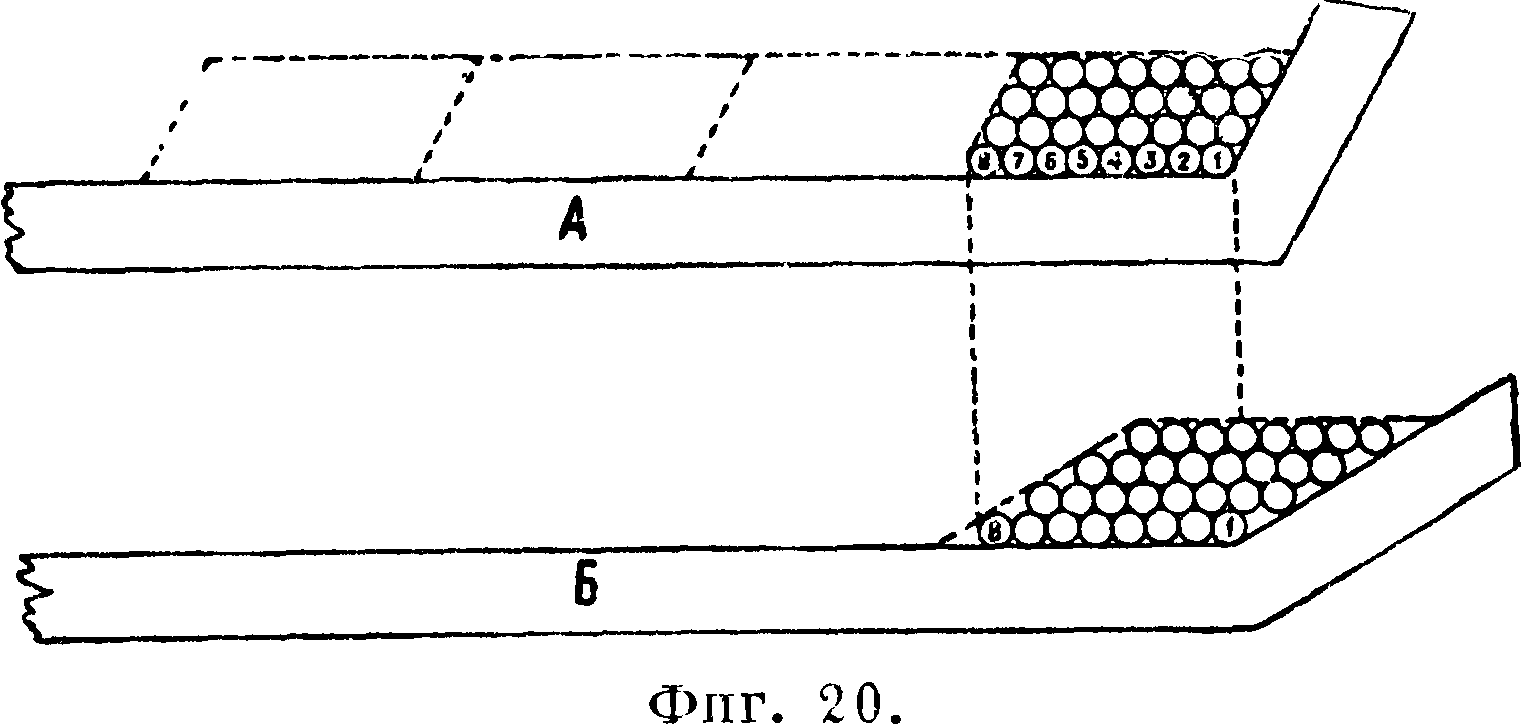
на V2 диаметра нити (фигура 20, А) и на Н/г Диаметра нити (фигура 20, Б); естественно, каждому случаю раскладывания нитей на барабане должен соответствовать и наклон конуса. Очевидно также, что для особо гладких нитей второе рас-
положение будет более устойчивым, чем первое. Естественно, что чем толще нить, тем больше перемещение рядка при одинаковом наклоне конуса. Механизм, навивающий ленту, устанавливается по диаметру нити при основах большой плотности. Для основ малой плотности установ механизма производят по плотности основы, то есть по расстоянию между центрами двух соседних нитей. В производственной практике обычно поступают так, что для определения угла наклона конуса нагоняют на барабан 40—50 метров ленты и проверяют горизонтальность ее, и если она не горизонтальна, то уменьшают или увеличивают наклон конуса. Наклон конуса для постоянных заправок обычно установлен и записан, и машина заправляется без пробной сновки. Швейцарский з-д Бенингер сконструировал специальный прибор для определения угла наклона конуса. На ленточных С. м. число катушек 400—600, скорость сновки для шелка 25—40 м/мин, благодаря чему производительность ленточных С. м. значительно меньше английских. Длина основы 600 метров.
Сновка прядь ю—самый старый способ, к-рый применяется в ручном ткачестве.
Сновка пряжи на бобинах для транспорта. Транспортирование основы на навоях неудобно, и потому ее перематывают в клубки или непосредственно на
Фпг. 21.
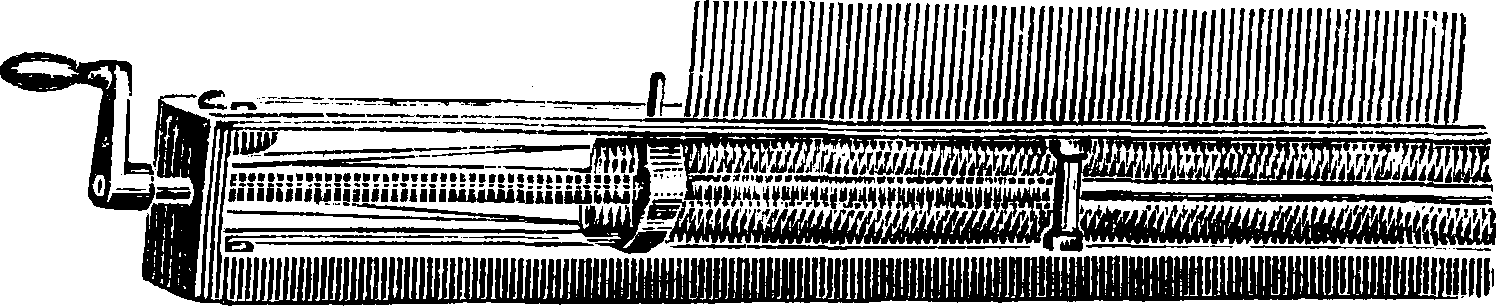
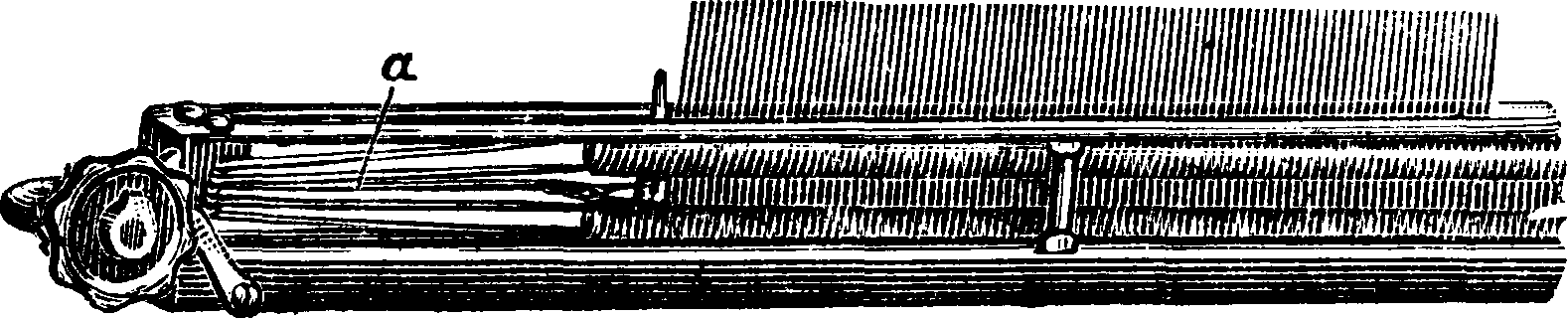
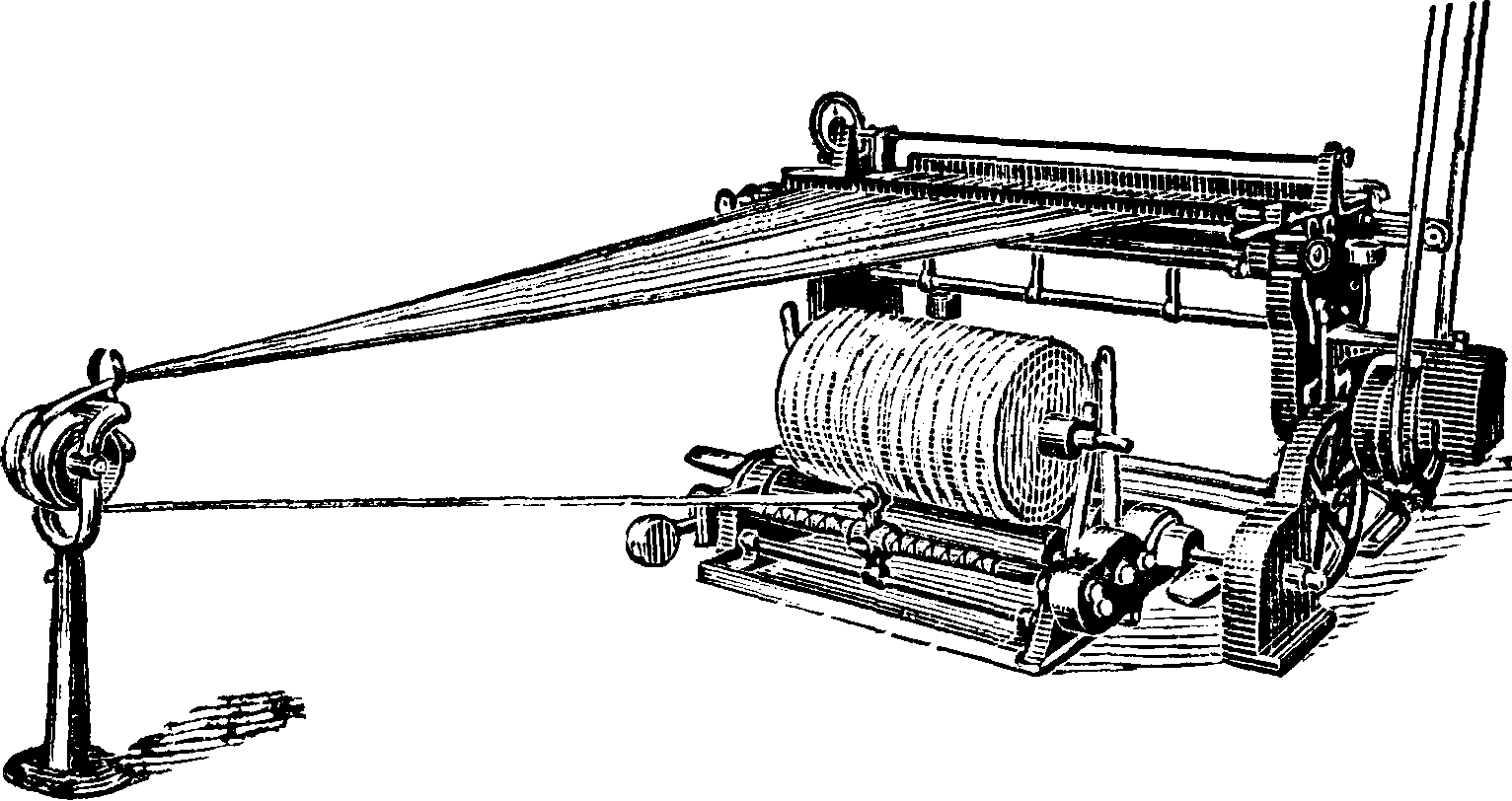
сповывают на бобины в виде ленты. Фигура 21 показывает машину америк. завода Т. С. Entwistle в Лоуле для непосредственной сновки пряжи на бобины. Бобина лежит на двух вращающихся валиках, от которых и получает вращение. Траверсное движение ленты осуществляется винтом с особой нарезкой. Вместо винтового механизма м. б. применен кривошипный механизм.
Недостатки, встречающиеся при с но в к e: 1) неодинаковая длина партий, секций или лент, 2) неравномерное натяжение нитей и, как следствие, обрыв туго натянутых нитей или появление блестящих нитей, "например в искусственном шелке, 3) перекрещенные и неправильно связанные нити, 4) неравномерная проборка нитей в рядок, неравномерное навивание на навой и образование слабин и увеличение обрывов на ткацком станке, 5) слабые края на сновальных валиках, 6) запачканные места и грязные полосы вследствие грязных и проржавленных рядков, 7) непривязанные концы при работе внахлестку, 8) неправильное расположение лент и появление полос.
Лит.: Кузнецов А., Приготовительные операции ткачества, Сновальные машины, М.—Л., 1931; Плешков Н., Приготовительный отдел ткацкой фабрики, М., 1914; NisbetH., Preliminary Operations of Weaving, у. 1, Manchester, 1914; Kline S., A Manual of the Processes of Winding, Warping a. Quilling of Silk, - ed > Y., 1926; Luc P., Le tissage de la soie artifi-
cielle, 2 Μ., P., 1931. В. Линде.