 > Техника, страница 82 > Сталь
> Техника, страница 82 > Сталь
Сталь
Сталь, ковкий сплав железа с углеродом (до 2%), содержащий нек-рое количество примесей в силу технология, производства сплава или специально прибавленных для придания С. тех или иных свойств. Обычные технич. сорта (конструкционные) С. содержат до 0,5% €, Мп<1 %, Si<0,5%, S и Р<0,1%. Состав специальных С. значительно шире; кроме того они содержат иногда выше 25% разных примесей. Существуют восемь способов производства С.: мартеновский основной и кислый, бессемеровский, томасовский; электроплавка—основная и кислая; тигельный и пудлинговый. Наиболее широкое применение в пром-сти имеет мартеновская С. как конструкционная С. благодаря своим достаточно хорошим качествам, недорогой цене и возможности получения ее в больших количествах. Кислая мартеновская С. по сравнению с основной обладает рядом преимуществ: лучшей раскисленностью, меньшим количеством пузырей и лучшей пластичностью неметаллич. включений. Кислая сталь поэтому обычно применяется для наиболее ответственных изделий. Однако, как показывает опыт заграничных и лучших з-дов СССР, и основная мартеновская С. в случае правильного ее изготовления не уступает кислой. Бессемеровская и томасовская С., вследствие продувания через них в конвертерах воздуха и скорости процесса их изготовления, несмотря на все меры предосторожности и надлежащее раскисление, получа- ются по сравнению с мартеновской менее однородными и более загрязненными кислородными включениями, шлаками и газами.
Наилучшими качествами обладает электросталь (изготовленная по обоим способам), которая при умелом ведении производства подучается чище мартеновской в отношении фосфора, серы, кислородных и прочих неметалл ич. включений. Электросталь идет на самые ответственные, термически обрабатываемые изделия и широко применяется для изготовления инструментов. В электропечах высокой частоты, об-, ладающих производительностью меньшей, чем ! у обычных дуговых, за последнее время производится самая совершенная по своим качествам С. Тигельная С. является самой дорогой и в последнее время повсюду вытесняется электросталью. Качество тигельной стали очень высокое и она применяется в небольшом количестве для самых ответственных изделий и инструмента. Пудлинговая С. в СССР не производится, а за границей изготовляется в небольшом количестве; она сильно загрязнена шлаками, но обладает хорошей свариваемостью.
стали удаляются обдиркой слитков на станках и вырубкой пневматическими зубилами.
Дендриты и дендритная сегрегация. Образование дендритной макроструктуры С. связано с первичной ее кристаллизацией при затвердевании из жидкого состояния (ниже линии АВ диаграммы; фигура 2). В отличие от первичной, вторичная кристаллизация С. происходит в твердом ее состоянии ниже линии GSE, когда кристаллы у-железа аустенита пре-
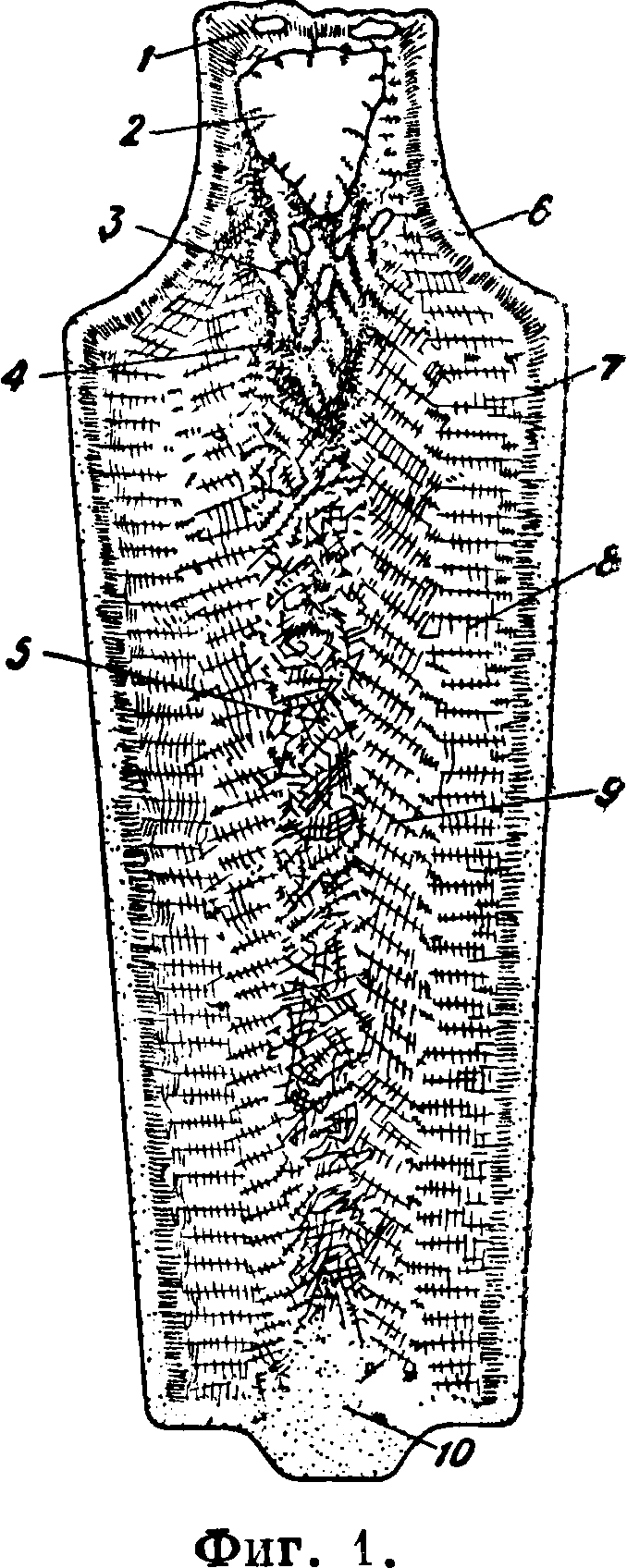
Стальные слитки. Качество С.* зависит не только от свойств жидкого металла, но и от разливки ее и от однородности получаемого слитка. На фигуре 1 изображена схема макроструктуры стального слитка по Н. А. Мицкевичу, где: 1—мосты; 2—усадочная раковина; 3—усадочные пустоты; 4—усадочная рыхлость и ликвационная зона; 5—срединные дендриты (первичные древовидные кристаллы) с разнообразной ориентацией; 6—плотное зернистое строение; 7—мелкие плотные ^ дендриты, ориентированные перпендикулярно к стенкам т изложницы; 8 и 9—крупные !52дАдендриты, ориентированные перпендикулярно (8) и наклонно (9) к стенкам изложницы; 10—зона в виде конуса с плотным зернистым строением.
Общая ликвация и образование усадочной раковины. Жидкая С. затвердевает не сразу, а постепенно: вначале вымерзают наиболее тугоплавкие чистые кристаллы, бедные углеродом и разными примесями, середина же слитка, обогащенная последними, затвердевает последней. При этом вверху слитка сегрегируют (собираются) не. только неметалл ич. включения (шлаки, песочины), нерастворимые в металле, но также и газы, образующие усадочную раковину, которая располагается благодаря своему уд. в вверху слитка; следовательно остальная С. является насыщенной растворенными в ней газами. В здоровом слитке все эти дефекты должен быть сосредоточены в верхней трети и удалены. В малоуглеродистых нелегированных С. усадочная раковина м.б. заварена при прокатке или козке слитков.
П у з ы р и. Растворенные в стали газы при охлаждении слитка выделяются и образуют пузыри. Особенно много пузырей образуется в мягкой (кипящей) стали, где раскисление происходит во время остывания слитка за счет присутствующего в С. углерода с образованием окиси углерода. Пузыри, расположенные в наружной корке и зоне столбчатых дендритов, называются сотовыми, или подкожными, расположенные в середине слитка— серединными и вблизи усадочной раковины—с егрегационными. Пузыри, расположенные на достаточном расстоянии от поверхности слитка, с чистыми, неокисленными стенками могут завариваться при прокатке или ковке; если же их стенки покрыты слоем окислов (или при низкой t° слитка), то они завариться не могут, что является очень вредным дефектом С. В высокосортной С. всякие пузыри являются дефектом, даже если они завариваются; в их месте микроскоп обнаруживает сильное обезуглероживание. Пузыри с окисленными стенками образуют волосовины и плены, поэтому пузыристые места в высокосортной
Фигура 2.
вращаются в кристаллы α-железа феррита в перлита или перлита и цементита и образуется микроструктура С. Образование дендритов ниже линии АВ происходит по закону предпочтительного вымерзания. Затвердевание С. происходит не сразу, а постепенно. Кристаллизация ее начинается во многих центрах от стенок изложницы. Вначале перпендикулярно к поверхности образуются древовидные (дендритные) кристаллы (вкл. л., 5), бедные углеродом и примесями, остающийся же-маточный раствор, богатый примесями, затвердевает последним. У самого края изложницы, где остывание очень быстрое, получается очень мелкое зернистое строение С. Дальше (вкл. л., 8) оси дендритных кристаллов обладают очень ясно выраженной перпендикулярностью к стенкам изложницы—с толбчатые дендриты, затем они отклоняются от этой перпендикулярности и переходят в путано-дендритное строение. Наиболее ценной и плотной частью слитка является его зернистая поверхность, столбчатые же дендриты хотя и об л ада-
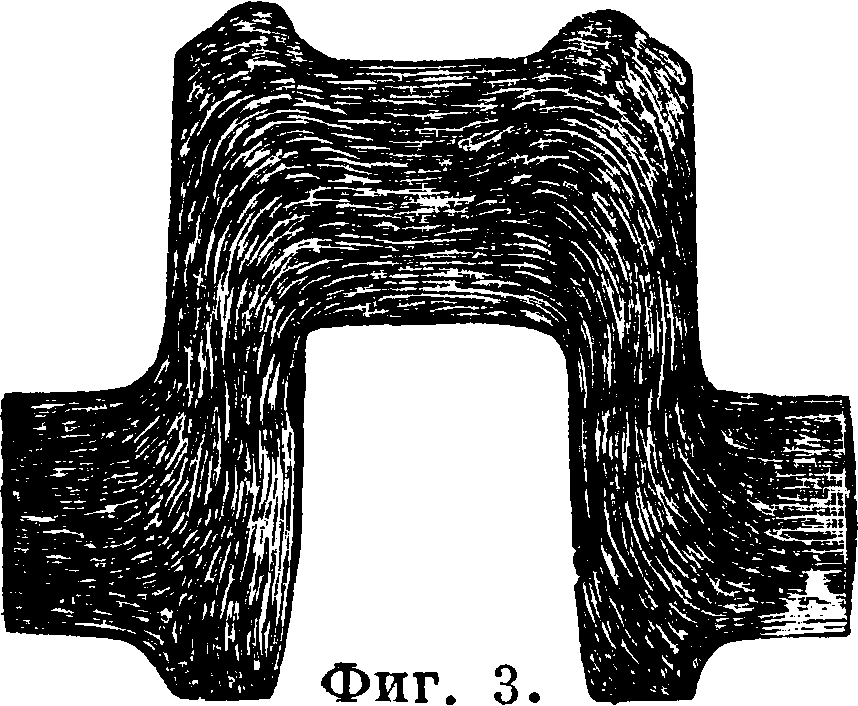
ют большой плотностью, но дают после горячей механич. обработки резко выраженное полосчатое строение С., что бывает во многих случаях нежелательно. Благодаря закону предпочтительного вымерзания образование дендритов связано с местной дендритной ликвацией. Междендритные пространства, застывающие последними, оказываются наиболее богатыми примесями. По мере охлаждения благодаря диффузии происходит выравнивание концентрации этих примесей. Одни из них, образующие с железом твердые растворы (углерод, кремний, никель, марганец и др.), хорошо диффундируют через решетку железа и значительно выравнивают свою концентрацию в разных частях дендритов. Фосфор, окислы, шлаки, сернистый марганец д все элементы, плохо диффундирующие в решетке железа, своей концентрации почти не выравнивают. Первичная (дендритная) кристаллизация в силу этих затруднений диффузии примесей не может быть полностью уничтожена дальнейшей термин. обработкой и изменяется механич. деформацией. Неоднородные дендриты при деформации меняют лишь геометрич. форму, образуя вытянутые кристаллиты (волокна), направлениек-рых соответствует деформации металла при прокатке и ковке (фигура 3). Выявление волокон, также как и дендритов, при помощи травления объясняется большим или меньшим разъединением реактивами участков, богатых примесями.
Неметаллические включения. Высокое содержание в слитке неметаллич. включений значительно понижает качество С., особенно если последняя в дальнейшем в службе подвергается переменному действию напряжений, то есть усталости. К неметаллич. включениям относятся: 1) продукты раскисления С.—закись марганца, кремнекислота, окись алюминия, закись железа и прочие; 2) шлаки и сернистый марганец; .3) частицы огнеупорных матердалов.
Внутренние напряжения и трещины и наружные пороки слитков. Очень резкая разница в охлаждении частей •слитка, особенно в случае нек-рых сложных С., может вызвать высокие внутренние напряжения и продольные (как‘внешние, так и внутренние) трещины. Поэтому еще неостывшие слитки помещают для равномерного остывания в колодцы; при этом происходит выравнивание внутренних напряжений, особенно при переходе через критич. интервал. Иногда в слитке происходят поперечные трещины, когда сжатие его встречает препятствие или когда застывшие корки не выдерживают гидростатич. давления. К числу внешних дефектов слитков относятся пригоревшие к его поверхности земля, огнеупорные материалы, песок, заливины, завороты, плены, трещины и прочие.
Углеродистый стали. Диаграмма сплавов железа с углеродом. Структурный компонент С., представляющий железо с растворенным в нем небольшим количеством углерода, кремния, фосфора, никеля и других элементов, называется ферритом.Под микроскопом он обнаруживает зернистую структуру ^вкл. л., 9; также см. Железо, вкл. л., 2, 2). Границы между его зернами представляют со бой тени между возвышенными, мало поддающимися травлению, и пониженными, сильно поддающимися травлению зернами. Феррит обладает кристаллич. решеткой а-железа,# то есть центрированной кубической, в которой атомы расположены по углам куба и в его центре. Феррит является очень мягким структурным компонентом, тв. его НБг=70 может увеличиться до 130 в зависимости от количества присутствующих в нем в твердом растворе элементов (кремния, фосфора и др.).
Цементит представляет собой химич. соединение железа с углеродом Fe3C, содержащее 6,67% С. по весу. Это—очень твердое и хрупкое кристаллическое вещество, плохо поддающееся травлению. Под микроскопом цементит имеет светлый блестящий выпуклый вид (вкл. л., 27, 19). От феррита он отличается твердостью и окрашиванием в темный цвет пикра-том натрия, причем феррит остается светлым (вкл. л., 18). Об аустените см. Аустенит я Термическая обработка.
Перлит является смесью пластинок и мелких зерен цементита в основной массе феррита (вкл. л., 16). В С., не загрязненной примесями, перлит содержит ок. 0,9% С. Механич. свойства перлита зависят от размеров в нем частиц цементита; чем грубее и крупнее в перлите цементитные выделения," тем ниже его механич. свойства. Перлит с самыми мелкими частицами цементита имеет наивысшие механич. свойства.
О мартенсите см. Мартенсит и Металлография.
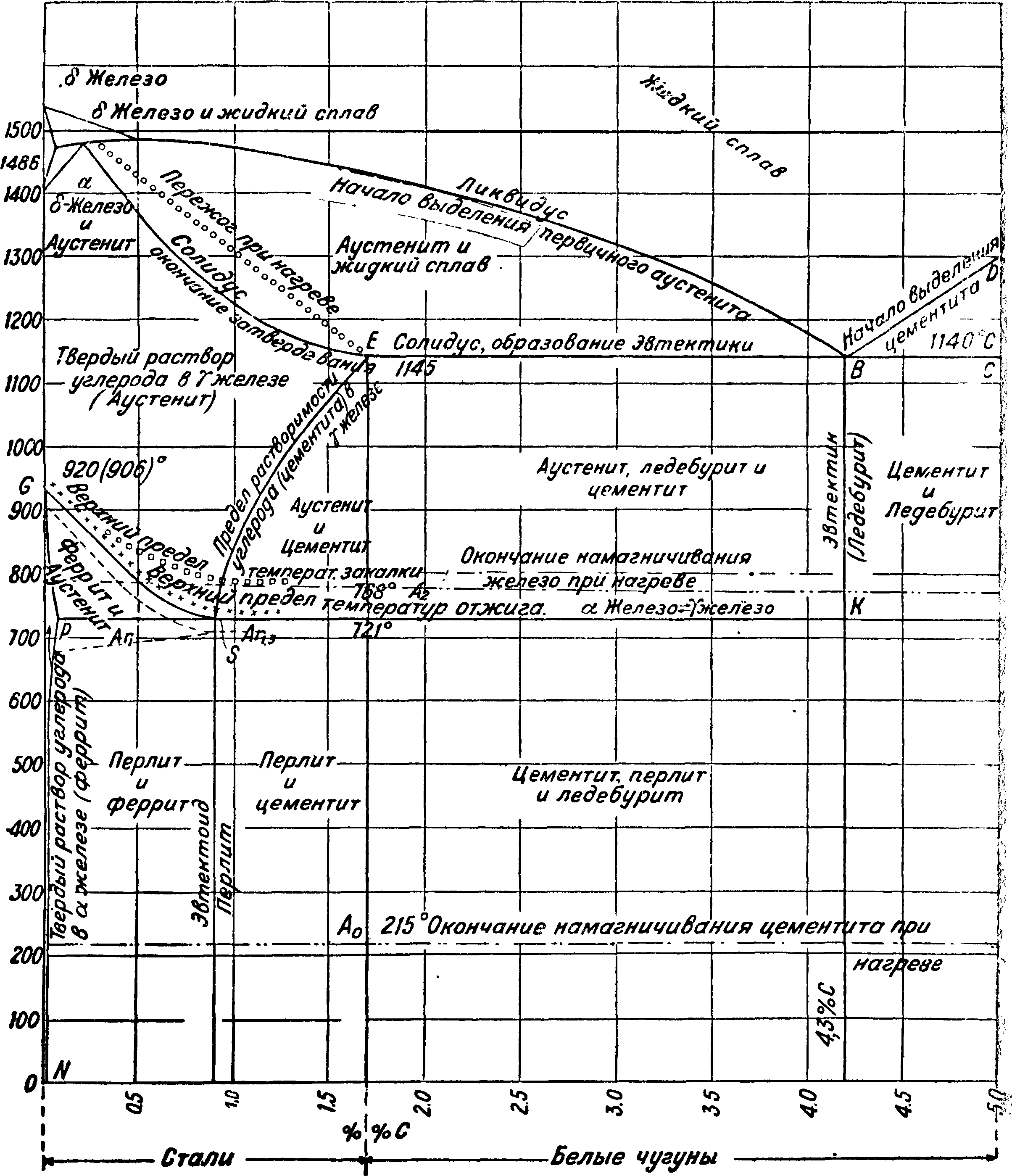
На диаграмме (фигура 2) железо-углеродистых сплавов показаны изменения состояний железа в твердом состоянии, то есть аллотропии (смотрите Железо). В левом верхнем углу диаграммы вначале из жидкого сплава выделяется ό-железо, имеющее кристаллич. решетку, одинаковую с а-желе-зом, то есть центрированный куб, размеры к-рого, если принять во внимание тепловое расширение, также одинаковы; (5-железо способно растворять углерод, как и α-железо, в очень небольших количествах. По горизонтальной линии при t° 1 486° происходит перитэктич. превращение: жидкий сплав и (5-железо в точке а сразу превращаются в аустенит; левее ее—в аустенит и (5-железо; правее—в аустенит и жидкий сплав. Ниже 1 401° (5-железо не существует совсем. Этот участок диаграммы взят по данным, собранным Девесом (Deaves). Превращения при более низких t° в твердом состоянии совершаются благодаря переходу у-железа в α-железо при понижении Г. Темп-pa, при которой α-железо образуется из у-железа, понижается в зависимости от содержания углерода в аустените. На диаграмме Это представлено линией GS, которая показывает, что t° образования феррита понижается с 920° для промышленно чистого железа или с 906° для химически чистого до 721° для сплава, содержащего 0,90% углерода. Образование феррита из твердого раствора аналогично вымерзанию соли из ее раствора с водой во время охлаждения. Линия GS выражает растворимость феррита в аустените и м. б. названа линией растворимости феррита. Для чистых сплавов железа с углеродом она представляет прямую по данным Хойта (Hoyt) и Доуделла (Dowdell) для обычных промышленных сортов С. Пунктиром показаны критич. точки разных С. при охлаждении Аг19 Аг3 и Аги3. Если аустенит содержит углерода меньше 0,*90%, он охлаждается до t°,
Т. 9.
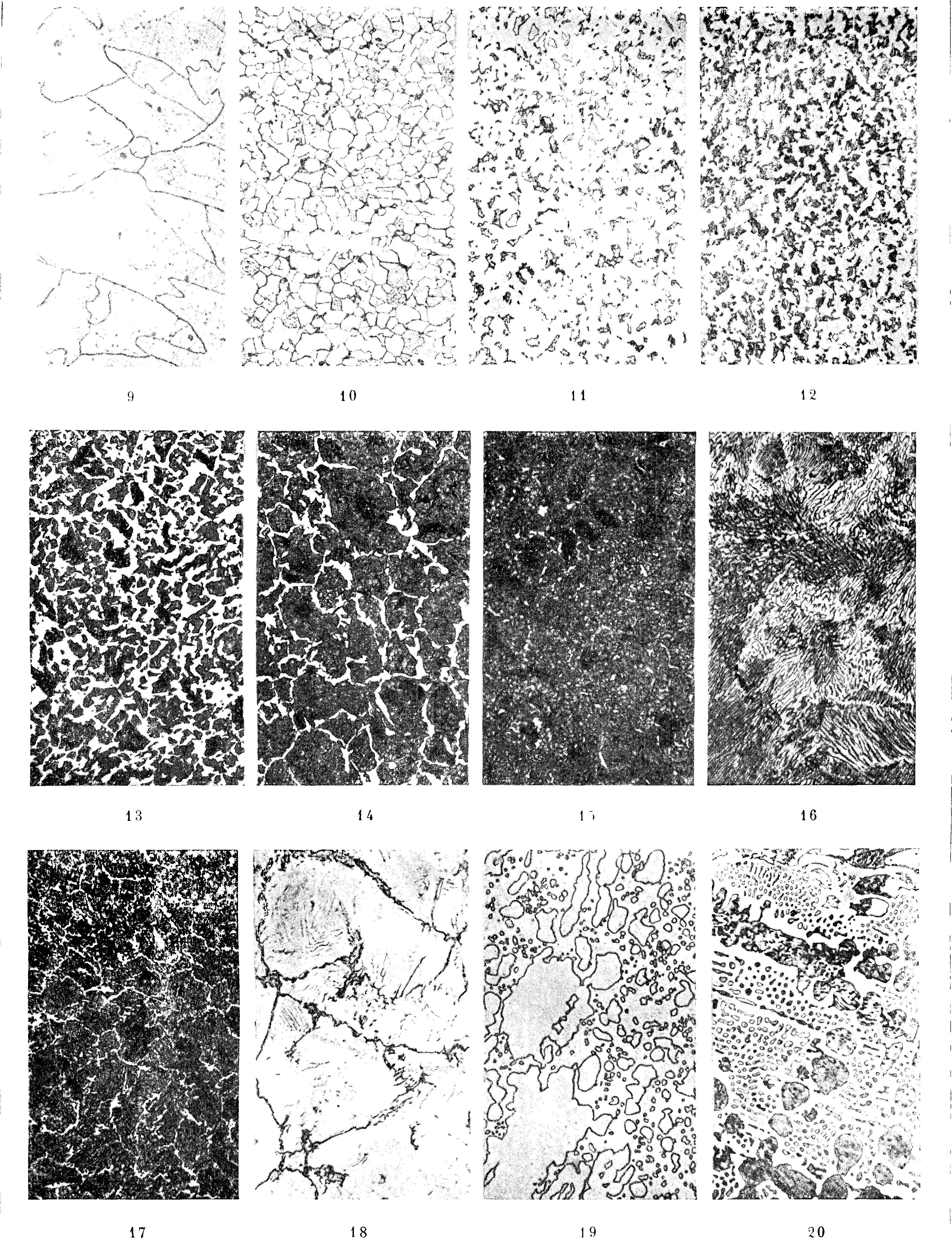
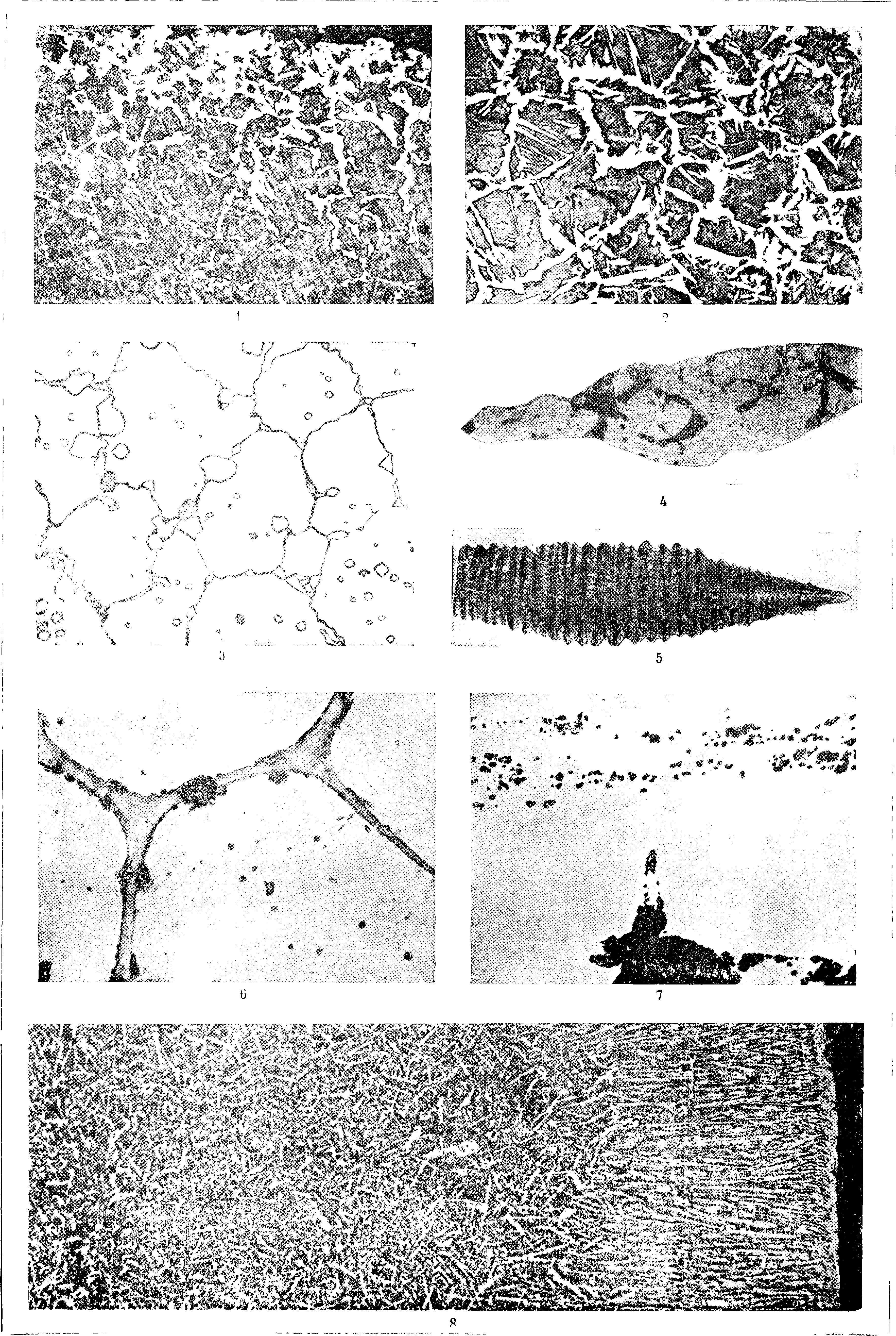
1. Структура С., пережженной в окислительной атмосфере. 2. Видманштедтова структура С. 3. Структура быстрорежущей С. 4. Структура С. с включениями сернистого марганца. 5. Древовидные дендритные кристаллы в С. 6. Структура С. с большим количеством цементита. 7. Структура С. с включениями светлосерого сернистого марганца (до травления). 8. Столбчатые дендриты. 9. Зернистая структура феррита. 10. Зерна феррита и выделения перлита. 11-15. Структура С. с содержанием углерода 0,2—0,9% (светлые места—феррит, темные—перлит). 16 Перлит в основной массе феррита. 17. Цементит (светлые места). 18. Цементит (темные места), феррит (светлые). 19. Цементит. 20. Структура чугуна с 3,5% углерода. т, э. представленной линией выделения феррита GS. Так как феррит есть практически свободное от углерода железо, то его выделение приводит в результате к обогащению оставшегося аустенита углеродом. Это ведет к понижению t°, при которой феррит выделяется, а аустенит все уменьшается в количестве и становится богаче углеродом. С., содержащая 0,45% углерода, при t° выше 900° состоит исключительно из аустенита. При охлаждении до t° около 815° феррит начинает образовываться и продолжает выделяться из аустенита при дальнейшем охлаждении С. Когда t° достигнет 721°, С. будет состоять наполовину из феррита, практически не содержащего углерода, и наполовину из аустенита, содержащего 0,90% углерода. При 1 145° аустенит может содержать 1,7% углерода в твердом растворе. Если аустенит такого состава охлаждается, то из него постепенно выделяется цементит. Растворимость углерода в аустените характеризуется линией SE, которая показывает предел растворимости углерода,.выделения цементита в у-железе. Если С. содержит более 0,90% углерода (например 1,3% углерода) и охлаждается из состояния аустенита, то цементит начинает выпадать на линии SE. Т. к. цементит содержит 6,67% углерода, то его выделение ведет к понижению содержания углерода в остающемся аустените. Охлаждение С. ведет к дальнейшему постепенному выделению цементита и понижению содержания углерода в остающемся аустените. Это продолжается до t° 721°, когда оставшийся аустенит будет содержать 0,90% углерода. Т. о. из какого бы содержания углерода мы ни исходили, аустенит любого сплава при t° 721° содержит 0,90% углерода. Охлаждение при этом должно идти достаточно медленно. При охлаждении в этих пределах t° аустенит, содержащий 0,90% углерода, одновременно распадается в смесь феррита и цементита. Эту смесь называют эвтектои-д о м, по аналогии с эвтектикой. Эвтектоидная £°, равная 721°,—это темп-pa, при которой аустенит одновременно насыщается и ферритом и цементитом. Это представлено на диаграмме пересечением кривой GS растворимости феррита с кривой SE растворимости цементита в эвтек-тоидной точке S. При умеренно медленном охлаждении распадение аустенита, содержащего 0,90% углерода, создает перлит, в котором феррит и цементит появляются в виде перемежающихся тонких пластинок. Таким образом С., содержащая 0,45% углерода, согласно диаграмме должна после медленного охлаждения и перехода через линию PSK состоять из феррита и перлита. С., содержащая 0,9% углерода, после медленного охлаждения через линию PSK должна состоять из одного перлита. С., содержащая 1,3% углерода, медленно охлажденная, будет состоять из перлита и цементита. Изменения фаз, получаемые, как это описано выше, при охлаждении, обратимы при нагревании, например при нагревании перлита выше 721° феррит и цементит снова превращаются в аустенит. Взяв опять С. с содержанием 6,45% углерода, мы имеем при комнатной t° смесь примерно одинакового количества феррита и перлита. При нагреве выше линии PSK этот перлит при постоянной t° переходит в аустенит эвтектоидного состава: феррит остается без изменения. При дальнейшем нагреве выше PSK феррит постепенно растворяется в аустените, пока при переходе через GS весь феррит не растворится в аустените, который будет содер жать 0,45% углерода. Описанные изменения фаз ведут к выделению тепла, когда они происходят при охлаждении, и к поглощению тепла— при нагревании. Эти выделения и поглощения тепла вызывают остановки на кривых охлаждения или нагревания, (смотрите Железо, физические свойства). Эти остановки указывают t°, при которых происходят изменения фаз или просто физич. свойств, и называются критич. точками. Критич. точки обозначаются буквой А, если они относятся к состоянию равновесия, и индексами: Аг обозначает, что остановка происходит при охлаждении, а Ас—при нагревании. Кроме того они еще нумеруются цифрами в том порядке, как они совершаются при повышении Г (табл. 1).
Таблица 1.—Критические точки.
| Оста новка | i Температура,
j °С |
Значение |
| Ао | 1
215 |
Магнитное изменение цемен |
| I
1 ! |
тита не представляет изменения фазы, показанной на диаграмме пунктирной линией | |
| Αχ | 721 | Эвтектоидное превращение |
| А-2 | 768
1 |
Изменение магнитных и некоторых других свойств железа; не изменяются фазы, указанные на диаграмме пунктирной линией |
| A3 | 768—906
1 |
Начало выделения феррита из аустенита при охлаждении или конец его растворения при нагревании |
| Λ 4 | 1 1 401
1 |
Переход у-железа в ό-железо при нагревании, и обратно при |
| 1
1 |
охлаждении |
Если упоминается просто критич. точка или точка рекалесценции, то обыкновенно подразумевается точка А1—эвтектоидное превращение. Приведенные выше t° критич. точек отвечают состоянию равновесия при очень медленной скорости охлаждения или нагревания. Обыкновенно на практике, где эти скорости высоки и наблюдается гистерезис или запоздание в достижении равновесия, критич. точки получаются при более высокой t° при нагревании против приведенных в таблице 1, и между точками Аг и Ас существует разница. Эта разница повышается в зависимости от скорости нагревания или охлаждения. Поля, ограниченные линиями диаграммы, представляют фазы, устойчивые в этих ее частях. Диаграмма железоуглеродистых сплавов рассмотрена для случая неустойчивого равновесия и выделения цементита. При очень медленном охлаждении и в присутствии кремния, алюминия и никеля из этих сплавов выделяется графит. В последнем случае эта система является устойчивой. Фазами устойчивой системы являются жидкий сплав, аустенит, феррит и графит. Выделению графита препятствуют элементы, образующие карбиды, например марганец или хром.
Микроструктура стали. На вкл. л., 9—20 изображены нормализованные (смотрите Термическая обработка) микроструктуры разных железоуглеродистых сплавов С. и белого чугуна с содержанием углерода 0,02—3,5%. На вкл. л., 9 изображена микроструктура С. (технически чистое железо пермского завода марки ВИТ), которая состоит из крупных зерен феррита; при содержании в С. 0,1% С среди большого количества мелких зерен феррита (вкл. л., 10) наблюдается немного темных выделений перлита. На вкл. л., 11—15 в С. с содержанием углерода 0,2—0,6% по мере увеличения послед-
него светлые площади феррита все убывают, а темные площади перлита все увеличиваются. Наконец при содержании 0,9% углерода С. состоит из одного перлита. Беря по этим микрофотографиям соотношение площадей феррита и перлита и принимая, что чистый феррит содержит ничтожнейшие количества углерода (0,006%), а чистый перлит — 0,9%, можно в нормализованной или отожженной С. ориентировочно определить содержание углерода. Присутствие в промышленных сортах С. марганца и кремния увеличивает площади перлита и несколько искажает результаты этих определений, что видно на всех микрофотографиях (вкл. л., 10—15). Если содержание углерода превысит 0,9%, то согласно диаграмме железоуглеродистых сплавов микроструктура С. должна состоять из перлита и цементита. На вкл. л., 17 изображена такая микроструктура С. с 1,3 %, С, протравленная обычным способом, где темные зерна—перлит и светлая сетка—цементит; на вкл. л., 18 та же С. протравлена пикратом натрия, к-рый окрасил цементит в темный цвет. По мере дальнейшего увеличения углерода количество цементита увеличивается; на вкл. л., 5 изображена микроструктура С. с 2,1% углерода, в которой цементита очень много.
Дефекты микроструктуры. При нагреве С. в печи с окислительной атмосферой наблюдается выгорание углерода на ее поверхности, что портит наиболее ценную и плотную внешнюю часть ее структуры (вкл. л., 1). С. можно сжечь и окислить так, что исправить ее качество окажется совершенно невозможным. Другим важнейшим ее дефектом м. б. крупно-зернистость, которая является результатом продолжительного пребывания С. при высоких t°. Крупнозернистая структура обладает низкими механич. свойствами. Если ковка или прокатка С. окончена при высоких t° и С. не отожжена, то она обладает значительной крупнозернисто-й“ стью. Литая неотож-
Ц женная сталь также крупнозерниста. В случае длительного пребывания С. при высоких t° не только сильно растет зерно, но и феррит стремится расположиться в структуре С. по кристаллография. плоскостям; на вкл. л., 2 изображена структура с характерным расположением феррита, называемая видманштедтовой. Структура такого же типа, но более резко выраженного, впервые наблюдалась Видман-штедтом в метеоритах. Видманштедтова структура отвечает низким механич. свойствам С.— низкому пределу пропорциональности.
Механические свойства С. определяются ее структурой. В нормализованном или отожженном виде ее структура состоит из феррита и перлита и иногда цементита. Феррит— самый мягкий компонент, перлит же более прочен, цементит—твердый и хрупкий. Следовательно с увеличением углерода, возрастанием перлита и появлением цементита в ее структуре С. становится более твердой и менее вязкой. На фигуре 4 приведены механич. свойства отожженной С. в зависимости от содержания в ней углерода, полученные Девесом на основании
| 1 | Я | |||||
| г | N, | |||||
| § | > | |||||
| 1 | У | N | <1 | |||
| §> | с | s | V | |||
| 1 | ч | ч | ы | |||
| Ч; | — | |||||
| 1 | ||||||
f§.
0Я 0.3 0.4 0$ Ofi 07%с Фигура 4.
большого количества испытаний. Из этих кривых мы видим, что с постепенным увеличением содержания углерода временное сопротивление R (в кг/мм2) растяжению и предел текучести Rj повышаются, а удлинение I, сжатие S (оба в %) и сопротивление удару (в кгм/см2—работа А удара) понижаются. Помимо содержания углерода механич. свойства С. зависят от микроструктуры и размера зерен. В образцах Девеса эти свойства были путем отжига нормализованы, но в практич. сортах дело обстоит совсем иначе; там механич. свойства определяются гл. обр. характером структуры С. Кроме того содержание марганца и кремния также повышает первые два из перечисленных механич. качеств С. Этим объясняется, что различные исследователи С. получали самые разнообразные кривые зависимости механич. свойств С. от содержания углерода.
Влияние примесей. Марганец является очень важной и полезной примесью в С. В углеродистых €. содержание марганца находится в пределах 0,1—1,5%. Марганец повышает механич. свойства С. подобно углероду, образуя с железом карбид Мп3С, не отличимый по виду от цементита, и кроме того является энергичным раскислителем С. Имея большое сродство к кислороду, марганец отнимает его от железа и раскисляет С. Перед разливкой жидкой С. в нее добавляют или ферромарганец с 80% Мп или зеркальный чугун с 25% Мп; марганец парализует вредное действие серы, образуя нерастворимый в С. сернистый марганец MnS. На вкл. л., 7 изображены включения светлосерого сернистого марганца, наблюдаемые до травления; они вытянуты вдоль прокатки и круглы в поперечном сечении. Всю серу не удается связать с марганцем и часть ее все же оказывает свое вредное действие. На вкл. л., 4 изображен сернистый марганец (светлые места) и силикаты марганца. Кремний обычно в С. встречается в количестве 0—0,3%, образует твердый раствор с железом, поэтому кремний, растворенный в феррите, в микроскоп рассмотреть нельзя. Подобно марганцу кремний добавляется при изготовлении С. и служит хорошим раскислителем. Кремний добавляется в ванну в форме ферросилиция, содержащего 10—15% или 50% Si.
Сера является очень вредной примесью в С. Сера проникает в С. из чугуна. Правильно поставленной электроплавкой (восстановительным процессом) можно почти совершенно удалить серу. Можно получить чугуны почти свободные от S путем плавки чистых руд на древесном топливе. В СССР на Урале Златоустовский з-д в большинстве случаев получает С. с ничтожным содержанием серы. Сера делает С. красноломкой; при прокатке и ковке она разваливается на куски или дает трещины. Сернистое железо дает легкоплавкую эвтектику с железом, которая располагается вокруг зерен металла (вкл. л., 6). При нагреве эвтектика JbeS—Fe легко плавится, и зерна металла разъединяются. Марганец, связывая серу в MnS, парализует красноломкость С. Практически желательно в С. иметь серы не более 0,05% и в крайнем случае не более 0,06%. Для механич. обработки на автоматах применяют С., богатую серой (ок. 0,1%), несмотря на ее пониженные качестза; сна очень хорошо обрабатывается режущими инструментами (дает мелкую стружку), но ее трудно катать. Фосфор является вредной примесью в С. При основном процессе произ-
мелких частиц закиси железа (вкл. л., 7) и входит в состав большинства неметаллич. включений. Кислородные включения значительно понижают механич. свойства С. и придают ей хрупкость. Вместе с тем отсутствие кислорода в С. или поглощение его при цементации (смотрите) вызывает анормальность С., которая препятствует термин, обработке и способствует образованию мягких мест на закаленных изделиях.
Ржавление (коррозия) С. В настоящее время большинство металловедов считает ржавление (коррозию) С. электрохимии, явлением. Согласно этому железо растворяется в чистой воде, давая Fe(OH)2 до тех пор, пока вода не будет насыщена ионами железа и не будет достигнуто состояние равновесия. Затем в присутствии кислорода происходит реакция:
2Fe(0H)2+H20 + 0-2Fe(0H)3.
Гидроокись железа Fe(OH)2 выделяется в виде красно-коричневого осадка, она постепенно переходит в окись железа Fe203, которая и является ржавчиной. Коррозия С. не может происходить в сухом воздухе или в совершенно чистой воде, но т. к. обычно вода всегда содержит в растворе кислород, то на влажном воздухе железо всегда ржавеет (смотрите Коррозия). Химич. состав С. и ее термич. обработка существенным образом влияют на скорость коррозии. Нержавеющие/высокохромистые С., а также разные сплавы никеля, хрома, кремния и железа бывают очень стойкими в отношении коррозии.
Таблица 2.—П ростые поделочные стали.
| Наименование марок | Качест во | Временное сопротивление на разрыв, кг /мм2 | г £ Обр длинн. | %
азец корот. |
Загиб холод, на 180° до | Близкие по механич. свойствам мар. б. об-ва Продамета | Примечание |
| Ст. 0 | d=-la | Торговое | _ | ||||
| железо | |||||||
| Повыш. | 30 | 35 | Железо высшей степени мягкости, пластичности | ||||
| Ст. 1 | Норм. | 31 | 28 | 33 | d=0a | МММС | и тягучести: сварные трубы, огневые части паро |
| Пониш. | 40 | 25 | 30 | вплот | вых котлов | ||
| ную | |||||||
| Повыш. | Паровые котлы и изделия, требующие бблыную | ||||||
| Ст. 2 | Норм. | 33 | 25 | 30 | d=0α | ММС | крепость, чем МММС, МММ; для баков, резерву |
| Пониж. | 42 | 22 | 26 | "Вплот | МММ | аров и нр. | |
| ную | |||||||
| Повыш. | Принимает малозаметную закалку, обладает хоро | ||||||
| Ст. 3 | Норм. | 37 | 22 | 26 | d=la | — | шей ковкостью и вязкостью |
| Пониж. | 45 | 18 | 22 | ||||
| Повыш. | Речное судостроение, машинные части высокой вяз | ||||||
| Ст. 4 | Норм. | 42 | 20 | 24 | d — 2a | мс | кости при достаточной твердости |
| Пониж. | 50 | 16 | 20 | м | |||
| Принимает слабую закалку. Для изделий, требую | |||||||
| Повыш. | •— | 18 | 22 | щих среднюю твердость, хорошую вязкость, хоро | |||
| Ст. 5 | Норм. | 50 | 16 | 20 | d=3a | 00 | шую ковкость: оси, шатуны, разные части машин и |
| Пониш. | 60 | 12 | It | о | станков | ||
| Повыш. | ББС | Изделия и инструменты, требующие значительную | |||||
| Ст. 6 | Норм. | 60 | 12 | 14 | — | ББ | твердость: рельсы, лопаты и нр. |
| Пониш. | 70 | 8 | 9 | РЛ | |||
| Повыш. | Изделия и грубые инструменты, требующие особую | ||||||
| Ст. 7 | Норм. | 70 | 10 | 12 | — | Б | твердость |
| Пониж. | 82 | Р | |||||
|
а—толщина образца, подвергающегося загибу. | |||||||
водства С. содержание фосфора можно легко свести к минимуму. Фосфор попадает в С. из руд. Особенно богаты фосфором герм. руды. В СССР фосфоритные руды мало распространены; они встречаются в Керченском районе. Фосфор образует с ферритом твердый раствор, к-рый нельзя увидеть непосредственно под микроскопом. Он придает стали твердость, крупно-зернистость и хрупкость. Фосфор способствует хладноломкости и дендритной ликвации С.; феррит изолируется от перлита; после горячей механической обработки получается слоистая структура. Мягкая сталь с содержанием фосфора 0,09—0,13% (литая) и даже до 0,4% (пудлинговая) применяется для гаек, где ее хрупкость способствует получению чистой нарезки без заусенцев; такая сталь лучше получается пудлингованием.
Кислород является одной из самых важных и самых вредных примесей в С. Его количество в С. в последнее время определяется с помощью метода Джордана (Jordan) плавкой С., помещенной в графитовом тигле в вакууме. Окислы железа восстанавливаются углеродом тигля, и получающаяся СО улавливается и взвешивается. Анализы образцов С. на кислород обнаруживают разное его количество, зависящее от состава С. и способа ее производства. В общем С. с низким содержанием кислорода имеют его 0,007%, а с высоким 0,040—0,060%; 0,01— 0,03% кислорода считаются средним его количеством. Кислород присутствует в С. в виде
| Марка | Временное сопротивление на разрыв, в килограммах 1мм2 | i в % | Предел текучести,
κζ(μμ* | Химический | состав | Примечание | |||||
| Образ. корот. | Образ. длин ный | Углерод | Сера и фосфор | Мар ганец
шах |
Крем ний
шах | ||||||
| St С 10.61. | 38 | 30 | 25 | 21 | 0,06—0,13 | 0,5 | 0,35 | , С. для цемента- | |||
| , ции | |||||||||||
| St С 16.61 | 42 | 28 | 23 | 23 | 0,13—0,20 | 0,4 | 0,35 | Образцы отож- | |||
| 1 женные
1 | |||||||||||
| Не более | |||||||||||
| St С 25.61 | 42—50 | 27 | 22 | 24 | 0,25 | 1 | J С. для улучше- | ||||
| 47—55 | 21 | 20 | 28 | 0,04% в | i
1 1 |
: | ния | ||||
| отдель- | I | ||||||||||
| St С 86.61 | 50—60 | 23 | 19 | 28 | 0,35 | ► | Предел текучести | ||||
| 55—65 | 22 | 18 | 33 | ности, в | равен ок. 0,5 вре | ||||||
| менного сопроти | |||||||||||
| сумме ще | вления | ||||||||||
| не более | А 1 | : | |||||||||
| 0,8 j | 0,35 < | ||||||||||
| St С 45.61 | 60—70 | 19 | 16 | 34 | 0,45 | П 070 | ! | Верхние цифры | |||
| 65—75 | 18 | 15 | 39 | U.W /о | для отожженно | ||||||
| !
j |
го состояния | ||||||||||
| St С 60.61 | 70—Вb | 15 | 13 | 40 | 0,60 | Нижние цифры | |||||
| 75—90 | 14 | 12 | 45 | i | для улучшенно | ||||||
| j | 1
! I |
го состояния ё | |||||||||
Разные примеси в С., распределяющиеся неравномерно в ее структуре, могут и ускорять и замедлять коррозию в зависимости от того, какие потенциалы имеют структурные компоненты, которые они образуют. Обычно неоднородная С., содержащая вредные примеси (серу, фосфор), корродирует очень быстро.
Классификация и применение углеродистых С. В СССР и за границей произведены большие работы по стандартизации различных сортов С. В общем все углеродистые С. можно разбить на следующие три группы: 1) С., применяемые в машиностроении и строительстве в состоянии постав к и, то есть без термич. обработки; 2) конструкционные С., подвергающиеся термич. обработке; 3) инструментальные С. Для простой поделочной С. в СССР разработан проект классификации, приведенной в таблице 2. Т. к. эти С. термообработке не подвергаются, то в основу этого проекта положены их механич. свойства. В довоенное время большинство поделочных С. изготовлялось по нормам б. об-ва Продамета, которые для сравнения также приведены в таблице 2.
Для конструкционных С., подвергающихся термич. обработке, общесоюзные нормы до сих пор еще не разработаны. Авиапромышленность, автотракторная промсть, с.-х. машиностроение и др. разрабатывают пока эти нормы каждая для себя. Германия, США и другие страны имеют для таких С. общепромышленные спецификации, в основу которых положен химич. состав, обеспечивающий надежность операций закалки, цементации и прочие В табл. 3 приведена герм, спецификация по DIN (1924—25 г.) конструкционных С., подвергающихся термообработке. Условные обозначения этой таблицы строятся по следующей схеме: обозначение материала, обозначение его химических свойств, обозначение группы и подгруппы материалов по десятичной классификации, например St С 16.61—С. с 0,16% углерода (для цементации). В США для С., подвергающихся термич. обработке, имеется спецификация Об-ва автомотив-
ных инженеров (SAE). Эта спецификация пользуется там большой порностью, и на бирже котируются цены С/по номерам SAE. Спецификация SAE охватывает как простые углеродистые, так и сложные С. Классификация С. SAE основана на спецификации их химич. состава; механич. свойства меняются в зависимости от термич. обработки и в стандарт не введены (табл. 4). Каждый сорт С. SAE имеет определенный номер, точно отвечающий химич. составу С. Первая цифра слева каждого номера характеризует класс С. (в данном случае 1—углеродистой. С.); вторая цифра 0 обозначает, что специальных примесей в этой С. нет; две последние цифры обозначают число сотых % углерода.
Таблица 4.—С пецифи нация углеродистых сталей (в %).
| № ста-! ли но SAE | С | j
Μη j |
Ρ
ί не более ί |
s
j не более |
| Углеродистые С. | ||||
| 1010
1015 1020 1025 1030 1035 1040 1015 1050 1095 1315 1350 1360 |
0,05—0,15 0,10—0,20 0,15—0,25 0,20—0,30 0,25—0,35 0,30—0,40 0,35—0,45 0,40—0,50 0,15—0,55 0,90—1,05 0,10—0,20 0,45—0,55 0,55—0,70 | 0,30—0,60
0,30—0,60 0,30—0,60 0,50—0,80 0,50—0,80 0,50—0,80 0,50—0,80 0,50—0,80 0,50—0,80 0,25—0,50 1,25—1,55 0,90—1,2 0,90—1,2 |
0,015
0,045 0,015 0,045 0,045 0,045 0,045 0,045 0,045 0,040 0,050 0,040 0,040 |
0,055
0,055 0,055 0,055 0,055 0,055 0,055 0,055 0,055 0,055 0,085—0,135 0,055 0,055 |
| Гаечная и автоматная С. | ||||
| 1112 I 1120 j | 0,08—0,16 1 0,15—0,25 1 | 0,60—0,80 I 0,60—0,90 1 | 0,09—0,13
0,06 |
j 0,08—0,Щ 1 0,08—0,135 |
| Стальное литье | ||||
| 1235 | Сколько j требуется по механич. свой-! ствам j | 0,05 j | 0.055 | |
Применение малоуглеродистых конструкционных С. приведено в таблице 2. Углеродистые С. имеют еще следующее применение. С. с ОД— 0,2% С применяются для всех изделий, к которым не предъявляется особых требований: болтов, заклепок, шпилек; такие С. подвергаются специальной термич. обработке—цементации. Эти мягкие С. хорошо поддаются холодной штамповке и протяжке. Стали с 0,3—0,4% углерода являются осевыми С. и применяются для всевозможных осей, валов, коленчатых валов, шатунов и прочие С. с 0,4—0,5% углерода применимы после соответствующей термич. обработки для шестерен, лемехов, пружин. С. с 0,7% углерода и выше обладают после термич. обработки хорошими режущими свойствами и применяются для всевозможных ударных частей (зубил), дисков и в качестве инструментальных С.
Инструментальные углеродистые С. принимают поверхностную закалку без глубокого ее проникновения и благодаря вязкой сердцевине хорошо сопротивляются ударам. Обычно они имеют следующий химич. состав: 0,65—1,5% С, 0,2—0,4% Мп, 0,1—0,3% Si, не более 0,03% фосфора и серы (каждого в отдельности). С. с содержанием 0,50—0,65% углерода применяются для ударных инструментов (резкие удары): молотки, зубила и тому подобное.; с содержанием 0,65—0,85 %—для инструментов (спокойные удары): пуансонов, штемпелей; с содержанием 0,9—1,1 %—для режущих инструментов (с толчками): сверла, фрезы, ножи по дереву; с содержанием 1,1—1,5%—для спокойно режущих инструментов, например резцы по металлу. Термич. обработка инструментальной С.—см. Термическая обработка. Состав и ме-ханич. свойства С., применяемых на з-дах Форда, приведены в таблице 5. О твердости, закалке, испытании углеродистых С. на растяжение, сжатие, удар—см. Спр. ТЭ, т. II, стр. 274—304.
Сложные С. Сложными С. (Alloy Steels, Le-gierte Stahle) называются С. с содержанием специальных элементов: никеля, хрома, ванадия, вольфрама, молибдена, значительных количеств кремния и марганца. Повышенная стоимость сложных С. в производстве оправдывается их высокими механич. качествами после термической обработки. В обыкновенных углеродистых сталях, особенно при изделиях больших сечений, при закалке невозможно остановить распадение аустенита настолько, чтобы получить те высокие свойства, которые требуются для автомобильных и других современных машинных частей. Как известно, сердцевина у крупных сечений углеродистой С. даже при резкой закалке остается незакаленной. Прибавление одного или нескольких названных специальных элементов тормозит аустенитное распадение и позволяет получить закалку во всем сечении С. Последующий отпуск создает сорбитную структуру, отвечающую наилучшим механич. свойствам С.
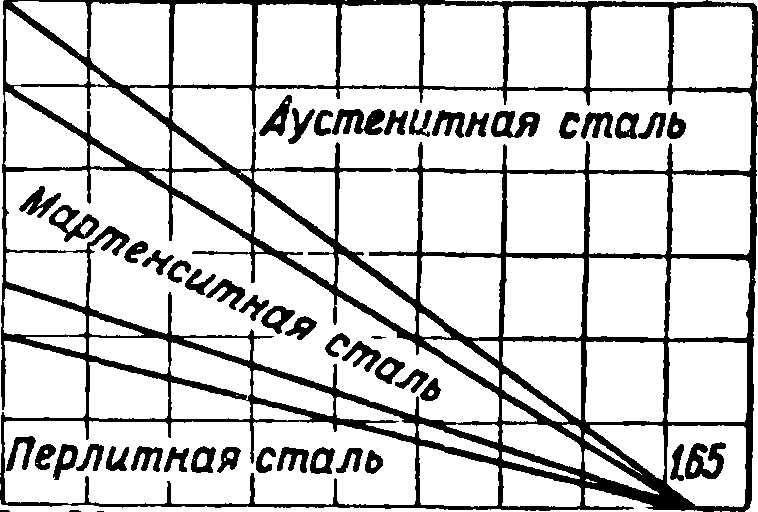
Классификация. Сложные С. можно классифицировать сообразно их структуре, полученной после медленного охлаждения (начиная с t° выше критической), след. обр. С. п ер-лит н о г о класса содержат небольшое количество специальных примесей. Перлитные С. являются самыми распространенными в машиностроении. Специальные примеси и термич. обработка значительно повышают их механич. свойства. С. мартенситного класса до последнего времени почти не имели применения в технике. Только за последние годы появились нержавеющие С. с мартенситной структурой,
завоевывающие себе все большее и большее применение. Они оказываются стойкими против разъедающего действия пресной и морской воды и кислот, обладают хорошими режущими свойствами и сохраняют высокие механич. свойства при повышенной t°. С. аустенитного класса содержат настолько большое количество специальных элементов, что даже при медленном охлаждении аустенит полностью сохраняется и все примеси находятся в нем в твердом растворе. Под микроскопом мы наблюдаем однородную зернистую структуру, вязкую, немагнитную и хорошо сопротивляющуюся нагреванию, разъеданию и истиранию. Высокомарганцовистая сталь Гадфиль-да, нек-рые нержавеющие С. и высоконикелевая С. (инвар) с коэф-том расширения, приближающимся к нулю (в интервале + 2СЧ-100 %), являются типичными примерами С. аустенитного класса. С. карбидного класса содержат большое количество вольфрама, хрома, молибдена и ва-
нация. Структура их зо-----------
СОСТОИТ ИЗ большого 25 количества карбидов, горассеянных в основной массе структуры. 1 Быстрорежущая С. и 10 высокохромистая для 5 волочильных досок яв- ляются характерным примером стали карбидного класса. На фигуре 5 изображена диаграмма Гийе (Guillet), поясняющая влияние содержания специальных примесей и углерода на структуру медленно охлажденных сложных С. На ней изображены области перлитного, мартенситного и аустенитного классов.
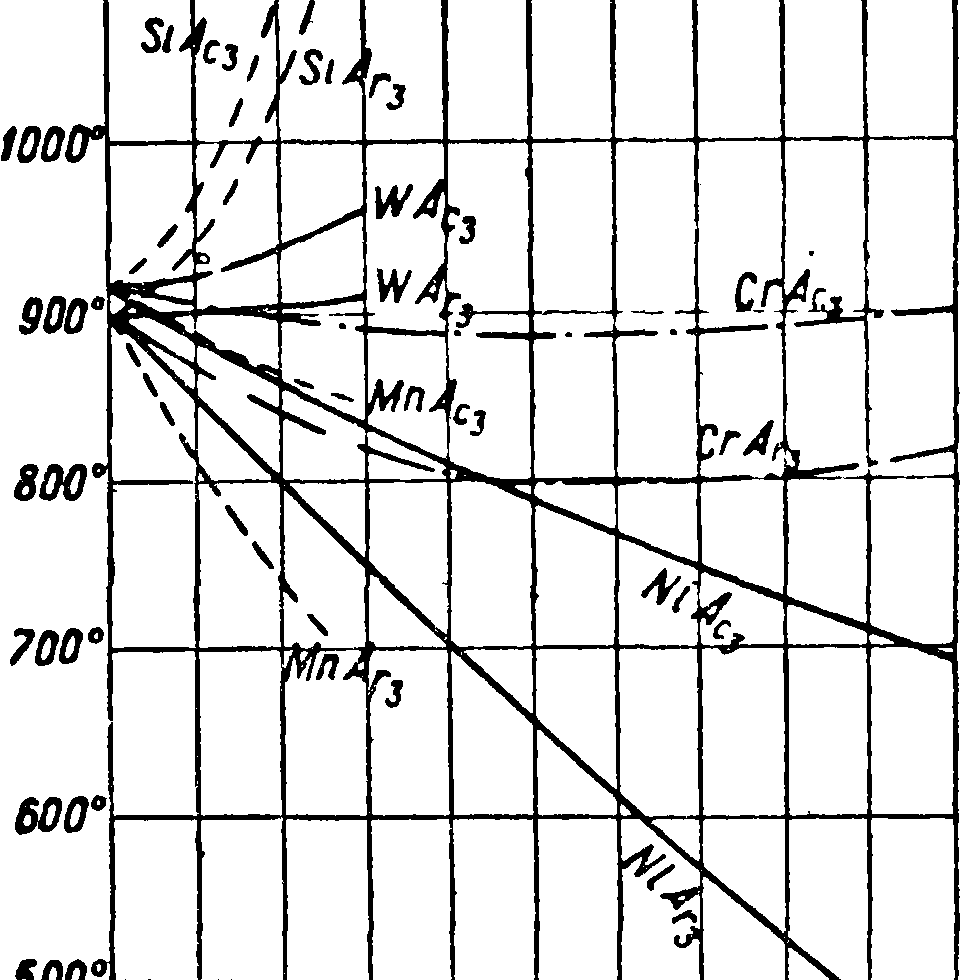
Влияние специальныхэлементов. Все специальные элементы по их влиянию на структуру С. можно разбить на следующие три группы: 1) элементы, образующие с а-железом твердые растворы (никель и кремний); 2) элементы,образующие и твердые растворы и устойчивые карбиды с углеродом (ванадий, марганец, молибден и вольфрам); 3) элементы, образующие карбиды и обладающие незначительной растворимостью в а-желе-зе (хром). Никель и марганец понижают критические точки С.; хром сначала слегка их понижает, потом с увеличением содержания его повышает; кр емний, молибден, вольфрам и ванадий их повышают. з 4 5 6 7 8 9 ю На фигуре 6 приведе-a/»Ni,cr.w,Mn и si на диаграмма, пофигура 6. называющая влия ние Ni, Cr, Mn, W и Si по данным определения их дилятометрич. методом. Положение критич. точек зависит не только от химич. состава С., но и, особенно при нагревании, от ее исходной структуры, то есть размеров и формы частиц карбидов. Всякая прибавка в С. специальных элементов, как показывает диаграмма фигура 6, увеличивает гистерезис, то есть разницу между критич. точками при нагревании и при охлаждении. Особенно ярко проявляется
нот
| j | Содержание э | л е м е н т о в, | О
/о |
||||
| 1 Марки С. | С
I |
Мп
1 |
Сг | Si | Р
до |
S
до | |
| А*-* | 0,20—0,24 | 0,60—0,75 | 0,65—0,80 | 0,10—0,15 | 0,03 | j 0,04 | |
| АХ | 0,18—0,22 | 0,65—0,75 | 0,80—0,95 | ; 0,10—0,20 | 0,03 | j 0,04 | |
| АА | 0,26—0,30 | 0,65—0,80 | 0,80—1,00 | 0,10—0,20 | 0,03 | j 0,04 | |
| АА—особая | 0,28—0,32 | 0,65—0,80 | 0,80—1,00 | 0,10-0,20 | 0,03 | 1
! 0,04 |
1 |
| ААА | 0,30—0,35 | 0,65—0,80 | 0,90—1,10 | 0,10—0,20 | 0,03 | 1 0,04
1 |
|
| ааан | 0,35—0,38 | 0,65—0,80 | 0,90—1,10 | 0,10—0,20 | 0,03 | !
1 0,04 |
|
| AAAAL | 0,38—0,42 | 0,65—0,80 | 0,90—1,10 | 0,10—0,20 | 0,03 | 0,04 | |
| АААА | 0,42—0,17 | 0,70—0,90 | 0,85—1,10 | 0,10—0,20 | 0,03 | 0,04 | |
| ААААА | 0,48—0,52 | 0,70—0,90 | 0,85—1,10 | 0,10—0,20 | 0,03 | 1 0,04 | |
| Арматурная | 0,05 макс. | 0,30 макс. | — | 0,12—0,28 | 0,03 | j 0,04 | |
| В | 0,95—1,05 | 0,20—0,30 | 0,40—0,50 | 0,20—0,30 | 0,03 | 0,04 | |
| вв | 0,95—1,05 | 0,20—0,30 | 0,90—1,10 | 0,20—0,30 | 0,03 | 0,04 | |
| ввв | 0,95—1,05 | 0,30—0,40 | 1,25—1,50 | 0,20—0,30 | 0,03 | 1 0,04
1 |
|
| № 1—Бессемеровская | 0,09—0,13 | 0,70—0,90 | — | — | 0,0Э—0,1з | j 0,08—0,12 | |
| Специальная бессемеровская | 0,06—0,08 | 0,30—0,40 | — | — | 0,05 | 0,10 | |
| С (ключи) | 0,30—0,40 | 0,50—0,80 | — | 0,10—0,20 | 0,05 | j 0,05 | |
| С (чистое железо) | 0,03 макс. | 0,12 макс. | — | — | 0,01 | 1 0,04 | |
| D | 0,45—0,52 | 0,80—0,95 | 1,00—1,20 | 0,10—0,20 | 0,03 | ! 0,04 | |
| DD | 0,48—0,52 | 0,80—0,95 | 1,00—1,20 | 0,10—0,20 | 0,03 | ! 0,04 | |
| Штампы (аякс) | 0,60—0,75 | 0,30—0,40 | 3,25—3,75 | 0,10—0,20 | 0,03 | 1 о,оз | |
| Штампы (молота) *5 | 0,47—0,55 | 0,50—0,60 | 0,60—0,75 | 0,10—0,20 | 0,03 | i 0,03 | |
| Е | 0,27—0,35 | 0,70—0,90 | — | 0,07—0,15 | Р, 04 | 0,05 | |
| ЕЕ | 0,35—0,40 | 0,70—0,90 | — | 0,07—0,15 | 0,03 | 0,05 | |
| ЕЕЕ | 0,40—0,45 | 0,70—0,90 | — | 0,07—0,15 | 0,03 | 0,05 | |
| ЕЕЕ—особая | 0,38—0,42 | 0,70—0,90 | — | 0,07—0,15 | 0,03 | 0,05 | |
| Динамная | 0,05 макс. | 0,30 макс. | — | 0,90—1,20 | 0,03 | 0,03 | |
| а | 0,08—0,15 | 0,30—0,45 | — | 0,07—0,15 | 0,03 | 0,05 | |
| GG | 0,13—0,20 | 0,30—0,45 | — | 0,07—0,15 | 0,04 | 0,05 | |
| н | 0,27—0,37 | 0,45—0,60 | — | 0,07—0,15 | 0,04 | 0,05 | |
| L | 0,23—0,30 | 0,35—0,50 | _ | — | 0,04 | 0,05 | |
| L. С. О. Н. | 0,08—0,15 | 0,35—0,50 | — | — | 0,04 | 0,05 | |
| N | 0,10—0,15 | 0,25—0,40 | 0,25—0,35 | 0,10—0,20 | 0,03 | 0,04 | |
| Нержавеющая 18% Сг *6 | 0,05—0,10 | 0,40—0,45 | 16,0—18,0 ! | 0,50 макс. | 0,04 | 0,05 | |
| Нержавеющая 18% Сг, 8% Ш | 0,05—0,10 | 0,30—0,45 | 16,0—18,0 j | 0,1 о—0,30 | 0,04 | 0,05 | |
| S | 0,60—0,70 | 0,70—0,85 | - | 0,15—0,20 | 0,03 | 0,04 | |
| SS | 0,80—0,95 | 0,30—0,45 | 1 | 0,10—0,20 | 0,03 | 0,04 | |
| Музыкальная проволока | Одинаковое с | S или SS | |||||
| Автоматная | 0,20—0,30 | 0,70—1,00 | — | — | 0,06 | 0,10—0,15 | |
| Y | 0,35—0,45 | 0,25—0,40 | 1,8о—2,оО | 3,60—% 20 | 0,03 | 0,04 | |
| Упругие свойства, но всей вероятности предел текучести и предел | пропорциональности, всюду слишком | ||||||
| маркировка, а высшим—белая с зелеными | полосами. * | з «в» и «С» перед числом твердости означает шкалу | |||||
на заводах Форда.
Механич. свойства типичных изделий
| Маркировка концов | Типичные изделия 1 | Временное сопротив ление,
КЗ/ЛШ2 |
Текучесть или про-порциона ль-ность *1 | Суже ние,
% |
Удли нение,
% |
Н Вг |
| *2 | Ведущие шестерни.. | 90 | 65 | 34 | 15 | 250 |
| Белый и черный | Болты шпинделя.. | 80 | 60 j | 38 | 22 | 175 |
| Поворотные червяки. ^. | — | — | — | — | ||
| Красный и черный | Передние оси .. | 95 | 90 | 65 | 15 | 270 |
| Шатуны | 105 | 100 | 53 | 13 | 300 | |
| Гайки для болтов.. | — | 1
~ I |
— | — | — | |
| Крышки шатуна.. | 90 | 85 : | 66 | 15,5 | 260 | |
| j Т-498 все элементы | Шпиндели передней оси. | 120 | 110 | 56 | 14 | 320 |
| i Красный и белый | Крестовины диференциала. | 120 | 100 | 45 | 15 | С 40 |
| Планетарные шестерни. | 155 | 140 | 25 | 8 | С 50—55*3 | |
| Стандартные болты с шестигранной | 1
1 |
|||||
| головкой .. | 100 | 60 | 15,5 | 240 | ||
| Валики водяного насоса. | — | 100 | 60 | 14 | 300 | |
| Крася., белый и синий | Шестерня контрвала.. | 155 | 130 | 25 | 8 | С 50—55 |
| Кроен.,зеленый и желтый | Ведущие шестерни.. | 175 | 145 | 25 | 8 | С 48—53 |
| Шестерни перемены скоростей. | — | — | — | — | — | |
| Красный и зеленый | Задние полуоси .. | 115 | 105 | 42 | 17 | 340—887 |
| ! | Шестерни малой скорости. | 180 | 165 | 25 | 10 | — |
| Синий и белый | Валики трансмиссии.. | 180 | 165 | 25 | 10 | С 48—55 |
| Арматуры стартера.. | Механич. свойств | ;а в спе] | циф. не | входят | ||
| Малые шарикоподшипники. | — | — | — | — | — | |
| Большие шарики и малые обоймы. | 210 | 195 | 2 | 2 | С 63 | |
| Синий и черный | Обоймы больших шарикоподшипни | |||||
| 1 | ков | — | — | — | — | — |
| j. Алюминиевый | Неответственные гайки. | 56 | 45 | 50 | 20 | 175 |
| 1 | Поворотные валы (цементиров.). | 35 | 28 | — | 18 | — |
| Ключи | 80 | 70 | 60 | 20 | 220 | |
| Электроды для сварки.. | — | — | — | — | — | |
| I Бело-зеленые полосы | Задние рессоры.. | 110 | 125 | 50 | 15 | 380 |
| j Зеленые | Передние рессоры.. | 150 | 130 | 50 | 14 | 420 |
| Штампы | - | — | — | — | — | |
| 1 | Штампы | — | — | — | ||
| ; Красный | Поворотные вилки .. | 70 | 40 | 60 | 27 | 165 |
| ΐ
j |
Ведущие валы.. | 80 | 65 | 38 | 10 | 250 |
| Желтый | Коленчатые валы.. | 100 | 90 | 51 | 15 | 350 |
| i | — | — | — | 21 | 180 | |
| ! Красный и желтый | Кожуха задних осей.. | 70 | 50 | 6 | 2 | 525 |
| Распределительные валы. | 180 | 170 | — | — | — | |
| ! | Листы для генераторов. | Механич. свойства в специф. не | ! входят | |||
| i Черный | Болты, гайки и заклепки. | 37 | 24 | 68 | 38 | 115 |
| ! Черный | Звенья башмаков тормозов. | 58 | 55 | 67 | 15 | 170 |
| , Синий | Концы крйшек вала сцепления. | 56 | 40 | 60 | 30 | 160 |
| ί | Детали рам.. | 50 | 33 | 32 | — | 135 |
| j Черно-желтые полосы | Листы кузовов. .. | 45 | 30 | 45 | 50 | 130 |
| ; Зеленый и черный | Поршневые пальцы. .. | — | — | — | — | — |
| Покрышки ступиц .. | 52 | 35 | — | 27 | В 83*3 | |
| ! | Покрышки радиаторов.. | 63 ‘ | 30 | — | 53 | В 74 |
| 1 | Пружины клапанов.. | 160 | 135 | — | 4,5 | С 42 |
| 1 Синий и желтый | Пружины муфт.. | 170 | 140 | — | 2,0 | С 50 |
| 1 | ! Пружины дверных замков. | 210 | 185 | — | 6,8 | — |
| t | Валы подвесов устран. дрожаний. | — | — | — | — | — |
| Клапаны. .. | 50 | 35 | 40 | 25 | 2 75 | |
| высоки по отношению к | временному сопротивлению. *2 Низшим пределам анализа стали А | отвечает белая | ||||
| Роквелла «В» или «С». | *4 Содержит 0,ι2—0,15 V. *5 Содержат 1,50—1,75 | Ni. *6 Содержит 7,о—у,о | IN 1.
1 | |||
это при повышенных скоростях нагрева и охлаждения. Элементы, образующие твердые растворы с α-железом (никель, ванадий и др.), делают феррит С. более прочным и вязким. Элементы же, образующие с углеродом карбиды (хром, молибден и др.), повышают твердость С. и сопротивляемость ее истиранию. Различное действие специальных элементов на структуру и механические свойства объясняет распространение в производстве четверных сплавов, например хромоникелевых С., хромованадиевых, хромомолибденовых. У них один из элементов образует преимущественно с α-железом твердые растворы, никель или ванадий упрочняют феррит и делают его лучшей основой для распределенных в нем сложных карбидов другого элемента (хрома, молибдена и др.). При этом присутствие специальных элементов способствует получению мелких частиц карбидов и сорбитовой структуры, которая отвечает наилучшим механич. свойствам С. Восприимчивость С. к закалке (смотрите) и распространение ее на большую глубину сильно повышают следующие элементы: молибден, хром, вольфрам и отчасти ванадий, особенно в>четверных сплавах с никелем, марганцем и ванадием. Добавка специальных элементов в расплавленную С., уже сама по себе действуя как раскислитель или де-сульфуризатор или дегазификатор, в большинстве случаев повышает качество С. Иногда специальные элементы добавляются для получения каких-нибудь особых физич. свойств С., например для увеличения остаточного магнетизма (смотрите Дипампая сталь и Магнитные материалы), для получения минимального коэфициента расширения, а также для повышения сопротивления коррозии.
Спецификация сложных С. SAE. Спецификация С. SAE пользуется большим распространением в США, и бблыная часть сложных С. изготовляется там согласно этой спецификации. Большинство сложных С. (80% всего количества), изготовляемых по этой спецификации, производится в основных мартеновских печах, остальная же часть гл. обр. электроплавкой. Спецификация SAE основана на определении химич. состава С. и кроме того ориентировочно в особых таблицах, помещенных в SAE Handbook, дает механич. свойства и твердость после закалки при различных t° отпуска, а также примерные рецепты термич. обработки и цементации. Спецификация содержит только перечисление разных сортов С., назначение их не стандартизировано, т. к. оно зависит от значительного количества факторов: цены и возможности своевременного получения материала, деталей конструкции частей, условий службы, удобства ковки и штамповки, обработки режущим инструментом и других факторов технологии, процесса. С. по спецификации SAE обозначается номерами, которые ясно характеризуют ее состав. Первая цифра обозначает класс стали: 1—углеродистая, 2—никелевая, 3—хромоникелевая, 4—молибденовая, 5—хромистая, 6—хромованадиевая, 7— вольфрамистая, 9—кремнемарганцовистая. В случае сложных С. вторая цифра обозначает округленный % примеси главного специального элемента. Последние две цифры показывают число сотых процента углерода. Все сложные сорта С. SAE приведены в таблице 7. Схематично конструкционные С. SAE можно разделить на три группы соответственно содержанию в них углерода. Содержание 0,15% углерода—С. для цементации, 0,3% углерода—закаливающиеся в воде и 0,5% углерода—закаливающиеся в масле. Система маркировки высококачественных и качественных С. в СССР см. ОСТ 4956, 4957 и 4958.
Хромистые С. Хром является дорогой, но очень важной распространенной специальной примесью в С. Известные з-ды Форда в производстве автомобилей и тракторов широко пользуются хромистыми С. Хром образует с углеродом и специальными элементами сложных С. карбиды. Хром увеличивает твердость и сопротивление изнашиванию С., способствует глубокому проникновению закалки, увеличивает сопротивляемость коррозии и вообще повышает механич. свойства ее. Очень часто он применяется в четверных С. Для обыкновенных хромистых С. типа SAE 52100 наиболее распространены следующие две:
| с | Сг | МП | Si | |
| I. | 0,30 | 0,90 | 0,70 | 0,25 |
| II. | 0,50 | 1,00 | 0,75 | 0,25 |
Обе они применяются в закаленном и отпущенном состоянии. Первая С. применяется вязкой с Hgr=325, вторая — твердой после отпуска при Н£г=525. Механические свойства этих С. в зависимости от разных температур отпуска приведены в таблице 6.
Таблица 6М еханические свойства хромистых сталей.
| Сорт С. | Температура отпуска | Временное сопротивление на разрыв, кг/мм“ | Предел текучести, кг/мм“ | Удлинение, % | i
йз |
| 320 | 150 | 140 | 13 | 430 | |
| С. I, зака | 430 | 140 | 130 | 14 | 390 |
| ленная в во | 540 | 130 | 100 | 18 | 325 ; |
| де при 830° | 650 | 95 | 80 | 25
_ |
250 1 |
| 320 | 180 | 160 |
11 |
512 | |
| С. II, зака | 430 | 160 | 150 | 13 | 455 |
| ленная в во | 540 | 140 | 110 | 17 | 375 : |
| де при 830° | 650 | 100 | 90 | 22 | 290 |
Благодаря своей высокой твердости хромистые С. SAE 52100 с 1% углерода и 1,5% хрома применяются для шариковых и роликовых подшипников. Шарики обычно содержат хрома на 0,3% и углерода на 0,1 % меньше, нежели обоймы. С. для роликовых подшипников также имеют и несколько меньший % хрома и углерода. После закалки и отпуска они обладают твердостью по Роквеллу от Н 65 до R 68. Применяется хром для сложных инструментальных С., быстрорежущих, твердых С. (для волочильных досок, прокатных валиков и для горячих штампов), а также для дешевых сортов С. (для .магнитов). Испытание хромистых С. на растяжение, твердость, удар, срезывание и кручение— см. Сир. ТЭ, т. II, стр. 307—314.
Основные типы нержавеющей С. Нержавеющие С., содержащие в больших количествах хром, по существу являются металлом неограниченного применения, начиная от ножей и хирургич. инструментов и кончая ответственнейшими частями машин, облицовкой америк. небоскребов и украшением автомобилей. Широкое их распространение заставляет промсть предъявлять к ним самые разнообразные требования. Здесь и высокая твердость, хорошая обрабатываемость, высокое сопротивление удару и разрывающему усилию, доба-
| № стали по SAE | С | Мп | Р ДО | S до | Ni | ||||||||||
| Никелевые | с. | ||||||||||||||
| 2015 | 0,10—0,20 | 0,30—0,60 | 0,04 | 0,05 | 0,40—0,60 | ||||||||||
| 2115 | 0,10—0,20 | 0,30—0,60 | 0,04 | 0,05 | 1,25—1,75 | ||||||||||
| 2315 | 0,10—0,20 | 0,30—0,60 | 0,04 | 0,05 | 3,25—3,75 | ||||||||||
| 2320 | 0,15—0,25 | 0,30—0,60 | 0 | ,04 | 0 | ,05 | 3,25—3,75 | ||||||||
| 2330 | 0,25—0,35 | 0,50—0,80 | 0 | ,04 | i 0,05 | 3,25—3,75 | |||||||||
| 2335 | 0,30—0,40 | 0,50—0,1 | ВО | 0,04 | 0 | ,05 | 3,25—3,75 ; | ||||||||
| 2310 | 0,35—0, | 15 | 0,50—0,80 | 0,04 | 0 | ,05 | 3,25—3,75 1 | ||||||||
| 2345 | 0,40—0,50 | 0,50—0,80 | 0 | ,01 | 0 | ,05 | 3,25—3,75 I | ||||||||
| 2350 | 0,45—0,55 | 0,50—0,80 | 0 | ,04 | 0 | ,05 | 3,25—3,75 ; | ||||||||
| 2512 | 0,17 | 0,30—0,60 | 0 | ,04 | 0 | ,05 | 4,75—5,25 | ||||||||
| № стали по SAE | С | Мп | Р до | S до i | !
1 | Ni | Cr | ||||||||
| Хромонике | левые | с | |||||||||||||
| 3115 | 0,10—0,20 | 0,30—0,60 | 0,04 | 0,05 | 1,00—1,50 | 0,45—0,75 ; | |||||||||
| 3120 | 0,15—0,25 | 0,30— | 0,60 | 0,04 | 0,05 | 1, | 00—1,50 | 0,45—0,75 | |||||||
| 3125 | 0,20—0,30 | 0,50— | 0,80 | 0,04 | 0,05 | 1, | 00—1,50 | 0,45—0,75 1 | |||||||
| 3130 | 0,25—0,35 | 0,50—0,80 | 0,01 | 0,05 | 1, | 00—1,50 | 0,45—0,75 | ||||||||
| ; 3135 | 0,30—0,40 | 0,50—0,80 | 0,04 | 0,05 | i 1, | 00-1,50 | 0,45—0,75 | ||||||||
| 1 3110 | 0,35—0,45 | 0,50—0,80 | 0 04 | 0,05 | l, | 00—1,50 | 0,45—0,75 | ||||||||
| 1 3215 | 0,10—0,20 | 0,30—0,60 | 0,04 | 0,045 | 1, | 50—2,00 | 0,90—1.25 | ||||||||
| 3220 | 0,15—0,25 | 0,30—0,60 | 0,04 | 0,045 | 1, | 50—2,00 | 0,90—1,25 | ||||||||
| 3230 | 0,2о—0,Зо | 0,30— | 0,60 | 0,04 | 0,045 | 1, | 50—2,00 | 0,90—1,25 | |||||||
| 1 3240 | 0 35—0,45 | 0,30—0,60 | 0,04 | 0,015 | 1, | 50—2,00 | 0,90—1,25 | ||||||||
| i 3215 | 0,40—0,50 | 0,30—0,60 | 0,04 | 0,015 | 1, | 50—2,00 | 0,90—1,25 | ||||||||
| 3250 | 0,45—0,55 | 0,30—0,60 | 0,04 | 0 045 | 1, | 50—2,00 | 0,90—1,25 | ||||||||
| 3312 | 0,17 | 0,30— | 0,60 | 0,04 | 0,015 | 3,25—3,75 | 1,25—1,75 | ||||||||
| , 3325 | 0,20—0,30 | 0,30—0,60 | 0,04 | 0,045 | 3,25—3,75 | 1,25—1,75 | |||||||||
| ! 3335 | 0,30—0,40 | 0,30—0,60 | 0,04 | 0,015 | 3,25—3,75 | 1,25—1,75 | |||||||||
| I 3310 | 0,35—0,45 | 0,30— | 0,60 | 0,04 | 0,045 | 3,2о—3,7ο | 1 | 1,25—1,75 | |||||||
| 3415 | 0,10—0,20 | 0,30—0,60 | 0,04 | 0,045 | 2, | 75—3,25 | i | 0,60—0.95 | |||||||
| 3435 | 0,30—0,40 | 0,30— | 0,60 | 0,04 | 0,015 | 2, | 75—3,25 | 1 | 0,60—0,95 | ||||||
| 3450 | 0,45—0,55 | 0,30—0,60 | 0,04 | 0,045 | 2, | 75—3,25 | 1
1 |
0,60—0,95 | |||||||
| JSR* стали по SAE | С | МП | Р до | S | до | Сг | Ni | Mo | |||||||
| М о л и б д | е н о в ы е | с. | |||||||||||||
| 4130 | 0,25—0,35 | 0,40—0,70 | 0,04 | с | 1,05 | 0,50—0,80 | 0,1»—0,25 | ||||||||
| 4140 | 0,35—0,45 | 0, | 40—0,70 | 0,04 | 0,05 | 0,80—1,10 | 0,15—0,25 | ||||||||
| 4150 | 0,45—0,55 | 0, | 40-0,70 | 0,04 | 0 | »,05 | 0,80- | -1,10 | 0,lk—0,25 | ||||||
| 4615 | 0,10—0,20 | 0,30—0 | 1,60 | 0,04 | 0 | »,05 | 1,50—2,00 | 0,20^-0,30 | |||||||
| № стали но SAE | С | Мп | Р ДО | S до | Cr | ||||||||||
Хромистые С.
| 5120
5140 5150 52100 | 0,15—0,25
0,35—0,45 0,45—0,55 0,95—1,10 | 0,30—0,60
0,50—0,80 0,50—0,80 0,20—0,50 | 0,04
0,04 0,01 0,03 |
0,05
0,05 0,05 0,035 | 0,60—0,90 0,80—1,10 0,80—1,10 1,20—1,50 | |||||||
| № стали но SAE | С | Μη | Р до | 1 S до | Cr | v ! | ||||||
| Хромованадиевы“ | з С, | |||||||||||
| 6120 | 0,15—0,25 | 1 | 0,30—0,60 | 0,01 | i
0,045 |
0,80—1,10 | 0,15—0,18 | |||||
| 6125 | 0,20—0,30 | 0,50—0 80 | 0,04 | 0,045 | 0,80—1,10 | 0,15—0,18 | ||||||
| 6130 | 0,25—0,35 | 0,50—0,80 | 0,04 | 0,045 | 0,80—1,10 | ο,ΐδ—0,18 · ; | ||||||
| ; 6135 | 0,30—0,40 | 0,50—0,80 | 0,04 | 0,045 | 0,80—1,10 | 0,15—0,18 | ||||||
| 6140 | 0,35—0,45 | 1 | 0,50—0,80 | 0,04 | 0,045 | 0,80—1,10 | 0,15—0,18 1 | |||||
| 6145 | 0,40—0.50 | 1 | 0,50—0,80 | 0,04 | 0,045 | 0,80—1,10 | 0,15—0,18 1 | |||||
| 6150 | 0,45—0,55 | 0,50—0,80 | 0,04 | 0,045 | 0,80—1,10 | 0,15—0,18 i | ||||||
| 6195 | 0,90—1,25 | ! | 0,20—0,45 | 0,03 | 0,035 | 0,80—1,10 | 0,15—0,18 | |||||
| № стали но SAE | С | Мп до | Р до | S ДО | Cr | w | ||||||
Вольфрамистые С.
| 71360
71660 7260 |
0,50—0,70
0,50—0,70 0,50—0,70 | 0,30
0,30 0,30 | 0,035
0,035 0,035 |
0,04
0,04 0,04 | 3.00— 4,00
3.00— 4,00 0,50—1,00 |
12.00— 15,00 1
15.00— 18,00 ! 1,50— 2,00 1 | |||
| № стали no SAE | С | Μη | р ДО | S до | !
Si | ||||
| 9250
9260 | Kp
0,45—0,55 0,55—0,65 | емнемарганцов
0,60—0,90 0,60—0,90 | истые С.
0,045 0,045 |
0,05
0,05 | I
1,80—2,20 1,80—2,20 | ||||
вочная вязкость, хорошая ковкость и наивысшая сопротивляемость коррозии. Естественно, что всем этим свойствам сразу один тип С. удовлетвори гь не может, и поэтому в настоящее время выявились семь основных типов нержавеющей С. Все они подвергаются закалке в масле и отпуску, хотя у нек-рых С. они не обязательны для придания нержавеющих свойств. Устойчивость поверхности нержавеющей С. зависит от степени ее правки (все следы окалины с нее должен быть удалены, иначе они служат центром коррозии). Химич. состав, термообработка и твердость всех семи типов нержавеющей С. приведены в таблице 8.
чается очень высокой сопротивляемостью коррозии, но хлористые, бромистые, йодистые кислоты и горячая серная к-та ее разъедают. Твердость ее м. б. увеличена лишь холодной обработкой. С. этого класса широко применяются в строительстве и пром-сти, иапр. для всевозможной отделки зданий, автомобилей и прочие С. с 18% Сг и 8% Ni сохраняет свои механич. свойства при нагреве до t° 500—600°. Механич. свойства С. 3—5 типов приведены в таблице 9.
Нержавеющая С. с высоким содержанием хрома и никеля (6) является типичным жароупорным сплавом, не размягчающимся при высоких t° (до 1 100°) и превосходя-
Т а б л. 8.—X а р а к т е р и с т и к а нержавеющих сталей.
| j | Содержание элементов в % | Пределы t° при тг рмообработке | НВг | |||||||||
| Тип1
с. j |
Название С. | С | Сг | Ni | Si | Μη | Отжиг | Подо грев | Закалка | Отпуск | После отжига | После закал ки |
| 1 | Обычного типа для ножей и друг, режущих частей | 0,35 | 13,5 | 0,20 | 0,35 | 860—885 | ’ 190—820 | 970—1 010 | 180—50 | 165 | 550 | |
| 2 | Улучшенного типа. | 0,75
0,12 |
17,5 | — | 0,40 | 0,35 | 830—885 | 800—830 | 1 000—1 050 | 150—23 | 200 | 600 |
| 3 | Турбинного ». | 12,5 | 0,40 | 0,20
0,15 |
0,40 | 8о0—880 | ! 800—830 | 970—1 000 | ДО 65 | 160 | 400 | |
| 4 | С хорошей ковкостью. | 1 0,08 | 18,00 | — | 0,50 | 760—800 | ! 760—800 | 970—1 000 | — | 140 | 250 | |
| 5 | С 18% Сг и 8% Ni. | 0,15 | 18,00 | 8,00 | 0,60 | 0,40 | — | - | — | — | 185 | 400 |
| 6 | С высоким содержанием Сг и Ni.. | 0,20 | 18,00 | 25,00 | 2,5 | 0,70 | _ | ! _ | _ | _ | _ | _ |
| 7 | Сильхром для выхлопных клапанов .. | 0,50 | 8,75 | 0,15 | 2,75 | 0,40 | - | ! | - | - | - | - |
Фосфора и серы во всех нержавеющих С. должно быть меньше 0,02% каждого. Вследствие плохой теплопроводности нержавеющую С. перед ковкой приходится нагревать в два раза дольше обыкновенной; нержавеющие С. за исключением типа № 2 куются плохо и требуют частых нагревов; пределы 1° нагрева при ковке С. № 1, 2, 3 от 950 до 1100°, для № 4 от 870 до 1 100° и для № 5 от 960 до 1 300°. С. № 1, 2, 3 и 5 после ковки закаливают на воздухе и перед механич. обработкой отжигают для придания мягкости: № 1, 2, 3—при Iе 760—800° (до Н£г=200 -i- 250), а С. № 5—при 870—930° и даже при 1 100—1 200°.
Нержавеющая С. обычного типа <1), описанная Беарлеем в его патенте, хорошо удовлетворяет многим требованиям, предъявляемым к ножам и другим режущим инструментам; твердость ее высокая, но все же уступает твердости высокоуглеродистой закаленной С. Нержавеющая С. улучшенного типа(2) отличается от первой своей повышенной твердостью и свойством сохранять в работе остроту режущего лезвия при тех же нержавеющих качествах. Хотя этот тип и был разработан для ножей, хирургич. и зубоврачебных инструментов, но он может применяться всюду, где требуются высокая твердость и сопротивляемость износу, например в шариковых подшипниках, частях клапанов и т. д. Для специальных целей содержание углерода в этой С. может быть повышено до 1% и выше. Эта С. поддается прокатке. Нержавеющая С. турбинного т и п а (3) после термич. обработки соединяет в себе высокое временное сопротивление и предел упругости со вполне достаточными удлинением и сужением и хорошей обрабатываемостью. Эта С. обладает и высоким сопротивлением коррозии и употребляется для турбинных лопаток, скалок насосов, валов, клапанов и других частей машин. Нержавеющая С. с хорошей ковкостью (4) изготовляется как в горячекатанном, так и в холоднокатанном виде; благодаря низкому содержанию в ней углерода и высокому хрома она куется и выдерживает сложную штамповку не хуже мягкой низкоуглеродистой С. Нержавеющая С. с 18% Сг и 8% Ni (5) относится к аустенитному, немагнитному классу, отличается очень высокой вязкостью и хорошо выдерживает глубокую холодную штамповку и вытягивание. Она отли-
щим все С. в отношении стойкости против окалины. Они применяются для различных деталей печей: частей их конвейеров, ящиков для отжига и цементации, барабанов для нагрева мелких изделий и т. д. Эта сталь куется, сва- ривается и обрабатывается удовлетворительно.
Таблица 9.—М еханические свойства нержавеющих сталей типов 3, 4 и 5.
| Свойства | Турбинный тип | Тип с хорошей ковкостью | Тип с 18% Сг и 8% Ni | |||
| от | ДО | от | ДО | от | до | |
| Предел пропорциональности, кг/мм“. | !
1 50 |
|||||
| Предел текучести, кг/мм“. Временное сопротивление, кг 1мм2 | _ | __ | 35 | 38 | 21 | 28 |
| 70 | __ | 52 | 56 | 60 | 67 | |
| Предел упругости, кг 1мм2. Удлинение, %. | 35 | _ | __ | |||
| 20 | — | 27 | 30 | 55 | 60 | |
| Сужение, %. Сопротивление на удар по Изоду, в фт.-фн. | 60 | — | 64 | 68 | 70 | 75 |
| 50 | 115 | 120 | ||||
| НВг. | 200 | 240 | 160 | 135 | 145 | |
Она обладает аустенитной структурой. С и л ь-хром для выхлопных клапанов (7) является специальной нержавеющей С., весьма стойкой против образования окалины при высоких t°. При продолжительном действии высокой t° слой окалины, хотя и образуется, но очень тонкий и настолько прочный, что не отделяется даже при шлифовке и механической обработке. Сильхром обладает твердостью при красном нагреве и сохраняет достаточную проч-
ность при высоких t°, поэтому ножки клапанов в работе не вытягиваются под действием пружин. При охлаждении на воздухе сильхром не принимает закалки и не разбивает седла клапанов; при ковке он не дает трещин и в мягком состоянии хорошо обрабатывается. В настоящее время почти все выхлопные клапаны современных тракторов изготовляются из сильхрома.
Никелевые С. Никель и железо обладают полной взаимной растворимостью как в жидком, так и в твердом состоянии. Обычно никель растворен в феррите С. с низким его содержанием и в мартенсите и аустените С. с высоким его содержанием. В перлитных—конструкционных С. помимо уже указанного понижения критич. точек никель позволяет получить перлитную структуру при содержании углерода не 0,9, а 0,7 (5% Ni) или 0,75% (3,5% Ni). Упрочняя феррит и делая структуру перлита более мелкой, никель повышает (после соответствующей термич. обработки) временное сопротивление разрыву, предел текучести и твердость С. без заметной потери ее вязкости как в отожженных, так и в закаленных и отпущенных ее образцах. Высокое сужение, то есть способность к большей местной деформации, никелевой С. имеет громадное значение при внезапном местном приложении значительной силы, то есть при ударе, требуя большого количества работы для разрыва в месте разрушения. Никель повышает предел усталости термически обработанных С., но понижает модуль упругости (до 19 000 при 10% и выше). Никелевые С. закаливаются при меньших скоростях охлаждения, нежели углеродистые, что, во-первых, позволяет применять для их закалки масляные ванны и свести к минимуму коробление и трещины, а, во-вторых, получать проникание закалки на большую глубину. Никель, препятствуя росту зерна при высоких t°, способствует сохранению мелкозернистости. При цементации никелевые С. обнаруживают большие преимущества перед простыми углеродистыми, давая равномерное проникание углерода; после закалки их вязкая середина значительно прочнее, а поверхность обладает малой хрупкостью и не дает трещин при шлифовке. Для цементации применяются С. SAE 2015, 2115, 2315, 2320 и 2512; последние для самых ответственных изделий. Никелевые С. SAE 2330 и 2335 закаливаются как в воде, так и в масле и после отпуска применяются для деталей, подверженных ударам и требующих высокой вязкости и прочности: шатунов, поворотных цапф и прочие С. SAE 2340 и 2345 требуют закалки в масле и применяются для деталей, требующих высокой прочности: коленчатых валов, полуосей и прочие С. SAE 2350 применяется для закаливаемых в масле шестерен. Из высоконикелевых С. аустенитного класса интересна С. инвар, обладающая при 35—36% Ni коэф-том теплового расширения, близким к нулю. Высоконикелевые аустенитные С. с примесью хрома и кремния широко применяются как нержавеющие и жароупорные. Плохое свойство никелевых С. то, что никель способствует при многократных термообработках или при долгой выдержке при повышенной t° распадению карбида (подобно Si), поэтому чистые никелевые С. редко применяются с повышенным содержанием углерода (более
0.15%), а взамен pix применяются сложные С.: Ni—Сг, Ni—W, Ni—Mo.
Хромоникелевые С. В хромоникелевых С. никель упрочняет ферритную основу структуры, а хром делает более твердыми и устойчивыми карбиды. В результате С. также после термич. обработки обладают очень высокими механич. свойствами и широко применяются в производстве. Наиболее распространенными являются хромоникелевые С. серии SAE 3100. Для цементации применяются хромоникелевые С. с 0,12—0,20% углерода серии SAE 3100, 3200, 3300 и 3400, причем чем больше в них углерода, хрома и никеля, тем тверже и прочнее их середина. С. с большим содержанием углерода применяется для изделий более крупного сечения; С. всех серий со средним содержанием углерода (0,25—0,35%) применяются для деталей, требующих большой вязкости при ударах и прочности,—шатунов, деталей поворотного устройства передней оси автомобилей, осей вагонов и паровозов, колонн прессов и т. д. С. всех серий SAE с повышенным содержанием углерода (ок. 0,4%) применяются для изделий высокой прочности: коленчатых валов, полуосей, штампов, шпинделей и т. д. Хромоникелевые С. всех серий с содержанием углерода 0,45—0,55% применяются для закаливающихся в масле шестерен и обладают очень высокой твердостью. Испытание хромоникелевых сталей на растяжение, твердость, удар, сжатие, кручение—см. Спр. ТЭ, т. II, стр. 318—325.
Ванадиевые С. Ванадий занимает в периодич. системе среднее место между элементами, применяемыми как раскислители, и элементами, добавляемыми в сложные С. и образующими карбиды. Ванадий является очень ценным элементом, вследствие этого он не применяется как раскислитель, а добавляется в С. уже после ее раскисления. Он делает С. мелкозернистой и значительно повышает ее механич. свойства. Ванадиевая С. редко имеет видманш-тедтову структуру и обладает меньшей дендритной ликвацией. Ванадий может и растворяться в феррите, значительно его упрочняя, и образовывать карбиды, причем последние в виду трудности диффузии ванадия в решетке α-железа не обнаруживают значительного роста и способствуют образованию мелкой сор-битовой структуры. Прибавка 0,2% ванадия делает С. мелкозернистой с сорбитообразным перлитом, прочной, вязкой и хорошо сопротивляющейся ударам. В количестве 1—2% ванадий прибавляется к быстрорежущей и другим инструментальным С. Наибольшим распространением пользуются хромованадиевые конструкционные С. серий SAE 6100. Из них С. 6115, 6120 и 6125 применяются для цементированных изделий: автотранспортных шестерен, распределительных валов и поршневых пальцев. С. 6120 и 6125 очень хороши для цианирования; при этом образуются мелкие без длинных игол нитриды, и переход от твердой поверхности к вязкой сердцевине постепенный. Эти С. применяются также и для пароперегревателей, баллонов для сжатых газов, труб химич. аппаратуры и т. д. благодаря сохранению механич. свойств при повышенных (до 500°) t°. С. 6125. 6130, 6135 и 6145 применяются после закалки и отпуска; механич. свойства ванадиевых сталей приведены в таблице 10.
С. 6125 и 6130 применяются для осей, шатунов, частей поворотного механизма автомобиля, оправок, шпинделей и валов машины, орудий и прочие—там, где требуются вязкость, прочность и необходимость после термич. обработки произвести механич. обработку. С. 6135 приме-
Таблица 10.—М е х а н и ч е с к и е свойства термически обработанных ванадиевых сталей.
| ,
iN» С. по SAE |
Предел текучести, кг/лш2 | Временное сопро-тивл. на разрыв, кг/мм2 | Удлинение, % | Сушение,
о /о |
к
ВЧ |
| 6125 и 6130 | 80—100 | 95—110 | 20—17 | 65—60 | 286—340 |
| 6135 | 150— 50 | 160— 70 | 8—25 | 10—60 | 141—207 |
| 6145
6115 |
175— 90 | 190—105 | 6—17 | 25—50 | 550—320 |
| (пружины) Ванадиевая с 0,5% С и | 130—140 | 140—150 | 14—10 | 10—28 | 375—444 |
| 0,18%У | 45 | 70 | 24 | 48 | 200 j |
няется для мелких червячных шестерен и шестерен с косыми зубьями, мелких инструментов и ключей; она же идет на крупные изделия, где требуется высокая прочность,сопротивляемость усталости и вязкость, наир, шатуны и коленчатые валы дизелей, штоки паровых молотов. С повышенным содержанием хрома эта С. в США идет на химич. оборудование при синтезе аммиака и оборудование нефтяной пром-сти. С. 6145 применяется для крупных деталей, подвергаемых очень высоким напряжениям и истиранию (например закаливаемых в масле шестерен), для наиболее ответственных пружин автомобилей, а в последнее время для паровозных и вагонных пружин. Ванадиевая С. с 0,45—0,55% С и 0,18% V широко применяется для паровозных крупных поковок взамен SAE 1045. В табл. 10 приведены свойства нормализованной поковки такой ванадиевой С. сечением 350 миллиметров; в меньших поковках, например автомобильных коленчатых валах, свойства ее выше. Ванадиевые, хромованадиевые и никелеванадиевые С. широко применяются и для фасонного литья крупного (для паровозов и тяжелого машиностроения) и мелкого. Испытание ванадиевых С. на растяжение, твердость, удар, срезывание и кручение — см. Спр. ТЭ, т. II, стр. 329—332.
Вольфрамистые С. Вольфрам растворяется в у-железе и остается в твердом растворе в α-железе при обыкновенной t°. Вместе с тем в присутствии углерода и других элементов он образует сложные карбиды. В виду большого атомного объёма вольфрам с трудом диффундирует в решетке железа даже при повышенных t°. Закаленная вольфрамистая С. с большим трудом поддается отпуску, чем и объясняется высокая твердость быстрорежущей С. при красном нагреве. Критические точки воль-фрамистой С. зависят не только от количества углерода и .вольфрама в ней, но и от t°, до которой С. была нагрета, времени выдержки и скорости охлаждения. Вольфрамистые С. применяются гл. обр. для всевозможных инструментов, а также для постоянных магнитов. Наиболее известным и важным типом вольфрами-стой инструментальной С. является быстрорежущая С. Она сохраняет свою твердость при самых больших скоростях резания, при нагреве ее почти до темнокрасного каления. Наиболее распространенный состав быстрорежущей С.: 18% вольфрама, 4% хрома, 1% ванадия. Второй по распространенности является быстрорежущая С. (14 : 4 : 2) с содержанием 14% вольфрама, 4% хрома и 2% ванадия. Нек-рые сорта быстрорежущей С. содержат 3—5% кобальта, который дает лезвию инструмента устойчивость и повышает сопротивляемость резцов износу. Иногда в быстрорежущей С. присутствует молибден. В современной металлургии существует тенденция повышения содержания углерода и ванадия в быстрорежущей С. Свои высокие режущие свойства и способность сохранять твердость при красном нагреве быстрорежущая С. получает благодаря правильной термин, обработке.Термин. обработка быстрорежущей С. состоит из трех операций. Первая из них—отжиг при 870° после ковки для достижения однородной мелкозернистой структуры; вторая—закалка, для чего быстрорежущая С. сначала медленно и равномерно нагревается до 800° и затем переносится в другую печь с Г 1 200—1 350° (смотря по составу: 1 200° при 12% W, 1 350° при 18% W и 1% V) и быстро там нагревается. Немедленно по достижении наивысшей возможной t° инструмент вынимается и закаливается в свинце (500°), и затем охлаждение оканчивается в струе воздуха. В результате такой закалки основная масса микроструктуры быстрорежущей С. получается аустенитной. Третья операция—отпуск при 600°—производится для превращения аустенита в мартенсит, отличающийся гораздо большей твердостью. В результате быстрорежущая С. получает структуру (вкл. л., 3), где в мартенситной основе расположены карбиды.
Вестгрен и Прагмен исследовали структуру карбида быстрорежущей С. при помощи Х-лу-чей и пришли к выводу, что он имеет решетку куба с центрированными гранями, со стороной 11,04· 1(Г8 см. В состав его элементарного куба входят 112 атомов. Примерная формула этого карбида Fe4W2C. В быстрорежущей С. могут присутствовать и другие карбиды, например ванадия, а хром может входить в сложный карбид железа, вольфрама и углерода. Другим сортом вольфрамистой инструментальной С. является отделочная низковольфрам и : тая С., хорошо сохраняющая острое лезвие и употребляемая для снятия стружек малого сечения, то есть для работ, где не встречается ударов, которым она плохо сопротивляется. Отделочная С. применяется для метчиков винторезного инструмента, разверток и прочие Состав ее: 1,35— 1,50% С; 3,5—5% W; 0,5—1,0% Сг; 0,2—0,3% V. Наконец для горячих штампов в условиях тяжелой работы и большой производительности применяется также вольфрамистая С. Здесь она должна сохранять свою твердость при высоких t°, сопротивляться износу, выдерживать удары и не должна давать резких изменений объёма при переменном действии высоких t°. Состав вольфрамистой С. для горячих штампов: 0,30—0,45% Си; 10—14% W; 2—3% Сг; 0,2%V.
Молибденовые С. По своим свойствам молибден похож на вольфрам. Он образует с железом твердый раствор и дает с углеродом и железом сложные карбиды. Растворение этих карбидов и диффузия составляющих их атомов в решетке железа происходят очень медленно. При термической обработке молибден облегчает закалку крупных сечений С., требует высоких t° отпуска и устраняет хрупкость после отпуска. Молибденовые С. обладают меньшим ростом зерна, сорбитообразным перлитом, высокой прочностью, вязкостью и сопротивляемостью износу; вместе с тем молибденовые С. обладают хорошей свариваемостью; они даже при=350 обладают хорошей обрабатываемостью. Молибден является очень ценным элементом и благодаря своему очень сильному влиянию на свойства С. прибавляется к последней в небольшом количестве (0,15—0,25%) и применяется вместе с хромом, марганцем и ни-
келем. За последнее время молибденовые С. начали получать чрезвычайно широкое распространение в авиационной и автотракторной промышленности и в С., изготовляемых для нитрирования. Спецификация SAE предусматривает ряд хромомолибденовых С., из них SAE 4115 является одной из наилучших для цементации и применяется для автотракторных шестерен, поршневых пальцев, роликовых подшипников и т. д. С. SAE 4130 применяется для автотракторных полуосей, болтов, поворотных цапф и прочие, закаливается она в воде. С. SAE 4140 закаливается в масле и применяется для тех же деталей, что и SAE 4130. С. SAE 4150 применяется для деталей, подверженных сильному износу, например автотракторных шестерен, а также для сильно нагруженных автомобильных рессор. Хорошие механич/свойства обнаруживают и отливки из хромомолибденовой С. с 1% Сг и 0,5% Мо. В табл. И приведены механич. свойства хромомолибденовой С.
Таблица 11.—Механические свойства термически обработанных хромомолибденовых сталей.
I стых С. Типы 1 и 2 применяются для цементации, а также и после закалки в воде. Типы 3 и 4 применяются, где требуются большая прочность, вязкость и хорошая обрабатываемость. С. типа 5 обладает очень высокими механич. свойствами и обычно применяется для шестерен, валов и прочие; она требует закалки в масле. Для фасонного литья применяются марганцовистые С. с содержанием марганца 1—2% и углерода 0,20—0,40%. В инструментальных С. марганца обычно немного (0,20—0,35%), кроме не изменяющей объёма закаливающейся в масле (устойчивой) С., содержащей 0,90—1,00% С и 1—1,5% Мп; иногда к ней прибавляют ок. 0,5% Сг и 0,5% W. Из этой С. изготовляют калибры, штампы для холодной штамповки, длинные метчики, развертки и прочие Пример С. с чрезвычайно высоким сопротивлением изнашиванию представляет аустенитная марганцовистая сталь Гадфильда (1,00—1,40% С; 10— 14,00% Мп; 0,30—1,00% Si; до 0,05% S; до 0,10% Р). После закалки в воде при 1 000— 1 040° она получает аустенитную структуру. Механич. свойства ее приведены в таблице 13.
| № С. по SAE | Предел текучести, кг{мм2 | Времен.
I сопротивление на разрыв, кг 1мм2 |
Удлинение, % | Сушение,
о /о |
к |
| 4130
4140 4150 |
60—105
67—120 77—160 |
67—120
77—127 87—167 |
29—12
25—10 25—10 |
75—55
73—55 50—15 |
190—345
230—400 250—460 |
|
Высшие цифры относятся к С., закаленным и отпущенным при 480°, а низшие—к отпущенным при 700°, другие £° отпуска 430—700° дадут промежуточные значения механических свойств. | |||||
Вы сокомарганцовистые С. перлитного и аустенитного класса. Помимо общего улучшения качества С. вследствие добавки марганца, действующего как раскислитель, дегазификатор и десульфуризатор, марганец может добавляться в С. как специальный элемент, образующий с углеродом карбид Мп3С и растворяющийся в феррите. Марганец понижает критические точки С., и аллотропическое превращение железа делается менее заметным, происходя постепенно в промежутке 150°. В табл. 12 приведена характеристика марганцовистых перлитных С., получивших за последнее время очень широкое применение в пром-сти.
Таблица 13.—Механические свойства марганцовистой аустенитной стали.
| Свойства | Катаная и кованая | Литая |
| Предел пропорциональности, кг/мм“,.
Временное сопротивление |
30— 40 | 30—35 |
| на разрыв, кг/мм2. | 90—100 | 50—80 ! |
| Удлинение, %. | 70— 60 | 35—15 |
| Сужение, %.. | 60— 40 | 35—15 |
| НВг.. | 230 | 180—220 j |
Под влиянием холодной обработки аустенит марганцовистой стали переходит в мартенсит и ИВг повышается до 500. Поэтому эта С. несмотря на первоначальную низкую твердость не поддается обработке стальным "резцом и получает свои конструктивные формы путем литья, ковки, шлифовки и иногда обтачивается лишь после соответствующей термообработки твердыми резцами из карбида вольфрама. При износе на ее поверхности образуется твердый тонкий слой на вязкой подкладке, к-рый благодаря высокой восприимчивости последней к наклепу по мере истирания восстанавливается; происходит процесс непрерывной само-цементации С., поэтому сопротивление ее из-
Т а б л. 12.—X арактеристика перлитных марганцовистых сталей.
| Содержание элементов | , % | Примерные механические свойства | |||||||
| Тип С. | С | МП | Р до | S | Предел текучести, кг/мм2 | Времен, со-прогивл. разрыву, кг /мм2 | Удлинение, % | Сужение,
% |
НВг |
| 1 | 0,10—0,20 | I
1,20—1,50 |
0,04 | 0,075—0,15 | 50—60 | 65—80 | 20—15 | 60—47 | 220—250 I |
| 2 | 0,15—0,25 | 1,00—1,20 | 0,045 | 0,045 | — | — | — | — | _ I |
| 3 | 0,25—0,35 | 1,35—1,75 | 0,05 | 0,075—0,15 | 58—77 | 73—93 | 21—16 | 60—47 | 235—280 1 |
| 4 | 0,30—0,40 | 1,35—1,75 | 0,05 | 0,075—0,15 | 60—80 | 77—100 | 21—15 | 60—47 | 240—320 j |
| 5 | 0,45—0,55 | 1,10—1,30 | 0,045 | 0,015 | — | 1 | — | — | — |
|
Высшие цифры относятся к С., закаленными отпущенным при 430°, а низшие—к закаленным и отпущенным при 540°; другие ί° отпуска дадут промежуточные значения механических свойств. | |||||||||
Добавка хрома в С. № 2 и 5 в количестве даже 0,5% повышает их механич. свойства. Кроме того спецификация SAE (смотрите табл. 4) предусматривает С. 1350 и 1360. Типы 2 и 5 очень часто применяются с добавкой разных количеств хрома, например многие детали трактора «Фордзон» изготовлялись из хромомарганцови-
носу чрезвычайно высоко. Эта С. широко применяется для крестовин и стрелок трамвайных путей, черпаков драг и землечерпалок, гусениц тракторов и других частей, подвергающихся очень сильному износу. Испытание марганцовистой стали на растяжение, твердость, удар— см. Сир. ТЭ, т. II, стр. 338, 342, 343.
Кремнистые С. Кремний помимо своего действия как раскислитель образует с ферритом твердый раствор и повышает его механич. свойства. Кремнистые С. по применению их можно разделить на следующие три группы: 1) рессорные и пружинные; 2) строительные для мостов; 3) динамные и трансформаторные. В табл. 14 приведен их химич. состав.
Таблица 14.—С о с т а в кремнистых с т о л е и (в %).
| Тип
С. |
Название С. | С | Si | i
Μη |
| 1 | Пружинная обычная | 0,5—0,6 | 0,5—0,7 | 0,7—1,0 |
| 2 | Пружинная с высокими упругими свойствами. | 0,45—0.50 | 1,8—2 | 0,6—0,8 |
| 3 | Мостовая. | 0,08—0,18 | 0,80—1,20 | 0,50—1,00 |
| 4 | Динамная разных сортов. | ДО 0,1 ДО 0,8 | 0,5—2,3 | 0,20—0,35 |
| 5 | Трансформаторная. | 3,8—4,2 | 0,1—e,2 |
Содержание Р и S во всех С. за исключением № 5 менее 0,04% каждого, в № 5—меньше 0,025% каждого.
В США для автомобильных рессор широко применяются кремнемарганцовистые С. 9250 и 9260 (смотрите табл. 6). Помимо этого кремний добавляется и в нержавеющие С.
ι___
Испытания кремнистых С. на растяжение, твердость и удар приведены в Спр. ТЭ> т. II, стр. 344, 346.
Прочие сложные С. Стали с примесью около 1% алюминия, а также молибдена, хрома и ванадия применяются для нитрирования. Низкоуглеродистые стали с 0,2—0,3% меди хорошо сопротивляются коррозии. Кроме того в виде специальных примесей в сложных сталях применяются: титан и циркон (служащие обыкновенно подобно кремнию и хорошими раскислителямн стали), кобальт (добавляется в инструментальные стали), уран и другие элементы, применение которых находится еще в стадии опытов.
Лит.: Бабошин А., Металлография и термич. обработка железа, стали и чугуна, т. 1—4, П., 1916—18; В артельо Н„ Металлография и термич. обработка металлов, М.—Л., 1930; Беляев Н., Стали, кристаллизация, термич.обработка и механич. свойства, Л., 1925; Рапац Ф., Специальные стали, Харьков, 1927; Болховитинов Н., Металлография и термич. обработка стали и чугуна, М.—Л., 1931; Борнгейм и Г а д-ф и л ь д, Специальные стали, Л., 1926; Б о ч в а р А., Металлы, в книге «Товароведение», под ред. П. Петрова и Ф. Церевитинова, 8 изд., т. 1, М.—Л., 1927; Грачев К., Специальные стали для машиностроения, М., 1926; Г у д-ц о в Н., Сталь, ее природа и термич. обработка, Л.,1927; Минкевич Н., Сталь, стальные и чугунные полуфабрикаты, М.—Л., 1930; В u 1 1 e n s D., Steel a. Its Heat-Treatment, 3 ed., N. Y., 1927; G о e r e n s P., Einfiihrung in die Metallographie, 5 Aufl., Halle a/S., 1926; Guertler W., Metallographie, B. 1, Berlin., 1909—12, В. 2, В., 1913—26, В. 3; С u i 1 1 e t L. et P о r t e у i n A., Precis de metallographie et de macrographique, P., 1924; H a n e-mann H.u. Schrader A., Atlas met allograph! cus, Lfg 1—7, B., 1927—29 (изд. продолж.); Η о w e Η. Μ., The Metallography of Steel a. Cast Iron, N. Y., 1916; H o-w e Η. M., Iron a. Steel a. Other Alloys, N. Y., 1906; Mars G., Die Spezialstahle, 2 Aufl., Stg., 1922; Ober-h о f f e r P., Das technische Eisen, 2 Aufl., B., 1925; R o-senhain W.,An Introduction to the Study of Physical Metallurgy, 2 ed., L., 1919; Sauerwald, Lehrbuch d. Metallkunde d. Eisens u. d. Nichteisenmetalle, B., 1929; SauveurA., The Metallographie a. Heat-Treatment of Iron a. Steel, N. Y., 1926; Shaffer R., Die Konstruk-tionstahle u. ihre Warmebehandlung, B., 1923; Tarn-man G., Lehrbuch d. Metallographie, 3 Aufl., B., 1923; «ASTM Standards»; Werkstoff-Handbuch; «St. u. E.»; «Archiv f. das Eisenhuttenwesen»; «Journal of the Iron a. Steel Institute», L.; «Transactions of the American Society for Steel Treating», Cleveland. H. Болховитинов.
Строительная С. повышенного качества. В настоящее время при изготовлении металлич. конструкции и мостов основным материалом как в
СССР, так и за границей является литая С. (смотрите Литое железо), представляющая собою по существу углеродистое железо с большим или меньшим содержанием углерода. В СССР эта С. маркируется как С. 3, в Германии она имеет марку St 37, в Америке—Cardon Steel А 7—24. Эта С. не могла полностью удовлетворить требованиям, выдвигавшимся в связи с быстрым развитием мощности металлических конструкций, гл. обр. мостов больших пролетов. Требования эти в основном сводятся к возможному уменьшению сечений элементов, входящих в состав пролетных строений мостов больших пролетов, и к снижению веса этих мостов. В виду этого в разных странах начали применять С. иного состава и с более высокими механич. свойствами. Типы этих С. приведены в таблице 15. В США при постройке моста об-ва Блэквелл в Нью Норке была применена никелевая С. в количестве 5 450 тонн при полном количестве металла для всего моста 47 500 тонн Никелевая С. представляет собою несомненно весьма высококачественный материал, обладающий вязкостью и ковкостью, сопротивлением ржавлению и вполне удовлетворительной обрабатываемостью. Так как минимальный предел текучести в американской литой С. принимается в 21 килограмм/мм2, то переход на указанную выше никелевую С. позволяет повышать допускаемые напряжения почти на 70%. Вслед за США начала применять никелевую С. в мостостроении и Германия (ж.-д. мост на линии Обергаузен— Дорстен); содержание никеля в этой С. было 2—21/2%, а ее механич. характеристики имели следующие значения: временное сопротивление разрыву 56—65 килограмм /мм2, предел текучести— 35 килограмм /мм2, удлинение—18%. Однако ни в Америке ни в Германии применение никелевой С. в мостостроении· не получило широкого развития вследствие значительной ее дороговизны. Вслед за этим американцы выдвинули новую С. повышенного качества для применения в тяжелых конструкциях, т. н. кремнистую (сили-циевую) С. Если сравнить эту С. с германской никелевой С., то не трудно заметить, что первая при несколько большем по величине временном сопротивлении имеет заметно меньший предел текучести: в германской никелевой С. отношение предела текучести к временному сопротивлению (минимальному) оказывается равным 0,63, а в американской кремнистой 0,56. Это обстоятельство говорит определенно не в пользу рассматриваемой америк. С., так как известно, что чем ближе к единице указанное отношение, тем лучше С. с технологич. точки зрения. Это вытекает из следующих соображений: технологич. свойства С. определяются в значительной степени относительным удлинением и числом твердости, которые находятся в прямой зависимости от временного сопротивления, причем чем выше последнее, тем меньше относительное удлинение и больше число твердости, иначе говоря, тем труднее С. в обработке. С другой стороны, т. к. весьма важно иметь для С. наибольшую величину предела текучести, то тип С., имеющий большую величину отношения предела текучести к временному сопротивлению, должен быть признан лучшим и с точки зрения максимального использования металла, допускаемые напряжения для которого в настоящее время назначаются, как известно, в зависимости от предела текучести. Указанная мар-ганцовокремнистая сталь находит до сих пор очень большое применение в Америке; в по-
| Наименование С. | C | Μη | Si | Си | P | S | Врем, со-противл. разрыву, кг/мм2 | Удлинение, % | Предел текуче-1 сти, кг/мм^ | I
HBr |
| Литая С. 3.. | 0,12-0,17 | |||||||||
| St 37 .. | Ю10—0,16 | > 87—46 | 20—22 | 21—23 | 130—140 | |||||
| Carbon Steel А 7—21. | 0,10—0,16 | |||||||||
| Никелевая С. (3,25% Ni, | ||||||||||
| США).. | ДО 0,45 | ДО 0,70 | — | — | 0,04—0,05 | ДО 0,05 | 59,8—70,3 | 17,5—15 | I 35,2 | 1 |
| Кремнистая *ι (силицие- | ||||||||||
| вая) С. (США). | 0,40 | 0,80—1.02 | 0,20—0,45 | — | 0,01—0,06 | ДО 0,05 | 56,3—66,8 | 17,2 | 31,7 | — |
| St 48 .. | 0,25—0,30 | 0,51—0,80 | — | — | — | — | 48—58 | 18 | 29 | — |
| Si St. .. | 0,12—0,20 | 0,8—1,1 | 0,8—1,2 | — | 0,05 | ДО 0,05 | 50—62 | 20 | 36 | _ |
| St 52: | j | |||||||||
| а) хромомедистая *2 8-д a | 1 | ! | ||||||||
| Dortmund-Union | 0,15 | 0,8 | 0,25 | 0,5—0,8 | — | — | ) 52—62 *з | 20 *3 | 36 *з | |
| б) марганцовокремнистоме | ||||||||||
| дистая завода Lauehhammer | 0,15 | 1,1—1,5 | 0,5 | 0,3—0,5 | J
I |
•i Правильнее классифицировать ее как марганцовокремнистую С. *2 о,4% Сг. *3 Механические свойства по действующим техническим условиям. следнее время ее начинают применять и в других странах. Однако американцы повидимому не считают свою кремнистую С. повышенного качества вполне их удовлетворяющей: в самое последнее время (в конце 1930 г.) при постройке Килл-Ван-Куллского арочного моста пролетом 503,5 метров они применили специальную вы-еокомарганцовистую С. с содержанием марганца 1,6—1,8%, обладающую следующими ме-ханич. качествами: врем, сопротивление разрыву 63 килограмма/мм2, предел текучести 38,5 килограмм/мм2. В Германии также пошли по пути изыскания более дешевых сортов С. повышенного качества, причем первым таким сортом С., введенным в жизнь в 1923 г., была St 48. Однако С. марки St 48 давала повышение напряжения в среднем всего лишь на 30% по сравнению с обычной литой С., что оказывается недостаточным для современных мощных конструкций мостов больших пролетов. Поэтому уже в конце 1925 г. в Германии появилась специальная С. повышенного качества, называемая кремнистой,—Si St. Отношение предела текучести к временному сопротивлению на разрыв этой С. равно 0,70. Однако процесс изготовления немецкой Si St имеет целый ряд существенных затруднений и недостатков, явившихся причиной сравнительно быстрого отказа от ее применения. В основном эти недостатки заключаются вследующем: 1) при выплавке легко образуются значительные усадочные раковины; 2) при выплавке необходимо держать вследствие значительной тугоплавкости С. с большим содержанием кремния высокую t° в печи, что отрицательно отражается на состоянии печи; 3) образование усадочных раковин ведет к сокращению объёма металла после выхода болванки из прокатного стана; 4) нагрев в печах прокатного цеха должен производиться весьма осторожно и тщательно, в противном случае в металле легко образуются поверхностные трещины; 5) вследствие трудности присадки необходимого FeSi выплавка С. сопровождается большим количеством брака. Кроме указанных существенных недостатков немецкая Si St обладает определенно пониженным сопротивлением действию коррозии. Однако с этим последним недостатком можно бороться присадкой меди в количестве 0,25—0,30%, что несколько увеличивает стоимость кремнистой С. Все эти затруднения и недостатки кремнистой С. заставили немцев в последние годы ввести новые, более совершенные сорта С. повышенного качества, которые объединены одним общим наименованием St 52. Кроме этих сортов на герм, рынке можно получить сталь с содержанием 0,70—0,90% Сг“ 0,30% Си, 0,30—0,50% Si, а вместо марганцово-кремнистомедистой — сталь с пониженным до-0,3% содержанием Si и имеющую в своем составе или молибден или ванадий в размере-0,1—0,2%, заменяющие недостающее количество Si. Эти специальные сорта С. повышенного качества не имеют тех затруднений и недостатков в процессе выплавки и прокатки, которые имеет кремнистая С. Описанные сорта С. вследствие наличия таких дорогих присадок, как хром, медь, молибден, ванадий, оказываются дороже простой кремнистой С.: если кремни-i стая С. дороже обычной литой С. St 37 примерно на 15%, то St 52 дороже St 37 примерно на 30%. Весьма существенно, что описанные специальные ’сорта С., имеющие в своем составе
Таблица 16.—Потери в весе стали после воздействия кислот (в %).
| Сорт С. | Раствор соляной кислоты 1% (45 дн.) | Раствор серной кислоты 1% (30 дн.)
1 |
1
Раствор 1 муравьин. кислоты до Г % (30 дн.) i |
| St 37. | 36 | 43 | 24 |
| St 48.. | 30 | 29 | 10 |
| Простая кремнистая | 48 | 34 | 13 |
| Меднокрлмнистая. | 12 | 10 | 3 |
| Xромомедаооб емни- | |||
| 1 стая. | 7,2 | 1,3 |
Таблица 17.—П отери механических качеств стали (в %).
| Сорт С. | До протравки со ян. к-той | После протравки в теч. неск. дн. со-ляп. к-той | !
Потеря в % | |||
| Пред. текуч. | Врем. сопр. | Пред. текуч. | Врем. сопр. | Пред. текуч. | Врем. ! сгпр. | |
| St 48. | 31,9 | 50,2 | 24,8 | 39,5 | 22,2 | 21,4 |
| Простая кремни | 25,0
19,4 | 26,3 | ||||
| стая. | 36,8 | 51,0 | 27,6 | 37,6 | ||
| Меднокремиистая | 36,6 | 53,5 | 29,5 | 43,3 | 19,1 | |
| Хромомеднекрем- | 31,5 | 43,6 | 13,4 | 14,8 | ||
| нистая. | 36,4 | 51,2 | ||||
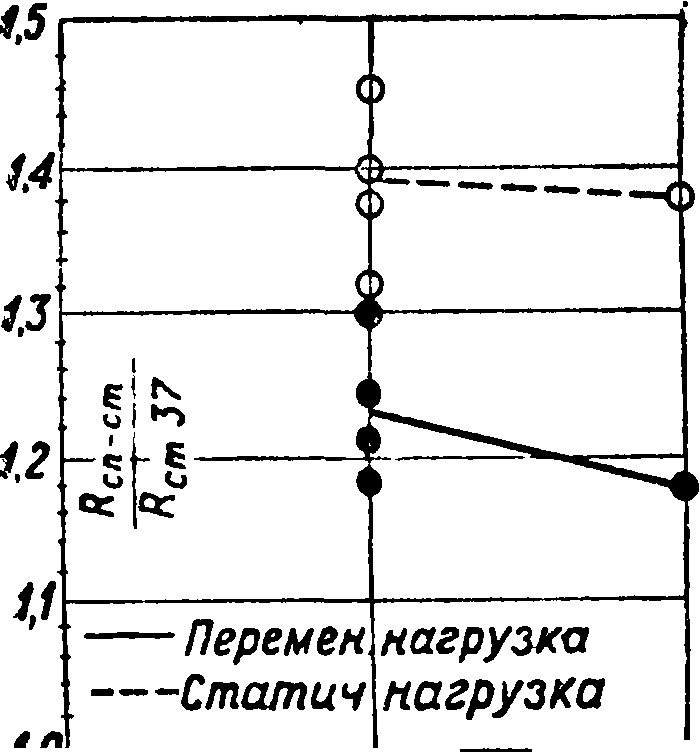
хром и медь, как показали соответствующие исследования, обладают большей антикоррозийной устойчивостью. С этой точки зрения весьма показательны данные, опубликованные Шульцем и касающиеся результатов наблюдений и испытаний образцов разных сортов С., подвергавшихся искусственному воздействию растворов соляной, серной и муравьиной к-т. Эти результаты приведены в таблицах 16 и 17. Данные обеих таблиц указывают на преимущества в отношении сопротивления ржавлению хромомеднокремнистой С. За последнее время за границей достаточно серьезное внимание уделяется исследованиям стали повышенного качества при работе ее на длительные переменные по величине нагрузки. С этой точки зрения заслуживают интереса недавно опубликованные результаты опытов, произведенных исследовательским ин-том германских объединенных стальных з-дов в Дортмунде над целыми и продырявленными (круглые отверстия) образцами, изготовленными из St 37, нескольких сортов St 52 и никелевой С. с 3%-ным содержанием никеля. На помещаемом графике (фигура 7) нанесены отношения сопротивлений jR, полученных для С. повышенного качества и для St 37 для продырявленных образцов при однозначной статической и при переменной нагрузках. Из этого графика с достаточной ясностью выте-
_ кает, что если при ста-
-пммтая тической однозначной нагрузке сопротивление исследованных С. повышенного качества превышало сопротивление St 37 примерно на 40%, то при переменной нагрузке эта цифра снизилась до 20%. Т. о. эффективность применения С. повышенного качества в конструкциях, работающих главным образом на переменные нагрузки, значительно меньше, чем в таких конструкциях, где наибольшую долю полного напряжения составляет напряжение статическое.
В СССР вопрос о применении С. повышенных качеств был поднят, когда было решено изготовлять два больших арочных моста для Днепро-строя из кремнистой С. немецкого типа. В связи с этим наши з-ды (им. Петровского в Днепропетровске, «Серп и Молот» в Москве) выполнили ряд опытных плавок этой С., причем результаты произведенных испытаний прокатанного из указанных плавок металла дали достаточно удовлетворительные результаты. Однако вследствие срочности и значительности по объёму заказа· мостов Днепростроя изготовление их из немецкой кремнистой С. было сдано за границу в Чехо-Словакию (Витковицкий з-д). Но все же, имея в виду благоприятные результаты, полученные при испытании опытной кремнистой С., было решено изготовить на заводе им. Петровского из этого типа С. ж.-д. мост пролетом 76,8 м9 общим весом ок. 275 ж. Выплавленная заводом С. имела следующий химический состав (по заводским испытаниям шести плавок): 0,10—0,12% С, 0,84—1,05% Si, 0,72—0,98% Μη; механич. качества ее следующие: временное сопротивление 56—60 кв/мм2; предел текучести 36—39 килограмм/мм2, относительное удлинение 20,5—24%; отношение предела текучести к временному сопротивлению 0,65.
saz
Фиг.
Упомянутый мост был закончен изготовлением в начале 1931 г. Однако все те затруднения и недостатки, которые имеют место в технологическом процессе выплавки и прокатки немецкой кремнистой С., обнаружились и сказались также и в наших условиях. В настоящее время по инициативе научно-исследовательского сектора Стальмоста организовано опытное изучение различных сортов С. повышенного качества, могущих быть полученными из имеющихся в Союзе комплексных руд. Целью этих опытных исследований, заключающихся в производстве опытных плавок, проката и обработки, а также всесторонних исследований С., является установление нашего собственного типа строительной С. повышенного качества, получение которой возможно полностью на базе советского сырья. Особое внимание в этих исследованиях отводится С., получение которых возможно из новых комплексных уральских руд— ха-лиловских, ауэрбаховских и титан омагнетитовых; в частности Халиловское железорудное месторождение весьма ценно вследствие высокого содержания хрома и никеля; во всяком случае полученные в середине мая 1932 г. на Липецком металлургии, заводе «Свободный сокол» первые передельные чугуны из указанных халиловских руд имели следующий химии, анализ: ~1,0% Si, 2,5—2,9% Сг, 2,0—2,5% Мп, 0,8—0,9% Ni, 0,06—0,07% S. Высокое качество чугуна, имеющего такой химии, состав, очевидно. Следует заметить, что первыми разведками запасы халиловских руд исчислены в сумме ок. 400 млн. ж; отсюда понятно то исключительное значение, к-рое должны приобрести эти руды с точки зрения создания базы для получения нашей собственной С. повышенного качества. Одновременно с указанными опытными исследованиями С. (ведущимися по заданию научно-исследовательского сектора Стальмоста Уральским интом металлов), из новых уральск. руд производится по заданию того же сектора Ленинградским ин-том металлов изучение высокомарганцовистой С. типа, примененного американцами при постройке Килл-Ван-Куллского моста. Первая опытная плавка, выполненная Ленинградским ин-том металлов в Москве на заводе «Серп и Молот» в марте 1932 г., имела следующий химич. состав: 0,25% С, 1,45% Мп, 0,28% Si, 0,03% S, 0,019% Р. Эта С. при испытании шести образцов дала следующие механические характеристики:
| Врем, сопро-тивл. разрыву, | Пред, текуч., | Относит. |
| кг/мм2 | к?! миллиметров2 | уд ЛИН., % |
| 62,6 | 41,2 | 23,3 |
| 64,7 | 44,2 | 24,8 |
| 63,7 | 45,9 | 22,5 |
| 63,0 | 44,2 | 22,9 |
| 63,9 | 41,9 | 23,0 |
| 63,9 | 43,0 | 24,0 |
| Удлинения измерялись на длине | ||
Отношение предела текучести к со-противл. на разрыв 0,66 0,68 0,72 0,70 0,66 0,67
веденные данные указывают на то, что высокомарганцовистая С. по своим качествам действительно заслуживает самого серьезного внимания. Следует отметить, что этот тип С. начинает заметно интересовать кроме Америки и Европу. В 1931 г. Bardenheuer u. Schitzkowski исследовали механич. качества С., содержащих 0,9—3% Мп и 0,15—0,40% С, причем обнаружили, что наилучшие механич. показатели получаются при содержании в С. 0,15—0,3% С и 1,7—0,9% Мп. При содержании же Мп выше 2% значения временного сопротивления, а иногда и предела текучести, повышаются, но удлинение, сужение и сопротивление удару падают настолько сильно, что применение таких С. в конструкциях становится невозможным. Не ограничиваясь упомянутыми исследованиями, имеющими своей целью установление нашего собственного типа строительной С. повышенного качества, предполагается в ближайшее время изготовить ряд конструкций и мостов из такого типа С., к-рый уже зарекомендовал себя за границей; в качестве подобного типа строительной С. повышенного качества была признана американская кремнистая (правильнее, марганцовокремнистая).
Экономия металла при применении в мостах и конструкциях С. повышенного качества связана с повышением допускаемых напряжений, что приводит к упрощению тяжелых конструкций. По действующим в СССР технич. условиям и нормам проектирования металлич. конструкций основные допускаемые напряжения для прокатного металла для различных типов С. принимаются согласно табл. 18.
Таблица 18.—Нормы допускаемых напряжений для прокатного металла (в кг(см^).
| Напряжения | С. 3 | С. 5 новыш. | С. специальная |
| i Основные при | 1
i | ||
| 1 действии осно- | 1 | ||
| ; вных нагрузок | 1 400 | 1 750 | 2 100 1 |
| | Основные при | |||
| совместном дей- | |||
| ствии основных | |||
| j и случайн. на | 1 | ||
| грузок. | 1 700 | 2 100 | 2 500 j |
Сорта С., приведенные в таблице 18, должны иметь механич. качества, указанные в таблице 19.
Таблица 19.—М еханические качества стали.
| 1
Наименование С. |
Временное сонротивл., кг/мм“ | Наименьший предел текучести, кг {мм? | Удлинение, % |
| С. 3. | 38—45 |
i 23 |
22 |
| J С. 5 повышенная | 50—60 | 1 — | 18 |
| J С. специальная | 48—62 | 1 36
1 |
20 |
Т. о. при применении С. 5 повышенного каче-. ства разрешается повышать основные допускаемые напряжения по сравнению со С. 3 на 25% при действии основных и случайных нагрузок. При применении специальной С., которая по нашим нормам должна удовлетворять в отношении механич. качеств требованиям, почти аналогичным требованиям, предъявляемым в Германии к St 52, разрешается повышать допускаемые напряжения по сравнению со С. 3 на 50% при действии основных нагрузок и на 47% при действии суммы основных и случайных нагрузок. Такое заметное повышение напряжений приводит к весьма ощутимой экономии металла. На фигуре 8 изображены теоретич. кривые экономии металла, получаемой при применении С. 5 повышенного качества (пунктирная линия) и специальной С. (сплошная
| Ί- | |||||||
| j | |||||||
| — — | |||||||
| Г- | __ | --Cl | тль | 5 по | 1ыш. | ||
| 7 | —Сл | аль | спей | иал | т | ||
| 0 20 < | Ю 60 80 1L | ТО & | 0 и | ЮТб | |||
Пролет моста δ м
Фигура 8.
линия). Приведенные теоретические кривые достаточно хорошо согласуются с результатами проектировок нек-рых мостов из С. повышенного качества. Следует заметить, что в главных фермах экономия была равна 37%, а в проезжей части 4%; следовательно.в балках проезжей части моста применение С. повышенного качества неэффективно. Одновременно с экономией металла применение стали повышенного качества приводит и к соответственному уменьшению объёма работ, связанных с изготовлением конструкции, например число заклепок при сооружении железнодорожных мостов из стали повышенных качеств значительно меньше, чем при С. 3.
Область применения С. повышенного качества не ограничивается одними только мостами. С этой точки зрения заслуживают внимания результаты опытных проектировок, выполненных Стальмостом в 1931 г. и касавшихся стропильных ферм, подкрановых балок и колонн. При исследовании стропильных ферм были взяты фермы, различные по своей мощности: очень легкие и очень тяжелые, нагруженные по нижнему поясу крановой нагрузкой (60-т кранами), т. ч. собственный погонный вес ферм в С. 3 менялся от 120 до 1 300 килограмм/п. м. Экономия в количестве металла при применении для этих ферм специальной С. с повышением допускаемых напряжений на 50% изменялась от 13% (для самой легкой фермы) до 31% (для самой тяжелой фермы с крановой нагрузкой). Кроме того конструктивные коэф-ты веса при С. повышенного качества оказываются выше, чем при обычной С. 3. Особо следует отметить то значительное упрощение конструкции подкрановых балок, к-рое дает применение С. повышенного качества. Для примера на фигуре 9, а, б
350*18 [
150*100*16
5оо“т
930*18
тот
| IU | г— Зе.л.850*18 450*150*18 | If |
| 164*16 | L | -1 |
| * 1 | Ιί | |
| *240*
l·- |
t | |
| JI___1 | L__ | IL |
*3*500*18 150*150*13
-500*18
-1950*18
Фигура 9.
изображены наибольшие поперечные сечения балки пролетом 30 метров под 200-т краны при С. 3 пониженной (фигура 9, а) и при специальной (фигура 9,6). Приведенное на этой фигуре упрощение сечения балки одновременно привело и к резкому уменьшению числа заклепок, к-рое при С. 3 (пониженная) было равно 10 100 шт., а при специальной С. снизилось до 4 800 шт. Не менее показательными получались результаты опытной перепроектировки и тяжелых колонн мартеновского цеха того же Кузнецкого металлургии, завода. Для исследования были взяты колонны из С. 3 высотою ок. 20 м, имеющие различную мощность: одна колонна
26
Т.Э.т. XXI.
(II ряда) весом ок. 31 m, другая (IV ряда)— 37т и третья(Ш ряда)—ок. 53т.Эта перепроектировка на специальную С. привела к заметному упрощению сечений колонн, что ясно видно из фигура 10, а, б, на которой изображены сечения колонны II ряда, запроектированной из С. 3 (фигура 10, а) и из специальной С. (фигура 10, б) с
„ ----Ж
Й N30 L 75*75*8
il|L
Верхняя часть
h925x10
~Ίβο*ύοΜ 1560*12
_Верхняя часть
ΠI100*100*14 560*14
T
___Jl
-810-
ZN30
[925*10
Ниже подкранов =j балки
-1590
-]W0W*t4 Ишт ПЩ0К150У14
JlηοΒκραηοβ.
"Ιϋ w*m*t4 6ами П Г
JL_________LL
| 100*100*1?
ш |
m*es | Г Ί | иоо“ш | ] | база | рта |
| база | *—560— | 1350*12 | ||||
| J | L J
а |
12“ де] | 6 | [ |
Фигура 10.
повышением допускаемых напряжений на 50%. Экономия металла, полученная при применении специальной С. во всех упомянутых колоннах, варьировала в зависимости от величины колонн от 30 до 42%. Одновременно с указанным уменьшением веса значительно снижался“ и объём работ по изготовлению колонн; последнее ясно следует из данных табл. 20, в которой следствие значительного уменьшения веса по сравнению с уменьшением абсолютного числа заклепок. Что касается числа номеров спецификации металла на 1 m веса конструкции, то при переходе на специальную С. оно по произведенным исследованиям меняется весьма мало.
Увеличение стоимости конструкции при переходе на специальную С. вызывается двумя основными причинами, из которых первая заключается в увеличении стоимости самого металла— специальной С —вследствие усложнения технология. процесса получения такой С. и необходимости вводить в нее специальные дорого СТОЯЩИе ДОбаВКИ; Закл/т вторая причина заключается в увеличении стоимости тех производственных процессов по обработке металла, которые сопутствуют изготовлению стальных конструкций, причем это увеличение стоимости обработки металла вызывается гл. обр. повышением твердости специальной С. по сравнению с обычной С. В Германии по имеющимся данным можно констатировать, что вздорожание 1 ш конструкции, изготовляемой из повышенной углеродистой St 48, выражается всего лишь 8%, причем з эту цифру входят и вздорожание металла и вздорожание его обработки. Если взять кремнистую специальную С., имеющую нормальное по сравнению со St 37 содержание углерода и поэтому отличающуюся большей мягкостью, чем St 48, то стоимость 1 ш конструкции, изготовленной из этой кремнистой С., обходится по соответствующим немецким данным на 12% дороже по отношению к St 37. Аналогичные
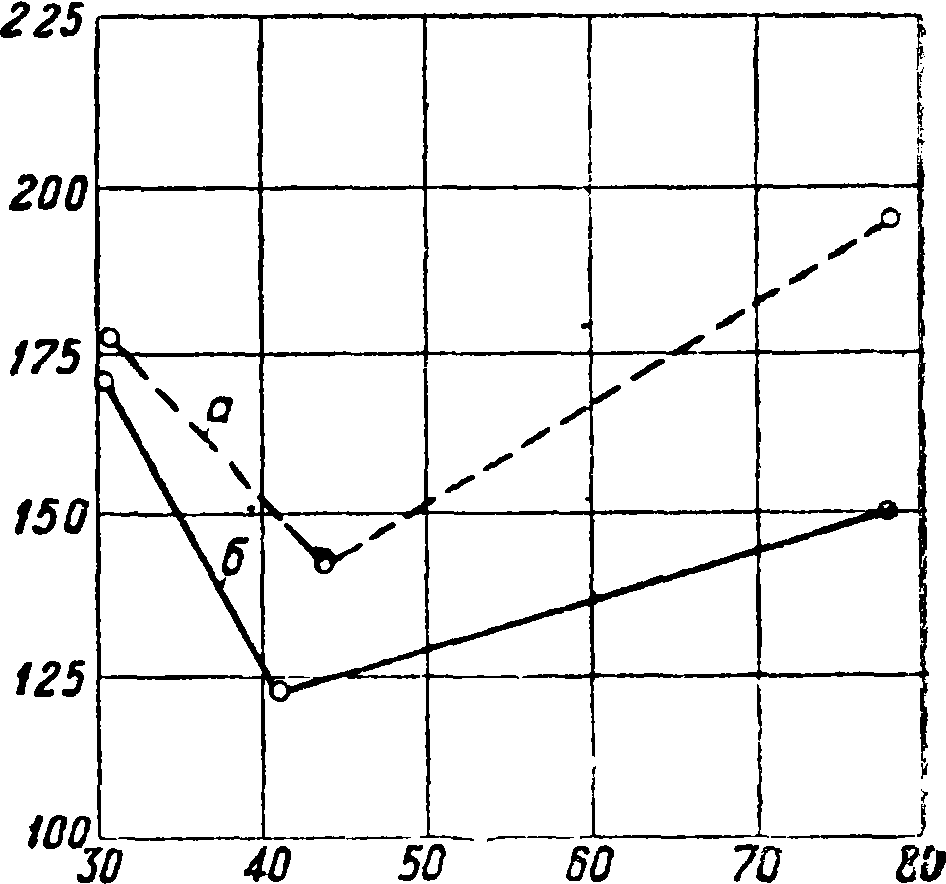
Полный вес колон в т Фигура 1 1.
Таблица 20.—Число заклепок и спецификаций колонн.
| Сталь | 3 | Специальная | С. | % экономии ; | ||||||
| Колонна | вес, m | число закл. | ! число i № спе-1 циф. | вес, т | ! число число № закл., спе-] циф. | в весе | в числе закл. | в чис-1
ле № 1 снеци-i фик. | ||
| II | ряда. | 31,0 | 5 050 | ί 173 ! | 213 i | 3 700 | 113 | 30 | 27 | 35 |
| IV | ». | 37,0 | 4 362 | 1 113
I ! |
251 1 | 3 326 | 91 | 31 | 24 | 20 |
помещены для двух исследованных колонн (II и IV рядов) такие основные показатели трудоемкости при клепаной конструкции, как число заклепок и число номеров спецификации металла. Из табл. 20 видно, что в рассмотренных колоннах число заклепок уменьшилось на 24— 27%, а число номеров спецификации металлов— на 20—35%. Однако если отнести и число заклепок и число номеров спецификации на 1 ш металла конструкции, то картина получается несколько иная: в этом случае число заклепок при специальной С. даже повышается, что ясно следует из графика, изображенного на фигуре И и дающего число заклепок на 1т веса конструкции для рассмотренных колонн (пунктирная линия а—число заклепок из специальной С.; б—из С. 3). Этот факт имел место и в мостах; т. о. увеличение числа заклепок на 1 m конструкции при переходе на С. повышенного качества следует рассматривать как неизбежное данные имеются и в отношении америк. С. повышенного качества; по Waddel’y вздорожание 1 m конструкции, изготовленной из американской судостроительной стали, аналогичной нашей стали 5 и немецкой St 48, может быть принято равным -10%; подобное же вздорожание при применении американской кремнистой стали оценивается в 15%, а при применении никелевой стали с 3,25% никеля—в 40%. В СССР было два опыта применения специальной немецкой кремнистой С., причем в одном случае при изготовлении моста пролетом 76,8 метров металл был собственного производства; в другом случае при изготовлении одного из мостов Днепростроя металл был заграничного происхождения, само же изготовление из этого металла моста и монтаж его производились собственными силами и средствами. Предварительная опытная обработка образцов кремнистой С., выполненная на заводе им. Молотова в Днепропетровске с постановкой соответствующего хронометража, выявила понижение производительности (по сравнению со С. 3) отдельных процессов, связанных с изготовлением конструкции (табл. 21). В результате стоимость изготовления вместе со
Таблица 21Р езультаты опытной обработки образцов кремнистой С.
| Наименование процесса | Понижение выработки, % | Причина |
| Изготовление заклепок при 0 < 20 миллиметров | 0 | Необходимость более частой смены штампов: при С. 3 штамп меняет |
| Изготовление заклепок при 0 > 20 миллиметров | 16 | ся ок. двух раз в день, при кремнистой С. 3—4 раза |
| Наметка | 5 | Быстрое притупление чертилок и кернов |
| Строжка | 7 | Большее притупление резцов и вследствие этого более частая смена их
j |
| Проколка дыр | 0 | - ί |
| Сверловка дыр j на радиальных станках | 11
j |
Уменьшение скорости вращения сверл вслед- i ствие горения и более, частая поломка их |
| ! Пневматич. р а ΟΙ сверловка дыр
1 i 1 |
9 | ,-j
1 Необходимость затрачи-ι вать большое количество времени на заточку и заправку сверл 1 |
| Прессовая клепка электрич. машинами | 12 | i
Необходимость большее, количество времени выдерживать заклепки под давлением пресса |
| Клепка ручными пневматич. молотками | 5 | Необходимость увеличивать время на заправку обжимок |
| Пневматич. рубка | 16
1 |
Большая твердость С. |
| | Сборка в цехе
I |
ί Неопред. | Уменьшение производительности возможно ! вследствие большей пру- жинности С. и необходимости увеличивать число j болтов |
сборкой оказалась выше стоимости изготовления 1 ш подобной же конструкции из С. 3, а именно 54 руб. для моста Днепростроя и 57 р. для моста пролетом 76,8 м, что при стоимости соответствующей конструкции из С. 3 ок. 40 р. дает вздорожание в размере 35 и 43%. Что касается вздорожания самой кремнистой С., выплавленной и прокатанной заводом им. Петровского в количестве ок. 300 ш для моста пролетом 76,8 м, то основными причинами, вызвавшими это вздорожание, были: 1) наличие большого брака вследствие несовершенных способов присадки FeSi; 2) увеличение расхода изложниц вследствие разъедания их; 3) сравнительно значительная стоимость FeSi; 4) увеличение стоимости проката, особенно в листопрокатном цехе. В результате стоимость 1 тонна упомянутой прокатной кремнистой стали, пошедшей на изготовление моста пролетом 76,8 м, оказалась почти на 40% выше 1 ш С. 3. Следует думать, что полученные размеры повышения стоимости обработки, изготовления и сборки 1 ш конструкции из кремнистой стали, а тагсже стоимость самой кремнистой С. не м. б. признаны нормальными для конструкций, изготов-
! ляемых из специальных С.; в значительной своей части указанные выше размеры вздорожания являются данью первому опыту, отсутствию соответствующих инструментов, отсутствию необходимых навыков и подготовки.
Лит.: Стрелецкий Н.,О применении повышенной стали в мостостроении, «СП», 192 7, 6/7; его ш е,
Кремнистая сталь в СССР и за границей, «Бюллетень Днепростроя», Москва, 1928, 6; его же, Новые мостостроительные стали повышенного качества, там же,
1928, 6; Сахаров П., Об установлении тина строи-! тельной стали повышенного качества, «Труды I Всесо-1 юзной конференции по металлич. конструкциям», 1931;
; Сахаров П. и Смирнов В., Кремнистая сталь,
I «Труды Центрального научно-исследовательского ин-та материалов НКПС», М., 1932, сборник 12; Мерку-I лов, Испытания кремнистой стали при изготовлении ! мостов Днепростроя на з-дс им. Петровского, «Бюллетень Днепростроя», М., 15; Прокофьев II., Применение стали высокого сопротивления в пролетных строениях мостов, М., 1908; Б e hie г. Einige Leitsatze uber das Wesen и. Bedeutung d. hochwertigen Baustahls, «Bauingenieiir», В., 1924; Kommerel, Ein Iahr des hochwertigen Baustahls, ibid., 1926; В о h n y, Der hoch-wertige Stahl im BrUekenbau, «Internationale Yereini-gung f. Bracken u. Hochbau», 1928; Wall man u. Keppenberg, Herstellung u. Eigenschaften von siii-ziumstahl, «St. u. E.», f928, H. 25; SchuJ z, Zur Fort-entwdcklung des hochwertigen Baustahles, ibid., 1928, H. 26; В u c h h о 1 z, Der Union-Baustahl, «Bautechnik»,
1929, 7; Schulz u. Buchholz, Hochwertige Bau-stahle f. den Grosstahlbau, «Z. d. VDI», 1929, 44; Institut d. vereinigten Stahlwerke AG; Bauerfestigkeit des hochwertigen Baustahls St 52, «Bautechnik», 1931, H. 48; Rotscher u. Fink, Beitrag zur Kerbzahigkeit hoch-wertiger Baustahle, «Z. d. YDI», 1932, 8. С. Ильясевич.
Технология получения С.
С. может получаться или 1) из чугуна окислением примесей (С, Si, Μη, Р), или 2) сплавлением чугуна со стальным ломом и частичным окислением тех же примесей, или 3) переплавкой только стального лома; в последнем случае получаются наивысшие сорта стали. Совершенно особняком стоят процессы: 1) получения из чугуна железа и С. в тестообразном состоянии без промежуточного расплавления его (смотрите Пудлингование); 2) получения непосредственно из руды (смотрите Губчатое железо) железа восстановлением. В результате первых трех процессов получается литое железо, литая С. (Gusseisen, Gusstahl; cast iron, cast steel; acier moule); в результате второго процесса— сварочное железо, сварочная С. (Schweisseisen, Schweisstahl; wrought iron, acier soud£). Окислительный способ (окисление примесей) имеет место при бессемеровании (смотрите), мартеновании (смотрите Мартеновское производство), томасирова-нии (смотрите), происходит в атмосфере дымовых газов при высокой t°, то есть в условиях окислительных. В электроплавке и тигельном процессе ; атмосферу можно иметь по желанию и окисли-j тельную и восстановительную; состав ее устанавливается методом работы. Пудлинговый I процесс—окислительный, но при t° ниже Ь°пл^ С. i Прямое получение железа из руд происходит 1 в восстановительной атмосфере при невысокой ! t° (> 1 000°), и в окислительную атмосферу ме-! талл переходит лишь в охлажденном состоянии 1 (>200°). Окислы железа растворяются в рас-I плавленной стали и значительно ухудшают ее свойства, поэтому метод изготовления влияет на качество стали.
Изготовление С. распадается на 2 процесса:
; 1) плавка, то есть химич. процессы, имеющие ме-I сто в жидкой фазе, и 2) разливка, то есть физич. i процесс кристаллизации сплава при некоторой J скорости охлаждения его. Как известно из диа-I грамм плавкости (смотрите выше и Спр. ТЭ, т. II,
! стр. 207—213) железных сплавов, жидкая фаза ί м. б. лишь при t° выше 1 400—1 500°, поэтому все результаты термохимии. реакций надо рассчитывать при этих t°, что представляет очень большие затруднения, т. к. физико-химич. константы (теплоемкость, растворимость, вязкость) экспериментально определить в этих условиях достаточно точно очень сложно. Помимо Г-ных условий надо учитывать и изменения давления. При работе в печи общее давление мало отличается от атмосферного, однако парциальное давление при таких высоких t° должно значительно изменяться для составных частей сплава при снижении t° до атмосферной. По б. ч. все эти величины определяются теоретически из известных тепловых законов Нернста и сопоставляются с некоторыми наблюденными и экспе- | риментальными данными. Несмотря на такие трудности эксперимента однако имеется целый ряд практич. выводов из этих теоретич. предпосылок, и процессы плавки С. понемногу становятся яснее, но все практические наблюдения и приемы играют еще в процессе сталеизгото-вления большую роль. Процессы кристаллизации также подвергаются изучению—здесь тоже имеются трудности другого порядка: при остывании слитка возникают реакции между растворенными компонентами с изменениями объёма их и возникновением гетерогенных фаз, которые в дальнейших процессах нагрева и деформации могут вести к разрушению слитка; все эти изменения наблюдать экспериментально трудно. Но и здесь имеются крупные успехи, вытекающие из теоретич. предпосылок, осуществление которых на практике дает большие результаты, например изучение формы слитков Бенедиксом для инструментальной С., изложницы с звездчатым сечением для крупных слитков, пониженная t° разливки для некоторых сортов С. и повышенная, но при медленной разливке—для других, все это результаты теоретич. изысканий, которые, будучи проверены экспериментально, используются с успехом в практике сталеизго-товления. С точки зрения контроля процесса плавки наиболее совершенным методом получения С. будет электроплавка. Этот процесс в дуговых печах дает возможность управлять как составом жидких фаз (шлак, металл), так и газовой фазы. Темп-рные условия, время выдержки регулируются очень тонко, но требуется знание точных весовых данных ванны и их соотношений (концентраций), для чего в течение процесса берутся пробы для анализа, выпол-рщние которого ограничивается очень кратким сроком (5—20 мин.—рапиданализ). Недостатком является засасывание воздуха в полость пзчи несмотря на все предосторожности, а также химич. действие угля электрода. Другим методом, применяемым для получения наиболее высоких сортов С., является тигельный процесс (смотрите). Плавка в тигле м. б. проведена как в подогреваемой газами пламенной печи, так и индукционными токами электричества. В данном случае мы объединяем вместе эти 2 процесса—плавку в индукционных (без сердечника) и тигельных печах вместе, потому что плавка производится в закрытых объёмах и внешнее воздействие на жидкие фазы почти исключено до окончания процесса плавки. Процесс заключается в сплавлении частей шихты; происходящие в тигле процессы внешне не нарушаются до самой отливки; разница лишь в том, что в тигельном процессе в один тигель помещается навеска ок. 30—40 килограмм, а в индукционных—в настоящее время до 1 т, причем для точных сплавов (инвар, элинвар и др.) можно вести плавку в индукционных печах в вакууме. Т. о. процесс дуговой электроплавки отличается динамичностью реакций ванны, в то время как в тигельном процессе составные части высчитываются заранее, подготовляется состав шихты, и таковая расплавляется без изменений (если не считать необходимых реакций взаимодействия между составными частями шихты при переплавке); этот процесс получения С. состоит только в выдержке, то есть интервале времени, необходимом для протекания реакции. В виду большой вязкости материала ванны и резкого различия между двумя фазами ванны (шлаком и металлом) скорость диффузии и устано-I вление равновесия между фазами в металлургии. процессах очень малы, поэтому чем больше выдержка в расплавленном состоянии, тем ближе состояние фаз к равновесию (не достигая его однако вполне). С этой точки зрения реакции в индукционных печах (и процесс изготовления С.) благодаря вращающемуся действию магнитного поля на ванну (и возможности иметь более высокие t°) происходят скорее, чем в тигельных печах. Выбор метода изготовления С. обусловливается кроме того его гибкостью и экономии, показателями. Наиболее дешевой оказывается электроплавка дуговая, затем индукционная и наконец тигельная. В смысле гибкости метода (точность получения состава, степень готовности прибора к работе) наиболее удобны индукционные высокочастотные печи (например для aciers de precision); тигельные хороши для многоуглеродистых С., то есть типа инструментальных, а для конструкционных С.— особенно массового производства—основная дуговая электропечь. Во всех этих печах стоимость передела выше, чем в непосредственно пламенных печах, в 2—5 раз. Поэтому главное производство С. в массовом количестве происходит в мартеновских печах или в конвертере.
Изготовление С. в мартеновских печах и в конвертерах м. б. с кислым или основным шлаком. Кислый шлак, связывая закись железа в видеБеО- Si02,нерастворимой в металлич.ванне, дает возможность при равных условиях плавки получить С. с меньшим содержанием FeO, чем основной,но удаление вредных примесей (S n Р) при кислом шлаке невозможно, поэтому в состав шихты требуется вводить чугун и лом с малым содержанием вредных примесей, что значительно удорожает выпускаемый металл. Т. к. FeO является главным действующим реагентом (окислителем углерода в металлич. ванне), процесс фришевания с кислым шлаком идет медленнее и не так скоро доходит до конца, чем с основным, поэтому выплавляемый металл с кислым шлаком редко содержит ниже 0,20— 0,25% С, то есть пригоден для изготовления «сталей», но не «железа» (хотя металл называемый в общежитии железом является по существу ковким сплавом железа с углеродом, то есть сталью). Напр. металл для рельсов, бандажей, орудийный металл чаще получается с кислым шлаком, а сортовое железо с основным. Вообще передел с кислым шлаком стоит процентов на 20—25 дороже, чем с основным (при одних и тех же условиях). Поэтому главная масса металла изготовляется с основным шлаком—мартеновский и томасовский процессы. Мартеновский основной процесс важен еще тем, что при хорошем наблюдении можно иметь почти такую же С., как и при кислом. Разница между выплавкой в конвертере и в печи заключается в количестве чугуна в шихте; для шихты кон-
вертера идет его не меньше 80%, обычно все 100% шихты, в мартеновском—обычно40—50% (скрап-процесс) и в рудном процессе 80—90%, редко 100%. В зависимости от этого томасов-ский и рудный процессы имеют место на крупных металлургич. з-дах (Керчь—томасовский, Магнитогорск, Кузнецк, южные з-ды—мартен, отчасти бессемер), где имеется доменное производство, а скрап-процесс гл. обр. применяется для переплавки лома (смотрите Лом металлический, Скрап) на производственных машиностроительных з-дах (Сормово, Луганск, Путиловец и т. д.). Технология процесса выплавки этими способами такова, что говорить о достижении равновесного состояния фаз не приходится. Сортовой металл выпускается даже «неспокойным», то есть с не вполне законченными реакциями раскисления, с невыдвлившимися частицами шлака, машиноподелочный (жел.-дор. машинные части)— обязательно «успокоенным» (раскисленный), но не с вполне выделившимися шлаковыми включениями. Контролем степени пригодности С. в большинстве случаев служит степень вязкости металла, удлинения (% сжатия лучший показатель и еще лучше ударная проба). Конструкционные С. — высокосортные — изготовляются или мартеновским способом или дуговой электроплавкой. Для таких сортов от мартеновского работника очевидно требуется наивысшее искусство, чтобы дать продукт, почти равный электростали.
С. получается в виде слитков (стальных отливок), а в случаях трудноисполнимых форм—ковкой или штамповкой, особенно в виде очень крупных изделий весом 10—50 тонн и выше (станин, шаботов и прочие). Для изготовления таких изделий применяется гл. обр. отливка из мартеновских печей, а при очень крупных фасонных отливках даже из нескольких печей. В этих случаях скорость плавки значительно уменьшается (сравнительно с изготовлением С. для сортового металла), стоимость передела будет выше, но и качество металла будет выше. Для улучшения качеств изделия обычно С. подвергаются термообработке, тогда как в сортовом металле при полной термин, обработке могут появиться коробление, трещины и другие дефекты. Главнейший недостаток всех С., выплавленных на поду пламенных печей,—это наличие растворенных в С. газов: О, СО (результат вторичных реакций в ванне), N, Н, вредно влияющих на все качества ее, особенно кислород в виде FeO, наличие которой в С. сообщает металлу хрупкость и красноломкость. Эти влияния не вполне еще изучены; поэтому способы получения С. без плавления ее—пудлингование {см.)— заслуживают внимания.
Главнейшей пробой при изготовлении С. является расковка «плюшки» (должна получаться без рванин), а при содержании С< 0,1% еще и изгиб ее вплотную без трещин. По такой пробе судят о достаточном раскислении ванны углеродом (высокая t°) и возможности дальнейшей присадки раскислителей перед окончательным выпуском или перед присадкой легирующих примесей. При пудлинговании примеси твердой С. окисляются за счет жидкой FeO, нерастворяющейся в твердом металле, поэтому содержание FeO в металле Наинизшее, вследствие чего пудлинговое железо обладает очень высокой вязкостью и назначается для таких изделий, как якорные цепи, подковы и тому подобное. Губчатое железо, получаемое пока в небольших количествах и потому ценное, является промежуточным продуктом и применяется гл. обр. для изготовления высококачественных С. (в тигельных, электроиндук-ционных и электр о дуговых печах), реже для мартеновской (предпочтительнее кислой) длав-ки. Плавка специальных легированных сталей обычно производится так, что сначала изготовляется основная масса углеродистой С. такого состава, чтобы составные части прибавляемых ферросплавов образовали в конечном составе требуемые концентрации. Прибавляемые примеси (в ферросплавах) могут в процессе плавки окисляться, поэтому в мартеновских печах необходимо такие примеси прибавлять незадолго до выпуска, таковы Cr, W, V, Ti, Μη, Si; другие прибавки, как например Ni, Со, не окисляются и м. б. прибавлены в завалку (шихту). Плавки с ценными легкоокисляю-щимися примесями W, Mo, V обычно ведут не в мартеновской, а в электропечах дуговых и для очень точных составов—в индукционных; в тигельном процессе точность состава (в узких пределах) получить трудно. При задании состава С. имеют в виду не только главную примесь, а часто все составные части (кроме С, Мп, Si). Эти составные части хорошо удается получить гл. обр. в основных печах, ибо в кислых при высоких t° возможно восстановление Si из набойки, что для некоторых С. часто нежелательно. Для изготовления большинства технич. С. в значительных количествах (сотни тыс. тонн) вполне удовлетворяет основная дуговая электропечь. Состав прибавляемых ферросплавов зависит гл. обр. от содержания в С. С и Р, т. к. удалить их окислением невозможно: в первую очередь окисляется примесь. Можно составить приблизительно" (зависит от t°) такой ряд: V—Ti—Si—Μη—Сг—W—Fe, в к-ром окисел каждого последующего металла раскисляется предыдущим. Наир, при изготовлении быстрорежущей С. порядок присадки ферросплавов такой: в изготовленную ванну углеродистой стали с белым шлаком прибавляется сначала ферровольфрам. Оставшиеся следы FeO ванны окисляют W, и шлак делается от окислов W бурым; затем прибавляется феррохром; шлак при этом делается из бурого зеленым, так как вместо окислов W получаются окислы хрома (Сг203—зеленый); раскисление кончается, когда зеленая окраска шлака пропадает. Этот пример показывает, как надо хорошо приготовить ванну (раскислить ее) перед присадкой ферросплавов. Это особенно важно в мартеновском производстве, где атмосфера окислительная и восстановление окисленных примесей очень затруднительно, т. к. единственным восстановителем в руках металлурга является углерод при высокой t°9 к-рую легче получить в электропечи, чем в пламенной печи. Надо обратить внимание, что процесс восстановления сплава происходит не непосредственно углеродом, а через посредство шлака, т. ч. цепь восстановления будет такая:
углерод -> шлак -> растворенная окись -> ванна (С + МеО=Ме + СО).
(шлак) (ванна)
Непосредственное воздействие углерода на ванну не может иметь места, т. к. углерод, растворившись в железе, не реагирует со шлаком в присутствии легко окисляемых примесей. Поэтому одно из главнейших требований к ферросплавам для «мягких» (малое содержание С) С.—это низкое содержание углерода в ферросплаве. Напр. цена FeCr (60% Сг) и FeW во
Франции зависит от содержания в нем углерода:
Содержание углерода в феррохроме В %.. 8—10 2—4 0,5 0,1
Цена ферросплава в фр.{кг. 2,8 в,8 10,25 12
Цена ферровольфрама с 2% С—25,75, а с 0,1% С—30 фр./кг. Этим объясняется дороговизна изготовления малоуглеродистых сложных сталей, наир, нержавеющей, содержащей Сок. 0,10%, быстрорежущей, при содержании ок. 30% примесей (Сг, W, V, Мо) содержащей не выше 0,6—0,7% С. Сера при процессе электроплавки м. б. удалена в течение последнего периода сталеизготовления, но в мартеновском процессе сера должна отсутствовать во всей шихте. Содержание Р как в исходных материалах, так и прибавляемых должен быть минимальным. Это особенно важно в FeMn, где содержание Р часто достигает 0,5%. Если Р имеется в ванне, то таковой удаляется сильным окислением ванны при пониженной t° и основном шлаке; следовательно в результате удаления Р из ванны остается сильно насыщенной FeO—металл, к-рый можно с трудом раскислить; поэтому все процессы изготовления высокосортной легированной С. производятся из малофосфористой, то есть дорогой, шихты. Необходимо иметь в виду влияние примесей высокосортного лома (Cr, Si, W и др.) на шихту. Такая работа, представляя собой переплавку, особенно удачно проходит без окисления примесей в электрич. дуговых печах. В мартеновских печах в виду окисления ценных примесей (Cr, W, V) легированный лом хуже переплавляется и т. о. является безвозвратной потерей, а кроме того окислы хрома делают шлак очень густым, нетеплопроводным, и потому медленно реагирующим с ванной, что затягивает и охлаждает плавку, влияя отрицательно на качество выплавляемого металла.
ПолучениеС. по методу Перрена. Основываясь на физико-химич. законах равновесия и скорости реакций, М. Perrin на з-дах электростали в Ужин (Ugine) предложил метод получения «здоровой» С., то есть с низким содержанием Р и FeO. Все те методы удаления последних из С., которые были указаны в процессах мартено-вания и электроплавки, остаются без изменения, и в данном случае удаление Р происходит за счет окислительного процесса с сильноосновным шлаком, a FeO—с очень кислым шлаком, растворяющими, вернее поглощающими, эти примеси. Весь вопрос состоял в том, как скоро шел процесс поглощения окислов шлаков и чем обусловливается эта скорость реакции. Из общих соображений, подтвержденных прямым опытом, выявились для этого два главных условия: 1) наибольшая площадь соприкосновения шлака и металла, то есть полное эмульгирование этих двух жидких фаз, и 2) наименьшая вязкость, вернее наибольшая текучесть, шлака. И первый и особенно второй вопрос представили значительную трудность практич. осуществления. Первая задача была разрешена тем, что металл (с Р и FeO) быстро выливали с очень значительной высоты в сравнительно узкий ковш, на дне которого находился синтетический шлак определенного состава. Вторая задача заключалась в подборе такого состава шлака (с содержанием не меньше 60% СаО), к-рый мог бы поглощать Р205; кроме того следовало найти способ сделать его жидким. Шлак с содержанием 70% Si02 обеспечивал поглощение Fe@, но надо было уничтожить его вязкость. Эти затруднения были преодолены довольно удачно. Приготовление и расплавление шлака производилось в маленькой дуговой электропечи (125 kW), поэтому помимо химич. свойств шлака и его вязкости была необходима определенная степень электропроводности его в жидком состоянии, чтобы его можно было нагреть и расплавить. Для дефос-форизации был взят шлак состава: 3—10% SiO?, 60—65% СаО, 20—35% FeO и для разжижения шлака—CaF2 в значительных количествах. В результате плавки 15 ш металла (в трех случаях) в течение менее одной минуты содержание Р понизилось до следующих размеров: 1) с 0,436 до 0,045%; 2) с 0,060 до 0,011%; 3) с 0,022 до 0,007%.
Особенно важен третий случай, где можно было ожидать, что малое первоначальное содержание Р не обеспечит быстрого равновесия; однако при сильном перемешивании равновесие устанавливается очень быстро и реакции идет почти до конца. В случае неперемешива-ния в С., находившейся под таким шлаком в ковше в течение всей разливки (20—25 мин.), определено в первом слитке (500 килограмм) 0,131— 0,162%, а в последнем 0,067% Р. Исходное содержание Р в ковше было 0,171%. Это указывает на необходимость получения эмульгированного шлака. Для раскисления применялся шлак, содержавший 60% Si02,15% А1203, 10% СаО, 4% МпО, 10% Na20. Он был недостаточно жидок, поэтому был заменен шлаком, содержавшим 70% SiO и 30% Na20; этот шлак оказался плохим проводником тока; для улучшения последнего свойства остановились на шлаке с 70% Si02, 25% Na20, 5% Са20. При работе с таким шлаком содержание кислорода понизилось: 1) с 0,055 до 0,015%; 2) с 0,054 до 0,017%; 3) с 0,083 до 0,026%.
Вязкость шлаков определялась скоростью истечения через отверстие 10 см2 (определялось время наполнения небольшого ручного ковша определенного объёма,). Темп-pa измерялась по оптич. пирометру с исчезающей нитью. Электропроводность определялась высотой электрода над поверхностью пода. Для одного и того же количества шлака, напряжения и силы, за к-рыми следует наблюдать в течение каждой операции, электрод погружался в шлак тем выше, чем шлак электропроводнее. В таблице 22 даны свойства и состав шлаков.
Таблица 22.—Характеристика шлаков.
| Χίο | С о:.· та в шлака | i пл·
i |
Вяз кость | Электропро водность |
| 1 | 20% SiO 2. 65% СаО, 15% МпО i и до 15% CaF2 (жидкий осиовн. окислит.) | 1 600 | 120 i | 130 |
| 2 | 75% Si02, 25% Na20. | 1 540 | 31 | 80 |
| 3 | 65% Si02, 9% А1203, 26% СаО (стекло маргерит) | 1 580 | 57 | 30 |
| 4 | Природы, полевой шпат | 1 475 | 1,2 | 60 |
| ; 5 | 61% Si02. 19% А1203, 20% MgO ;. | 1 600 | 96 | 50 |
| в | 61% SiO2, 30% СаО, 9% MgO.. | 1 550 | j 95 | 85 |
| 7 | 70% Ti02, 30% СаО. | 1 550 | ! 135 ! | очень боль-. |
| 1 ί i i | шая; возможна! таботав дугов. печах i
! i |
Обращается внимание на очень хорошие качества шлака № 1 и особенно № 7, к-рый в смеси с Si02 и А1203 может давать чрезвычайно жидкотекучие шлаки и хорошо реагирующие с FeO. Надо указать, что М. Perrin в заключение дает способ регенерировать шлаки. Все эти испытания были проверены на производстве бо-
лее 100 плавок, давших одинаковые результаты. Из этих работ следует, что из конвертера можно получить С. с настолько низким содержанием Р и FeO, что без раскисления она спокойна в ковше. Введение в производство С. этих методов работы обеспечит получение высококачественных С., если не сразу, то как заготовочный шихтовой материал для электропечи и кислой мартеновской плавки. Что касается остающихся. включений в С., то следует заметить, что жидкие шлаковые капли легко поднимаются кверху и отстаиваются, тогда как вязкий кислый шлак мартеновских печей или продукты раскисления алюминием или ферросилицием, находясь в молекулярном раздроблении, очень трудно коагулируются, а потому и остаются в С. во взвешенном состоянии, не отстаиваясь. Этот способ похож на способ Астона, но он более гибок, дает возможность получать С. разных типов из расплавленного металла в разных печах (основной мартеновской или конвертерах).
Лит.: Капустинский А., Термодинамика химических реакций и ее применение в металлургии и неорганической технологии, М.—Л., 1933; Грачев К.
Металловедение, 2 изд., М.—Л., 1933; Бартон Л., Рафинировка металла в электропечах, пер. с англ., Л., 1929; Зауэрвальд Ф., Физическая химия металлических реакций, пер. с нем., Харьков—Днепропетровск, 1932; В ene d iks С., Metallographic Researches, Ν. У., 1926; В e n e d i k s С. a. Lofquist Η., Non-Metallic Inclusions in Iron a. Steel, L., 1930; SauerwaldF., Physikalische Chemie d. metallurgischen Reaktion, B. 1930; Barton L., Refining Metals Electricaly, Cleveland, Ohio, 1926; Perrin M., Nouvelles m6thodes de m^tallurgie, «R6vue de metallurgies P., 1933, t. 30, Janv.—Mars. К. Грачев.