 > Техника, страница 85 > Тиски
> Техника, страница 85 > Тиски
Тиски
Тиски, приспособление для зажима обрабатываемого изделия и закрепления его на рабочем столе машины или верстаке или же для удержания в руках. Т. бырают трех типов: ручные, слесарные и машинные. Конструкция их проста и в основном состоит из двух губок: одной—подвижной, прижимаемой винтом или эксцентриком к другой неподвижной губке.
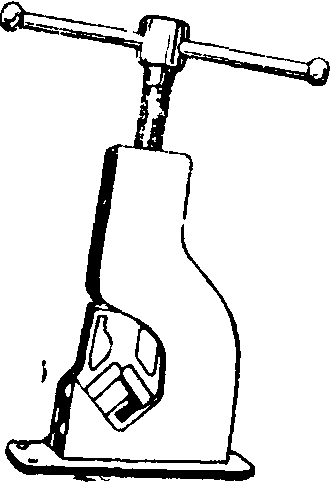
Ручные Т. Состоят из двух губок, соединенных шарниром и стягиваемых зажимным винтом и гайкой (фигура 1) или конусом, ввинчиваемым между ка-чающихся щекДфигура 2). Разме-ры их определяются длиною 80— фиг 2
260 миллиметров щеки весом 0,13—5,2кг.
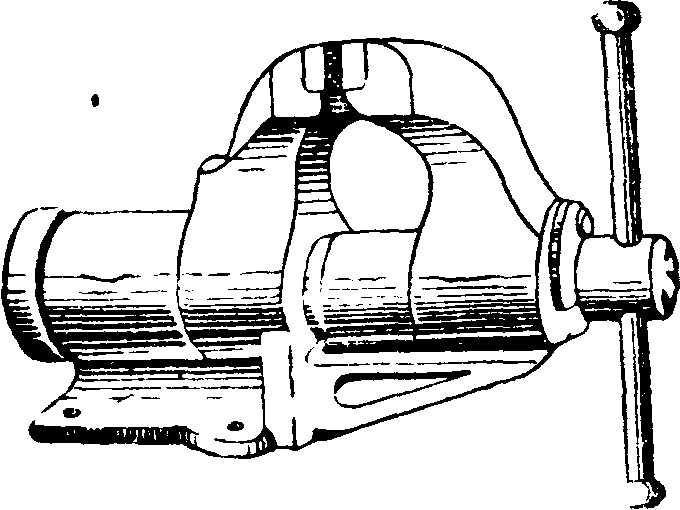
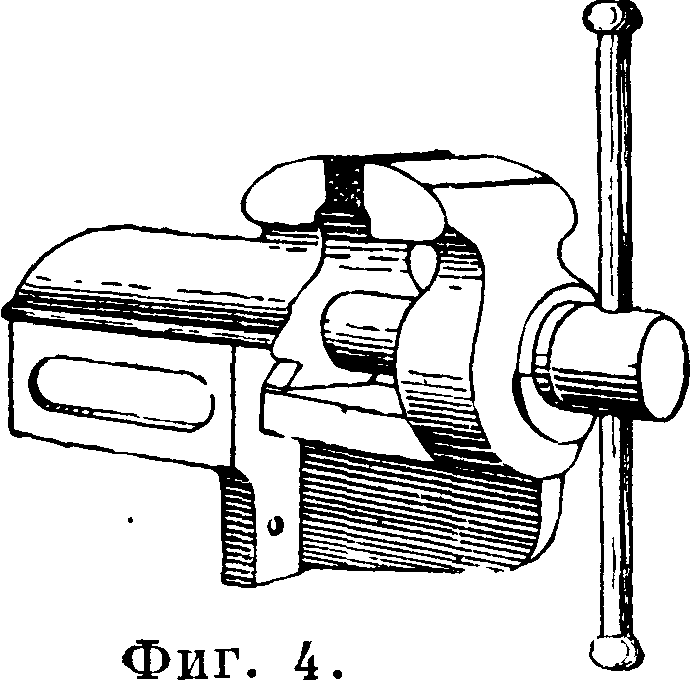
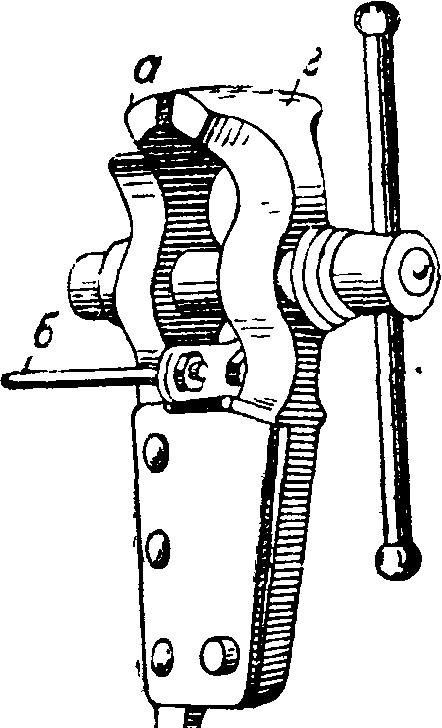
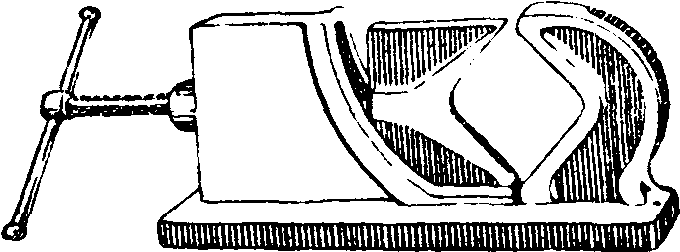
Слесарные Т. всегда привертываются к верстаку и бывают: 1) с качательным движением щек, 2) с поступательным движением щек и 3) специальные—для зажатия труб. На фигуре 3 изображены Т. первого типа (кузнечные, или стуловые, Т.). Они состоят из неподвижной губы а, прикрепляемой к верстаку лапой б и опирающейся на пол хвостом в, и качающейся на шарнирном болте губы г. Осевое давление зажимного винта воспринимается подвижной щекой через сфе-рич. шайбу. Эти Т. применяются только для грубой работы в кузнице, ремонтных мастерских и тому подобное. Слесарные Т. с параллельным зажимом (параллельные Т.) бывают двоякого рода в зависимости Фигура з. от того, выдвигается #ли подвижная губа назад (фигура 4) или вперед (фигура 5). Т. первого типа удобнее тем, что рабочий всегда стоит на одном и том же расстоянии от Т. независимо от толщины зажимаемого изделия.
Фигура 5.
Неподвижная губа отливается заодно с корпусом Т., к-рый имеет солидные направляющие для подвижной губы: у тисков первого типа в форме ласточкина хвоста, а у Т. второго типа в виде круглой или квадратной втулки, в к-рой
Фигура 1.
ходит хвостовик подвижной губы. Винт связан с передней щекой, а гайка с задней у Т. обоих типов. Так как разжим губок иногда требует большого количества оборотов винта, а сле-
поА~6
Фигура 6.
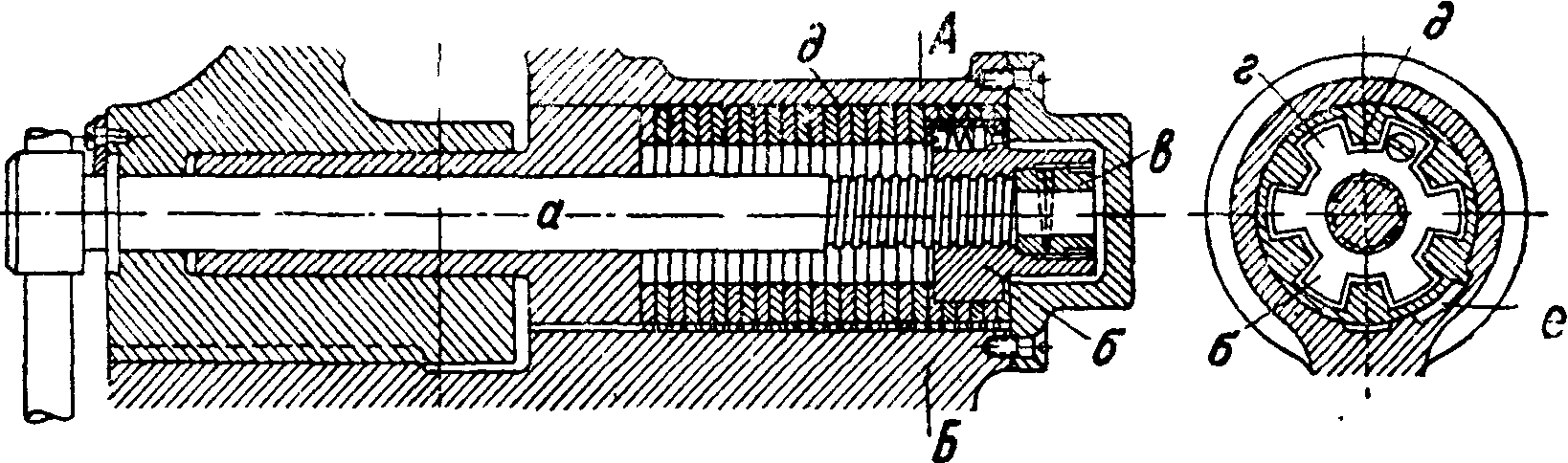
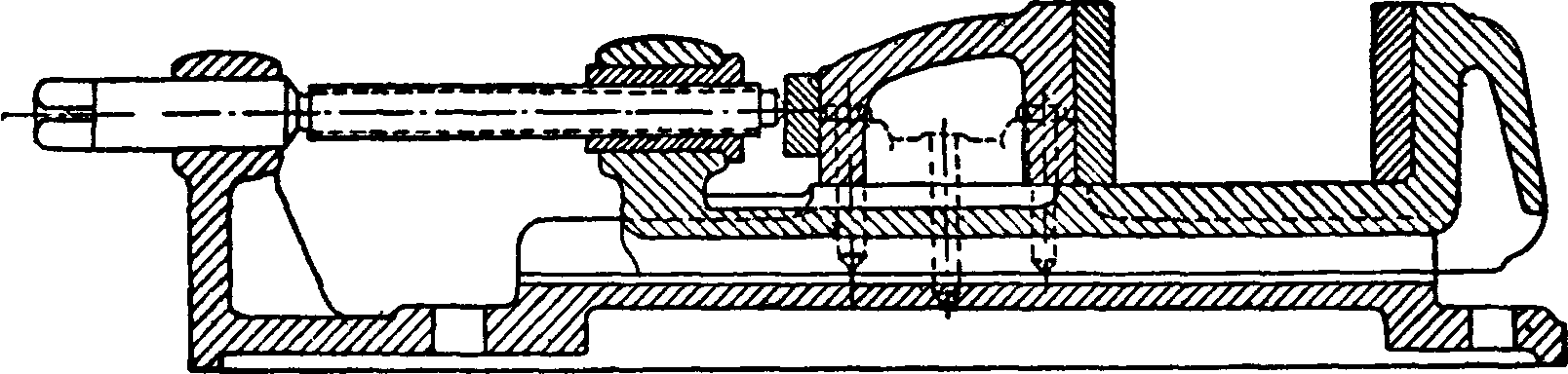
довательно и времени, то применяются т. н. быстрозажимающие Т., разрез которых изображен на фигуре 6. Они выполняются с выдвигаемой вперед губой. Винт а своей прямоугольной резьбой входит в гайку б; чтобы он не мог вывинчиваться из нее, на нем закрепляется штифтом Кольцов. По наружному диам. гайка имеет. зубья г, которые входят в соответствующие вырезы 26 шайб д. При зажиме изделия сначала винт вместе с губой подвигают“ к нему, причем зубья гайки свободно проходят в вырезах неподвижных шайб д, затем вращают винт; сначала вместе с ним вращается гайка б, зубья которой поворачивают 6 шайб д до тех пор, пока их выступы не упрутся в стенку канавки е. По-γ__, еле этого гайка не мо-
Фигура 7.
Фиг, 8.,
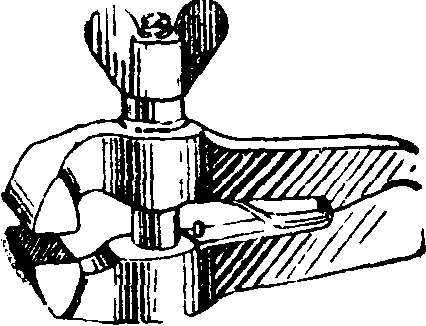
жет иметь ни поступательного, ни вращательного перемещения в виду смещения прорезей в шайбах; тогда в нее ввинчивается винт,и происходит зажим изде лия. Аналогично происходит и разжим изделия: сначала винт вывинчивается изгай1 * * * * * * 8-ки, затем гайка поворачивается вместе с шайбами, и губа может быть отодвинута. Для зажима или разжатия изделия требуется примерно один оборот винта. Т. для труб м. б. причисле ны к параллельным Т.; на фигуре 7 изображены т. н. открытые Т.: у них корпус с одной стороны сделан с вырезом, благодаря чему длинные трубы м. б. введены в Т. сбоку.
Машинные Т. применяются при фрезеровании, сверлении и строгании небольших изделий и бывают простые, универсальные и специального назначения.
Машинные Т. делаются двух родов: с нажимными (фигура
8, А) и затяжными (фигура 8,Б) щеками.
Основным неудобством первых является неизбежный фиг· 9·
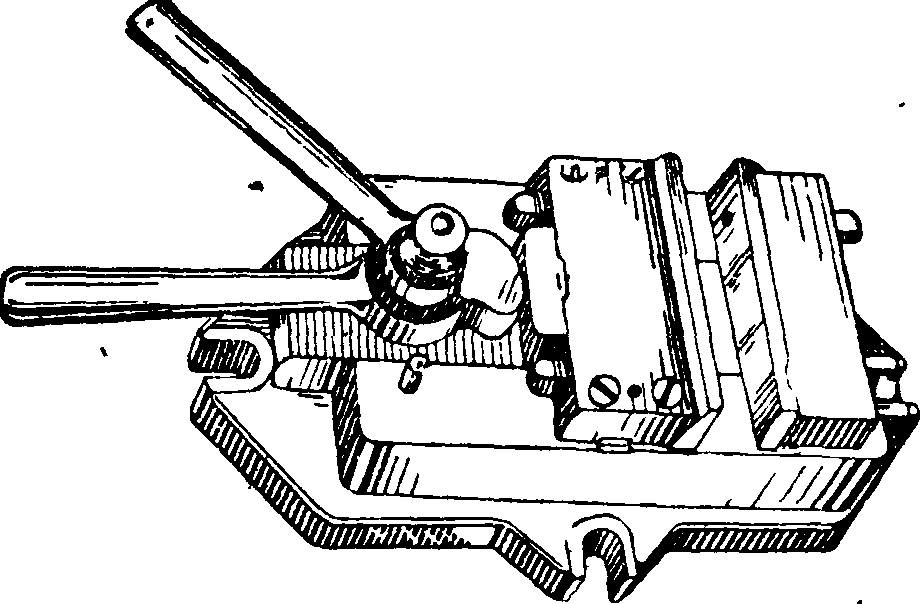
подъем подвижной губки после установки изде-лияшод влиянием затяжки, вследствие чего оно поднимается с подпорки и нарушается правильность установки. У Т. второго типа изгибу щек вниз мешает жесткость нижней плиты Т. и скрепленного с йей стола станка. На фигуре 9 изображено конструктивное оформление машинных Т. первого типажа на фигуре 10—второго. На
фигура 11 изображены Т. с зажимом помощью эксцентрика, связанного с рычагом и сидящего на пальце,· закрепленном на затяжной
Фигура 11.
Фигура 10.
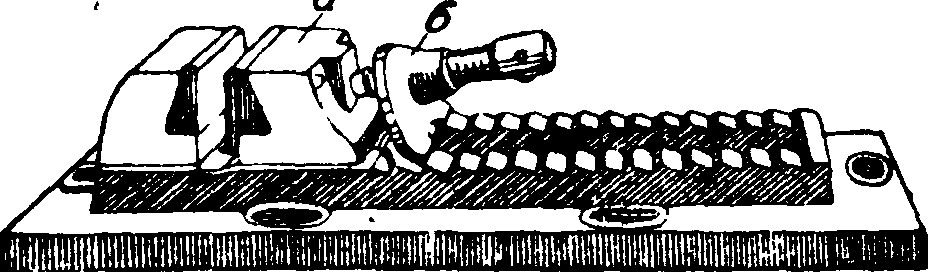
щеке. Эксцентриковые Т. допускают лишь весьма небольшой диапазон зажатия ит. о. пригодны главным образом в условиях серийного производства. На фигуре 12 показаны быстро переставляемые тиски без винтового шпинделя; подвижная губа а и колодка б с гайкой нажимного винта перемещаются по Т-образному пазу вручную, и зажим производится после упора колодки в один из зубьев плиты. Универсальные машинные Т. отличаются от простых тем, что они имеют основную плиту,относительно которой Фиг> 12.
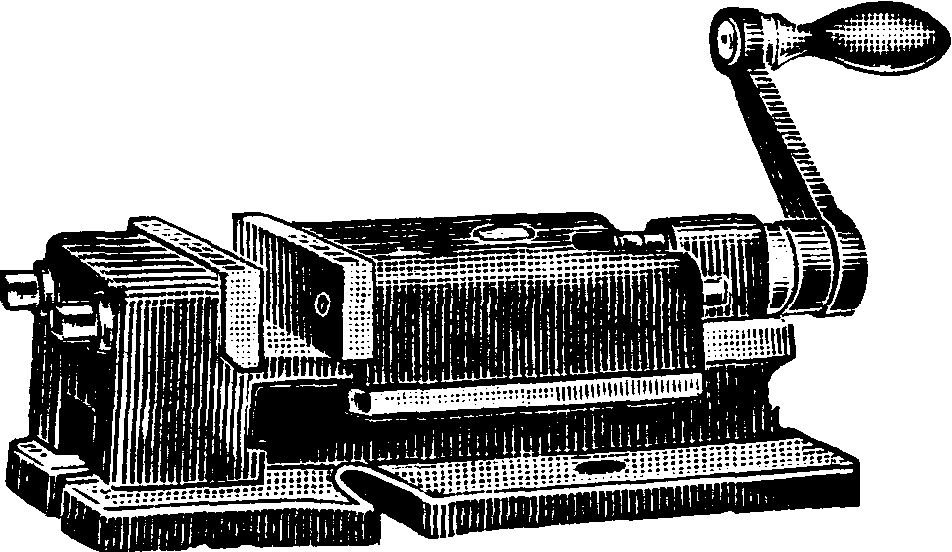
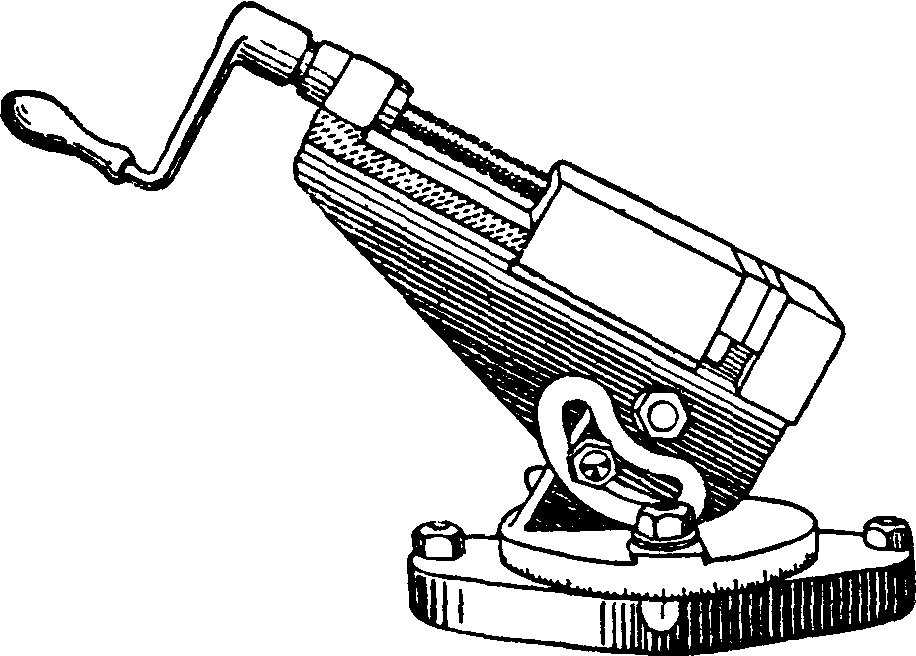
Т. могут поворачиваться: вокруг одной вертикальной или горизонтальной или вокруг обеих осей (фигура 13). На фигуре 14 изображены самоцентрирующие машинные Т. для зажимания валов. Т. имеют призму а, к которой изделие при-
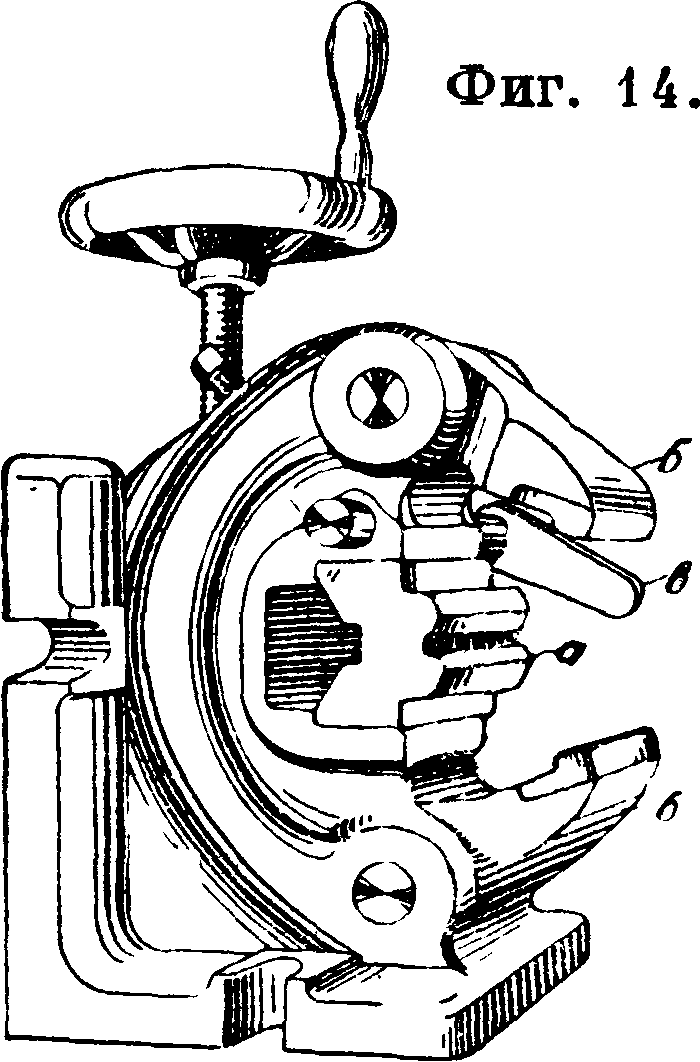
Фигура 13.
жимается двумя качающимися губками б; для установки изделия в продольном направлении имеется упор в Для зажима изделий неправильной формы применяется конструкция щек Т., изображенная на фигуре 15, в которой имеется ряд отдельных губок, входящих своими“ концами в пространство в щеках (на фигура 15 верхние крышки щек
Фигура 15.
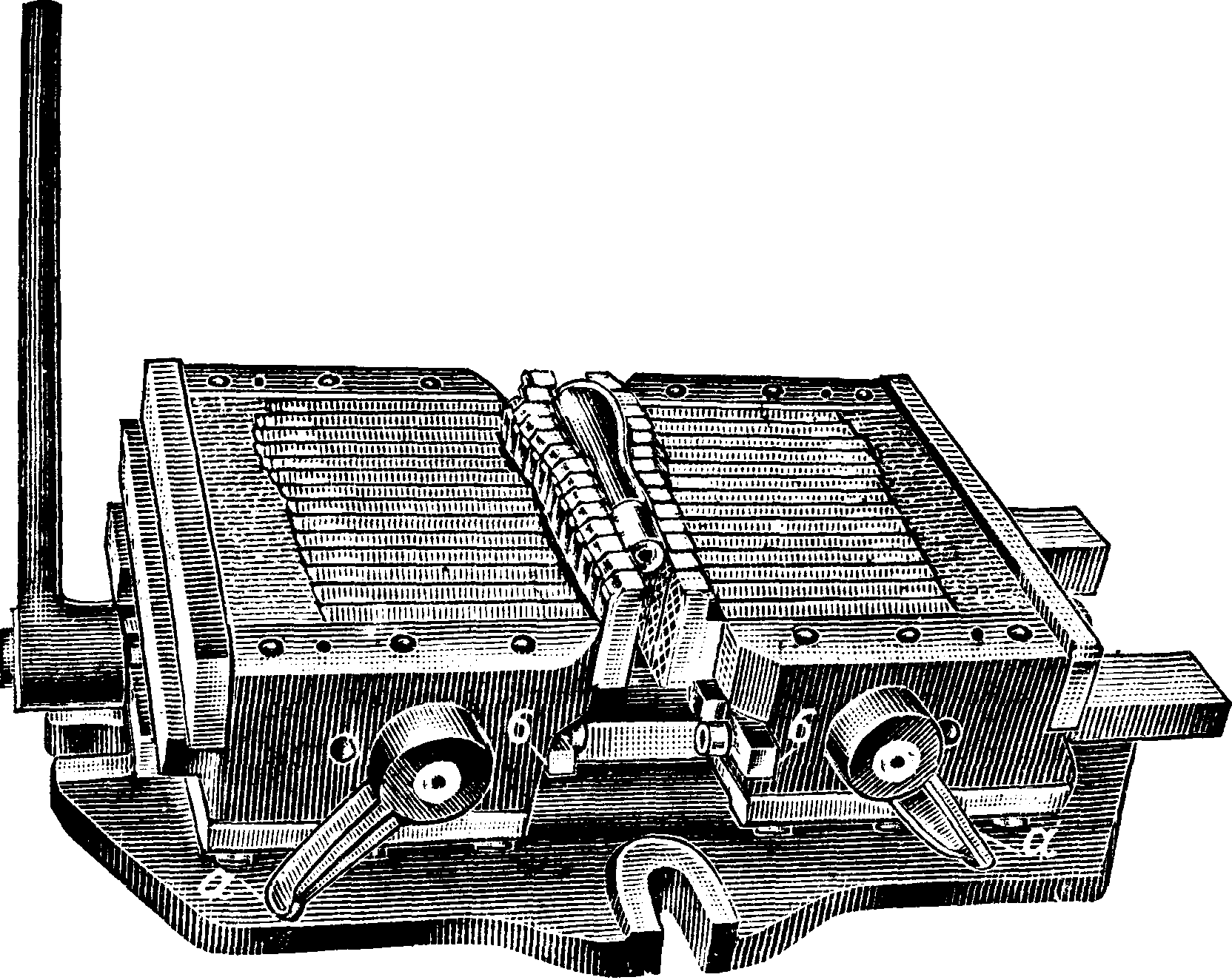
сняты), заполненное т. н. механической жидкостью, то есть мелкими стальными шариками.
Благодаря наличию механич. жидкости отдельные губки устанавливаются по контуру изделия и надежно его зажимают. Этими же Т. можно работать как Т. с параллельными губками; для этого рычагами аа губки приводятся в параллельное положение и шпонками бб за-
Фигура 16.
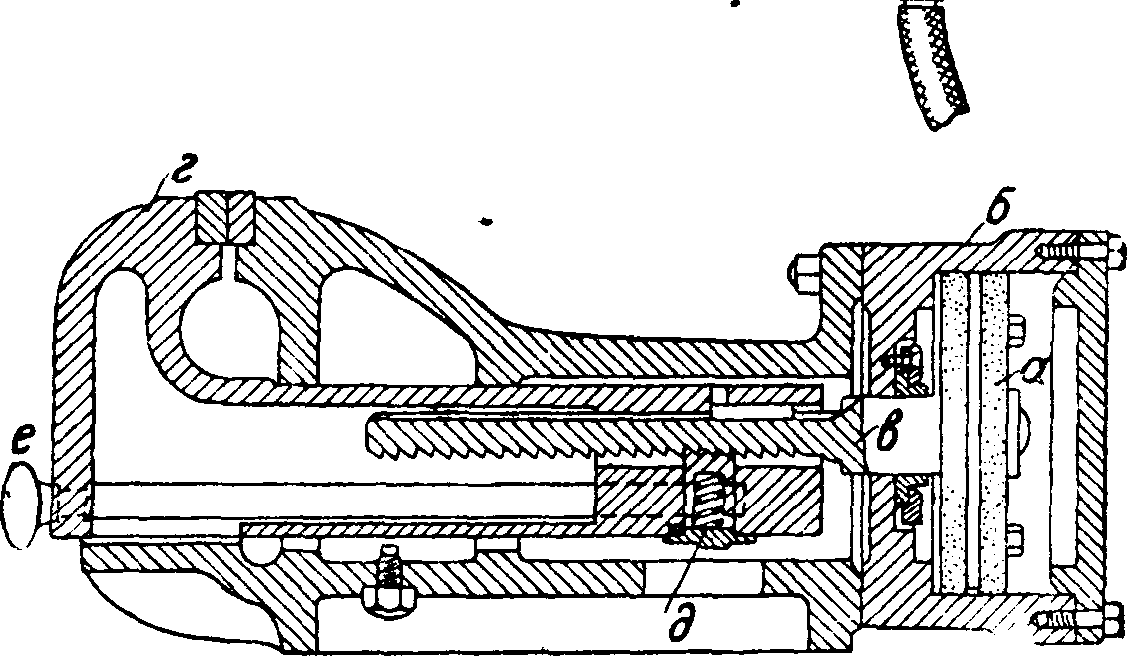
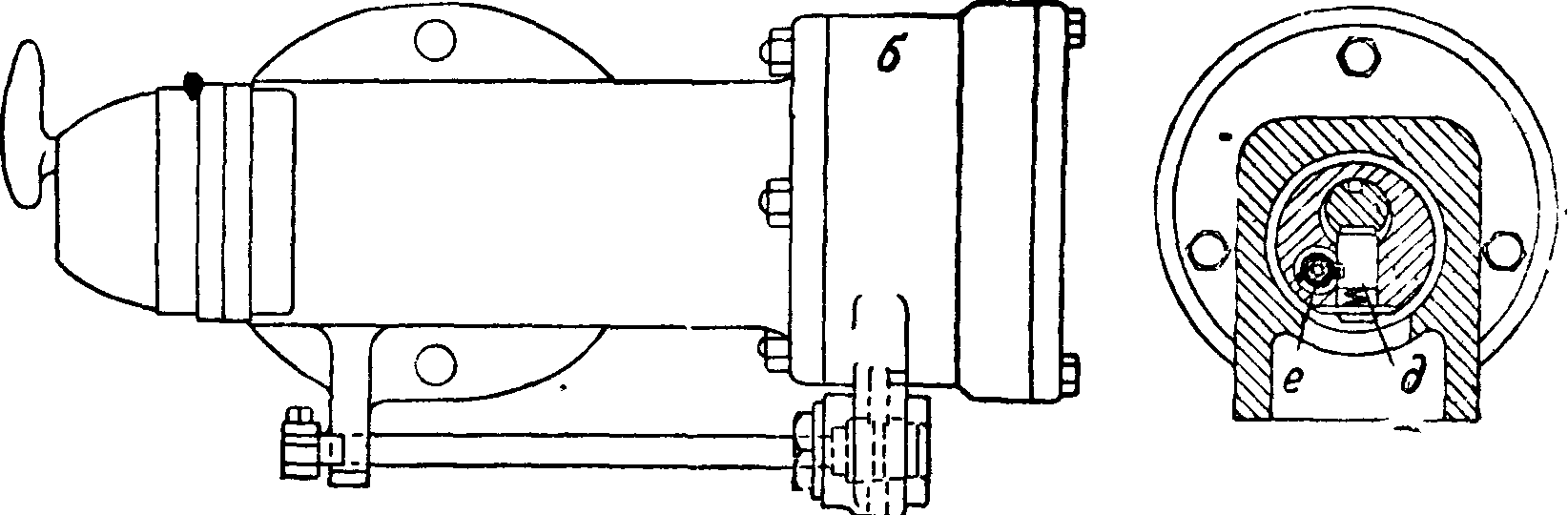
крепляются в нем. Помимо Т. с зажимом винтом или эксцентриком существуют как машинные, так и слесарныеТ.ггде закрепление детали происходит сжатым воздухом: поршень а (фигура 16), приводимый в движение сжатым воздухом, помещен в цилиндре б и через шток в перемещает подвижную щеку г. Для установки подвижной щеки шток .поршня снабжен кремальерой, с которой сцепляется палец б, поднимаемый и опускаемый рычагом с валиком е.
Лит.: Мюллер О., Приспособления для холоднойг обработки металлов, перевод с немецкого, Москва, 1932гстр. 123—130; Гольден штейн К., Имеющиеся в продаже зажимные приспособления, «Труды общества германских инженеров производственников», т. 3, Режущий инструмент, перевод с немецкого, Москва, 1927;. Compressed Air-Operated Vice, «Machinery», London, 1932^ Y. 40, 1025. М. Шестаков.