 > Техника, страница 85 > Ткацкие станки
> Техника, страница 85 > Ткацкие станки
Ткацкие станки
Ткацкие станки служат для приготовления тканых изделий (смотрите Ткани). В зависимости от материала, назначения, строения ткани и других условий станки бывают разнообразны по своей конструкции. Но все они представляют собой совокупность приспособленных для отдельных случаев деталей простого станка, употребляемого при выработке самых простых по переплетению тканей, осложняемую различными добавочными приборами. Детали простого станка разделяются на группы:. 1) Служащие для двшкения основы в продольном - горизонтальном направлении,
2) для движения основы в вертикальном направлении, 3) для движения-утка; 4) предохранительные механизмы, имеющие назначением при известных обстоятельствах предохранять машину от поломок, ткань от порчи и работающих в ткацком отделении от поранений.
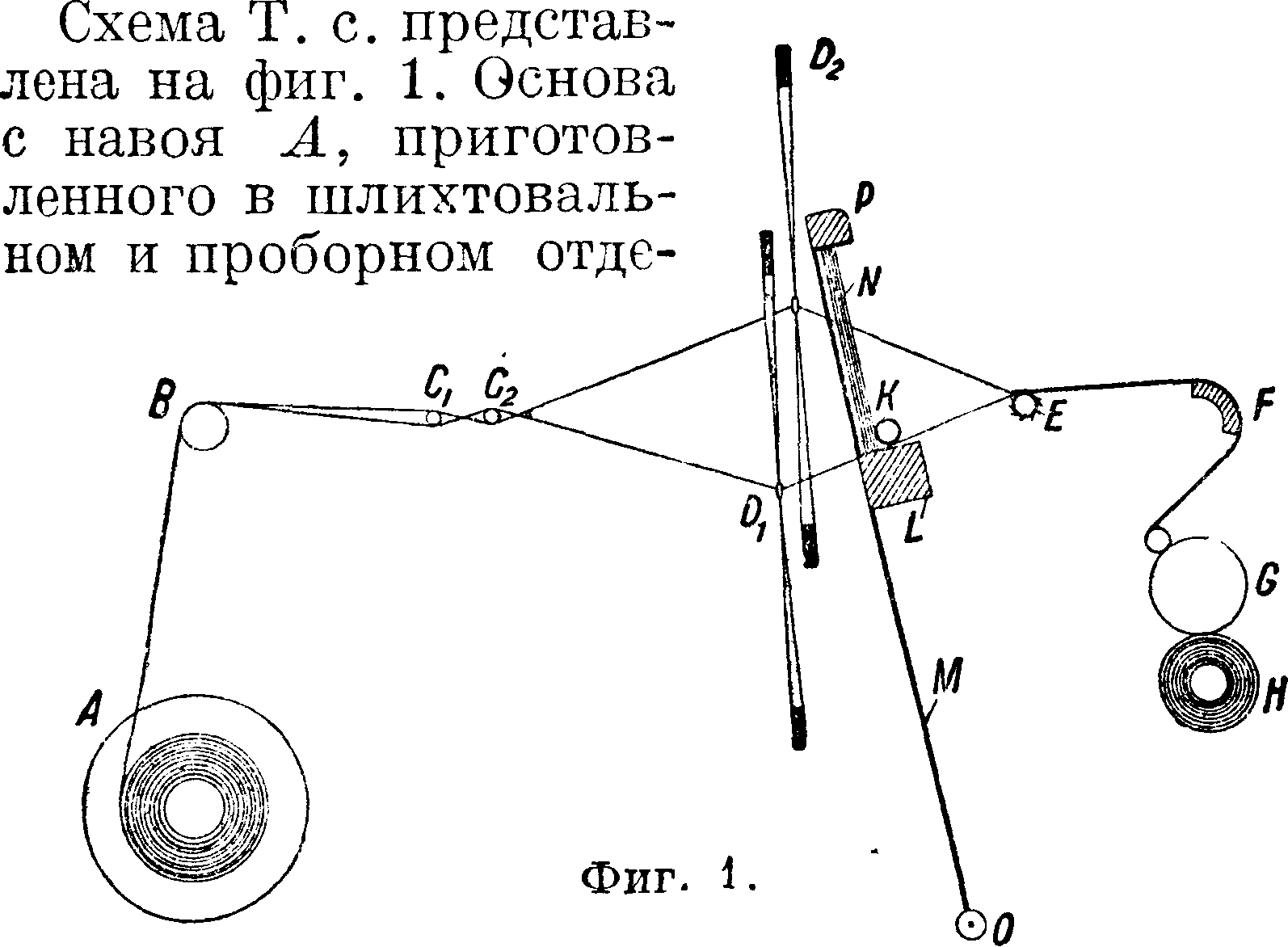
лениях и помещенного внизу станка, направляется с к а л о м В на определенную высоту, удобную для обслуживания ткачом, затем проходит цены Сх, С2, глазки ремизок Вх, D2, уже в виде готовой ткани шпарутки Е, грудницу F и через посредство вальяна G навивается на товарный валик Н. Все вышеперечисленные детали перемещают основу п потом готовую ткань в продольном направлении. Вертикальное же движение ей сообщается ремизками D1,D2, движущимися особым механизмом, зевообразователем, одна— вверх, другая—вниз, в результате чего между основными нитями получается отверстие —зев. В этот зев пропускается челнок К, оставляющий за собой уточную нить, после чего ремизки все или частью меняют свои места, заставляя соответственно рисунку ткани переплетаться основу с утком. Челнок в своем движении направляется брусом L батана М. Последний представляет собой два рычага, качающиеся около оси О, на которых закреплен брус L и еще вершник Р, а между ними помещается бердо
N. Бердо при подходе батана к шпаруткам присоединяет введенную уточину в виде нового элемента к готовой ткани, навиваемой в концекондов на товарный валик Н. Все части станка получают свое движение от его главного вала (коленчатого), называемого часто просто коленом. Т. о. за каждый оборот колена все названные части должны совершить свое действие, ч4обы преобразовать нити в ткань; все они необходимы для этой цели и потому имеют ся на каждом станке, изменяется только их конструкция в зависимости от сорта приготовляемого товара.
Движение основы в продольном направлении.
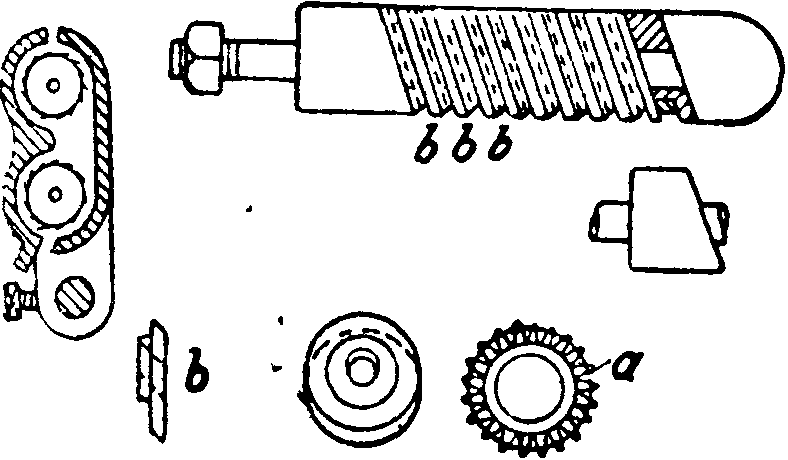
Подачаинатяжение основы. Ткацкий навой, на который навивается основа, представляет собой чаще в в всего железную или J
чугунную трубу А £р=’_i__Ξξ¥ί
(фигура 2) с фланца- Цс 0 0 Q Ό Ό |_|
МИ В И С тормоз- фиг> 2.
ными шайбами С. ® ®
иногда и отсутствующими. В некоторых случаях навой устраивают деревянным сплошным или полым, как у тяжелых широких станков, для облегчения веса. Механизмы движения навоя разделяются на активные и пассивные. Активные (или основные) регуляторы производят самостоятельное, независимое вращение навоя; пассивные, или тормоза, только регулируют величину подачи основы, оказывая надлежащее сопротивление ее сматыванию, которое происходит от навивания готовой ткани.
Основные тормоза. Общая схема устройства тормоза такова (фигура 3): с ткацкого навоя А с основою В сходит основа под натяжением К; к шайбе С, закрепленной на навое, приложена сила сопротивления. Равенство моментов сил движущей и сопротивления дает
откуда
κ-w^· (1)
Здесь D—0 шайбы, d—0 навоя с основой в рассматриваемый момент. Для правильного строения вырабатываемой ткани является необходимым условием сохранение во все время работы постоянного натяжения К основы. Т. к.
D постоянно, a d уменьшается по мере свивания основы, то W должен быть переменным, так чтобы
Const. (2)
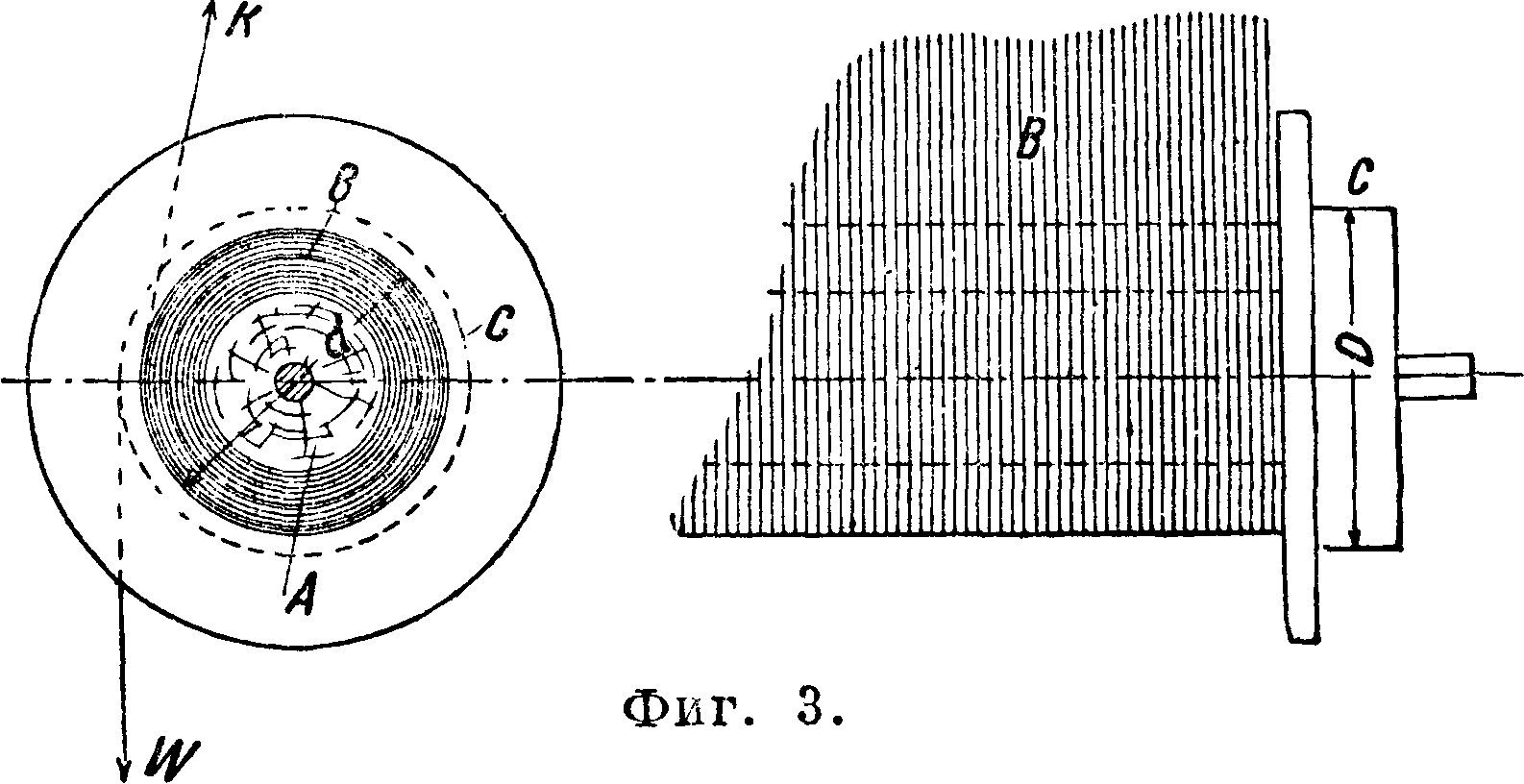
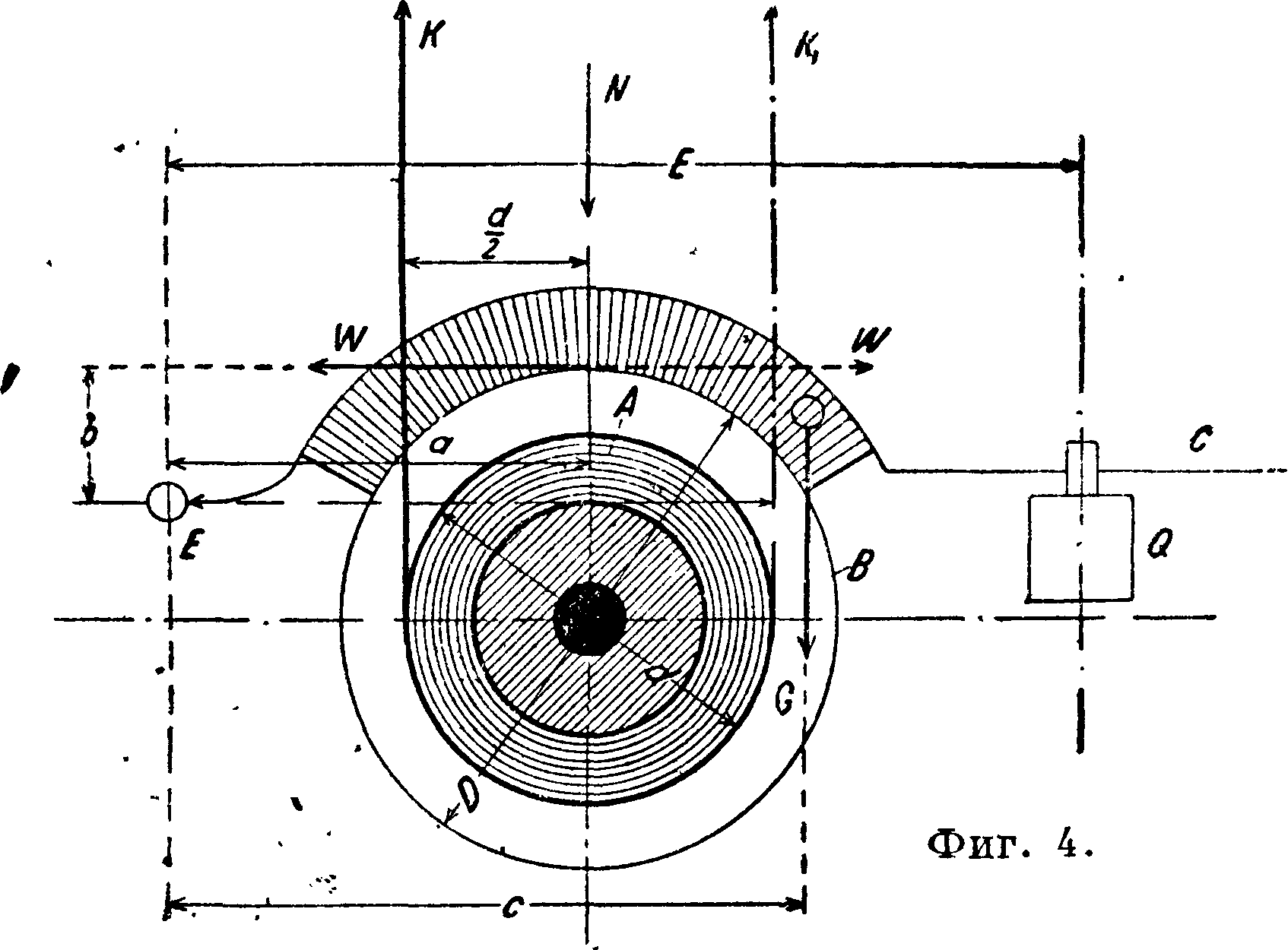
Изменение сопротивления W может производиться или вручную или автоматически (тормоза ручные и автоматические). В зависимости от применяемой силы сопротивления тормоза делятся на тормоза веса, трения, комбинированные и специального назначения. Фигура 4 дает схему тормоза трения: А—навой, В—шайбы на каждом конце его, к которым прижимаются рычаги С с тормозными колодками, нагруженные передвигающимися грузами Q. Для простоты заменим собственный вес обоих рычагов одним G, грузов—одним Q. Основа может сходить по направлению К ичи Кх. Определим К. Под влиянием сил G и Q появится равнодействующая N давления колодки рычага на шайбу, которая вызовет сопротивление ее вращению—силу трения W. Для равновесия рычага С введем реакции со стороны шайбы в виде ii и ТУ с противоположным направлением. Действующие силб1 будут Q, G и N, ТУ; их плели соответственно: Е, с а, b. Условие рав
новесия дает, если пренебречь незначительным сопротивлением в цапфах:
QE + Gc - Na + Nfb=О, т. к. ТУ Nf, где /—коэф. трения колодки о тело шайбы. Отсюда
Λ7 — Qff ~f~ &с.
У a-bf ’
пользуясь ф-лой (1), имеем:
K^W^(QE + Gc)^.--L·. (3)
С изменением d здесь меняют Q (или чаще Е). передвигая груз по рычагу С. Из рассмотрения выражения для К можно установить следующие свойства тормоза трения. 1) Т. к. натяжение основы сильно зависит от коэф-та трения, значительной величины которого технически также можно достигнуть, то такой тормоз является мощным и пригодным для употребления на тяжелых станках при тяжелых тканях. 2) В виду того что коэф. трения может легко изменяться от различных случайных причин, в особенности в фабричной обстановке(влажность,пыль, масло и др.), то величина натяжения основы не всегда будет соответствовать заданной. 3) Затрачиваемая работа при подаче основы превращается в тепло, и такой тормоз не имеет «игры»· во время зевообразования, то есть при нем основа
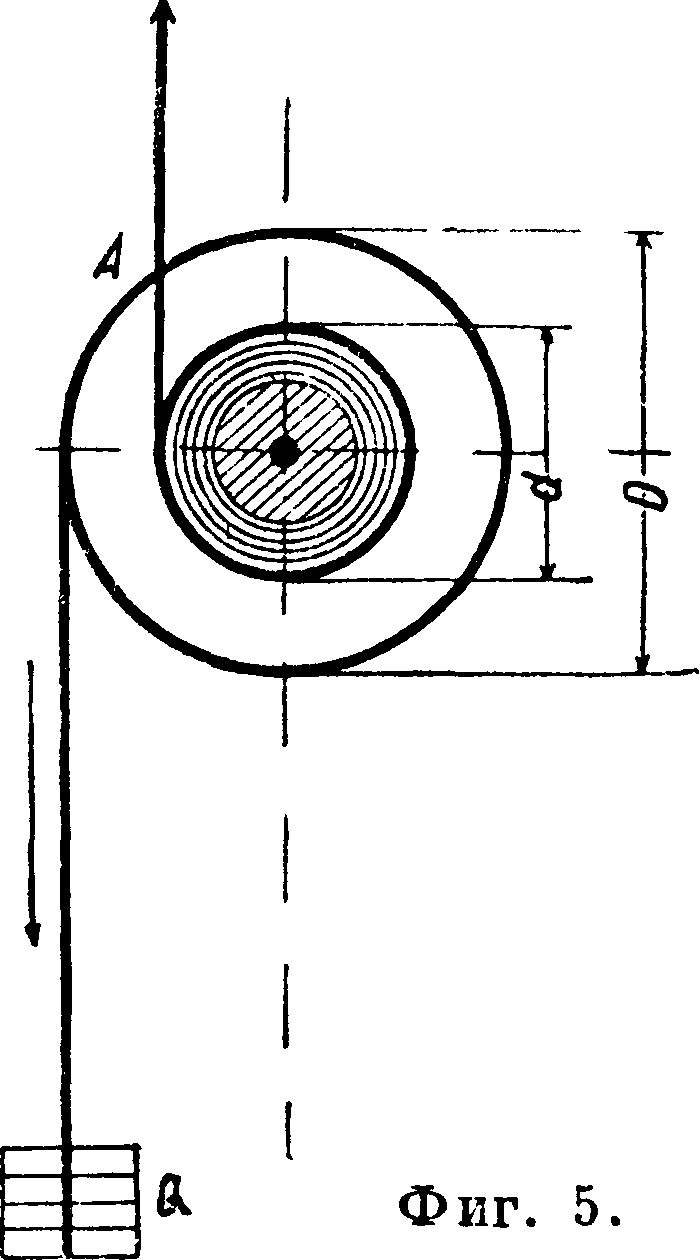
при закрытии зева, когда ее натяжение значительно уменьшается, не может обратно навиться на навой; в результате натяжение основы при нем вообще колеблется. 4) Он не требует зарядки и всегда готов к работе. Фигура 5 дает схему тормоза веса. На шайбе А закреп ляется один конец веревки, к другому концу которой прикрепляется груз Q. Условие равновесия для него будет К ^— Q ^=0, откуда
К= Q
D
(4)
Для постоянства К надо с изменением d изменить Q. Сравнивая выражения (3) и (4), можно установить следующую разницу тормозов трения и веса: 1) в тормозе веса натяжение не подвержено случайным причинам, а потому его величина близка к заранее вычисленной;
2) в момент закрытия зева груз может опускаться, оЛего получается «игра», и натяжение здесь более равномерно; 3) от игры навоя прибой при таком тормозе будет мягкий; 4) тормоз веса требует зарядки, когда при поднятии груза Q достигает фланца навоя.
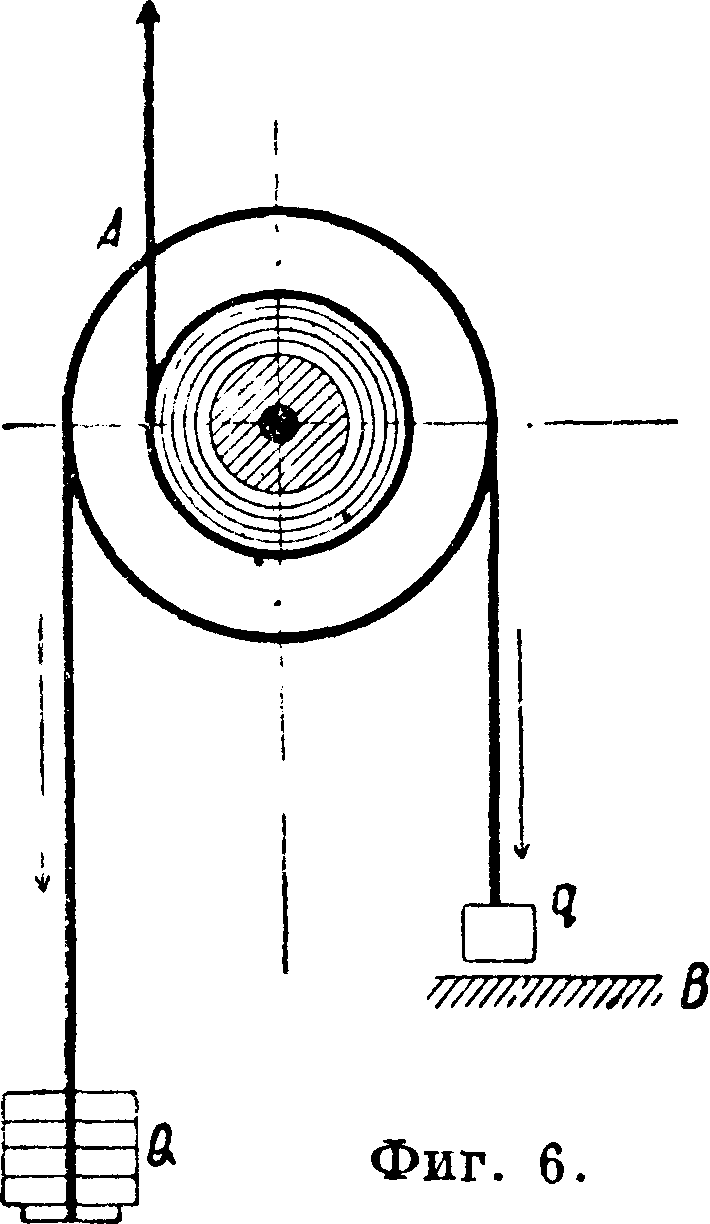
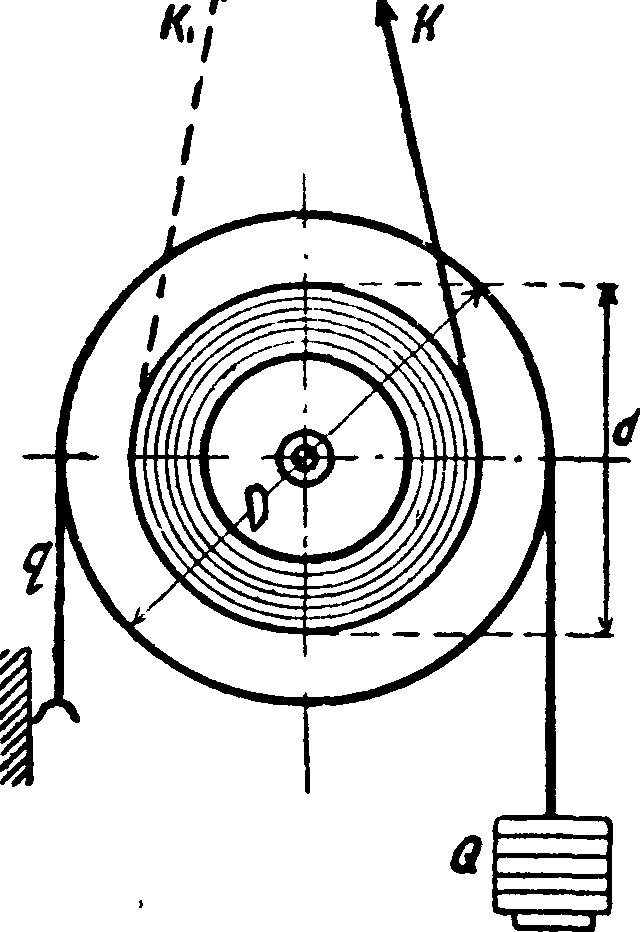
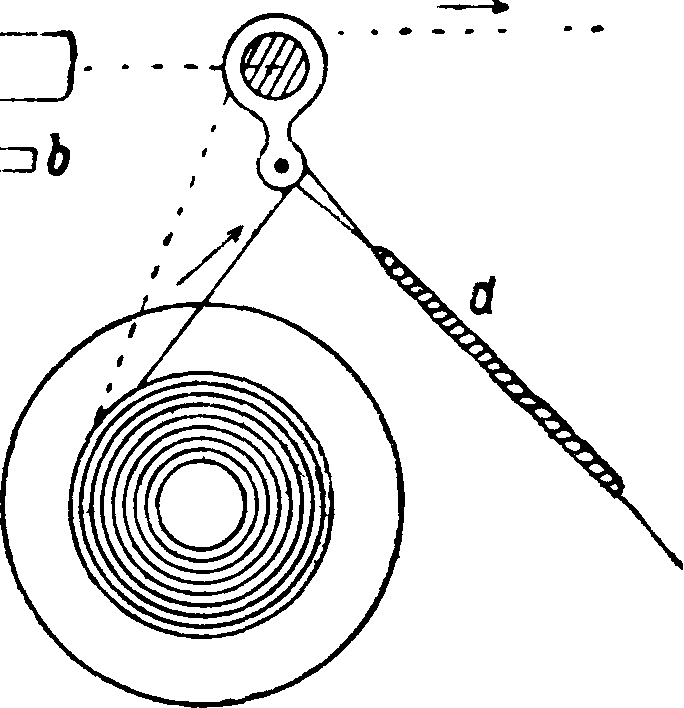
Для самозарядки есть несколько конструкций. Одна из них приведена на фигуре 6. Здесь веревка не закрепляется на шайбе, а на другой ее конец вешается меньший груз q. Как только последний ляжет на упорку В, нарушится бывшее равновесие между натяжениями Q и q концов веревки, и груз Q опустится, то есть произойдет зарядка. На фигуре 7 показана схема комбинированного тормоза. Здесь шайбу также обвивает веревка, но один ее конец прикреплен к неподвижному крючку, а на другой повешен груз. Действующие силы будут: К— натяжение основы, причем последняя может быть направлена и по ii и по Кх, и натяжения концов веревки Q и q.
Условие равновесия дает К * + Q~ — q у=0, откуда
(5)
Фигура 7.
Соотношение между Q vl q при равновесии, как известно, выражается Q=q · е« (/—коэф. трения веревки о материал шайбы, а—угол обхвата веревки, е—основание неперовых логарифмов). Поэтому
П ~ D ^ D
(fi)
Выражение (6) показывает, что: 1) первый член зависит только от веса, а второй главным образом от трения, почему этот тормоз комбинированный; 2) влияние члена еа при изменении f или а очень значительно. Но изменяясь очень быстро, последний скоро достигает предела, близкого практически к 0, и тогда тормоз превращается в тормоз веса. Если принять за этот предел для практических целей 0,01, то получится —=0,01; еа=100;
eaJ
а lge-lgl00-2; а/= jg—=4,6.
При числе и оборотов веревки α= 2ли, и тогда 2яи/-4,6,
uf =
4,6
2я
0,73;
(7)
ф-ла (7) дает возможность при данном определить число оборотов веревки, больше которого обвивать ей шайбу нет смысла.
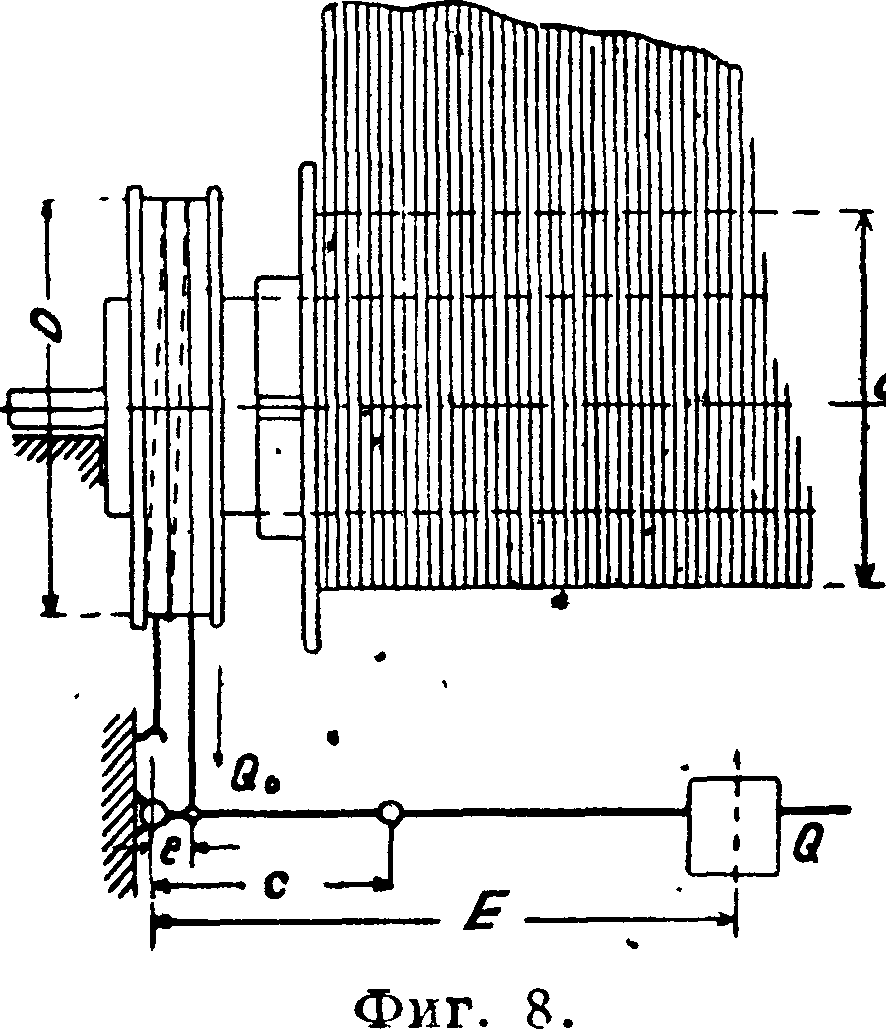
Фигура 7 представляет схему тормоза с“прямой передачей, фигура 8—с непрямой. Для него вместо Q надо взять уже, при- обозначениях на Фигура 4,
и следовательно
(8)
то есть такое устройство будет обладать большей мощностью. Отсюда имеем: 1) тормоз веса—
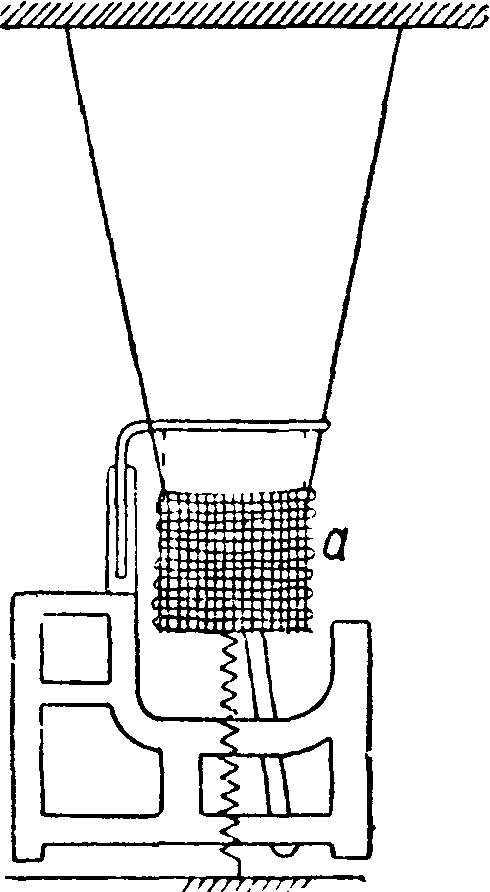
наименьшей мощности, он применяется для легких тканей, например шелковых; 2) комбинированный веревочный тормоз с непрямой передачей—средней мощности, для средних тканей, наиболее распространенный, причем по мере увеличения натяжения основы употребляется последовательно веревка, цепь и стальная лента; 3) тормоз трения—мощный, для тяжелых тканей, например брезентов, сукон (Т. с. сист. Шенгера) и др. Все они ручные; на фигуре 9 дана схема автоматич. тормоза. Тормозную шайбу обхватывает стальная лента, один конец которой неподвижен, а другой прикреплен
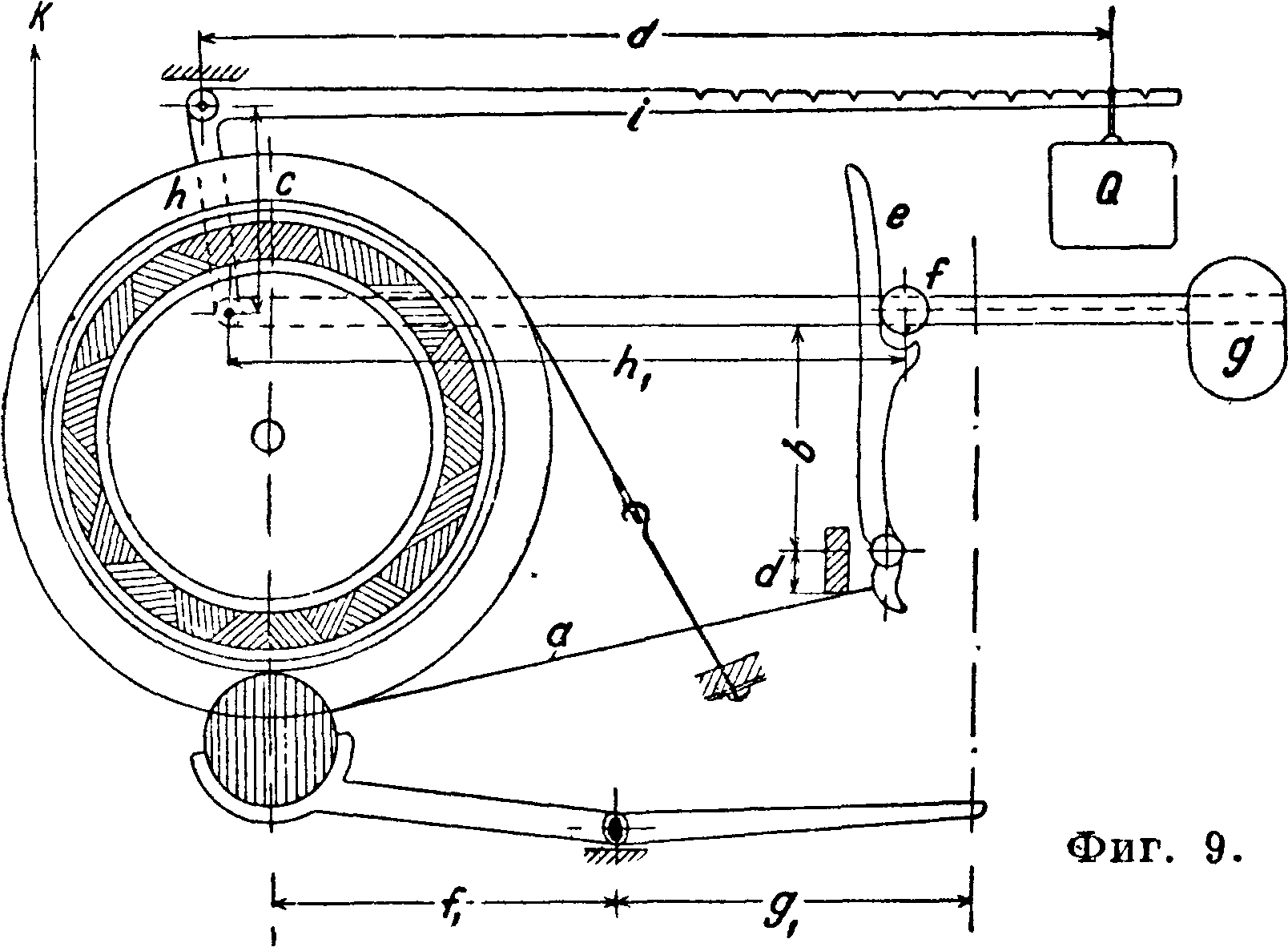
к двуплечему рычагу de, на к-рый сбоку опирается ролик /, сидящий на тяге последняя соединена с двуплечим рычагом hi, причем на плече г помещается передвигающийся груз Q. С другой стороны тяга кг штангою соединяется с рычагом figlt а на его плече f1 имеется ролик, называемый прижимным, к-рый все время под влиянием груза д тяги 1ьг прилегает к основе навоя. Действие тормоза заключается в следующем. При уменьшении диаметра навоя ролик опускается, плечо Ь рычага de уменьшается, в результате уменьшается и натяжение ленты. Для натяжения К основы в выражении (6) для комбинированного тормоза надо вместо Q взять, принимая во внимание рычажную передачу, Q и тогда

Автоматич. тормоз является уже более сложным устройством, требует для выполнения своего назначения большего к себе внимания и ухода и потому применяется редко.
Основные регуляторы представляют собой механизмы, приводящие основный навой во вращение непосредственно, и разделяются на позитивные и негативные. Если навой подает основу во все время работы на одну и ту же величину независимо от ее расхо- ι
да и натяжения, то регулятор — пози- -----
тивный; если же по- л дача производится |~— i 1 — в зависимости от на L# тяжения,торегуля- η 4» тор — негативный. ТО*
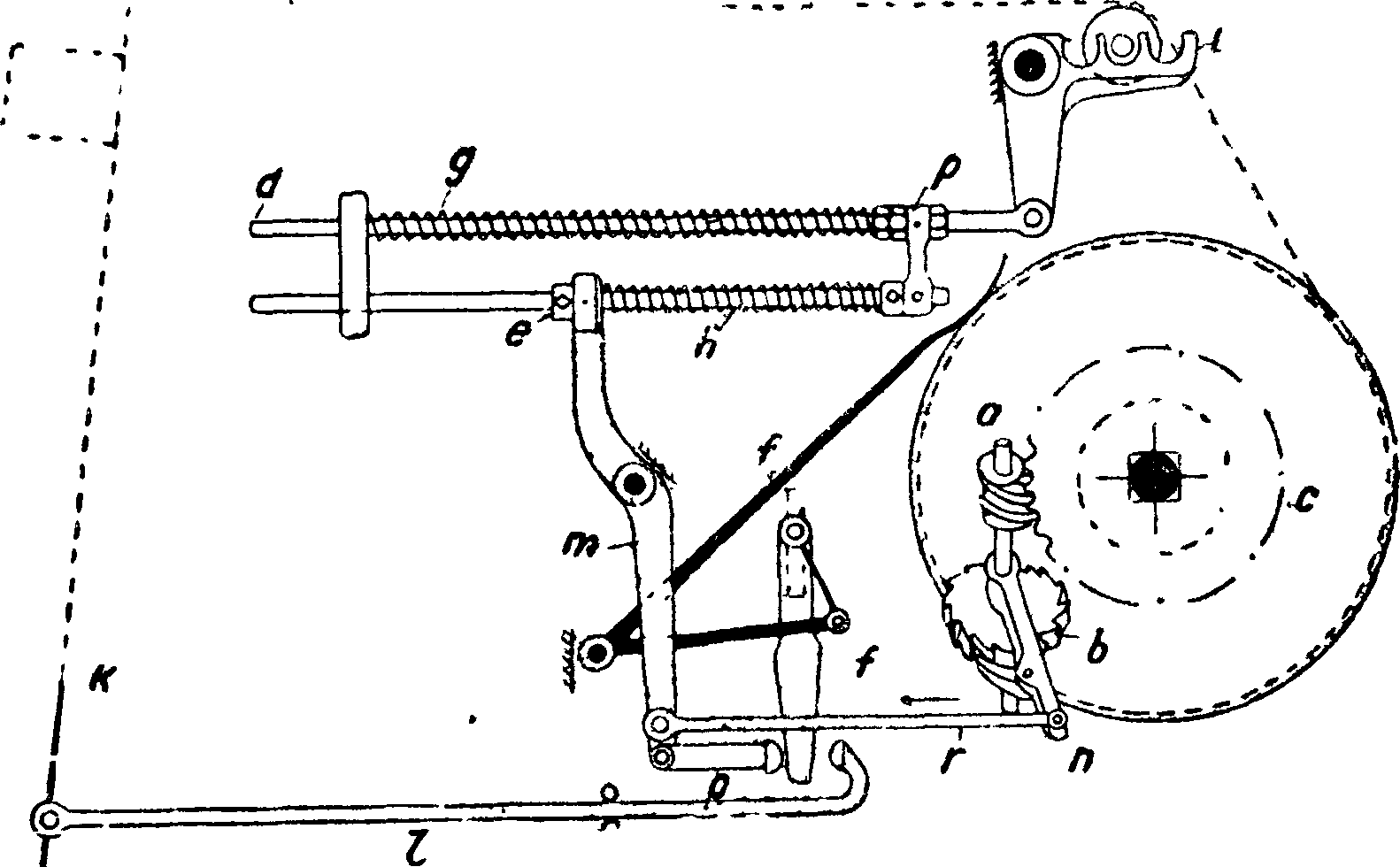
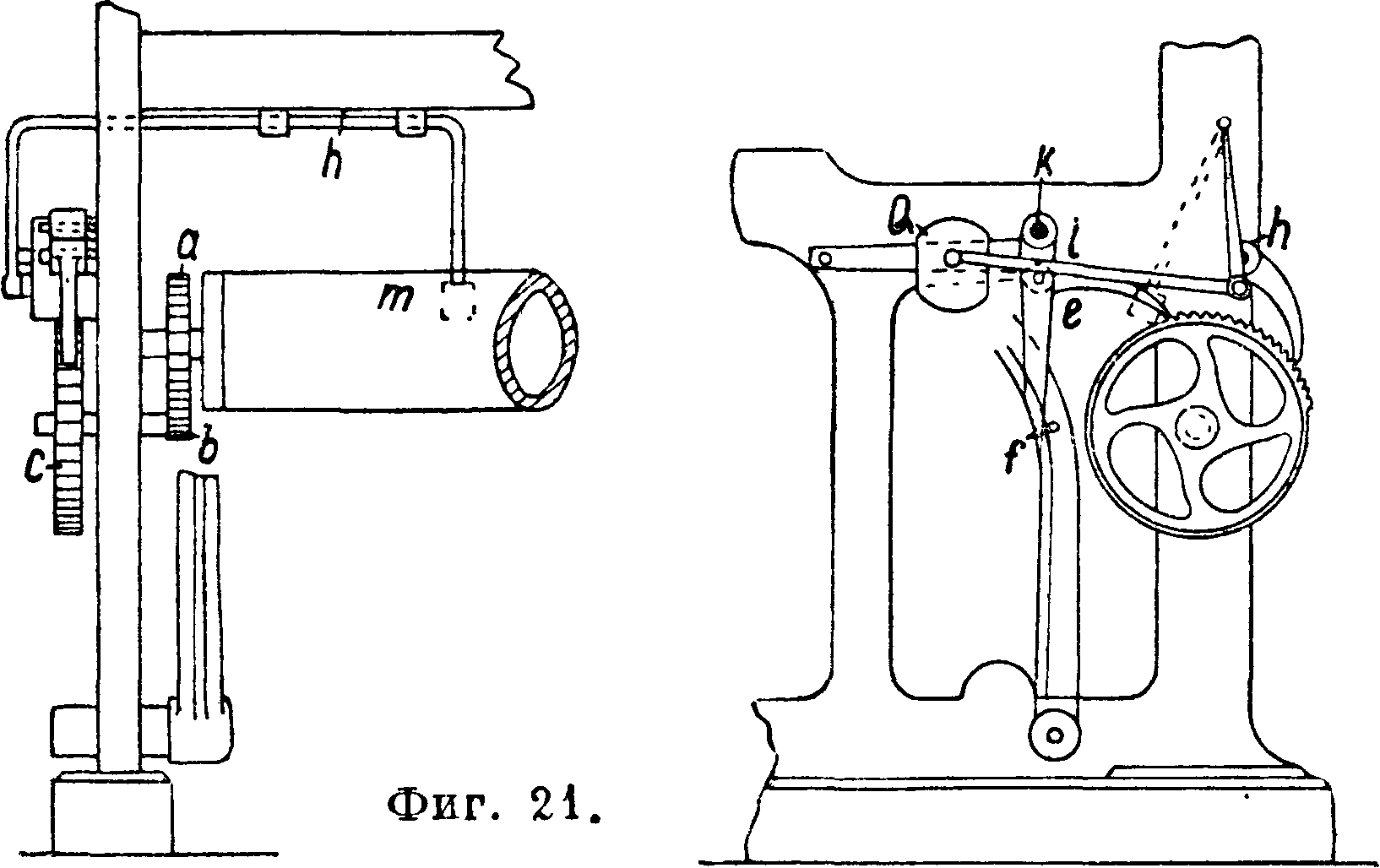
При негативных ре- Ш *7 гуляторах, которые должны соразме- 1уи рять подачу с на Лк МГ тяжением, скало Фигура ю. всегда устраивается подвижным в отличие от позитивных. Примером позитивного регулятора может служить .изображенный на фигуре 10 (завода Шенгера). От лопасти батана I тягой г качается рычаг к, который передает свое движение двуплечему рычагу М, а последний тягою е рычагу /, свободно посаженному на ось а. На другом плече f помещена собачка д, которая за каждый оборот станка поворачивает храповик и ось а. От оси а через конич. шестерни и червячную передачу получает вращение ткацкий навой. Т. к. угол поворота навоя с уменьшением его диаметра при условии постоянной подачи должен увеличиваться, то здесь введен валик Ь, к-рый-рычагами duc связан с тягой е; с перемещением валика b тяги е он переместится, повернувшись около точки h, в результате чего изменится размах качания рычага /, а вместе с ним и скорость вращения оси а и связанного с ней червячного вала, в результате чего изменится угол поворота навоя.
Из негативных регуляторов часто применяется регулятор типа завода Рюти (фигура 11). На оси
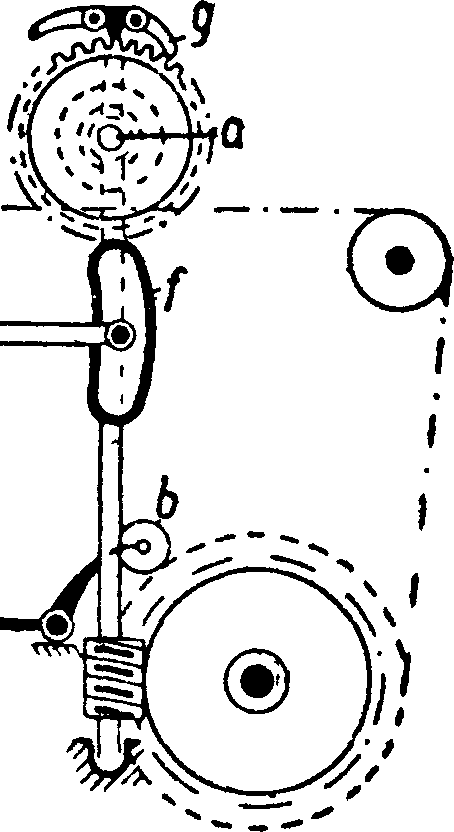
I Фмг- 11.
ткацкого навоя закреплена винтовая шестерня с сцепляющаяся с червяком а, а на его оси посажен наглухо храповик b и свободно рычаг п с собачкой. При переднем ходе батан к при помощи тяги I через посредство вращающегося клина и прилива о поворачивает нижнее плечо рычага ш, к-рый в свою очередь тягою г вращает рычаг п с собачкой и следовательно подает за каждый оборот станка определенную, одну и ту же длину основы. Подшипники скала помещаются в рычагах г, один из которых имеет плечо, соединенное с тягою d. На ней надета пружина д, одним концом упирающаяся в неподвижную часть станка, а другим в гайку, закрепленную в зависимости от желае-
мого натяжения пружины в определенном месте; т. о. натяжение пружины д устанавливает определенную степень натяжения основы. Затем при помощи пальца р тяга d соединяется с тягой е. На последней закреплено кольцо, к нему прилегает верхнее плечо рычага т под влиянием пружины /г, надетой на е и упирающейся в палец р, через к-рый тяга е проходит свободно. При таком устройстве во время переднего хода батана пружина h сжимается, а при обратном, растягиваясь, возвращает ш в первоначальное положение. Но если почему-либо окажется, что постоянной величины подачи мало, ее натяжение увеличивается, нижнее плечо рычага г ведет d, р, е и верхнее плечо т влево, а нижнее плечо — вправо, почему расстояние между о и концом тяги уменьшается, ее действие на о в следующий оборот станка будет продолжительнее, в результате чего храповик повернется на больший угол, подаст большую длщну основы, и ее первоначальное натяжение восстановится. Кроме того во время образования зева скало благодаря пружине д будет иметь «игру» и выравнивать натяжение основы и в течение одного оборота станка. Наконец рычаг fx при уменьшении диаметра основы опускает клин /, тем самым уменьшает свободное расстояние между I и о и заставляет навой вращаться на больший угол.
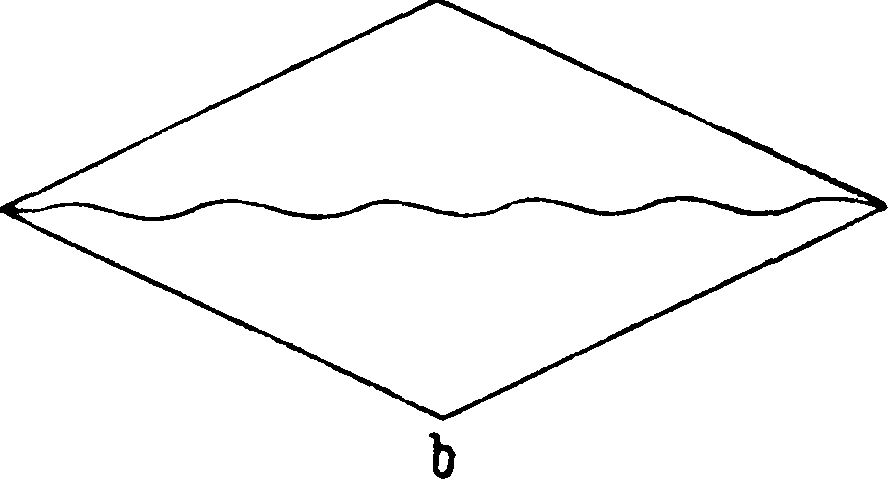
Навивание товара. Товарные регуляторы. Так называются механизмы, которые навивают или отводят готовую ткань, передвигая вперед натянутую основу; работа их тесно связана с работой подающих механизмов, и в результате их совместного действия получается определенная уточная плотность ткани (число уточных нитей на единицу длины) и известное расположение утка в ней. Последнее м. б. двояким—или делается одинаковым по всей длине ткани расстояние а между касательными, проведенными с одной и той же стороны (правой или левой) к двум соседним нитям (фигура 12), или проведенным с разных сторон ах (фигура 13). При первом способе

Фигура 12. Фигура 13.
каждая уточина занимает в любом месте по длине товара одну и ту же длину, поэтому получается одинаковая уточная плотность, причем это будет и при одинаковом диаметре утка и при различном, но просветы между соседними уточинами в последнем случае сделаются разными. При втором способе при равномерном по диаметру утке получается то же самое явление, а при неравномерном плотность неодинакова, а просветы одинаковы. Что касается просветов, то влияние различных размеров их сказывается в особенности неблагоприятно при гладких (по переплетению) тканях, нарушая их однообразный внешний вид как бы «недосеками» и «забоинами». При узорчатых же переплетениях важнее равномерная плотность в том отношении, что тогда не искажаются размеры рисунков в различных местах ткани. Поэтому первый способ, Дс-рый называется расположением утка с равномерным распределением, применяется при более равномерной по толщине уточной пряже, при узорчатых переплетениях и при таких, где играет большую роль точная калькуляция, то есть при деше вых сортах; второй же способ, к-рый можно назвать расположением с равномерным прибоем, более пригоден для неравномерного утка (например угарной хлопчатобумажной, суконной, шерстяной, шелковой пряжи), гладких, однообразных переплетений.
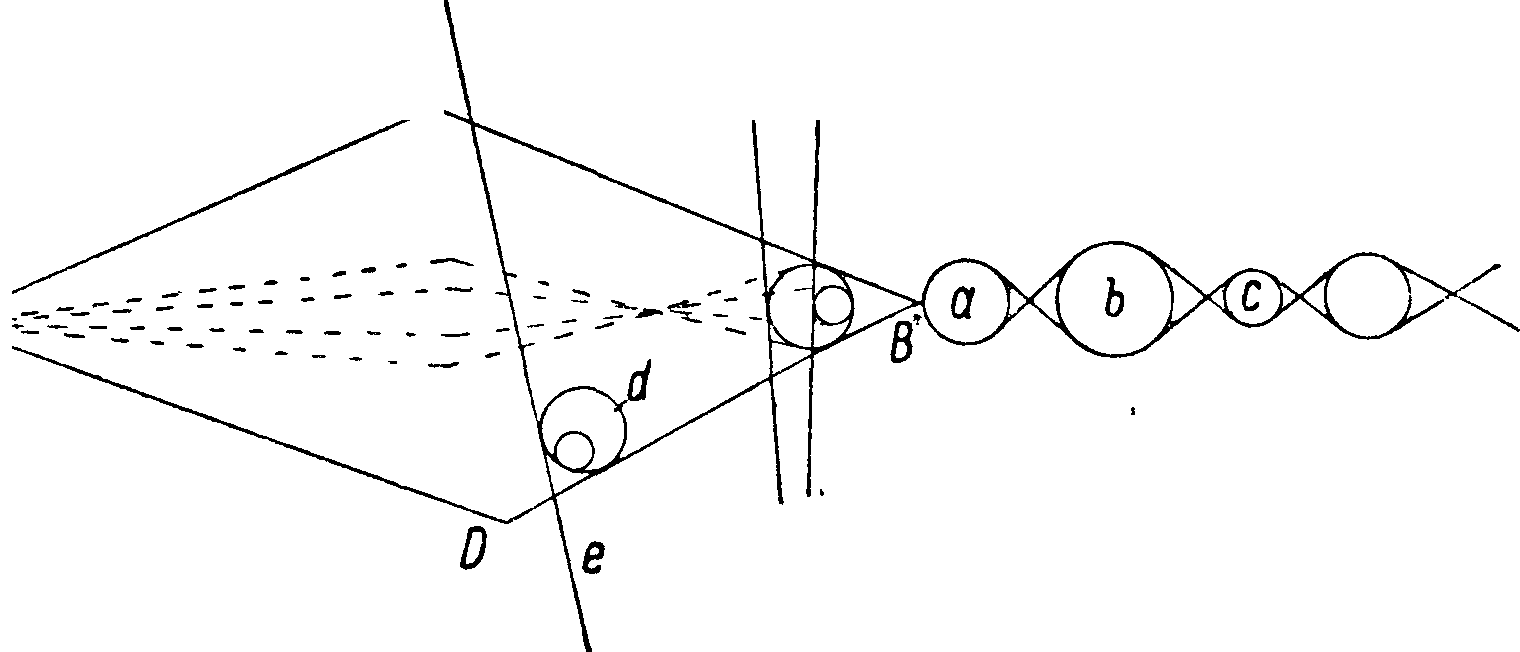
Для того чтобы получить тот или другой случай расположения утка, поступают сл. обр.: пусть на фигуре 14 ACBD изображает зев в открытом состоянии, А— цены, В — опушку ткани, а, b, с—уто
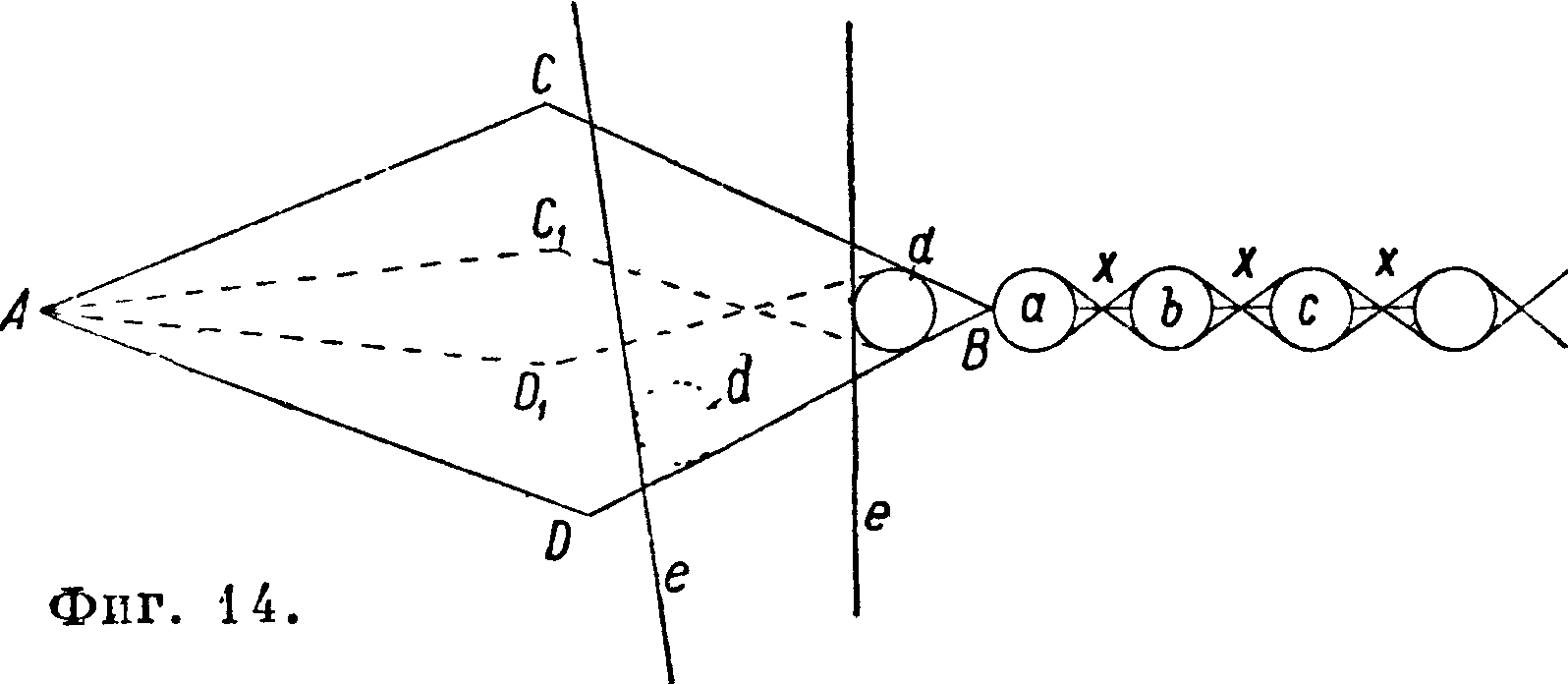
чины в готовой ткани, d—новую уточину, перемещаемую бердом е. При конечном положении берда, когда оно отходит от нити в обратную сторону и происходит «заступ», в силу чего зев примет вид AC-χΒΏχ, при действии товарного регулятора для навивания ткани по всей длине ткани расстояние х будет оставаться постоянным, то есть получится ]расположение утка с равномерным распределением. На фигуре 15 ACBD изображает также зев в открытом со-с стоянии с частью
^ уточин а, Ь, с в го-
А
фигура 15.
тобой ткани и с новой d в момент начала перемещения ее бердом е. Пусть бердо перемещает d до тех пор, пока уточина не заклинится в зеве так, что получится сила трения между ней и нитями основы достаточно большой величины, чтобы бердо через посредство уточины d подвинуло и основу и готовый товар, к-рый тотчас же будет навит товарным регулятором. Наконец можно ввести сначала в ткань несколько уточин а, b, с (фигура 16) и только потом переместить ткань сразу на их длину товарным регулятором. Для этой цели бердо делают вращающимся около вершника, и оно под влиянием пружины действует на все прибиваемые
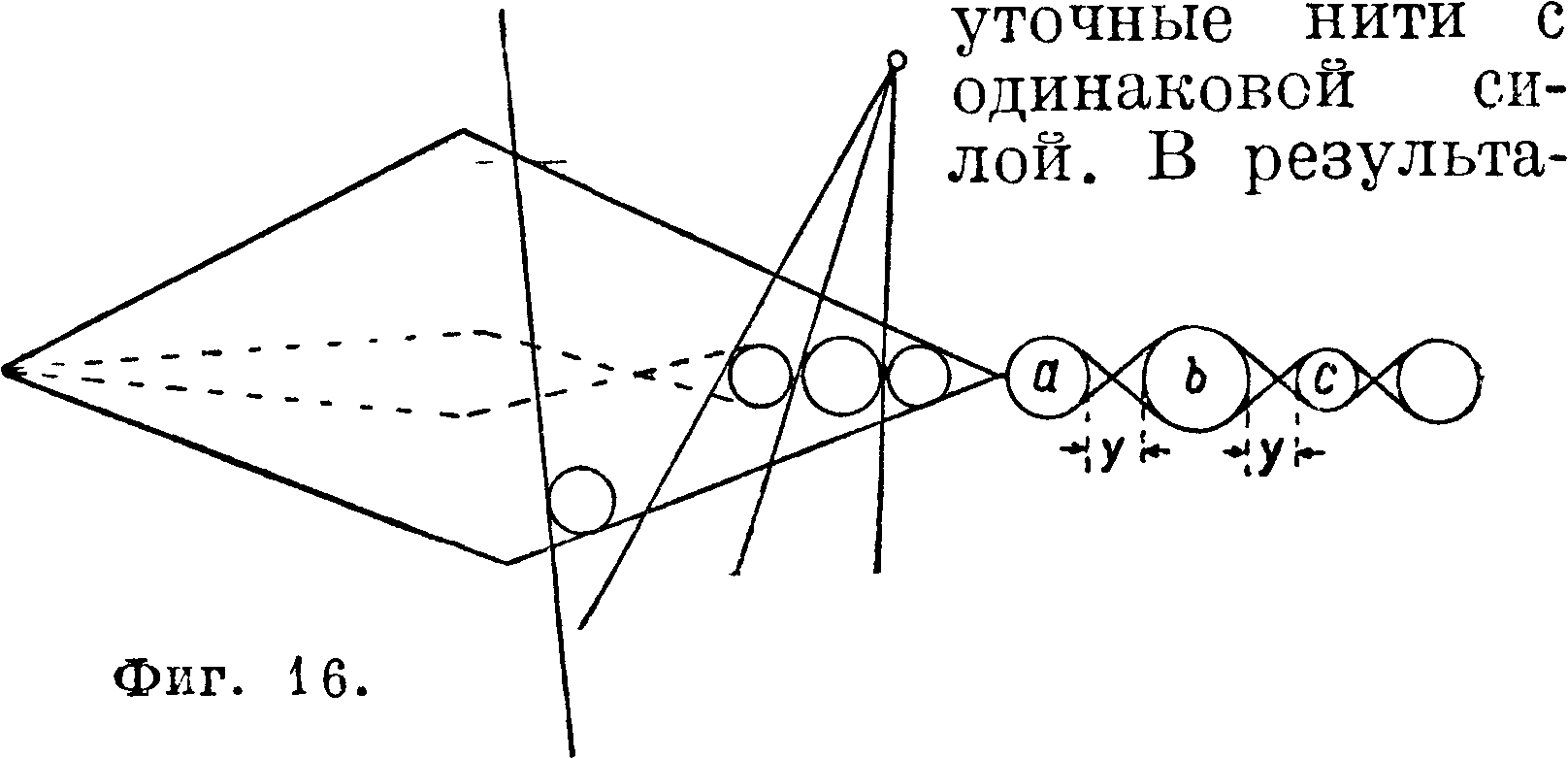
те каждая уточина придвинется к предыдущей, в зависимости от своей толщины, так что расстояния у по всей длине будут приблизительно одинаковы, и опять является расположение с равномерным прибоем. Различие последних двух способов образования ткани заключается в том, что в первом для получения большой силы трения между основой и утком требуется сильно шероховатая пряжа, шерстяная^ во втором для более легкого передвижения утка по основе—гладкая пряжа, шелковая.
Соответственно сказанному конструкции товарных регуляторов делятся на три сл. группы: 1) с принужденным движением, действующие постоянно, 2) с принужденным движением, действующие непостоянно, или компенсирующие ,и
3) действующие от силы (с принужденным действием). Примером 1-й группы является товарный регулятор ти-
• Фигура 17.
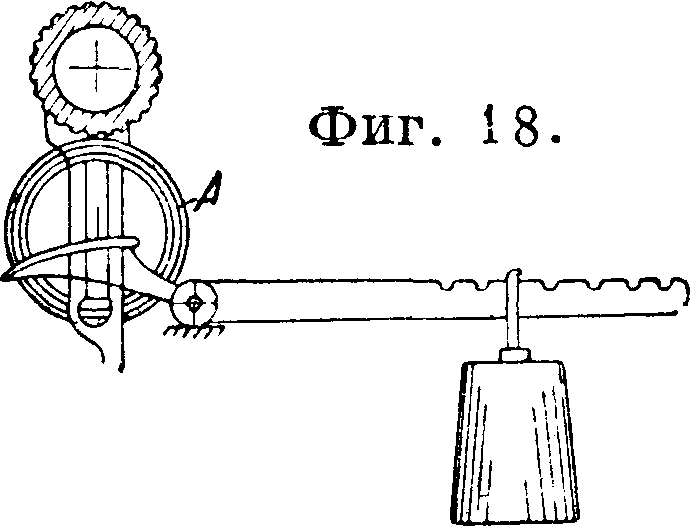
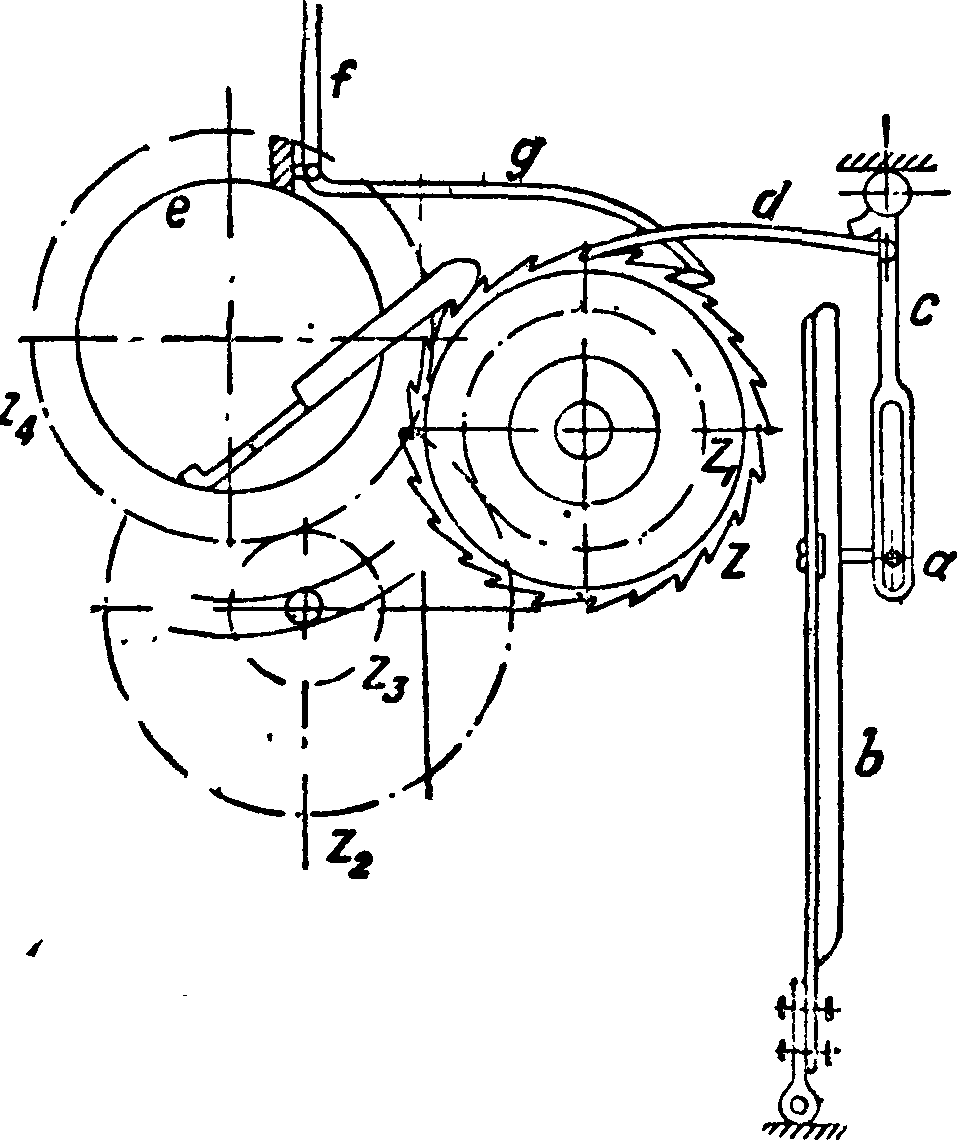
па Платта (фигура 17). От лопасти b посредством штифта1 а, к-рый может перемещаться в прорезе рычага с последний приводится в качательное движение. От с собачкою d получает вращательное движение храповик z, а от него зубчатою передачей zlt z2, <^4 вращается товарный вальян е. Если наматывать готовый товар прямо на товарный валик-, то диаметр его постепенно увеличивается, почему необходимо изменять и его угловую скорость. Чтобы избежать этого, чаще всего в товарный регулятор вводят промежуточный валик—товарный вальян, к к-рому снизу грузом или каким-либо другим способом прижимается товарный валик А (фигура 18), который т. о. будет иметь постоянную окружную скорость и соответственно диаметру переменную угловую скорость. Когда товарный регулятор снабжен вальяном, то его называют с н е п р я м ы м действием, без него—с прямым действием. Поверхность вальяна для избежания скольжения делают шероховатою. Иногда вальяну сообщается движение не от лопасти, а от коленчатого вала; иногда также вместо цилиндрич. передачи часто вводят винтовую. Рассматриваемые регуляторы за каждый оборот станка навивают одну и ту же длину ткани и дают равномерное расположение утка (уточная плотность). Для изменения уточной плотности изменяют число зубов храповика z и шестерни z1 по ф-ле
(10)
Ζχ Ζ·ι · ^4
где S—уточная плотность на 1", D—·0 вальяна, п—количество зубов храповика, на к-рое подает собачка за один оборот (здесь п=1), ζ3, ζ4—сменные шестерни (на станках Платта, наиболее распространенных в хл.-бум. промышленности СССР, ζ=140 зубам, ζ3=12 и ζ^= =64 зубам). D=5" или πΌ — 15,71". Число зубов храповика z обычно принимают кратным 10. После снятия с валика ткань укоротится; в среднем это укорочение для чаще всего вырабатываемых товаров составляет 2—2,5%; на эту величину увеличится и плотность.
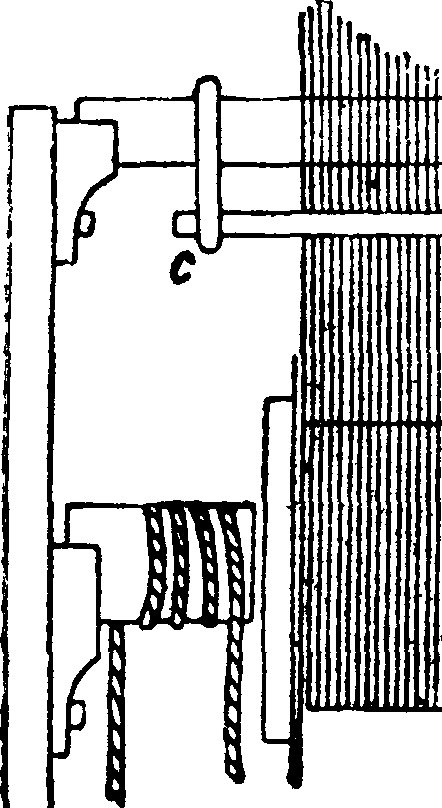
В регуляторе кроме собачки имеется еще контрсобачка д (фигура 17); если бы ее не было, то сколько бы товара при прямом ходе собачки ни намоталось на вальян, стотько же под влиянием натяжения при обратном ходе смоталось бы. При обрыве угочины механизм уточной вилки переводи г ремень с рабочего шкива на холостой и одновременно отклоняет рычаг f
и приподнимает контрсобачку д тогда собачка будет сообщать вальяну только переменно-вращательное движение, без навивания товара. После действия уточной вилки станок по инерции сделает 1—3 оборота, в силу чего на ткани получится пустая полоса—«недосека». Для исправления этого недостатка при пуске станка надо вручную повернуть вальян в обратную сторону. Для автоматизации этого применяют третью собачку—недосечную (фигура 19), состоящую“ из двух частей а и b, в ней имеется прорез для болта с. Установив последний на соответственном месте, можно изменить величину возможного перемещения b по а. Эту собачку помещают в регуляторе наклонно с установкой для перемещения b на 2 зуба (среднее из 1—3).
На фигуре 20 дана упрощенная схема компенсирующего регулятора. Бердо b помещается ь пазу батана, в специальной раме рычага а, вращающегося около оси о на лопасти с батана и в нижней своей ^^ ^с
части d соединенно- "" ι—
го с тягой е. Пру- f 0 й. жина д одним кон-цом прикреплена к фЕГ. 19.
третьему плечу рычага ad, а другим—к приливу у лопасти с; под влиянием ее бердо прижимается к опушке ткани. Тяга е соединена с шайбой /, имеющей на боковой поверхности возвышение г и свободно сидящей на оси, на которой закреплен храповик. Собачка h соединена с лопастью и посредством болта опирается на боковую поверхность _ шайбы. Если болт находится на воз-2 ** вышении г, собачка не действует; ког-^ да он сойдет на малый диаметр шай бы, собачка поворачивает храповик. После ввода в ткань определенного“ числа уточин бердо отклоняется и поворачивает шайбу так, что болт“ собачки сходит с возвышения г, и происходит подача основы, а при следующем обороте бердо прижимается к брусу батана, почему шайба опять подойдет под собачку своим возвышением. В дейст вительности конструкция такого регулятора, например типа завода Рюти, очень сложна и благодаря этому употребляется в шелковом производстве очень редко. В результате его действия получается расположение утка с равномерным прибоем.
Фигура 20.
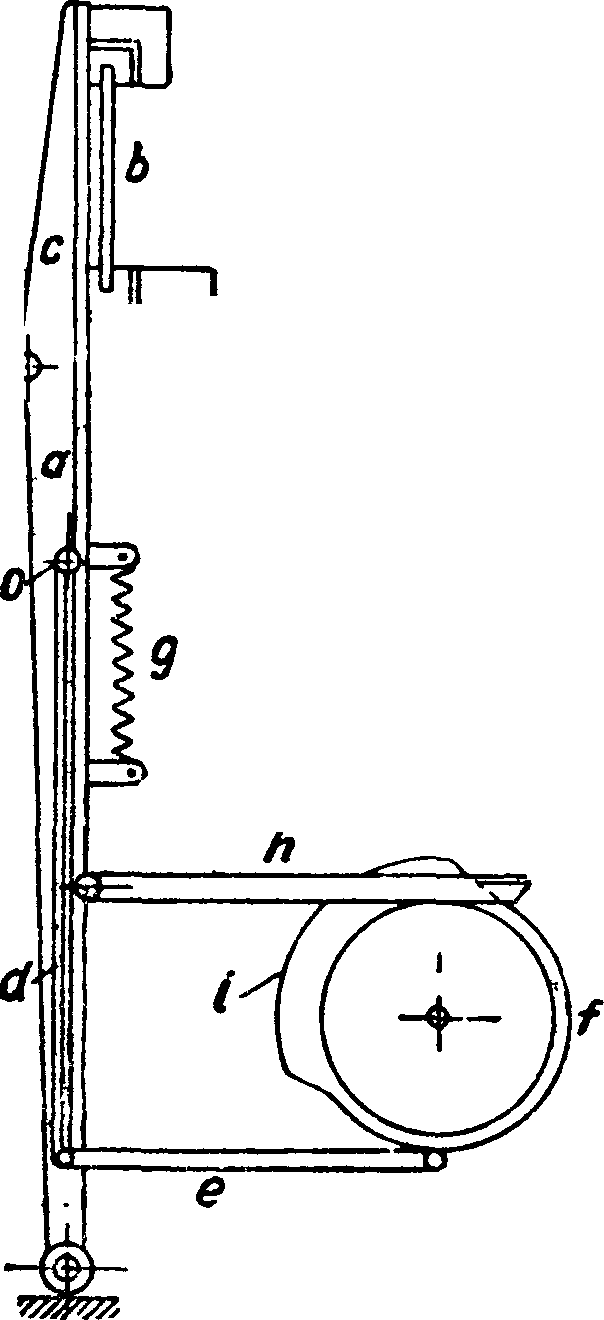
На фигуре 21 показана конструкция регулятора с действием от силы типа завода Шенгера. На оси товарного валика посажена шестерня си передающая движение Ь, на валу которой закреплен храповик с. На него действует собачка е с осью вращения на вертикальном плече двуплейевого рычага; По горизонтальному плечу" этого рычага может перемещаться груз Q, под влиянием которого собачка е все время стремится повернуть храповик в направлении навивания ткани, но этому оказывает сопротивление ее натяжение. Когда последнее будет преодолено, то храповик повернется, ткань навьется, а груз.ф опустится. Уменьшение лее
Θ натяжения ткани происходит, как указано выше, при перемещении ее вместе с основой бердом под действием, заклинивающейся в зе-
Фигура 22а. Фигура 226. ве уточной НИТИ.-Груз опускается до опреде ленного положения, в к-ром штифт (на лопасти батана) при помощи особого приспособления устанавливает его в первоначальное состояние. Так как ткань навивается непосредственно на товарный валик, диаметр которого при этом увеличивается, то необходимо изменяется и момент сопротивления навиванию, который равен Z · 2, где Z — величина натяжения, но
Z · d2= Qq, где q—плечо действия груза, отсюда для постоянства натяжения Z д.б. ®=Const.
Поэтому q при изменении диаметра d валика должно также изменяться. С этой целью к товарному валику все время прижимается валик т,*от которого к грузу Q идут две штанги Ни г, отодвигающие Q от оси вращения рычага к. Регулятор с действием при помощи силы дает расположение утка с равномерным прибоем.
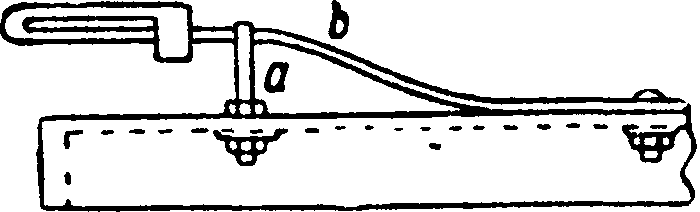
Скало, цены, шпарутки и грудница. Непосредственное назначение скала— направить основу на требуемую для удобства работы высоту в почти горизонтальном положении и сохранить это положение несмотря на изменяющиеся диаметры основы и товара. а
Фигура 23.
Нередко кроме этого на скало возлагается еще задача сохранить постоянным натяжение основы во время зевообразования. Скала по конструкции делятся,на неподвижные и подвижные. Неподвижное скало имеет форму или чугунного бруска или же валика (фигура 22а и 226). Подвижное скало, кроме рассмотренных при негативных основных регуляторах, устраивается часто след. обр. (фигура 23). Скало представляет собой чугунный валик а, к к-рому посредством хомутиков с подвешивается пруток b—подскальник. Хомутики соединены пружинами d с лопастью батана. Подскальник помещается сверху основных нитей. Когда образуется зев и натяжение основных нитей
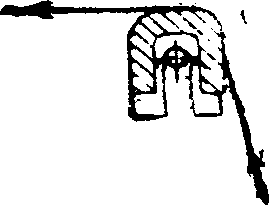
увеличивается, батан идет к скалу, действие пружин, а следовательно и под спальника на нити уменьшается; при обратном движении батана подскальник изгибает основные нити, увеличивая тем самым их уменьшающееся во время закрытия зева натяжение.
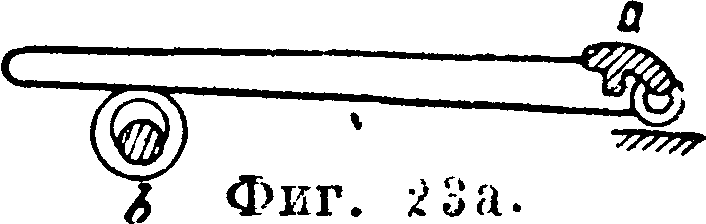
Вместо описанного устройства иногда применяется устройство (фигура 23а), где скало а помещается в рычаге, качающемся от эксцентрика b.
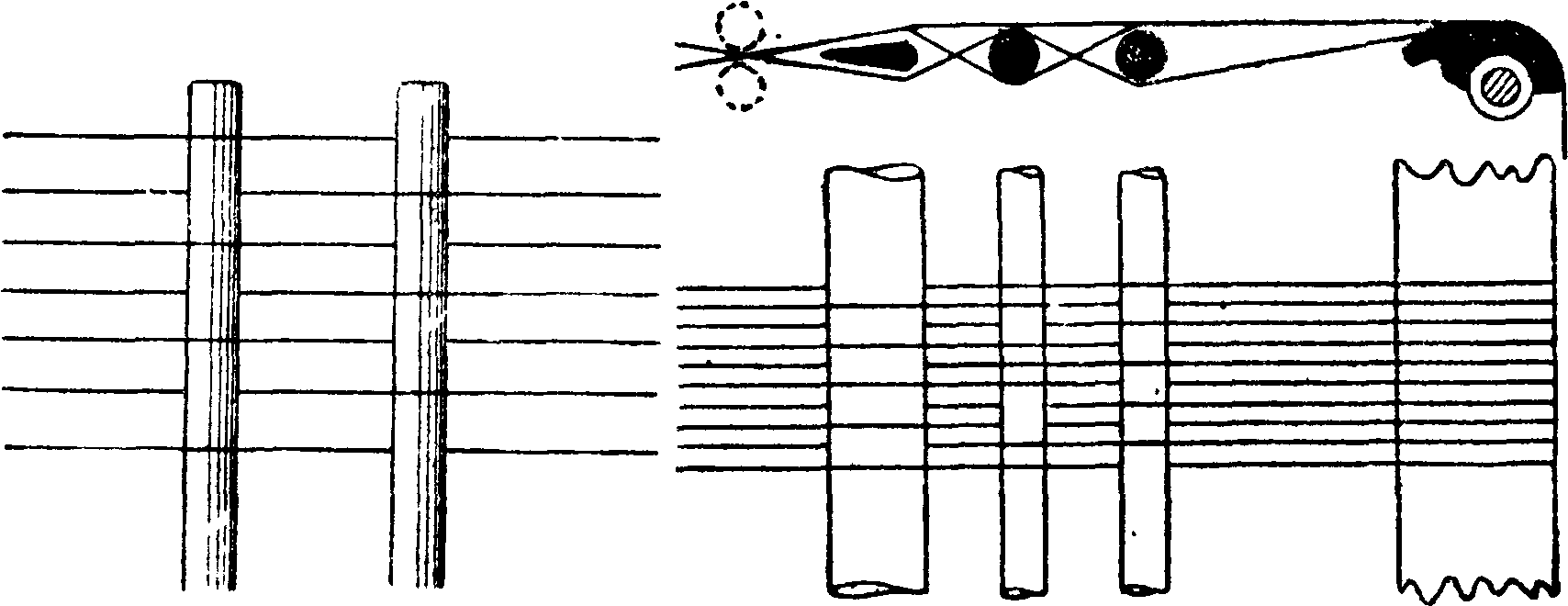
Цели, которые преследуются введенном цен, следующие: 1) отделение друг от друга основных нитей, склеившихся во время шлихтовки, 2) облегчение розыска оборвавшихся нитей и правильная за в бердо вновь привязы-ваемых, 3) фиксирование длины задней части зева и 4) приглаживание волосиков сильно шероховатой пряжи, например шерстяной. Цены представляют собой прутки из дерева; обыкновенно берут две цены, иногда три и при очень шероховатых основах доходят даже до четырех.
При двух ценах проборка нитей через них производится вперекрест: одну нитьиаггравля-ют внизу, следующую вверху первой цены, а на второй поступают обратно (фигура 24). Часто проборку делают не по одной нити, а парочками. Форма прут-ков круглая или овальная; ближай-
Фигура 24.
Фигура 25.
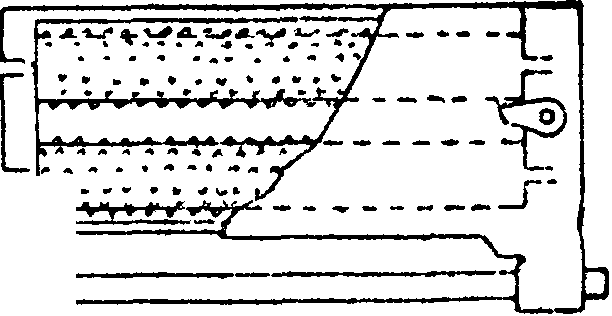
шему к ремизке прутку лучше придавать форму, показанную на фигуре 25, чтобы уменьшить разницу в длине нитей, идущих во время зевообразования. Для поддержания должной ширины в начале готовой ткани ставят с каждой стороны шпарутки. Шпарутки бывают ручные и механические; последние в свою очередь— валичные и кольцевые. Валичные шпарутки имеют один или два валика (фигура 26), которые сверху прикрываются крышкой, концентричной с их формой. Благодаря ей ткань огибает половину верхней поверхности валиков и захватывается их иглами, расположенными винтообразно. Внизу в футляре делаются отверстия для удаления пуха. Валики бывают цилиндрические, реже конические; оси их параллельны или пересекаются. Длина валиков 75—150 миллиметров, 0 Ш 12V2—19 миллиметров. Материалом z4J= для них может служить сталь, железо, медь, изредка дерево. Валичные шпарутки пригодны для легких и средних по плотности товаров. Для тяжелых, широких и плотных тканей требуются более сильные шпарутки—кольцевые.
Кольцевая шпарутка состоит из ряда параллельных медных колец а (фигура 27), снабженных по окружности иглами. Кольца отделены друг от друга шайбами b, имеющими эксцентриковые выступы, на которые и сажаются кольца. Отверстия в шайбах просверлены под углом к оси.
Фигура 26.
Все части собираются на общий шпиндель. Шайфы устанавливаются т. о., чтобы наиболее удаленные части их выступа находились вверху. Тогда кольца будут прочно удерживать своими иглами ткань, а при вращении книзу иглы будут легче отделяться от ткани. В зависимости от строения ткани число колец применяется 1—20. Укрепляют шпарутки б. ч. болтом а (фигура 28). Такой способ позволяет ааа переместиться прутку b
со шпарутками к груднице и предохранить ткань от порчи, если
Фигура 27.
Фигура 28.
челнок задержится почему-либо в зеве. Грудница в большинстве случаев представляет собой чугунный брус, служащий для направления готового товара к низу станка и одновременно для связи боковых рам. Линия схода ткани иногда не прямая, а имеет посредине выступ для выравнивания натяжения средней и кромочных частей ее.
Движение основы в вертикальном направлении. 1. Виды зева. Нити основы на станке натягиваются приблизительно в горизонтальной плоскости между скалом и грудницей. Этот уровень их расположения называется средним; для того чтобы ввести между нитями основы уточную нить, их при каждом обороте станка разделяют на две части, соответственно переплетению—вверх и вниз; между ними образуется отверстие, называемое зевом, в к-ром и помещается .уточная нить. Для сообщения ^ ^ такого перемеще-
ния основные ни- 11
11_4 ти пропускаются
(пробираются) в “ петли или колеч ки (глазки) шнурков, закрепленных в особых приборах—ремизках (смотрите Ремизное производство), число которых выбирается в зависимости от рисунка ткани. Механизмы же, служащие для движения ремизок, называются зевообра-зователями. В ткачестве применяется несколько видов зева. Их разделяют, во-первых, на неполные и полные. Неполный зев, верхний или нижний, получается, когда от среднего положения нити перемещаются только вверх или вниз, давая со- ^ ответственнонепол- ^ J
ный верхний или неполный нижний фиг· 30 ·
зев (фигура 29 и 30). Путь, проходимый нитью во время образования зева, равен двойной высоте зева и в сравнении с другими видами зева он является ббльшим и вызывает большее напряжение в основе; такой зев применяется на тихоходных станках при работе с толстой, прочной или обладающей большими упругими свойствами основой.
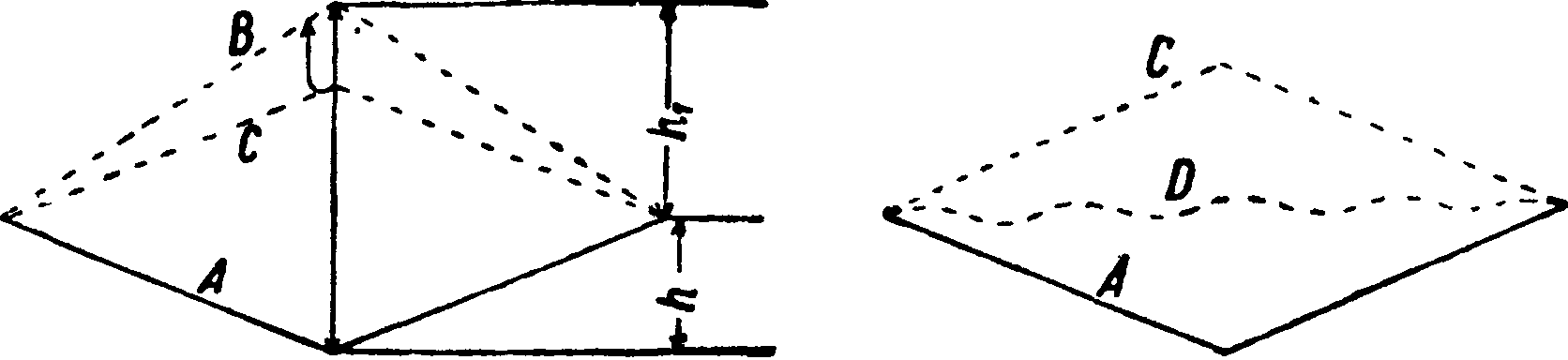
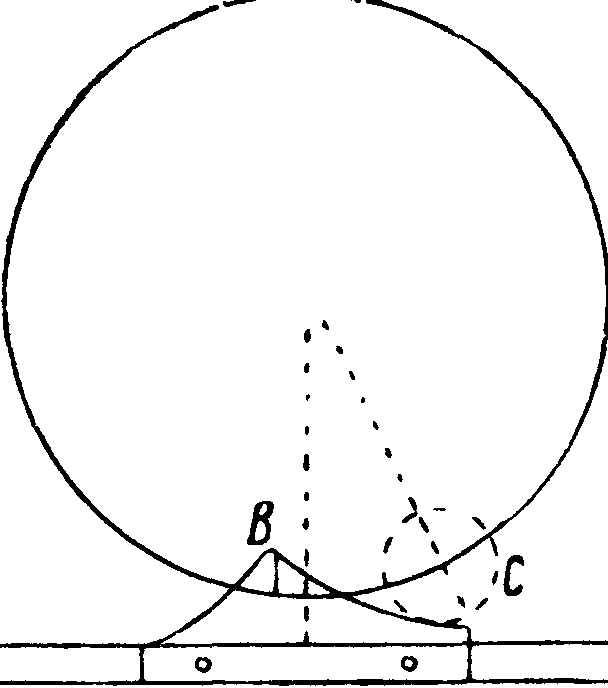
Большое преимущество верхнего зева заключается в том, что его нижняя часть спокойна и тем способствует правильному пролету челнока. Полный зев в свою очередь м. б. закрытый, или центральный, открытый и полуоткрытый. Закрытым зевом называется такой, при к-ром за каждый оборот станка в среднее положение на один уровень приходят все нити основы. В нем часть нитей (фигура 31) откло-
Фигура 31.
няется в верхнюю часть зева В, другая—в нижнюю С, а затем все собираются в среднее положение А. Здесь перемещение нити равно половине высоты зева и в два раза меньше, чем при неполном зеве; натяжение ее также меньше. Это обстоятельство позволяет работать при нем с большей скоростью. Поднимающиеся и опускающиеся нити до известной степени уравновешивают друг друга, что вызывает уменьше- β
ние расхода энер-гии. Натяжение *
всех нитей остается в каждый момент зевообразования одинаковым, что позволяет применять в этом случае подскальник. Недостатком закрытого зева является то, что все нити находятся в движении, и это вредно отражается ня правильности полета челнока. Применяется этот зев на простом миткалевом станке, при приборах Вудкрафта и у нек-рых типов кареток.
Открытым зевом называется такой, при котором во время закрытия в среднее положение приходят не все нити основы (фигура 32). В нем из крайних положений А я В перемещается часть ни-
^—-- тей, а другая, ко-
торая и в следую-Λ щее зевообразбва-
Фигура 32. ние должен быть вверху или внизу, остается неподвижной. В сравнении с закрытым зевом путь и натяжение нитей одинаковы, но так как часть нитей не изменяет своего положения, излишнего перемещения их нет, а потому их состояние вообще спокойнее и для правильного полета челнока условия благоприятнее. Поднимающиеся и опускающиеся нити и здесь уравновешивают друг друга. Недостатком же открытого зева является то, что нельзя все нити привести на один уровень при надвязке оборвавшихся. В противоположность закрытому здесь натяжения нитей в различные мо-
Фигура зз. менты зевообразования будут различны.Открытый зев употребляется на каретках Ноульс (Knowles) и на нек-рых каретках Добби и Жаккарда. Вид закрытого зева а и открытого Ь в момент его закрытия показан на фигуре 33. В полуоткрытом зеве (фигура 34) нижняя часть основы ведет себя вполне одинаково с открытым; те же
Фигура 34.
Фигура 35.
ремизки В, которые должны остаться вверху подряд больше одного оборота станка, сейчас же после подъема опускаются вместе с остальными на нек-рую высоту и затем остаются на этом уровне С до прихода сюда поднимающихся снизу, вместе с к-рыми они доходят опять до крайнего внешнего положения, где остаются уже все в продолжение всего нового выстоя.
Такой способ зевообразования выравнивает несколько натяжение уровней А и В сравнительно с средним D при скрещивании; тем более первоначально зев устраивают несимметричным, делая отклонение нижней части от средней h меньше отклонения h1 у верхней. Полу
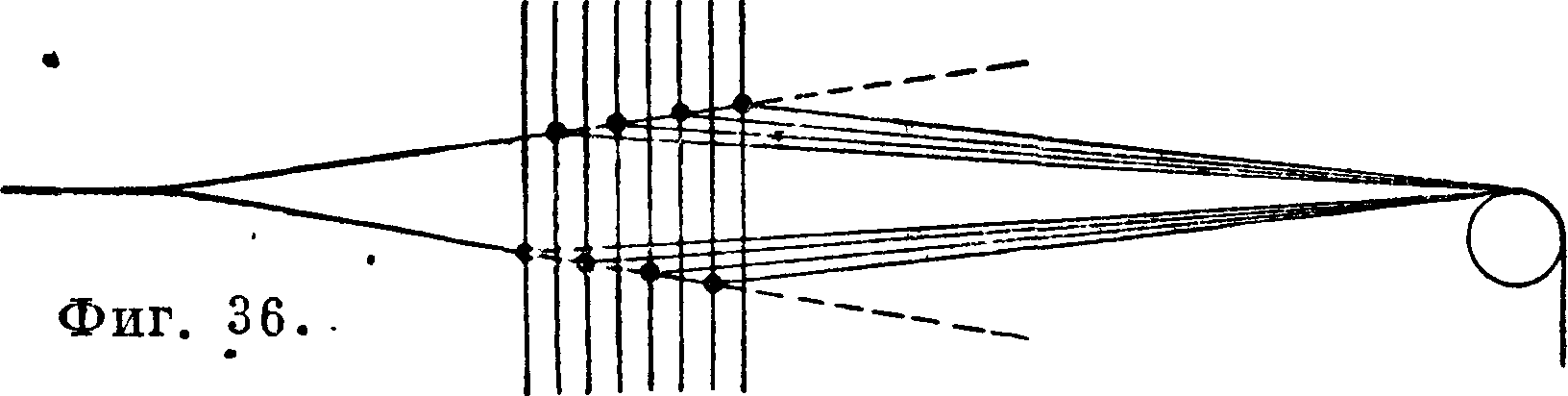
открытый зев употребляется преимущественно в двухподъемных каретках Добби. Из фигура 31 видно, что в момент закрытия у закрытого зева все нити—на среднем уровне и их натяжение можно сделать значительным, а у открытого (,фигура 35) нити, находящиеся в среднем положении, имеют натяжение малое. Различают еще чисднй зев (фигура 36) и нечистый (фигура 37). У чисФого зева при полном открытии
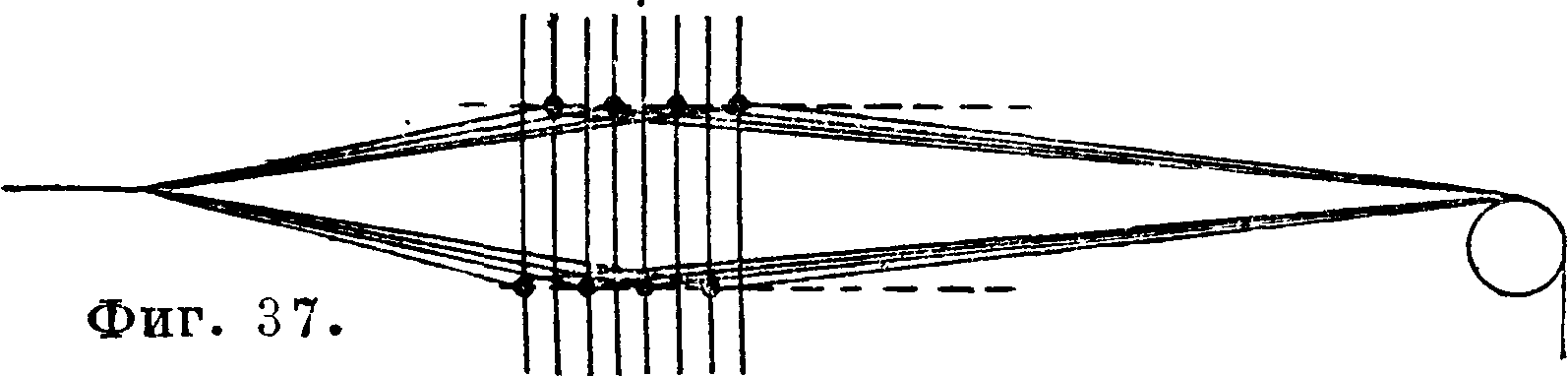
как верхние, так и нижние нити расположены соответственно в одной плоскости, у нечистого— в разных плоскостях. У чистого высота в различных ремизках различна, увеличиваясь по мере удаления от опушки, причем увеличивается натяжение нитей, у нечистого она везде одинакова. Но для правильного полета челнока сохранение общего уровня, хотя бы в одной нижней части, необходимо. Поэтому прибегают
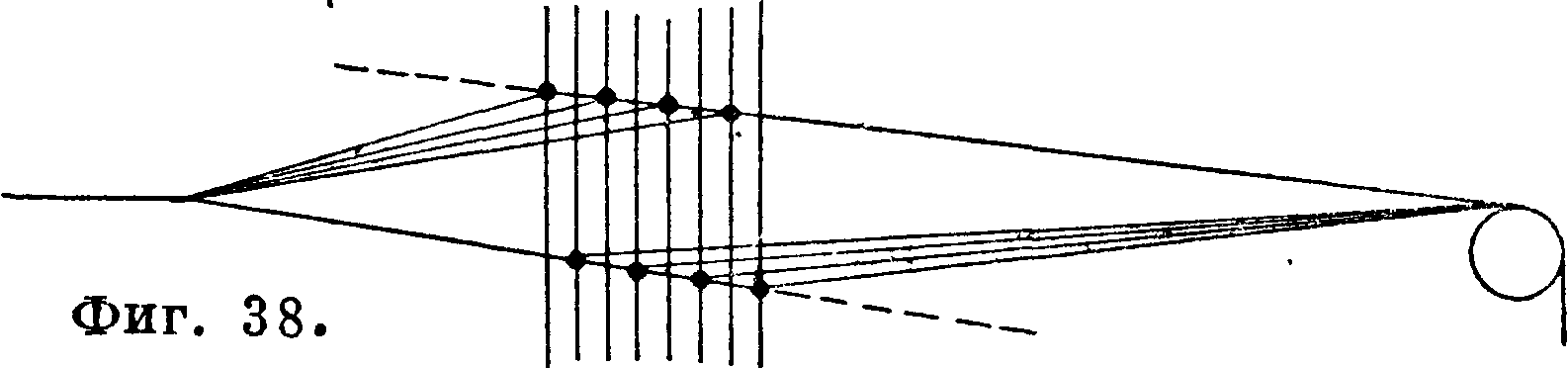
иногда к смешанному (фигура 38), где сохранен общий уровень внизу и нарушен вверху, но уменьшена несколько разница в высоте.
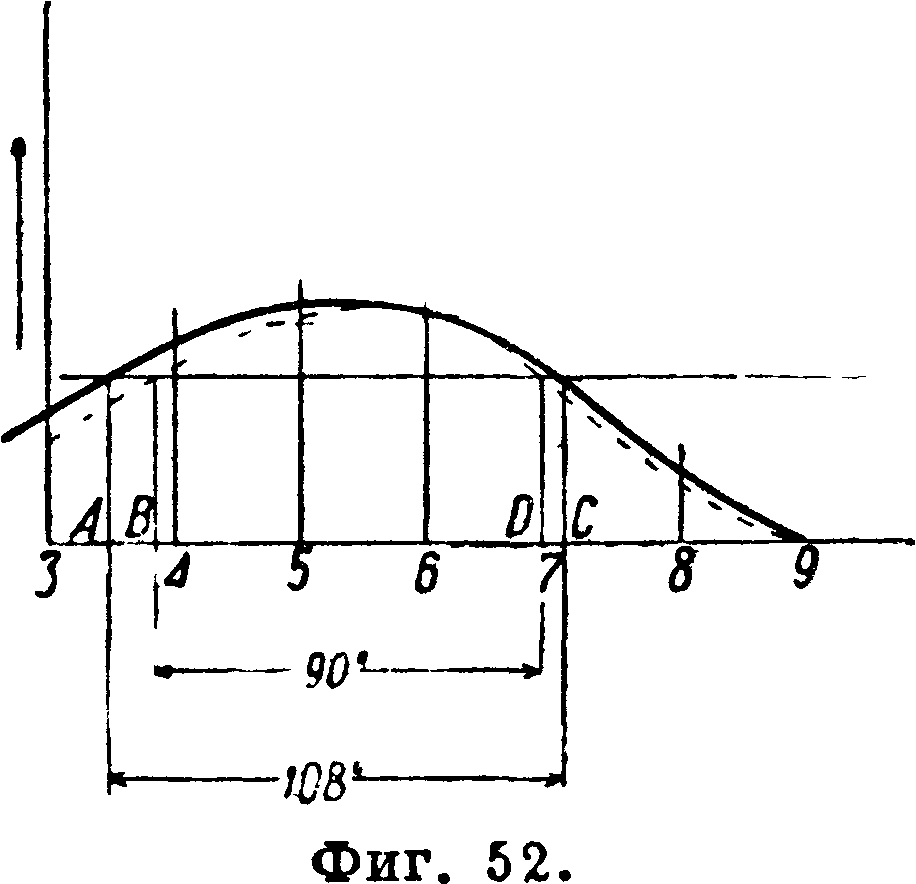
Эксцентриковые механизмы для образования зева. Зевообразователь должен выполнять две задачи: с одной стороны, произвести самое отклонение нитей, преодолевая при этом сопротивление (натяжение основы, трение, нагрузка, живая сила), а, с другой,—необходимо, чтобы соответственно рисунку при образовании зева определенные группы нитей поднимались, другие же опускались. Обе задачи могут исполняться или одним органом станка, или же зевообразователь может состоять из двух частей, из которых одна (подъемный механизм) служит исключительно для перемещения нитей, а вторая (прибор рисунка) должна распределять их вверх или вниз. К первой группе относятся эксцентрики, ко второй—каретки, переборные pi Жаккарда. Для каждой вновь вводимой уточины на окружной поверхности эксцентрика должен быть или возвышение или углубление над окружностью среднего радиуса его. Число эксцентриков зависит от раппорта по основе, будучи в общем случае равно ему. На фигуре 39 дана схема эксцентрика с раппортом, равным 4, где А—окружность среднего радиуса; она разделена на 4 части: одному обороту коленчатого вала будет соответствовать г!А оборота эксцен трика или угол поворота в 90°—I, II, III, IV. По этой окружности в каждом углу штриховкой обозначены возвышения В, D и углубления С, Е для примера в перемежающемся порядке. Более точная форма эксцентрика определяется следующими условиями движения ремизки. При пролете челнока ремизки с нитями основы должен быть неподвижны или, как говорят, у них должен быть выстой, иначе челнок может вылететь из зева. Для большей правильности движения челнока продолжительность выстоя желательна большая, т. к. тогда скорость этого движения м. б. взята меньшая, с другой стороны, при большом выстое остается мало времени для перемещения нитей, что влечет за собой увеличение обрывности их. Чаще всего его берут равным 1Ji—3/8 оборота колена,
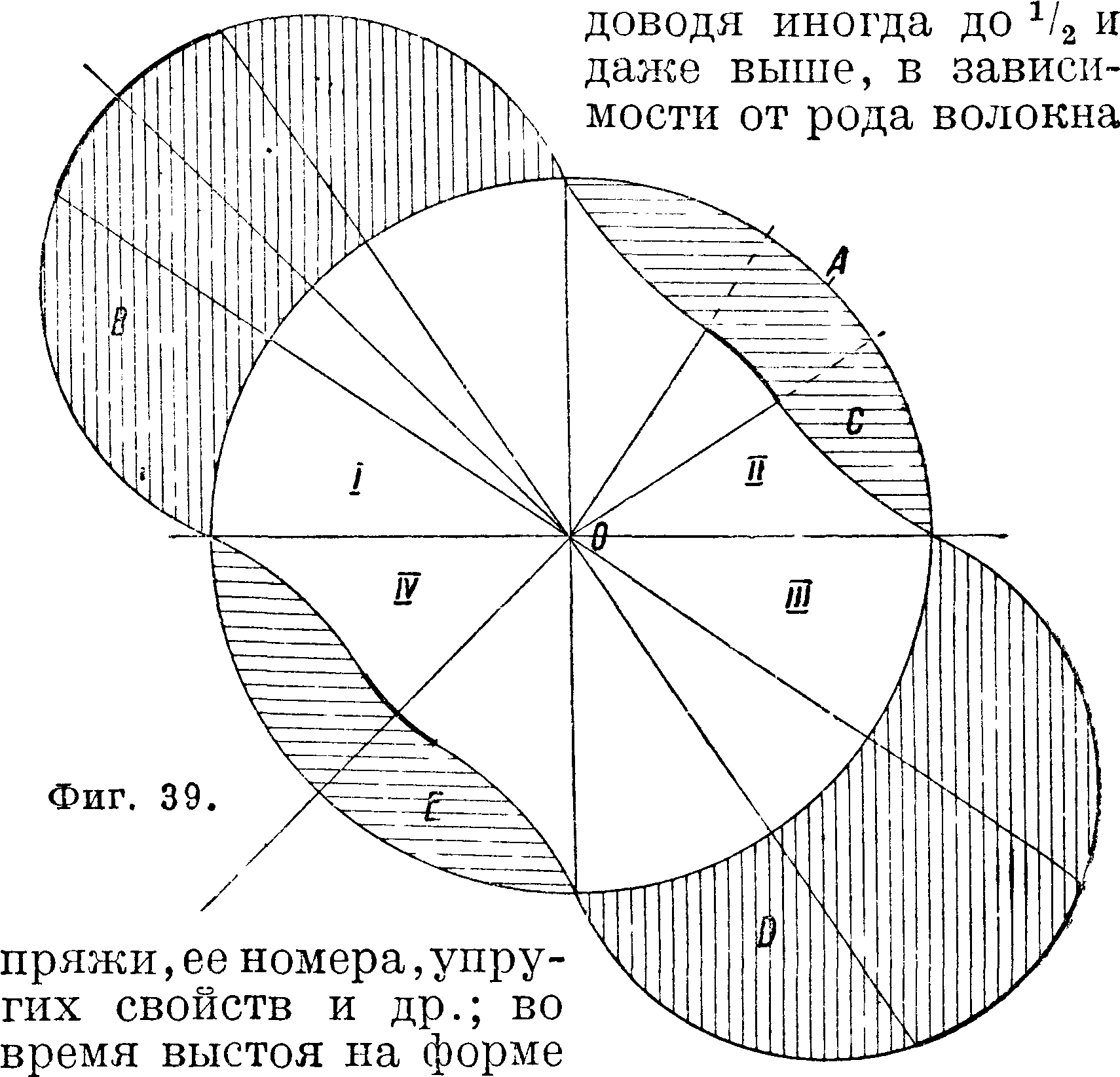
эксцентрика должен быть дуга круга наибольшего или наименьшего радиуса, длиной соответственно выстою. В нашем примере выстой равен i/4 угла поворота эксцентрика в 221/2°.
Остальные части (переходы от возвышений к углублениям и обратно) служат для перемещения ремизки и потому должны иметь форму, соответствующую характеру этого движения. Чаще всего от крайнего положения, когда зев открыт и нити имеют наибольшее натяжение, ремизкам сообщают для ослабления их напряжения равномерно ускоренное движение до среднего положения, когда их натяжение самое малое; а затем при дальнейшем отклонении в крайнее положение перемещение делают равномерно замедленным. Третье условие, которое должно определять форму эксцентрика, это—вид зева.
На основании этих условий форму эксцентрика можно построить лучше всего, взяв часть, соответствующую половине возвышения и половине углубления, и состоящую из х/2 выстоя+переход от возвышения к углублению + V2 выстоя, т. к. эта часть дает возможность построить форму эксцентрика в любом ее месте. На фигуре 40 для примера приведена построение эксцентрика для раппорта, равного 3, с выстоем в х/4 оборота главного вала, с неравномерным движением ремизок и с открытым зевом. А—окружность наименьшего радиуса, В—наибольшего радиуса-1-радиус наточка. Берем угол 0F8=~=--120° и делим его на несколько равных частей, например 8, т. к. эксцентрик вращается равномерно. Часть окружности В, соответствующую этому углу, развертываем в прямую 0L—8L, и на последней строим диаграмму движения ролика, то есть ремизки. Выстой в V4 оборота (2 деления) распределяем по концам 0χ1χ и 7X8L; в этих про-
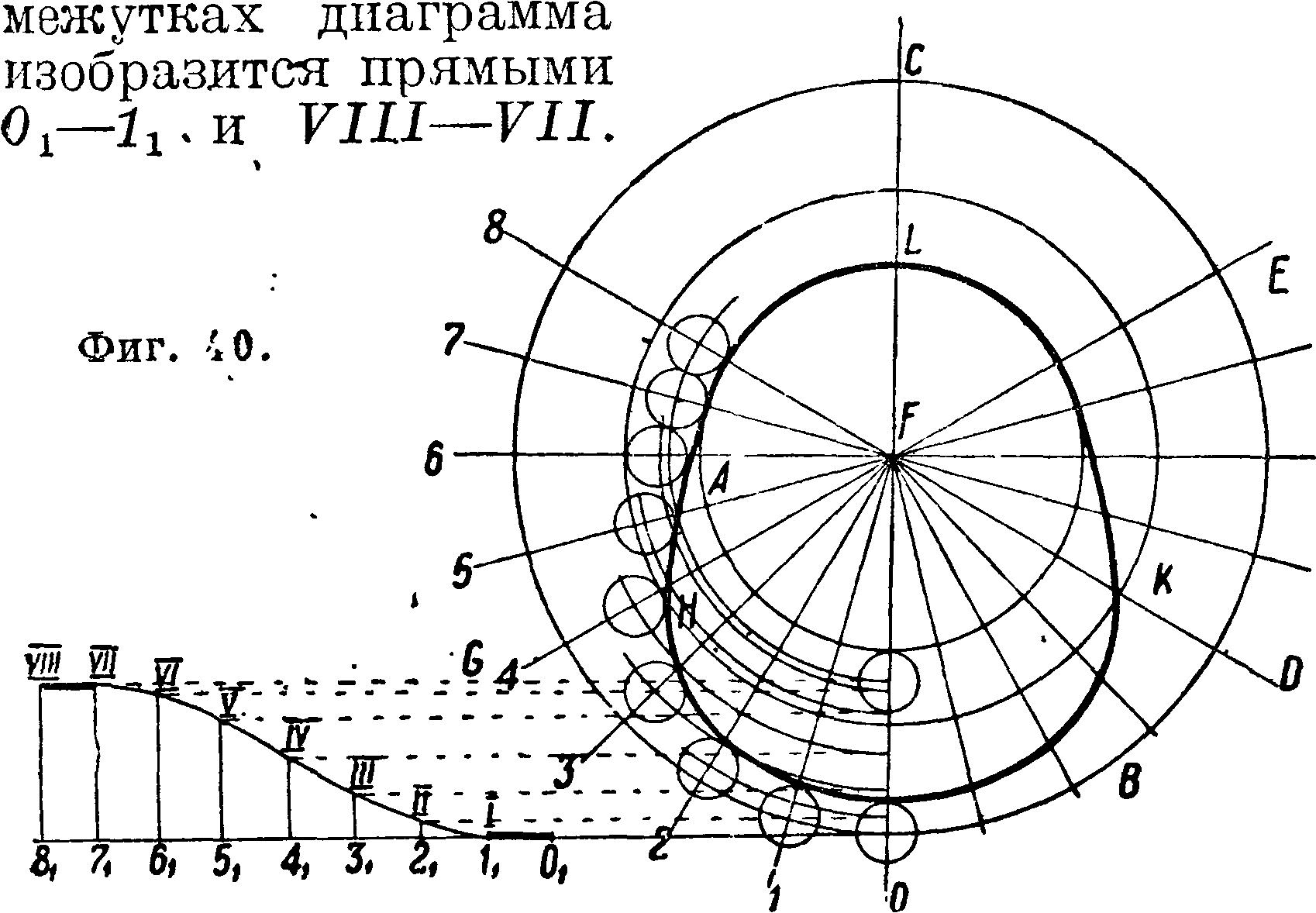
Остальные ординаты определяем из условия, что ремизка до середины поднимается равномерно-ускоренно, а затем до конца равномерно-замедленно, и следовательно ее пути должны относиться, как 1 : 3 : 5 : 5 : 3 : 1. Поэтому получаем 2Х11=1h%h, 3x111=Vi8^+ +3/i8^=4/i8^ и т. д. Все эти ординаты проектируем сначала на вертикальный радиус, а потом" полученные точки дугами переносим на соответствующие радиусы, зачерчиваем ролики, проводим обхватывающую кривую к этим положениям ролика и получаем треть формы эксцентрика. Далее принимаем, что порядок чередования состоит из одного возвышения и двух углублений, и строим остальную часть формы. Очевидно, что закрытие зева должно совершаться при действии радиусов эксцентрика, делящих пополам углы 0F8, 8FE, EFO, соответствующие одному обороту коленчатого вала, т. e. FG, FC, FD. В эти моменты длина радиуса эксцентрика должен быть равна его среднему радиусу, если зев закрытый, так как в этот момент все ремизки должны быть на среднем уровне. На фигуре40 радиусы действия эксцентри-каПД hFKдействительно удовлетворяют этому условию, между тем как LF показывает, что ремизка в этот момент остается в крайнем положении, поэтому данная форма дает открытый зев. Чтобы получить закрытый зев, достаточно точку L перенести на среднюю окружность, прибавив к форме соответствующий прилив А (фигура 41).
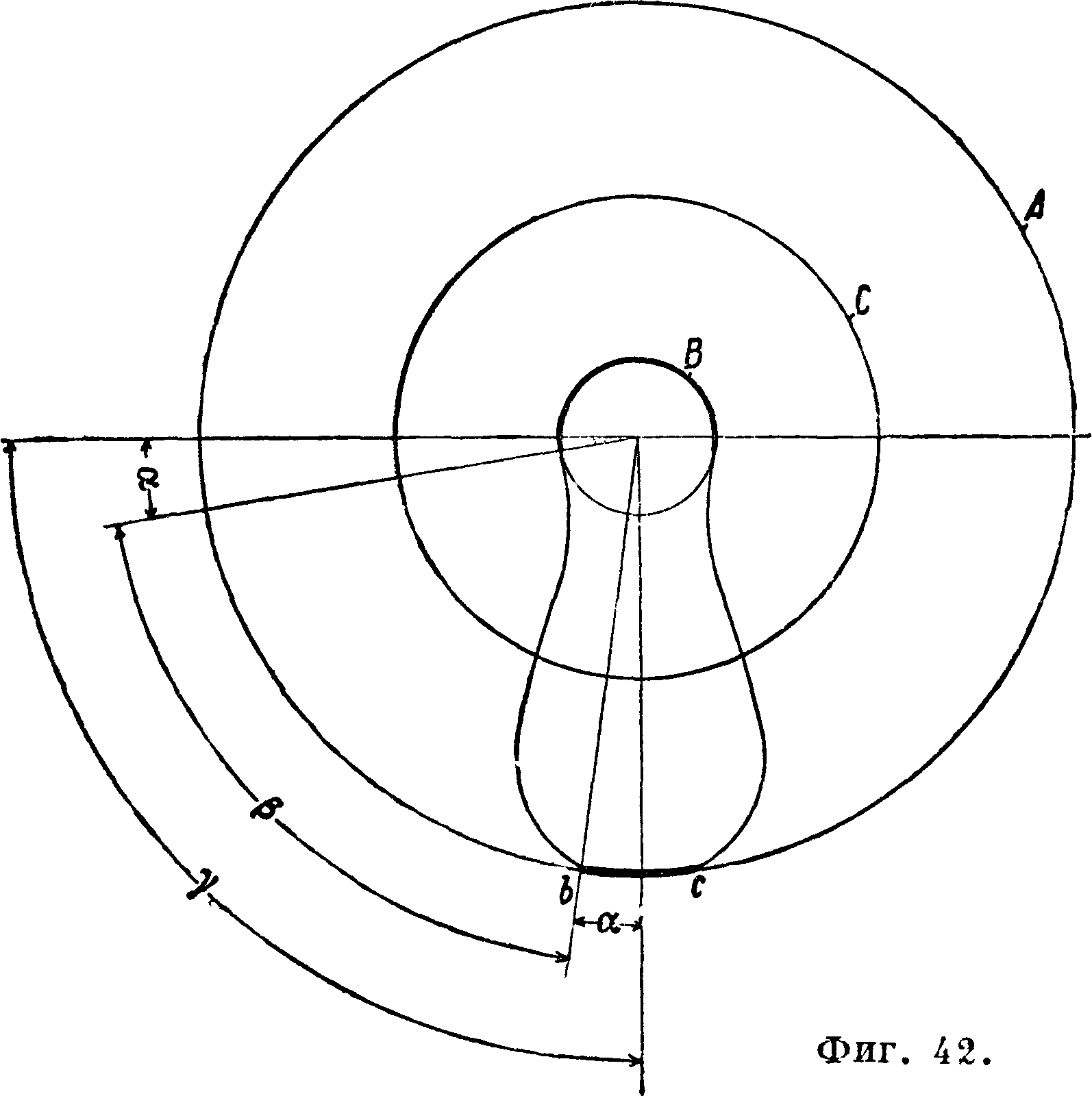
Часто приходится решать обратную задачу: по форме эксцентрика определить его раппорт. На основании предыдущего ее можно разрешить сл. обр. Пусть дана форма эксцентрика (фигура 42). Проведем окружности наибольшего А, наименьшего В и среднего радиусов С. Мы имеем здесь очевидно одно возвышение над средней окружностью и подряд несколько углублений. Часть bс, совпадение формы эксцентрика с окружностью А, соответствует выстою ремизки. Определяем угол а, равный V2 этого выстоя; затем определяем β, на протяжении которого происходит перемещение ремизки из одного крайнего положения в другое. Сумма а- -β- -α=γ даст угол, соответствующий одному обороту коленчатого вала. Отложив его ду гу по какой-либо окружности, получим, что она содержится в данном случае ровно четыре раза; поэтому раппорт этого эксцентрика равен 4.
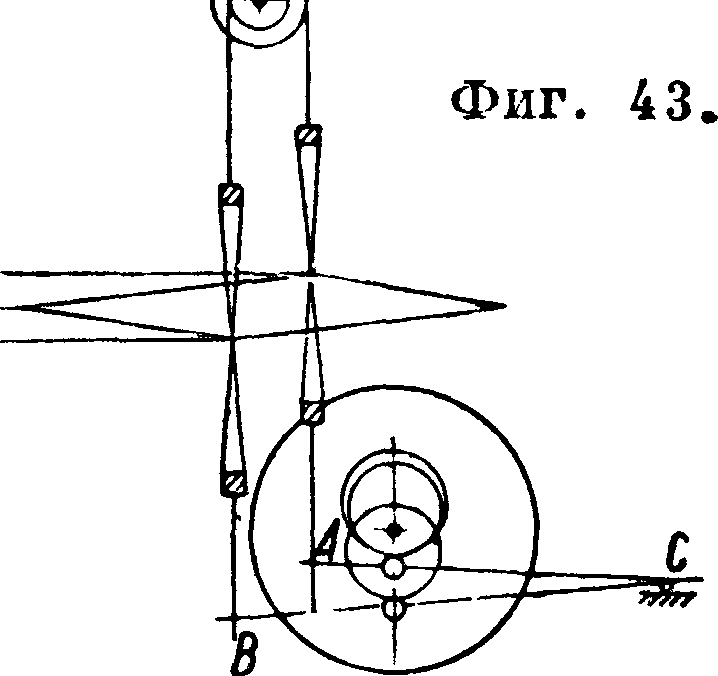
Движение ремизок. По способу приведения в движение ремизок эксцентриковые зевообразователи делятся на две группы: 1) с зависимым движением и 2) с независимым движением. В первом случае движение одной ремизки вызывает перемещение всех или части остальных; во втором—каждая ремизка получает свое собственное движение. В свою очередь каждая группа дает две подгруппы: 1) внешнее движение и 2) внутреннее движение; в
зависимости от того, где располагаются эксцентрики—внутри или вне станин станка. Фигура 43 дает схему устройства внутреннего зависимого движения для двух ремизок. Как видно, здесь зависимость устанавливается при посредстве верхних роликов, на ободе которых закрепляются гг концы веревочек, идущих ~~ к верхним частям ремизки, а нижние их части соединяются веревочками же с проступными рычагами АС и ВС. При этом для того чтобы получить чистый зев, необходимый для правильной работы, радиусы этих роликов должны относиться между
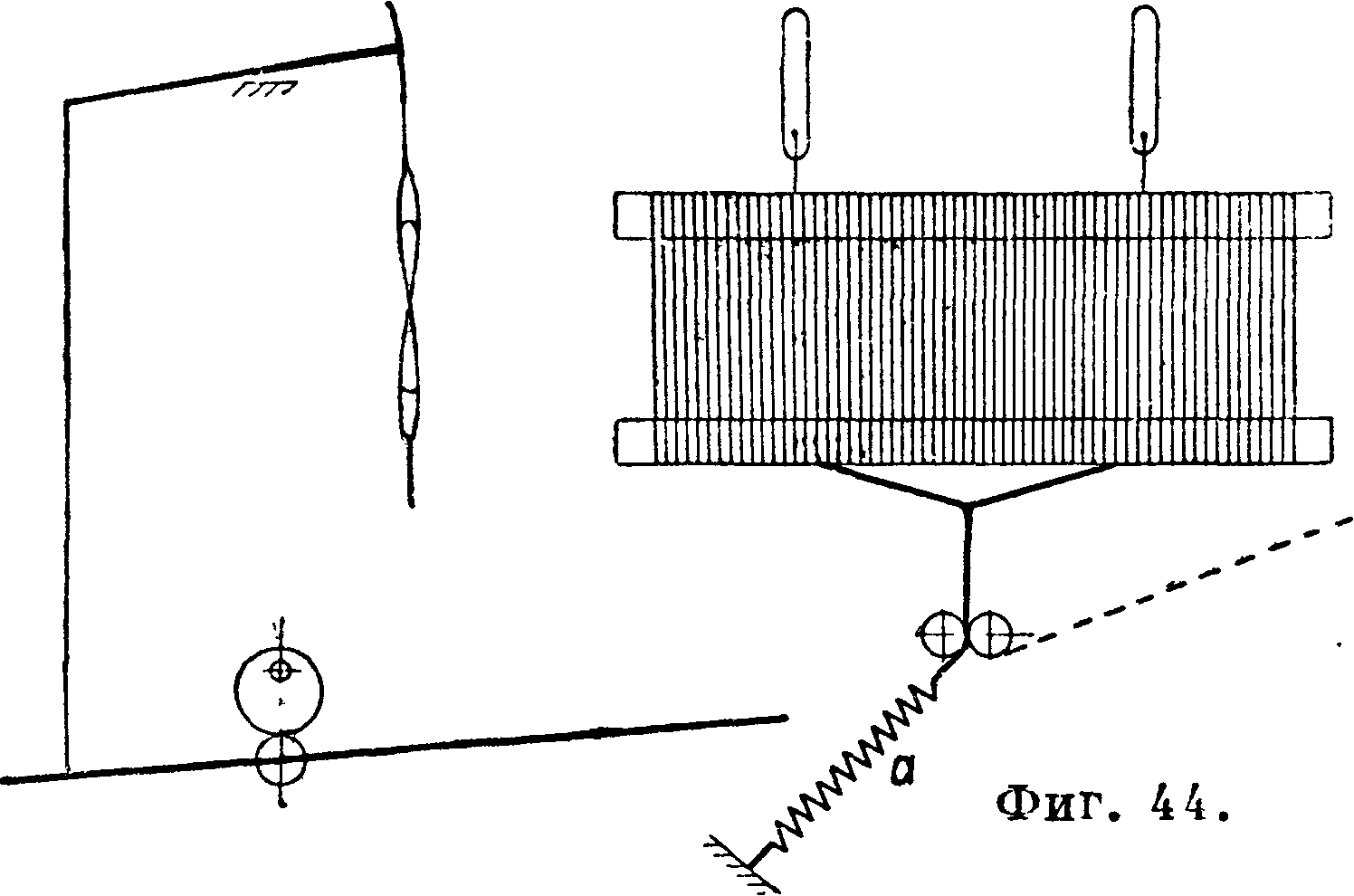
собой, как высоты ремизок или их расстояния от опушки ткани. При независимом внешнем движении (фигура 44) каждый проступной рычаг СЕЯЗывается тягой с верхним рычагом, который веревочками соединяется с верхней
Фигура 41.
частью ремизки (смотрите Ремиз), а на нижнюю ее часть действует пружина а или груз b. Иногда проступные рычаги располагают не горизонтально, а вертикально.
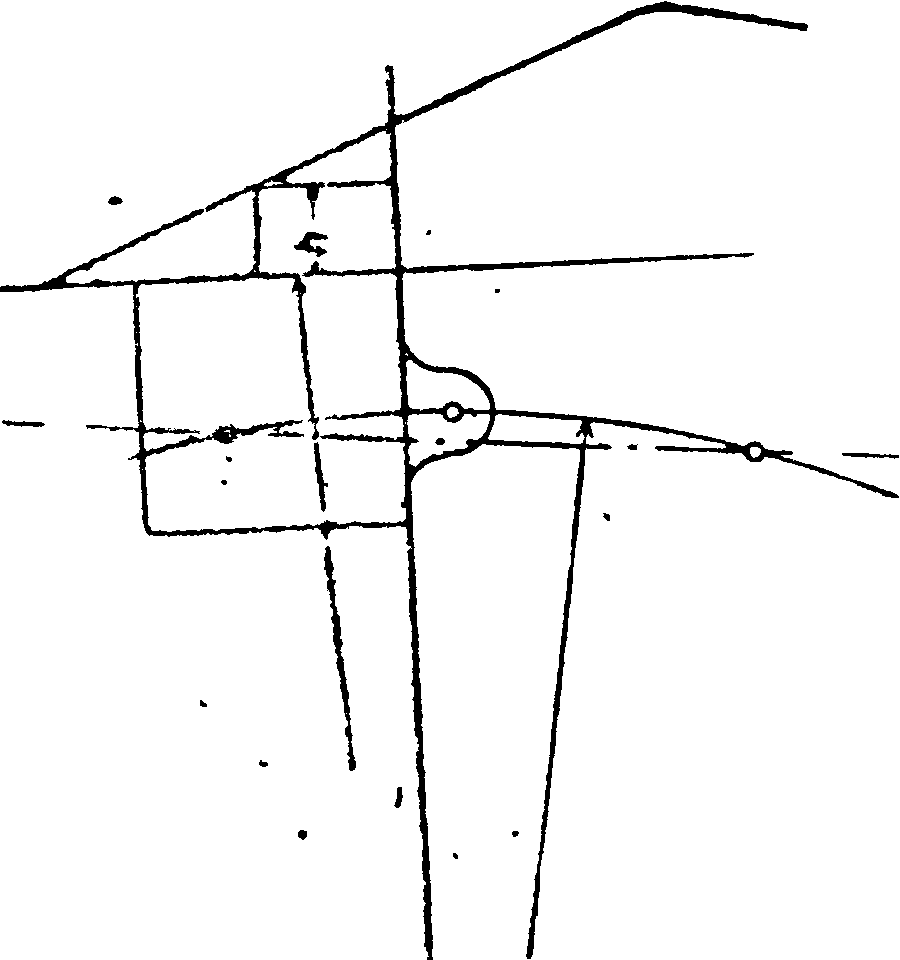
Движение утка. Батан и его д в и ж е-н и е. Движение утка, введение его в зев, а потом присоединение к готовой ткани совершаются посредством батана (смотрите) и механизма для боя. Перемещения батана должен быть плавны,
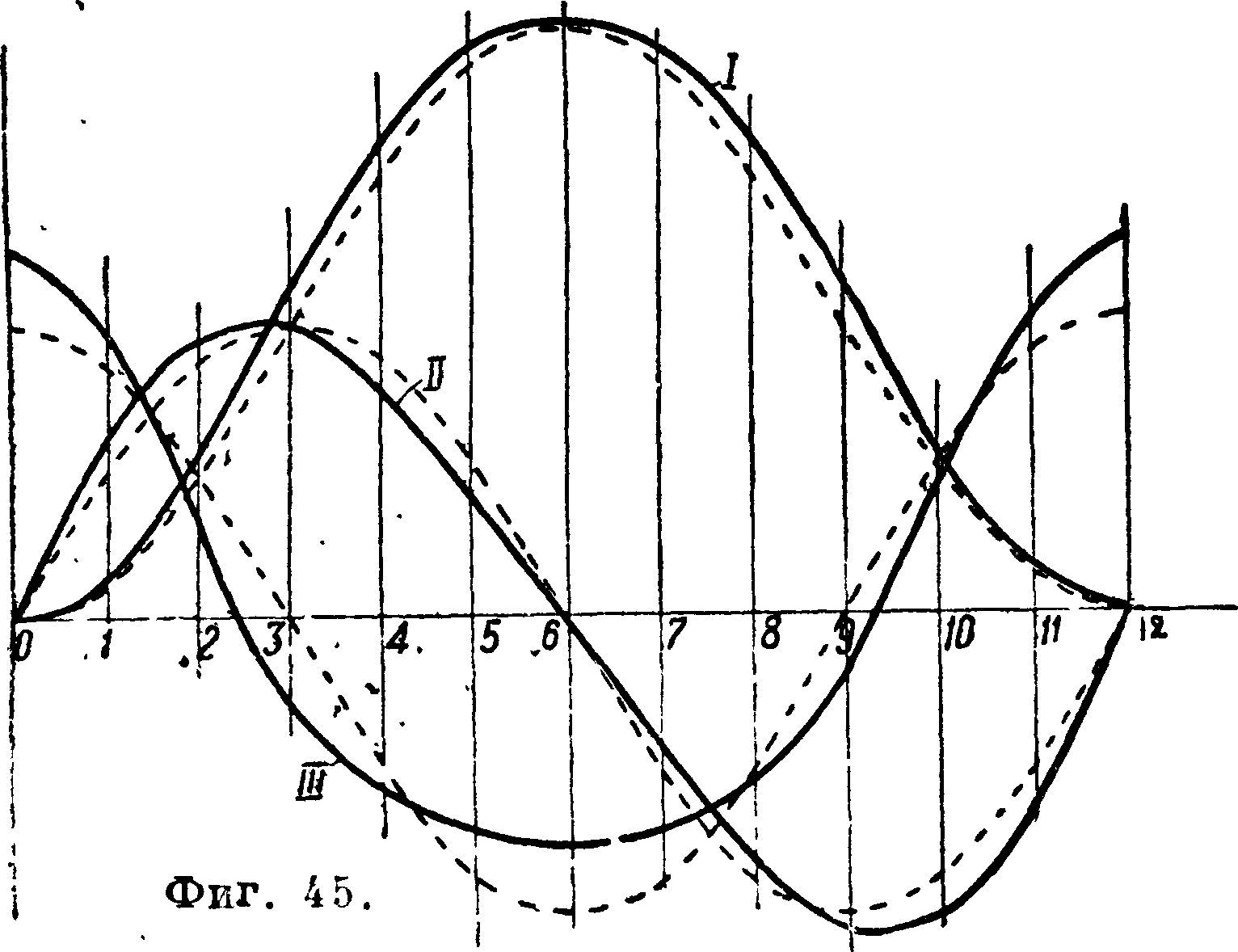
без толчков, которые вредно будут отзываться как на. полете, так и на прочности частей машины и нитей основы. В этом отношении будет иметь значение однообразие условий при ходе батана в ту и другую сторону относительно опушки ткани. Наконец прибивание утка бер-дом должно производиться не ударом, а давлением, но более или менее энергичным, в зависимости от строения ткани. Чтобы определить и исследовать условия движения батана при разных конструкциях передачи ему движения от главного вала, удобнее всего воспользоваться графиками (фигура 45, где I—перемещения, II— скорости, III—ускорения батана). На фигуре 46 изображены цапфы лопасти батана при условии отношения длины по к радиусу колена, как 4 : 5, и расположения оси колена на продолжении хорды, соединяющей крайние положе
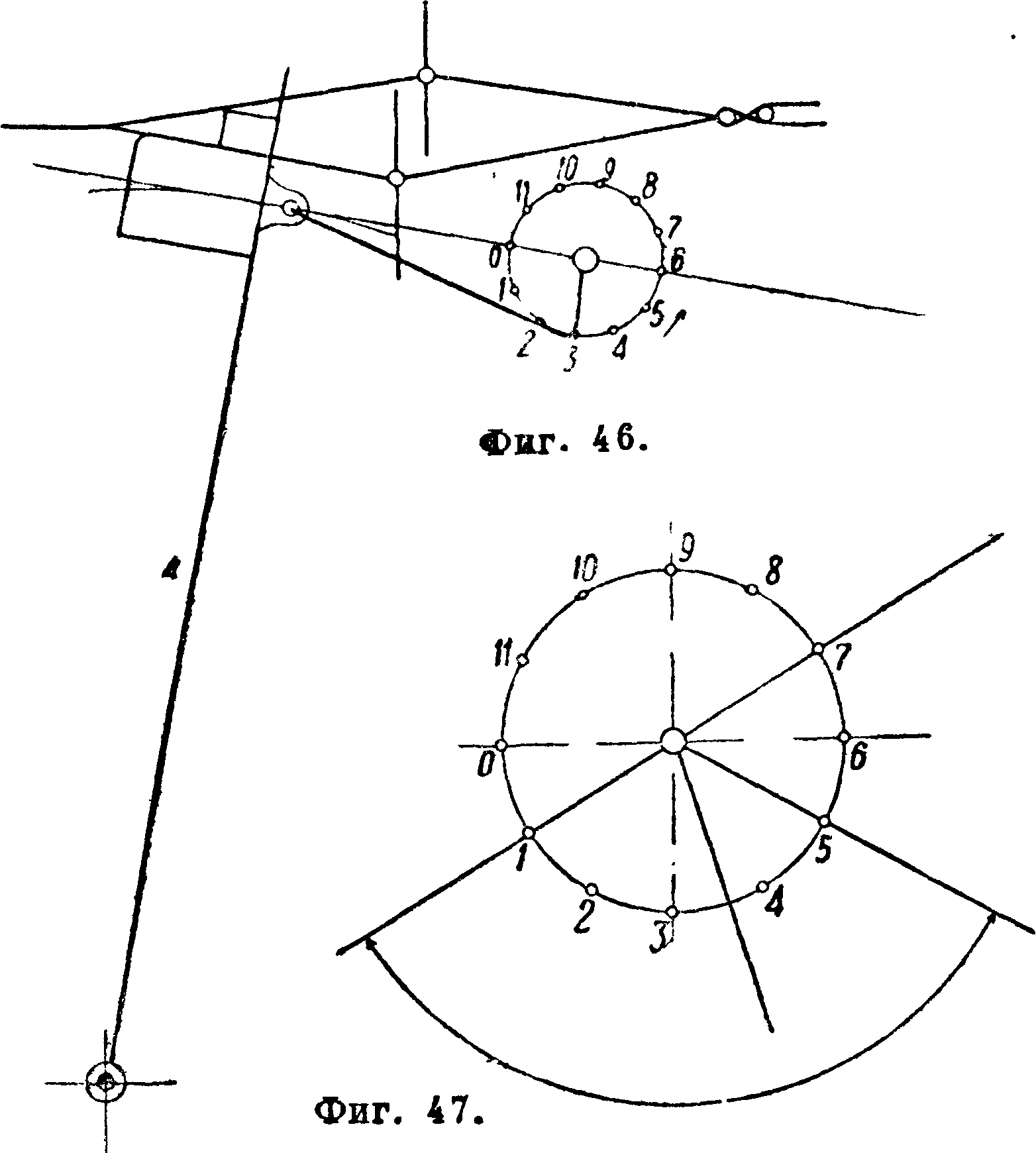
ния цапфы (фигура 47). При этом сплошные линии на фигуре 45 соответствуют точному определению рассматриваемых величин, а пунктирные—в предположении гармонии. движения. Из рас смотрения кривых можно заключить, что разница между точными и приближенными незначительна. Конструкция батана (фигура 46) взята типа станка Платт при установке его частей для выработки миткаля. Вообще принято различные моменты ткачества, действия отдельных частей станка относить к положению колена. Для этого на фигуре 47 путь его разделен на 12 частей и на диаграмме отмечены: начало 1 и конец выстоя ремизок 5, моменты входа 3,5 и выхода из зева челнока 7. При принятом выс-тое 1—5 момент среднего положения ремизок, «заступ», очевидно будет в положении 9, т. к. скорость подъема и опускания их одинакова. Из фигура 45 видно, что при данной конструкции батана ордината кривой скорости, соответствующая абсциссе 372, то есть входу челнока в зев. имеет б. или м. значительную величину, которая затем до положения 6 уменьшается, а потом, переменяя направление, увеличивается до 7, поэтому первое условие выполняется здесь в небольшой степени. В промежутках 11—12 О — 1 кривая перемещений плавная и не особенно крутая, что свидетельствует о нормальном прибое. От положения 0 до 21/2 кривая ускорения показывает, что оно положительно; поэтому на этом пути сила инерции челнока как противоположная по знаку будет направлять челнок от оси колена к опушке,
то есть он будет прижиматься к передней стенке челночной коробки. После 21/2 до 6 ускорение батана меняет свой знак, и челнок в поперечном направлении бруса сначала переходит от передней стенки коробки к берду, затем будет прижиматься к нему, причем по мере удаления от 21/2 сила прижатия увеличивается и только в 6—7 несколько уменьшается. Челнок входит в зев в положении З1/2, и этот момент очень ответственный, т. к. в этом месте челнок, получивший известное направление от боевого механизма, может его изменить, если основные нити окажут ему какое-либо сопротивление. Нормальная длина по (ок. 5 радиусов колена) дает не вполне удовлетворительные условия движения батана; диаграмма показывает, что в этот момент челнок перемещается поперек бруса, и поэтому является опасность его вылета. Тем не менее эта конструкция благодаря своей простоте очень употребительна.
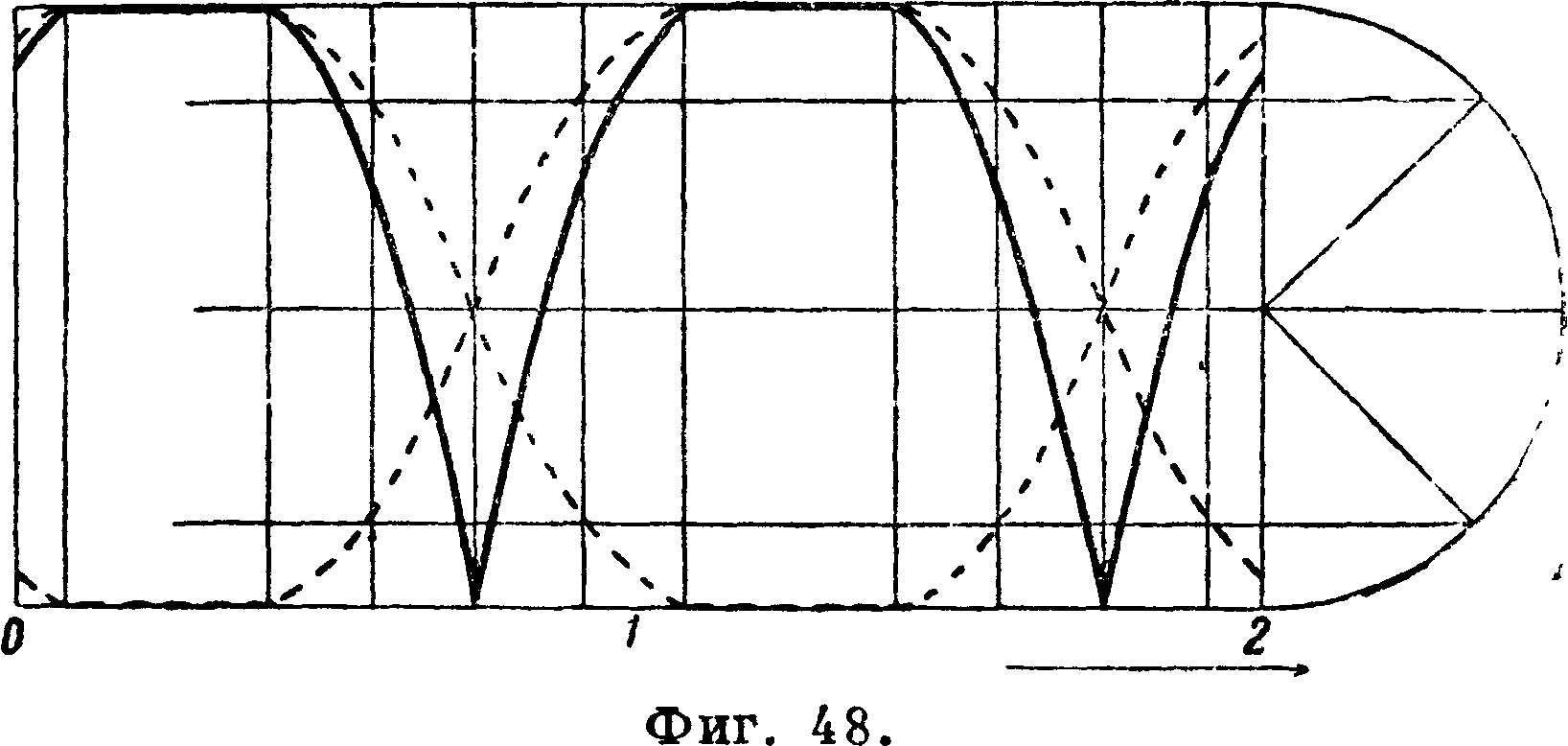
Т. о. сдвижением батана тесно связано изменение высоты зева, которая в свою очередь определяет возможную продолжительность нахождения челнока с определенными размерами в зеве, а следовательно и его скорость и степень безопасности полета. Высота зева у глазка ремизки легко определяется графически при предположении, что она движется гармонически (фигура 48). Две пунктирные кривые 1 и 2—пути движения двух ремизок, одна из которых перемещается снизу вверх, другая обратно. При отложении по ординатам их разности для обеих
Фигура 4 9
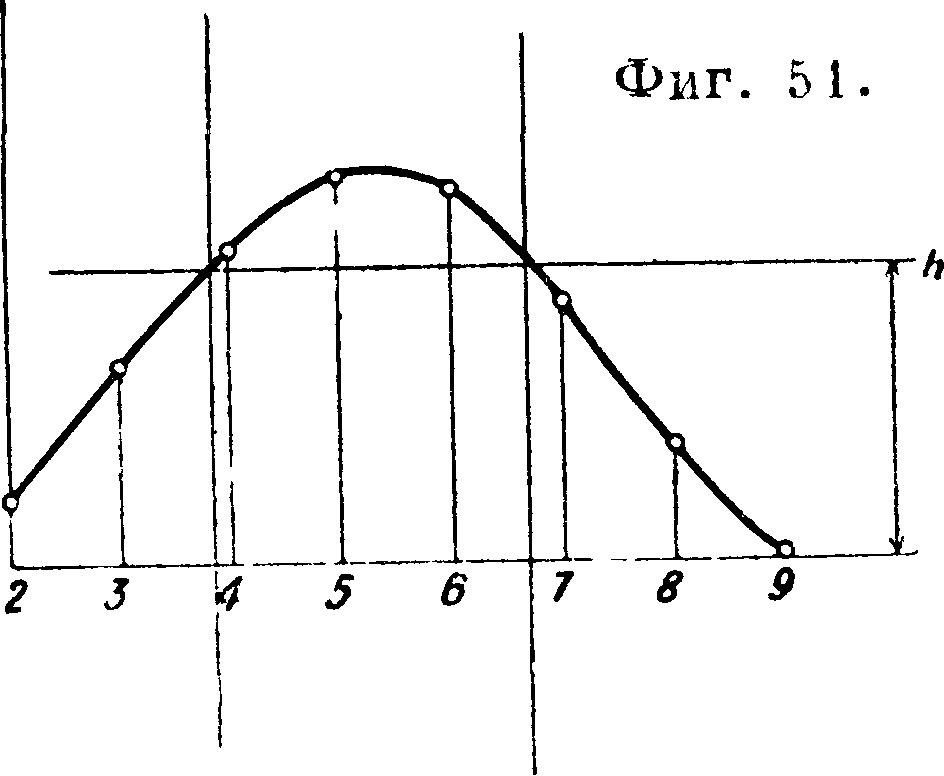
ремизок получаются две сплошные кривые, которые представляют собой высоту зева у глазка ремизок. Важнее для безопасного движения челнока высота челнока h у передней стенки челнока (фигура 49). Ее можно определить, как показано на фигуре 50. Внизу засечками получены положения цапфы лопасти батана; они перенесены на соответствующие ординаты точек деления пути пальца кривоши-ра, которые спроектированы выше, на линию АВ, длиною равною расстоянию от опушки ткани А до глазка ремизки В. У В построена половина высоты зева, на ней описана четверть окружности, разделенная на равные части. Точки ее деления спроектированы на радиус, и проекции соединены с опушкой А. В такой случае отрезки между АВ и проведенными линиями в соответствующих положениях пальца лопасти определяют высоту зева у бер-да. Чтобы получить высоту у передней стенки, от точек берда отложена ширина челнока. Эти высоты,увеличенные вдвое, вы
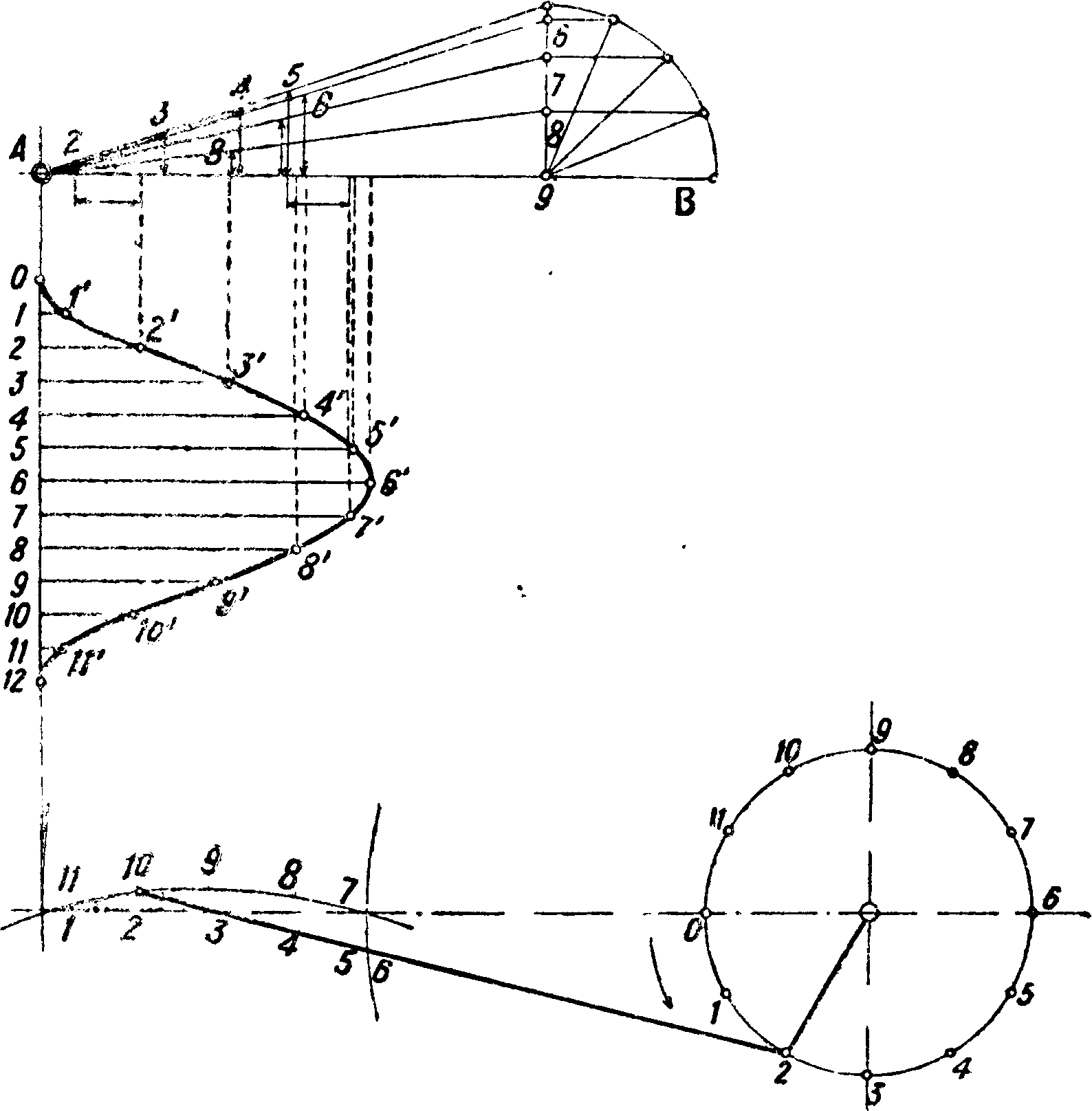
Фкг. 5С.
несены соответственным образом на отдельную фигура 51 и дают диаграмму искомой высоты. Проводя здесь на расстоянии высоты h челнока от оси абсцисс прямую, параллельную ей, можно определить продолжительность возможного нахождения челнока в зеве 4—7 без задевания последнего нитями основы. Перемещение я скорость t, батана во время по-1 лета челнока при! коротком поводке меньше, что значительно улучшает условия пролета.
Челнпк к моменту входа в зев будет раны не н сильнее прижиматься кбер-ду, и его полет совершится правильнее и безопаснее. Как показывает фигура 52, возможное время полета увеличивается почти на 20%; АС соответствует 108°, BD—90°. Это позволяет сделать бой раньше, а потому или уменьшить скорость челнока, или уменьшить выстой ремизок, или уве
личить скорость станка. Прибой получается более энергичный.
Все перечисленные условия движения бцтана с коротким поводком являются в значительной степени положительными. Ускорение j пальца лопасти батана в мертвых точках колена
ί“±?(·+ί).
где V—скорость пальца кривошипа, г—егэ радиус, а—длина по батана, и при коротком поводке от увеличения ~ резко увеличивается величина силы инерции, появляется сильное раскачивание станка, которое вредно влияет и на машину и на здание, поэтому они несмотря на все благоприятные условия для полета челнока применяются только на тихоходных, тяжелых, широких станках солидной конструкции; они также встречаются на станках с легким батаном. Примером устройства короткого по может служить схема
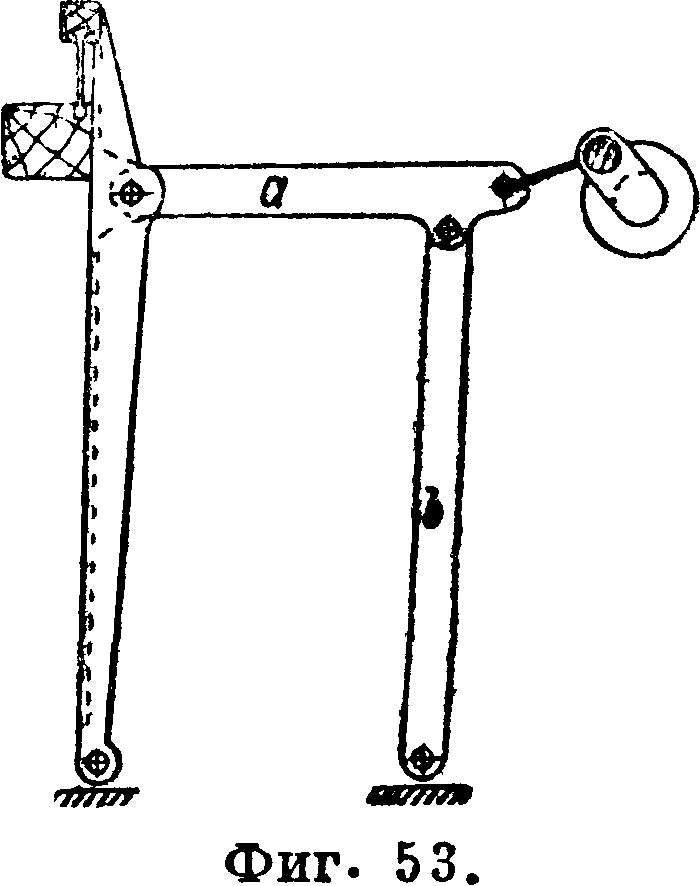
фигура 53, которая нередко осуществляется на шелковых станках. Здесь длина по немного более радиуса колена; при этом приходите." ввести дополнительные рычаги а и b.
Устройство челнока и его движение. Чтобы пропустить уток через зев, его помещают в челной, к-рый чаще всего посредством удара или каким-либо другим способом заставляют пролетать через зев и на пути выпускать уточную нить. Челнок представляет собой коробку лодкообразной формы,
б. ч. из дерева. В зависимости от формы утка и номера пряжи челноку придают различные“ размеры. Вообще стараются поместить в челнок возможно больше пряжи, но в то же время его размеры ограничиваются допустимой в каждом случае высотой зева, которая в свою очередь должна соответствовать главным образом [номеру пряжи и природе волокна оегю-
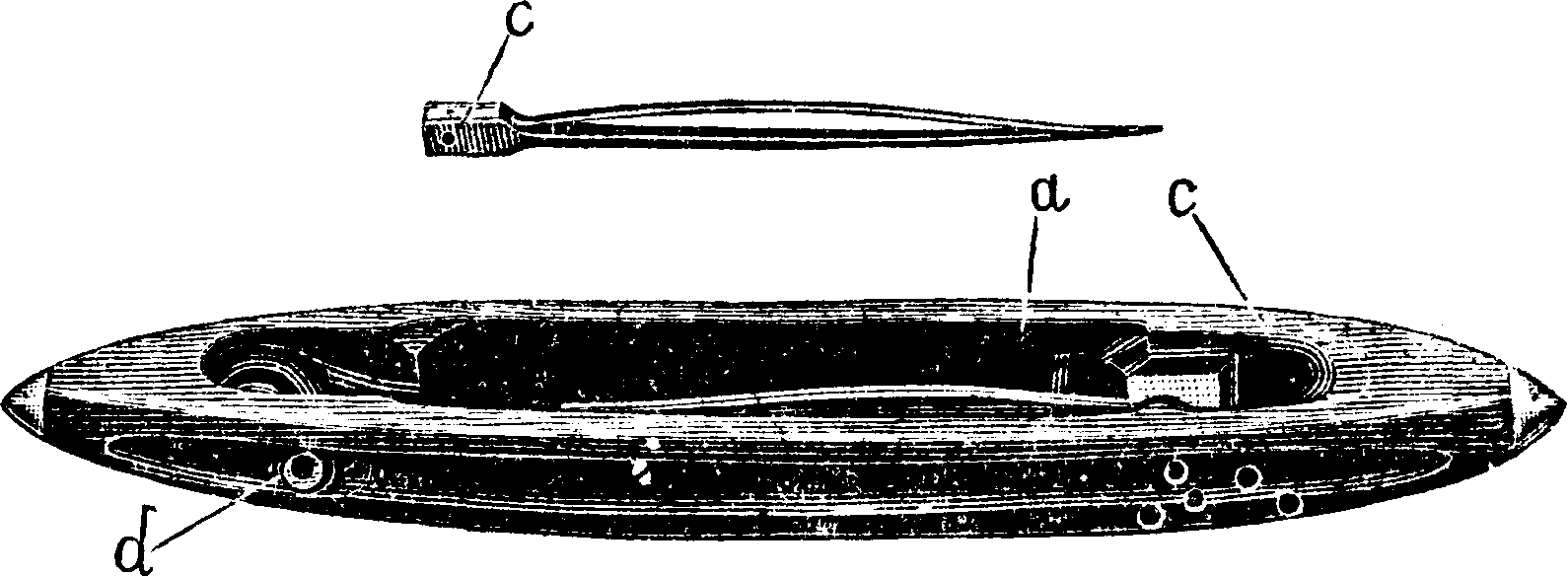
Фигура 54.
вы. Па [’фигура 54 дан челнок для миткалевою станка. Он снабжен «шпрынкой» а, на которую надевается початок с пряжен. Для закрепления початка на ширынке имеется пружина. Шпрынка свободно вращается на оси с и удерживается в горизонтальном или вертикальном положении посредством другой пружины. При надевании початка шпрынку ставят вертикально, потом нажимают на нее, и она автоматически принимает горизонтальное положение.
Для выхода пряжи челнок снабжается «глазками» d, в которые вставляются фарфоровые трубочки. Но выходе из челнока нить ложится
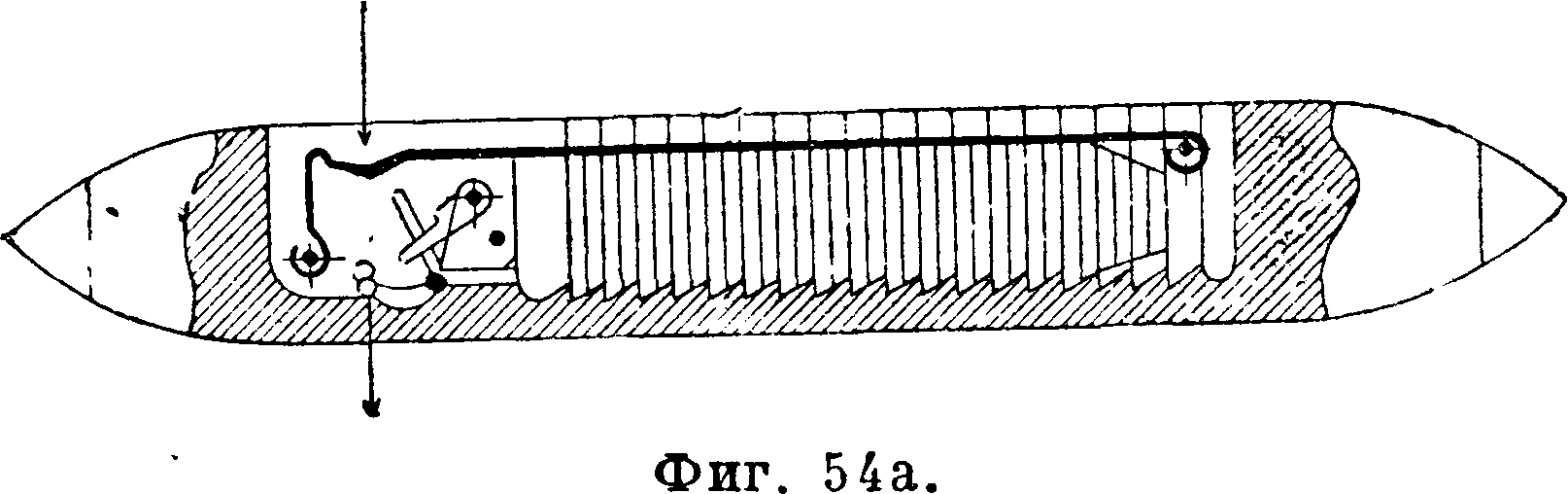
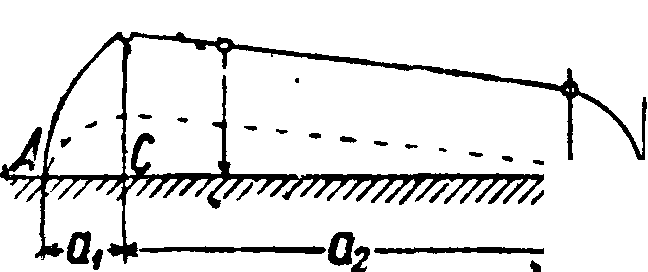
чаще всего сбоку в особый паз. Фигура 54а показывает челнок для шерстяных и льняных «коп-сов» (форма початка, при к-ром нить сходит с него изнутри). Здесь нет шпрынки, а початок удерживается в челноке крышкой. Движение челнока совершается чаще всего под влиянием удара (фигура 55, где АВ—полный путь челнока,
41л и «о
-длины
Фигура 55.
коробок, а2—длина шлюза). От точки А до точки С скорость его доводится
0.. · от 0 до ^ (изображена ор динатой CD); в точке С действие удара прекраща-ется, и челнок проходит путь а2 под влиянием живой силы, преодолевая различные сопротивления (трение, сопротивление воздуха и др.), почему при входе в другую коробку его скорость v2становится меньше. В конце пути а3 искусственным торможением в коробке скорость челнока сводится к нулю.
Ударный способ является несовершенным во многих отношениях, но благодаря простоте и компактности своего устройства очень распространен. С точки зрения механики движение челнока было бы совершенным, если бы оно происходило беспрерывно, т. к. тогда движение было бы равномерным. Для этого надо его путь устроить по окружности. Отсюда появились круглые станки, где основа и ткань расположены по цилиндру или конусу. Такие конструкции находятся еще в стадии усовершенствования и пока широкого прак-тич. применения не получили.
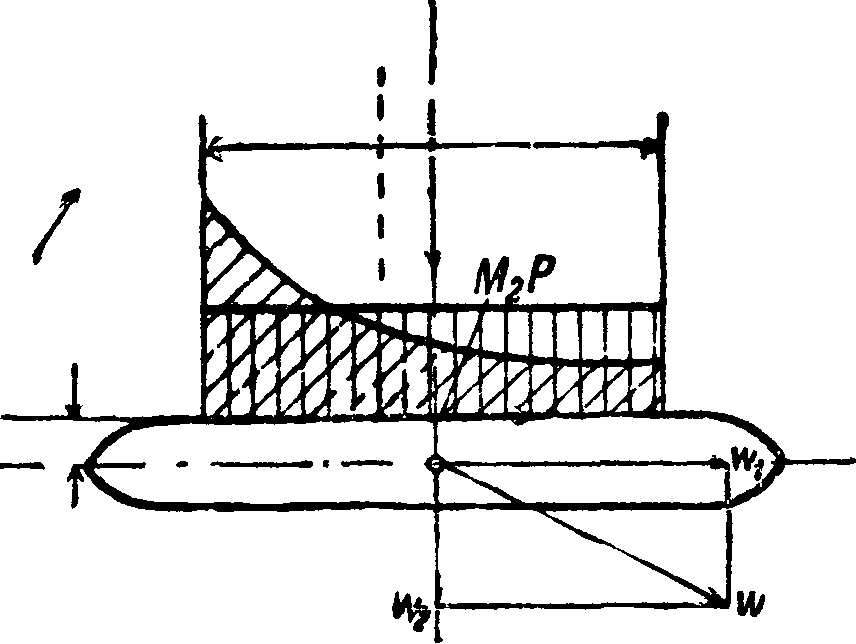
Движение челнока — сложное (вдоль берда и вместе с качающимся батаном); путь челночка лежит на поверхности цилиндра, описываемого брусом батана. Силами, действующими на него во время полета, будут: сила боя и сила сопротивления (трение, сопротивление воздуха, действие уточной нити и др.). Наиболее важным и по величине и по значению является трение челнока о бердо. Графоайалитич. методом доказывается, что сила давления челнока на склиз или нижние нити основы немного отличается от его веса, а давление на бердо равно тонн)и где ш—масса, а Д—ускорение батана при заднем мертвом положении его. Полная же величина сопротивления от этих двух сил м. б“ принята приблизительно равной весу челнока при 200—220 оборотах колена и при 100— 110 оборотах—половине веса. Кроме непосредственного замедления рассматриваемые силы давления челнока на бердо и склиз (или, обратно, этих частей на него) могут оказывать на <его движение еще следующее влияние. Фигура 56
Фигура 56.
изображает вид сверху на челнок и бердо. Силы взаимодействия между челноком, бердом и склизом будут: М2 · Р, причем М2—коэф. трения челнока о бердо, а Р—давление на него со стороны берда, и W=MX · Q, где Мх—· коэф. трения челнока о нижние нити основы, a Q—давление челнока на них. Эти силы вращают челнок при его полете, в результате чего появляется усиленное изнашивание концов задней и нижней стенок его.
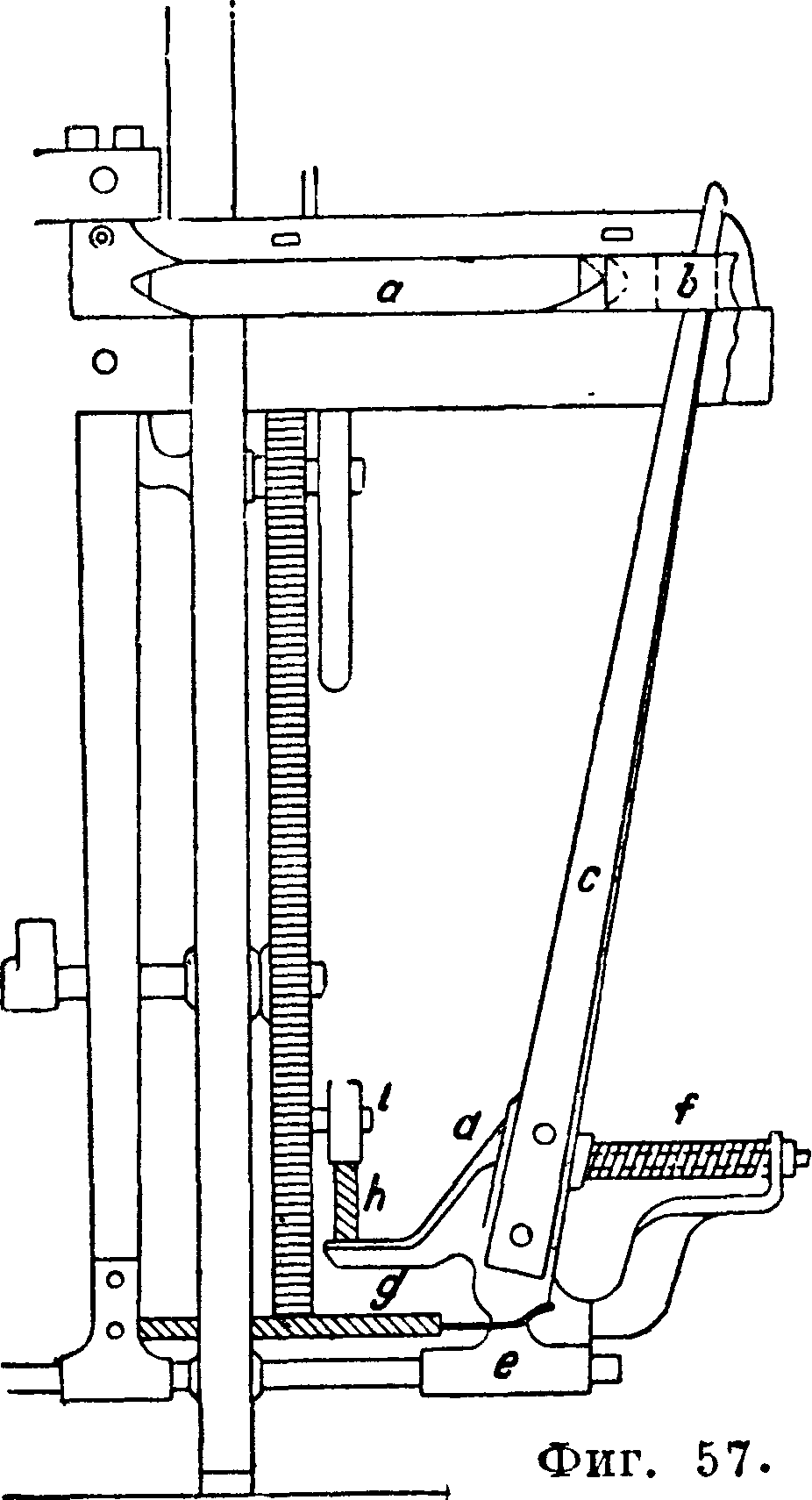
Механизмы для движения челнока. Из всех таких механизмов наибольшее распространение имеют нижний и верхний бой (смотрите). На фигуре 57 представлен нижний бой.Челнок а вовремя покоя помещается в челночной коробке батана. Движение ему передается прежде всего гонком &, который имеет вид открытой сверху и снизу коробки из ремня или сыромятной кожи. Со стороны челнока гонок снаб ется отверстием для принятия мыска челнока. Через внутреннее отверстие его проходит деревянная планка с—погонялка,дЛя прохода которой через батан в брусе сделана щель. Внизу погонялка прикрепляется к чугунному башмаку d, шарнирно соединенному с муфтой е, которая закреплена на батанном валу. На башмак действуют две пружины и д, причем д сильнее и стремится всегда отклонить погонялку к концу бруса. На отростке башмака лежит рычаг h—«валек», на к-рый в определенный момент действует ролик г, посаженный или на передаточной шестерне проступного вала или на отдельном кривошипе этого вала. На вальке А (фигура 58) помещается особая обойма В—
-0
Фигура 58.
«горка», через посредство которой он под влиянием боевого ролика С быстро опускается, почему погонялка при помощи гонка и сообщает резкий удар челноку при большом расходе энергии и усиленном шуме. Промежуток времени для сообщения ускорения челноку составляет ок. 20° оборота коленчатого вала, перемещение конца погонялки вместе с гонком и челноком за это время равно 6—10 см; движение гонка б. ч. равноускоренное; форму горки определяют подобно построению формы эксцентрика. Начало и сила боя регулируются: первое—удалением или приближением боевого ролика к горке, второе—чаще всего поднятием шпинделя, на к-ром вращается валек. Конец погонялки описывает дугу,поэтому гонок имеет стремление вращаться, вследствие чего может
Фигура 59.
получиться неправильная кидка и быстрое его изнашивание. Для устранения этого недостатка существуют конструкции, при которых башмак А погонялки В (фигура 59) опирается своей нижней поверхностью на кронштейн С, закрепленный на батанном валу В. Соприкасающимся поверхностям А и С придают такую форму, что верхним конец погонялки В движется прямолинейно.
На фигуре 60 и 61 приведено устройство верхнего боя: с—вертикальный боевой вал с подпятником д внизу и шейкой в станине станка. На нем сверху станины, закреплена погонялка а посредством дисков b, d и е под определенным углом к боевому ролику· г, к-рый помещается на стояке снизу станины. Погонялка соединяется ремнем с гонком, который имеет здесь другую форму и перемещается в челночной коробке по особому прутку. На преступном валу А (фигура 60) закрепляется эксцентрик, в определенный момент он вращает последовательно боевой конический ролик г, стояк с,
В
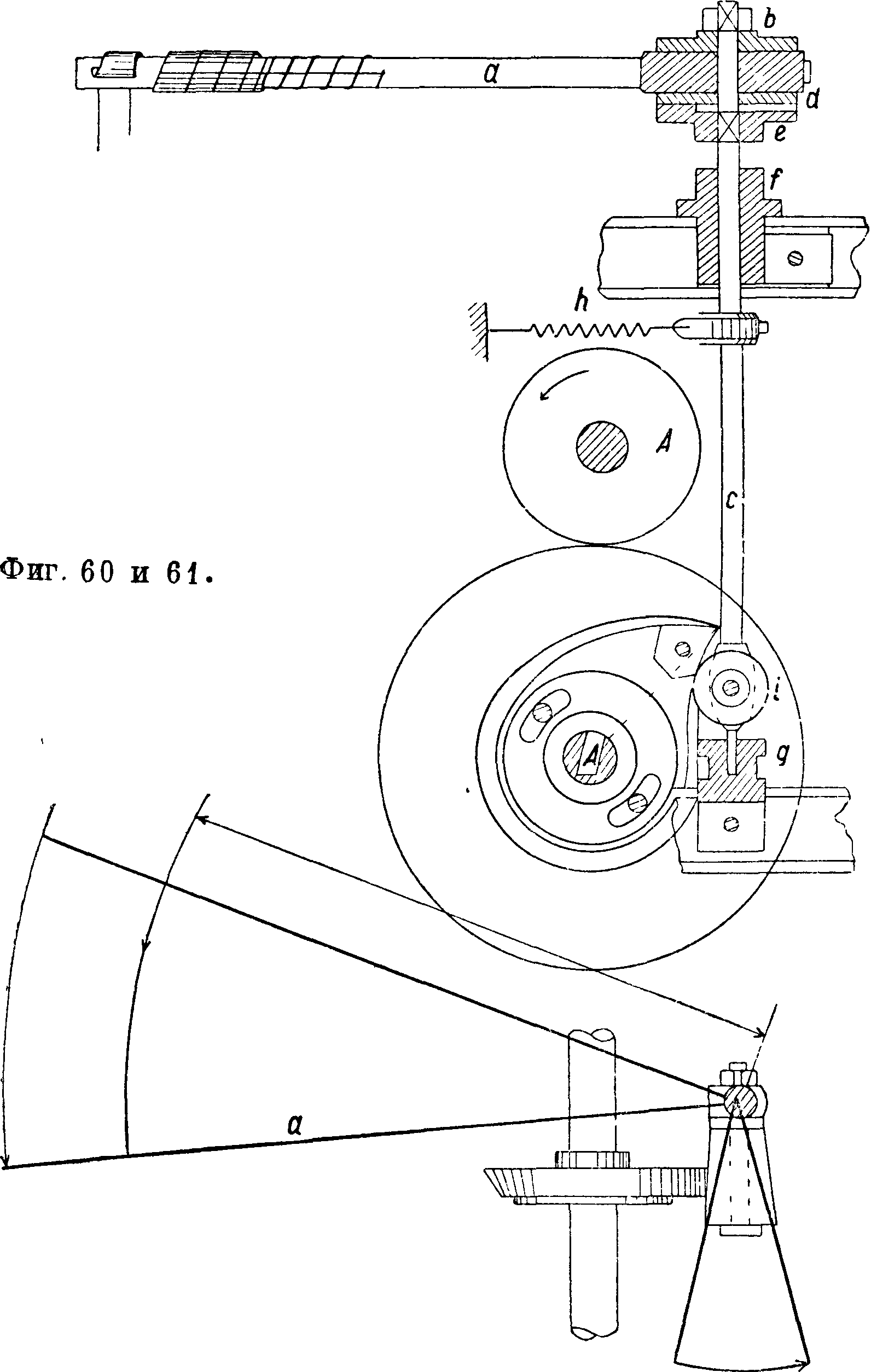
погонялку и движет гонок с челноком. Ролик все время прижимается к боковой поверхности эксцентрика посредством пружины hf надетой на стояк. Форму эксцентрика строят, исходя из закона движения челнока в коробке, которое б. ч. выбирают также равномерно ускоренным. Но т. к. здесь все время меняется угол между осями боевого ролика и эксцентрика, то внешнюю поверхность последнего приходится еще скашивать для постоянного соприкосновения их друг с другом, что сильно осложняет приготовление его. Т. к. и путь и время действия гонка на челнок при верхнем бое больше, чем при нижнем, и благодаря постепенному натяжению погонялочного ремня происходит предварительно постепенное нажатие гонка на челнок, то получается более спокойный и мягкий удар и более правильный полет челнока, но перенос точки первоначального действия механизма кверху неблагоприятно влияет на устойчивость станка. В результате верхний бой целесообразно применять на тихоходных станках. Регулируется сила боя сближением или удалением друг от друга эксцентрика и боевого ролика, изменением длины погонялки и удлинением носика эксцентрика, к-рый с этой целью делается приставным к телу эксцентрика.
Существует несколько конструкций специального устройства боя: для многочелночных ткацких станков, где предусматривается предохранительное приспособление на случай неправильной смены коробок для произвольного порядка боя с той или с другой стороны, а не по очереди справа и слева. На старых тихоходных суконных станках встречается пружинный бой, где сила удара заменяется растяжением пружины. В последнее время появились конструкции бесчелночного станка (смотрите), например Габлера
Предохранительные приспособления механич. Т. с. могут быть разделены на следующие группы: 1) для автоматич. останова станка при обрыве уточной нити—уточный предохранитель; 2) для автоматического останова станка при обрыве основной нити — основный предохранитель, или основонаблюдатель; 3) для автоматич. останова станка при недолете челнока до коробки—челночный предохранитель от недолета челнока; 4) для предотвращения вылета или для ослабления силы этого вылета челнока со станка—челночный пре-
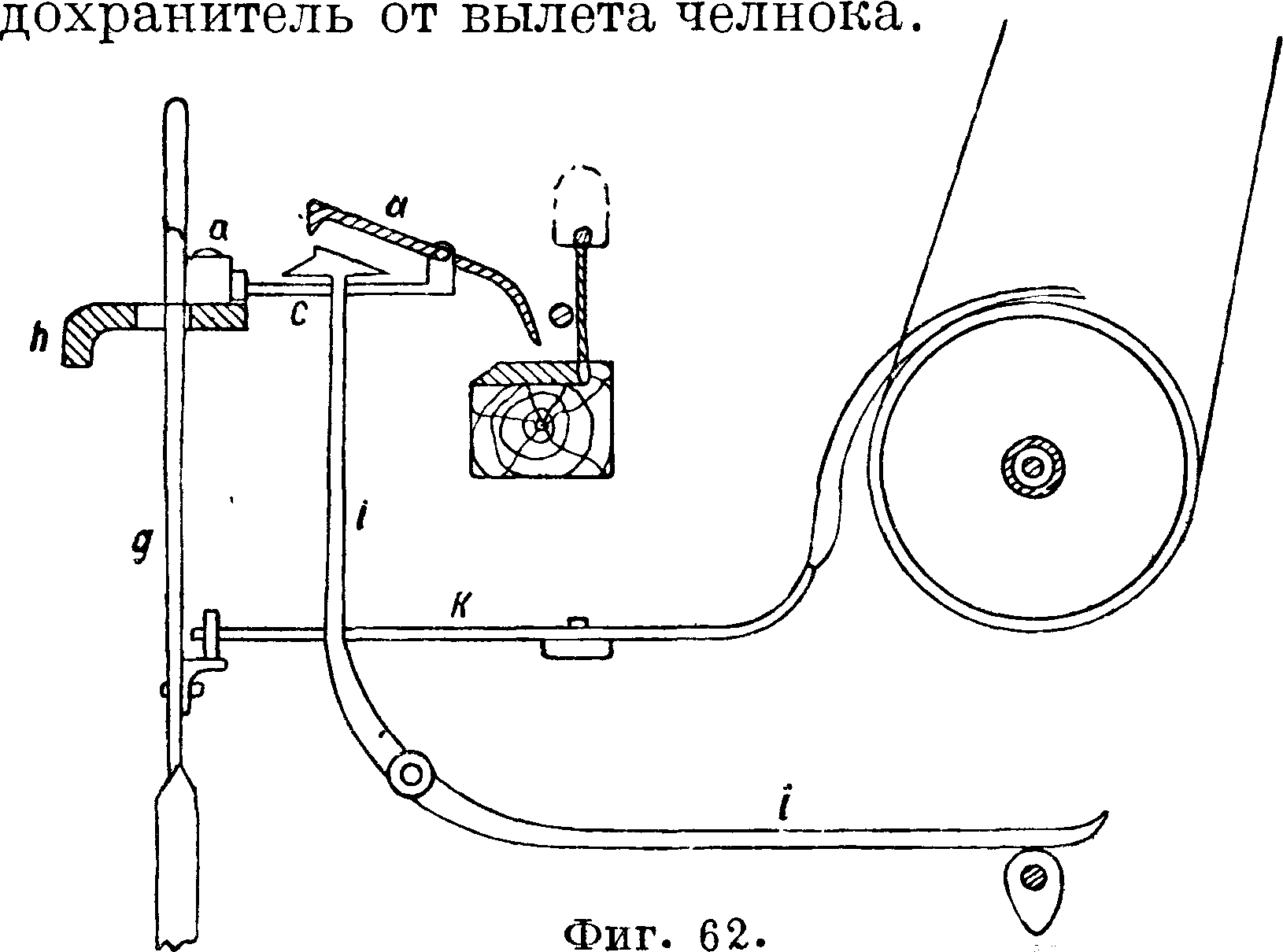
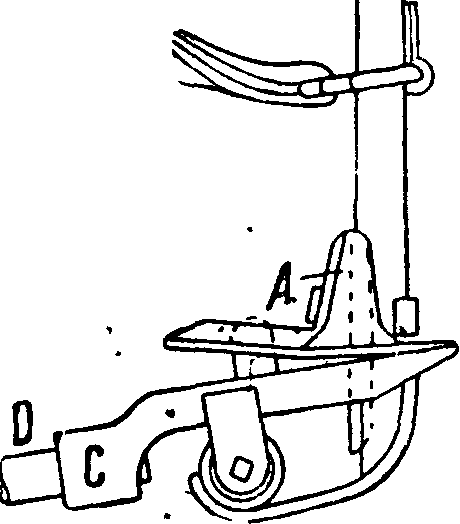
Устройство уточного предохранителя показано на фигуре 62 и 63 в боковом виде и плане. Ременная вилка прикреплена к рычагу е, а он посредством серьги соединен с рычагом /с, который находится под действием отводной ручки д. Она представляет собой внизу пружину, а вверху пропущена через грудницу h. В ее прорезе имеется боковое гнездо, куда и заводится ручка при пуске станка в ход. На груднице может вращаться рычаг а, соединенный с прутком <?, для которого прикреплены направляющие b. Пруток с несет на себе вращающийся рычажок d, имеющий на одном конце форму вилки и потому называемый уточной вилкой. Конец с вилкой у него легче противоположного. Против вилки в батан вставляется особая рамка, между зубьями которой и направив
I. Э. т. XXIII.
лены три отростка вилки. Под вилкой находится рычаг г. Вертикальное плечо последнего имеет особую форму—«молоточек», а на горизонтальное действует эксцентрик на проступ-
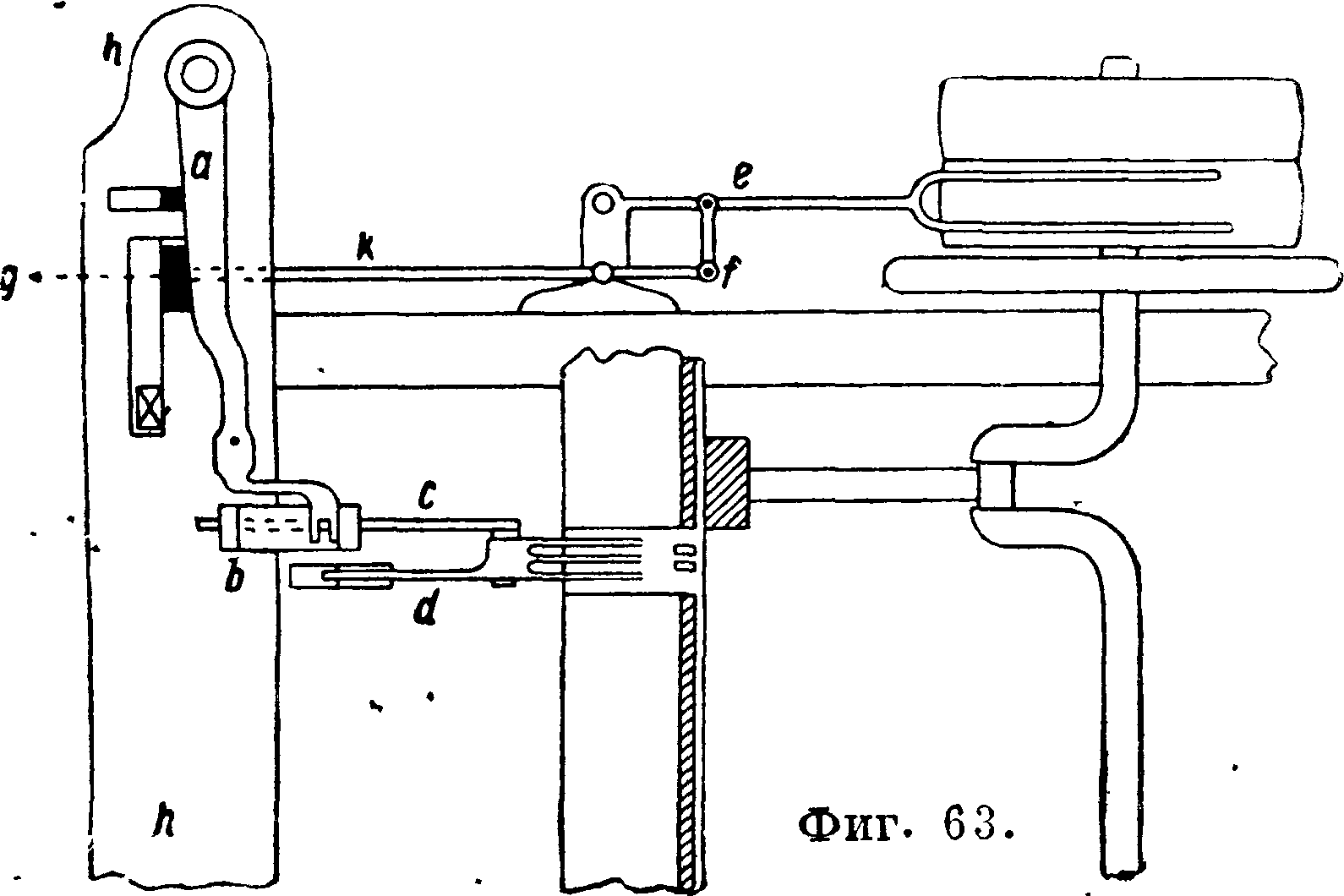
ном валу—«огурчик». Если уточная нить идет правильно, то во время, прибоя она нажимает на зубцы вилки, приподнимает левый конец ее, и молоточек проходит под ней свободно. Если же уточина оборвалась, левый конец опустится и своим крючком захватится молоточком, тогда повернется рычаг а и вытолкнет из гнезда отводку^ д, почему ремень перейдет с рабочего шкива на холостой; но под влиянием инерции части станка могут продолжать свое движение, и станок остановится не сразу. Чтобы ускорить прекращение действия станка, вводят тормоз (фигура 64); на .главном валу закреплен маховик /. Па него дей-ГП ствует тормозная дуга е, покрытая кожей. Посредством рычага d ду-: га связана с двуплечим рычагом с а
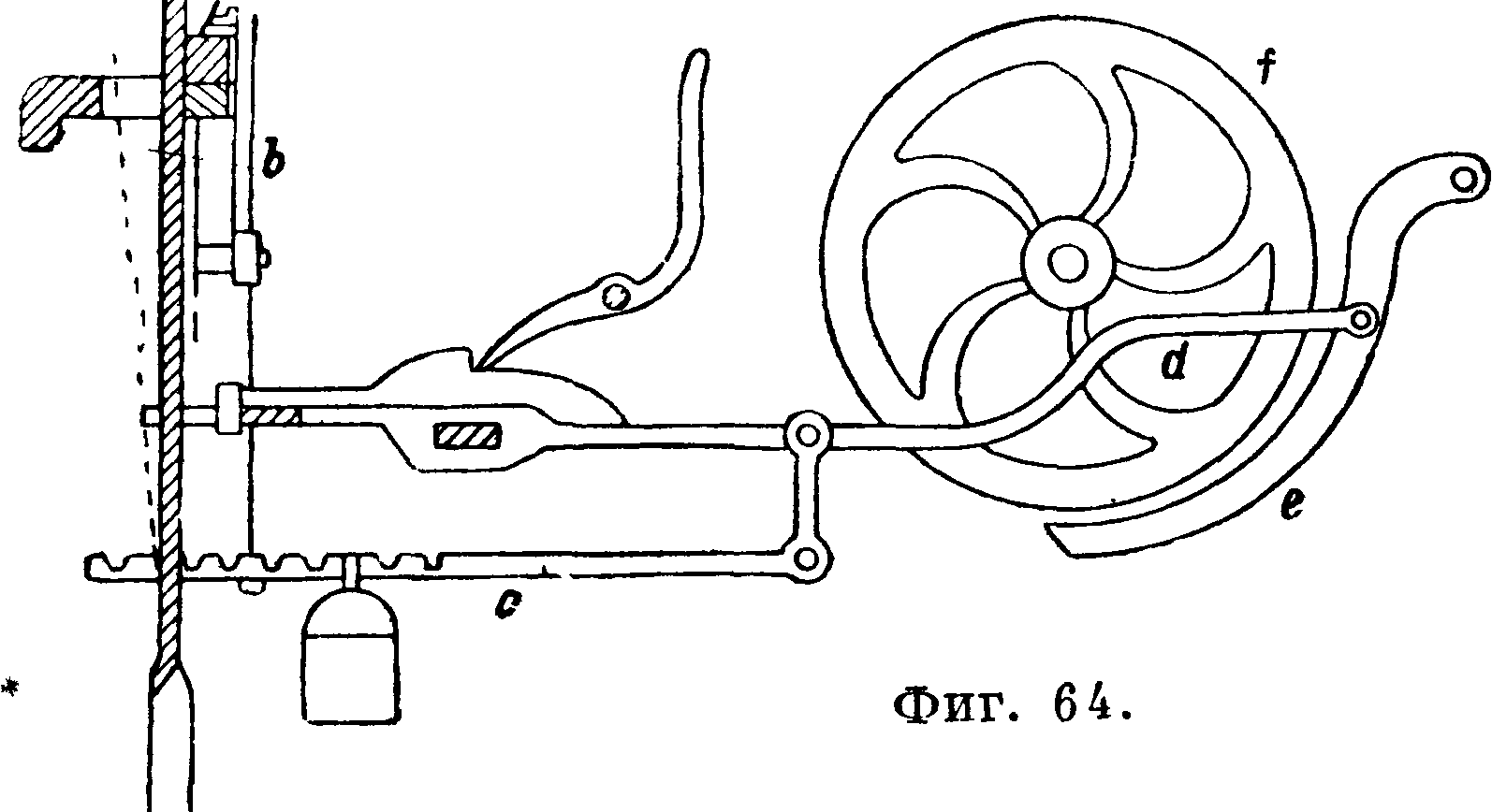
с грузом, который заставляет прижиматься ее к ободу маховика. Рычаг с соединяется в свою очередь тягой с рычагом b, вертикальный отросток которого в виде крючка опирается на рычаг а. Отводная ручка имеет выступ, посредством которого при пуске и заводке ее в гнездо он поднимает & и с и отодвигает от маховика дугу. Но как только оборвется уточина, а перемещает ручку, b делается свободным от а, почему груз прижимает дугу к маховику, и происходит затормаживание. Встречаются другие конструкции уточного предохранителя, но гораздо реже. Основный предохранитель применяется почти исключительно при автоматической смене утка, поэтому он будет описан при разборе утка.
Челночный предохранитель от недолета челнока·. При неправильном бое челнок может не долететь до соответствующей коробки. Это происходит или от слабого удара или от неожиданно встретившихся на его пути препятствий, наир, в виде оборвавшихся и спутавшихся между собой основных нитеи. В таком случае при подходе берда к опушке
Фигура 65.
ткани нити, лежащие на челноке, разорвутся, и кроме того могут произойти поломки в частях самого станка. Для предотвращения этого и служит челночный предохранитель. На фигуре 65, 66 и 67 показан «замок». В задней стенке челночной коробки делается вырез и в него помещается клапан df нагруженный пружиной е. Па клапан опирается двуплечий рычаг/. Челнок а влетает в коробку, отжимает d и вместе с тем отодвигает у верхнее плечо, а нижнее приподнимает. Если же челнок не долетел до коробки, то нижнее плечо опущено и, подходя к опушке, батан встретит упор-ку b — «щеколду», батан приостановится, а стержень с щеколды вытолкнет ручку отводки, станок остановится, батан не дойдет до опушки ткани, основные нити и бердо не попортятся. Рычагов два, по одному с каждой стороны, оба они закреплены на общей оси, а стержень с имеется только у одной щеколды со стороны отводки. Челнок попадает в коробку при верхнем положении колена, а
f

Фигура 66. Фигура 67.
начало боя происходит при нижнем; следовательно замочный предохранитель должен совершить свою работу в течение 72 оборота колена. При быстроходных станках этого промежутка времени нехватает, и замок действует неправильно: или не останавливает при недолете или останавливает при влете в коробку челнока. Кроме того удар рычагов в щеколду в таком случае получается сильный, что вызывает значительные сотрясения в станке, а нередко и поломку его рам. Поэтому замок применяется при тихоходных станках, где конструкция и рам и других частей солиднее.
Для быстроходных более подходящим оказалось другое устройство — откидное бер-д о (фигура 68). Бердо не закреплено в батане, а помещается вверху свободно в пазу вершника &, а внизу в зазоре между брусом а и планкой с прикрепленной с каждой стороны станка к рычагу d. Оба эти. рычага закреплены на общей оси I, на которой имеется еще с каждой стороны по рычажку с роликом г, по пальцу е и на стороне с от-водкойпалец /.При движении батана ролики г скользят по пружинам h и прижимают бердо к брусу. Если челнок долетел до коробки, то бердо остается в покое, пальцы е встретят нижние грани упорок д, прикрепленных к груднице, которые как бы закрепят для прибоя бердо в батане. Если же челнок остановится почему-либо в зеве, то при приближении батана к опушке, он отклонит бердо, поставит е на верхние грани pi в то же время палец ударит по «лесенке» h на
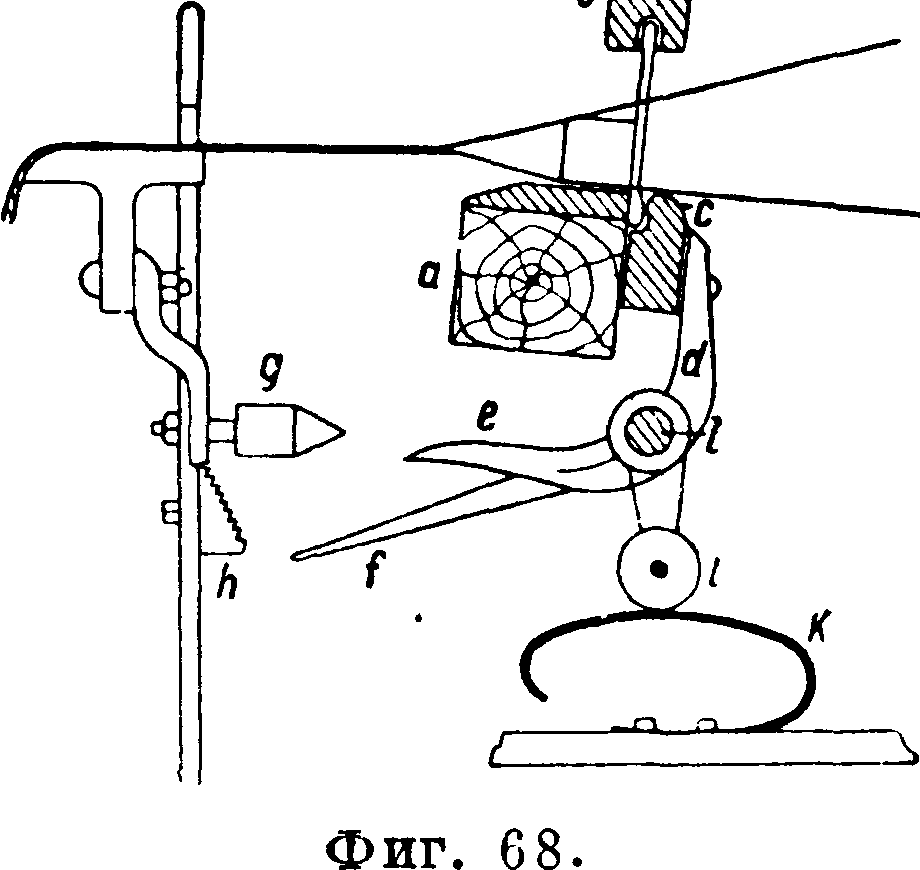
отводке, вытолкнет последнюю из гнезда, и станок остановится. При этом повреждения основных нитей или не будет совсем или будет в незначительной степени. Есть и другие конструкции, но описанные механизмы являются самыми распространенными.
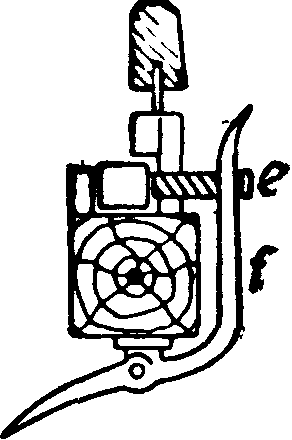
Челночный предохранитель от вылета’челнока. Иногда челнок настолько отклоняется от правильного пути или на нем встречает такие препятствия, которых он не может преодолеть, когда вылетает из зева, что он кроме поломки частей станка может причинить повреждения и находящимся вблизи рабочим. Имеющиеся предохранители от вылета челнока можно разделить на две группы: одни преследуют цель вообще предотвратить вылет, другие—уменьшить по возможности вредное действие вылетающего челнока. Предохранители первой. группы обладают тем существенным недостатком, что осложняют устройство станка; на фиг, 69 приведен самый простой прибор из них. Он сbетоит из прутка а, к-рый на концах неподвижно прикрепляется к вершнику батана и проходит по всей свободной длине шлюза приблизительно на половине высоты берда. Этот пруток и задерживает вылет челнока.
, -1
а
! ?
Фигура 69. Фигура 70.
Чтобы он не мешал заводке основных нитей, его делают подвижным, заставляя опускаться только при пролете челнока. Очень" распространенным типом второй группы является ме-таллич. решетка, или сетка, а (фигура 70), повешенная свободно на прутке с каждой стороны станка. Челнок при вылете ударяется в нее, и т. к. она от удара челнока может отклоняться, он теряет свою энергию и падает где-либо недалеко от нее.
Наладка станка. Под наладкой станка в полном смысле подразумевают, с одной стороны, правильную установку и действие каждой части его, а с другой—согласованность различных моментов действия отдельных частей друг с другом. Самой важной и в то же время трудной задачей является наладка правильного полета челнока, или, как говорят, боя, т. к. в это же время происходит и движение батана и нитей основы, связанных с боем.
Бой приходится устанавливать б. или м. самостоятельно, приноравливая к нему установку других частей, иногда даже в ущерб целесообразности в отношении согласованности. Как было указано выше, батан выполняет две задачи: 1) сообщает правильный и безопасный путь челноку и 2) присоединяет, или «прибивает», новую уточину к готовой ткани. Т. к. зев можно образовать только на нек-ром расстоянии от опушки ткани, то для прибоя батану необходимо возвратно-поступательное (ка-чательное) движение, чтобы он имел возможность переместить к опушке товара введенную в зев уточину и при этом развить известной величины, зависящей гл. обр. от плотности ткани, силу, которая заставит уточину занять вполне определенное место. Для безопасности же
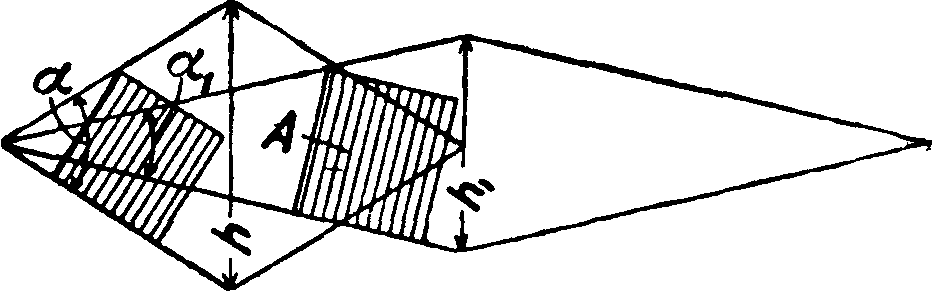
движения челнока перемещение батана должен быть как можно меньше по своей величине.-Естественно, что эта величина будет тем меньше, чем меньше радиус колена. В то же время зев должен иметь достаточную высоту, чтобы получился свободный проход для челнока. А эта высота определяется величиною отклонения батана от опушки (фигура 71). Здесь видно, что для помещения челнока А одних и тех же размеров при большем отклонении батана угол зева ахстановится меньше a, a следовательно высота 1ах может быть сделана менее h. С высотою же зева связано напряжение основных нитей, которое может увеличиваться только до определенного предела, зависящего от природы волокнистого материала, способа прядения, скорости станка и др. Отсюда практика выработала для каждого волокна вообще допустимые размеры зева и установила радиус колена для хл.-бум. тканей 63—70 миллиметров.
Во время перемещения батана нити Е основы не должны ложиться на его склиз, а тем более изгибаться около него (фигура 72), так как тогда они перетирались бы и рвались. Но они не должны и отходить от склиза дальше известного расстояния пути для челнока. Поэтому для использования возможной высоты зева при данном радиусе колена пролет челнока выгоднее всего производить около заднего мертвого положения колена. Далее из диаграммы движения батана (фигура 45) можно усмотреть, что наименьшее перемещение и скорость батана приходятся на положении 6, которое является самым удобным для пролета челнока. Для пролета через зев требуется 90—> 105—120° оборота колена; для быстроходных станков чаще всего 105°. Естественнее всего на основании предыдущего этот промежуток времени было бы распределить симметрично около положения 6, Тогдапри 105° время прохождения челнока через зев соответство-д вало бы положениям и фиг 72 73/4, принимая же во внима ние, что на пролет из коробки i до начала входа в зев уходит ок. 30°, получим момент для начала боя в Зги (когда челнок начинает свое движение из коробки). Принимая в соображение силу инерции челнока около положения положение коленчатого вала и другие обстоятельства, симметрию времени пролета челнока относительно положения 6 приходится нарушить, делая начало боя раньше, именно около положения 3, допуская от него небольшие отклонения и в ту и в другую сторону.
Для правильного и безопасного движения челнока в зеве ремизки должны в это время оставаться неподвижными, иметь выстой продолжительностью равный времени пролета или несколько бблыним. После выстоя они сближаются между собой, перемещаясь сверху и снизу. Т. к. поднимающиеся и опускающиеся ремизки имеют одинаковую скорость, то они встретятся на середине своего пути. Если пролет распределить симметрично около 6, то мо-
Фигура 71.
мент встречи ремизок, закрытие зева, совершится в положении 0. В это же время происходит и прибой уточины. В таком случае уточная нить перемещается бердом на всем своем пути в открытом состоянии зева между разделенными основными нитями, которые поэтому на нее будут оказывать очень слабое действие. Уже у самой опушки основа только перекроет уток, и последний будет в значительной степени закрыт ей и окажется мало заметным на поверхности ткани. Такой вид ее называется «голым», а способ работы ремизок—«без заступа». Ткань получается не такой красивой; промежутки между нитями очень заметны, переплетение выявляется слабо, толщина наощупь ограничена, одним словом, как говорят, ткань—недобротная; для получения добротной работают с заступом, то есть закрывают зев раньше, на нек-ром расстоянии от опушки. Величиной заступа называется расстояние по горизонтали от места скрещивания основы до опушки, или он характеризуется положением колена в этот момент.
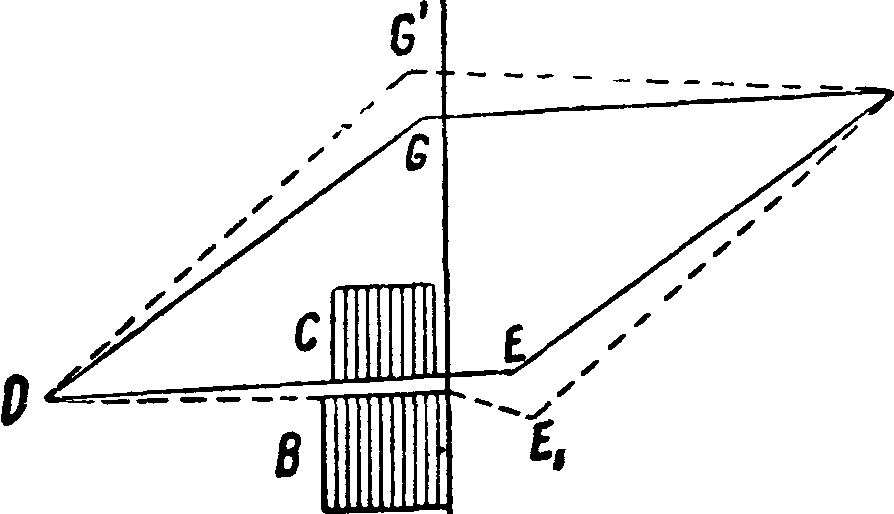
Значение установки скала. На фигуре 73 А изображает положение грудницы, D опушки, Е—цен и В—скала, ес-ли расположить нити основы в
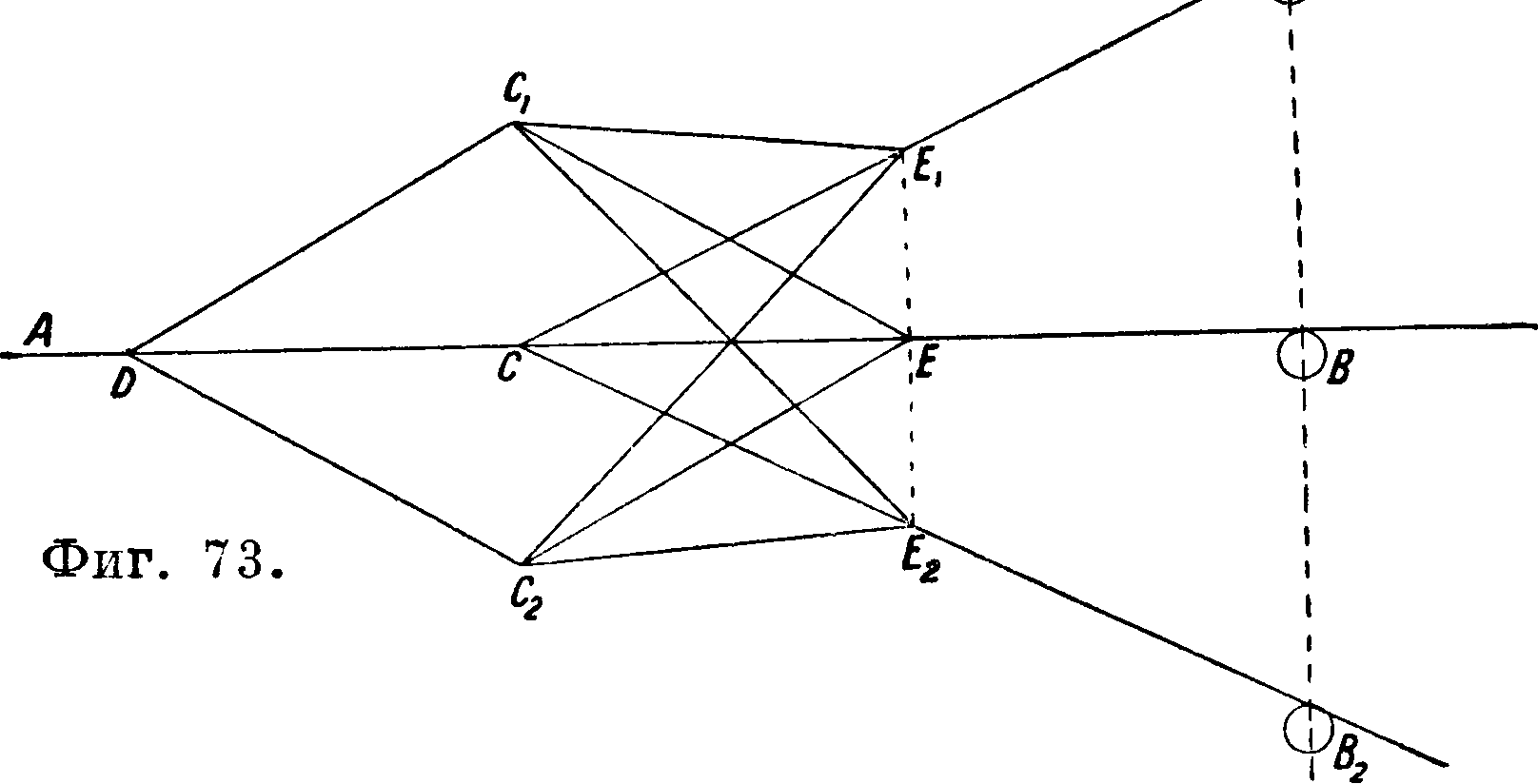
момент закрытия зева приблизительно по горизонтали. То гда при открытом зеве основа даст два симметричных уровня DCiE и DL2E9и следовательно натяжение основных нитей в обеих частях зева будет одинаково^ При этом они пробираются в зуб берда большей частью по две нити и имеют все время б. или м. значительное натяжение, в то время как у про кидываемой уточины натяжение сравнительно невелико. Благодаря же толщине зуба берда расстояния а и b (фигура 74) между основными нитями будут неодинаковы или, как говорят, они расположены «парочками». В таком случае при закрытии зева, когда происходит переплетение обеих систем, уточная нить не в состоянии рассадить эти парочки, и последние сохранятся в ткани. Но если приподнять скало в положение Вг (фигура 73), оставляя при этом положение глазков ремизок попрежнему в среднем положении Οχ, то при открытии зев примет вид OCiE1C2· Здесь верхняя часть CiE1 получит длину меньшую, чем нижняя С2Е2. В си-
О 0-0 D О СНЮ О О
Фигура 74.
лу этого при скрещивании верхние нити будут иметь небольшое натяжение, к-рое от тормоза передается гл. обр. на нижнюю часть, и тогда уточина,переплетаясь,указанные парочки разъединит и рассыплет основу по всей ширине ткани равномерно. По зато длина CtE2 сделается больше С2Е2, натяжение части основных нитей повысится, а потому может появиться усиление их обрывности, т. Ό. работа с приподнятым скалом труднее. То же самое явле ние произойдет при опускании скала в В2; но т. к. при этом окажутся слабыми нижние нити основы, что недопустимо для полета челнока, то применяется только поднятие его.
Что касается различия в конструкциях станков для различных волокон, то оно обусловливается свойством волокон и йряжи из них, а
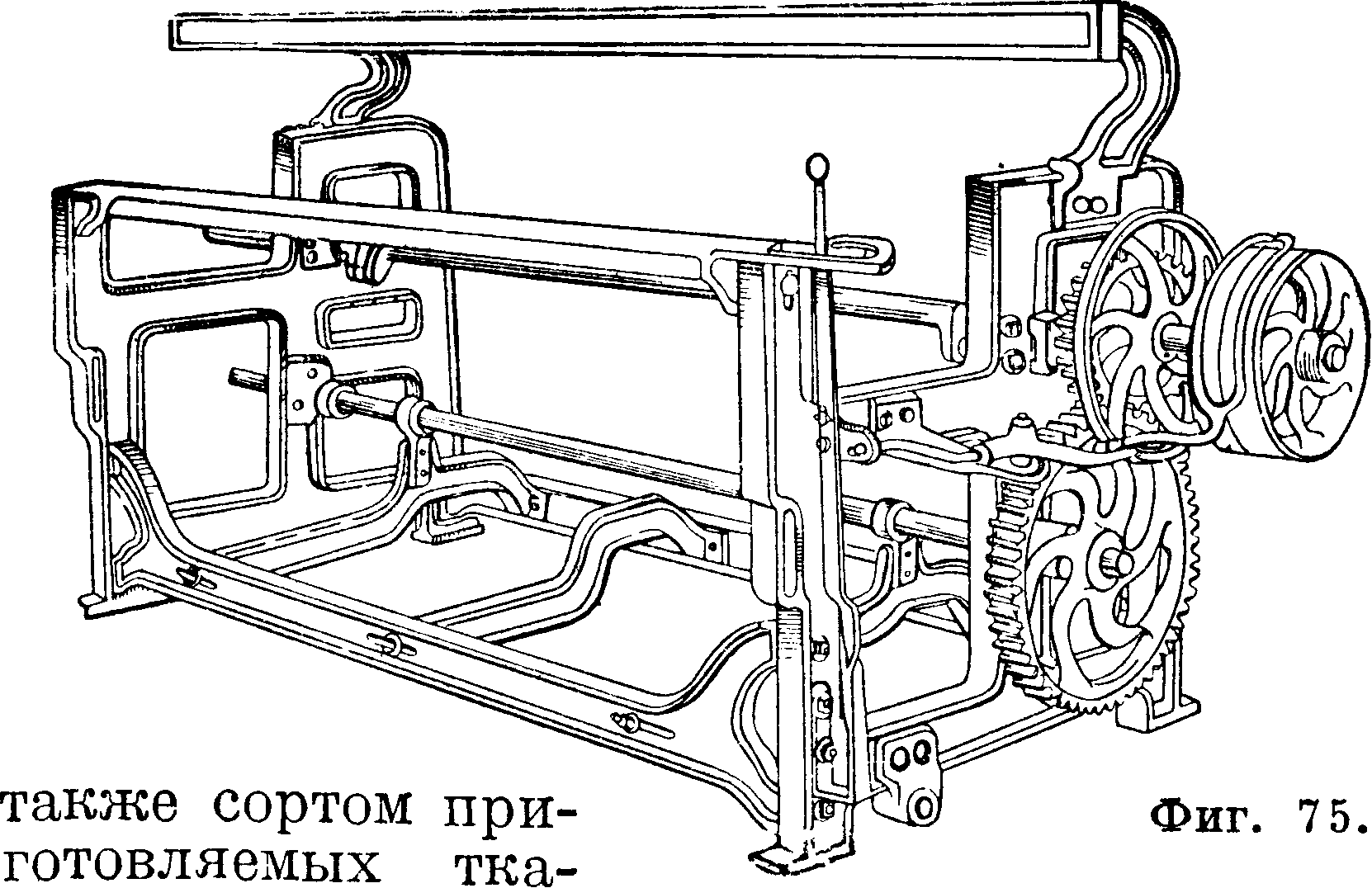
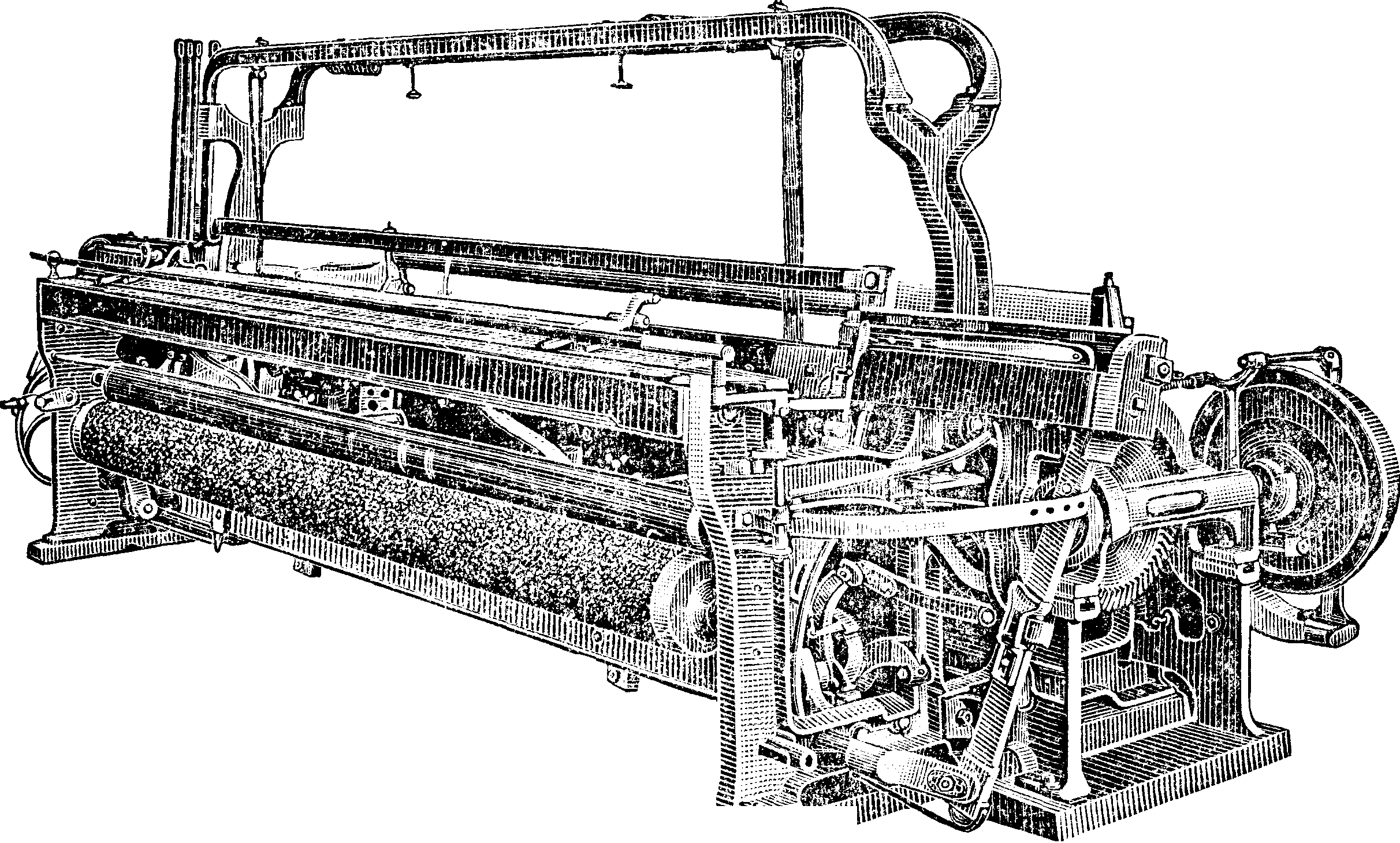
ней. Для средних качеств пряжи в отношении ее номера, крепости и удлинения и для узких товаров, ок. 0,75 м, применяют быстроходные станки, делающие ок. 225 об/м. Предетавите-лем их служит станок типа Платтр, (фигура 75) с нижним боем, очень распространенный для хл.-бум. тканей среднего веса. По мере увеличения ширины у него изменяются только размеры поперечных частей. Такой станок снабжается комбинированным тормозом, товарным регулятором, действующим от движения постоянно, и в большинстве случаев нижним боем. Реже применяется верхний бой, и тогда скорость уменьшают. Для льняных тканей более тяжелых, чем хл.-бум., в особенности для брезентов и некоторых сортов парусины,
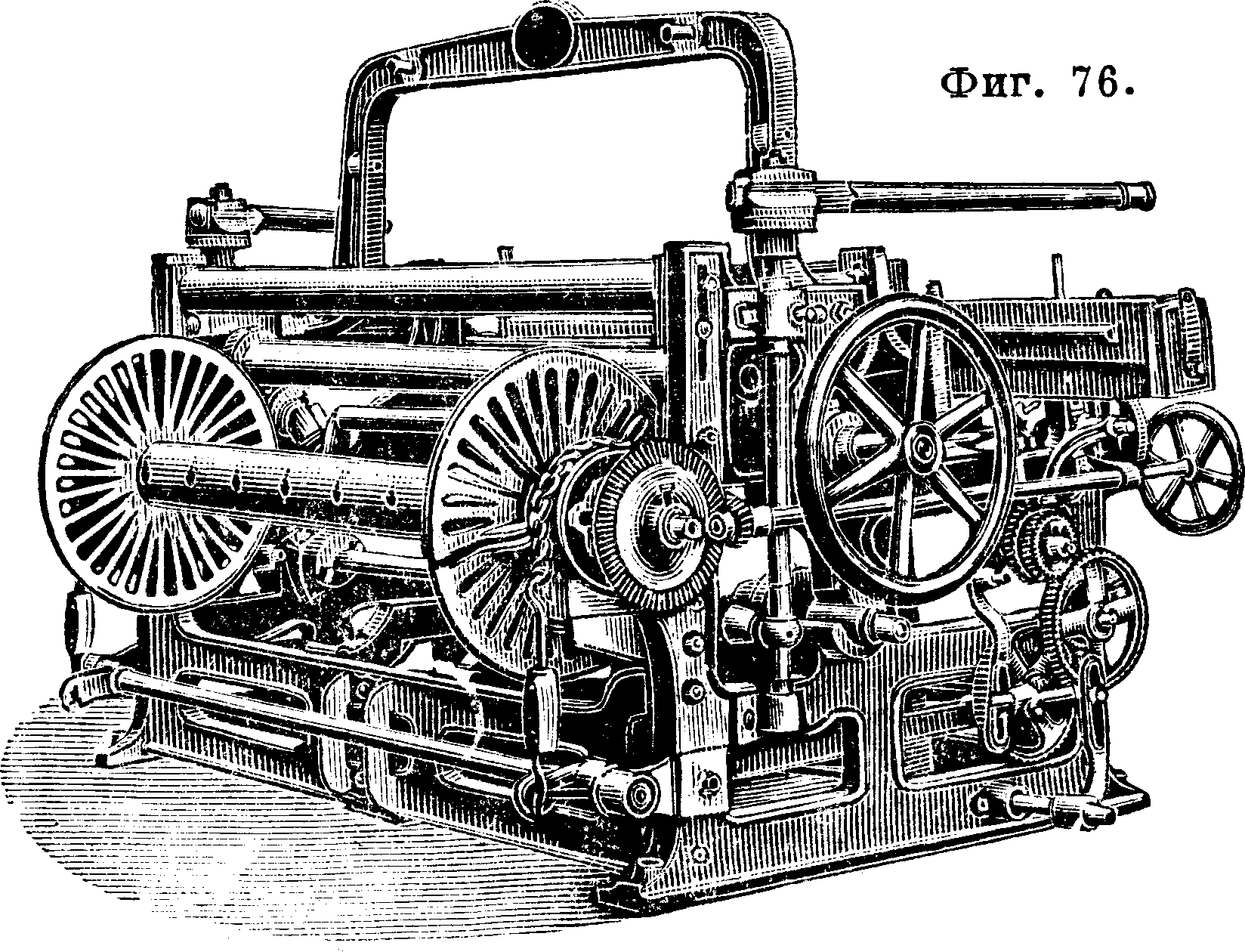
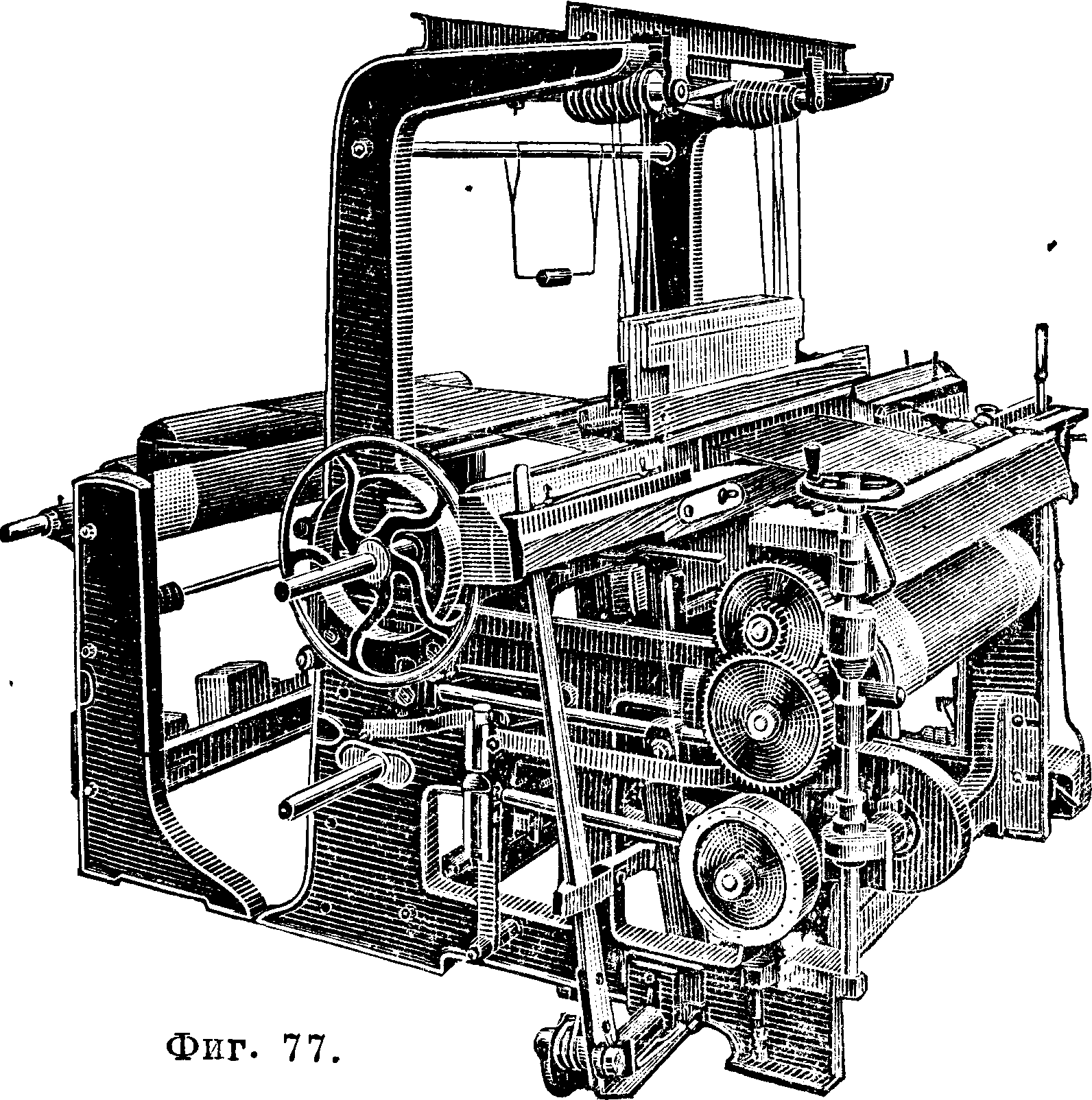
применяются станки с верхним боем, менее быстроходные и более тяжелые, т. к. основу приходится держать под большим натяжением. Фигура 76 дает вид станка для тяжелых льняных тканей завода Паркер. Нередки в употреблении широкие станки для приготовления например постельного и столового белья. Шелковые ткани, наоборот, выделяются своей тониной и легким весом. Благодаря тонкой пряже небольшой крепости (по абсолютной величине) они сравнительно также тихоходны, в большинстве случаев делают 125—160 об/м. В легких конструкциях введено движение батана посредством короткого по с применением промежуточного рычага. Па фигура 77 дан вид станка завода Рюти; на фигуре 78—вид суконного станка завода Шенгер. Они широкие, в берде имеют 2V4—
2x/2 m сукна приготовляются б. ч. из толстых номеров пряжи. Все это заставляет обращать большое внимание на прочность их деталей и конструкции их являются тяжелыми. В свою очередь движение такого станка сопровождается развитием значительных сил инерции, что обусловливает, во-первых, их тихбходность (ок. 100 об/м.) и, во-вторых, вызывает затруднения при пуске^ а, главное, при остановке станка.
Поэтому в большинстве случаев на суконных станках главный вал помещается сбоку станка и снабжается фрикционным приспособлением, быстро останавливающим его (на них ставится мощный тормоз).
Каретки. Взамен эксцентриков для выработки рисунков, имеющих по основе до 30 ниток, применяют каретку. В каретках подъем ремизок совершается особыми ножами, получа
Фигура 78.
ного коленчатого вала станка, а при двухподъемной—в два раза меньше. Если зевообразователь дает неполный зев, то у каретки м. б. и один нож; при образовании полного зева каретка должна иметь два ножа—по одному для каждой из этих групп ремизок. Каждая ремизка для своего движения может иметь и один и два крючка. Каждый нож в течение всего хода м. б.
соединен с какими-либо крючками, перемещая их, или часть хода оставаться без воздействия на них.
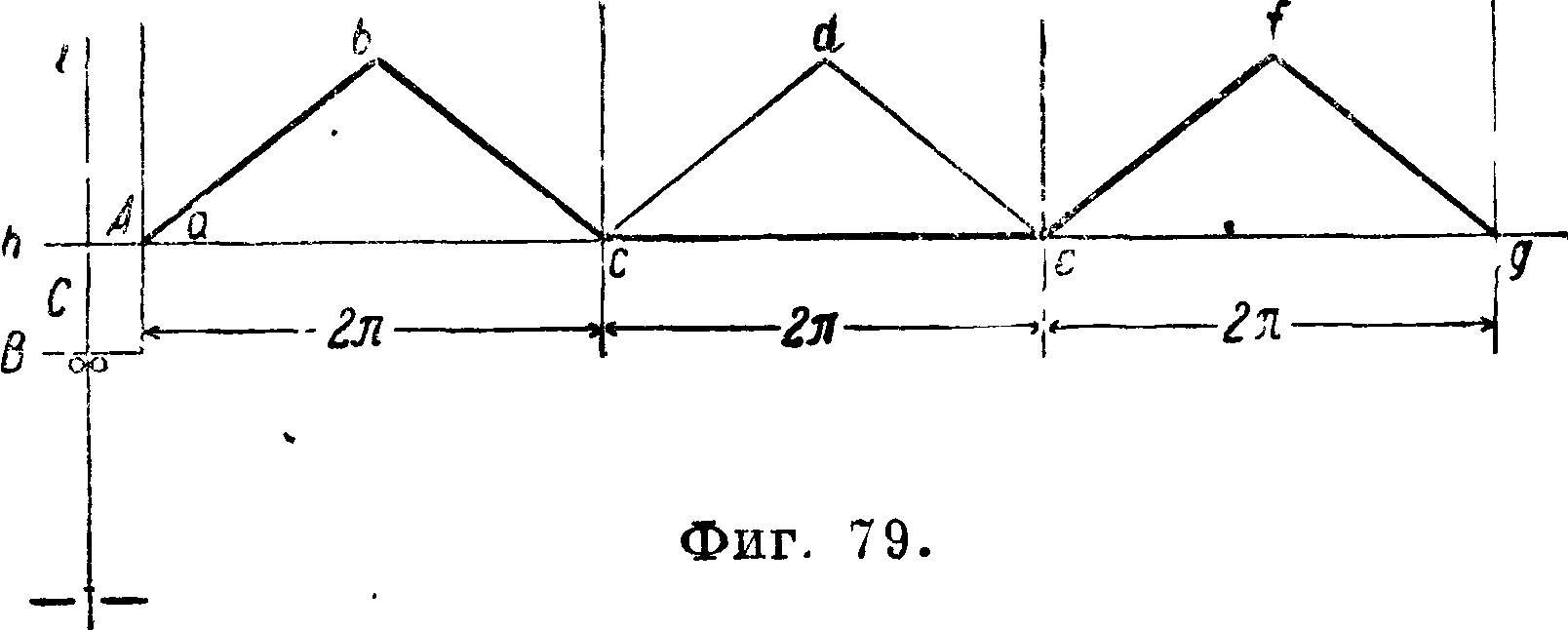
Работа каретки схематически изображена на фигуре 79, где качающийся между h иг нож А при соединении его под действием игольного приспособления В с крючком С поднимает последний, а следовательно и ремизку; обратный
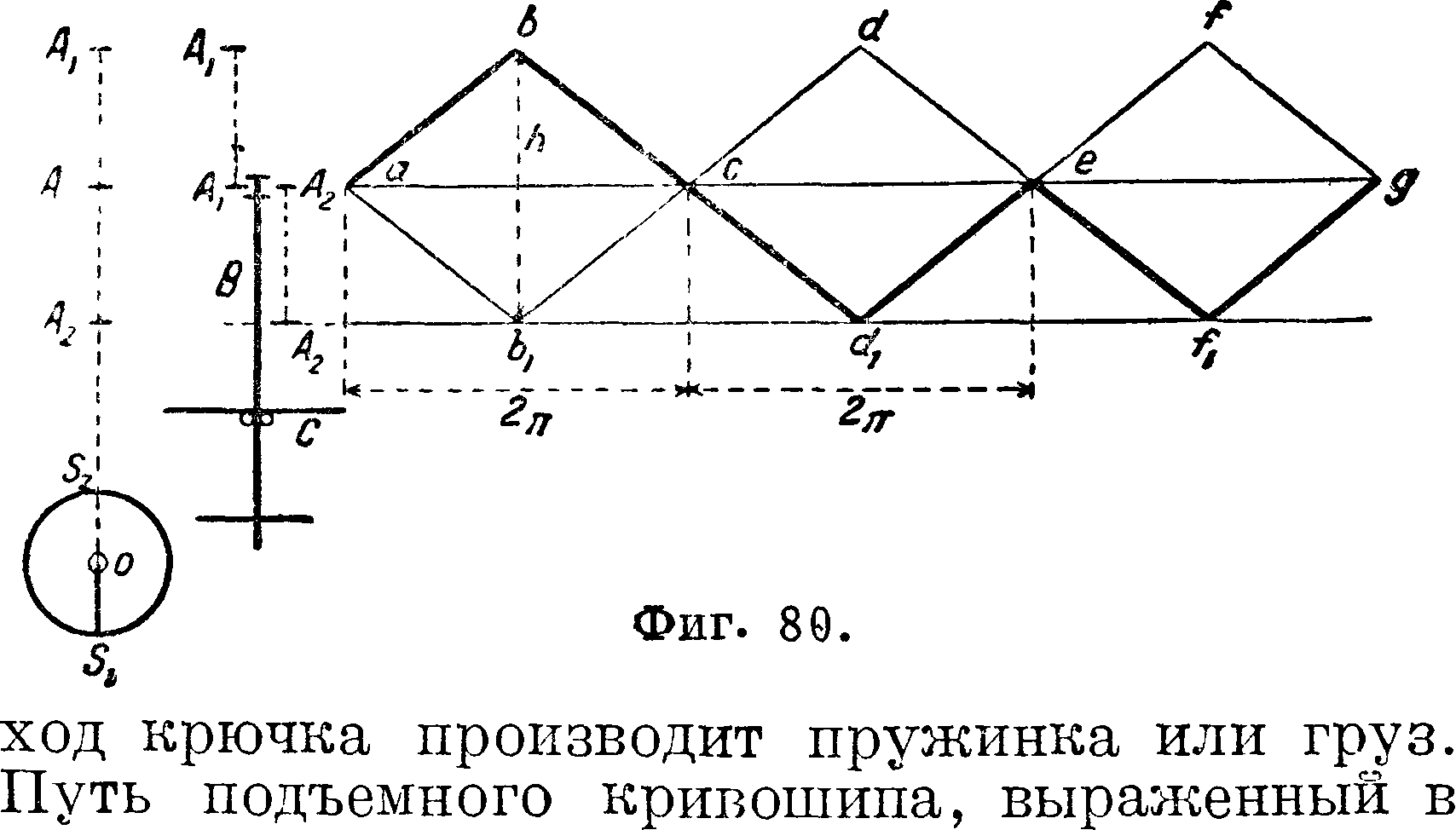
ющими возвратнопоступательное движение посредством кривошипа. Для выбора же идущих в верхний или нижний зев ремизок служит бесконечная цепь из карт с отверстиями, или деревянных планок с колышками, или же валиков, различных по диаметру, которые соединяют или разъединяют с ножами крючки, соединенные с соответствующими ремизками. Если за полный цикл движения ножей вводится одна уточина, то каретка называется одноподъемной, если же две,—д вухподъемной. Число оборотов кривошипного подъемного вала при одноподъемной каретке равно числу оборотов глав углах поворота главного вала станка, развернут в прямую асед (ось абсцисс). На соответствующих ординатах нанесены расстояния ножа от начального положения ит.о. получается диаграмма движения его abcdcfg. Крючок С во все время соединения с ножом А будет за ним следовать и дает для последовательного хода рабочих периодов станка пути аbe, ede, efg при полотняном переплетении в точке е игольный прибор разъединяет, а в точке е опять соединяет крючок с ножом,и путь ремизки представится в "виде утолщенной линии abcefg. Закрытие зева и прибой происходят в точках а, с e, д. Т. к. полный рабочий период и ремизки и ножа совпадает и равен 2π, то есть одному обороту колена (за это время вводится только одна уточина), то каретка одноп о д е μη а. На фигуре 80 изображена схема одноподъемного механизма с двумя ножами Аг и А2. Каждый нож имеет возвратно-поступательное движение от среднего положения зева только до одного крайнего, так что нолей за каждый оборот станка рас-
h
ходятся на расстояние ^ — половины высоты зева, а затем оба сходятся на уровне А, где зев закрывается и происходит прибой. Соответственно подъемный кривошип 0£χ для но-
. h
жа А2 с радиусом, равным ~^9 занимает положения Sx и S29 для ножа Аг на том же валу смещенный на 180° кривошип OS2—соответственно положения S2 и Sx. Крючок В ремизки снабжен двойными полочками, почему, будучи соединен с t каким-либо ножом посредством прибора рисунка, он остается связанным во все время и при подъеме и при опускании; следовательно подъемный кривошип работает здесь без мертвого хода; abcdefg и abxcdxcfxg—пути ножей, а, с е, д—точки прибоя.
Имеются 4 типа кареток для полного зева: 1) одноподъемный с закрытым зевом, 2) одноподъемный с открытым, 3) двухподъемный с открытым и 4) двухподъемный с полуоткрытым. На фигуре 81 показана конструкция каретки Крамптона. Каждая ремизка А соединяется с отдельным вертикальным рычагом В, вращающимся на общей оси с другими такими рычагами и имеющим прилив С9 на к-ром в свою очередь вращается крючок G с двумя выступами Н и J. На эти выступы действуют соответственно ножи В и Е, получающие возвратнопоступательное движение от кривошипного механизма F. На крючки G действует цепь из роликов различных диаметров, собранных в по
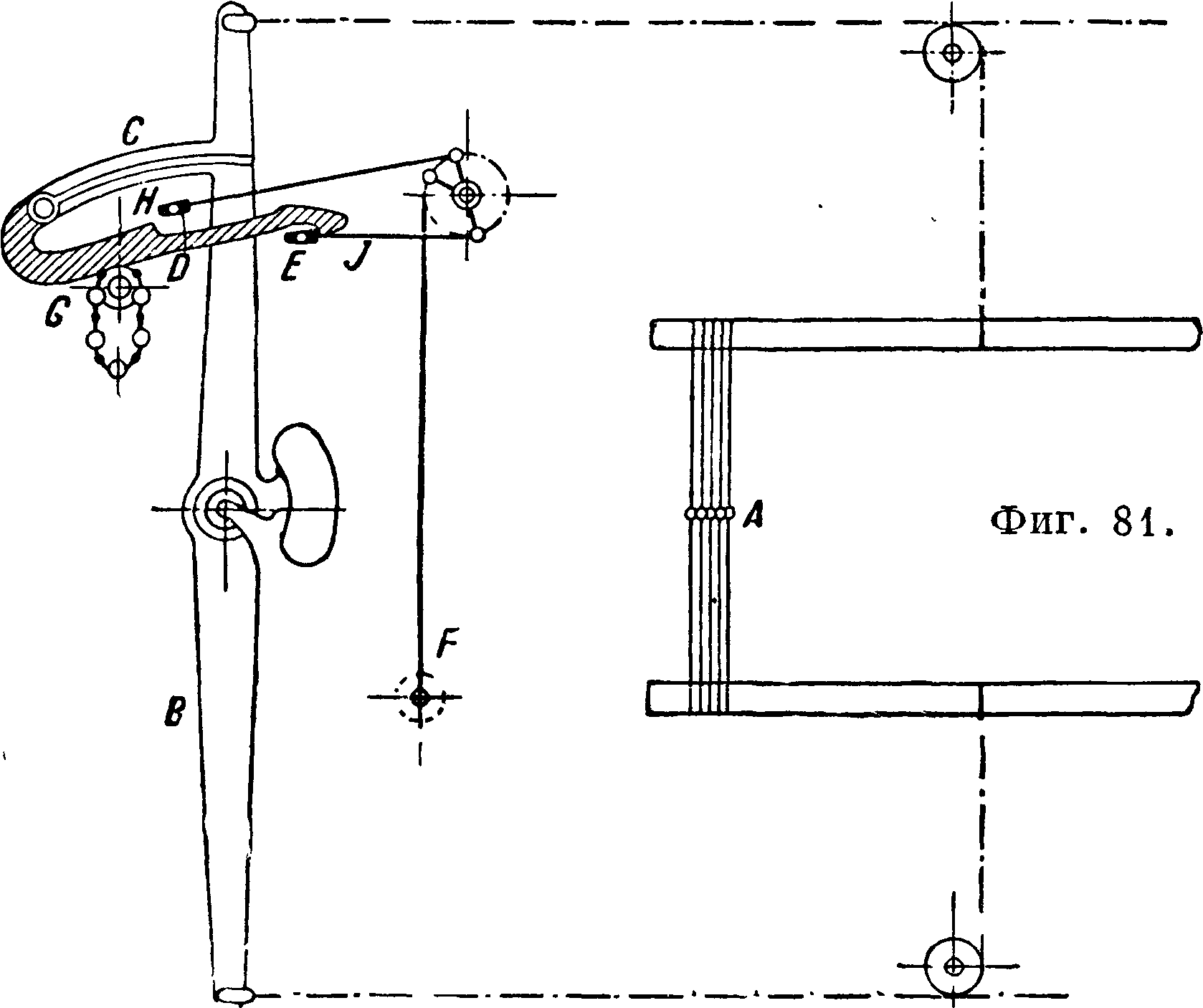
рядке, к-рый определяется вырабатываемым рисунком. В зависимости от того, какого диаметра ролики находятся под крючком G при вводе уточины, он поднимается или опускается и попадает под действие верхнего или нижнего ножа, почему происходит подъем или опускание ремизки. При закрытии зева ножи, упираясь в рычаги, приводят их, а следовательно и ремизки, в среднее положение. Каретка одноподъемная—для закрытого зева. Фигура 82 изображает конструкцию каретки Ноульс. От главного вала станка посредством шестерен 1 ж 2 получают вращение два барабана bх и Ь2, на половине своей поверхности гладкие, а на половине зубчатые. Этими зубцами они сцепляются с шестернями d, которые на противоположных концах диаметра имеют вырезы в один и четыре зуба. Шестерня d имеется отдельная для каждой ремизки и соединяется с ней посредством штанги, двуплечего рычага а, тяги b, направляющих роликов с рычагов h и hl9 ремешков или цепей к и кх и крючка г. С другой стороны каждая шестерня помещена в рычаге I, качающемся около оси д. На рычаги I действует цепь из роликов с различными диаметрами, которые могут сцеплять d с тем или другим бара- j
баном Ь19 b2. Если при этом против барабана становится вырез шестерни d с одним зубом, то она вращается на 1/2 оборота; если же придется вырез в 4 зуба, то она будет стоять.
Для правильности вращения в ней имеется концентрич. вырез, а на рычаге I штифт е. Для удержания шестерни в том или другом положе
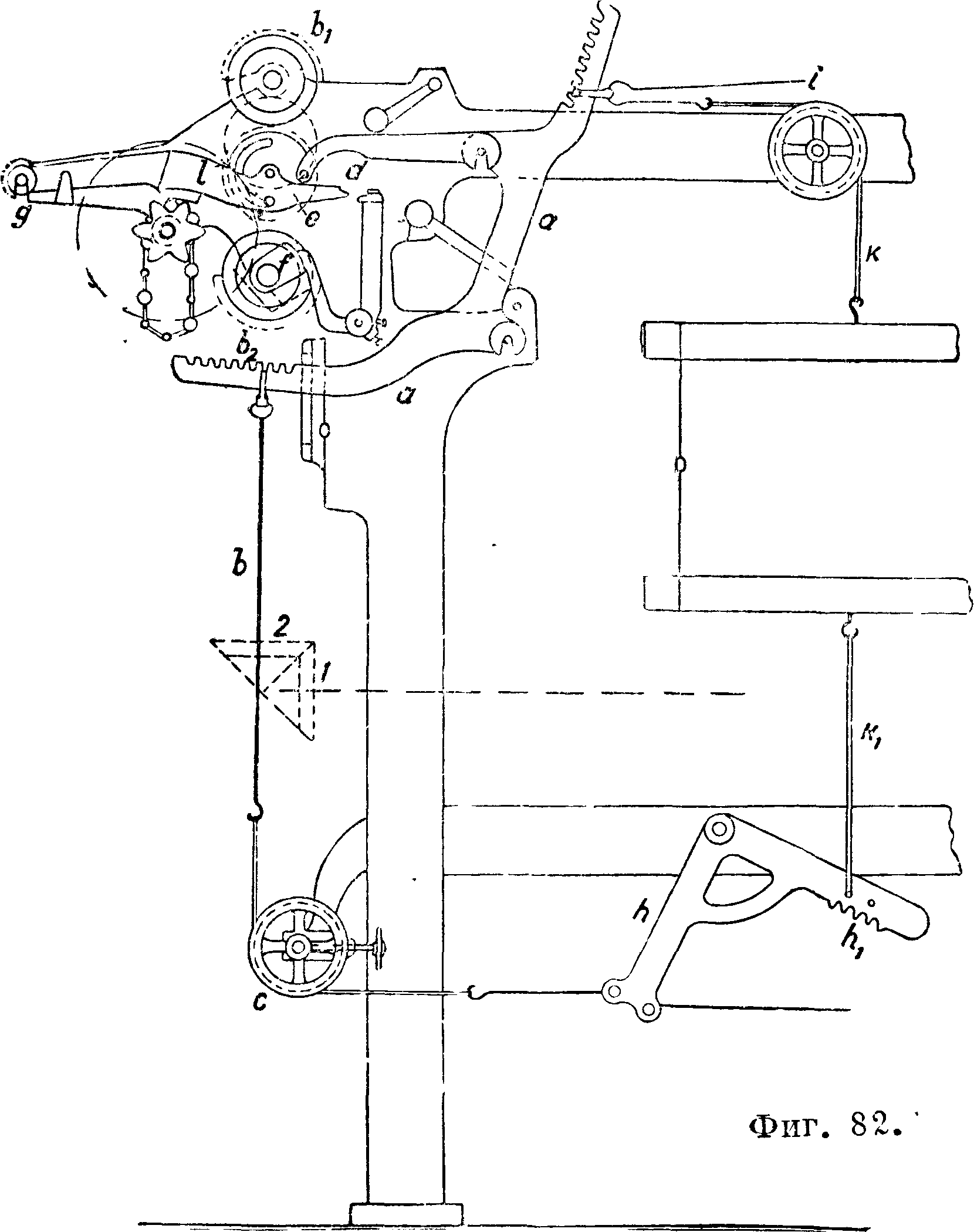
нии служит, с одной стороны, мертвое положение на ней шарнира штанги, а с другой— рейка на верхнем конце двуплечего рычага, вращающегося от эксцентрика f на оси нижнего барабана. Каретка является одноподъемной с открытым зевом и с выстоем в г/2 оборота. Ножами в ней служат барабаны bх и Ь2 и крючками—шестерни d.
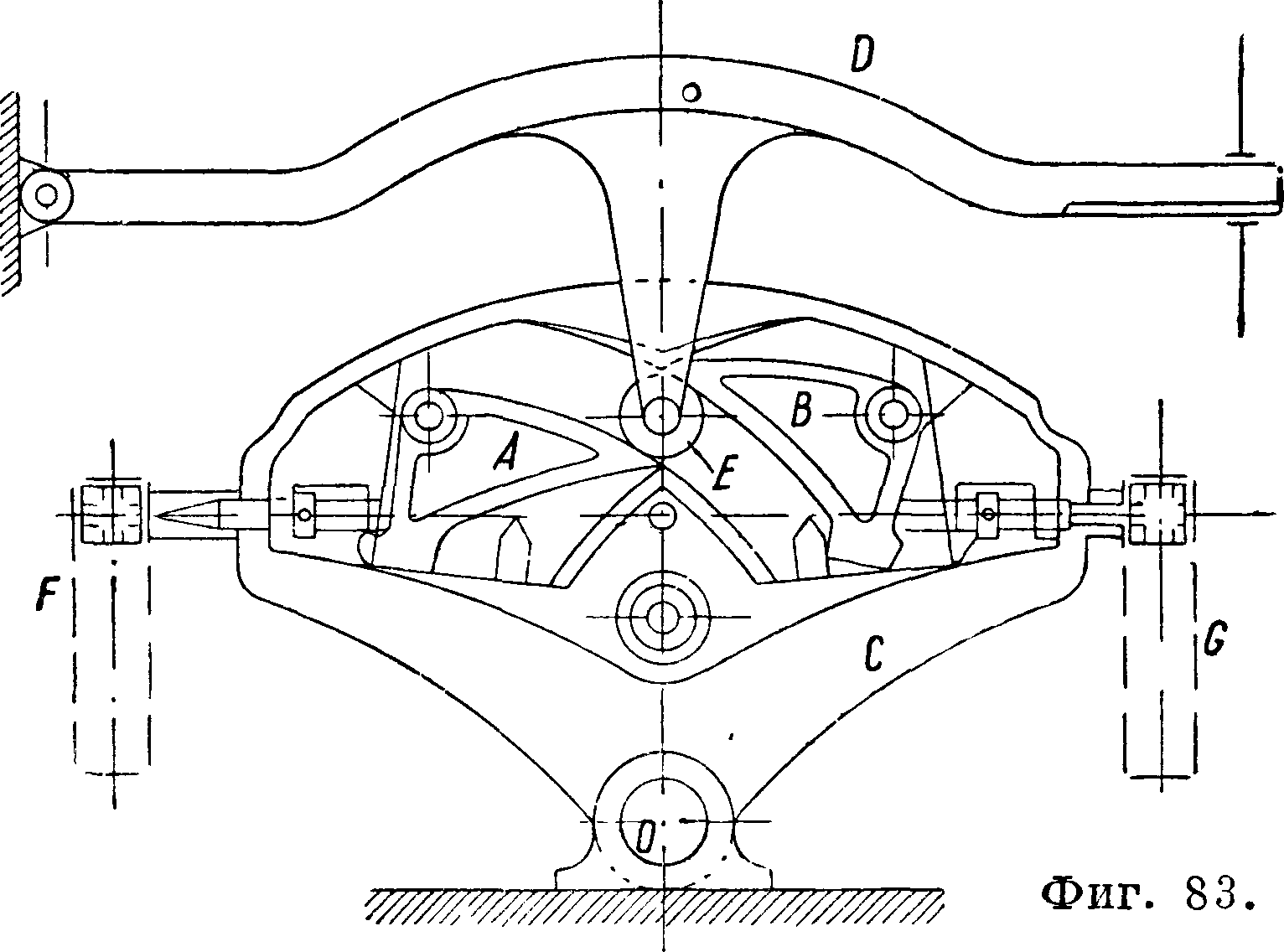
Нафдг. 83изображена качающаяся каретка ткацкого станка. Сектор С за каждый оборот станка совершает качание около своей оси О слева направо или обратно. На нем с обеих сторон закреплен ряд языков А и В, на которые могут действовать иглы, перемещаемые картонами F и G на качающихся и вращающихся призмах. Различное взаимное расположение языков А ж В создает направляющий канал для движения каточка проступного рычага JD, с которым связана ремизка. Если например С из среднего положения идет слева направо, язык В поднят, а А опущен, то ролик Е опускает В. Роль ножей в этой конструкции выполняют направляющие каналы, а роль крючка—каточек проступного рычага. Каждая ремизка имеет свои: рычаг D, языки А и В и иглы. При среднем положении сектора все ремизки приходят на один уровень. Каретка двухподъемная с закрытым зевом.
На фигуре 84 представлена наиболее распространенная конструкция каретки завода Hatter-sley. У этой конструкции каждая ремизка, нагруженная внизу пружиной, связана с рычагом т, вращающимся на оси f. На плече п этого рычага вращается еще двуплечий рычаг о, к концам которого прикреплено по крючку д, h. Крючкй опираются на иглы а, которые в свою очередь опираются на двуплечие рычажки d.
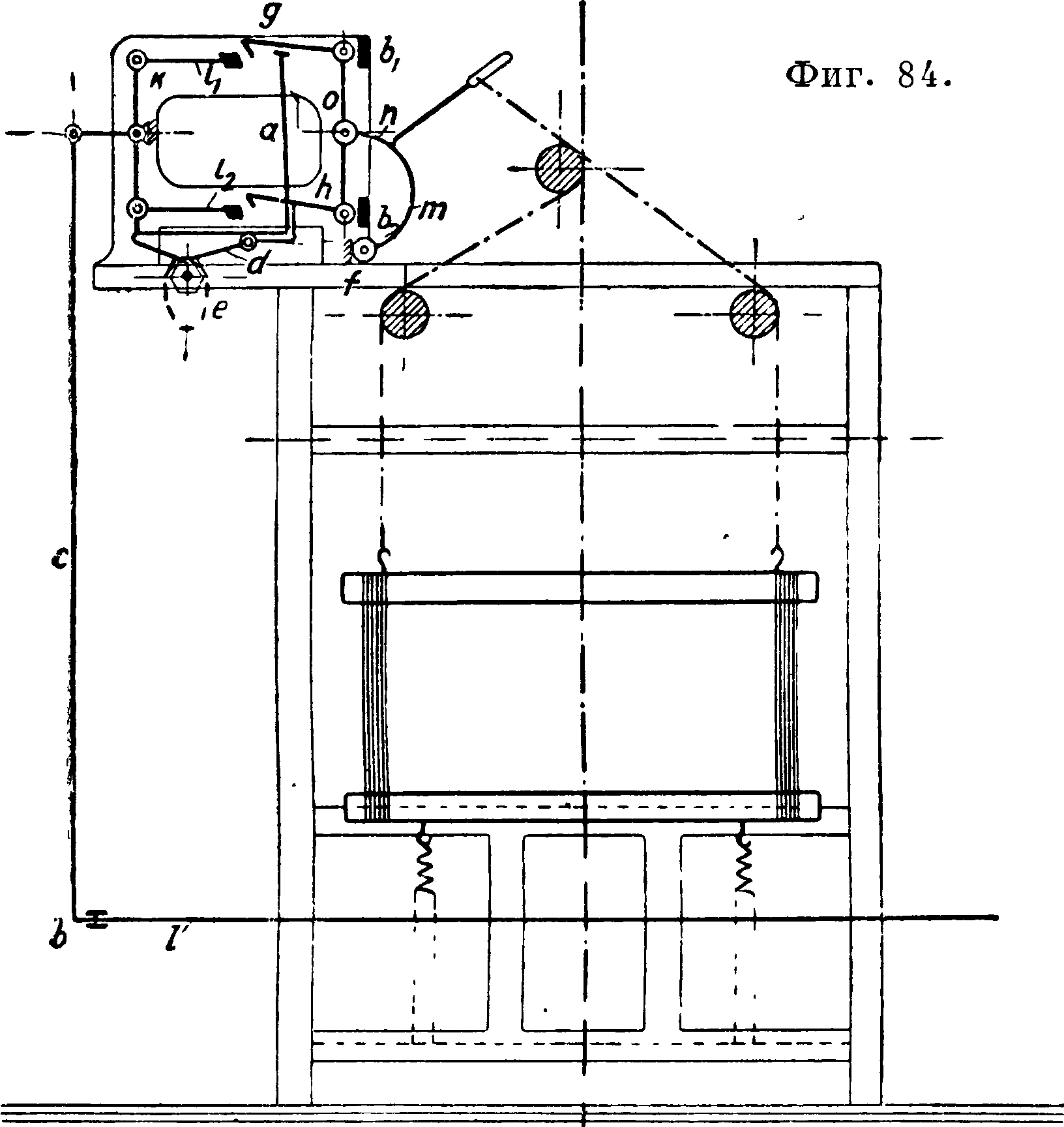
У последних левое плечо тяжелее правого, и на них могут действовать шпильки деревянного картона е, размещенные в отверстиях деревянных планок соответственно рисунку приготовляемой ткани. Для каждой ремизки имеются: рычаги т, о, два крючка д, h, две иглы а, два рычажка d. От проступного вала I станка через кривошип b, штангу с и трехплечий рычаг к получают возвратно-поступательное движение ножи гх и г2. Против концов рычагов о имеются упоры b19 b2. Д е и с т в и е механизма: нож %х идет слева направо, г2—в обратном направлении. В карте рычажка d, соответствующего верхнему крючку д, вставлен деревянный колышек, к-рый заставит опуститься крючок д на нож гх. Последний захватит д и рычаг о, конец которого повернется около упора Ьг, почему ось рычага о передвинется влево, и поднимается ремизка. Если в момент перемены хода ножей следующая карта картона оставит опять опущенным крючок д и поднятым h, то рычаг о под влиянием пружины ремизки перейдет в крайнее левое положение, и ремизка опустится. Но если при перемене хода ножей опустить и крючок h, то верхний конец рычага о будет перемещаться справа налево, а нижний ножом г2—слева направо. В результате рычаг о будет только вращаться около предыдущего положения его оси, и ремизка останется на месте. Каретка завода Hattersley двухподъемная с полуоткрытым зевом.
О*
Каретка Жаккарда. При увеличении числа ремизок работа на станке становится затруднительнее, так что в этом направлении можно идти только до известного предела, приблизительно до 30 ремизок. Поэтому, чтобы иметь возможность вырабатывать сложные рисунки, для каждой основной .нити вводят свою особую ремизку в виде т. н. лицы (фигура 85 и 86). Она представляет собой тонкий шнурок с глазком d. Шнурок с привязывают к крючку b с загибом а, на который действует нож, а внизу привязывают на нитке грузик («висюльку») f. Такой способ независимого движения очень большого числа основных нитей позволяет увеличивать размеры и разнообразие в рисунке. Выработка сложноузорчатых тканей была введена с очень отдаленных времен, в 18 в она была в значительной степени механизирована : лионским ткачом Жаккардом была сконструирована машина, названная его именем (смотрите Жашардова машина), которая оказалась настолько совершенной, что до сих пор в нее в общем внесены только лишь сравнительно небольшие изменения. Она дала возможность легко, просто (значительно уменьшив стоимость изготовления) вырабатывать ткани сложных сделала их из предметов роскоши предметами широкого потребления.
На фигуре 87 изображен механический Т. с., снабженный кареткой Жаккарда. Нити основы а пробираются в глазки лиц d, расположенных в нескольких параллельных друг к ДРУГУ рядах. Глазок, или мальон, м. б. стальным, латунным или стеклянным, представляет плоскую продолговатую или овальную фигуру, в которой находятся три отверстия: два по концам и одно в середине — крупное и овальное, через к-рое проходит нить основы; диаметр его всегда больше диаметра отверстий, находящихся у концов глазков. Верхним концом лицы привязываются (узлы δ) к ар-катным .шнурам, обычно из льняного голосинника,- которые проходят через кассейную доску с с отверстиями, расположенными в шном порядке. Ар-катные шнуры в свою очередь привязывают узлами е к рамным шнурам с направляющей их рамной доской f; рамные шнуры привязывают узлами h к крючкам g, которые сделаны из проволоки и имеют 2 ветви а и b (фигура 88).
Фигура 85 и 86. переплетений и
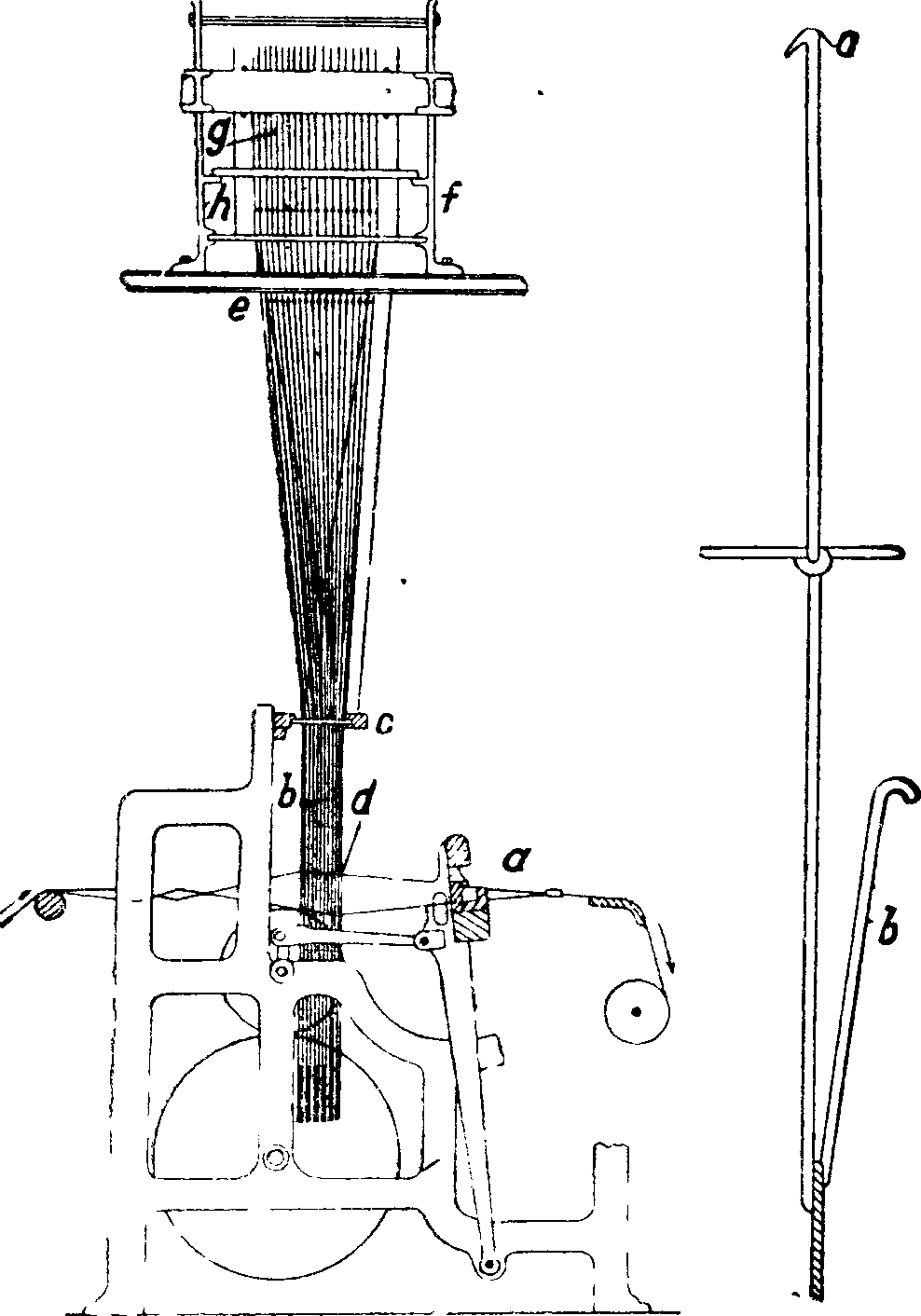
Фигура 87.
Фиг.
На верхние загибы их действуют ножи с (фигура 89), на каждый ряд отдельный нож. Они расположены в коробке е, получающей возвратно-поступательное движение в вертикальном направлении. Крючки могут занимать в отношении ножей два положения: загибы их или располагаются на ножах или же отклонены вправо. В первом случае они поднимаются ножами, во втором остаются в покое. Отклонение крючков производится иглами. Игла представляет собою проволочный пруток (фигура 90) с двумя петлями d и e: d обхватывает крючок, проходящий через нее в вертикальном направлении, а е служит для направления движения (фигура 89). Иглы располагаются горизонтальными рядами и направляются игольной доской b и рамой h: одним кондом“ они лежат в отверстии дгольной доски, другим на прутках д в раме h. В раме h помещается еще доска d с отверстиями против каждой иглы. В эти отверстия вложены пружинки («животики»), отжимающие иглы влево. Счет рядов игол ведется снизу вверх, рядов крючков—от животиков к игольной доске. Иглы 1-го ряда соединяются с крючками 1-го рода и т. д. Отклонение игол вместе с крючками производится с помощью призмы а, на к-рую надевается бесконечная цепь из карт. Призма а имеет столько отверстий, сколько имеется игол. В зависимости от ри-
Фигура 8 9. Фигура *90.
сунка каждая карта часть этих отверстий закрывает, а часть их благодаря отверстиям в картах остается открытой. Призма получает возвратно - поступательное движение относительно игольной доски; при опускании коробки е с ножами она приближается к доске и отжимает иглы, против которых нет отверстий в карте, вправо. Вместе с этим отжимаются их крючки, и при подъеме ножей они остаются в покое. Все остальные крючки, для игол которых в карте пробиты отверстия, поднимаются вместе с ножами, и соединенные с ними нити основы образуют зев. При каждом обороте станка призма а во время своего отхода от доски поворачивается на 90° и тем самым при следующем ударе подводит новую карту. Движение призмы связано с движением ножевой коробки. Отверстия в карте соответствуют подъему основной нити.
Для правильной заправки жаккардовой машины очень важен порядок счета крючков, игол и проборки аркатных шнуров в кассейную доску. Кассейная доска устанавливается так, что поперечные ряды ее отверстий параллельны нитям основы, а продольные перпендикулярны к основе. Установка же рамной доски и решетки для крючков находится в зависимости от того, где помещается призма—с боковой или продольной стороны каретки. Счет продольным рядам крючков и рамным шнуркам всегда ведется по направлению к призме. Для счета их поперечных рядов надо стать лицом к призме, тогда первый поперечный ряд будет справа. Проборка в кассейную доску бывает или прямая или обратная. В первом случае первым
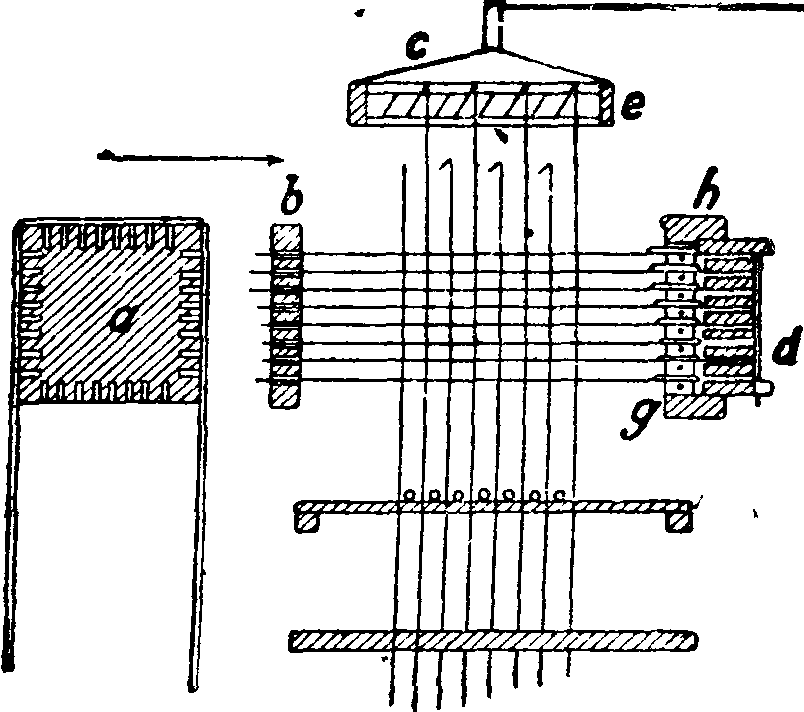
аркатным шнурком будет левый задний, во втором—левый передний. На фигуре 91 и 92 даны два случая расположения призмы А. При положении призхмы А, перпендикулярном направлению основы, аркат не перекручивается и поэтому работает продолжительнее, но движу -

С о
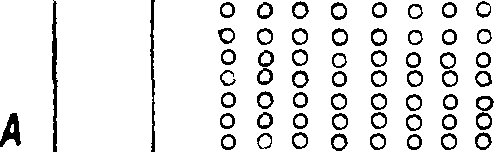
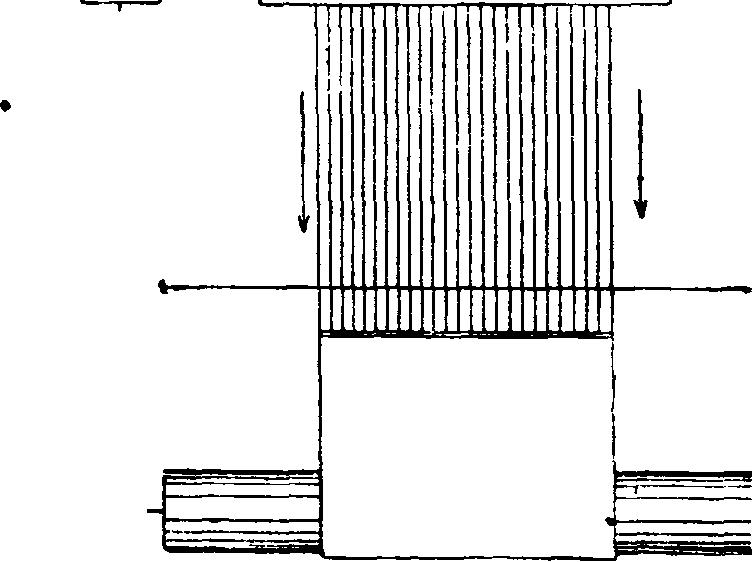
[ Фигура 91.
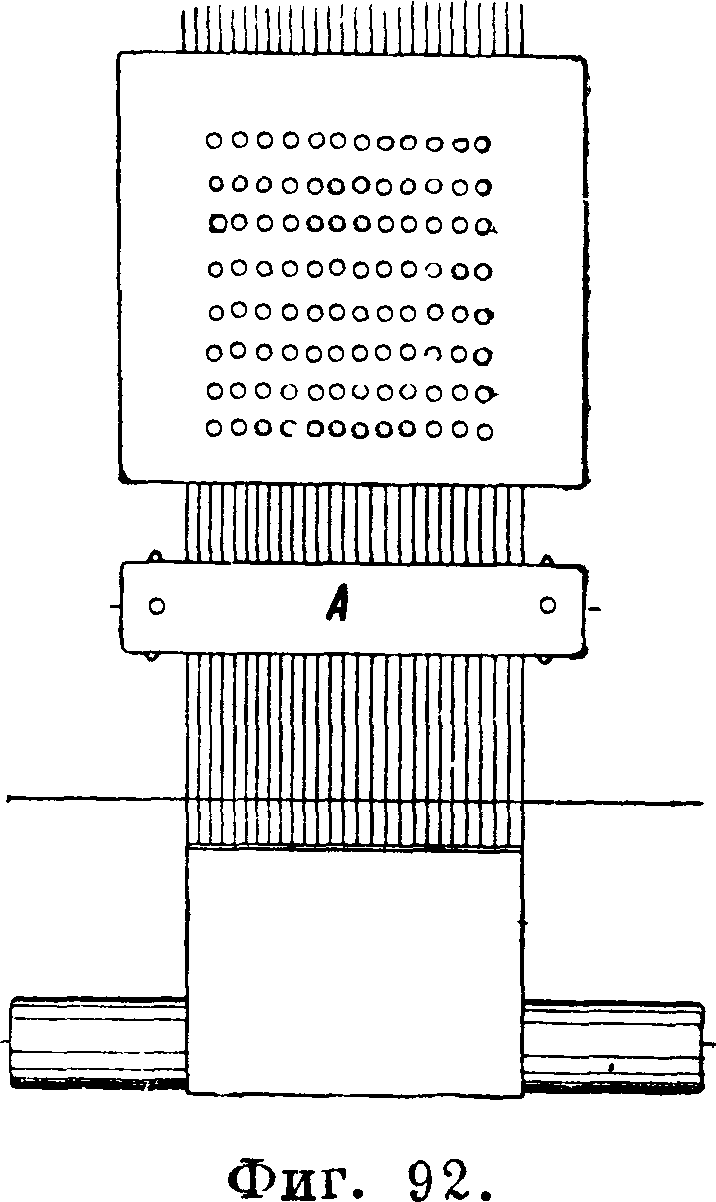
щаяся призма с картоном располагается над ткачом и товаром, и тем самым ухудшаются условия обслуживания станка и создается опасность загрязнения товара от призмы маслом и сором. В игольной доске счет иглам принимается всегда слева направо и снизу вверх (фигура 93). Жаккапдовы машины строятся от 100 до 1 600 крючков и игол; число продольных рядов бывает 4—16 поперечных 26—110. В зависимости от расстояний между иглами они делятся на машины толстого и тонкого деления. Жаккардо“вы машины бывают деревянные, металлические и смешанные. Деревянные применяются при выработке дорогих шелковых тканей как требующие наименьшей смазки.
Для более простого и точного воспроизведения ткани на жаккардовой машине требуется прежде всего составить надлежащий заправочный чертеж, к-рый должен состоять из частей, изображающих: 1) переплетение нитей ткани, 2) порядок проборки нитей основы в глазки лиц,
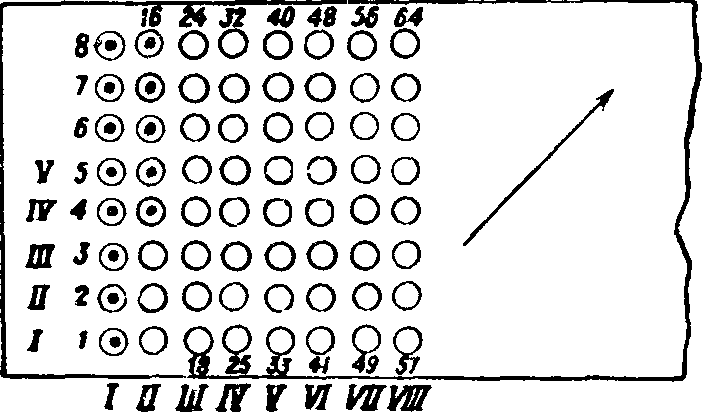
Фигура 93.
Фигура 94.
3) порядок проборки аркатных шнуров в кассейную доску и 4) порядок проступания крючков для различных зевов. Проборка нитей основы в лиды бывает прямая или обратная. В первом случае идут по нитям основы сзади наперед, пробирая 1-ю нить основы в 1-ю лицу и т. д.; во втором—обратно, как показано на фигуре 94. Счет нитям основы всегда производят слева направо. При этом для прямой проборки в кассейную доску необходимо применять и прямую проборку основных нитей в лицы, соблюдая это согласование и при обратной проборке. Проборка аркатных шнуров в кассейную доску производится согласно с расположением рисунка по ширине ткани. Здесь м. б. такие случаи: 1) ткань представляет один рисунок по всей ширине; 2)рисунок состоит из двух или более частей, расположенных тождественно; 3) он состоит из частей, расположенных симметрично (фигура 95). Для воспроизведения рисунка кас-сейную доску делят на соответствующее число равных частей.(в примере их две). Для левой части в кассейной доске применяют прямую проборку, для правой—обратную, чтобы соединить одинаково переплетающиеся нити на одном и том же «крючке.
Вместо призмы, указанной выше и перемещающейся в горизонтальном направлении, иногда применяется призма, качающаяся на особом шпинделе рам^1 машины. При этом расходуется меньше энергии и смазки, но призма встречает иглы не под прямым углом, почему они скорее изнашиваются. Чтобы достигнуть более надежного действия призмы на иглы и уменьшить сотрясения в каретке, расположенной значительно выше самого станка, вводят вместо одной две призмы: двухвальные жаккар-довы машины; скорость движения призм тогда делается в два раза меньше. Для получения двухподъемности машины каждый рамный
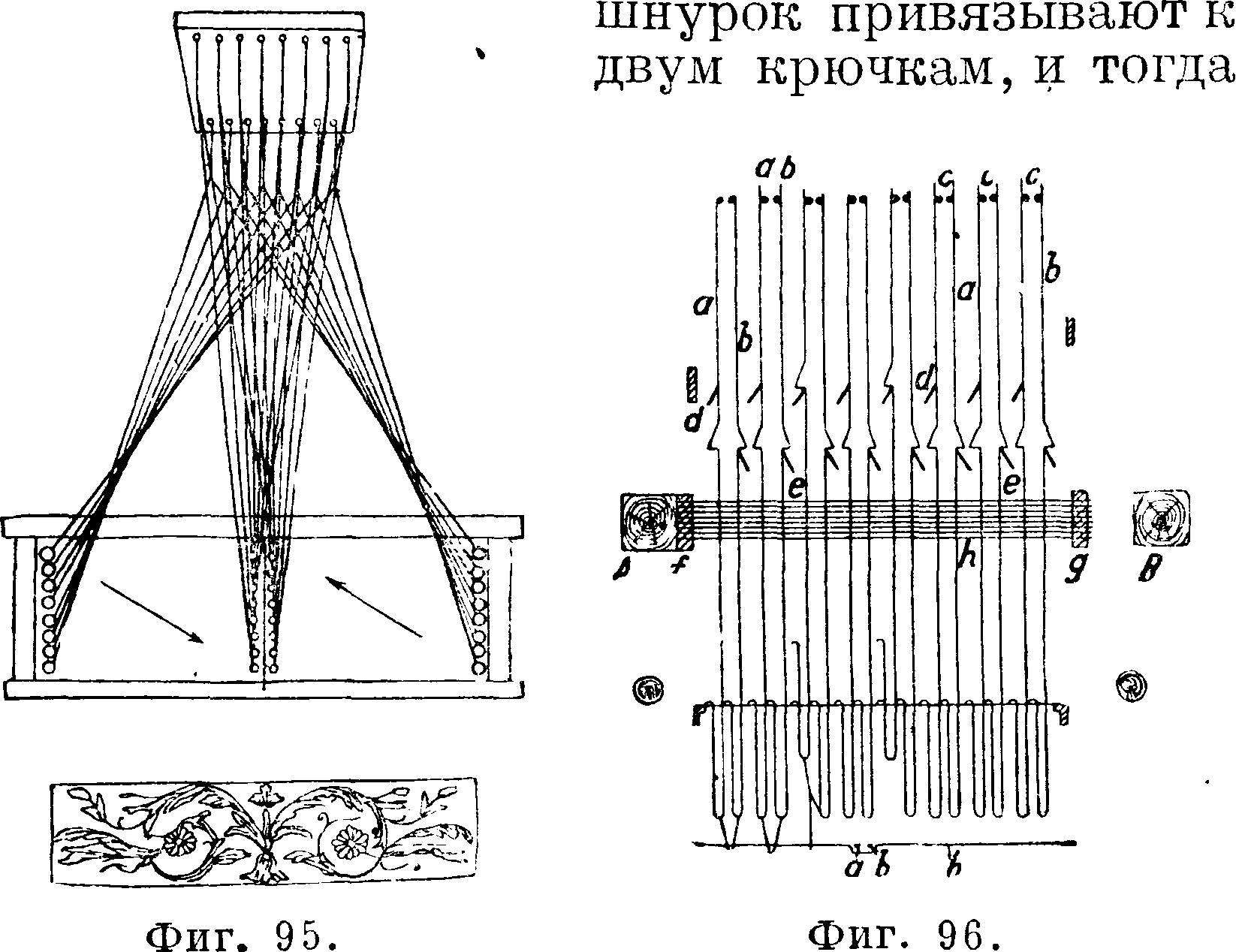
способ действия машины будет одинаков с переборной кареткой с полуоткрытым зевом (смотрите Д об б и каретка).
На фигуре 96 приведена схема устройства двухподъемной жаккардовой машины с двумя призмами А я В. Здесь для каждого рамника имеются два крючка а я b я одна игла h с особым выгибом, в к-рый входят крючки а и b. Вверху эти крючки опираются на прутки с. Иглы направляются с обеих сторон простыми игольными досками f я g без животиков. При отклонении иглы в ту или другую сторону она своим выгибом отклоняет среднюю часть крючка, выводя его из сферы действия ножа d или е; т. к. верхняя часть крючка опирается на пруток с то он изгибается, а при прекращении действия на иглу призмы выпрямляется и перемещает иглу в исходное положение. Призмы действуют на иглы с разных сторон попеременно: когда одна подходит к иглам, другая отходит от них и за это время поворачивается. Ножей также два ряда—d и е. Две призмы употребляются также с целью сокращения числа карт, когда вырабатывается ткань с каймой: скатерть, платок и тому подобное. Тогда одна призма со своим картоном действует при выработке фона, другая при выработке каймы (фигура 97). В этой каретке крючки имеют две длинные ветви, одна из которых вверху также опирается на пруток, допуская изгиб крючка иглой и возвращая ее в первоначальное состояние после действия картона. Главные иглы А соединены с обеих сторон с вспомогательными Ли А", которые управля ются призмами С и С". Иглы А и А" приподнимают или опускают левый или правый конец главных игол А и вводят или выводят их ия
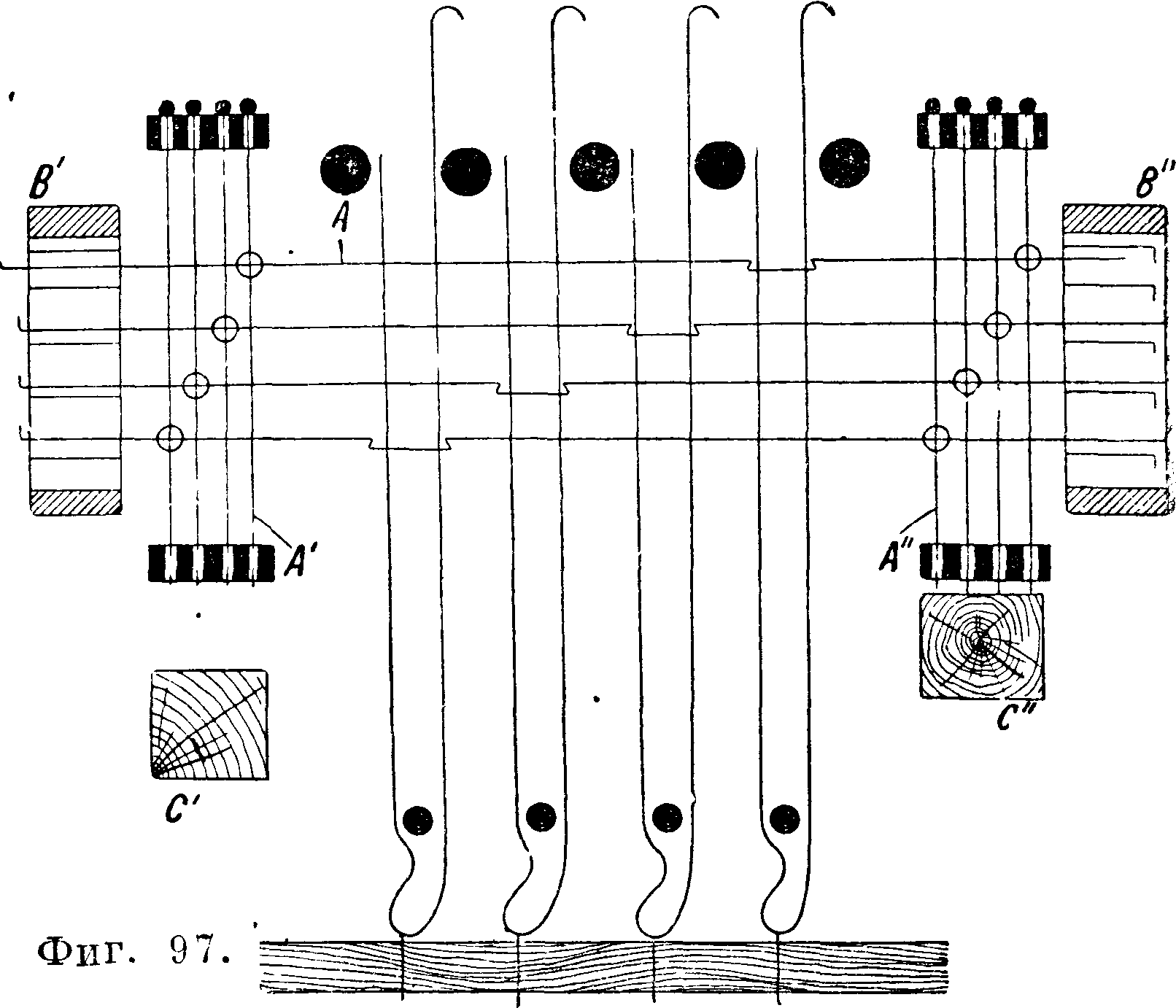
сферы действия рамок B и В", в которых помещены проволочные упоры с загибами, заставляющие перемещаться иглы А. Рамкам В я В" сообщается возвратно-поступательное движение в горизонтальном направлении.Сначала работает одна призма С, вырабатывая фон, затем она выключается, а включается другая призма С".
Наконец надо указать еще на конструкцию машины «Вердоль» (фигура 98). В ней В—главные иглы, направляемые досками А я С. Против их левых концов помещаются другие иглы В1? направляемые досками Ахя В. Своими правыми концами с особыми загибами они упираются в иглы В я могут их перемещать. В свою очередь иглы Вг соединяются еще с иглами В2. На них действует картон Ег Е2. Приподнимая иглы Bl9 иглы В а заставляют их упираться в загибы прутков рамки В, которая при своем перемещении в горизонтальном направлении захватывает приподнятые иглы В19 а эти последние перемещают далее иглы В; в результате отклоняются соответствующие крючки g, которые здесь устроены также пружинящимися. F—ряд обычных ножей. При введении
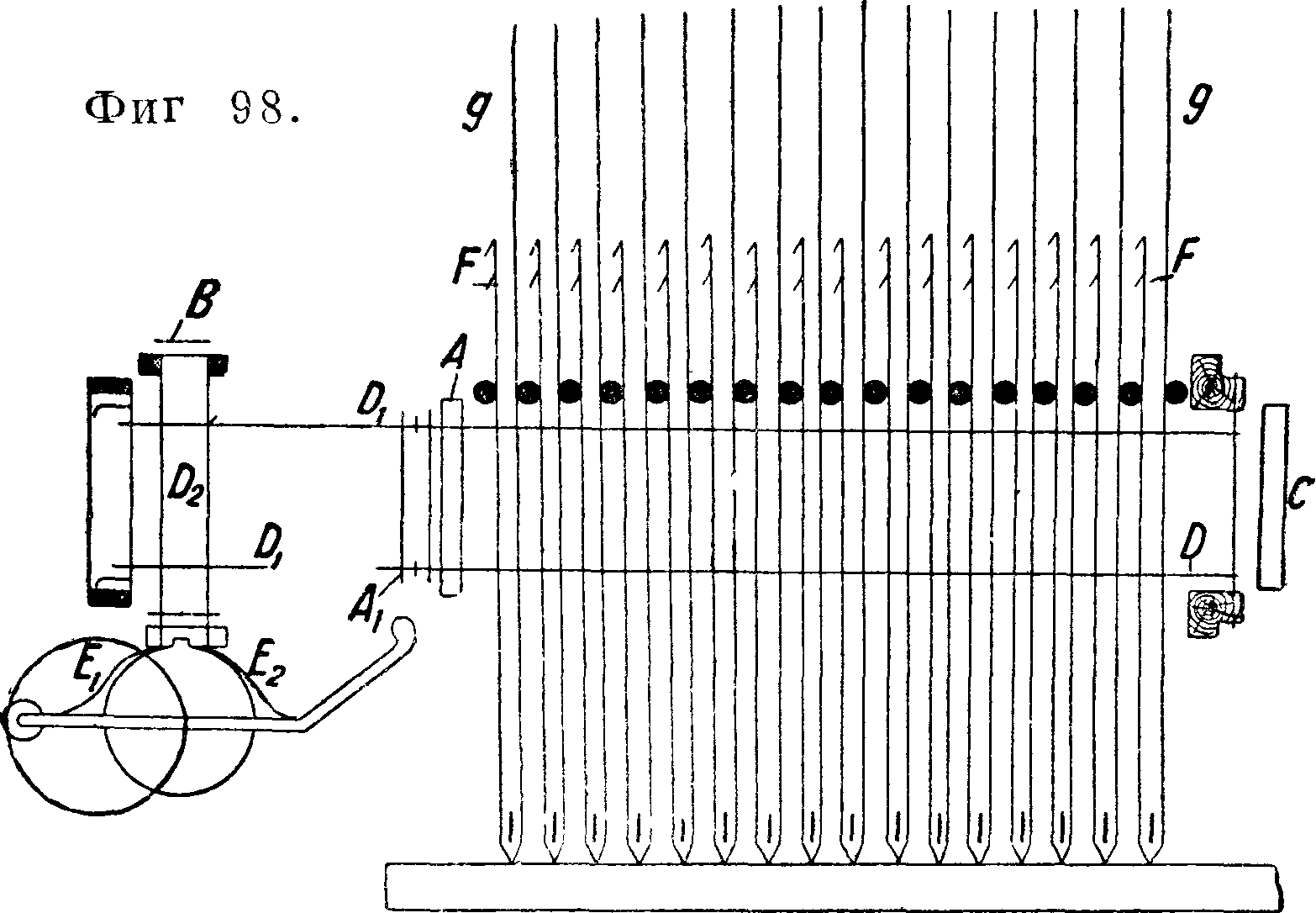
дополнительных тонких игол здесь получается возможность применения вместо картона тонкой бумаги, что дает значительную экономию, в особенности при большом числе карт. Вследствие сравнительно неустойчивой связи между станками и кареткой, необходимости точного-действия призм на иглы и сложности конструкции станкам с кареткой Жаккарда приходится сообщать гораздо меньшую скорость, например при выработке средних хл.-бум. тканей ско-
рость без каретки 220 ударов/мин., е кареткой Жаккарда 160—180; при выработке шелковых тканей число ударов меньше (110—130) и коэф. производительности жаккардового станка составляет в среднем около 80%.
Механизмы для автоматической смены утка. Применение этих приборов вызывает необходимость автоматизации действия ряда других деталей, и в результате такие станки являются так многосторонне автоматизированными, что их нередко называют просто а в то м а типе с к и м и. -Они получили очень широкое распространение как за границей, так и в СССР: не только новые хл.-бум. ткацкие фабрики оборудуются уже почти исключительно ими,
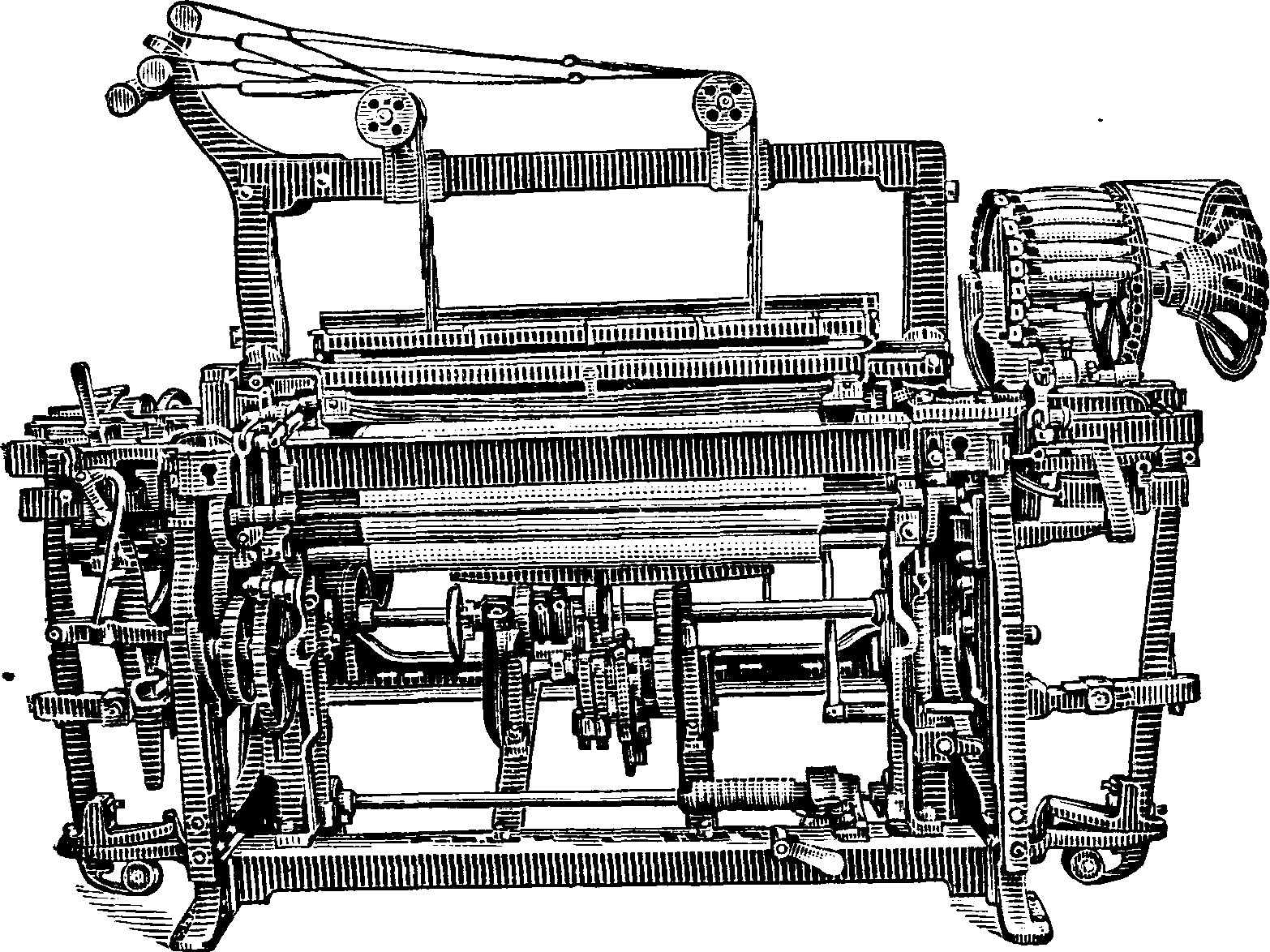
Фигура 9 9.
но и в старых происходит интенсивная замена простых станков; в последнее время также для других волокон появляются соответствующие устройства их; Главное преимущество автома-тич. станков ‘заключается в том, что сработанная ш в челноке заменяется автоматически новой. Этим достигается возможность наблюдения со стороны ткача за гораздо большим числом машин: 20—40 вместо 2—4, а в не-. которых случаях даже до 80 (в Америке) при наличии подручного для смены утков *в барабанах. Но в таком случае пришлось снабдить станки автоматич. остановом при обрыве основы, так называемым основонаблюдателем, иначе появилось бы большое количество брака. Сигнализатором для действия прибора при сходе или обрыве уточины остается уточная вилочка. Т. к. она должна помещаться близко от отводки, то прибор приходится ставить на противоположной стороне станка, а их взаимодействие осуществлять с помощью особого валика — распределителя. Во избежание недосек при автоматической смене утка действие товарного регулятора прекращается; кроме того для всякого уточного автомата необходим еще особый механизм—д е т е к т о р, который следит за тем, чтобы челнок в момент смены занял надлежащее место. Приходится ввести еще ножницы для обрезания у кромок концов старой и новой шпули. Если вырабатывается ткань, у которой внешний вид искажается от недостающей во время действия прибо
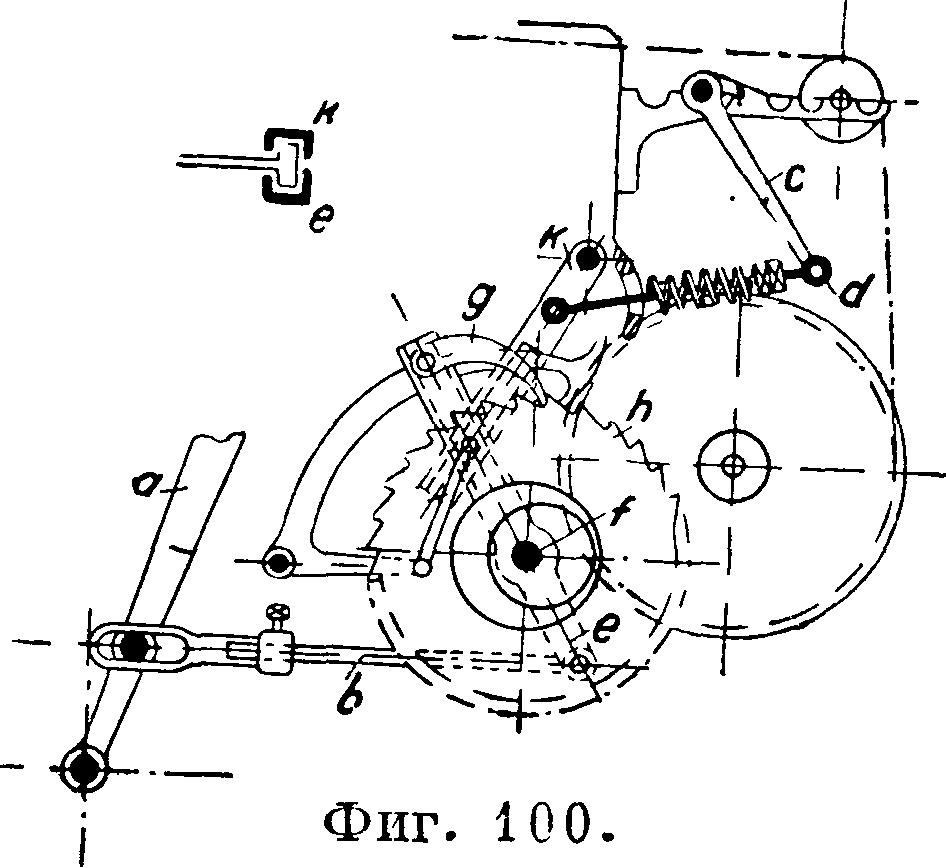
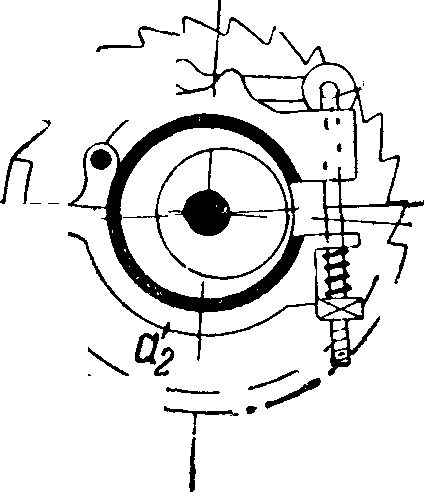
ра для смены шпуль уточины, и в том случае, когда приходится «отыскивать разы», употребляется «щупло» початка, к-рое заставляет смениться шпулю, не допуская полного схода с нее нити. Конструкций автоматических станков много. Наиболее распространенный из них тип Нортроп (фигура 99), изготовляемый в СССР под маркой «Η». I с
1) Основный ре-г у л я т о р. Для на ^
тяжения и подачи основы применен негативный основный регулятор Ропера (фигура 100). От фиг 101лопасти.батана а через посредство тяги b получает качательное движение кулиса е с осью вращения /. На конце е укрепляется собачка д, которая приводит во вращение храповик h вокруг этой же оси f; он сидит на ней свободно. Заднее движение собачки д производит кулцеа к. Кулиса имеет корытообразное сечение, в котором перемещается кулачок во-дилки, представляющий собой двуплечий рычаг, другое плечо которого служит щуплом, прижимающимся к основе. Скало расположено в двуплечем рычаге с. Его нижнее плечо посредством стержня d, нагруженного пружиной, соединяется с кулисой к. Когда натдже-, ние основы увеличива-
| ется, b опускается и пе редачами отодвигает собачку д назад, почему при ходе вперед она подает храповик на большее число зубьев. С другой стороны, по мере уменьшения диам. основы кулачок передвинется по кулисам вниз и увеличит размах собачки. В результате в обоих случаях поддерживается постоянное натяжение основы. Для воспрепятствования обратному движению храповика под влиянием натяжения основы на его ободок действует тормоз (фигура 101), состоящий из двух колодок ах и а2, стягиваемых бол-
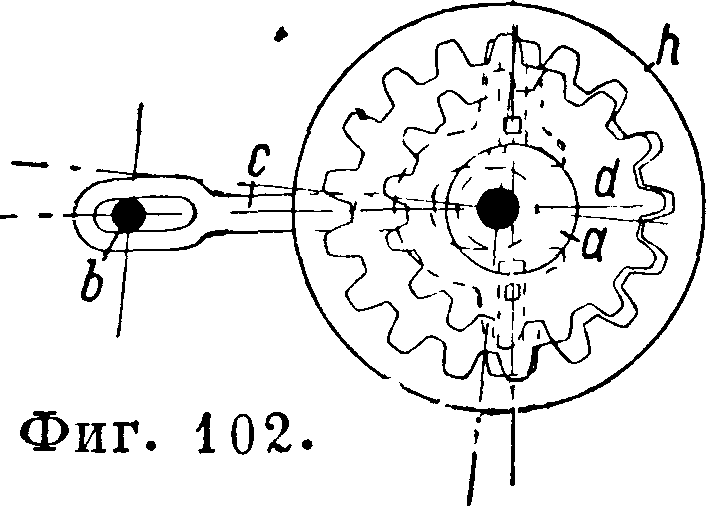
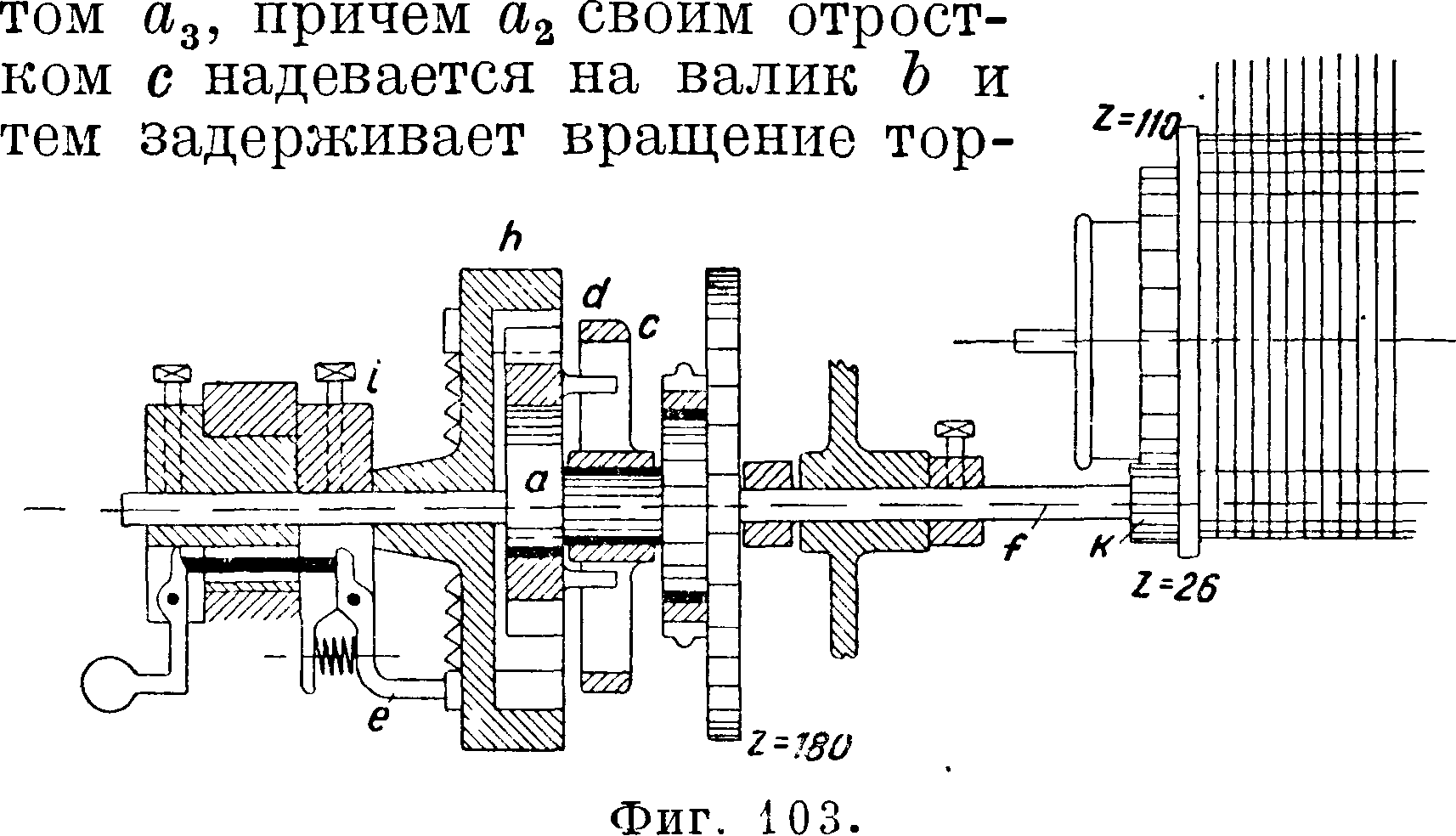
моза. Заодно схраповиком/Дфигура 102,103)отлит эксцентрик а. На его оси свободно надета шестерня d в 40 зубьев, которая сцепляется с h в 46 зубьев. У d имеются два выступа. Они входят в прорезы вилки с помещенной на валике b, и не допускают вращения d, позволяя ей в то же время сцепляться с /г, также свободно сидящей на валу f. Между d и h получается следовательно эпициклическая передача, при действии которой за один оборот храповик h поворачивается в том же направлении на 46—40 ^=6 зубьев. На боковой поверхности h имеются зубцы, в них упирается собачка е, укрепленная на кольце г, к-рое привернуто к валу f. Т. о. с враще-
нием храповика вращается вал f, а на другом его конце шестерня к в 26 зубьев передает вращение зубчатому венцу в 110 зубьев на фланце. навоя. По формуле Виллиса (е=при α= 1 и т= 0) за один оборот храповика шестерня d сделает=оборотов, а при поворо-
_ ^ „ (46-40)26
те его на 1 зуб навои повернетсяна =
= оборота, где 180—число зубьев храпови-
58о8
ка. Как видно, подачу основы можно сделать очень малою, почему ее натяжение поддерживается довольно точно постоянным. Самая вели
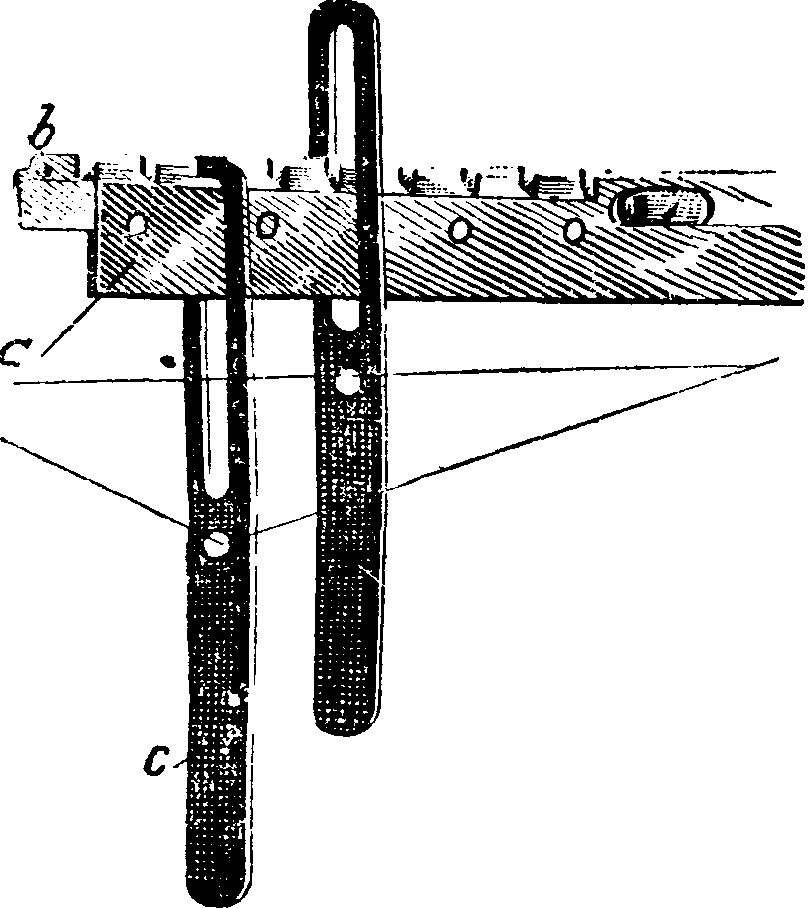
чина натяжения меняется натяжением пружины.
2) Основонаблюдатель состоит из 2 планок с вырезами вверху, из них а—двойная и неподвижная и b—подвижная (фигура 104).
Над ними помещаются пластинки с—ламельки, в отверстия которых пробраны основные нити. При обрыве какой-либо нити ее ла-мелька опускается, попадает в вырезы планок а и b, и b останавливается. Планка а (фигура 105) приводится в движение от качающегося рычага b качалки, сквозь который проходит игла с «толкач», находящаяся под действием пружины. На беспрерывновращающемся валике f посажен двойной эксцентрик. Одна его часть d через посредство шатуна д и кривошипа h вращает качалку, а другая—b устанавливается так,что при вертикальном положении качалки она свободно проходит мимо него. Когда останавливается подвижная пларка, качалка задерживается в вертикальном положении, эксцентрик е поднимает толкачом с планку а и потянет связанный с ней трос, к-рый подвинет через промежуточную передачу отводку, и станок остановится.
3) Уточная вилочка d представляет собою петлю (фигура 106), к-рую при отсутствии в зеве уточины захватывает крючок с молоточка, работающего, как в обыкновенном станке, от эксцентрика а. Вилочка вращается в ползушке e; е ходит по направляющей f, укре-
Фигура 104.
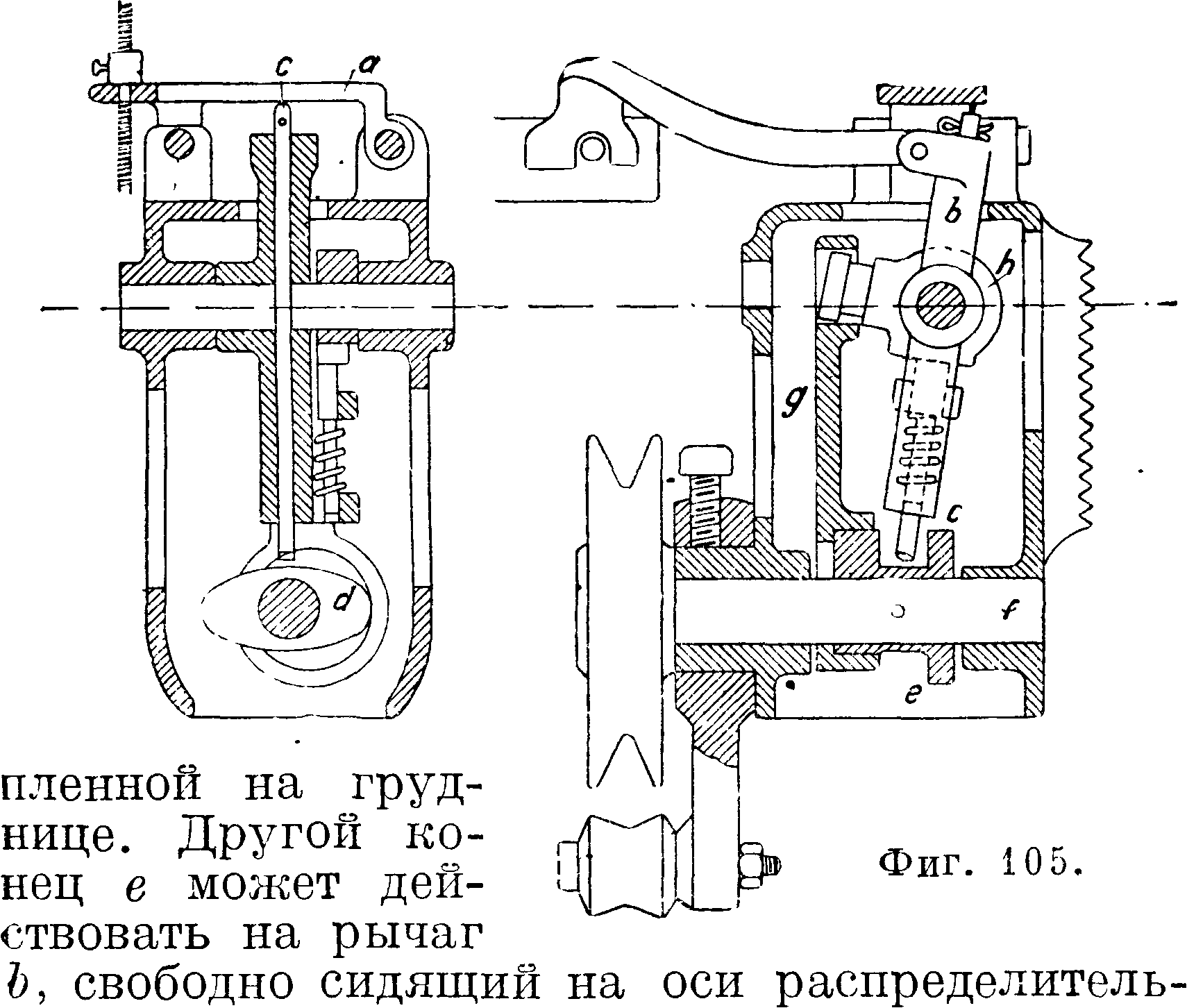
ного валика д, но имеющий на своем отростке болт г, который упирается в хвост рычага h, уже закрепленного на д. При отсутствии уточины крючок с захватывает вилочку,
ползушкой е отклоняет рычаг b, поворачивает д, и происходит смена шпули. Рычаг к выключает собачку, поворачивающую товарный регулятор. Внутри ползушки имеется еще
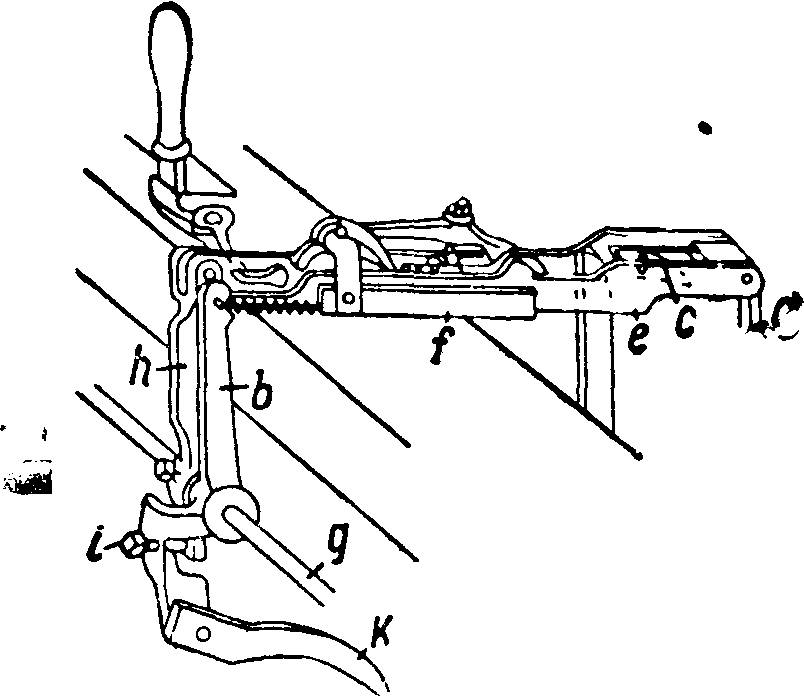
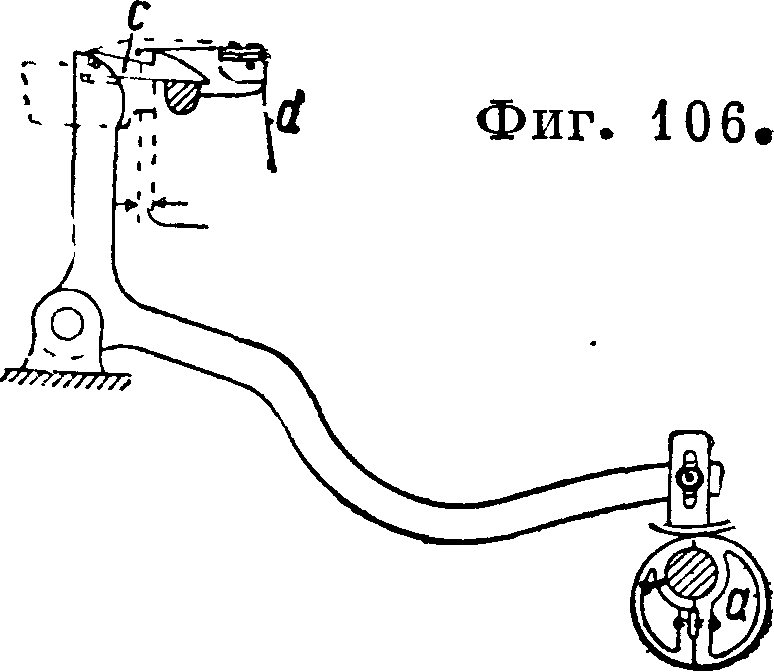
свободно перемещающийся движок а (фигура 107), а на него опирается винтиком е контрольная собачка с. При перемещении с с ней движется и а до упора в ее выступ задерживающей собачки d, на к-рый переместится и винтик е. Собачка с при этом пройдет мимо сбрасывателя f. Если ш сменилась нормально, то при следующем движении шпага Ь отведет движок а в прежнее положение. Если смены не произошло или новая ш тотчас же оборвалась, то вилочка опять захва- f тится щпагой, ползуш- ^ ка переместится еще раз, собачка d упрется во второй выступ и задержит а в новом положении. Винтик е перейдет на второй выступ, но все еще не встретит сбрасывателя f. При третьем таком случае собачка с уже ударит в f, к-рый подействует на отводку, и станок остановится.
• При пуске в ход механизм приходит в исходное положение.
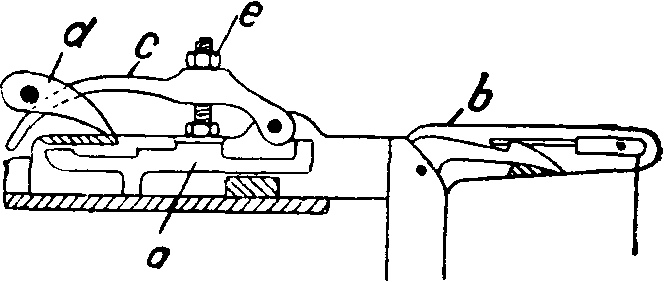
Фигура 107.
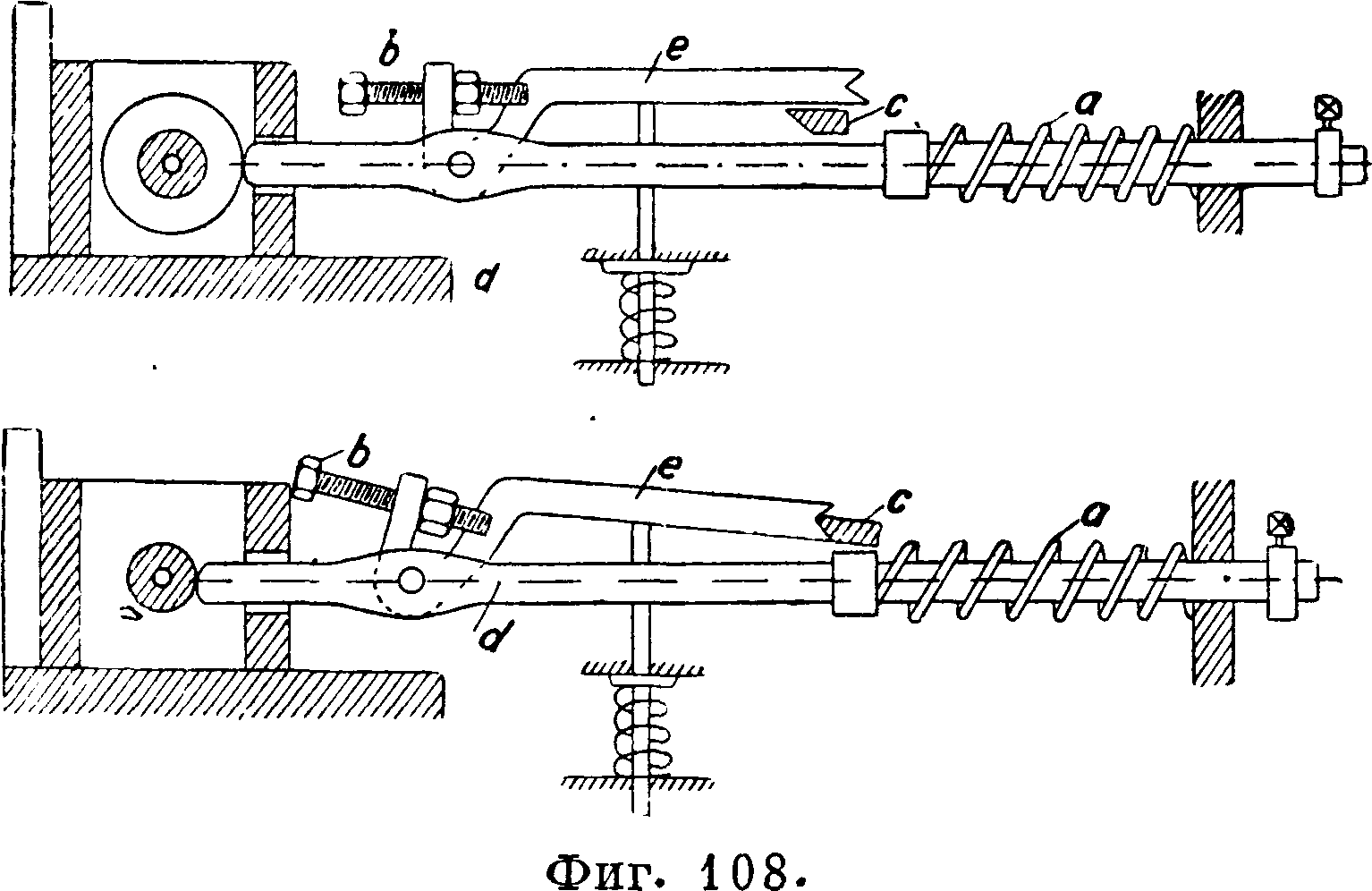
4) Щупло d початка помещается (фигура 108) на угольнике отводки. При полной шпуле оно проходит в вырез стенки челнока и упирается в нее, т. ч. между стенкой челнока и винтом b остается свободное место.Пружина а сжимается, а уловитель е проходит мимо отводки с. При начинке на шпуле уловитель е наклонится, упрется в с что вызовет поворот распределительного валика и смену шпули.
5) Детектор следит за положением челнока при смене шпули. Если челнок к этому моменту от боевого механизма несколько не дошел до нормального положения, то детектор его доводит. Если же недолет очень значителен, то детектор выключает действие автомата смены, если же положение челнока нормально, то он включает автомат. Ножницы связаны с детектором.
6) Прибор для смены утка (фигура 109, 110) состоит из маховика а и двуплечего рычага, «вышибателя», b, у которого имеется внизу приемник е, стремящийся под действием пружи-
ны подняться вверх. При нормальной работе станка указанные части занимают положение, указанное на фигуре 110, когда упор с на батане проходит мимо е. Но в момент смены (фигура 109) палец d детектора подставляет приемник е под с и вы-шибатель b снимает из магазина новую шпулю, ведет ее вниз и вытесняет ей
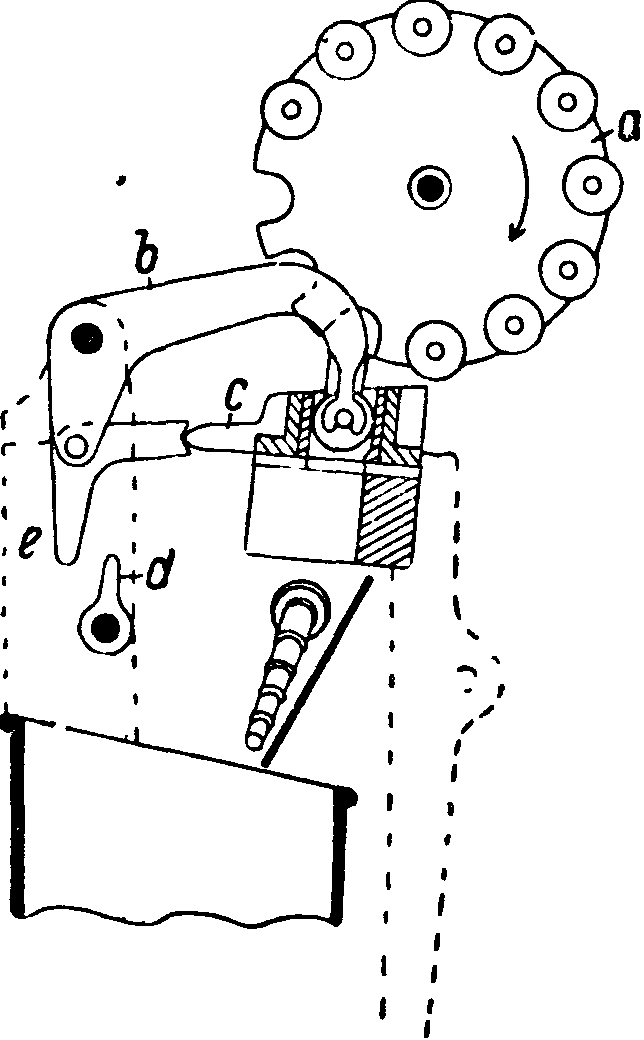
Фигура 109.
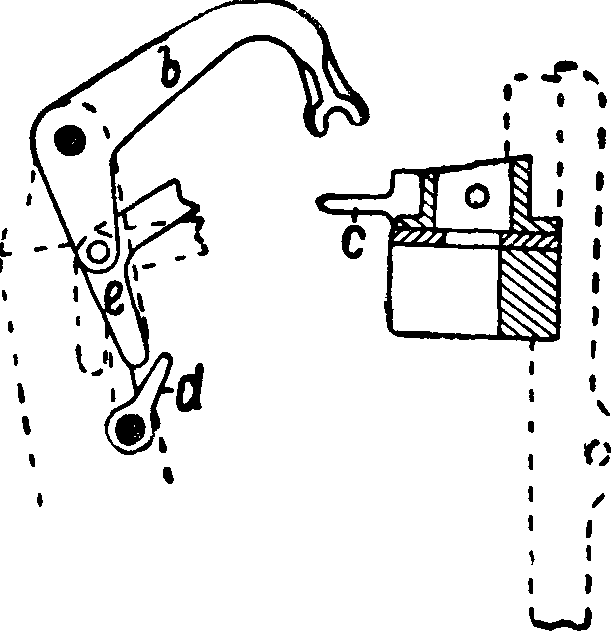
Фигура 110.
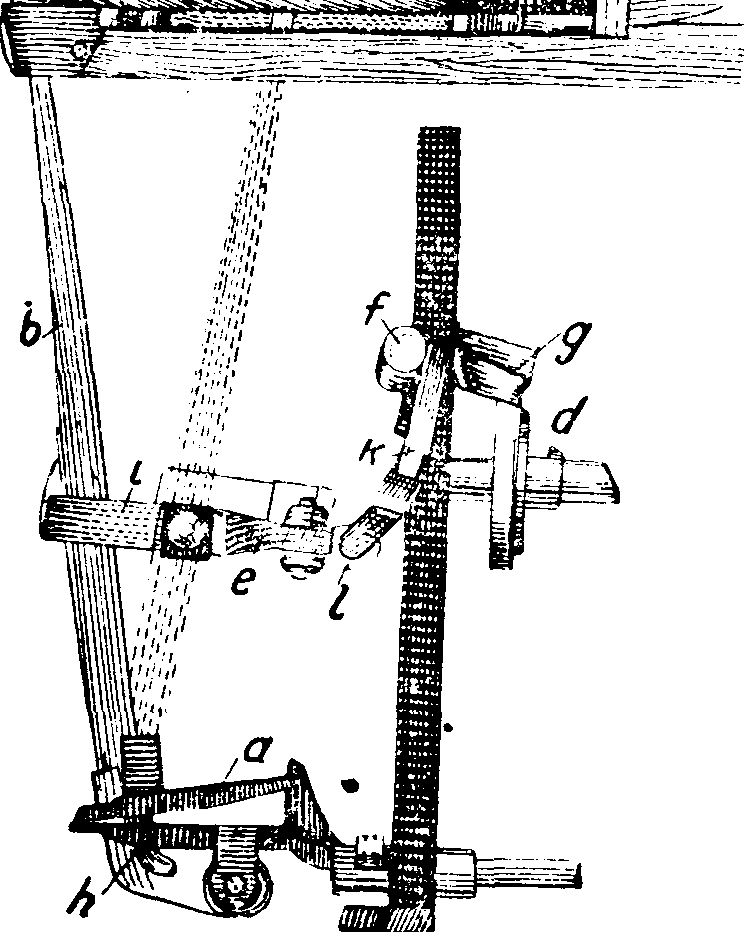
Фигура 111.
старую, которая скатывается в ящик. Магазин а устроен т. о., что может вращаться от, храповика при посредстве собачек, которые действуют от вышибателя b.
7) Боевой механизм устроен, как показано на фигуре 111. Башмак а погонялки b качается по кронштейну /г, в результате чего верх-
_ ний конец ее движется
ПО прямой линии, гонок представляет кусок рем- < ня с прикрепленный к, ней в этом месте. На преступном валу закреплен эксцентрик d, называемый к о-п ы т о м, он действует на боевой конич. ролик д, сидящий на горизонтальном валу—«веретене» f. На f закреплена сережка к, которая с помощью хомутаг и бруска I производит движение погонялки. Бой регулируется перестановкою к и подтягиванием хомута е с помощью стрелки.
8) Шпарутка в отличие от обыкновенного станка имеет ножницы, образующие конец новой уточины.
Как видно из изложенного, наиболее ответственным моментом в работе автоматич. станка является своевременное и правильное действие самого прибора для смены шпули; остальные его детали добавлены или получили изменение в сравнении с простым станком для уточнения в выполнений этой задачи. Механизм для смены шпуль во всех конструкциях состоит из двух главных частей: магазйна для помещения запасных шпуль и вышибателя, производящего смену их. Обе части связаны между собой, и их совместная работа заключается в том, что новая ш должен быть передана из маховика к вы-шибателю, к-рый затем перемещает ее в челнок. Вышибатель обыкновенно представляет собою двуплечий вращающийся рычаг. Магазин устраивается так, что новая ш в нем заранее стоит на пути вышибателя или же вне его. В первом случае магазину удобнее всего придать форму вращающегося барабана и на периферии его разместить запасные шпули; во втором—получается какая-либо иная специальная форма. Осложнение составляет то, что ш находится в беспрерывнокачающемся батане и с ее движением надо связать и согласовать работу вышибателя. Чтобы несколько ослабить это осложнение, для смены выбирают момент около переднего мертвого положения колена, когда батан имеет наименьшую скорость.
Магазин должен шметь большой запас шпуль, почему он выходит громоздким и потому помещается на неподвижной части станка. Вышибатель же более прост и легок и может укрепляться и на перемещающейся детали. Поэтому задача смены шпули может разрешиться следующими способами. 1) Магазин и вышибатель укреплены на неподвижной части станка; магазин барабанной формы; ш заранее устанавливается на пути вышибателя. Во время смены взаимное положение новой и старой шпуль все время изменяется, поэтому является необходимость производить смену по возможности быстрее, до известной степени ударом, это ограничивает скорость станка (з-ды Британский Нортроп, Стаффорд, Рюти). 2) Магазин и вышибатель—на неподвижной части. Магазин формы коробки, новая ш заранее не устанавливается на пути вышибателя—прибор Вит-текера. Движение новой шпули происходит при менее благоприятных условиях. 3) Магазин— на неподвижной части станка, вышибатель— на батане, новая ш—не на пути вышибателя—станок завода Оливье. Принципиальна устройство целесообразнее предыдущих, но выполнение передачи новой шпули транспортером осуществлено не совсем удачно и потому происходит не всегда правильно. 4) Магазин устанавливают на неподвижной части, вышибатель— на батане, новая ш заранее устанавливается на пути вышибателя. При такой комбинации и возможно применить большую Скорость станка. Ее осуществление производится инж. Асафовым на союзных заводах.
Многочелночные приборы. Если ткань должен быть сработана из нескольких утков, которые могут отличаться друг от друга цветом, толщиной и прочие, тогда для каждого утка потребуется отдельный челнок, а для последнего—отдельная челночная коробка. Т. о. получаются многочелночные приборы. Минимальное число коробок при этом равно числу различных утков Д одна свободная для входа прокидываемого челнока. По конструкции многочелночные приборы очень разнообразны и их можно разделить на следующие группы. 1) Односторонние и двусторонние, в зависимости от расположения челноков с одной или с обеих сторон станка. 2) С последовательной переменой челноков или с произвольной, смотря по тому, переменяются ли в магазине соседние или любые челноки. 3) Подъемные и ные или барабанные—по расположению челноков по периферии барабана или в ящике, в котором они могут иметь только поступательное движение.
4) Позитивные и негативные, когда подъем и опускание коробок производится принужденно или же они опускаются под действием собственного веса. 5) Зависимое и независимое действие двусторонних приборов (фнг. 112, ИЗ) дает схему устройства позитивного подъемного одностороннего с произвольной сменой многочелночного прибора типа Хакинг.
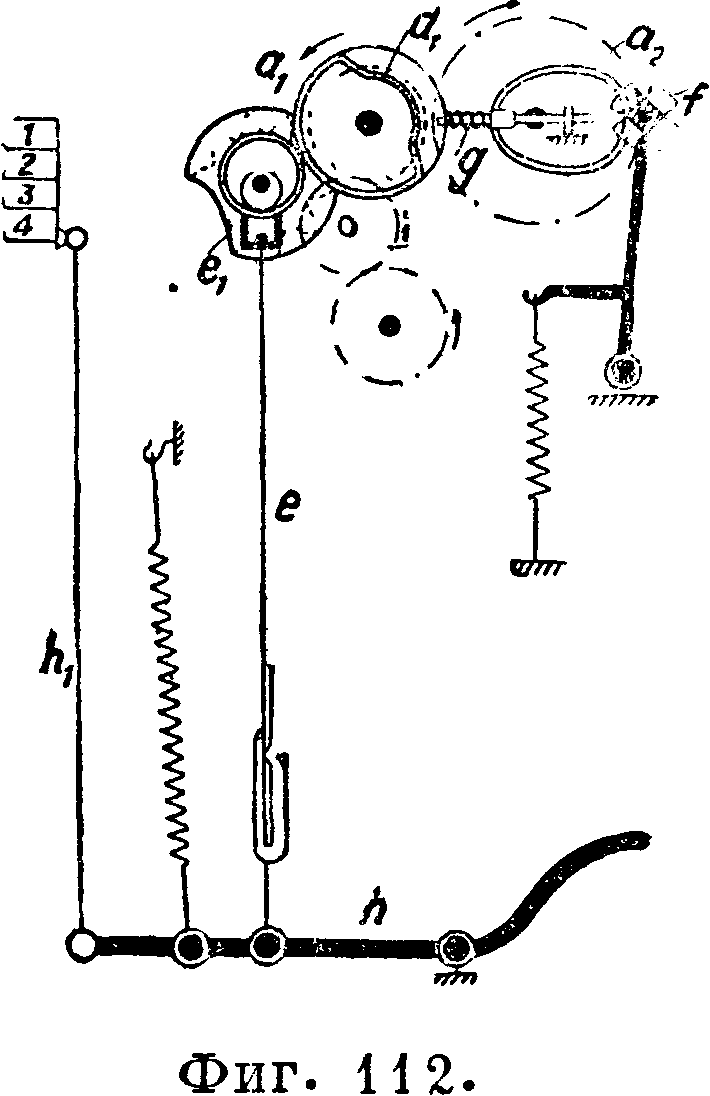
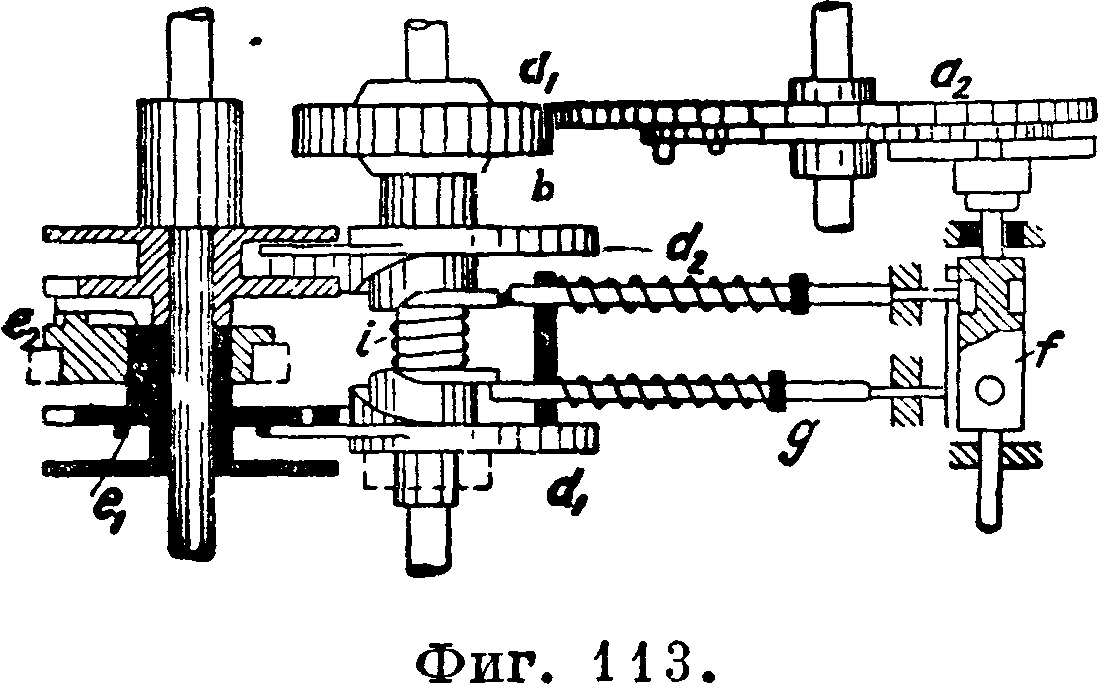
От главного вала станка шестерней а приводится во вращение шестерня аг. Ее втулка b* удлинена и на ней посажены две шайбы dxи d2. Они могут раздвигаться друг от друга вдоль втулки под влиянием пружины г и в то же время вращаться вместе с ах. Кроме того на их втулках имеются винто-вь!е канавки, в * которые могут входить иглы д, также находящиеся под действием пружин. Шайбы dxи d2 имеют на половине своей окружности по 5 штифтов, которыми они могут вращать на половину оборота шестерни в 10 зубьев ех и е2. Такой поворот происходит в случае, когда какая-либо игла входит в канавку шайб dx и d2 и придвигает их по b к шестерням ег и е2, на втулках которых посажены эксцентрики, входящие один в другой. Хомут эксцентрика втулки тягой е соединен с рычагом h, а последний с стояком hl9 на к-ром укреплен ящик (в данном случае с 4 челночными коробками). В зависимости от взаимного расположения эксцентриков на линию склиза батана устанавливается один из четырех челноков. Для затормаживания эксцентриков после их поворота, с шестернями ех и е2 за одно целое отлиты шайбы с выемками, куда входят соответствующие выступы dx и d2. Иглами управляет картон, надетый на призму f, которая при посредстве шестерен ах, а2 и эксцентрика со штифтом, действующим на ее звезду fa, вращается через два оборота станка и подает под иглы новую карту, качаясь одновременно на пружинном рычаге.
На фигуре 114 изображена схема ного многочелночного прибора, одностороннего, с последовательной сменой 6 челноков: а—, Ь—его фонарь—диск с 6 штифтами. Крючок с вращает барабан в одну сторону, d— в другую. Оба они внизу соединены каждый с отдельными рычагами ё, которые другими концами связаны с подъемными крючками р и рг.При подъеме р и рх соответствующие крючки end вращают в ту или другую сторону. Обратный ход си d производит пружина/. Для подъема крючков р и рг служит рычаг hx, качающийся под действием эксцентрика#, закрепленного на про-ступном валу и имеющего нож. Подводят и выводят крючки р и рх под действием ножа двуплечие рычаги I и £г; плечи ^штифтами опираются на картон с отверстиями (или без них), висящий на призме к. На простудном валу закреплен второй эксцентрик ди который сообщает возвратно-поступательное движение стояку со штифтом гх и вилкой г2. При подъеме гх поднимает штифт из карты, а г2—рычаг т с собачкой w, которая поворачивает призму с картоном.
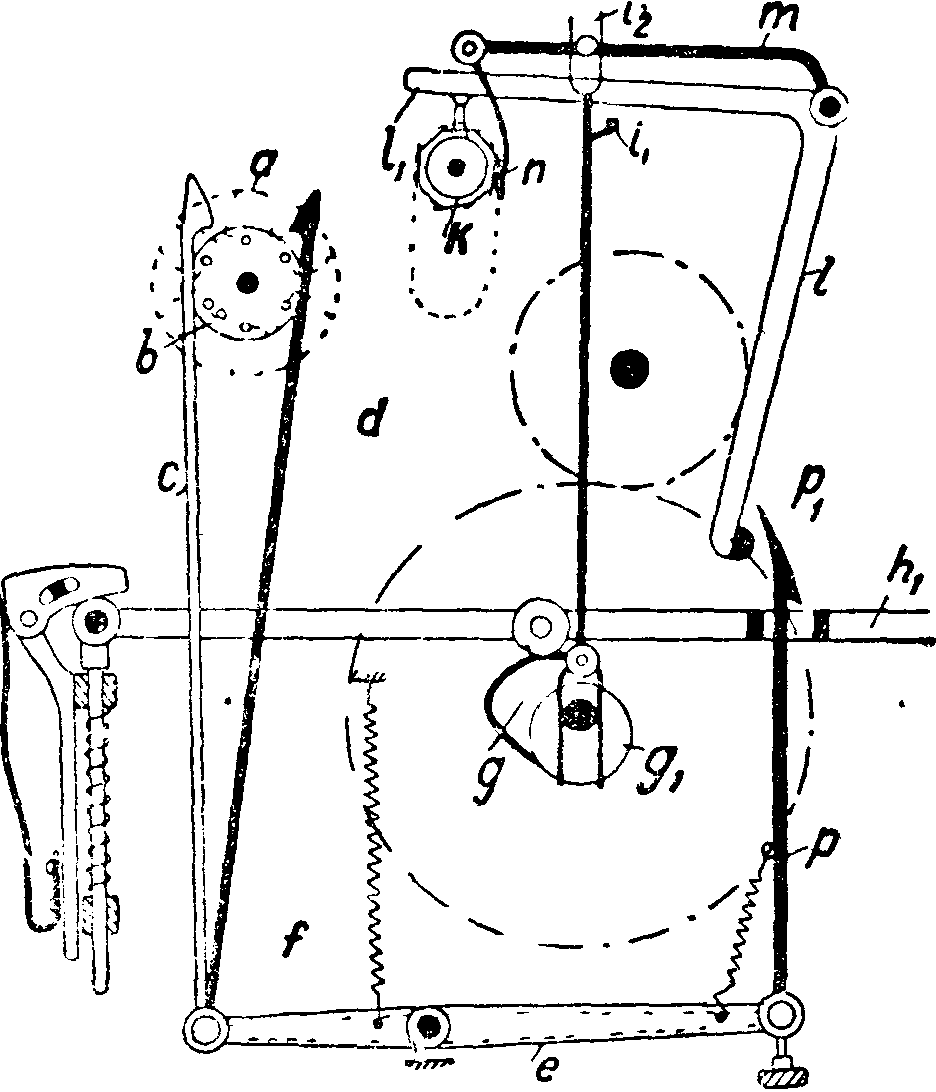
Фигура 114.
Производительность ткацкого станка N для
7-час. рабочего дня определяется по ф-ле:
N — —у{до * а м>
где п—число оборотов станка в 1 мин., а—плотность по утку, отнесенная к 1 см, и а—коэф. производительности. Скорость п и коэф. а зависят от ширины станка, от добавочных приборов, от сорта вырабатываемой ткани, переплетения, природы волокна, толщины пряжи, плотности основы и утка, числа станков, обслуживаемых одним ткачом, и др. Ширина станка определяется длиной берда. В СССР до сих пор еще нередко ширина различается четвертями аршина и обозначается 4/4, б/4, 6/4 ,. Для хлопчатобумажных миткалей, приготовляющихся на простых стайках, скорость с изменением шири- ны обыкновенно принимается для 4/4—225, δ/4—· 210, 6/4—195, 7/4—180, 8/4—170 оборотов. При применении переборных кареток эти скорости уменьшаются соответственно на 10—20 оборотов, а жаккардовых кареток и приборов для автоматич. смены утка на 30—40 оборотов. Многочелночные станки в виду колебаний коробок во время их смены имеютскоростг меньше на 50—60 оборотов. Скорость льняных станков берется меньше, и для 4/4 полотна среднего веса она составляет ок. 180 оборотов. Для станков, вырабатывающих камвольные ткани, при обычной для них ширине 108—142 сантиметров число оборотов соответственно равно 160—140. Шелковые ткани работают вообще с небольшой скоростью 120 — 160 оборотов .при ширине чаще всего 108 сантиметров и главным образом изменяют ее в зависимости от сорта пряжи. Суконные станки обыкновенно очень широки (225 сантиметров в берде), и их скорость не превышает 100 об/м., опускаясь для грубых сукон до 80 обм. и даже ниже. Точно так же очень разнообразны и коэфициен-ты производительности (примерно 0,72—0,82). При работе на автоматических станках коэф. производительности сильно повышается и может доходить до 0,95; при обслуживании одним ткачом 24—30 станков, с выработкой смешанных в отношении сорта тканей, его можно считать около 0,88—0,90 (скорость их значительно меньше неавтоматизированных). При выработке льняных тканей благодаря частым обрывам основы от малой упругости более толстых нумеров пряжи, а также и при суконном производстве коэф. а понижается значительно, доходя в нек-рых случаях и при пониженной скорости до 0,60—0,65.
Ткацкие станки специального назначения. Рассмотренные устройства станков, их детали и добавочные приборы применяют при изготовлении тканей, служащих гл. обр. для удовлетворения потребности в одежде: белья, верхнего и нижнего платья и др. Выработка тканей другого специального назначения требует нередко введения в устройство Т. с. очень существенных изменений. Технические ткани по своему назначению очень разнообразны (см, Ίкани технические). На фигуре 115 показан общий вид станка для ремней и рукавов завода Смит, а на фигуре 116—разрез подобного станка завода Ланге. В виду большой толщины товара конструкции их массивны, устойчивы, детали рассчитаны на значительные напряжения. На фигуре 116 основа с ткацкого навоя для получения требующегося очень сильного натяжения обходит предварительно три валика а и только потом идетна скало b; далее она проходит цены с ремиз, бердо и в виде готовой ткани продвигает-
ся тремя рифлеными валиками d, поддерживающими натяжение; наконец она прутками или роликами направляется на товарный валик е. Т. к. при большой толщине ткани этот валик является громоздким, то его помещают не спереди станка, как обычно, а сзади и для удобства
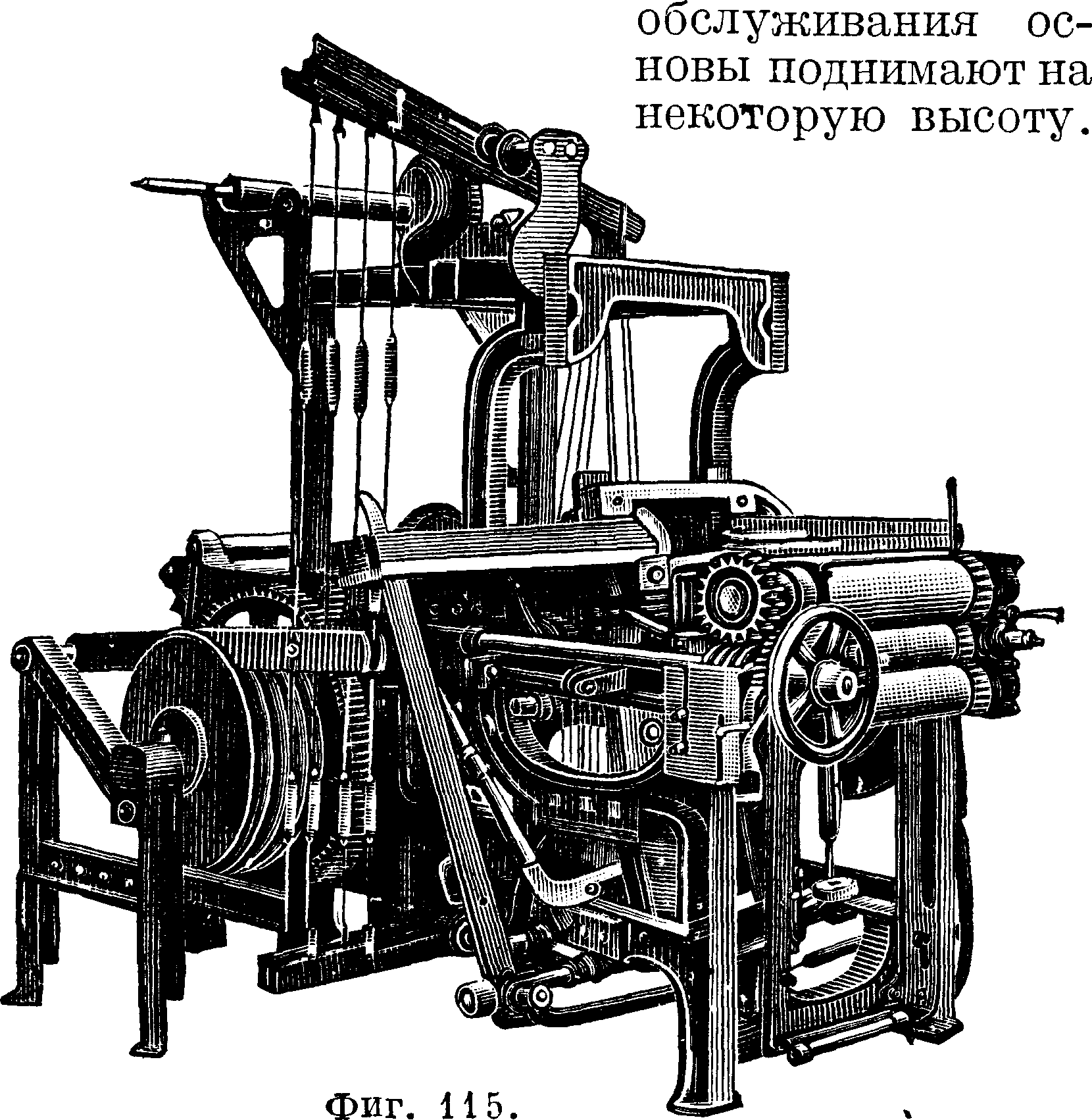
Тормоз устанавливают мощный, большей частью комбинированный со стальной лентой (фигура 117). Лента Ь обхватывает тормозную шайбу а и прикрепляется к короткому плечу углового рычага с длинное плечо которого соответственно нагружается.
Скало делают в виде трубы диаметром около
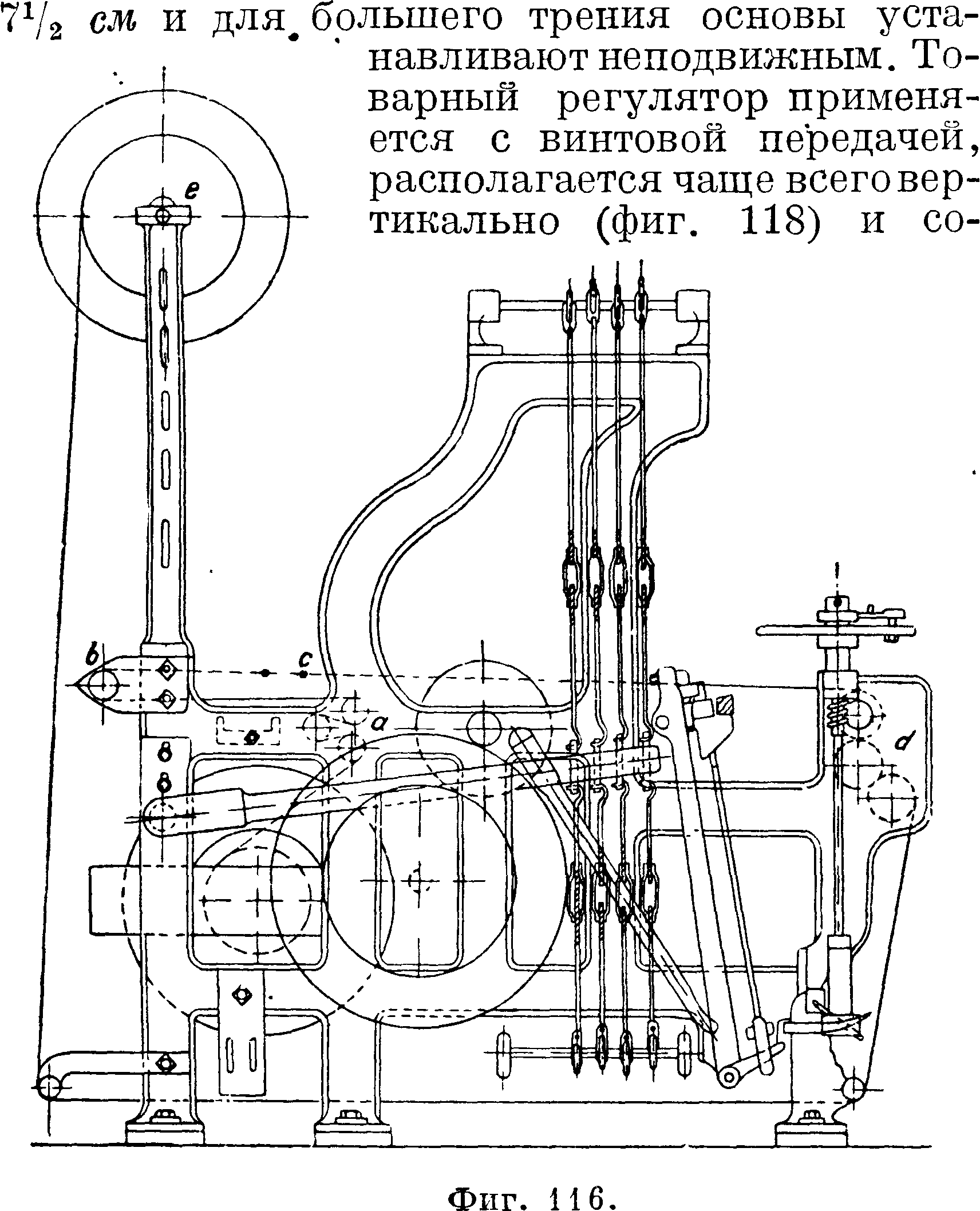
стоит из штанги b, соединяющей с лопастью а батана двуплечий рычаг с собачка d которого приводит во вращение храповик е. Последний вращает вал f, червяк д и наконец с помощью шестерен все три валика. Зевообразователем обыкновенно служит прибор Вудкрофта, наи более прочный по устройству. В нем для каждой ремизки имеется отдельный т. н. наборный круге (фигура 119) с направляющим каналом, в к-рый входит ролик а качающегося
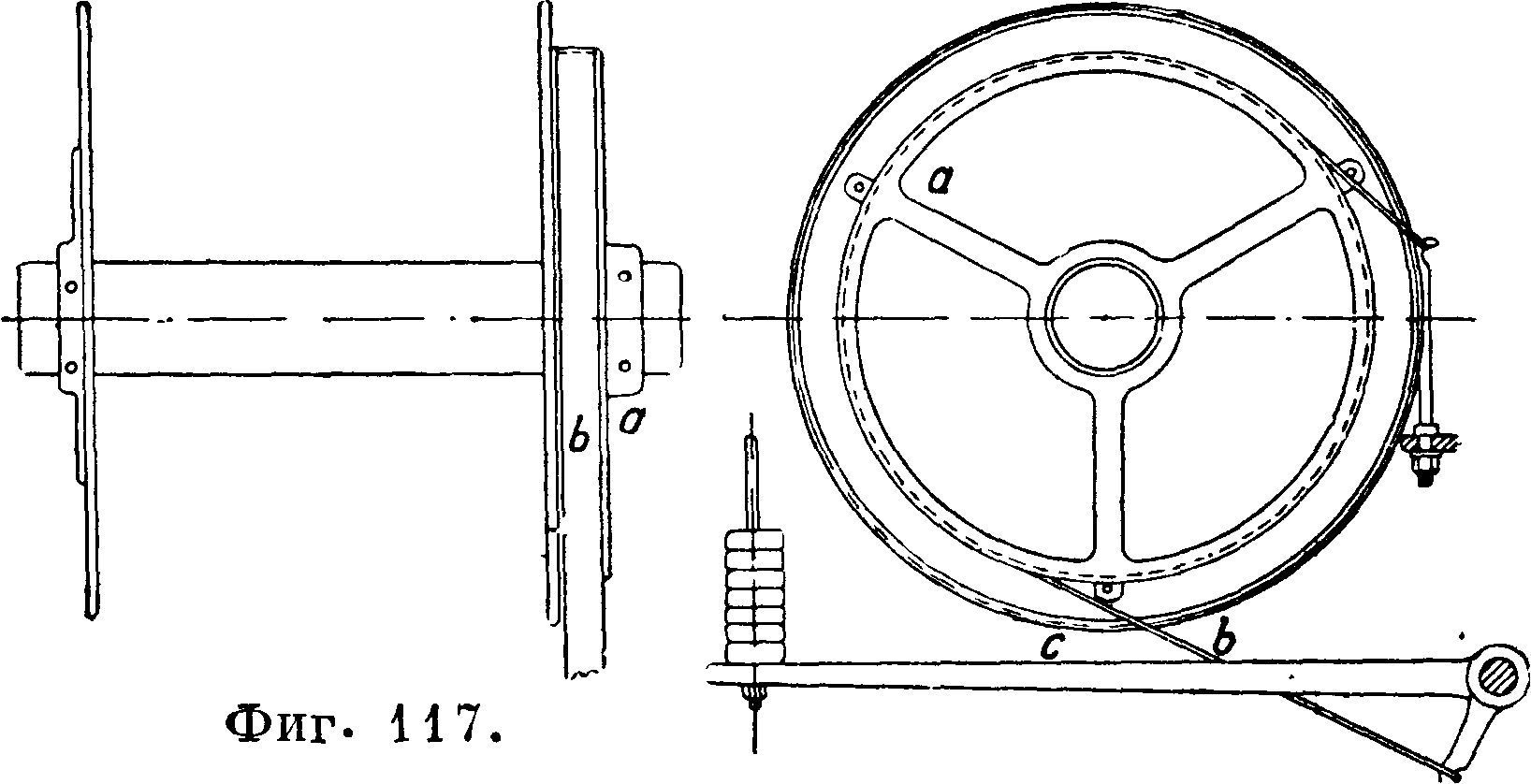
рычага к. Последний вращается около оси I и на конце несет сережку d, от которой движение рычага к передается посредством подвязи и рычагов f и д ремизке h. Подвязь делается из пруткового железа и может (_а_4
изменять длину для уста- ТТ
новки ремизки с помощью гаек г с различным направлением резьбы. Для тех-нических тканей с небольшим раппортом наборные круги делаются цельными (для больших раппортов они составляются из отдельных клиньев), причем форма их каналов представляет части двух окружностей 7 различных радиусов, соединенных друг с другом плавной переходной кривой. Для получения профиля канала всю его окружность делят на столько равных частей, сколько нитей в раппорте по утку, а затем распределяют эти деления соответственно рисунку переплетения, относя части с бблылим радиусом к низшему положе
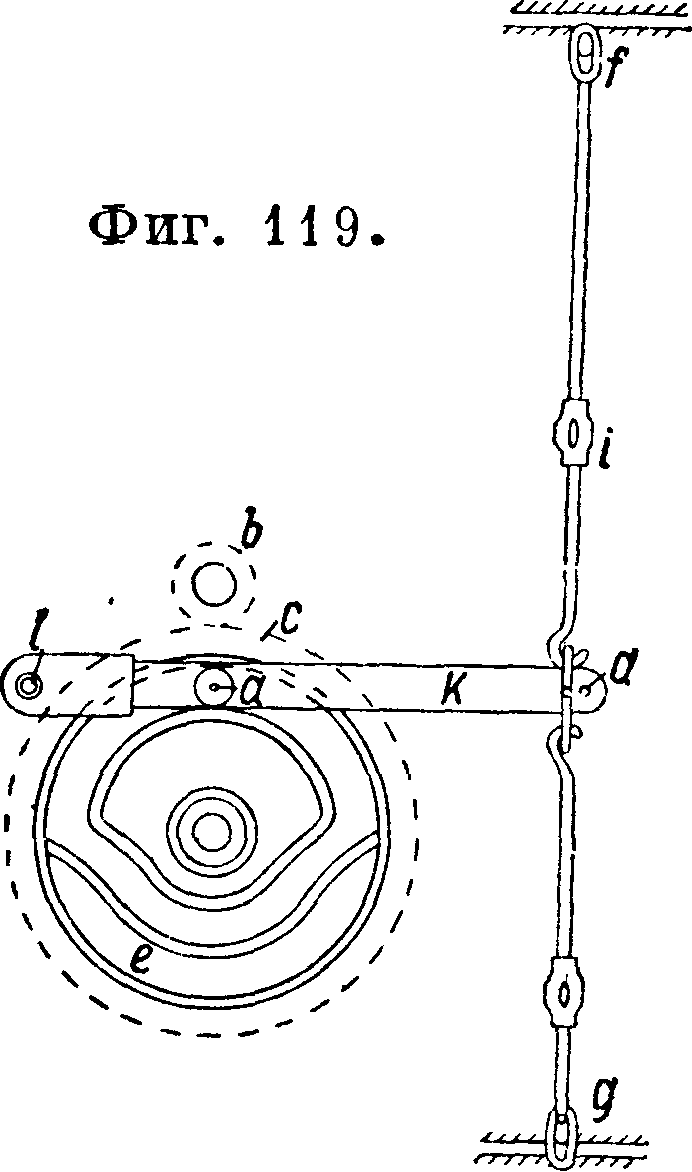
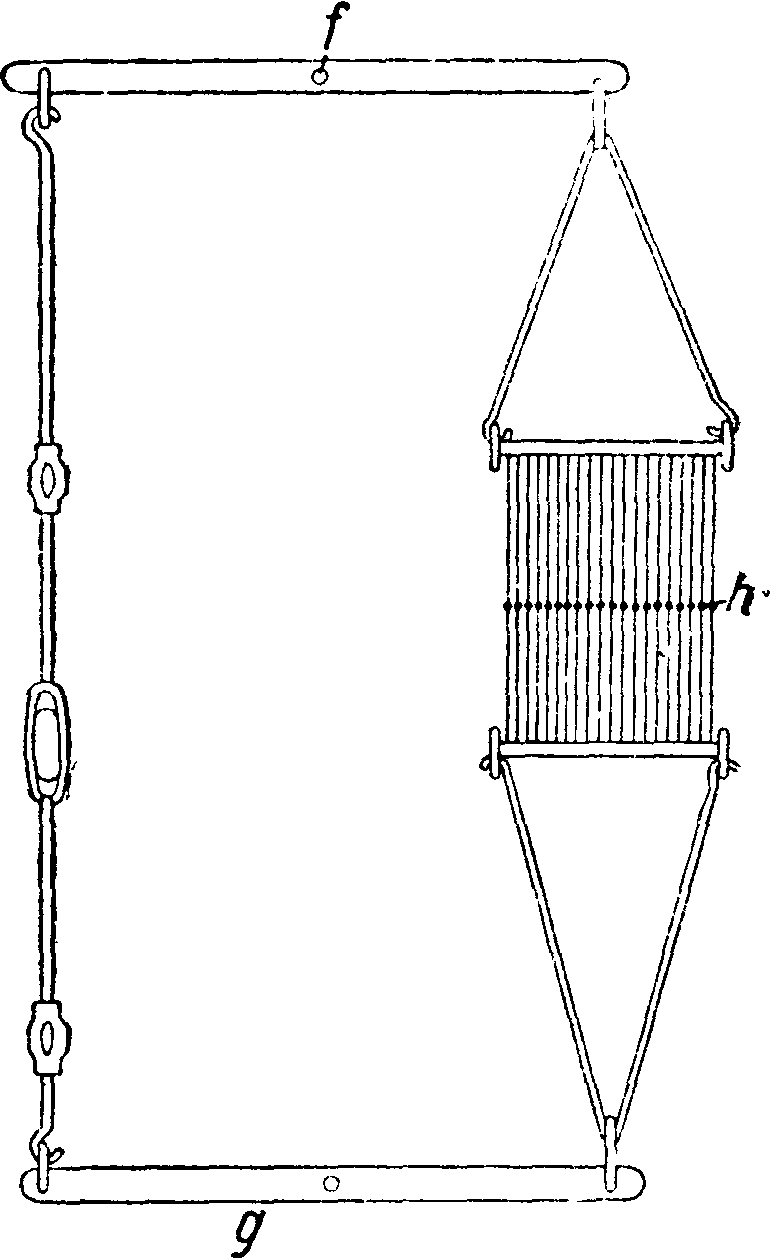
нию ролика, а с меньшим—к верхнему. Полученная каждая часть соответствует одному обороту коленчатого вала, а поэтому передаточное число между шестернями b (на коленчатом: валу) иена валу наборных кругов должно равняться 1 : х, где х—раппорт ткани по утку-
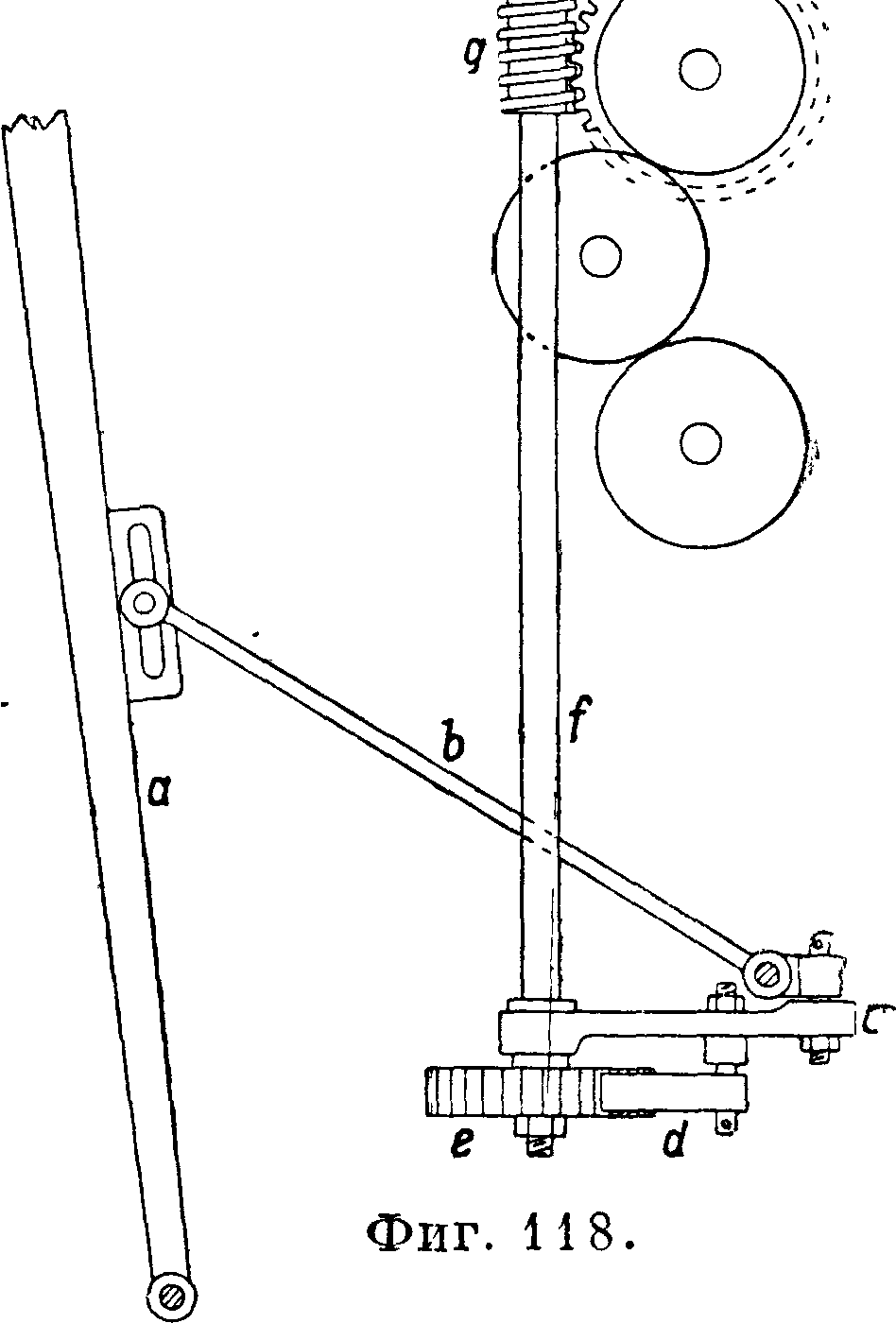
Выстой ремизок при выработке технических тканей берется около 150° оборота колена, и для него канал должен быть очерчен точно по окружности, а остальная часть формы идет на переход от большого радиуса к малому. Наборные круги устанавливают один относительно другого соответственно рисунку ткани и соединяют посредством болтов в общий барабан. Т. к. в рассматриваемых станках требуется сильный
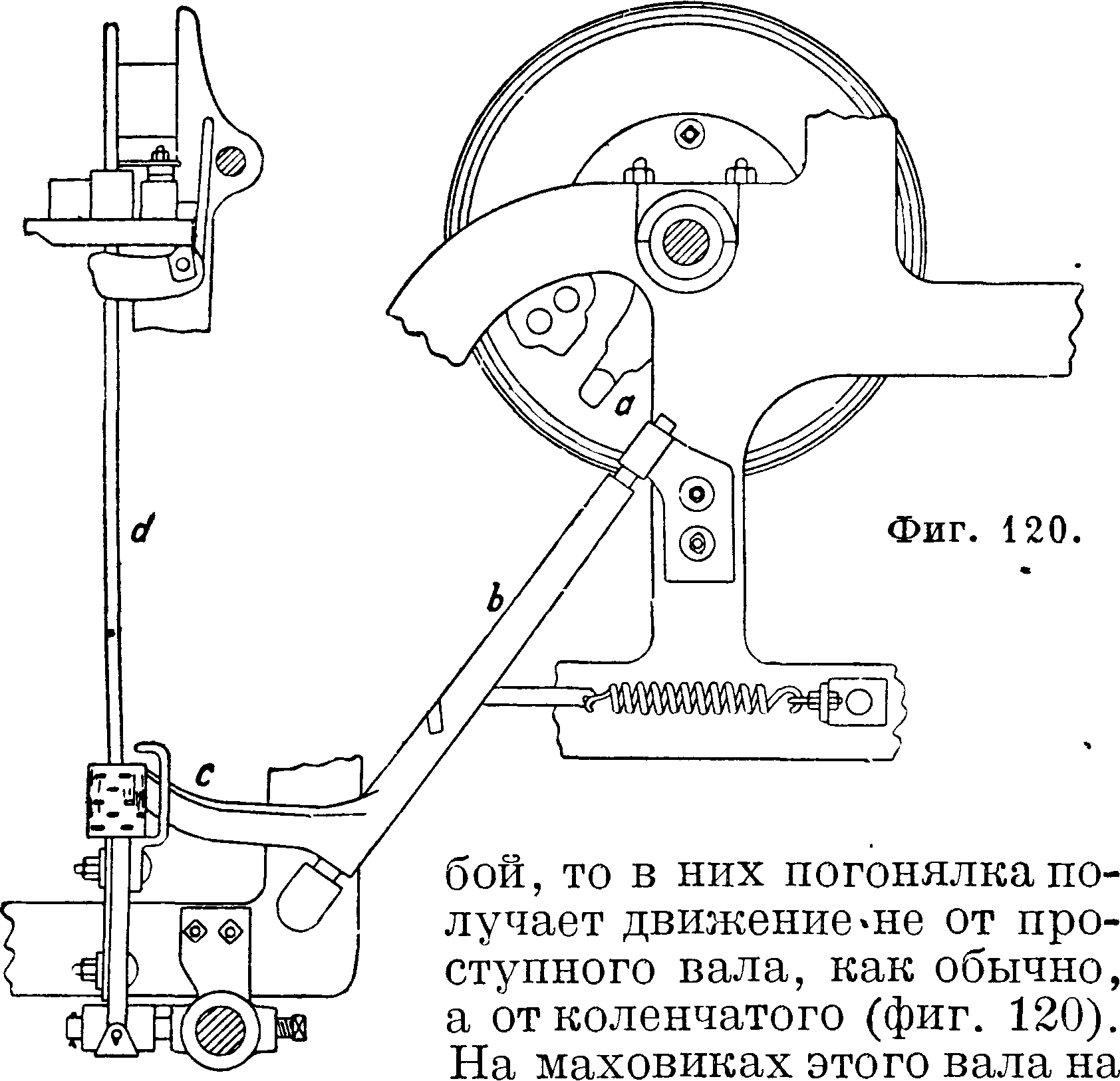
каждой стороне имеется кулачок α,.κ-рый действует на палец погоняльного наклонного валика Ь и приводит его в быстрое вращение, а от валика b отростком с и ремнем приводится в движение погонялка d, нанося резкий и сильный удар по гонку. Для того чтобы бой происходил поочередно то с одной то с другой стороны, на каждой стороне станка прртив маховиков устанавливается диск с двумя канавками (фигура 121); в них ходит ползу шка с соединенная с вилкой е. Эта вилка может перемещаться по маховику в вертикальном направлении, об-, хватывая для этой цели внизу его втулку, а вверху скользя между направляющими щечками f. На конце вилки е помещается кулачок а погоняльного валика. Т. о. ползушка в зависимости от радиуса канала диска поднимает или опускает кулачок а, почему последний или вращает валик b или проходит мимо него; оба диска устанавливают одинаково с обеих сторон, но в одном из них ползушка помещается во внутреннем канале, в другом— во внешнем. На фигуре 122 показано устройство батана. Он хотя и имеет небольшую ширину, но сделан массивным; вершник b поставлен чугунный, для более сильного прибоя. В середине склиза сделана выемка, где проходят нити основы; иначе они благодаря своей значительной толщине мешали бы правильному пролету челнока. Бердо а закрепляется неподвижно, и потому станок делается замочным. Для толстой пряжи приходится в челноке устраивать сильное тор можение при сходе с початка утка, для этой цели нить пропускают между двумя рифлеными валиками с. Станки для технич. тканей, очень тяжелых и б. ч. плотных, тихоходны; для выработки рукавов и ремней например число ударов, в минуту составляет около 120; коэф. про-’ изводительности довольно высокий, ок.
0,80—0,85.
Отдельной отраслью ткацкого производства является изготовление лент.
Благодаря небольшой ширине вырабатываемой ткани ленточный станок строится для приготовления сразу нескольких лент, которые иногда располагают на нем в несколько рядов по высоте. Поэтому ленточный ткацкий станок значительно отличается своим устройством от других систем. В зависимости от природы материала, назначения, ширины, переплетения ткани конструкции ленточных станков бывают разнообразны. На фигуре 123 и 124 дана схема расположения главных частей станка: а—боковая рама, b—грудница, с—верхняя поперечина, d—шкивы, холостой и коренной, с которым за одно целое отлита шестерня z2. Шкив сидит свободно на неподвижной оси, а шестерня z2 сцепляется с я3,заклиненной на коленчатом валу е. Последний имеет три
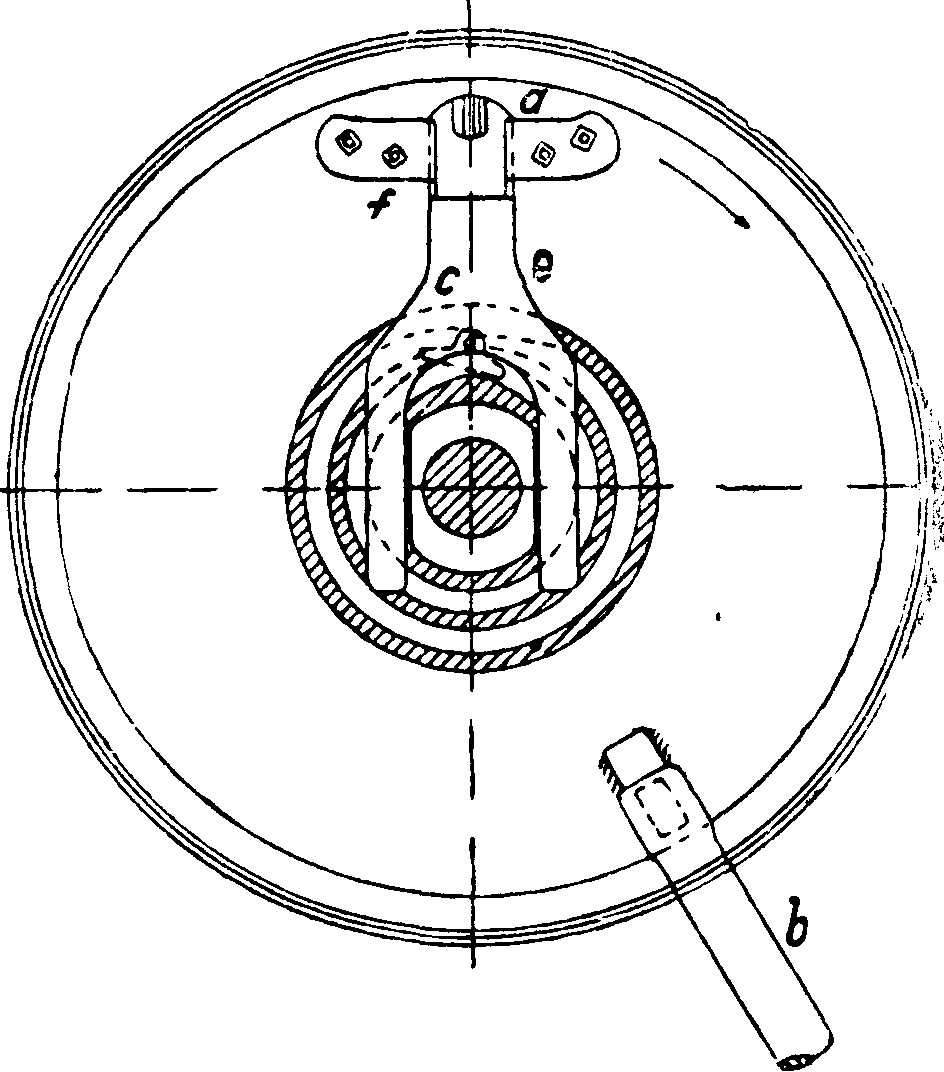
Фигура 121.
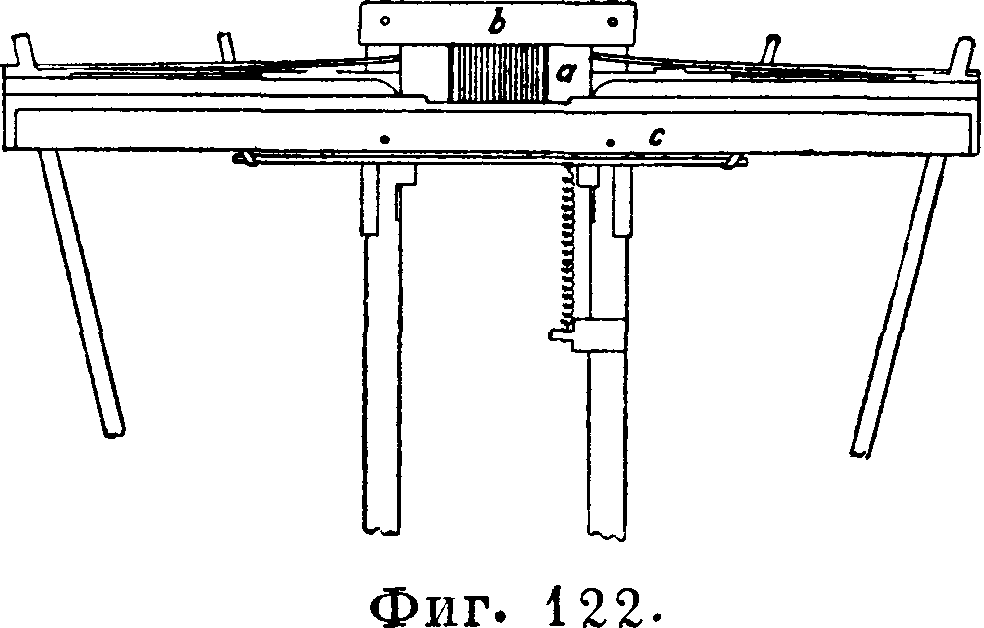
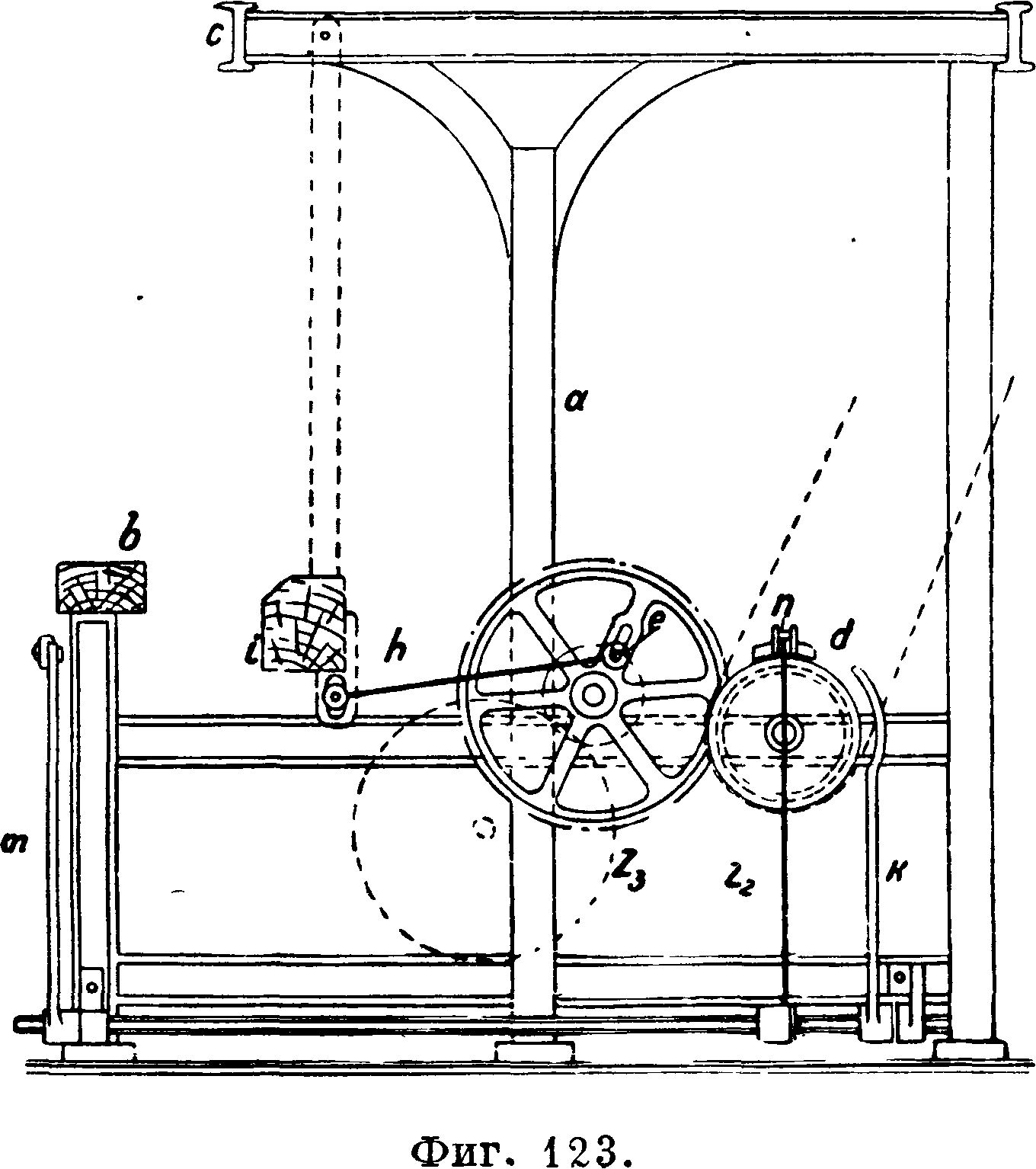
Г] С
зс:
Фигура 124.
кривошипа: f по краям станка и кривошип р-по середине его с переменным радиусом, к-рый изменяется в зависимости от ширины ленты. От кривошипов идут поводки h к батану г. В отличие от обыкновенных станков батан здесь устраивается б. ч. подвесным, то есть его ось вращения находится вверху на поперечине с. Ременная вилка к посредством рычажной передачи п вала I соединена с отводкой т, находящейся у грудницы. От того же вала I одновременнб с переводом вилки к действует на рабочий шкив тормоз п. Фигура 125 показывает самый простой •способ подачи основы. Нити со сновальных катушек d направляются в ремизки свободными роликами а, b, с ах и роликами с грузами Q и Q1, состоящими из отдельных шайб. Катушки надеваются неподвижно на конические веретена и
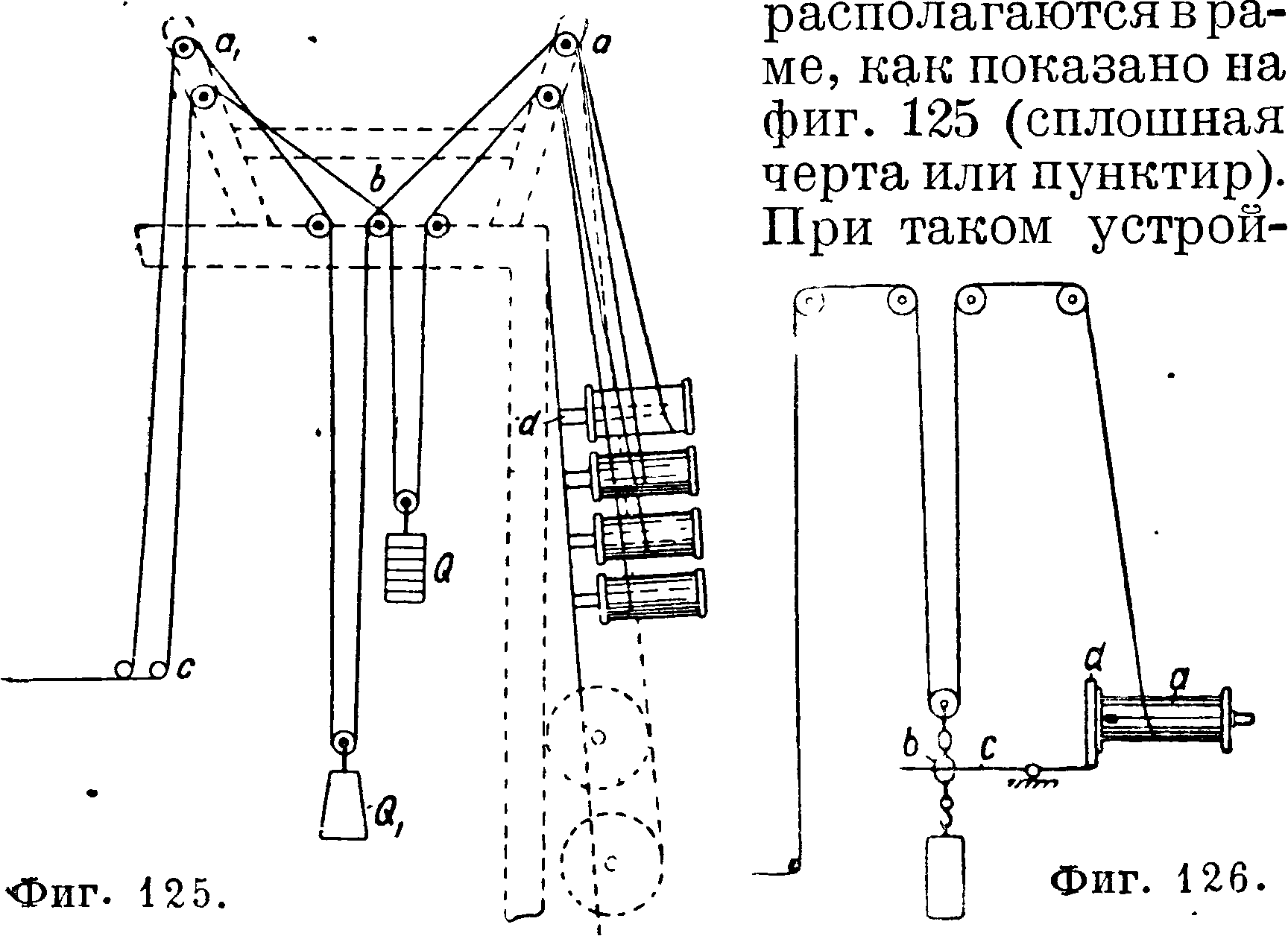
стве по мере выработки ленты грузы Q и Q1поднимаются, и время от времени приходится катушки снимать и сматывать с нцх более или менее определенную длину нитей, что конечно отнимает много времени. На фигуре 126 показано одно из автоматических приспособлений для этой цели. С катушки а основа идет через ряд роликов, из которых b с грузом. Ролик соединен с двуплечим рычажком с другое плечо
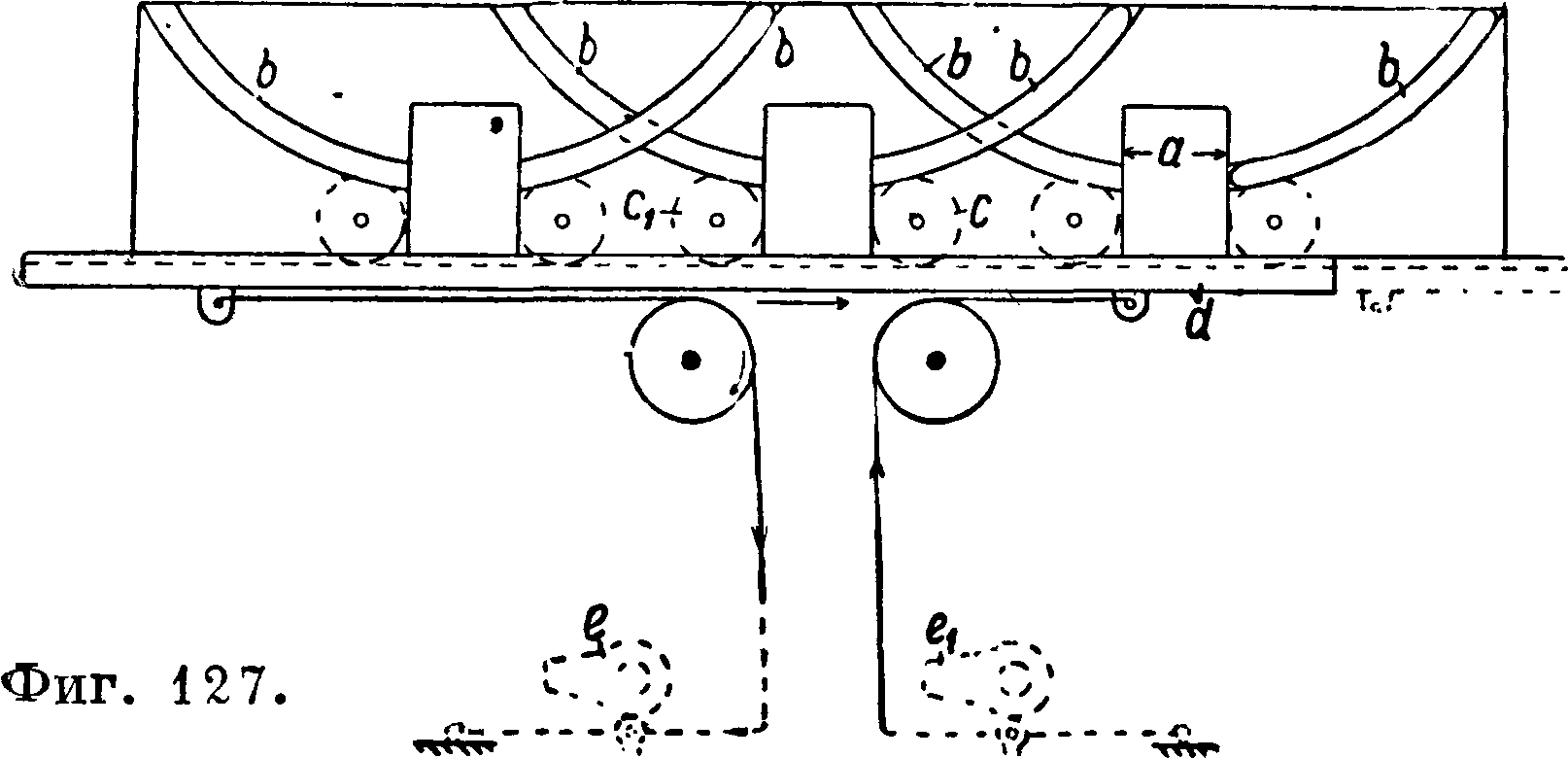
которого прижимается к зазубренному фланцу d катушки. С уработкой основы ролик Ь поднимается, почему торможение у фланца уменьшается и происходит подача. Движение челноков здесь принужденное и производится различными способами. Фигура 127 представляет одно из таких устройств. Челноки движутся по направляющим Ь и снабжены зубьями, с к-рыми сцепляются шестерни с и сг. Последние приво
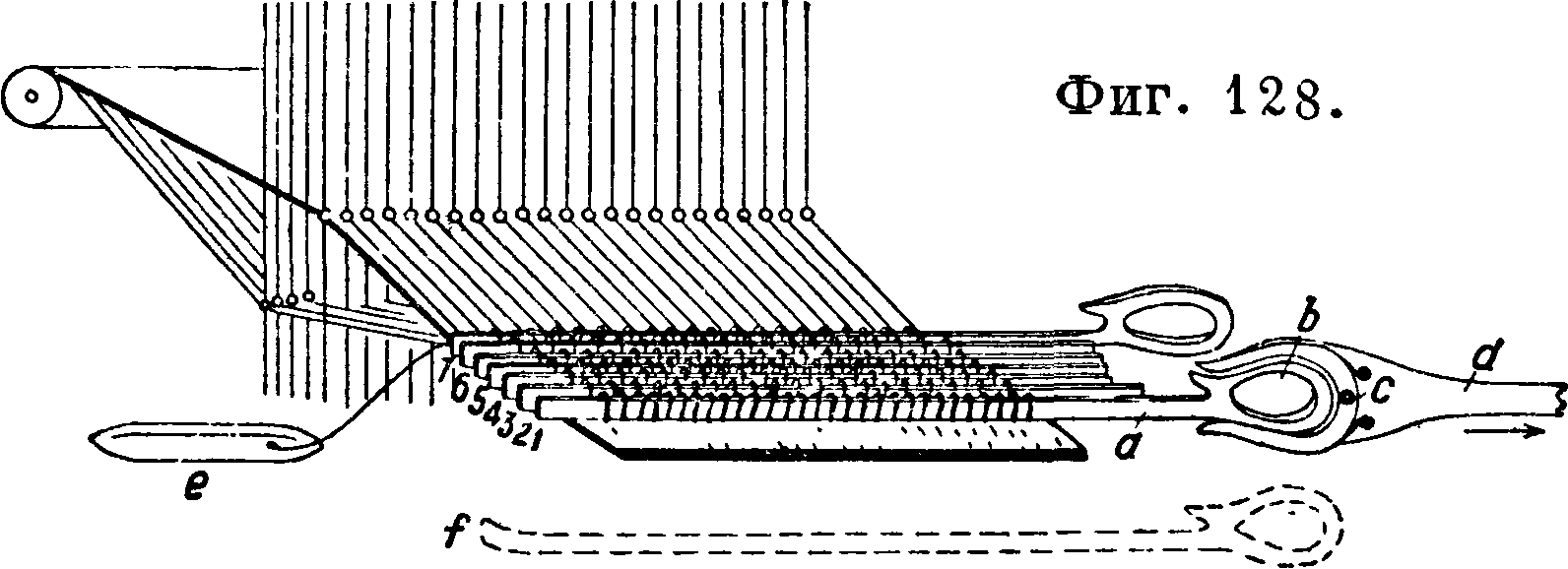
дятся во вращение зубчатой рейкой d, получающей возвратно-поступательное движение через посредство соответствующей передачи от попеременно действующих на нее эксцентриков е, ег. Челнок при своем движении передается одной шестерней с под действие другой сги обратно; а—ширина зева. Соответственно приспособляется и форма челнока, которая получает ся здесь дуговою. Нередко применяются батаны с прямыми направляющими для челноков, которые тогда делаются также прямыми. Смотря по числу и ширине лент, станки получают различные размеры; длина их колеблется от 4 до
10 метров При приготовлении тканей с ворсом из основы, например брюссельские и турнейские ковры (Турнэ в Бельгии), мокетовые ткани, вместе с утком для получения переплетения вводятся металлич. прутки, которые при прибое поднимают нити ворсовой основы и образуют петли для ворса. Схематически такой способ работы показан на фигуре 128. Основной уток вводится челноком е, а прутки а—посредством стержня d с захватом с для которого в прутках делается ушко b. После ввода 10—14 прутков они последовательно вынимаются и передвигаются в новые зевы. Иногда у прутков на конце помещен нож /, к-рый при вытаскивании прутка разрезает ворс.
Лит.: Новиков Н., Ткачество, ч. 1, Ив.-Возне-сенск, 1929; Монахов А., Ткацкий станок в его современном виде, М., 1905; Реппенинг Г., Механич. ткачество, пер. с нем., М.—Л., 1930; Хант он В., Механика текстильных машин, пер. с англ., Ив.-Воз-несенск, 1927; Садов М., Технич. ткани, Ив.-Возне-сенск, 1929; Лебедев С., Кинематика ткацкого станка, Ив.-Вознесенск, 1925; его те, Динамика ткацкого станка, Ив.-Вознесенск, 1929; Малышев А., Кичематич. и динамич. исследование батанных механизмов автоматич. ткацких станков, «Известия Моснов, текстильного ин-та», М., 1928, т. 1; Fox Т. Н., The Mechanism of Weaving, L·., 1922; Woodhous T. a. Milne T., Jute a. Linen Weavirg, L., 1914; E d e 1-stein S., Die Kettenschaltgetriebe am meehanischen Webstuhle, Lpz.—Wien, 1904; E d e 1 s t e i n S., Die Fachbildegetriebe am meehanischen Webstuhle, Lpz.—W., 1909; Donat F., Technolcgie, Bindurgslelire, Dekom-position u. Kalkulation, d. Jackard-Weberei, Lpz.—W., 1912; Schams J., Ausiuhrliches Handbuch d. Weberei, 4 Aufl., Lpz., 1914; Beckers P., Textilmaschinen, ihre Konstruktion u.-Berechn., B., 1927; К urz H., Die meehanischen Bandwebstuhle, W.—Leipzig, 1931; Both O., Die Bandweberei, 4 Aufl., B. 1—2, Leipzig, 1921;
11 t z L., Die Praxis d. meehanischen Weberei, Leipzig, 1906. H. Новиков.