 > Техника, страница 85 > Типографское оборудование
> Техника, страница 85 > Типографское оборудование
Типографское оборудование
Типографское оборудование. Определение типов оборудования, потребного для типографского (вернее полиграфического) производства, тесно увязывается с типизацией предприятий полиграфии, пром-сти и в особенности с характером производимой ими продукции. Продукция полиграфии, пром-сти, общая стоимость которой по данным за 1931 г. выразилась в сумме 278,9 млн. руб. (смотрите Полиграфическая промышленность), в основном м. б. подразделена сл. обр.
1) Газеты всех видов—печатная продукция, характеризующаяся небольшим объёмом (числом страниц), большим форматом, в нек-рых случаях очень кр иными тиражами («Правда», «Известия» и др.) и всегда срочностью выхода, в большинстве ежедневного. Кроме того газетная продукция характеризуется еще и тем, что она выхолит из печатной машины в готовом виде, не требуя какой-чибо дополнительной обработки. Все ото, в особенности срочность выхода, предъявляет к оборудованию для выполнения газетных работ специальные технич. требования. 2) Ж i риал ы и книги. Первые, подобно газетам, такш^ требуют своевременного и регулярного, хотя и менее част >го (обычно 1,2, 4 раза в месяц), выхода, меньшего формата страниц, но большего их количества, что в большинстве случаев требует но отпечатании ечпе дополнительной обработки—брошировки. Нек-рые циды журналов приближаются по оформлению и характеру обоабогки к книжной продукции. Как эта последняя, так и журналы обычно выполняются на одном и том же оборудовании, и лишь в редких случаях выполнение жур нальной продукции может потребовать специального оборудования. Книжная продукция требует после печати наибольшей дополнительной обработки (броширов-ка и переплет). 3) Художественная продукция, в большинстве многокрасочная (репродукции с картин, плакаты, учебные пособия, вкладки в учебные и научные книги, частью торговые этикеты и тому подобное.), требует специальных, часто весьма сложных приемов обработки и специального же оборудования. 4) Картографическая продукция, имеющая целью печатание географических карт различного назначения. Наконец 5) значительная отрасль полиграфии занята выполнением продукции для обслуживания потребностей все развивающейся промышленности транспорта и прочих отраслей советского народного х-ва. Это—преимущественно т. н. бланочная, иначе акцидентная, продукция, в отдельных случаях массового производства требующая специального оборудования.
Требования к полиграфич. оборудованию для выполнения перечисленных выше видов продукции определяются гл. обр. характером печатной формы, то есть высоким, плоским или глубоким способами печати (смотрите Печатные машины и Репродукционные процессы). Применение того или другого вида печатной формы в свою очередь предопределяется характером продукции (количеством и типом иллюстраций, объёмом и тиражностью продукции). Условиями концентрации в предприятиях групп продукции того или иного рода и характера обработки ее определяется типизация или (в отдельных случаях) даже специализация предприятий по виду продукции и способу обработки, иначе сказать технологич. и технич. облик предприятия, то есть характер оборудования и организация самого производства, его построение. Т. о. оба эти момента неотделимы друг от друга и должны рассматриваться совместно. В условиях полиграфич. производства объём и тип предприятия зависят кроме того в значительной степени от размера и значения области или района, от их населенности, политического значения этих административных единиц и т. д., т. к. этими именно факторами и определяются наличность, характер, объём и размер тираж-ности той или иной из перечисленных выше групп полиграфич. продукции. Исходя из этих предпосылок, на период второй пятилетки ориентировочно намечаются в СССР следующие типы полиграфич. предприятий.
• 1) Типизированная газетная типография большого масштаба в столице и особо крупных центрах (республиканских и областных) со включением лишь сравнительно незначительного количества других видов продукции, преимущественно журнальной (полная специализация является чрезвычайно редкой). 2) Универсальные полиграфические предприятия для выработки различных видов продукции—журнал, книга, акциденция (смотрите Акцидентные работы), а также газеты в республиканских и областных центрах меньшего масштаба. 3) Такие же универсальные предприятия для обслуживания больших районов, а также крупных фабрично - заводских центров (Бобрики, Магнитогорск и тому подобное.). 4) Миниатюрные низовые типографии при политотделах МТС и крупных совхозах для обслуживания в «кустовом» порядке колхозов и более мелких совхозов малоформатными и малотиражными газетами, в отдельных случаях и мелкой бланочной продукцией узко местного значения. 5) Типизированные книжные типографии Оочыпого масштаба в столице и крупнейших республиканских и областных центрах для выполнения массовых книжных работ, в том числе и учебников (частично и журнальных работ). 6) Типизированные типографии для выполнения массовой бланочной продукции в крупных центрах СССР и местах сосредоточения такой продукции с частичным выполнением и книжно-журнальных работ. 7) Специализированные литографии и офсет-печатни в столице и особо крупных центрах для обработки художественной и этикетной продукции. 8) Специальные картография, предприятия, располагаемые в пунктах наибольшей потребности в данной продукции.
Значительным большинством предприятий 1, 2, 3, 5 и 6-го типов применяется только один типографский (высокий) способ печати, то есть подготовка печатной формы осуществляется путем ручного или машинного набора (смотрите Набор типографский и Наборные машины) со включением в него металлич. (преимущественно цинковых). клише для иллюстраций (смотрите Автотипия и Репродукционные процессы). Предприятиями 1, 2 и 5-го типов применяется часто и плоский способ печати (литография или офсет). В предприятиях 1-й и 5-й групп кроме того не исключается применение и глубокого способа печатания—тифдрук, меццо-тинто (смотрите Репродукционные процессы), поскольку предприятия этих типов принадлежат обычно издательствам, имеющим тяготение к обслуживанию своих издательских потребностей всеми видами печати. Но современная техническая тенденция стоит за специализацию отдельных способов печати, и повидимому в течение второй пятилетки в отношении глубокой печати это будет осуществлено, то есть все оборудование для тифдрука будет сосредоточено в специальных предприятиях. Специальные литографско-офсетные и картографии, предприятия базированы исключительно на плоском способе печати (смотрите Литография и Офсет). Описанная выше типизация полиграфии, предприятий по роду изготовляемой ими продукции в таких тиражах и той степени качества, которые диктуются современными требованиями, определяет и потребность» полиграфии в технически совершенном оборудовании при соответствующей постановке производственного процесса, каковой в надлежащем виде м. б. осуществлен лишь во вновь проектируемых предприятиях, т. к. старые типографии во многих отношениях являются далеко не удовлетворительными. При этом как типы потребного оборудования, так и детали производства значительно изменяются (в особенности в газетных предприятиях) в связи с их локализацией, политич. условиями и вытекающими отсюда характером продукции и требуемой мощностью предприятий. Поэтому и влияние всех этих факторов должен быть принято во внимание при рассмотрении в отдельности каждой группы оборудования, с учетом конкретных условий СССР и заданий второй пятилетки. В связи с этим ко всем видам вновь устанавливаемого оборудования предъявляются следующие требования: 1) достаточное технич. совершенство, обеспечивающее наивысшую производительность при высоком качестве продукции и наибольшей простоте обслуживания;
2) соответствие оборудования особенностям советской продукции, почему взятый за образец иностранный тип’ оборудования не должен рабски копироваться, а подвергаться соответствующим изменениям и усовершенствованиям;
3) ограничение каждого типа оборудования возможно меньшим числом моделей; 4) соблюдение размерных стандартов; 5) участие в конструировании советских инженеров и изобретателей. Эти условия и положены в основу программы строительства оборудования, которое должно обслужить советскую полиграфию со всеми ее особенностями.
Оборудование наборных в условиях СССР является наиболее отсталой частью типографских предприятий. В то время как в 3. Европе (и особенно в Америке) ручной набор почти вышел из употребления, механизация набора у нас едва достигает 25%. Поэтому задачей второй пятилетки является доведение механизации набора по крайней мере до 40—50%. Заграничная полиграфия пользуется следующими видами наборных машин: строкоотливными (большое количество моделей, из которых наиболее употребительны 3—линотип, интертип, типограф) и буквоотливными, из которых наиболее распространенным является монотип; все 4 системы применяются и у нас. Для обслуживания заголовочного и акцидентного набора Америка (а за последние, годы и 3. Европа) широко применяет наборно-отливную машину сист. Лудлов. И наконец в перспективе намечается как-будто близкая к разрешению проблема фотонабора, возможное практическое осуществление которого грозит коренным образом переместить уд. веса отдельных видов печати в сторону ликвидации типографского металлического набора (основа высокой печати) и более широкого применения плоской (офсет) или глубокой (тифдрук) печати. Учитывая состояние заграничной наборной техники в данный момент (1933 г.), для периода второй пятилетки нельзя рассчитывать на возможность применения фотонабора, проблема которого несмотря на значительные успехи в этой области остается все же практически еще не разрешенной. С другой стороны, известные строкоотливные и буквоотливные наборные машины обладают высоким техническим совершенством. Т. о. вполне целесообразно остановиться для механизации наборного дела в СССР на строкоотливных наборных машинах типа линотип трех различных моделей (примерно №№ 8, 11 и 12), могущих в этой или подобной комбинации обслужить все потребности текстового набора, от простейшего до самого сложного, не прибегая к применению монотипа. При этом модель № 8—по желанию одно-, двух- или трехмагазинная, то есть имеющая до шести гарнитур книжных шрифтов,— одна может обслужить все градации (по сложности) текстового набора; модели же № 11 и № 12, снабженные дополнительными боковыми магазинами,дают возможность выполнять сложнейший словарный и заголовочный наборы. Наборная машина по типу модели № 8 уже выпущена з-дом им. М. Гельц в Ленинграде. Потребности акцидентного набора с успехом м. б. обслужены матриценаборной и отливной машиной типа Лудлов.
Строительство наборных машин в СССР потребует параллельной организации производства матриц для всех видов наборных машин; матриц же понадобится огромное количество, т. к. каждая наборная машина должна будет обслуживаться каждый год не менее чем 3—4 комплектами матриц, каждый же нормальный комплект включает свыше 1 300 матриц. К организации этого сложного дела, требующего специального оборудования, почти полностью механизирующего производство, уже присту-плено на том же заводе им. М. Гельц. Намечаемая сравнительно значительная механизация набора не освободит еще страну от производства ручного шрифта, а следовательно и от заботы об обновлении оборудования словолитен. Поэтому придется строить и словолитные машины какого-либо из новейших типов (смотрите Словолитное дело), а также и отливную машину типа «Эльрод», необходимую для самоснабжения пробельным материалом (смотрите Набор типографский) тех типографий (группы 2, 3, 5 и 6), которые по разным причинам не смогут еще осуществить 100%-ную механизацию набора. Для обслуживания наборных, в частности ручных понадобится кроме указанных основных машин и некоторое количество разных видов мелкого вспомогательного оборудования (специальные циркулярные пилы и фрезеры, корректурные станки и прочие).
Печатное оборудование типографий при определении потребных для обслуживания полиграфии типов печатных машин должен быть подразделено в первую очередь на плоские и ротационные (газетные и книжно-журнальные) печатные машины, конечная продукция которых в условиях книжно-журнальной работы почти одинакова, отличаясь лишь большими размерами тиражей, обрабатываемых на ротационных машинах, и возможностями получения иллюстрированной книжной продукции более высокого качества на плоских печатных машинах, что при известных условиях не исключается и для ротационных книжно-журнальных машин (смотрите Печатные машины). Лишь в • специализированных типографиях первой группы плоские печатные машины теряют свое значение; в предприятиях же 2, 3, 5 и 6-й групп типографская печать в советских условиях базируется гл. обр. на плоских печатных машинах двух основных систем (стоп-цилиндро-вой и двухоборотной), диференцируя лишь в зависимости от характера обрабатываемой продукции потребные размеры машин. Последние согласно установкам, выработанным органами стандартйзации и утвержденным Всес. комитетом стандартизации, определяются следующими форматами обрабатываемых на плоских печатных машинах бумажных листов: 84 х 119, 77x109, 59,5x84, 42x59,5, 29,7x42 см. Производство плоских печатных машин освоено в СССР Рыбинским механич. з-дом им. т. Ягоды, которым строится стоп-иилиндровая машина «Пионер № 1» не стандартного размера 76 х 113 сантиметров (фигура 1). Как тип, так и размер этих машин не являются вполне удовлетворяющими произ
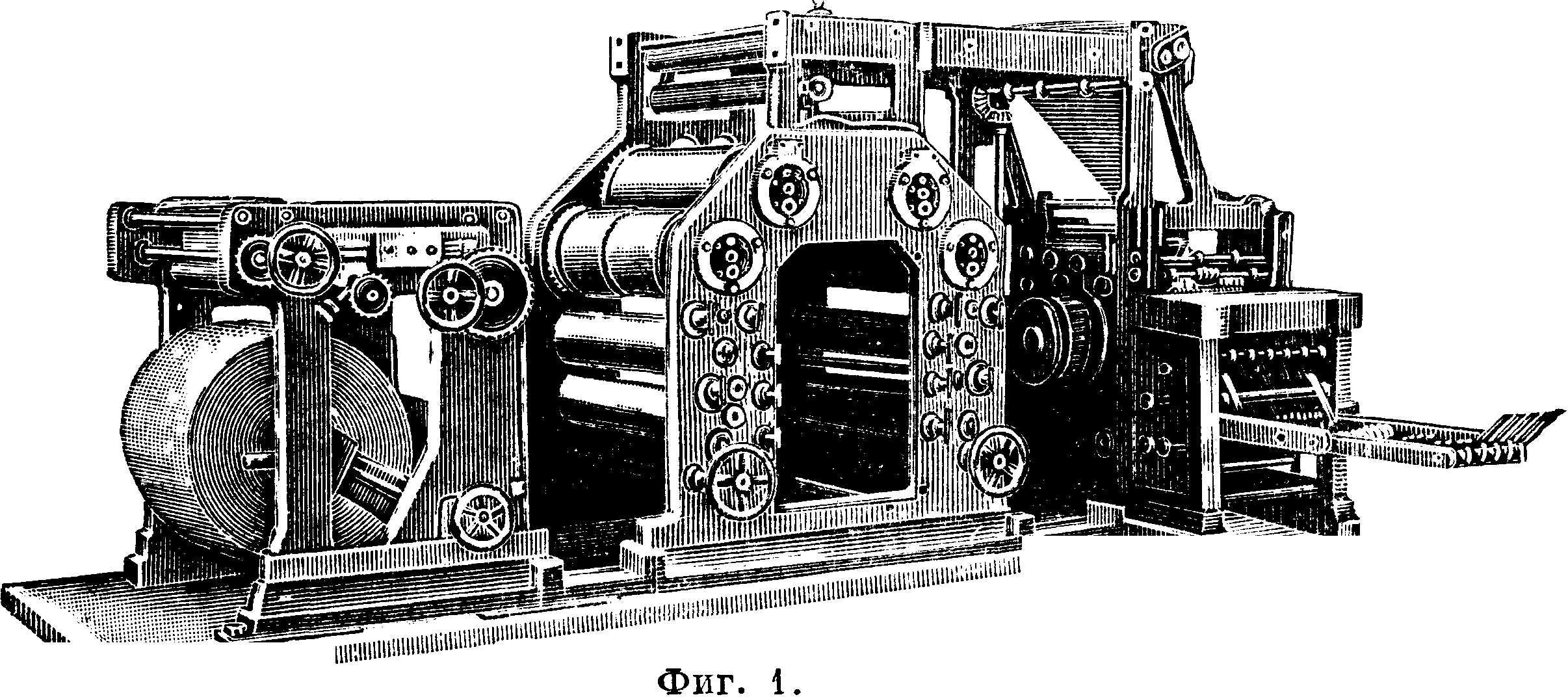
водство. Поэтому в настоящее время указанным з-дом производится работа по конструированию двухоборотных плоских печатных машин двух размеров: 84 х 119 и 59,5 х 84 см, из которых последняя предположена к выпуску с завода в 1934 г. и явится основной плоской печатной машиной для типографий 2, 3, 5 и 6-й групп, в результате чего она потребует массового изготовления (в период второй пятилетки около 500 машин). Часовая производительность этой машины будет порядка 2 500 оттисков. В меньшем количестве потребуется двухоборотная же машина 84x119 сантиметров с производительностью 2 000 оттисков в час, назначением которой будет обслуживание гл. образом крупных типографий 5-й группы для печатания иллюстрированных книжных и журнальных работ. Машины указанных типов и размеров для использования полностью их производительности должны строиться непременно с самонакладчиками (предпочтительно пневматич. типа). ОСТ 5255
предусматривает еще временно задержанную выпуском машину размера 77x109 сантиметров (тоже двухоборотного типа). В этой системе размеров машины указанных трех форматов предназначены для печатания листов книжно-журнальной продукции; при многотиражной печати обложек, по нескольку на листе, каждая из указанных машин обслуживает (с учетом толщины корешка) следующий нисходящий формат или же, при незначительных тиражах, обложки печатаются на малых машинах (42 х 59,5 и 30 х42 см). Учитывая, что тиражи изданий в течение всей второй пятилетки будут лимитироваться бумагой, печатание обложек на малых печатных машинах будет, как и в настоящее время, обычным явлением; останется конечно и ряд мелких акцидентных работ. В связи с этим возникает вопрос о наиболее целесообразном типе малых печатных машин. В отношении формата 30x42 ясно одно, что отжившая свой век тигельная машина—«американка»—не должна иметь места. Ее должна заменить быстроходная машина с производительностью до 3 000— 3 500 оттисков в час типа полных автоматов. Так называемую американку (смотрите) для целей общей полиграфии целесообразно строить лишь тяжелого типа и в небольшом количестве для использования в крупных книжных предприятиях на иллюстрационных и .специальных работах.
Постановление ЦК партии о развитии низовой газетной сети, а в связи с этим об организации огромного количества типографий при политотделах МТС и крупных совхозах ставит советскую полиграфию перед чрезвычайно трудным вопросом снабжения этих типографий целесообразным оборудованием. Этим объясняется, что, идя по линии ускорения процесса организации, в виде временной меры пришлось вначале прибегнуть к изготовлению такой мало совершенной машины, как американка легкого типа. В первоначальных установках по типографиям МТС машина этого типа может быть и удовлетворяла ряд отдельных ячеек, При расширении издательской программы политотделов МТС от американки пришлось отказаться и озаботиться изысканием машины специальной конструкции. ^Расширенная издательская программа предусматривает в каждом пункте издание двух, а в отдельных случаях и трех ежедневных газет стандартного формата А3 (смотри ОСТ 5255), следовательно в формате развернутого листа газеты 42 х59,5 см. Такое задание при незначительных предусматриваемых им тиражах 500 — 1 500 экземпляров для каждой газеты исключает применение в данном случае даже малой ротационной машины системы советских инженеров Готмана и Михина (смотрите Нотационные машины) и заставляет остановиться на плоской печатной машине по возможности малого размера (порядка 42 х 59,5 см), так как машина следующего, двойного, размера (84 х х59,5 см) будет чрезмерно громоздкой для этих небольших типографий. Но при этом размере машины и установленном формате газет А3 каждую газету придется печатать с двух сторон разновременно, то есть пропускать на машине ежедневно 2—6 форм, в силу чего машина должен быть достаточно быстроходной. При этом, учитывая условия работы этих типографий, неподготовленность кадров и прочие, машина должна обладать максимальной простотой обслуживания и по возможности наименьшей металлоемкостью, что имеет особо большое экономическое значение при огромной потребности в машинах этого типа для одних только низовЁ1х .типографий. Но потребность в них еще более увеличится, если учесть, что машины этого формата м. б. использованы в качестве вспомогательной машины ц в типографиях общей полиграфии. Задача конструктора будущей машины осложнится еще следующими положениями: 1) необходимо дать в машине варианты механич. и ручного приводов, т. к. в нек-рых пунктах ее применения нет механич. двигательной энергии; 2) конструировать машину с таким расчетом, чтобы в отдельных случаях использования машины для целей общей полиграфии к ней могли быть приспособлены самонакладчик и самоприемка, так как лишь при этих условиях м. б. полностью использована возможная при ее малом формате производительность 2500—
3 000 оттисков в час, что конечно немыслимо при ручном накладе. Соблюсти все эти условия представляется чрезвычайно трудным,—необходимо внесение в конструкцию новых принципов, которые в новейшем строительстве печатных машин имеются. Возможно, что ими и воспользуется конструктор—Научно-исследовательский институт полиграфической промышленности при НКЛП СССР.
Для следующего этапа механизации низовых типографий этого типа, в случаях дальнейшего их развития по линии увеличения числа газет и в особенности их тиражности, что может иметь место в условиях укрупнения обслуживаемого типографией района или концентрации типографий, в отдельных случаях м. б. целесообразна установка упомянутой уже малой ротационной машины системы Готмана-Михина, дающей до 10 тыс. оттисков в час 4-страничной газеты формата А3. При всех условиях набор в этих типографиях должен будет производиться ручным шрифтом, так как постановка даже самой простейшей модели наборной машины при относительно высокой их стоимости будет экономически невыгодной, тем более что и ручной набор в условиях подобных типографий не представит технических затруднений. Потребное количество шрифта в простейших условиях должно определяться количеством от 300 килограмм. Помимо мелких принадлежностей для машины и набора, а также незначительного количества наборной мебели (2 — 3 реала и несколько наборных касс) этим может быть исчерпано оборудование типографий этого типа. Лишь в отдельных случаях особых местных условий, связанных с исполнением некоторого количества акцидентных работ, типографии может быть придана американка легкого типа и минимального размера бумагорезательная машина.
Ротационные типографские печатные машины предназначены для выполнения всех видов многотиражной продукции—газет, журналов, книг и бланочной продукции (смотрите Печатные машины). В связи с колоссальным развитием в СССР газетной печати наибольшее требование будет предъявляться на ротационные машины газетного типа, потребность в которых определяется на период второй пятилетки в 150 ролей. ОСТ 5256 предусматривает 3 размера газетных машин по ширине роля бумаги и окружности печатного цилиндра. Наиболее ходовой из них—АгО при ширине роля 84 сантиметров и объёме цилиндра 119 см. Машина этого формата оригинальной советской конструкции уже строится Рыбинским механич. з-дом им. тов. Ягоды (фигура 2) и дает при одном роле следующие печатные возможности (смотрите табл. 1). К однорольной машине в случае надобности м. б. присоединена вторая такая же машина, в результате чего получается одна двухрольная машина, дающая возможность при двух фальцах и двух выходах получить различные комбинации газет (одну газету формата А а в 16 стр., 2 восьмистраничные разные газеты, 1 восьмистраничную газету в двойной производительности, 6-страничную газету А2, 2 газеты форм. А3 по 4 стр. и тому подобное.), что делает машину чрезвычайно гибкой для использования в предприятиях 1,2 и 3-й групп. Примерно та же машина м. б. построена и в виде многорольной машины-агрегата с последовательным размещением ролей, с зарядкой бумагой в нижней части машины и печатным устройством во втором этаже ее. Технич. преимущества машин агрегатного типа—см. Печатные машины. Такой 4-рольный агрегат уже построен для Ленинградского филиала газеты «Правда». По такому же конструктивному принципу Рыбинским з-дом м. б. построена машина для ролей двойной ширины 168 см, дающая двойную продукцию; назначение подобной машины—обслуживание больших газетных типографий 1-й группы для печати многотиражных газет. Предприятиями 3-й группы (районными и крупными фабрич-
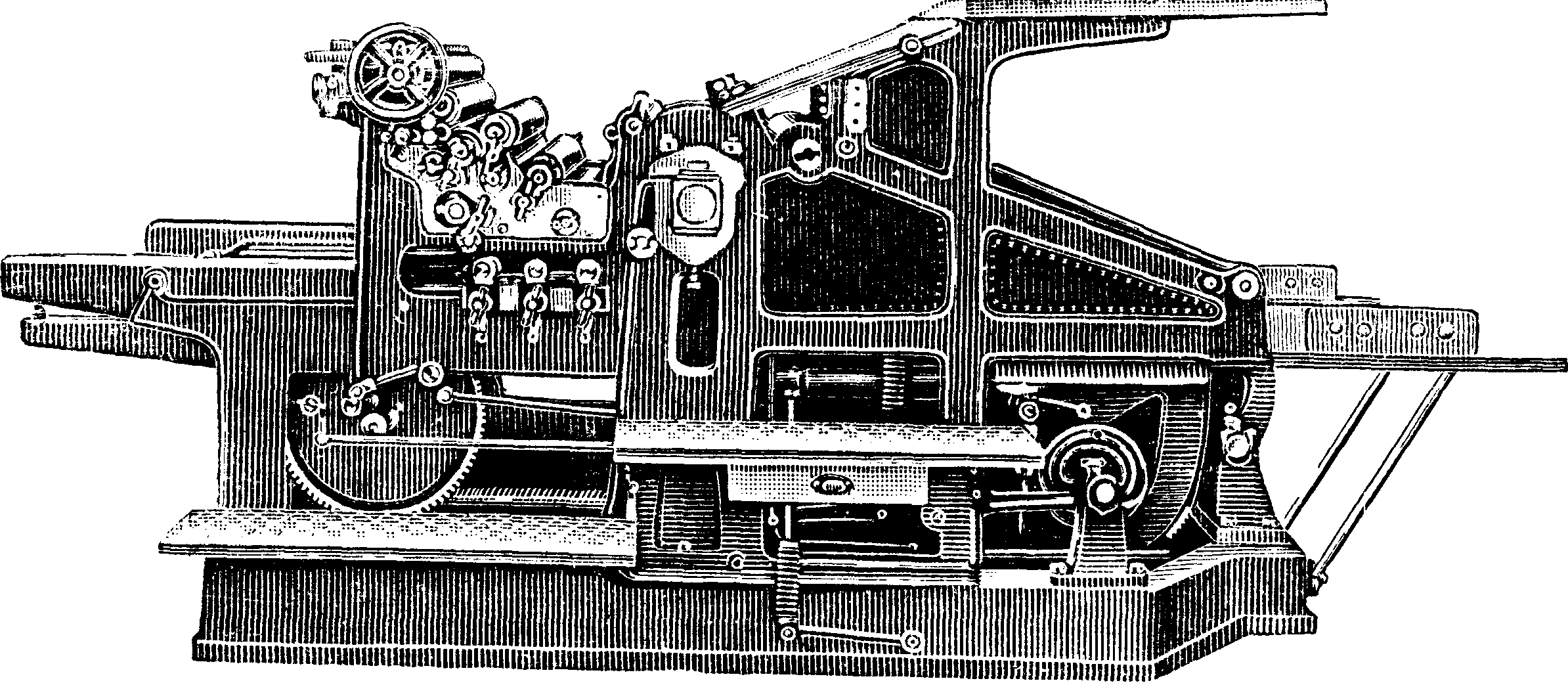
Фигура 2.
Таблица 1.—Характеристика газетной машины.
| Газе та | Размер страницы, .ш! | Формат развернутого листа, миллиметров | Ширина роля, миллиметров | Число фальцев | Число стра ниц | Часовая произво дительность |
| А-г | 420x595 | 840x595 | 840 | 2 | 8 | 15 000 |
| А·, | 420x595 | 840x595 | 840 | 2 | 4 | 30 000 |
| А3 | 297x420 | 594x420 | 810 | 1 | 8 | 30 000 |
| Аз | 297x420 | 594×120 | 840 | 1 | 4 | 60 000 |
| Аз | 297x420 | 594x420 | 420 | 1 | 4 | 30 000 |
ными центрами) при формате газетной продукции т о л ь к о А3 (развернутый лист 420 х х 594 миллиметров) может с успехом применяться малая ротационная машина конструкции советских инж.· Готмана и Михина (подробное описание см. Ротационные машины). Но при отсутствии у этой машины возможностей дать газету в «формате А2 или 8-страничную газету в формате А3 установка ее в ряде случаев может стеснять издательские и полиграфии, планы или (в типографиях еще меньшего масштаба) по стоимости может быть экономически невыгодной. Все эти факторы должны быть тщательно взвешены и подсчитаны при проектировании оборудования новой типографии или при переходе, вызываемом обыкновенно увеличением тиражей изданий, от печатания на плоских машинах к работе на ротационных машинах.
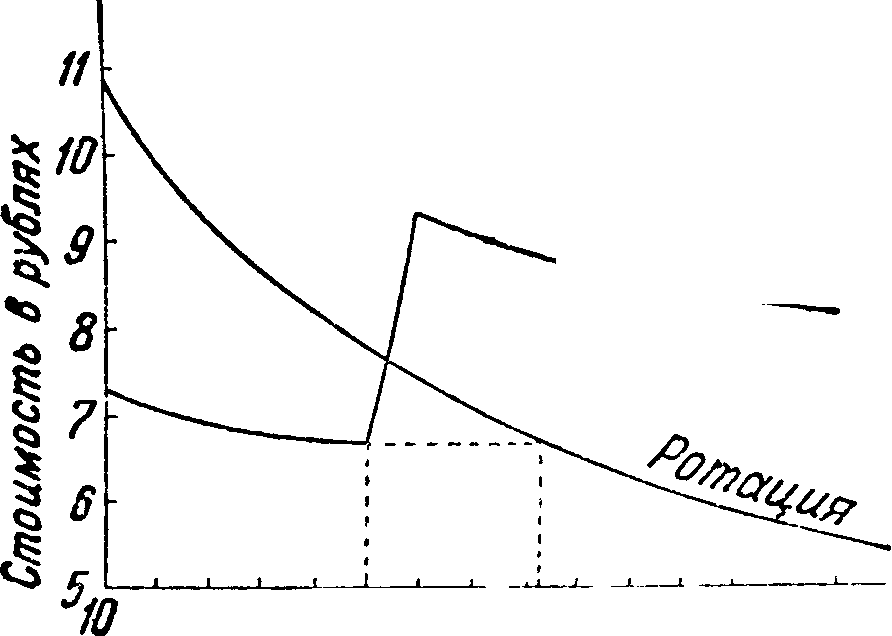
Определение наиболее целесообразного типа книжных ротационных машин является чрезвычайно сложным, т. к. рентабельность ротационной печати книжно-журнальной продукции зависит от ряда технич. и экономии, факторов. По данным специального исследования, проведенного в 1932 г. Научно-исследовательским ин-том ОГИЗа, установлено, как видно из диаграммы (фигура 3), что рентабельный (отправной) тираж для переноса печатания книжно - журнальных работ с пло-"^^3* ских на ротационные машины начинается с 18 тысяч экземпляров. Экономическая часть исследования базирована на отпускных ценах «Ценника» 1932 г. Поли-графкниги ОГИЗа и Мосполиграфа и сравнительном параллельном учете всех процессов, могущих быть произведенными на книжных ротационных машинах, до фальцовки включительно. Все перспективные соображения о размере будущих тиражей книжно журнальной продукции, в особенности в связи со стабильными учебниками, говорят за значительное превышение в огромном числе случаев указанного отправного тиража (18 000 экземпляров), то есть за необходимость постройки книжно-журнальных ротационных машин. В СССР такая машина еще только запроектирована, и тем же ин-том выработаны следующие главнейшие технич. условия, которые должны лечь в основу будущих конструкций: 1) машина-книжно-журнальная, однорольная, постоянного формата, с окружностью цилиндра по печатной форме 1 190 миллиметров при ширине бумажного роля в 840 мМ; 2) размеры сфальцованной продукции: 149x210 миллиметров, 210x297,5 миллиметров и 297x420 миллиметров; 3) при числе оборотов печатного цилиндра в 8 000 в час машина должна обладать часовой производительностью в 32 000 экземпляров 16-страничных листов формата (в сфальцован] ом виде) 149 х210лш при двух поперечных сгибах и 16 000 экз. таких же листов формата 210x297,5 миллиметров при одном поперечном и одном продольном сгибах; 4) машина должна иметь специальные приспособления против от-марывания краски, что особенно важно при иллюстрационном печатании, и ряд технич. деталей, пооработанных на основе новейших достижений современной техники полиграфии, машиностроения. Эти же технич. условия относятся и к машине формата 77 х 109 см, которая являет
15 20
Оттиски 6 тысячах Фигура 3.
ся преимущественно журнальной машиной. Здесь разумеется тип книжно-журнальной ротационной машины, которыми должен быть вооружены гл. обр. предприятия 5-й группы. При дальнейшем развитии в СССР собственного строительства ротационных машин книжного типа, которые по целому ряду деталей сложнее газетных ротаций (смотрите Печатные машины), возможно будет наладить производство различных специальных типов ротационных машин, также во многих случаях необходимых при выполнении в массовых тиражах особенных видов печатной продукции (бланочной, билетной и тому подобное.).
Стереотипное оборуд ов а н и е. Роль стереотипного оборудования чрезвычайно выросла в современных условиях широкого развития газетной и книжной ротационной печати, где стереотипия приобрела значение самостоятельного технического процесса. Требования к стереотипному оборудованию весьма различны в зависимости от условий его применения—для целей плоского или ротационного газетного или книжного печатания. В общем оно делится на оборудование для изготовления матриц, для отливки стереотипов и для их отделки. Последнее более многообразно и сложно (смотрите Стереотипия). Для производства матриц применяются быстро работающие матричные прессы, из которых более совершенными являются гидравлические с электронагревательными приборами для подсушивания матриц во избежание деформации под давлением. Наиболее целесообразными из них являются матричные прессу типов MAN или VOMAG. При конструировании пресса советской конструкции отдельные преимущества указанных типов должны быть учтены. Отливные приспособления для обслуживания газетной и книжной ротационной печати тесно связаны с самими ротационными машинами и в наших условиях будут производиться авто-матич. и полуавтоматич. типов; отливные станки последнего типа уже производятся Рыбинским заводом параллельно со строящимися им ротационными машинами. Отливными полуавтоматами этого типа будут снабжены все газетные ротационные машины предприятий
2- и и 3-й групп. Грандиозные же газетные установки предприятий 1-й группы (типа газеты «Правда»), где в течение двух-трех часов приходится отливать сотни стереотипных полос, будут снабжаться полными отливными автоматами типа Винклер, отливающими в минуту две полосы, почти не требующие последующей отделки. Конструкция отливочной машины этого типа уже прорабатываемся Рыбинским
3- дом. Кроме отливочных станков для окончательной отделки круглых стереотипов требуются еще два станка (для внешней и внутренней отделки), точно припасованные к размерам печатных цилиндров соответственной ротационной машины. Приспособления для отливки и последующей отделки плоских, стереотипов в общем довольно просты не только в наших, но и в заграничных условиях и составляют т. н. комплект для плоской стереотипии, необходимый в разных видах потребности и состава его всем типографским предприятиям 1, 2, 3, 5 и 6-й групп. Комплект этот состоит из 1) котла для плавки и отливки металла, 2) сушильного пресса для выколачивания ручным способом (с помощью щетки) и последующей сушки матриц, 3) отливной формы для плоской стереотипии с принадлежностями, 4) пилы и рубанка для распилки и боковой строжки стереотипов (делаются также комбинированными), 5) фрезерного станка для отделки печатной поверхности стереотипа,
6) строгального станка для точной выверки высокого стереотипа на рост шрифта—663/4типографских пункта (смотрите Набор типографский). Для самых малых предприятий, где по характеру продукции стереотипирование применяется редко, изготовляется переносный отливной котел, комбинированный с прессом для сушки матриц и отливной формой, избавляющий предприятие от затрат на установку отдельных довольно дорогих котла, сушильного пресса и отливной формы.
Офсетное оборудование. Специальные. предприятия 7-й и 8-й групп—литографии для выполнения художественной продукции и картографии, предприятия—в основной массе базированы на старом литографском процессе и печати с камня на литографских машинах—способе, почти отжившем в массовом производстве западной полиграфии. Между тем совершенно четко определилось уже превосходство офсета над литографией во всех отношениях: и в отношении возможностей, которые дает офсет в подготовке печатной формы, когда 10—12 красок литографской печати заменяются (с применением фототехники) 4—
6 прогонами офсета, и в отношении скорости самих печатных машин, дающих на офсетах 2—4 тыс. листов в час, в сравнении с 700 оттисками на машинах, печатающих с камня. Помимо более выгодного использования офсета в условиях лито-художественной печати чрезвычайно рентабельным должен быть при рациональной постановке и применение офсета для выполнения книжно-журнальной продукции, в особенности при печатании повторных изданий, где набор мо кет быть заменен фотопереводом на офсетный цинк (смотрите Офсет и Репродукционные процессы). Поэтому скорейший переход к массовому введению еще слабо развитой у нас офсетной печати совершенно необходим. Одним из препятствий к этому до настоящего времени являлась высокая стоимость импортного офсетного оборудования. В связи с этим настоятельно необходимо скорейшее развитие в СССР собственного строительства офсетных машин. 3. Европа и Америка обладают огромным выбором типов флатовых и ролевых офсетных машин (смотрите Печатные машины), из которых типом флатовых машин, наиболее оправдавшим себя в наших практич. условиях, являются машины Дрезденского машиностроительного завода «Планета-Терция»—однокрасочная и «Планета-Квинта»—двухкрасочная. Рыбинский машиностроительный з-д в настоящее время приступил к проработке собственной конструкции офсетной машины с таким расчетом, чтобы отдельные элементы ее могли быть комбинированы в различные потребные виды офсетных машин, что конструктивнотехническая природа офсета в некоторой степени допускает. Созданная на этих основаниях будущая советская офсетная машина послужит базой массового введения офсетной печати и полной замены в будущем ставшего уже архаическим литографского процесса. Общее потребное количество офсетных машин, запроектированное планом второй пятилетки, выражается цифрой 80, при наличном количестве офсетов ок. 50.машин. Кроме основных офсетных машин понадобится еще и производство вспомогательного оборудования к ним, в общем несложного.
Т и ф д р у к—г лубокая печать (смотрите Репродукционные процессы)—является вторым из новейших способов печати, мало культивируемых в СССР, между тем как использование’ богатейших художественных и производственных возможностей тифдрука имеет достаточную почву хотя бы в одной лишь журнальной продукции, где он более всего и применим в наших условиях. Опыты, проведенные в 1-й Образцовой типографии по печатанию на тифдруке учебников в массовых тиражах и трехцветной художественной книги, показали полную целесообразность применения его и для этих видов продукции. Более широкое введение тифдрука тормозится отчасти еще недостаточностью его производственного освоения ?связанного с некоторой капризностью самога технология, процесса тифдрука (в особенности в многоцветной печати), с высокими требованиями к материалам для него, отчасти недостатком кадров и оборудования. Последнее в 3. Европе имеется в большом количестве разнообразных моделей как для флатовой, так и для печати с ролевой бумаги, в особенности для последней; в этом применении особенна ценен тифдрук как способ чрезвычайно производительный (ротационные машины для тифдрука печатают со скоростью до 15 000 оттисков в час почти без затраты времени на предварительную работу над печатной формой на машине—приправку). Более широкое освоение тифдрука связано с объединением всего-наличного оборудования в специальном предприятии, в связи с чем должно получить развитие и собственное строительство оборудования для тифдрука, к-рое в общем не сложнее уже освоенных нашими з-дами плоских и ротационных печатных машин.
Фот о-и гальванотехника в полиграфии. Ряд производственных потерь несет полиграфия, промсть от слабого развития и недостаточного применения фототехнич. и гальванотехнич. процессов. В первом случае производственные потери идут по линии офсета и тифдрука (недостаточное использование последнего и затраты излишнего времени и потери на качестве в подготовке печатной формы для офсета без применения фототехники). Недостаточное внедрение в производство гальван отехнич. процессов (гальваностегии для покрытия гартовых стереотипов и гальванопластики в применении к созданию иллюстрационной типографской печатной формы) дает также потери во времени и качестве в· типографской (высокой) печати. Причины: недостаточность культуры этих процессов, кадров и оборудования, до сего времени бы ше~ го импортным. Возможность широкого развития строительства этих видов оборудования для полиграфия, производства на ближайший период—еще в перспективе (детали оборудования—см. Гальванотехника в полиграфии и Репродукционные процессы). Отмечаем два. производственно ценных момента, связанных с возможностью осуществления строительства, соответствующих видов оборудования, рационализирующих производство. Первый—целесообразен и легко возможен для осуществления теперь же, это—комплект фотооборудования для облегченного производства цинкографских клише в условиях низовой печати.
I Второй—перспективного характера, так называемым процесс Клейбурна, практикуемый в Америке способ точной юстировки (выверки) гальванопластически изготовленных иллюстрационных печатных форм и самих печатных машин, дающий в результате возможность печатания на типографских печатных машинах почти без приправки, на что в наших условиях при иллюстрационном печатании затрачивается масса времени. Способ этот связан с большим количеством дорогого и сложного оборудования и упоминается лишь как пример высокого технич“. достижения зарубежной полиграфии, целесообразного для переноса на почву СССР.
Переплети о-б рошировочное производство включает два по существу различных отделочных процесса, обслуживающих преимущественно книжно-журнальную, в некоторой части и акцидентную продукцию (изготовление квитанционных и канцелярских книг и тому подобное.), и в современных условиях массового производства должен быть максимально механизировано. Брошировочный раздел, более простой по характеру технологии. процесса, является на данный момент более механизированным, нежели более сложный переплетный процесс— изготовление массового переплета, в который нек-рые части брошировочного процесса входят в виде начальной стадии (смотрите Броширо-вание и Брошировочные машины). Начиная с поступления отпечатанных листов из типографии по ходу технологии, процессов обоих разделов производства, определяется следующая потребность в оборудовании, к-рое в общем м. б. разделено на оборудование основное и вспомогательное (табл. 2).
трудоемки. Из данного в таблице 2 основного оборудования №№ 2, 3, 4, 5 обслуживают только брошировочный процесс, №№ 9, 10 и И— специфически переплётные машины, применяемые для изготовления массового переплета; остальное оборудование применяется как в
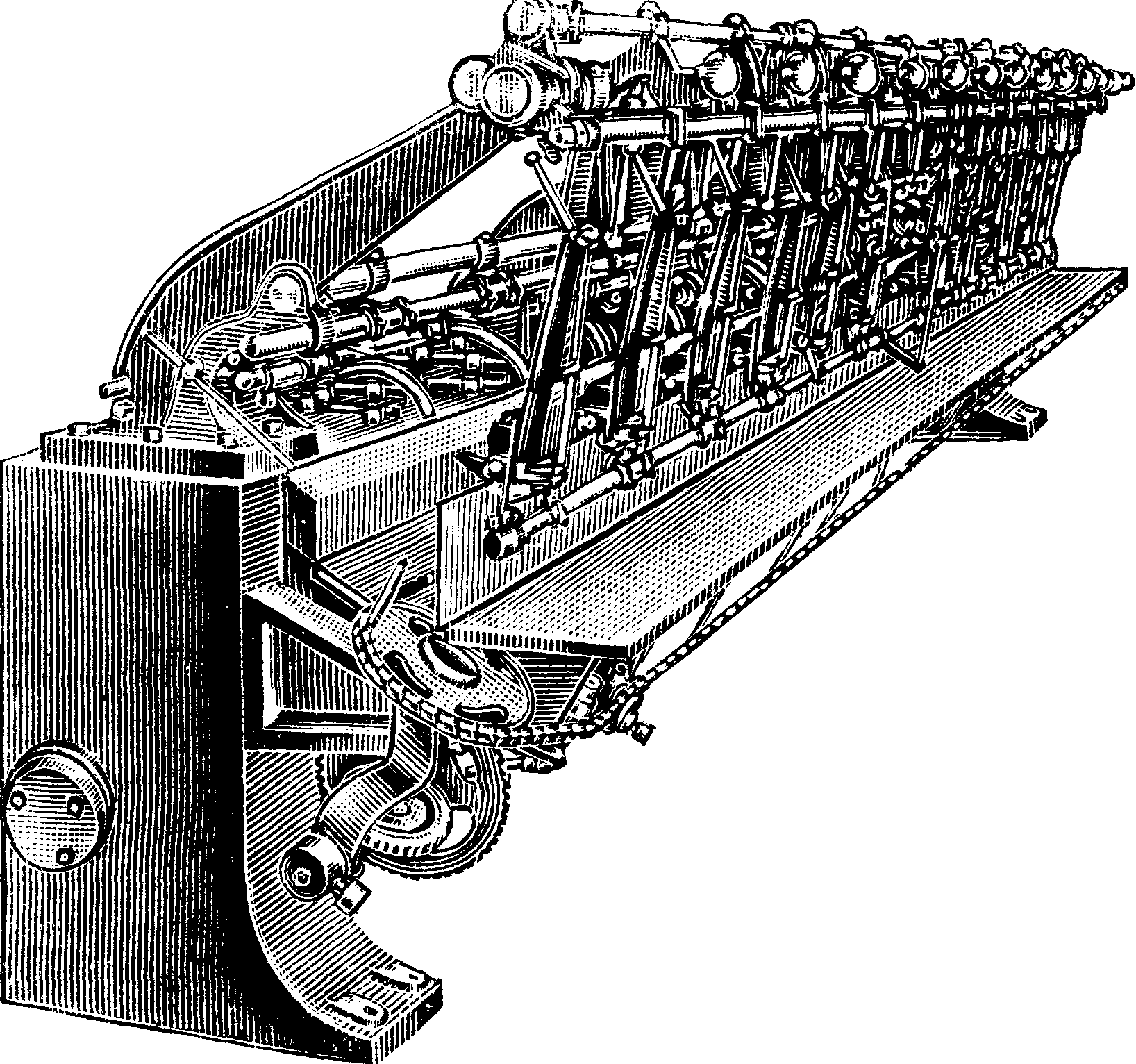
Таблица 2.-
-Оборудовапие переплетно-брошировочного производства.
Номенклатура
Тип
Бумагорезательная машина
Фальцевальная машина
Фальцевальная машина
Подборочная машина (фигура 4)
Проволокошвейная машина
Проволокошвейная машина
Ниткошвейная машина
Бумагорезательная машина
Картонорезательная машина
Кантовочная машина
Крышкоделательная машина
Одноножовая для линейного разреза
Трех- и четырехсгиб-ная без швейного аппарата, по германскому образцу Двухсгибная мглая машина, по германскому образцу
На потребное число листов оригинальной конструкции Тачалка, по германскому образцу
Пятиаппаратная, по германскому образцу об-
По германскому разцу
Трехножовая, германского образца
Роликовая с круглыми ножами, германского образца
По германскому образцу
По американскому образцу
Назначение
Заграничная практика применяет еще два вида машин: для крыть я книг обложкой и вставки переплетов в готовые книги. В наших условиях от них временно можно отказаться, т. к. эти процессы и в ручном виде не столь
Фигура 4.
брошировочном, так и в переплетном процессах. При этом оборудование под №№ 1, 2, 5, 6, 7 применяется всеми без исключения предприятиями, изготовляющими книжно-журнальную продукцию, такое же оборудование, как подборочная машина № 4, трехсторонняя резательная машина № 8 и специальные машины для изготовления переплетных крышек являются^достоянием главным образом предприятий 5-й группы, изготовляющих массовую кни к-ную продукцию в переплетенном виде, что получило особенное значение в связи с декретом о выпуске стабильных учебников в переплетах. В отдельных случаях массового переплетно-брошировочного производства не исключается применение и других видов специального оборудования, не вошедших в программу нашего машиностроения, например подборочно-швейных машин для массовой журнальной и брошюрной продукции, применяемых некоторыми крупнейшими предприятиями, например комбинатом «Правды», где они положены в основу поточного брошировочного процесса. Большое значение в механизированном переплетно-брошировочном процессе имеет и в с п о м о-гательное, чрезвычайно разнообразное оборудование, подготовляю-
- щее, связывающее или заканчивающее отдельные технологии, моменты. Таковы: клеемазательные машины, фаеко-спускальные, паковочные прессы или такие машины, как нумеровальные, перфорироваль-ные, алфавитные машины и тому подобное., вспомога-
Для разреза и полрезки поступающих из типографии листов и для обрезки γοτοι ой сброши ованкой продукции Для фальцовки (складки) отпечатанных листов книжной и журнальной продукции
Для фальцовки (складки) частей книжн. листа (1/2, lU л.)
Для подборки книжных листов в порядке следования в книге
Для сшивки книжной, преимущественно же жувналь-вой, продукции проволокой вразъем листов и вкрай Для сшивки книг проволокой на марле или тесьме под брошюру и переплет Для сшивки книг нитками под брошюру и переплет Для одновременной обрезки с трех сторон книг или журналов в процессе брошировки или переплета
Для резки картона на переплетные крышки
Для приклейки корешка к картонным сторонкам и прочих приклеек
Для обклцйки крышек переплетов тканевым материалом
дау1рмм
Фигура 7. Типография газетно-даурналытого комбината газеты «Правда^
тельная роль которых весьма значительна в предприятиях, изготовляющих акцидентную продукцию, или в специальных предприятиях θ-й группы для обработки массовой «бланочной» продукции. Для последних случаев впрочем имеются приспособления и иного, более рационального характера, например: вставляемые в набор,автоматически под давлением цилиндра печатной машины работающие нумеровальные аппараты, подобные жё перфорировальные приспособления и прочие, вплоть до специальных машин, вырабатывающих в массовом порядке например ордерные книжки отпечатанными, отнумерованными, перфорированными и сбро-шированными. В связи с унификацией бланков отчетности возможно, что в ближайшие годы и в СССР явится потребность в подобного рода специализированных автоматах.
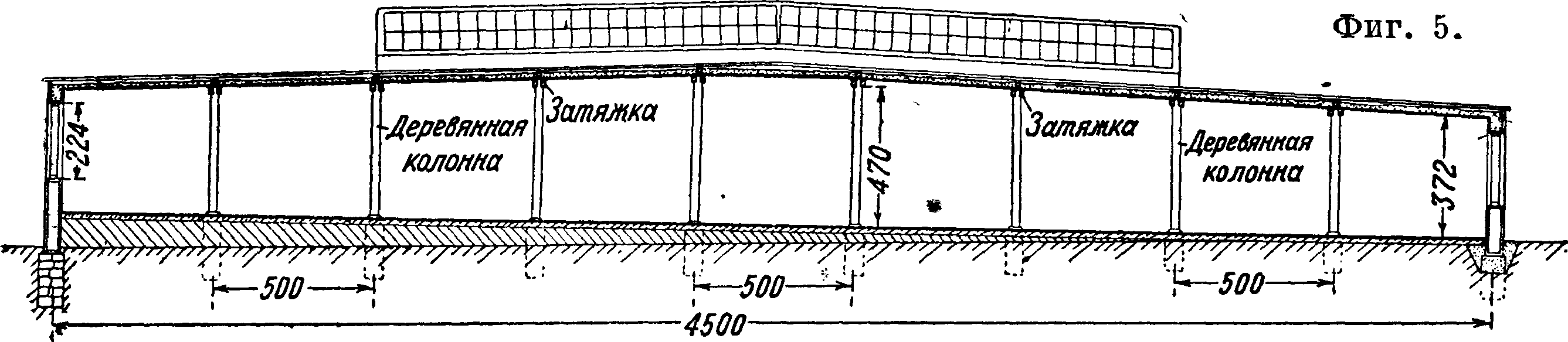
Организация производственного процесса. Современные полиграфии, предприятия, вооруженные оборудованием в ловия для проектирования непривычного для типографских предприятий типа одноэтажного производственного здания с верхним светом (фигура 5 и 6); почти как правило к нему примыкает многоэтажное здание издательски^; и административных помещений. И лишь немногие полиграфические предприятия в крупных городах СССР в связи с недостатком земельной площади запроектированы многоэтажными.
Но в том и другом случае постепенно совершенствовавша -яся практика большого числа новых проектировок выработала почти стандартный тип расположения производства, полностью отве-чающий^вышеуказанным основным требованиям новой организации производственного процесса. Само собой разумеется, что все новые проектировки предусматривают и все виды технических и санитарных устройств и охраны труда: вполне совершенные вентиляцию и отопление производственных помещений, пожарную безопасность, достаточную освещенность, гигиенические раздевалки, души для мужчин и женщин, комнаты для принятия пищи, для матери и ребенка, медпункт и тому подобное. Производственные мощности новых предприятий обычно

значительной части автоматическим, работающим с большими скоростями, выкидывающим в кратчайшие сроки огромные массы вполне или почти законченной продукции, естественно должны значительно отличаться от типографий старого типа также и совершенно иной организацией производственного процесса. В основу последнего должен быть положены: новые технологии. принципы, поточность рабочего процесса и^ отсутствие возвратных движений в нем, замена ручной рабочей силы механизмами везде, где это возможно, при наибольших достижениях в области охраны труда и гигиенич. условий работы; все это в особенности должно иметь место в предприятиях, вырабатывающих массовую продукцию, каковыми являются крупные газетные типографии и типографии, вырабатывающие массовую книжную продукцию. Таковыми и запроектированы новейшие полиграфии, предприятия, в строительном отношении в большинстве новых проектов также сильно отличающиеся от старых типографских зданий. Большинство новых проектировок последних двух лет относится к типографиям в центральных городах национальных республик и лишь сравнительно незначительное число новостроек и крупных реконструкций «падает на Москву и Ленинград. Необходимость возможно экономичного отношения к дефицитным строительным материалам—железу и бетону—и наличность в большинстве случаев достаточно свободной земельной площади в республиканских центрах создали ус-
рассчитаны по данным, предусматриваемым второй пятилеткой, с перспективой некоторого дальнейшего расширения, более или менее легкая возможность которого предусматривается в технологии, и строительном проектах. Ориентировочная средняя стоимость кубометра новых одноэтажных производственных зданий, чаще кирпичных с деревянными перекрытиями, в зависимости от местных условий и характера санитарных устройств колеблется от 20 до 35 руб. за кубометр.
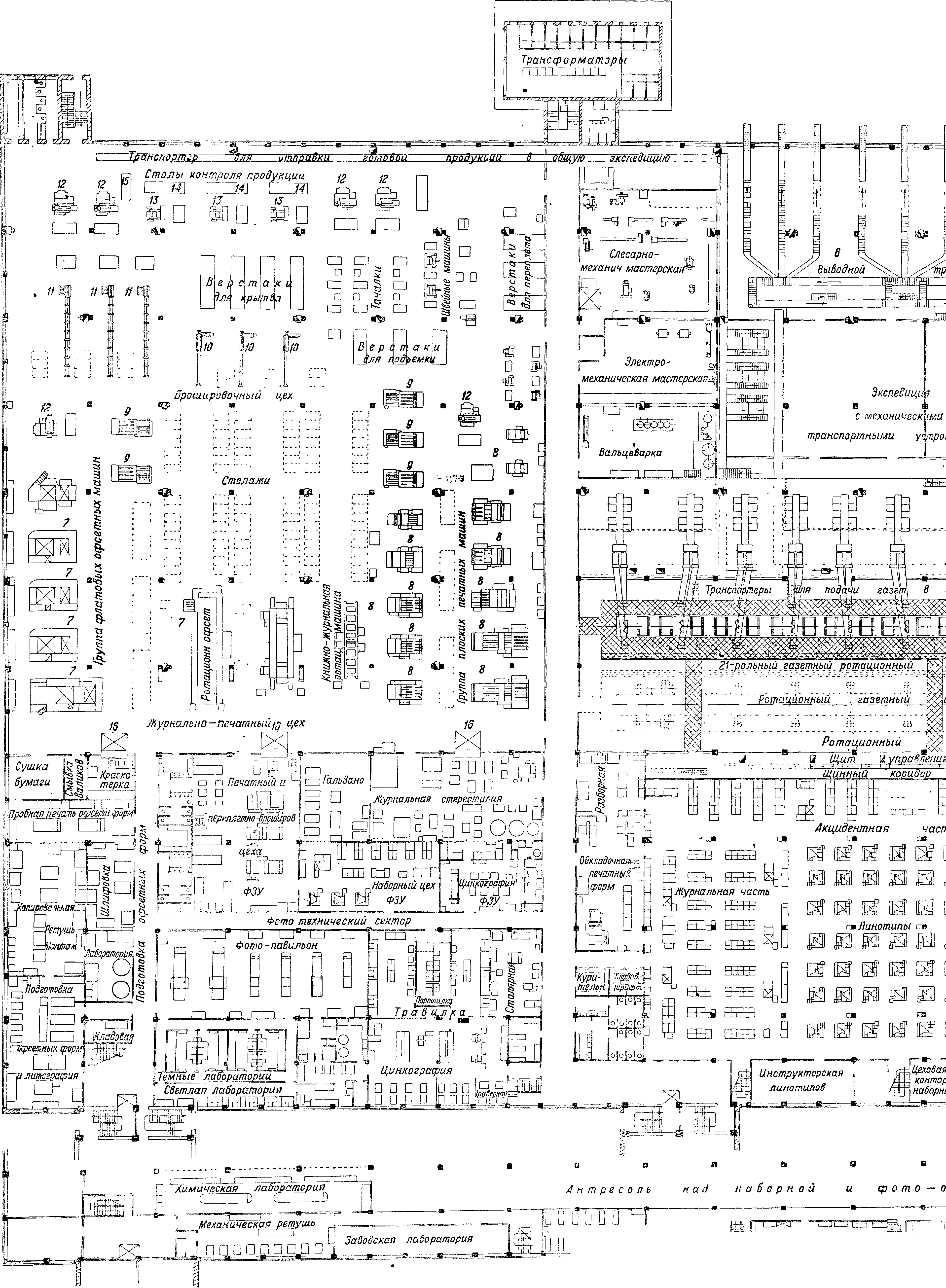
Крупнейшим из строительств нового типа является газетно-журнальный комбинат газеты «Правда», представляющий многоэтажный издательский корпус, тремя переходами соединенный с одноэтажным (с цокольным этажом) производственным корпусом с верхним и боковым освещением (последнее в виду огромной производственной площади—ок. 17 000.м2 имеет ограниченное местное значение). Пожарным коридором, проходящим через все здание, оно делится на две неравные части. Правая— большая—отведена под газетное, левая—под журнальное производство и общее обслуживание фототехникой. Расположенные в середине наборного зала площадью 2 300 л«2 49 линотипов снабжают окружающие их с трех сторон газетный, журнальный и акцидентный отделы потребным количеством набора. Помещение заведующего наборным цехом связано пневматическим транспортом с экспедицией рукописей в издательском корпусе: рукописи пв наборным машинам распределяются также механизированными путями, увязанными кроме того и особой сигнализацией. Корректорские, сообщающиеся с наборной механич. транспортом, отделение механич. ретуши и химическая лаборатория расположены на антресолях над соответствующими отделами наборной и цинкографии. С верстальных столов 1 (Фигура 7) полосы набора поступают на матричные прессы 2, подсушенные в сушильных барабанох 3 матрицы тут же передаются для отливки стереотипов на 6 отливных автоматов типа Винклер 4 и после охлаждения и обработки на пропускных станках 5 специальным роликовым транспортером направляются и
Т. Э. т. XXIII.
к 21-рольнОму двухэтажному ротационному агрегату (на фигура 7 запроектированы только 6. винклеров и 1 ротационный агрегат первой очереди). Отпечатанная газета специальными постоянно движущимися транспортерами от каждого выхода машины передается в экспедицию» где все размещение по столам для паковки и вязки пачек производится также механически движущимися устройствами, подводящими запакованный груз к центральному транспортеру § для вывода груза на платформу сдачи для погрузки на автомобили или в вагоны тут же проходящей ж.-д. линии. В левой части здания (на фигура 7 внизу)
1 /з его занимают помещения для фототехнич. обслуживания комбината (фотопавильон, подготовка офсетных цин-ков и цинкография), журнальная стереотипная и мастерские ФЗУ. Сверстанные формы журнального и акцидентного наборов через коридор поступают в журнальную стереотипную; готовые стереотипные полосы из последней и обработанные цинки из левой части фототехнич. сектора направляются в непосредственно к ним примыкающий журнально-печатный цех, где и распределяются по офсетным 7 и типографским 8 печатным машинам,-отпечатанная продукция или складывается для кратковременного хранения на стеллажах посреди печатного зала (пунктир) или в зависимости от того, выходит ли она сфальцованной (с ротационных машин) или флатовой (с типографских машин и офсетов), тут же идет на фальцевальные машины 9 для фальцовки или в подборку и шитво на Бремеровских подборочно-швейных машинах 10 или таковых же Христензенах Ли идет в дальнейшую обработку брошировочного процесса (обжимка» другие виды шитва, крытво), заканчивающуюся обрезкой на обыкновенных 12 или трехсторонних 13 резальных машинах. Пройдя затем стол контроля продукции 14 и паковку 15, готовые пачки транспортером направляются в общую экспедицию в правой части здания для погрузки тем же порядком, что и для газет. Весь техно-логич. процесс, как видно из описанного, проходит в строго поточном порядке, без возвратных движений; так же проходят и более мелкие внутрицеховые процессы фотопавильона, цинкографии и подготовки офсетных форм. Цокольный этаж под всем производственным корпусом, занятый бумажными и материальными складами, связан постоянно движущимся транспортером с базисным складом бумаги, в свою очередь увязанным с рядом находящейся платформой специальной ж.-д. ветки. Подача ролей из бумажного склада цокольного этажа к нижней части ротационного агрегата производится также ме-ханич. путем—частью по транспортеру, частью специальными тележками по рельсовым путям, проходящим и в соответствующие отсеки ротационной машины. Снабжение бумагой и материалами журнального печатного цеха осуществляется тремя подъемными машинами 16. Обслуживающие весь комбинат слесарно- и электромеханические мастерские и вальцеварка удобно расположена близ центрального коридора, проходящего через все здание. При полуторасменной газетной работе и двухсменной работе журнальной части ориентировочная общая производственная мощность комбината в газетной части, ввиду 100%-ной механизации, ок. 5 000 000 букв набора, который после снятия матриц направляется для переливки—без разбора; ок. 1 600 отливов стереотипных полос газеты ежедневно; около 7 000 000 ежедневных 4-страничных газет формата А2; ок. 300 000 печатных листов ежедневно журнальной печати в сфальцованном, сшитом и обрезанном виде; кроме того офсет-машины дают свыше 200 000 прогонов цветной печати.
Особое значение газеты «Правда» как органа ЦК партии ставит ее в исключительное положение в отношении обеспечения возможно срочным получением ее даже в б. или м. отдаленных крупных центрах и одновременным выходом в Ленинграде. Для осуществления указанной задачи производится рассылка матриц на аэропланах в более крупные города СССР, а в Ленинграде кроме, того запроектирована специальная типография-филиал, отличающаяся той особенностью, что она не имеет никаких признаков наборного цеха и предназначена лишь для. отливки стереотипов с полученных аэропланом матриц из Москвы и печати на ротационном агрегате Рыбинского з-да. Эта комбинация дает возможность выхода «Правды» в Ленинграде в один день с Москвой, лишь на несколько часов позднее.
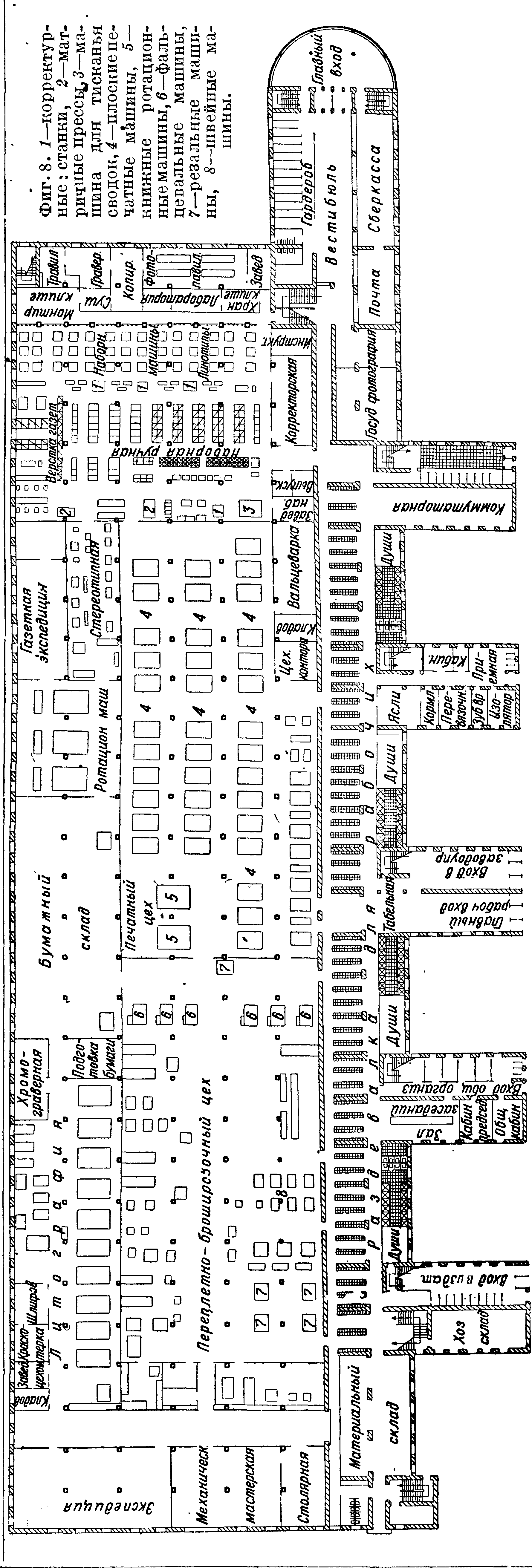
Примером весьма удачно запроектированного сложного производственного процесса может служить большое предприятие универсального типа в Ташкенте, состоящее из одноэтажного производственного корпуса с верхним светом и трехэтажных корпусов издательских и административно обслуживающих помещений в пяти выступах впереди производственного корпуса. Как видно из фигура 8 и экспликации, направление производственного потока книжно-журнального отдела предприятия идет, не уклоняясь, к экспедиции, в нее также целесообразно впадает литография, а газетная часть предприятий самостоятельно (что и требуется) увязана со своей экспедицией; также удачно размещены все обслуживающие отделы (стереотипия, цинкография) и складские помещения без нарушения поточности технологич. процессов. Рабочий поток имеет вполне правильное распределение по своим производствам без прохода через другие отделения; также диференцировано и обслуживанйе прочих
&///////Δ
660
U-
частей предприятия и издательской части комбината. Общая плошадь его по производственному корпусу около 15 000 м2. Запроектированная производственная мощность предприятия (ориентировочно) следующая: ежедневно 227 000 газетных листов при 1 150 000 знаках набора; годовая производительность книжно-журнального отделения-г— 1 250 000 С00 знаков набора и 440 000 000 листов-оттисков книжно-журнальной печати; годовое производство литографско-офсетного отделения определяется около 54 000 000 прогонов красочной печати. Кроме того Ташкентский комби-
Лит.: Мельников Д., Линотип и работа на нем, М., 1931; Попов В., Фотонаборные машины, М., 1933; Унгер А., Типографские печатные машины, М., 1932; Винник М., Типографское дело, М., 1930; Русс Р., Основы современной репродукционной техники, пер. с нем., М.—Л., 1930; Л а у б е р т Ю., Фотомеханические процессы, М., 1932; Суворов П., Литография и офсет, М., 1932; Ефремов С., Глубокая печать меццо-тинто, М.—Л., 1928; Новости полиграфической техники, сборник статей, Москва, 1927.; Семенов С., Лынтупский Н., Типография недалекого будущего, М., 1933; «Вестник лино.типиста», Берлин, 1927, 3, 4, 9; «Полиграфическое производство», 1932, 11—12, стр. 50; Bauer Fr., Handb. f. Buchdrucker, Frankfurt a/M., 1925; Stecker A., Die Rotationsmaschinen u. ihre Technik, Stereotypie u. Kraftmaschine, Wilhelmshaven, 1925; Kruger O., Die litliographisehen Verfahren u. d. Ofsetdruck, Lpz., 1929; «Deutscher Drucker», Berlin; «Der grapnische Betrieb», Berlin. С. Михайлов.
Фигура 11.
нат включает еще билетное и переплетно-брошировочное производства, а также производство тетрадей и беловых товаров для нужд края.
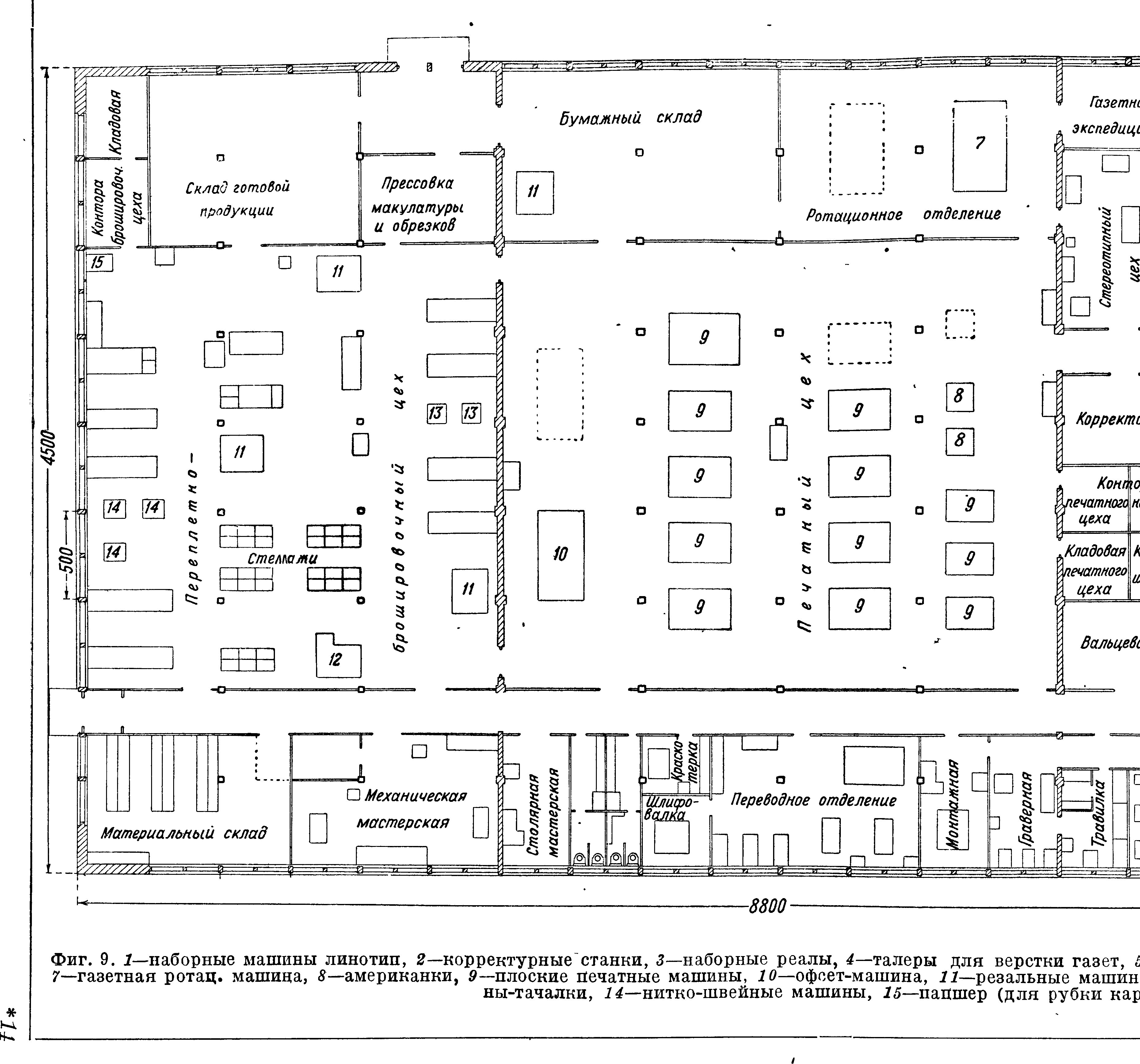
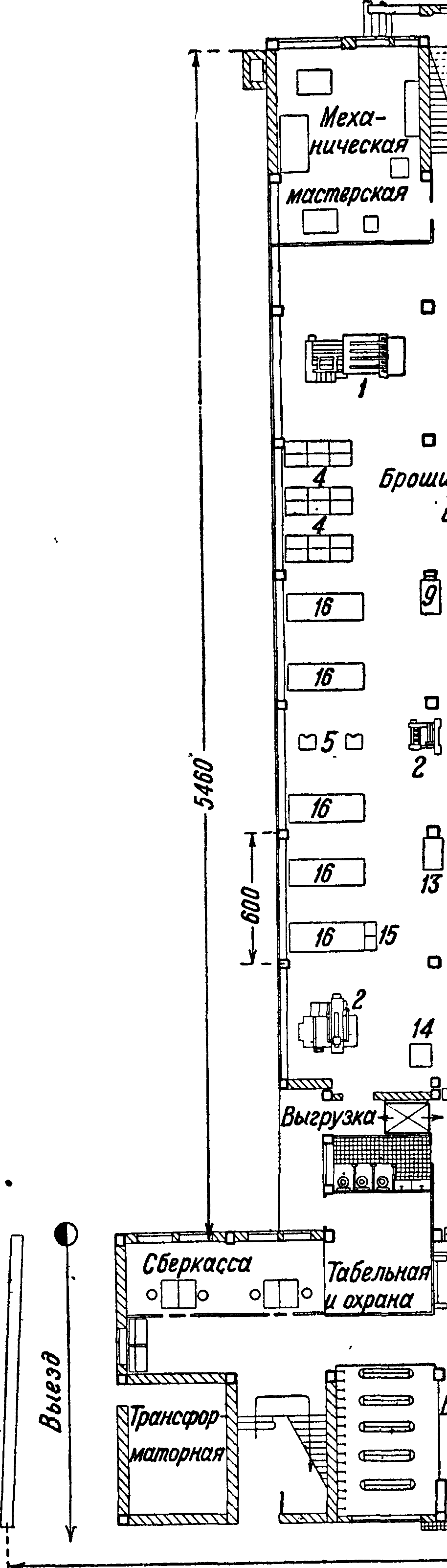
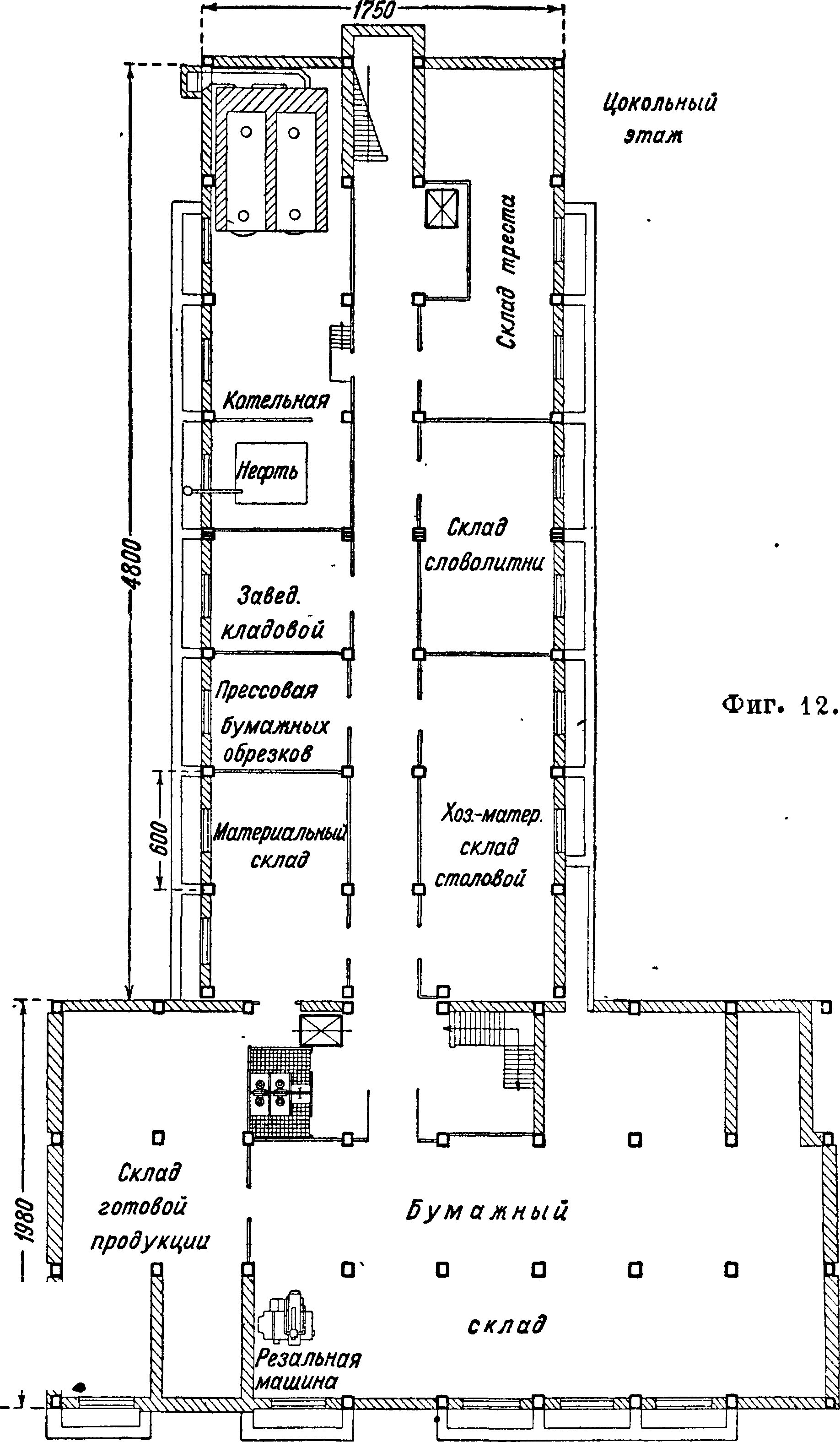
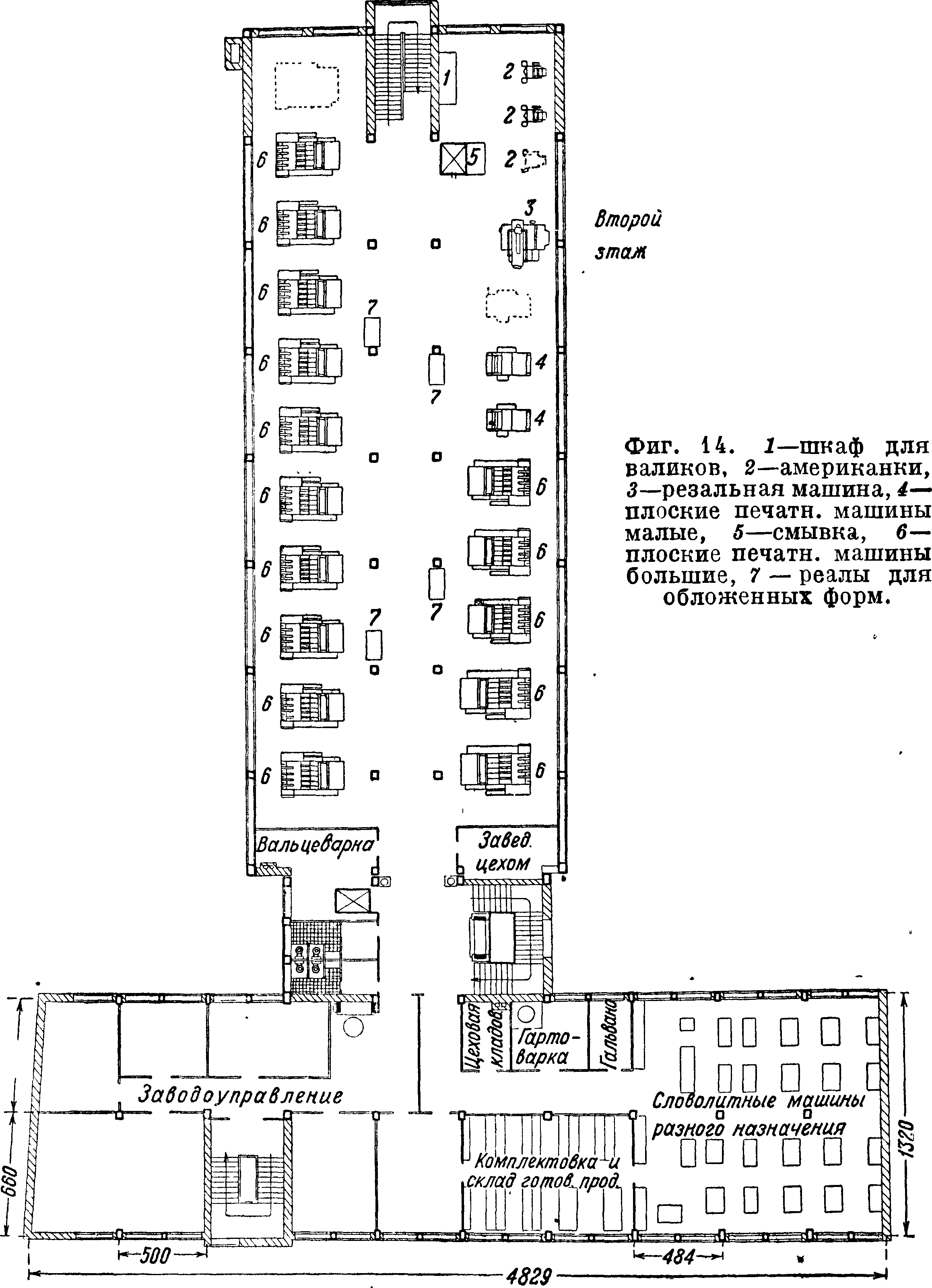
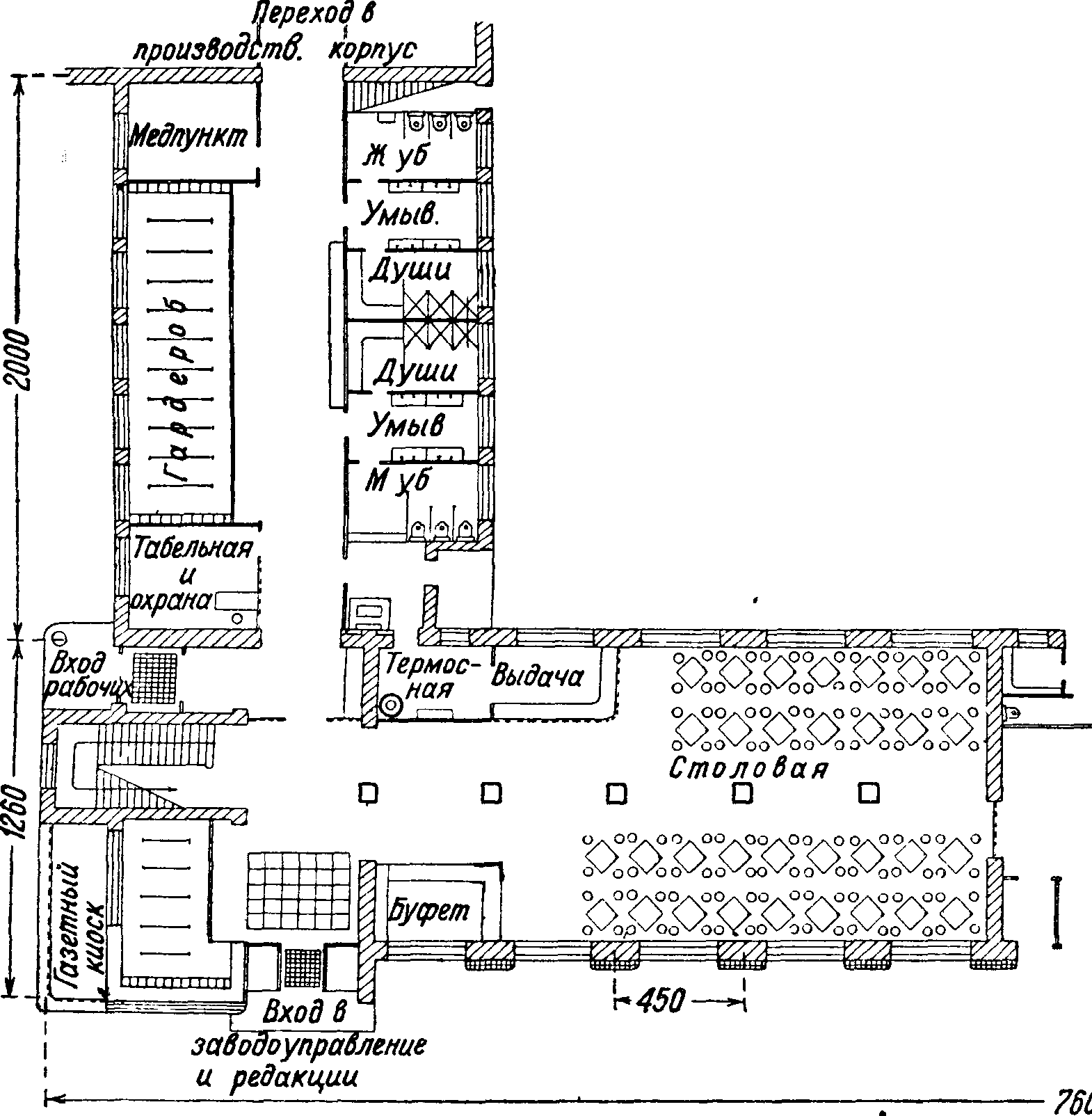
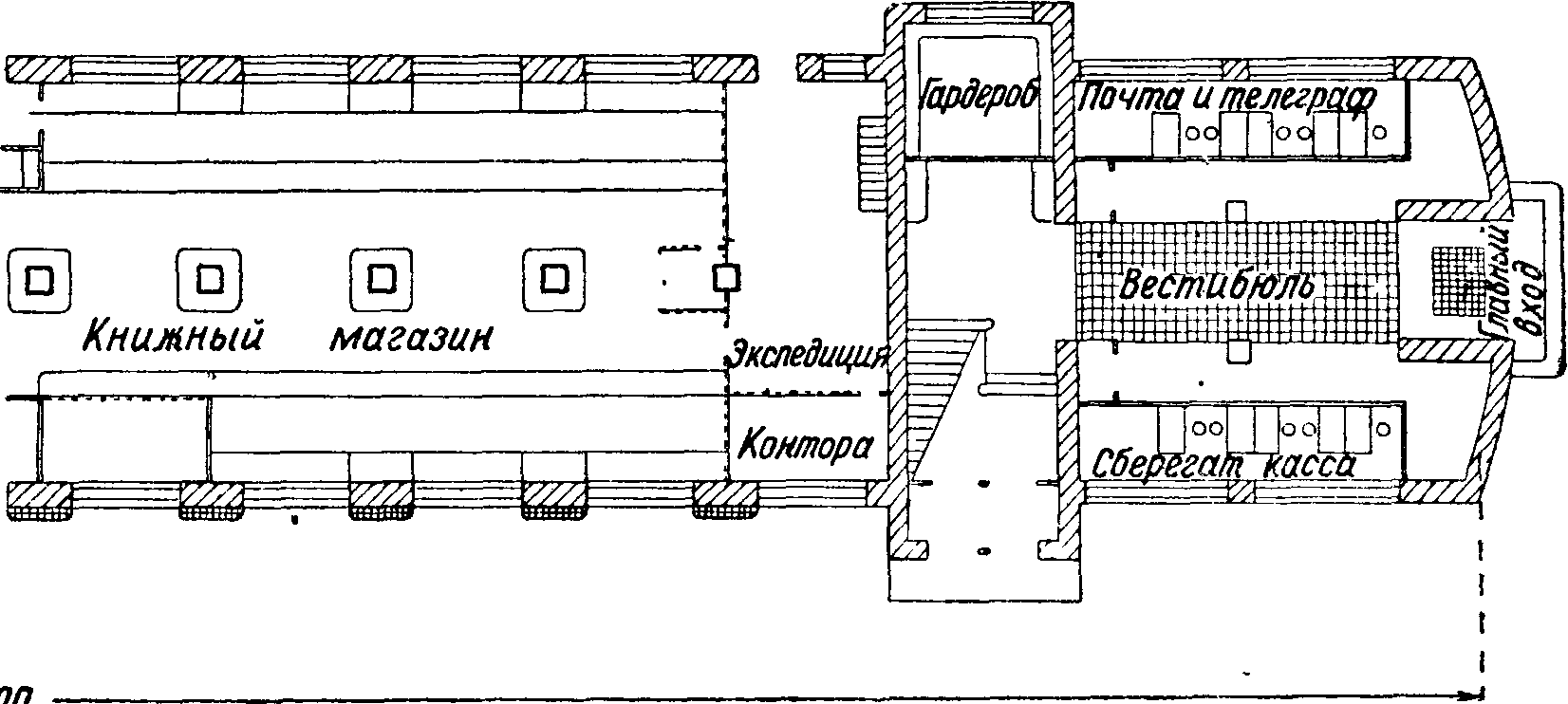
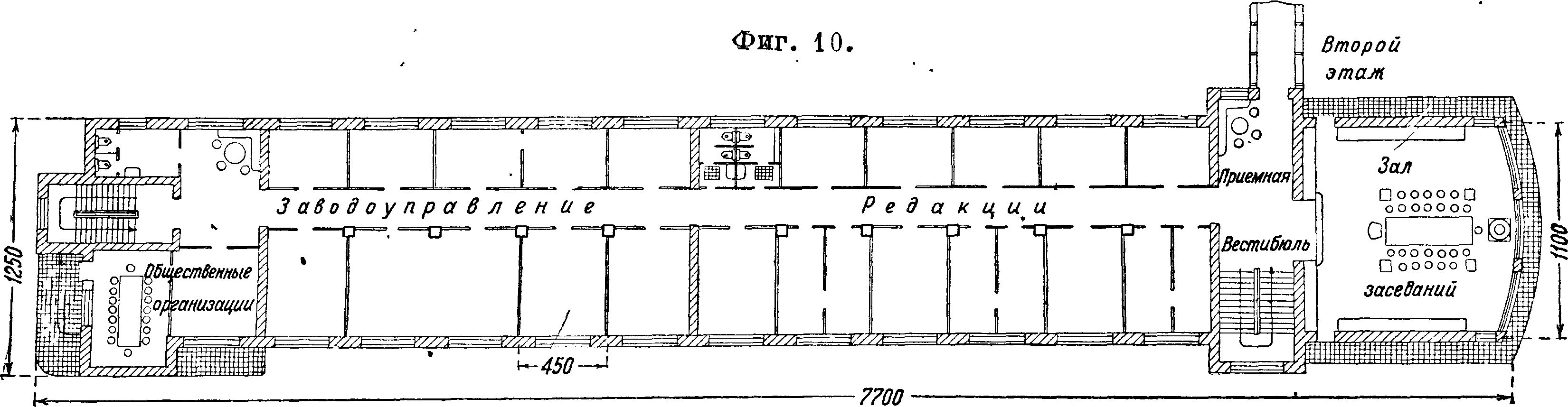
Образцом проектирования универсальных предприятий 2-й группы может служить также типография в г. Энгельсе (Республика Немцев Поволжья). Здесь производственный корпус связан с издательским переходным перешейком, в к-ром расположены санитарные устройства и к-рый связывает производство со столовой, имеющей отдельный вход, и с заводоуправлением и издательством. В производственном корпусе, типичном по расположению для ряда типографий подобного типа, вполне целесообразно распределены все рабочие процессы. Разделительная огнестойкая зона использована для таких йспОмогательных отделений, как стереотипная, вальцеварка. Остальное не требует дополнительных пояснений, т. к. ясно из фигура 9, 10, И. Запроектированное расположение цехов дает возможность в случае необходимости расширить производство без больших строительных работ, почти не изменяя общего хода производственного процесса, лишь при наличии свободного участка. Подобные же типографии районного разреза и крупных фабричных центров проектируются по такому же образцу, отличаясь лишь меньшим масштабом производства. И наконец примером вертикального расположения производства может служить преимущественно акцидентная типография в Тифлисе (фигура 12, 13, 14, 15).
Такие производственные гиганты, как типография «Правды», пока еще в основном оборудованы преимущественно импортными машинами (ротационный агрегат англ, завода Хо), но на смену им уже идет наше собственное полиграфии. машиностроение, хотя во многом еще и базированное на заграничных образцах, но уже несущее в себе творческую печать советских конструкторов и инженеров, что совместно с новым капитальным строительством еще в течение второй пятилетки создаст лицо новой полиграфии с новыми технологическими процессами и новыми приемами работы.