 > Техника, страница 83 > Строгальные станки
> Техника, страница 83 > Строгальные станки
Строгальные станки
Строгальные станки предназначаются для строжки, то есть обработки резцом горизонтальных, вертикальных и наклонных поверхностей или пазов. С. с. отличаются от других видов станков возвратно-поступательным рабочим движением и прямолинейной периодич.подачей. Рабочее движение и движение подачи у них осуществляются как движением стола изделия ,> так и движением инструмента—резца. С. с. применяются в штучном производстве и в серийном для обработки крупных деталей, как то: станин станков, двигателей и прочие Появление мощных продольно-фрезерных станков значи
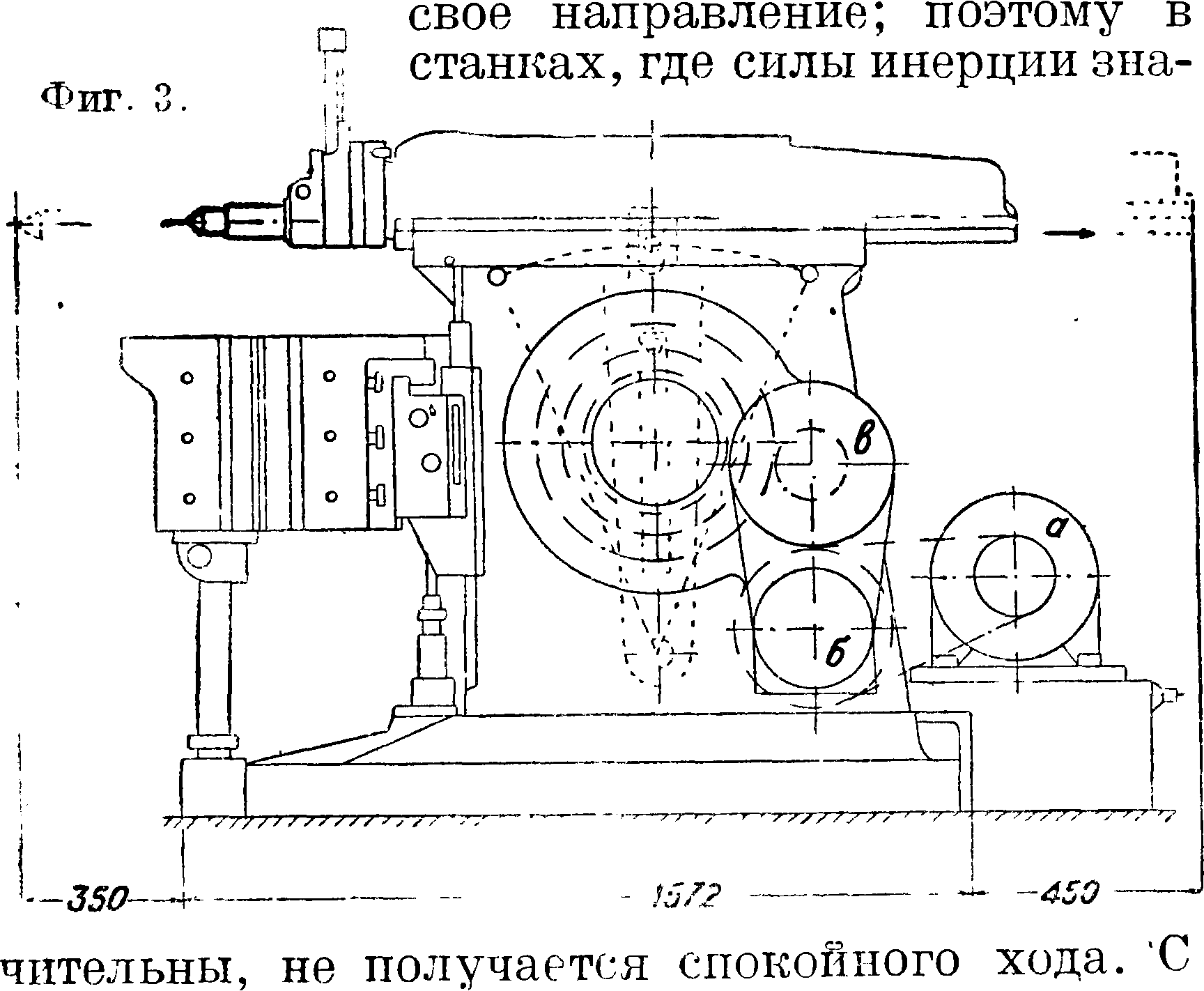
тельно уменьшило область, применения С. с. вследствие меньшей их производительности за счет работы резца, а не фрезера, и за счет большой потери времени на холостой (обратный) ход. Потери на обратный ход уменьшаются путем применения большой скорости. Обычно она бывает в 2—5 раз больше рабочей скорости, но не может превышать восьмикратной, чтобы не вызвать сотрясения станка. Однако несмотря на это С. с. необходимы в машиностроении, особенно когда требуется очень точ-
*6
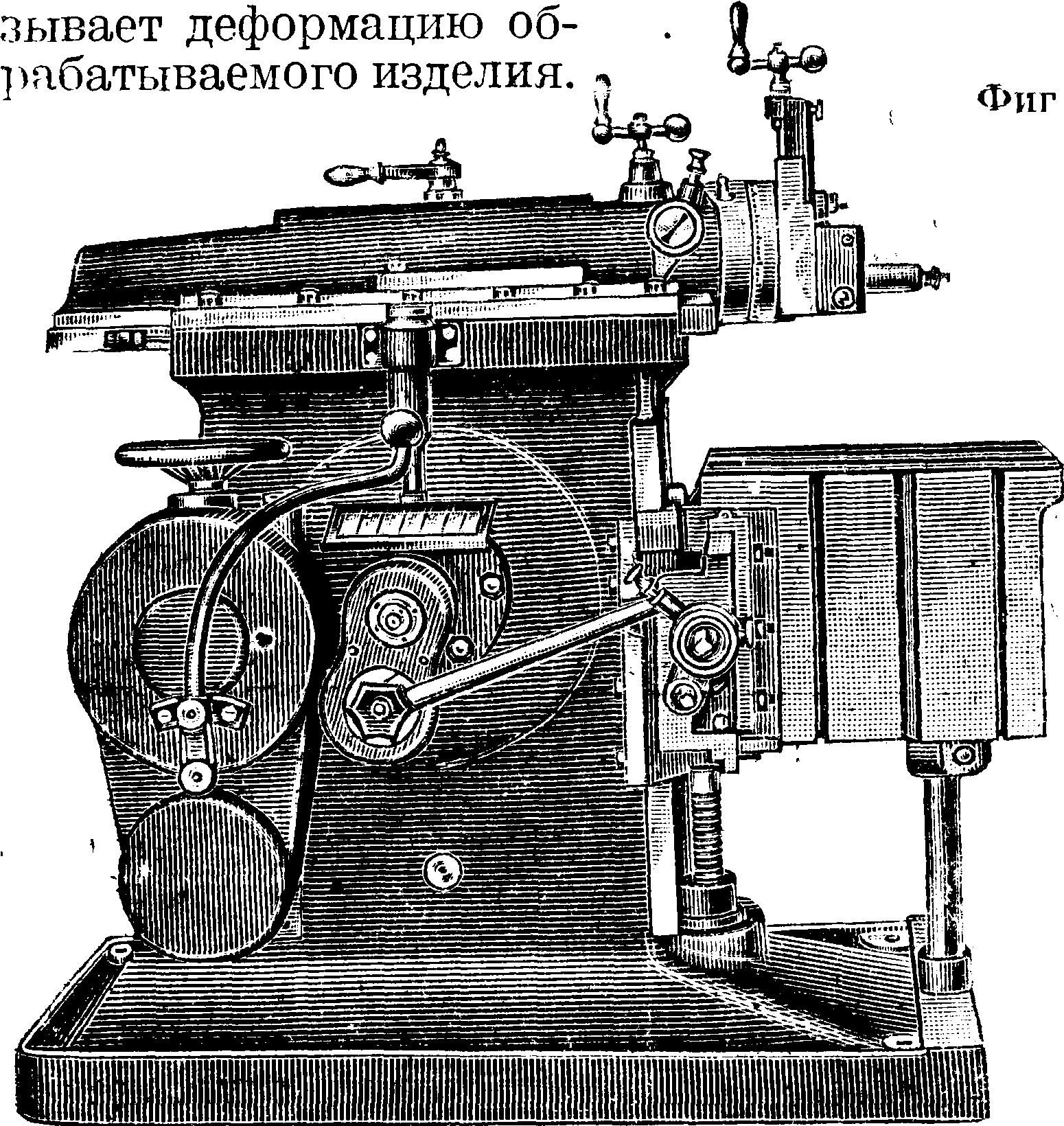
ная обработка длинных изделий. Опыт показывает, что лучше производить обдирку на фрезерном станке, а затем отделку на строгальном, т. к.: при фрезеровании давление фрезера настолько велико, что вы-
Однако и здесь с С. с. начинают конкурировать продольно-шлифовальные станки. С. с. разделяются на следующие типы: 1) поперечно-строгальные станки (шепинги), 2) продольнострогальные станки, 3) С. с. специального назначения, 4) долбежные станки, которые разделяются на просто долбежные станки (смотрите Долбление) и зубодолбежные (смотрите Зуборезные станки).
Поперечно-строгальные станки применяются для обработки изделий небольшого размера. У них рабочее движение имеет резец, а движение подачи—изделие; у т. наз. поперечно-строгальных станков тяжелого типа и движение подачиосуществляет резец.Поперечно-строгальные станки бывают двух типов: легкие и тяжелые и различаются приводом рабочего движения: кулисный механизм,гидравлич. привод и зубчатка с рейкой. Поперечно-строгальные станки (шепинги) легкого типа с кулисным механизмом очень распространены несмотря на свои недостатки. При каждой перемене хода напряжение в частях станка резко изменяет
увеличением длины хода ползуна увеличивается неравномерность скорости его движения, благодаря чему трудно получить хоро
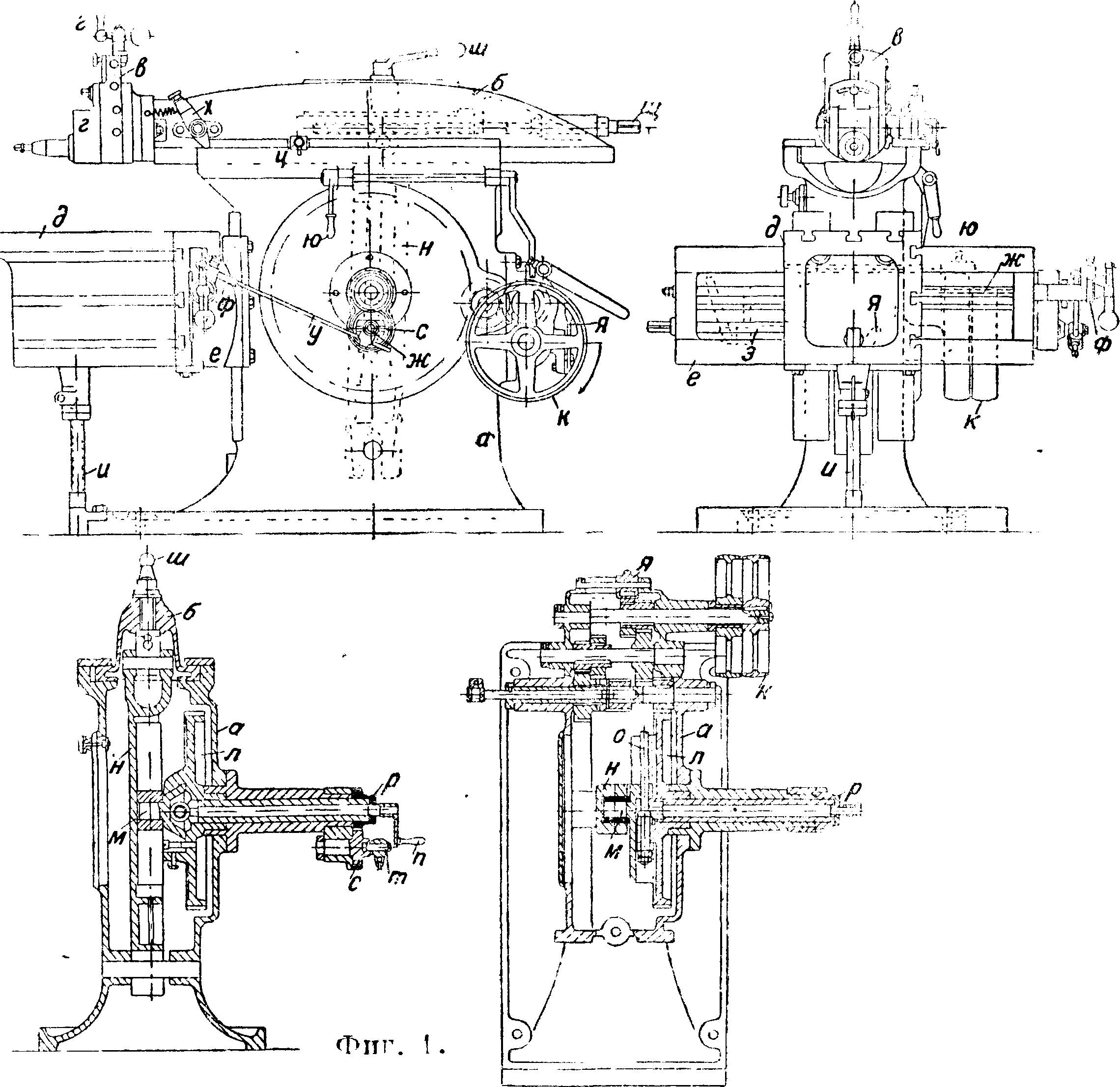
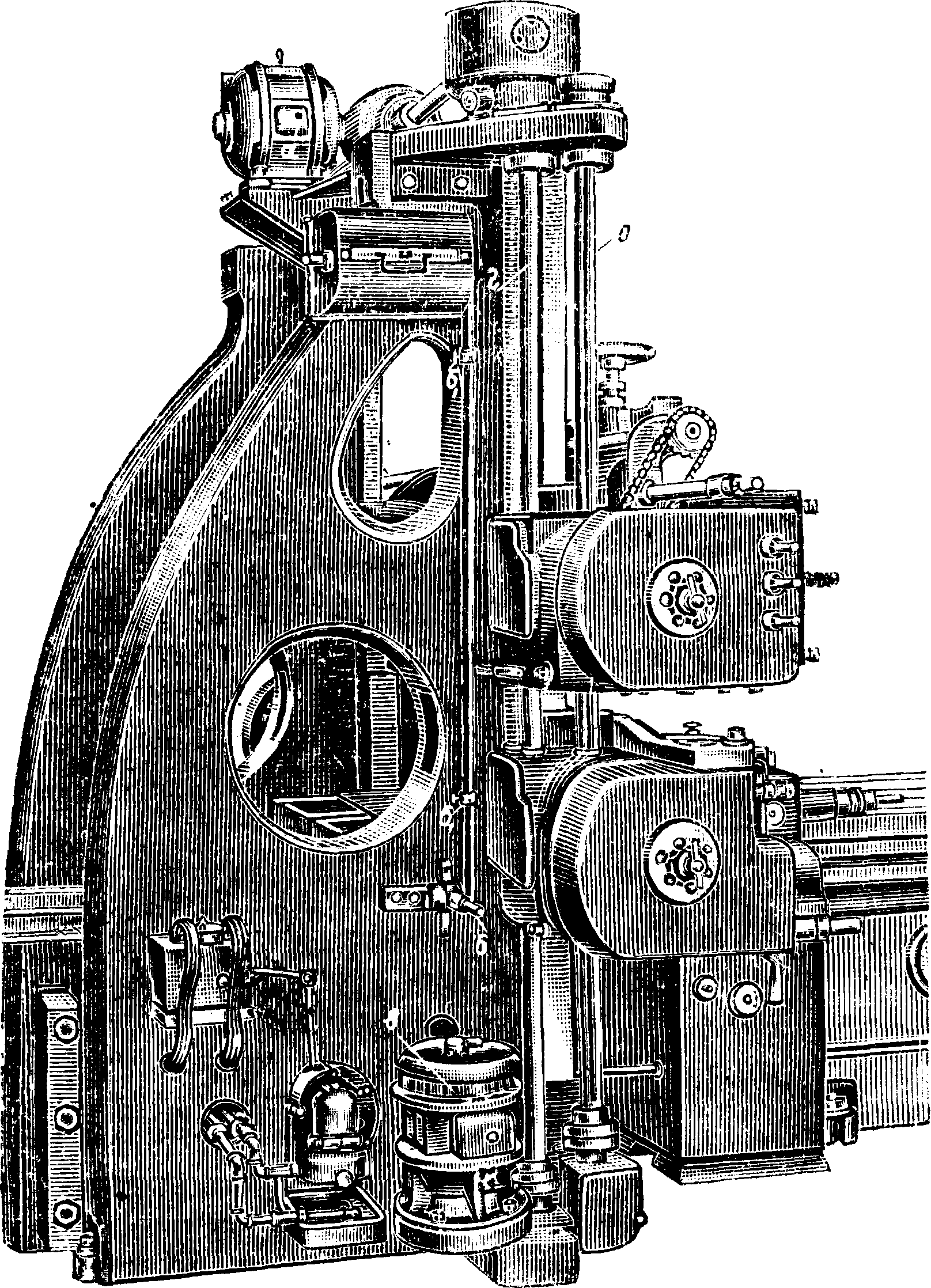
шую работу. Их преимуществом являются: точность установки различной длины хода резца и отсутствие специального механизма для изменения направления движения ползуна в конце хода. На фигуре 1 изображен поперечно-строгальный станок с кулисным приводом. Станок имеет станину а коробчатого типа с направляющими, по которым движется ползун б. С левой стороны его имеется головка с супортом в, в котором на откидной планке г укреплен резцедержатель. При движении ^ вперед планка г прижимается кголовке и резец режет; при обратном же ходе р езец скользит по обрабатываемой поверхности. С передней стороны станины имеется стол д для закрепления изделия. Он перемещается в горизонтальном направлении по направляющим салазок е помощью
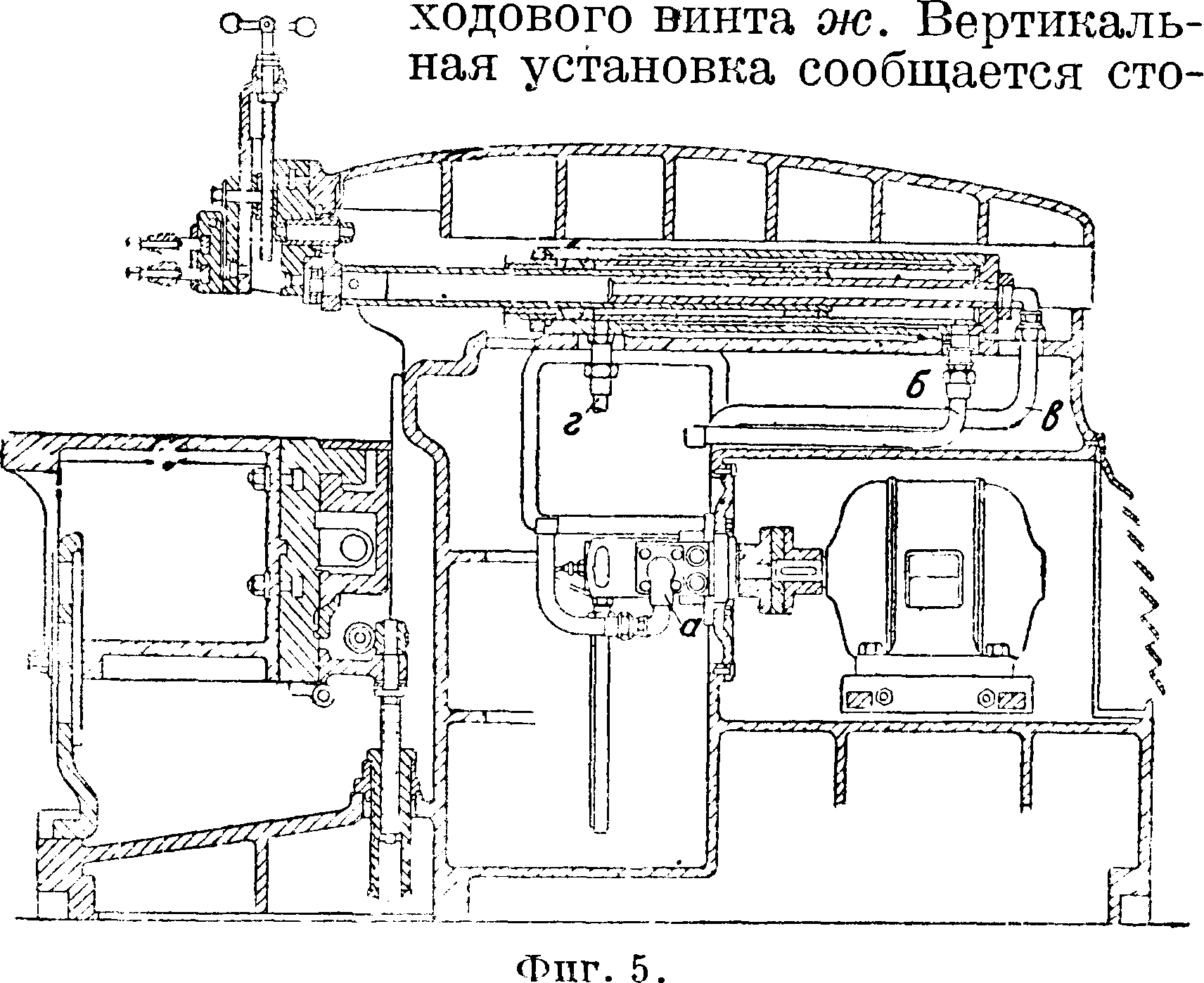
лу движением салазок в по вертикальным направляющим станины валиком з и винтом и. Движение ползуну передается от рабочего шкива к через коробку скоростей, дающую четыре скорости зубчатке л с эксцентрично установленным пальцем м, входящим в прорез кулисы н. При вращении зубчатки л палец м медленно поворачивает кулису влево и быстро направо, а следовательно и ползун, связанный с ней шарниром, получает возвратно-поступательное движение. Длина хода ползуна устанавливается перестановкой пальца м помощью винта о, вращаемого снаружи станка рукояткой п через пару конич. шестерен. Гайка р служит для закрепления пальца м в установленном положении. Подача стола происходит от зубчатки с в пазу которой эксцентрично установлен палец ту соединенный тягой у с пальцем храпового колеса ф, сидящего на шпонке на ходовом
винте ж. Т. к. подача должна заканчиваться прежде, чем резец начнет снова резать, то зубчатка с при рабочем ходе ползуна движет палец храповика вхолостую и сцепляет его с храповиком при обратном ходе. Изменение подачи производится изменением эксцентриситета пальца ш. Кроме продольной ав-томатическ. подачи станок имеет вертикальную автоматическою подачу еупорта для строжки вертикальных поверхно-стей.Для этого ползун имеет храповой механизм, к-рый при обратном ходе ползуна от удара рычага х в кулачок ц поворачивает храповое колесо. От него движение передается винту вертикальных салазок еупорта через ла-
Фигура 6.
ру конич. зубчаток. При рабочем ходе ползуна рычаг х отводится в свое первоначальное положение пружиной. Для вертикального перемещения резца вручную рукояткой ч собачка храпового колеса откидывается. Рукоятка ш и винт щ служат для регулировки начало хода ползуна. Рукояткой ю переводится ремень с холостого шкива на рабочий. Рукоятка коробки скоростей я служит для изменения числа ходов ползуна в минуту.
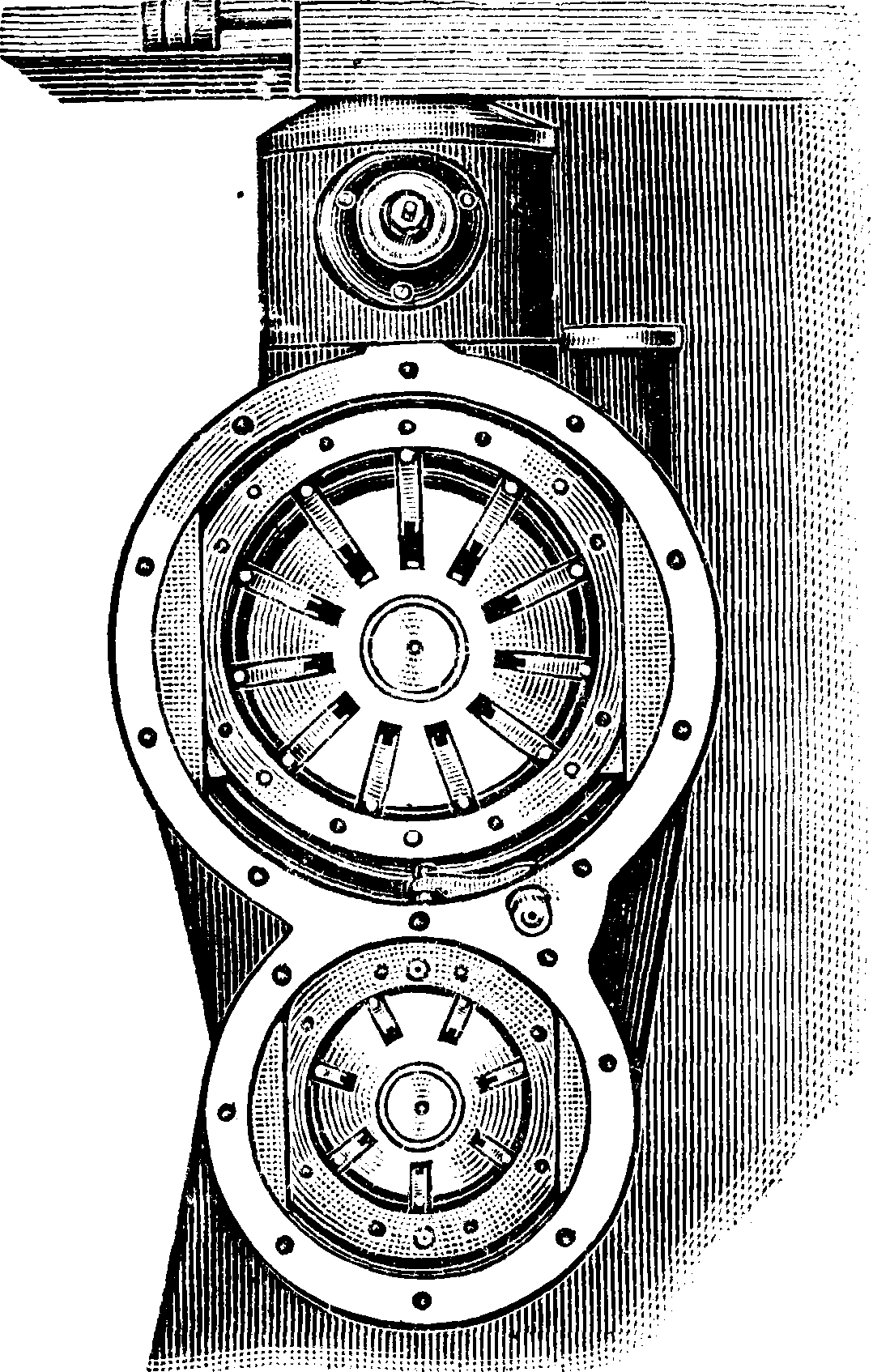
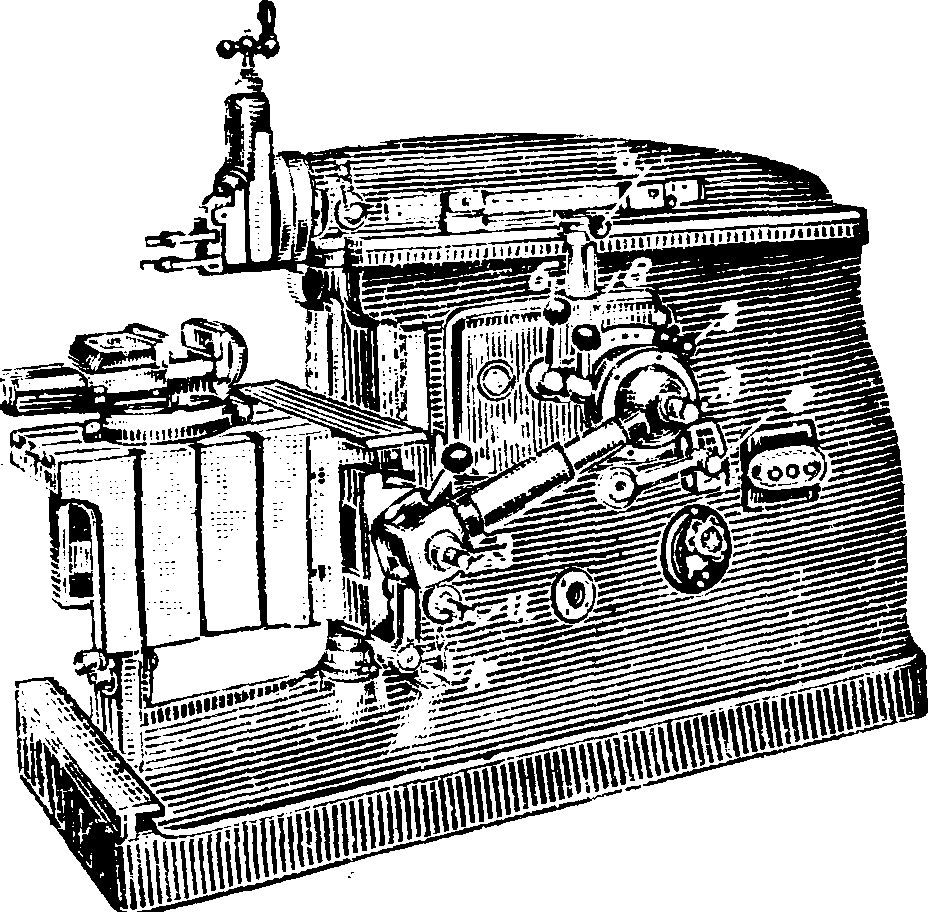
В последнее время появились поперечно-строгальные станки с^гидрав-лич. приводом, показавшие себя в работе с очень хорошей стороны. Гидра-влич. привод является наиболее подходящим к условиям работы С. с., так как он обеспечивает мягкое врезание инструмента при перемене хода и тем сохраняет инструмент и станок, а также дает возможность непрерывно регулировать скорость даже на ходу станка. Благодаря этому поперечно-строгальные станки с гидравлич. приводом дают производительность на 25—50% больше, чем станки с механическим приводом. Гидравлический привод рабочего движения в поперечно-строгальных станках ществляется двумя способами: помощью равлического двигателя вращательного жения через кулисный механизм или .-непосредственно через гидравлич. двигатель прямолинейного движения. На фигуре 2 изображен внешний вид поперечно-строгального станка q гидравлич .приводом через кулисный механизм, а на фигуре 3—его схема. Этот станок отличается от станка на фигуре 1 только тем, что зубчатая коробка скоростей заменена гидравлич. приводом. Электромотор а приводит во вращение ло’пастной насос б, от которого масло под давлением подается в аналогичный с ним гидравлич. двигатель в На фигуре 4 изображены насос и двигатель при снятой крышке. Вращение двигателя передается кулисной шестерне, кулисе и ползуну через зубатку, сидящую на валу двигателя. Маховичок (фигура 2) служит для изменения числа об/мин. двигателя. На фигуре 5 изображен разрез поперечно-строгального ста-и нка последнего выпуска с ги дравлическим приводом помощью двигателя прямолинейного движения, т.е. гидравлич. цилиндра и поршня. Под ползуном расположен цилиндр, к-рый соединен со станиной шток же диференциального поршня соединено ползуном. Рабочий ход ползуна осуществляется нагнетанием масла от насоса а по трубопроводам бив как одновременно, так и по одному из них. В зависимости от этого имеем разные скорости ходов и рабочие усилия. Ускоренный обратный ход получается благодаря ди-ференциальному поршню путем нагнетания масла по трубопроводу г. Этот поперечно-строгальный станок имеет то преимущество по сравнению с что благодаря отсутствию скорость и усилие, во вышеописанным, кулисного механизма время хода не меняются. На фигуре 6 изображен общий вид этого станка. Рукоятка
Фигура 8.
а служит для изменения направления хода ползуна, рукоятка б—для пуска и остановки станка, рукоятка в—для изменения рабочего усилия ползуна, г—для изменения подачи стола, д—для включения гидравлического привода подачи стола, е—для регулировки скорости ползуна, ж—для изменения подачи стола,
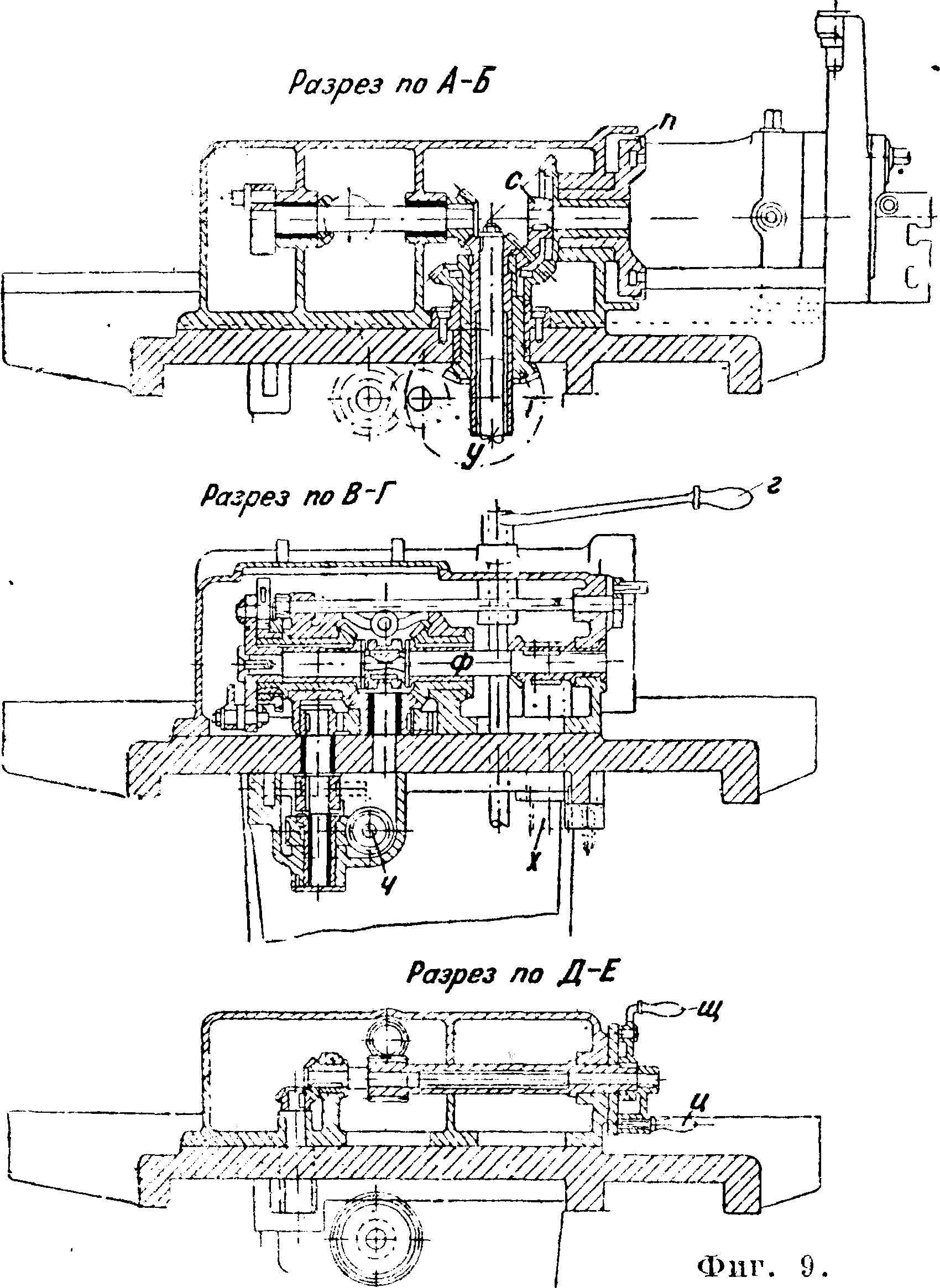
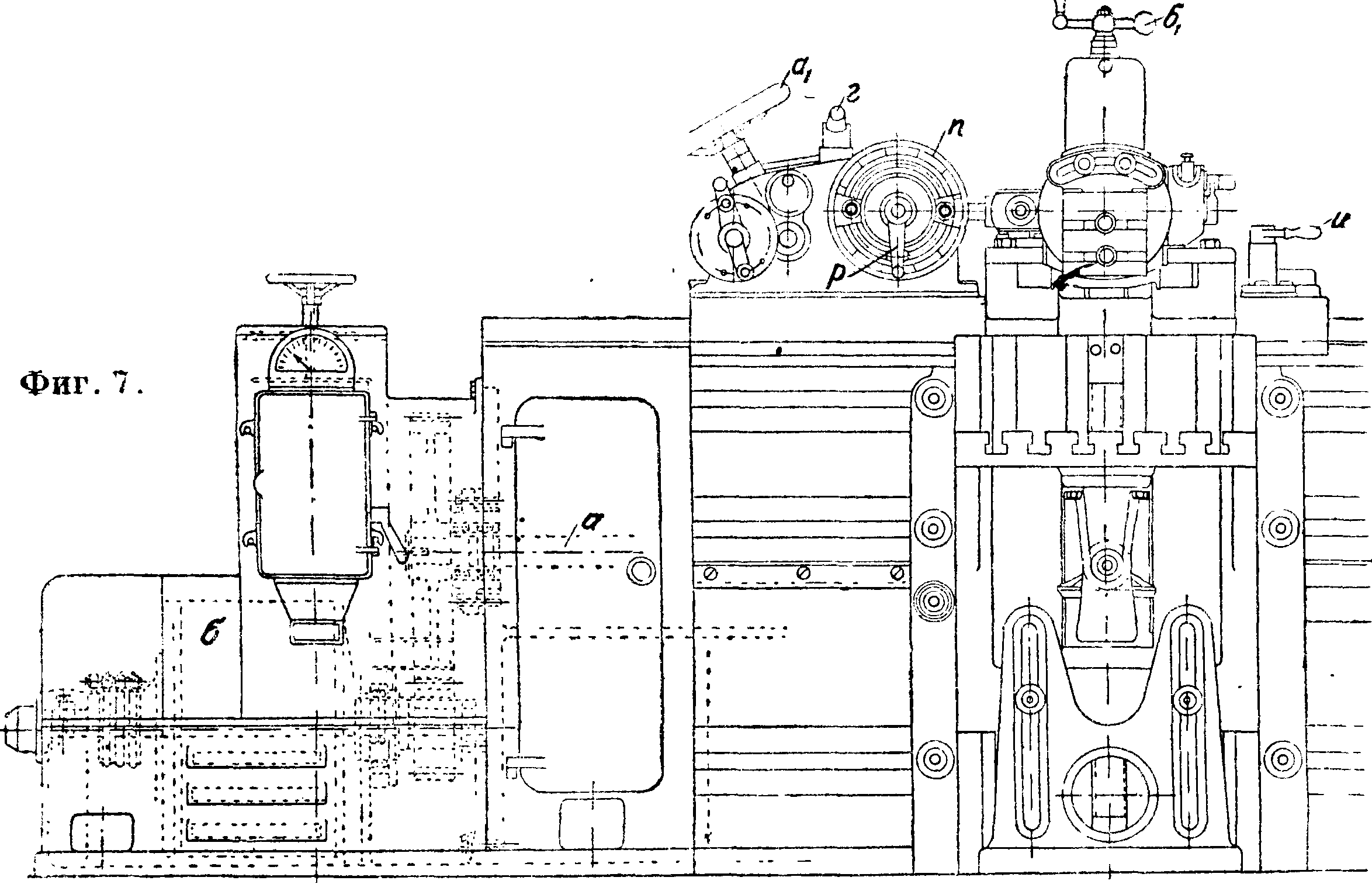
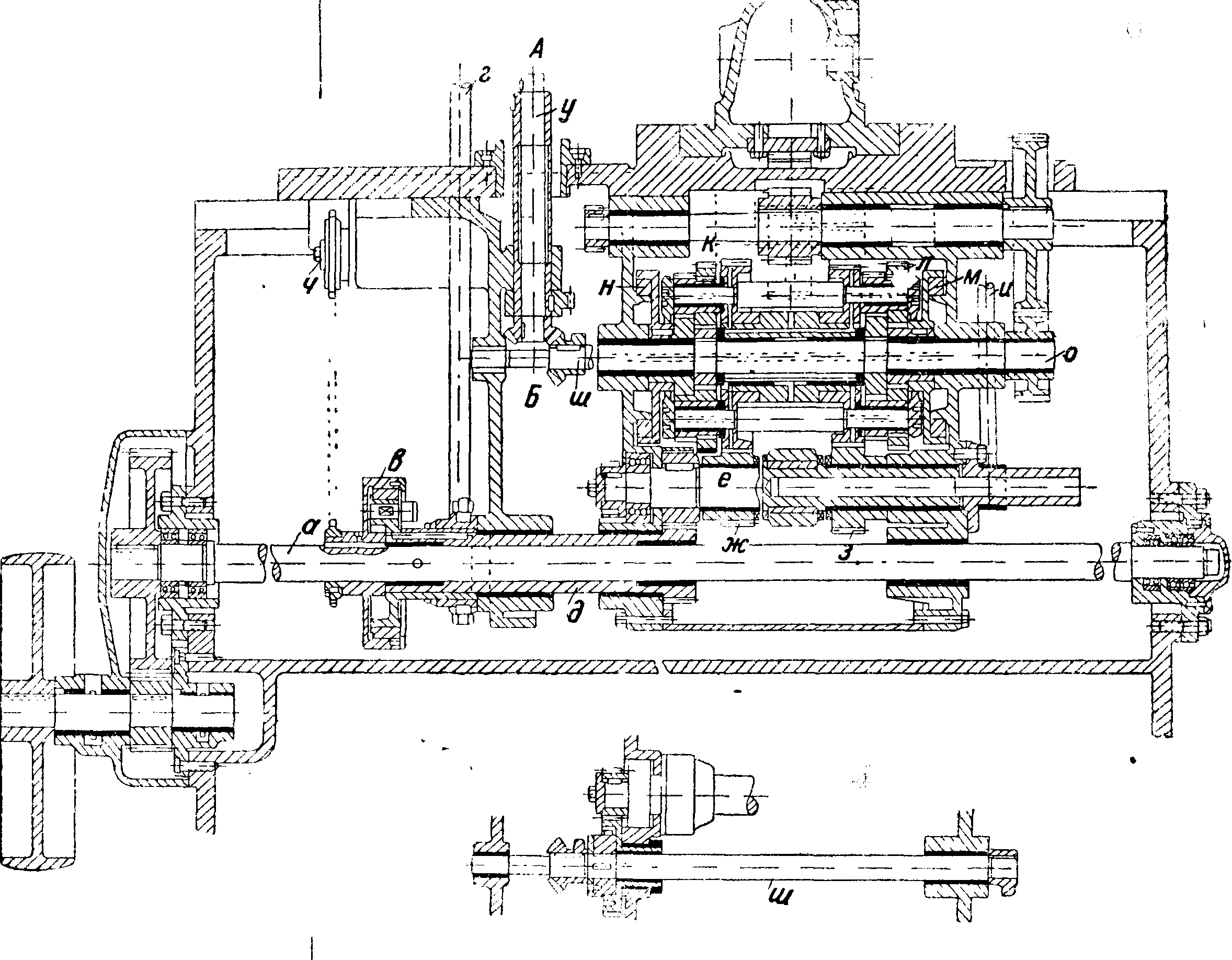
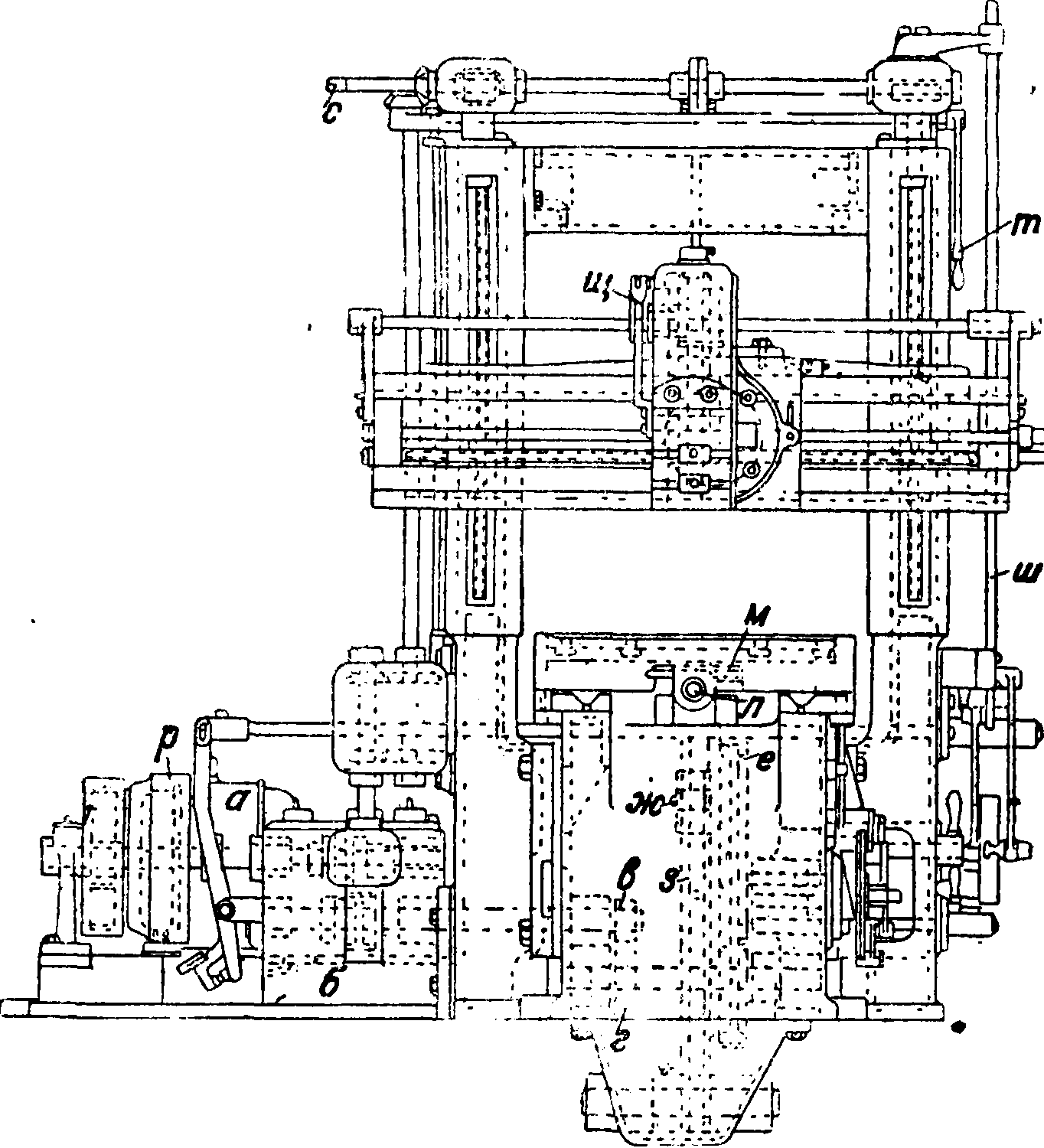
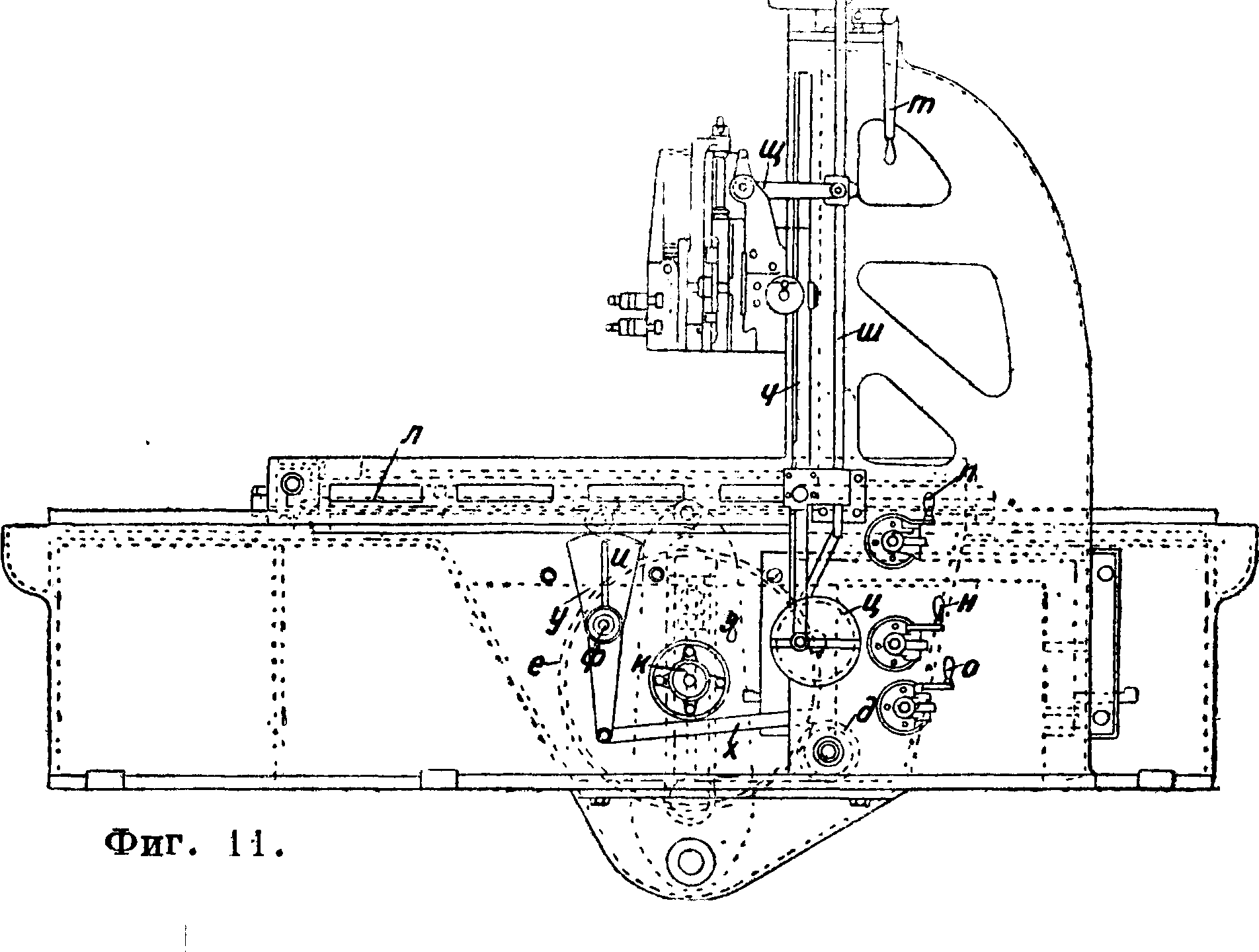
винт з—для передвижения стола в поиереч- j ном направлении, квадрат и для подъема стола, j упор % для останова поперечного самохода. ] Поперечно-строгальные станки тяжелого ти- ι па применяются цля строжки тяжелых и больших изделий, поэтому в них подача производится рездом, а не столом. Для этого направляющие ползуна имеют продольное перемещение по направляющим станины. Привод рабочего движения ползуна делается иногда кулисным механизмом, но б. ч. зубчатками с рейкой. Па фигура 7 изображен поперечно-строгальный станок тяжелого типа. С внешней стороны этот станок отличается от ранее описанных удлиненной станиной. Механизм привода ползуна располагается под направляющими ползуна в станине (фигура 8) и при подаче перемещается вместе с ними. Для привода ползуна служит вал а, приводимый во вращение электромотором б через зубчатую передачу. От вала а врашенпе передается через фрикционную муфту в, включаемую рукояткой г, полый вал d и зубчатую передачу валу б, а от него через зубчатые передачи ж или з, включаемые рукояткой и, планетным передачам к и л. Эти планетные передачи во время работы вращаются. Включением одной из них соответствующим тормозом м или п вращецие передается валу о и от него через две пары зубчатых передач—зубчатке, находящейся в зацеплении с рейкой, прикрепленной с нижней стороны ползуна. Управление переменой направления движения ползуна и подачей производится шайбой п (фигура 7) и механизмом, расположенным в коробке на направляющих ползуна. Эта шайба (фигура 9—10) имеет переставные упоры, устанавливаемые в про резе в соответствии с ходом ползуна; между упорами находится переводная рукоятка р, При движении ползуна шайба вращается, и в конце хода кулачок давит на переводную рукоятку и через конич. передачу с и трубчатый вал выключает одну группу планетной передачи и включает другую группу. Этот механизм работает настолько точно, что ползун за это время передвигается только на 0,5—4 миллиметров. Подача производится вращением от вала ш (фигура 8) вертикального вала у (фигура 9—10) через конич. передачу и кривошипную шайбу тягой на шайбу с храповым механизмом вала ф и от него, через пару винтовых колес, вала с зубчаткой ж, находящейся в зацеплении с рейкой, прикрепленной к станине станка. Величина подачи устанавливается рукояткой ц. Быстрое перемещение направляющих ползуна включается рукояткой щ, (фигура 9) и производится от фрикционной муфты в (фигура 7) через цепную передачу на вал ч (фигура 9) и от него через червячную зубчатую передачу и через конич. шестерни, сидящие свободно на валу, и зубчатую муфту э валу ф, а от него дальше так же, как описано при осуществлении подачи. Рукоятка щ служит для включения муфтой э одной из свободно сидящих на валу конич. шестерен в зависимости от направления движения направляющих салазок. Для ручного передвижения салазок служит маховичок а19 к-рый конической зубчатой передачей вращает вал ф. Вертикальное перемещение супорта ползуна может производиться вручную рукояткой бх (фигура 7) или
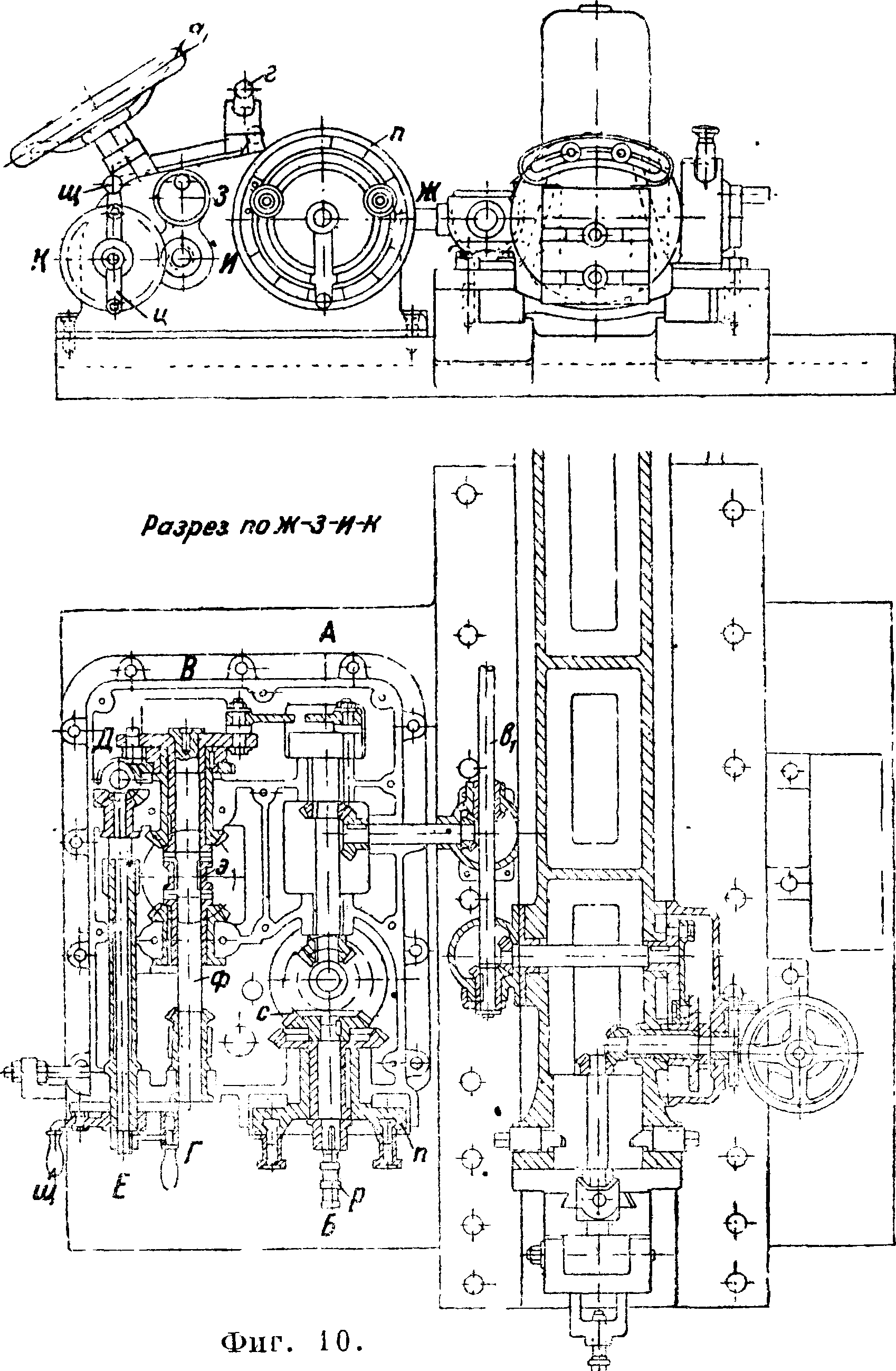
автоматически от вала у через конические передачи (фигура 10), скользящий вал в, прикрепленный к ползуну, и кривошипные шайбы с храповым механизмом.
Поперечно-строгальные станки легкого типа строятся с ходом ползуна 250—1 000 миллиметров и перемещением стола, то есть шириною строгания, 400—1 000 миллиметров с подачей 0,2—4 миллиметров на ход и мощностью 1,5—10 ЕР; станки тяжелого типа с кулисным приводом имеют ход ползуна
строгальным станкам применяется довольно редко и только у станков“ небольшого размера.
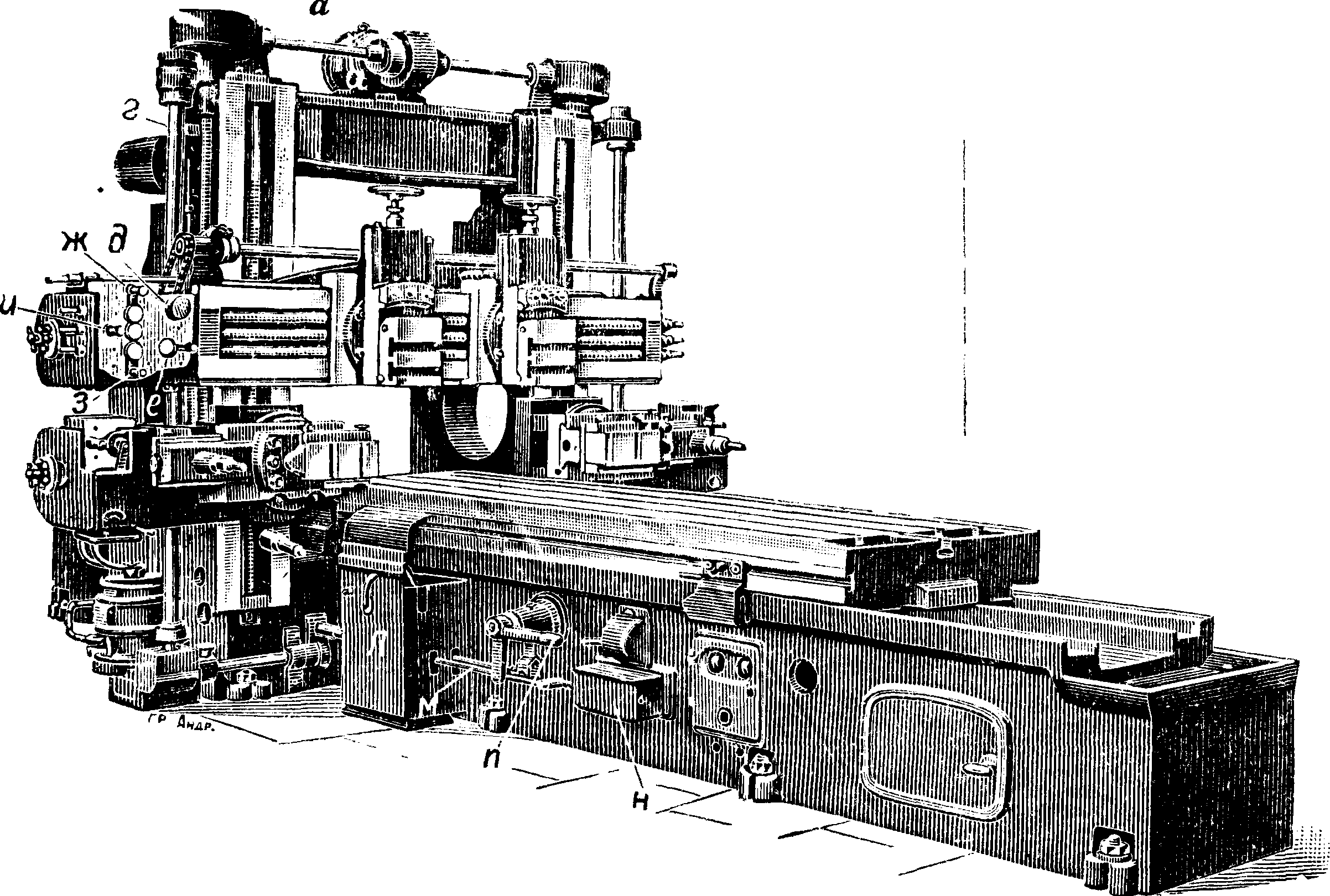
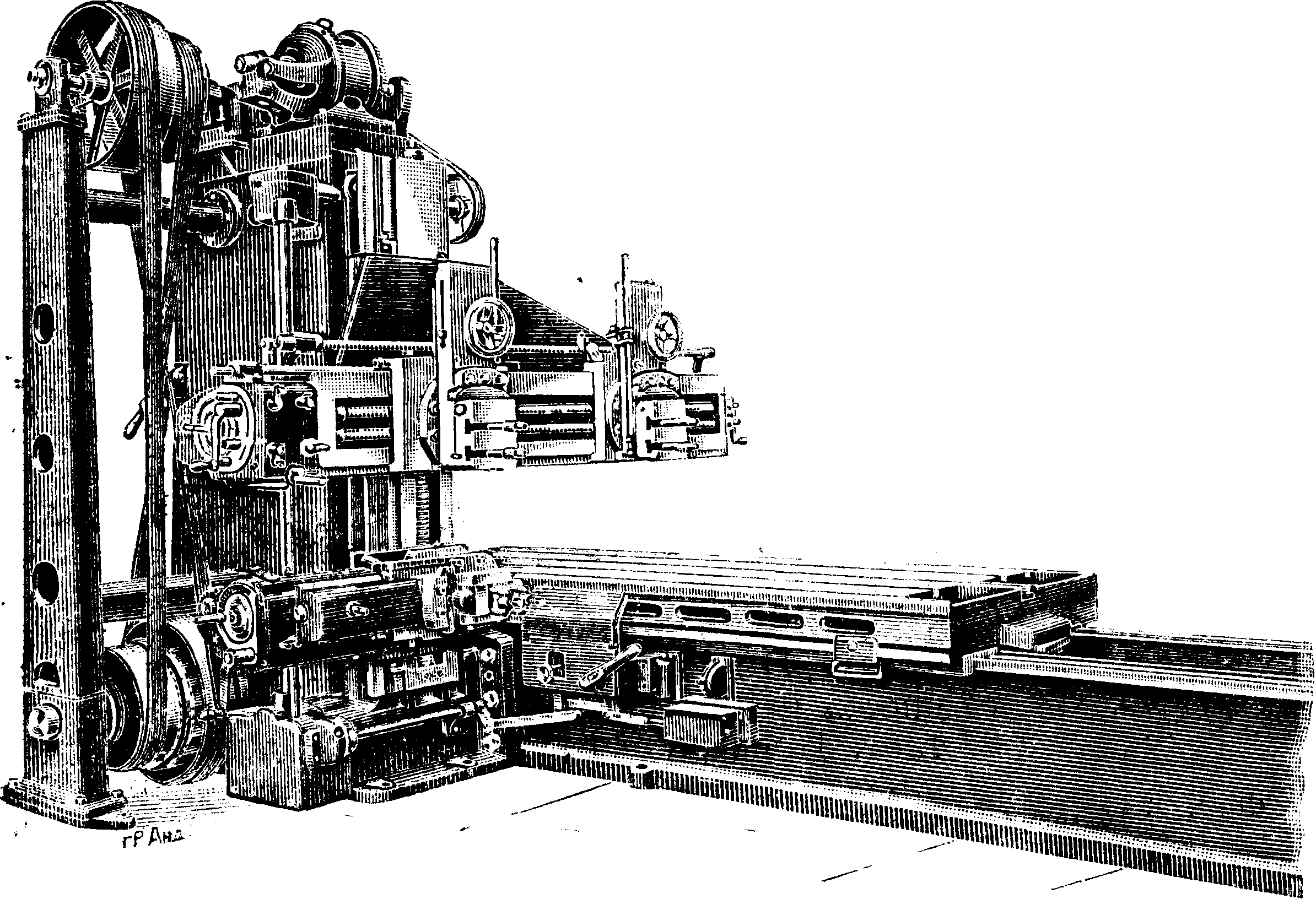
На фигуре 11 изображен продольно-строгальный станок с кулисным приводом с шириной между стойками 800 миллиметров и максимальной вышиной 800 миллиметров, длиной строгания 50—900 миллиметров. Станок этот имеет прочную коробча-тую станину с трехугольными направляющими для стола. По бокам станины прикреплены на болтах колонны, по направляющим ·
500—1000 миллиметров, ширину строгания 1 000—
8 000 миллиметров, мощность 8—25 ЕР; с зубчатым приводом и рейкой—ход ползуна 1 000—1 500 миллиметров, ширину строгания 1 000—3 000 миллиметров, подачу 0,3—8 миллиметров, мощность 15—25 ЕР; длина станины делается до 6 метров для возможности установки трех ползунов.
Продольно-строгальные станки применяются Для обработки крупных изделий. У них рабочее движение,
имеет изделие, а движение подачи—резец. В зависимости от размеров эти станки .могут иметь от одного до четырех супортов для одновременной обработки сверху и с двух боковых сторон и строятся с одной или двумя стойками.Продо льно-строгальные станки различаются также приводом станка от транс
к-рых может перемещаться поперечина с супортом. Станок приводится в движение электромотором а. Вращение электромотора помощью цепи передается через коробку скоростей б, дающую шесть скоростей, через зубчатую передачу в — г и зубчатку д зубчатке е, с эксцентрично установленным пальцем ж, который в свою очередь передает движение кулисе з, связанной шатуном и с
миссии или отдельного электромотора; способом изменения направления движения стола помощью кулисного механизма, ремней с холостыми и рабочими шкивами, электромагнитного сцепления и реверсирования электромотора; приводом движения стола кулисным механизмом, зубчатками и рейкой, гидравлическим приводом; приводом движения подачи от стола станка и независимым. У продольно-строгальных станков кулисный привод рабочего движения в противоположность поперечно рабочим столом. Длина хода стола устанавливается изменением эксцентриситета пальца ж рукояткой к. Начало хода стола устанавливает-
с я винтом л и закрепляется рукояткой м. Изменение скорости стола производится рычагами и о. Рычагом ?г, действующим на сцепление р тормоз, можно в любой момент остановить
станок. Подъем пропускание поперечины с су-портом производится двумя винтами, расположенными в колоннах и приводимыми во вращение от мотора включением рукоятки ш через коробку скоростей б, вертикальный вал, пару винтовых шестерен и червячные передачи, или же вручную рукояткой на квадрате вала с.
Фигура 14.
Движение подачи супорта производится от кулаков на боковой поверхности стола через рычаг у, качающийся на пальце ф и поворачивающий при помощи тяги х диск ц, и от него рейкой ч через шестерню и собачку на храповое колесо, закрепленное на ходовом винте супор-
Фиг.
та. Т. о."при рабочем ходе и части обратного хода собачка скользит по зубьям храпового колесу, и только в конце холостого хода и в начале рабочего хода направление движения рейки меняется, и собачка нажимает на зубья храповика. Изменение величины подачи производится перестановкой пальца рейки ч на диске ц. Тяга ш, приводимая в движение от того же диска ц, служит для подъема резца посредством рычага щ при обратном ходе стола, чтобы предупредить его изнашивание.
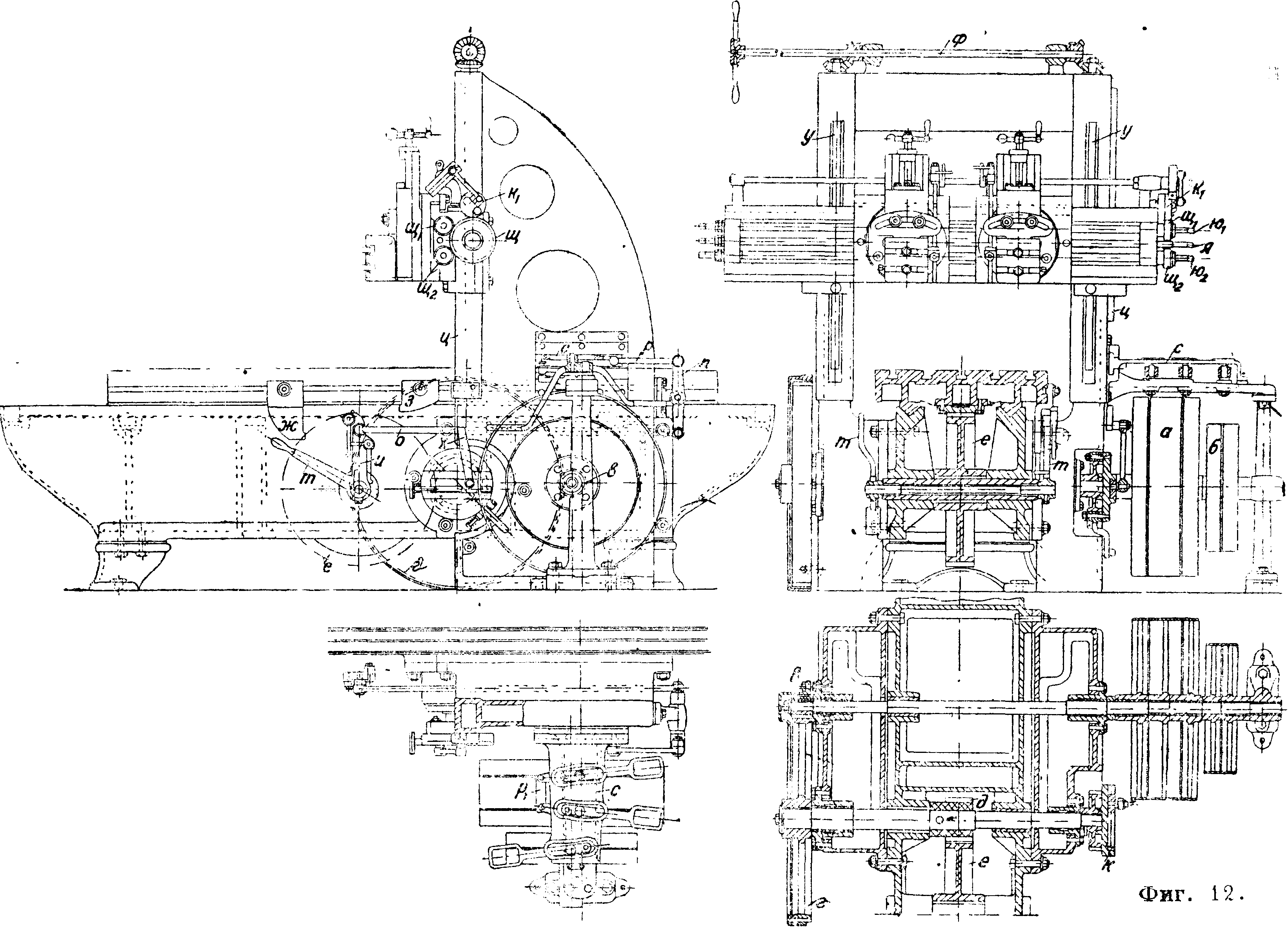
На фигуре 12 изображен простой небольшого размера продольно-строгальный станок с двумя стойками. Станок приводится в движение тремя ремнями от контрпривода. Два ремня служат для получения двух скоростей рабочего хода стола в 8,4 и 15 м/мин и один перекрестный— для обратного хода стола со скоростью 27 м[мин. Понятно, что работает только один рабочий ремень, а другой в это время находится на холостом шкиве. Для этого переводной ролик выводится из паза и вилка замыкается замком pj. Стол приводится в движение по V-образным направляющим станины, для рабочего хода от шкива а и при обратном от шкива б через две пары зубчаток в—г и д—е, из которых последняя сцепляется с рейкой в нижней части стола. Изменение направления движения стола производится кулаками ж и з, перестанавливаемыми по пазу боковой стороны стола в зависимости от длины хода. Кулак ж в конце рабочего хода поворачивает рычаг и, действующий тягами о, п, р на переводную планку с вилок ремней, причем сначала переводится ремень с рабочего шкива на холостой, а затем ремень обратного хода с холостого шкива на рабочий. Аналогичное происходит и в конце обратного хода от кулака з. С каждой стороны станины имеются рукоятки т, которые служат для изменения движения стола вручную." Су-порты для резцов расположены на направляющих поперечины, к-рую в свою очередь можно поднимать и опускать по направляющим стоек и закреплять в зависимости от высоты обрабатываемого изделия. Для этого служат два ходовых винта у, приводимых во вращение вручную рукояткой на валу ф через конич. зубчатые передачи. Подача супортов производится между концом холостого и началом рабочего хода от кривошипного диска к, совершающего качательное движение в ту и другую сторону в зависимости от направления движения стола.
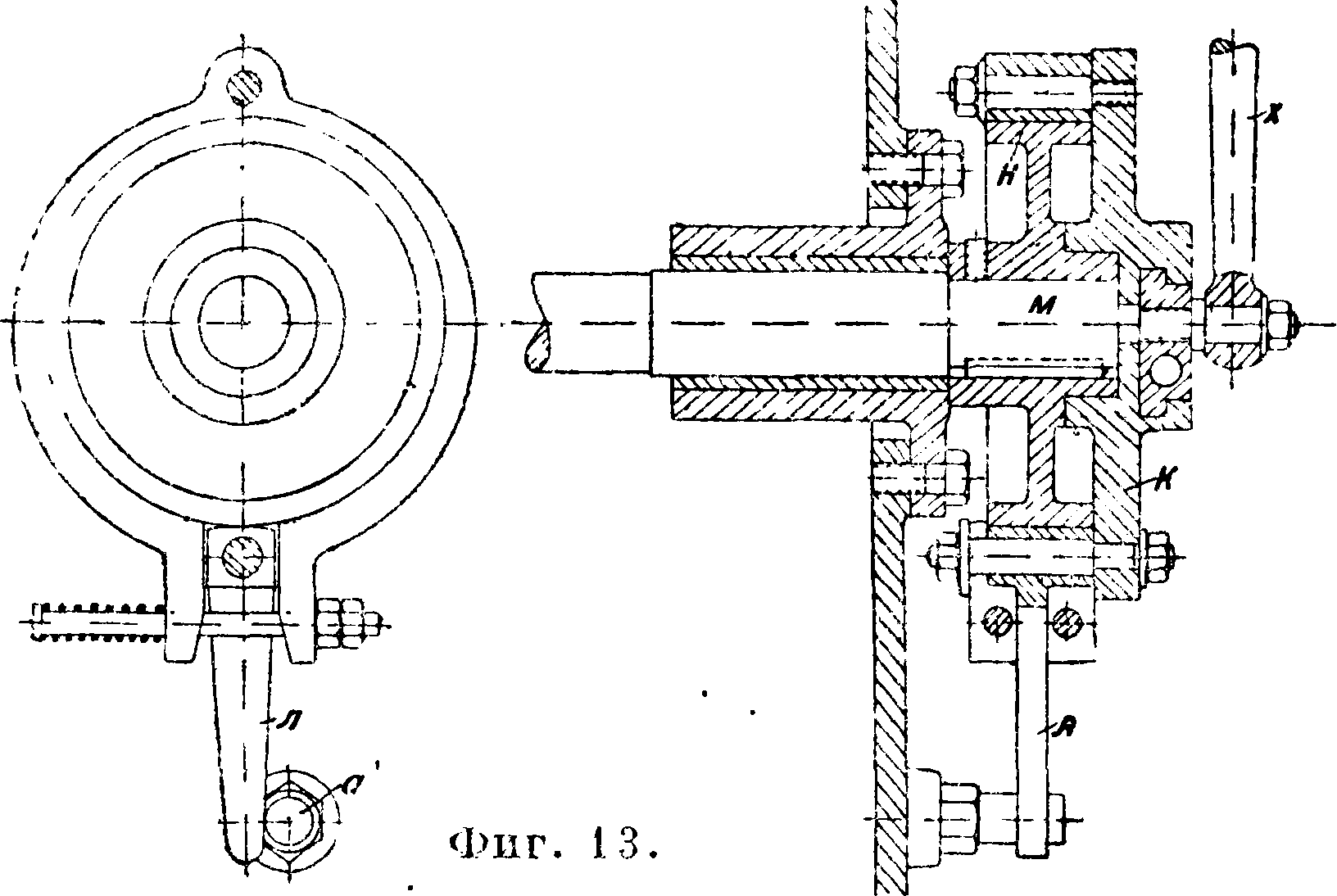
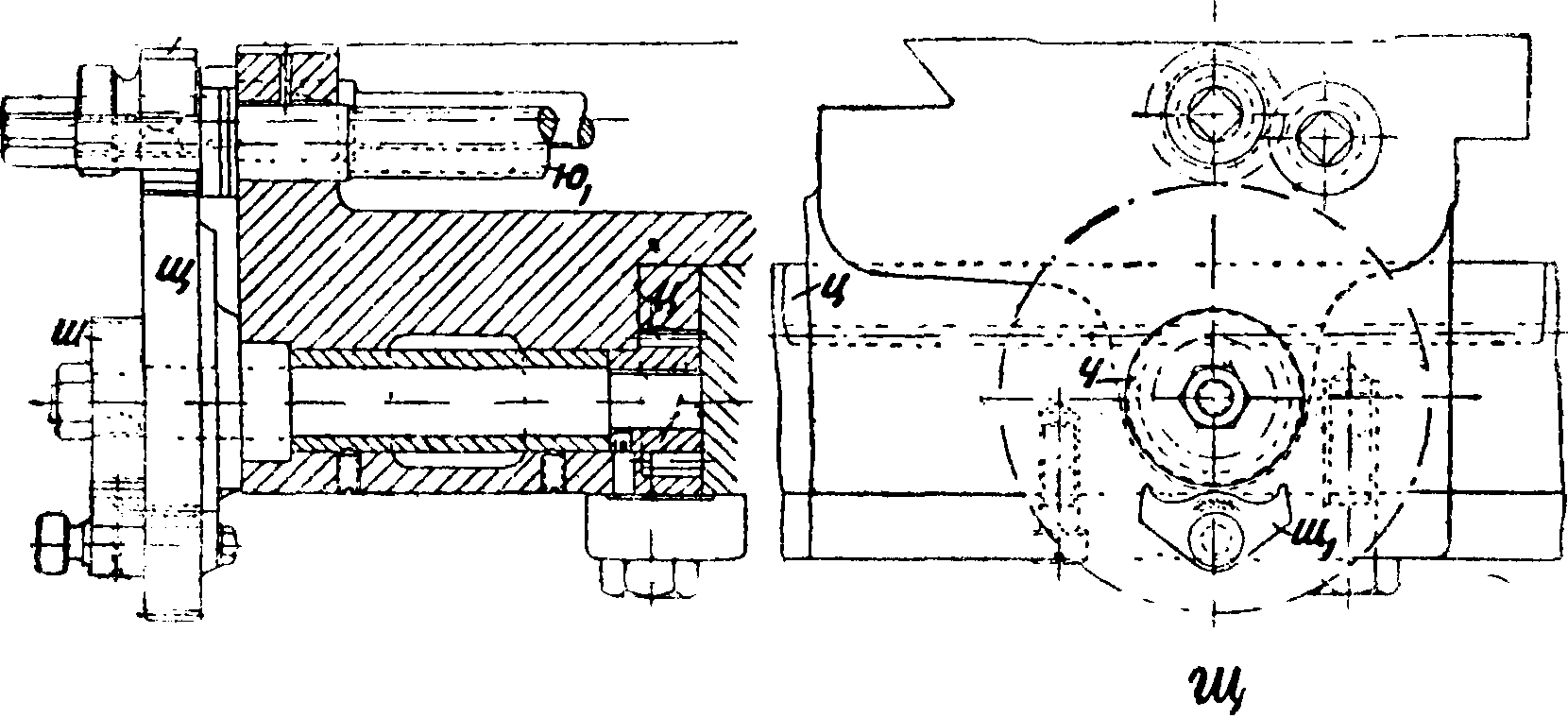
Кривошипный диск к (фигура 13) и соединенное с ним разжимное кольцо с рычагом л установлены вхолостую на промежуточном валу м. Это кольцо помощью пружины схватывает диск н, закрепленный на шпонке на валу. Т. о. диск к будет вращаться до тогЬ, как рычаг л упрется в упор а и его четырехугольная головка раздвинет кольцо и разъединит его от диска н. После перемены хода рычаг не упирается в кулак, а поэтому опять получается соединение с диском н и диск к вращается в обратном направлении, пока второй кулак не остановит его так же, как первый. С помощью тяги х движение от кривошипного диска к передается зубчатой рейкец (фигура 12 и 14), которая вращает шестеренку ч и сидящее с ней на одном валу храповое колесо ш. Рядом с храповым колесом на том же валике имеется шестерня щ9 надетая вхолостую-с двойной собачкой ш19 концы которой зацепляются с зубьями храповика ш. Т. о. при повороте храповика ш поворачиваются шестерня щ и связанные с ней шестерни щх и щ2, сидящие на ходовых винтах юг, ю2, а следовательно и ходовые винты, и через ходовую гайку суп орт получит перемещение. Т. к. станок имеет два супорта, то для возможности независимой раоо-ты супортов имеется для каждого отдельный ходовой винт. Для вертикальной подачи имеется общий ходовой валик я. От него через две пары конич. передач и ходовой винт происходит вертикальное перемещение головки. Как ходовые винты,так и валик имеют на обоих концах квадратные головки для вращения рукояткам и в ручную. Для уменьшения же изна
X
г~:
!
Фигура 1 С.
шивания резца при ооратном ходе станок имеет механизм для его подъема. Закрепленный резец на откидной доске супорта приподнимается от зубчатой рейки ц посредством шестерен и кривошипного диска
На фигуре 15,16 дан продольно-строгальный станок большего размера с 4 супортами. От станка на фигуре 12 он отличается механизацией обслуживания. Механизм подъема и опускания поперечины работает от специально установленного вверху настойках электромотора а, пуск которого в том или другом направлении производится рукояткой б. Высота подъема и опускания ограничивается переставными упорами 6t. Для быстрого отвода и подвода супортов имеются также отдельные электромоторы: электро мотор в обслуживает су-порты на поперечине и су-порт на правой стойке; для супорта на левой стойке имеется электромотор, расположенный на левой стойке. От электромотора вращение передается вертикальному валу г и от него через зубчатые передачи ходовому винту соответствующего супорта; д—пусковая кнопка этого электромотора, рукоятка е—включе-
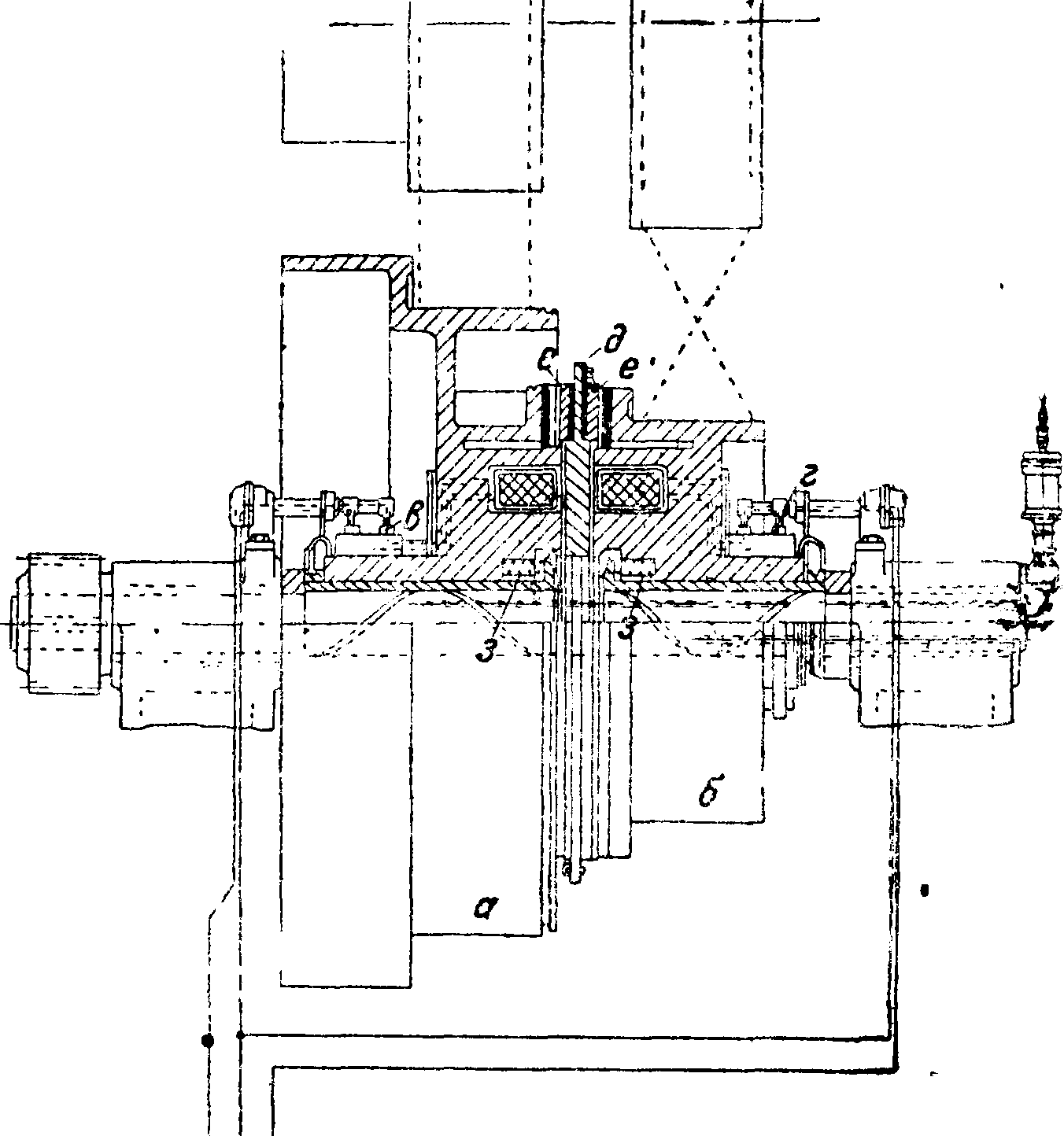
тов поперечины, ж—левого бокового супорта, з—правого, и—вертикального быстрого перемещения бокового супорта. Кроме быстрых перемещений супортов от электромотора имеется возмокность делать это и вручную, надевая рукоятку на квадрат соответствующего ходового винта или валика. Привод у станков этого размера осуществляется с левой сторон)»1 станка (не виден на фигуре 15) различными Способами. 1) Приводом от трансмиссии или электромотора через контрпривод, иногда располагаемый на стойках станка аналогично фигура 1S. двумя ремнями па шкивы рабочего и обратного хода. Реверсирование хода стола передвига-нием ремня с рабочего шкива на холостой применяется редко из-за быстрого его изнашивания. Чаще применяют электромагнитное сцепление (фигура 17). В шкивах а и б для переднего и обратного хода стола расположены электромагниты, концы обмоток которых выведены к двум парам коллекторных колец виг. Между шкивами а и б находится диск д, сидящий на валу на шпонке. Во время работы соответствующий электромагнит находится иод током и притягивается к диску б; таким образом через фрикционные диски е получается сцепление шкива с валом. Когда в конце хода стола кулачок отводит рычаг ж, тяга которого соединена с переключателем, последний выключает ток в этом электромагните и включает другой электромагнит. Первый шкив делается холостым и оттягивается на несколько миллиметров пружинами з от диска о, а шкив включенного электромагнита притягивается. При выключенных электромагнитах оба шкива являются холостыми, и станок не работает. Преимущество этого реверсирования заключается в точности и спокойствии работы-
2) От электромотора через коробку скоростей реверсирование также производится электромагнитной муфтой. 3) От электромотора с регулировкой числа оборотов; реверсирование производится переменой направления вращения электромотора. Привод движения стола осу--ществляется зубчатыми передачами и зубчатой рейкой, прикреплённой в нижней части стола. На фигуре 15, 16 один из кулаков управляет^иа-менением направления дви-~ жения стола и подачей супор-
Фпг. 1
;
| -0-ф | Е " (Ц~ 7>li | |
| tex щ
Ж?* ί | ||
| rj | °)_ | ίΨ I
h I —w |
ние быстрого подвода или отвода обоих супор тов. При повороте от кулака рычага, закрытого на фигуре 15 кожухом л. соединенная с ним тяга м действует на переключатель п. переключает электромагниты сцепления и поворачивает через вал и зубчатую ^передачу вертикальный вал о при каждой пере-
мене хода стола на один и тот же угол. От вертикального вала о производится подача через храповой механизм и зубчатки, расположенные в коробке, ходовые винты или валики и от них соответствующим супортам. Подача су-нортов на стойках производится аналогично от этого же вала и независимо от подачи ,супор-тов на поперечине; т. о. супорты могут работать с разными подачами. Подъем резцов при обратном ходе производится роликовой цепью от вала о, и т. к. он не зависит от механизма подачи, то и высота его постоянна. Рукоятка п, имеющаяся с каждой стороны станка, служит для ручной перемены направления движения стола и остановки его. Ширина обрабатываемого изделия на этих станках ограничена расстояниями между стойками. Для того же чтобы не ограничиваться этим, применяются одностоечные продольно-стро-
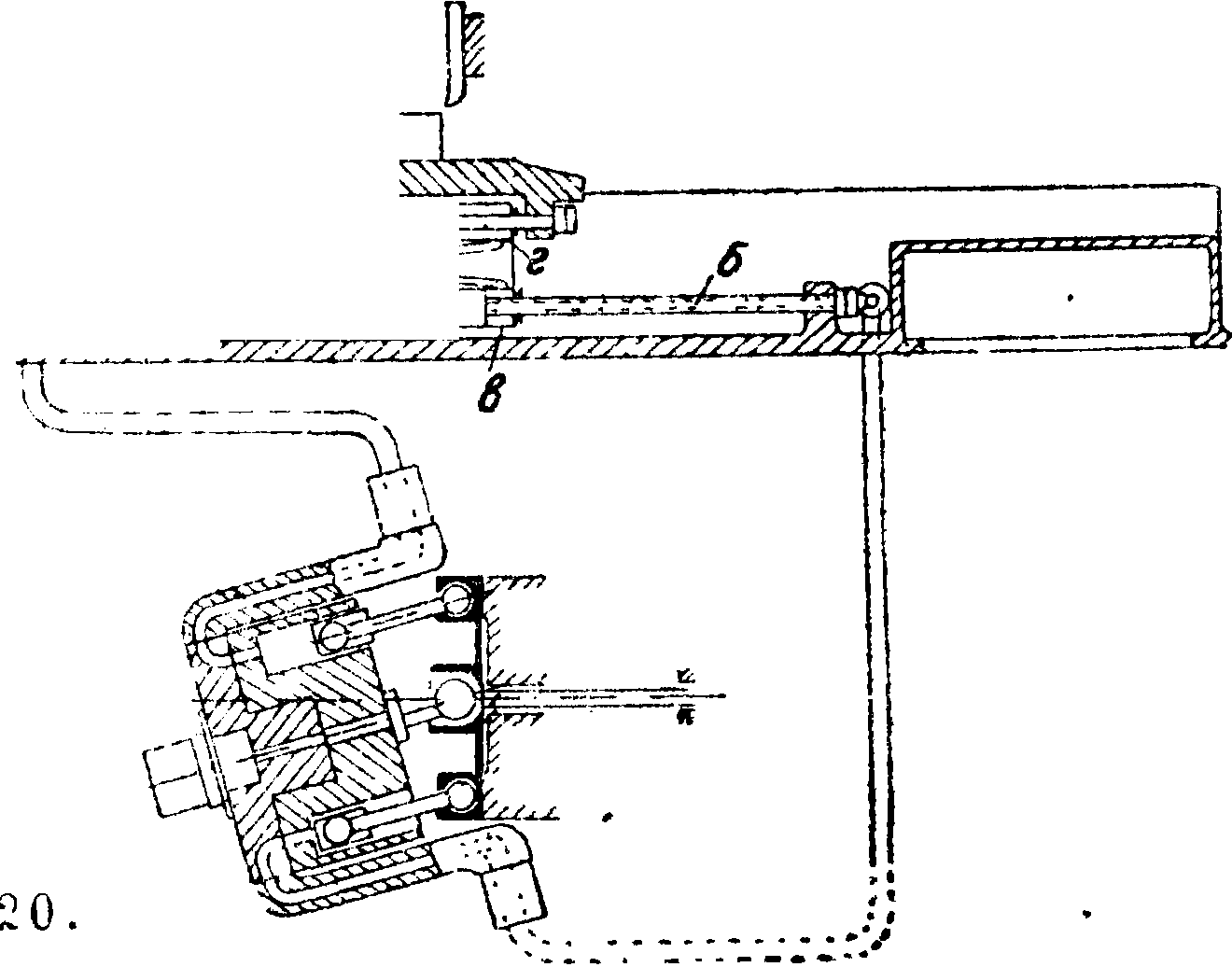
а концами прикреплен к столу, а шток поршня б—к станине. Электромотор вращает насос с качающимся диском системы Лауф-Тома; от него масло под давлением 80 atm поступает через полый шток б в левую или правую часть цилинд-
mmsssgsc
Фигура 18.
гальиые станки (фигура 18). Эти станки требуют очень прочной станины и стойки, а также поперечины, подкрепленной сильными ребрами. Привод станка осуществляется от электромотора, установленного на стойке, через коробку скоростей, дающую 4 скорости, и ременную передачу прямого и обратного хода. В остальном эти станки ничем не отличаются от продольно-строгального станка, изображенного на фигуре 15.
Продольно-строгальные станки с гидравлич. приводом^на-чппают получать распространение.
Применение его у продольно - строгального станка .дает те же преимущества, что и у
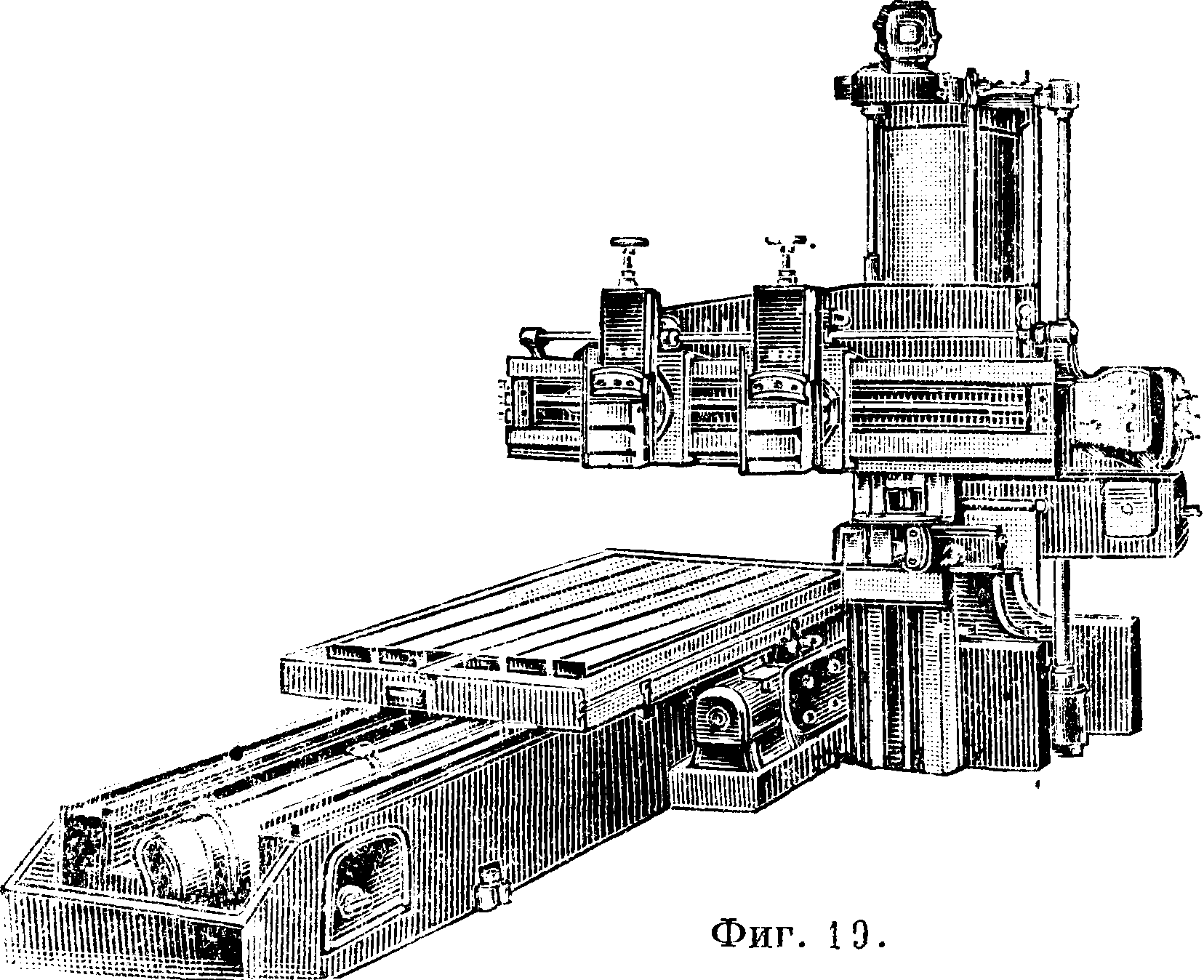
поперечно-строгальных станков. Эти станки ч фигура 19, стол сдвинут) одностоечные и отличаются от изображенного на фигуре 18 тем, что привод стола производится от гидравлич. передачи. На фигуре 20 изображен схематич. продольный разрез привода стола. Шток поршня
Фиг. ра в и одновременно отсюда по труокам в соответствующую часть цилиндра г. Цилиндры виг образуют общий блок цилиндров, движущийся в ту или другую сторону. При таком устройстве длина пути стола в два раза больше длины пути блока цилиндров; этим уменьшаются провисание и изгиб поршневых штоков. Перемена движения стола происходит вследствие изменения направления потока масла, к-рое осуществляется изменением угла наклона рамы насоса с плюса на минус. Эта перемена получается очень плавной, т. к при переходе через нулевое положение подача масла равна нулю. Ускоренный обратный ход достигается большим наклоном рамы насоса, то есть большей подачей масла. Существует еще гидравлич. привод стола двумя цилиндрами, у которых штоки связаны со столом, а цилиндры— со станиной. Цилиндр большого диам. служит для рабочего хода, а меньшего—для обратного. Преимущество этой конструкции то, что штоки подвергаются только растяжению, но благодаря большей длине увеличивается опасность провисания.
Продольно-строгальные станки строят: а) с кулисным приводом, расстояние между стойками 800—1 000 миллиметров, от поверхности стола до поперечины 800 миллиметров, ход CToifia 900—1 000 миллиметров, с 6 рабочими скоростями от 9 до 27 м/мии;
б) с зубчатым приводом, расстояние между стойками от 800 до 6 000 миллиметров, от поверхности стола до поперечины 800—4 200 миллиметров, ход стола 1 000—Ю 000 миллиметров, с 2—4 рабочими скоростями
7—36 м/мин и скоростью обратного хода 28— 36 метров мип, подачей от 0,4—15 миллиметров на ход и мощностью для рабочего движения 10—115 I-P и для вспомогательных устройств 4 —16 ЕР;
в) одностоечные с шириною строгания 960— 4 500 миллиметров, расстоянием от поверхности стола до поперечины 700—2 750 миллиметров, ходом стола 2 000— 6 000 миллиметров, с 4 скоростями рабочего хода 8,4— 16,8 м/мип и обратного хода 27 м/мин при зубчатом приводе стола; при гидравлическом приводе скорость рабочего хода 2—50 м/мин и обратного хода до 60 м/мин, подачи 0,4— 15 миллиметров на ход и мощность для рабочего хода 10—40 ЕР и для вспомогательных устройств 4—10 ЕР. Громадные станки с двумя стойками часто помимо строгальных супортов снабжают фрезерными головками, расточными шпинделя-
лш, чтобы избежать перестановок тяжелых обрабатываемых изделий. Для фрезерования на них стол имеет соответствующую скорость.
С. с. специального назначения предназначаются для обстрожки кромок листов для паровых котлов, броневых плит yl т. п. целей. У этих станков рабочее движение и движение подачи имеет резец.Фиг.
21а и 216 изо-
лу в него вделаны ролики. Для строжки кромок листов, соединяемых внахлестку, применяются станки, у которых резец.имеет поперечно-возвратное поступательное движение, а движение подачи—продольное. Стол таких станков имеет наклонную установку. Применяют-
| ;-Mrt: ili-. | ψ> · | μ--Д-ч-i- | J | ||
| г--" f-:-=T7^vfltra
и 7Π УГTVi --r—‘--f·"?---f- |
“ · i k j | k-Ур-ry-- | |||
| .У | r.f-.lM== | ||||
| i ° | |||||
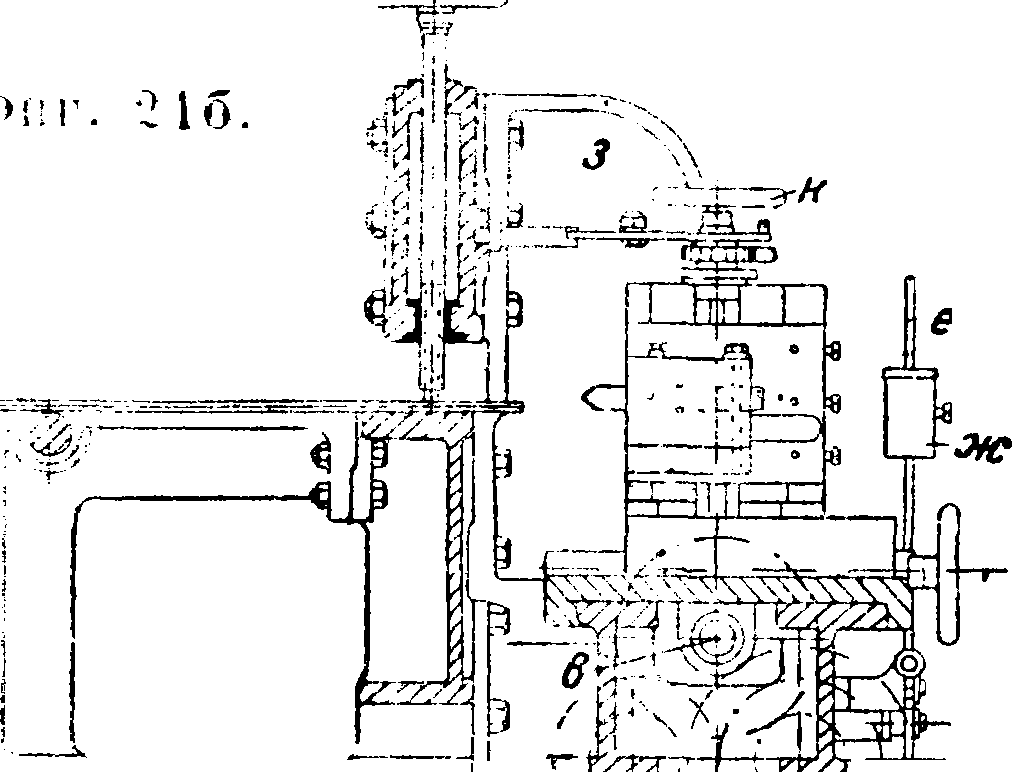
Фигура 21а. бражают С. с. для стрижки кромок котельных л истов. Резцовые супорты а и б установлены на салазках, скользящих по направляющим стани-
ны.Рабочее движение супортов производится винтом в вращающимся в маточной гайке, прикрепленной к салазкам. Чтобы избежать потерн времени на обратный ход, служат два супорта, работающих попеременно, то есть один работает при прямом чходе, а другой—при обратном. Перемена рабочего движения супортов производится изменением направления вращения винта; но окончании каждого хода кулак г ударяет в лтп}) и передвигает штангу ό с вилками, пе-3вводящими ремни. Для ускорения перевода ремней штанга соединена с рычагом е, и, как только он пройдет свое вертикальное положение, груз ж ускоряет дальнейшее передвижение ее. Рычаг е служит также для остановки станка; дляэдого он ставится в вертикальное положение, и следовательно ремень пере-
-ГН-··
Фигура 22. ^
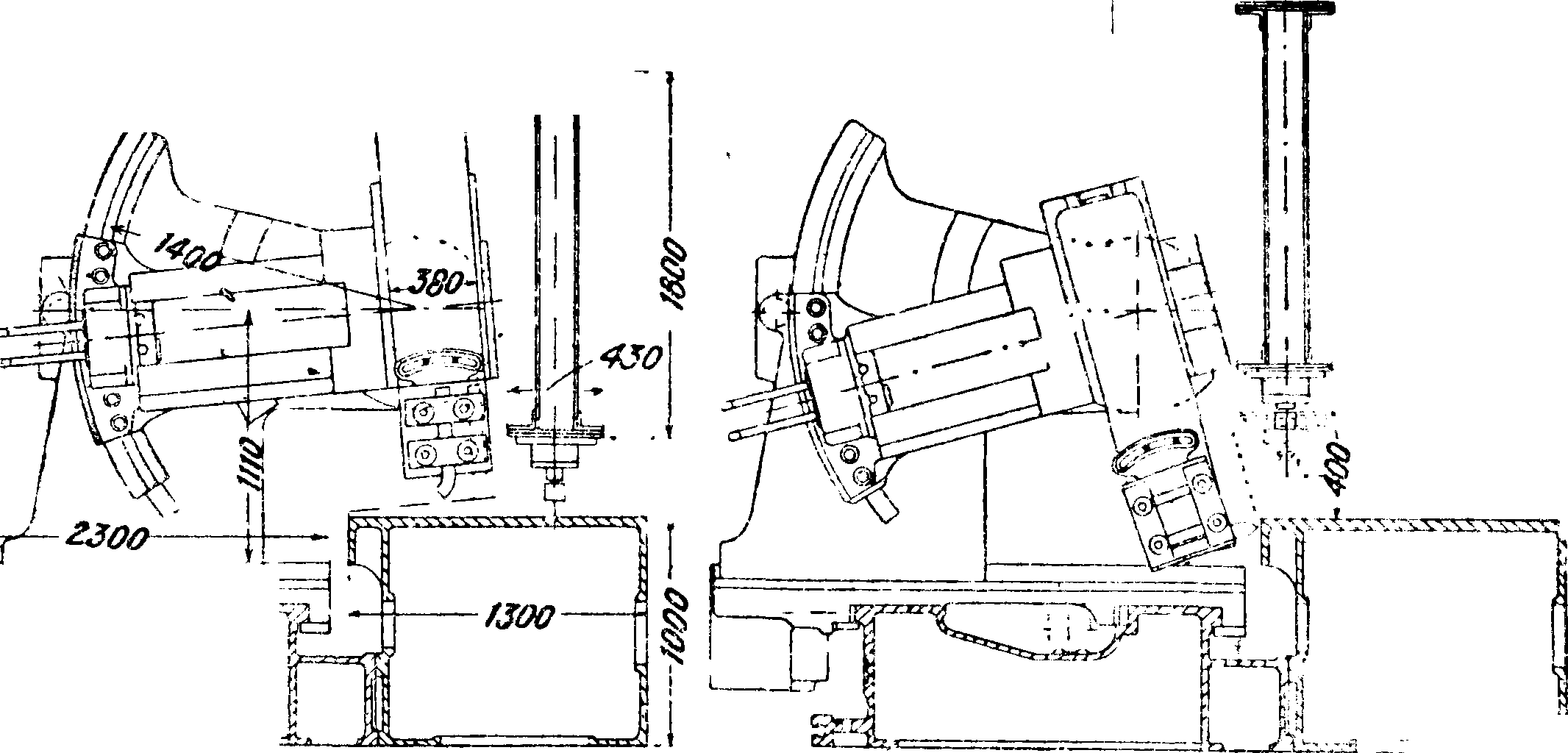
ся также станки, аналогичные предыдущему# но супорты у них (фигура 22) могут иметь вертикальную и горизонтальную подачу, а кроме того могут устанавливаться под углом к обрабатываемому листу. На фигуре 23 дан ямный Слс., к-рый служит для строжки броневых плит. Станок имеет неподвижный стол, к-рый может устанавливаться в яме на различной высоте.
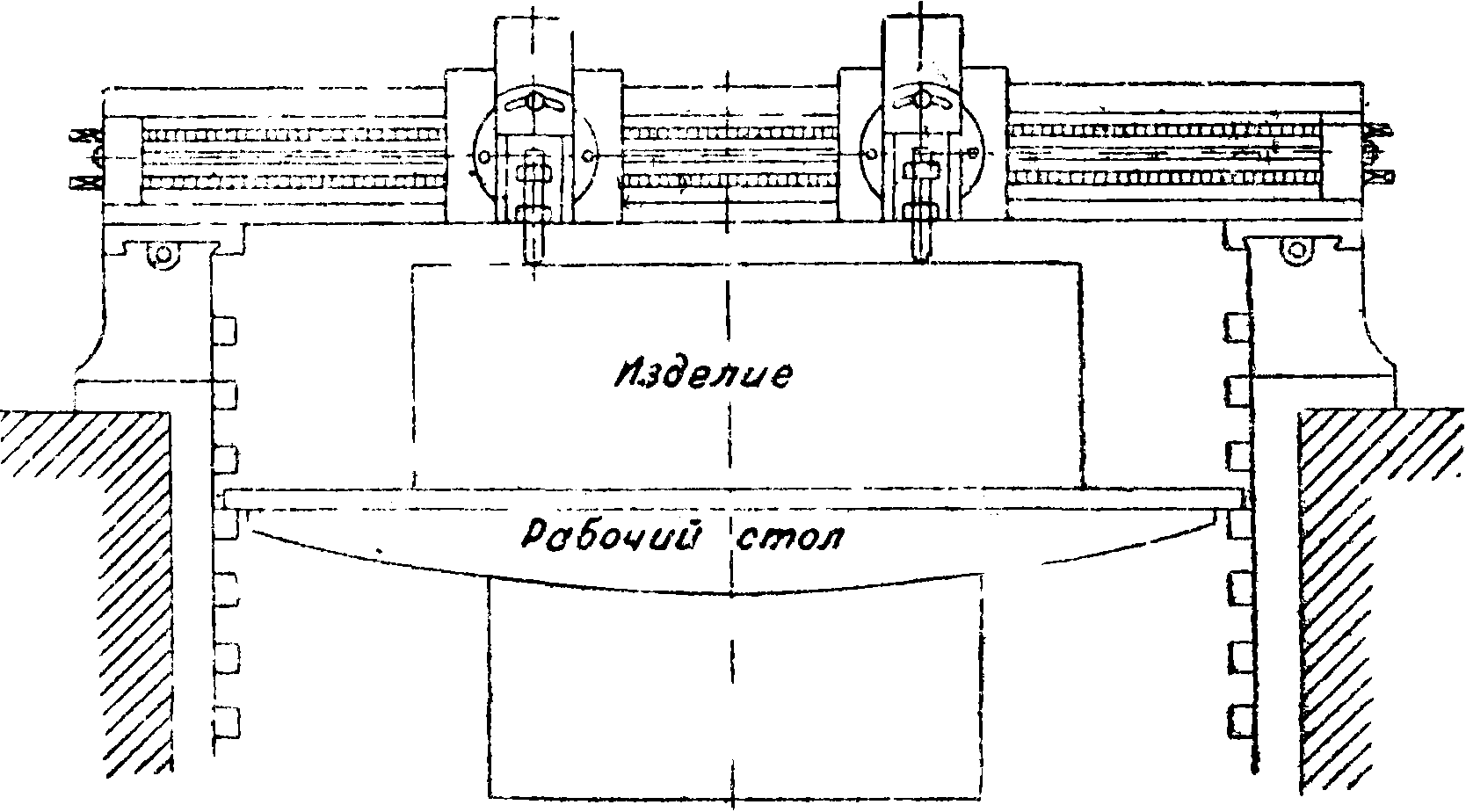
Фигура 23.
ходит на холостой шкив. Подача резца у этого ι-танка только вертикальная и равняется двойной толщине стружки, т. к. резцы работают по очереди. Подача производится рычагами з, ударяющимися в конце хода в кулаки и, uLчерез хоаповое колесо, сидящее на вертикальном ходовом винте супорта. Маховички к служат для установления глубины строгания. Обрабатываемые листы закрепляются на столе винтами, проходящими через поперечину станка. Для облегчения передвижения листов по сто-
По бокам ямы имеются направляющие, но которым передвигаются стойки с поперечиной. На поперечине установлены четыре супорта, из которых 2 работают при одном направлении движения^ 2—при обратном. Однако станок может работать и в одном направлении, т. к. имеет быстрый обратный ход. Перемена направления движения стоек производится от реверсивного электромотора. С. с. для котельных листов строятся с длиною строгания 3—15 метров и высотою зажима 150—400 миллиметров, мощностью 18— 30 ЬР. Большие станки имеют зажим листов не ручной, как указано на фигуре 21а, а гидравлический (давление 100 aim) или от отдельного электромотора. Ямные строгальные станки строятся рабочей шириной до 4,5 метров и длиной до 10 метров.
Лит.: Хюлле ф., Металлорежущие станки, пер. с нем., М.—Л., 1932; П р е г ер Э., Обработка металлов, ч. 3, Инструмент и станки, пер. с нем., М., 1929; Б е р-г а р д Г., Станки по металлу и работа на них, пер. с англ., т. 2„ М.—Л., 1933; Смит Р., Работа на станках., пер. с англ., вып. 2, Л., 1928; Б е ш т а Т., Гидравлическая передача в соврем, металл о р еж. станках, их конструкция и расчеты, «Орга-информация», М., 1933, 3—Кроненберг М., Рационализация производства и станковое оборудование (в книге), Пути рационализации в станкостроении, Сборник, вып. 1. М.—Л., 1933, стр. 27— 31; Р rege г E., Flussigkeitsgetriebe, В., 1932: Hint z,
- ---
Leistungssteigerung von Shaping-Maschinen, «Werkstatts-technik», B., 1933, H 4; Crank Planing Machine, «Machinery», L·., 1928, B, p. 47; Sip m an n F., Fine kombi-nierte Hobel- und Frasmaschine, «Maschinenbau», Berlin, 1929, H. 24; Вегск E., Shaping-Maschine mit Pre^s-Olgetriebe, «Die Werkzeugmaschine», Berlin, 1930, H. 3; Sipmann F., Sonderhobelmaschine fur schwere Blechplatten, «Maschinenbau», В., 1929, Η. 4; К u r-r ei η M., Riickblick auf die deutsche Werkzeugmaschi-nenbau 1926, «Werkstattstechnik», Berlin, 1926, II. 23; Neuzeitliche Einstander-IJobelmaschinen, ibid., 1926, H.22; Kronenberg M., Tischhobelmaschine mit flussig-keitsantrieb, ibid., 1926, H. 21. M. Шестак&в.