 > Техника, страница 85 > Токарные станки
> Техника, страница 85 > Токарные станки
Токарные станки
Токарные станки, машины-орудия, служащие для обработки, путем снятия стружки, поверхностей, главным образом тел вращения,
и характеризующиеся вращательным движением резания, Совершаемым обрабатываемым предметом и поступательным движением пода-, чи инструмента (смотрите Станки). По роду обрабатываемого материала различают Т. с. для дерева и металлов. По направлению оси вращения обрабатываемого изделця различают обыкновенные Т. с. с горизонтальной осью и карусельные станки (смотрите)—с вертикальной. По преимущественному направлению подачи различают Т. с. с подачей гл. обр. в направлении оси обрабатываемого изделия—н ормальные Т. с.—и станки с основным направлением подачи, перпендикулярным к ней,—л о б о в ы е Т. с., или лоботокарные станки. Дальнейшее разделение Т. с. производится по признаку большей или меньшей механизации управления станком и в частности установки и направления инструмента, а также включения и выключения различных подач."
По степени увеличения механизации управления станком Т. с. разделяют на Т. с. производственного типа (однорезцовые и многорезцовые), ные станки, полуавтоматы и автоматы (одношпиндельные и многошпиндельные).
Т. с. для обработки дерева. Наибольшей простотой устройства отличаются Т. с. для обработки дерева. Основные линии конструкции станков этого типа определяются, с одной стороны, тем, что для достижения гладкой поверхности и достаточной производительности обточку дерева производят при больших скоростях резания, а, с другой,—незначительностью возникающих при работе усилий и штучным (по большей части) характером производства, соединенным со сложностью форм изделий. Первое условие определяет привод станка, который делают в новейших деревообделочных Т. с. непосредственно от индивидуального мотора, помещающегося в станине или прифланцованного к ней и вращающего шпиндель либо при посредстве ременной передачи (фигура 1) либо через в
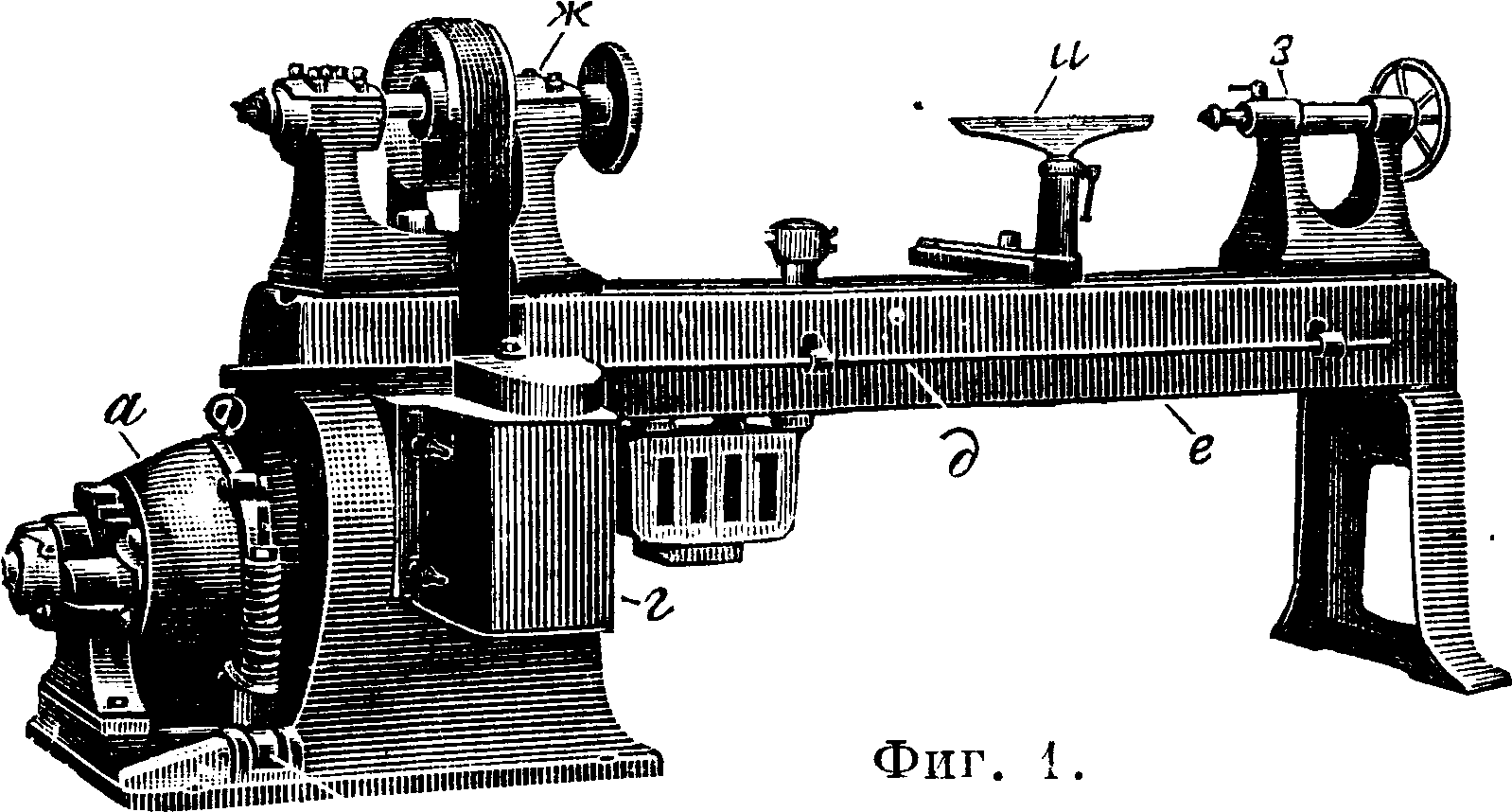
б бесступенную фрикционную передачу; иногда якорь электромотора непосредственно заклинивают на самом шпинделе станка. В первом и последнем случаях изменение скорости вращения шпинделя перекладывают на электромотор, к-рый делают регулируемым; от применения ступенчатых шкивов в последнее время отходят вследствие малого диапазона регулирования скоростей, а также неудобства переключения отдельных скоростей и связанного с применением ступенчатых шкивов удлинения не-опертой длины шпинделя, невыгодного в отношении возникновения прогибов и колебаний, особенно нежелательных при употребительных в деревообработке высоких скоростях. Второе условие позволяет делать станину деревообделочного Т. с. более легкой сравнительно со станиной металлообрабатывающих станков и за-
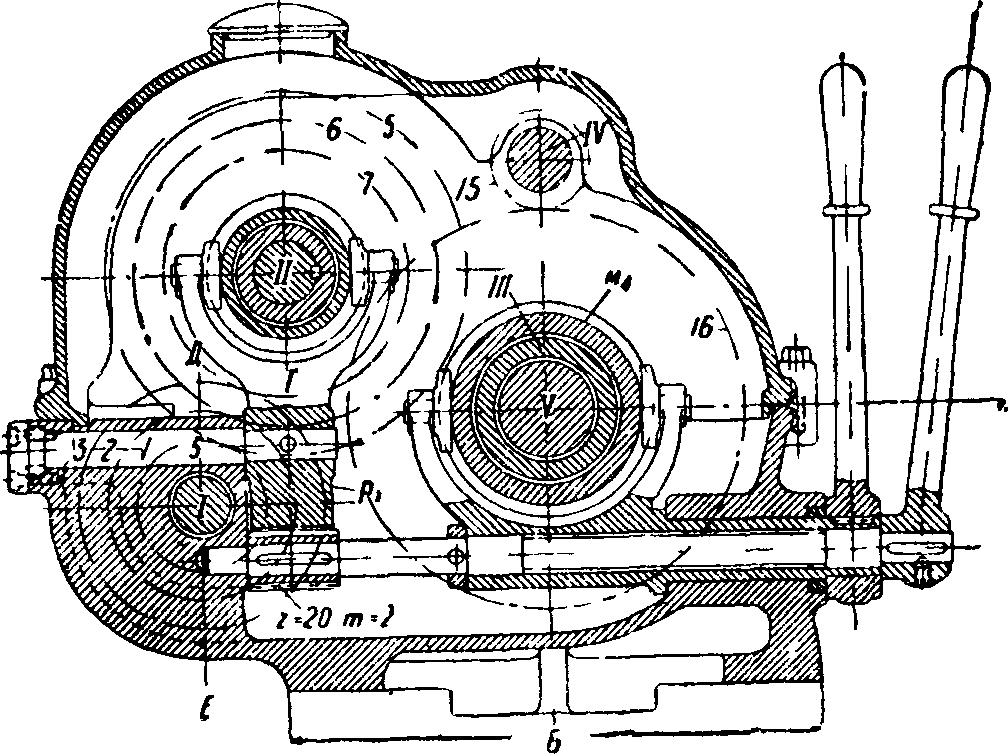
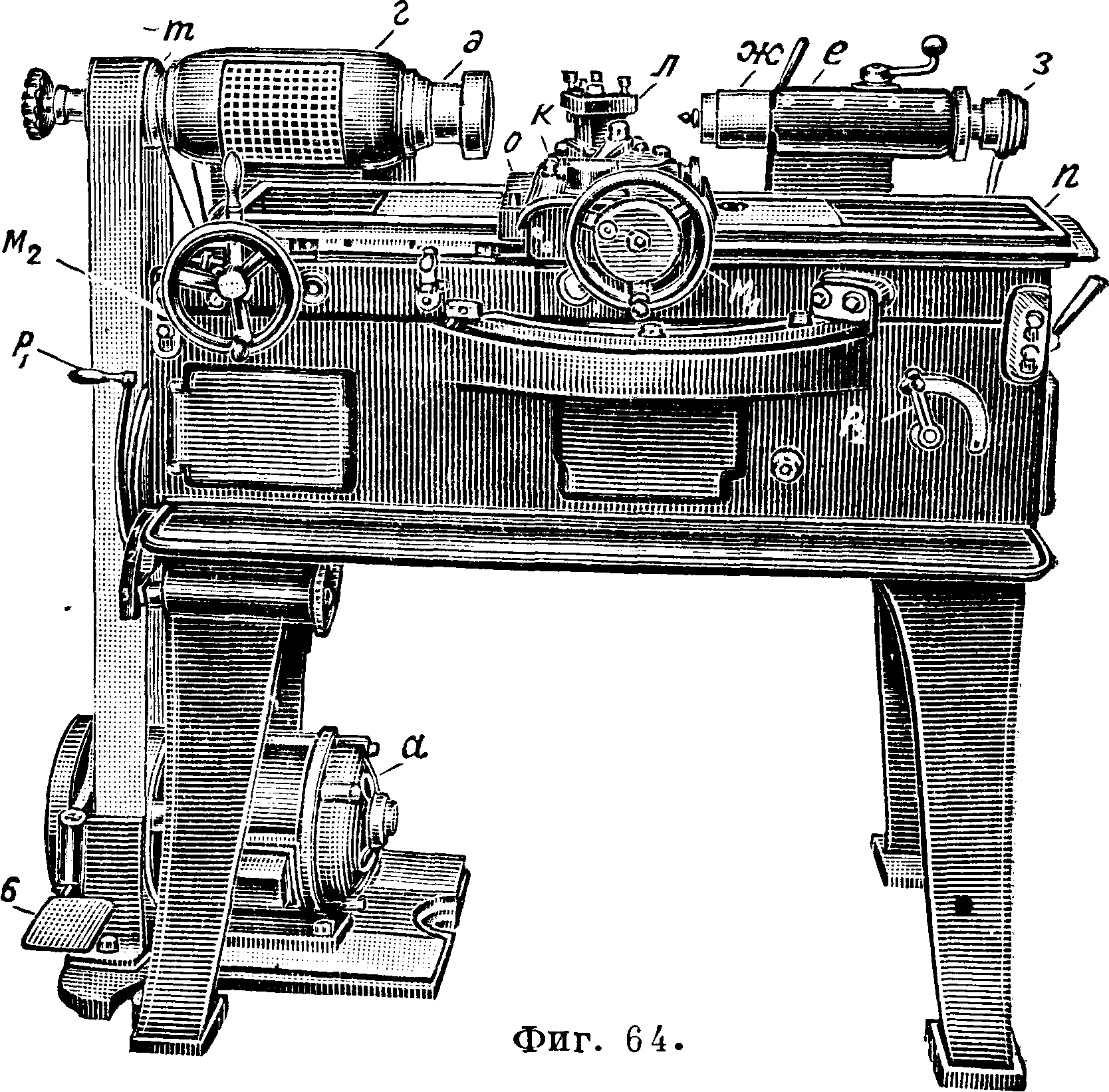
отавляет в большинстве случаев отказаться от устройства супорта. Обточка в этом случае ведется вручную при посредстве снабженных длинными рукоятками токарных долот (стамесок) различных форм, которые опираются передней частью на расположенную немного ниже оси центров особую опору—п о д р у ч-н и к и (фигура 1). Точность токарной работы в этих условиях зависит исключительно от верности глаза и искусства токаря. На фигуре 1 изображен деревообделочный Т. с. для обточки вручную.* Электромотор а помещается в левой ноге станины; он установлен в особой пружинной люльке б, к-рая, с одной стороны, позволяет поддерживать постоянным натяжение рабочего ремня, а, с другой,—амортизирует передаваемые мотором на станину колебания. От шкива электромотора движение приводным ремнем передается на шкив в шпинделя. Скорость вращения последнего регулируется контроллером г, управление которым можно производить с любого места станка посредством тяги д. Станина е несет на левом конце неподвижную переднюю бабку ж, в подшипниках которой дежит шпиндель. На правый, выступающий из бабки конец шпинделя навинчиваются сменные ы, служащие для зажима левого конца обрабатываемого изделия, тогда как правый конец последнего опирается на острие центра, вставленного в шпиндель задней бабки з. Последняя перемещается по верхним направляющим станины и м. б. закреплена в зависимости от длины изделия в любой точке посредством затяжных бол-тон. Для опоры инструментов имеется подручник и, перестанавливаемый по высоте и вдоль станины. Для обработки массовых фасонных мелких изделий с повторяющимся рисунком (заготовки для бус, пуговиц, точеные карнизы для мебели и т. д.) сконструированы автоматич. Т. с., обладающие высокой производительностью и работающие непосредственно из прутка.
Т. с. для обработки металла. В настоящее время для обработки металла ручные Т. с. за исключением очень мелких работ (часовые Т. с.) не применяются гл. обр. в виду малой достижимой точности, ничтожной производительности и значительных усилий резания, затрудняющих работу. Нек-рым усовершенствованием является устройство крестового супор-
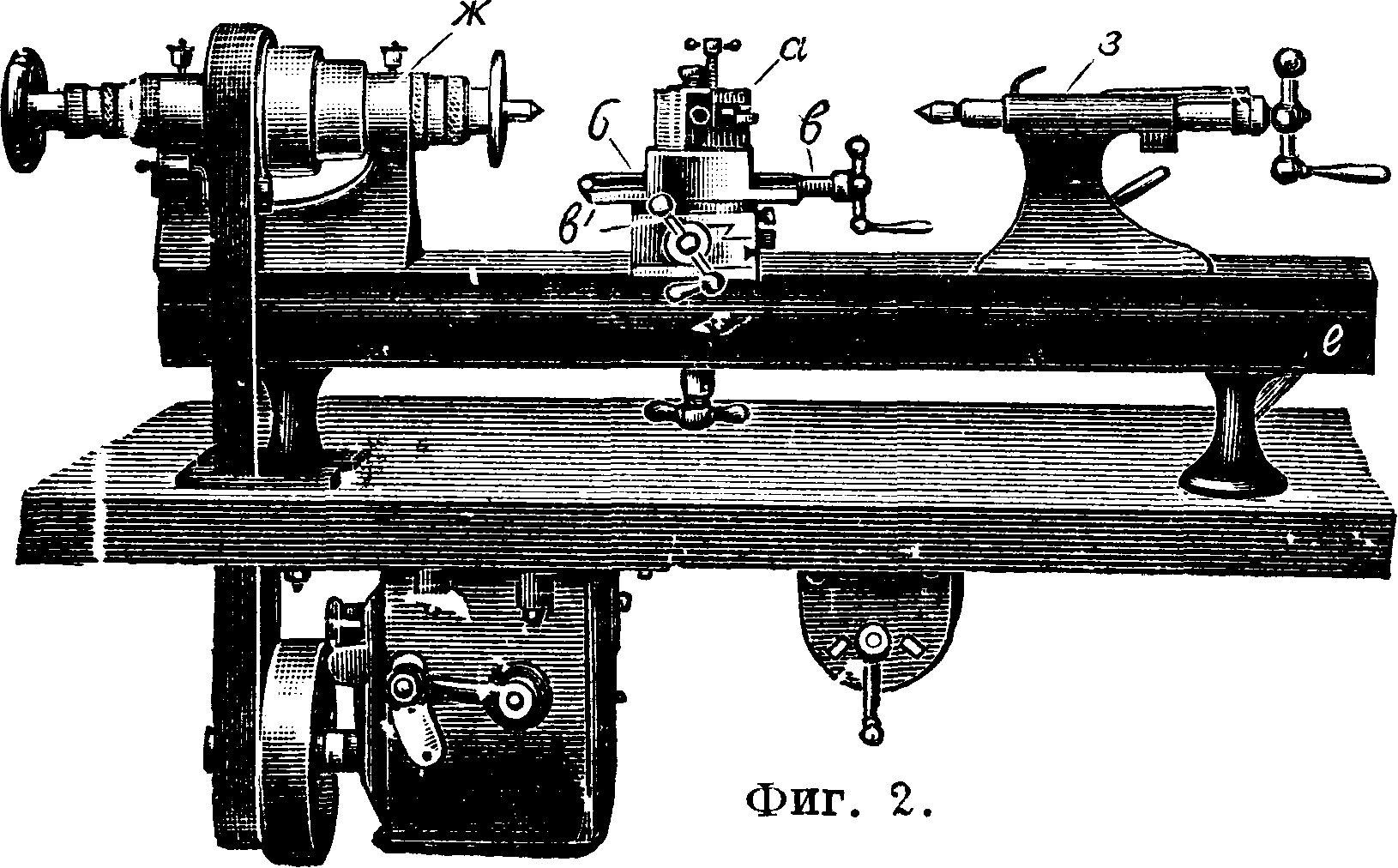
т а (фигура 2), помещающегося на станине Т. с. и совершающего подачу резца, зажатого на верхних салазках а, при посредстве дёух взаимно перекрещивающихся винтовых шпинделей вив, вращаемых вручную и перемещающих скользящие друг над другом салазки б супорта. Дальнейшим усовершенствованием является механизация перемещения супорта, приводимого в движение посредством различных механизмов от рабочего шпинделя станка; такие Т. с. называются самоточками (фигура За—36). Т. с. этого типа отличаются своей универсальностью: обработка ведется обычно одним резцом, зажатым в резцедержатель а супорта б и перемещаемым механически в направлении
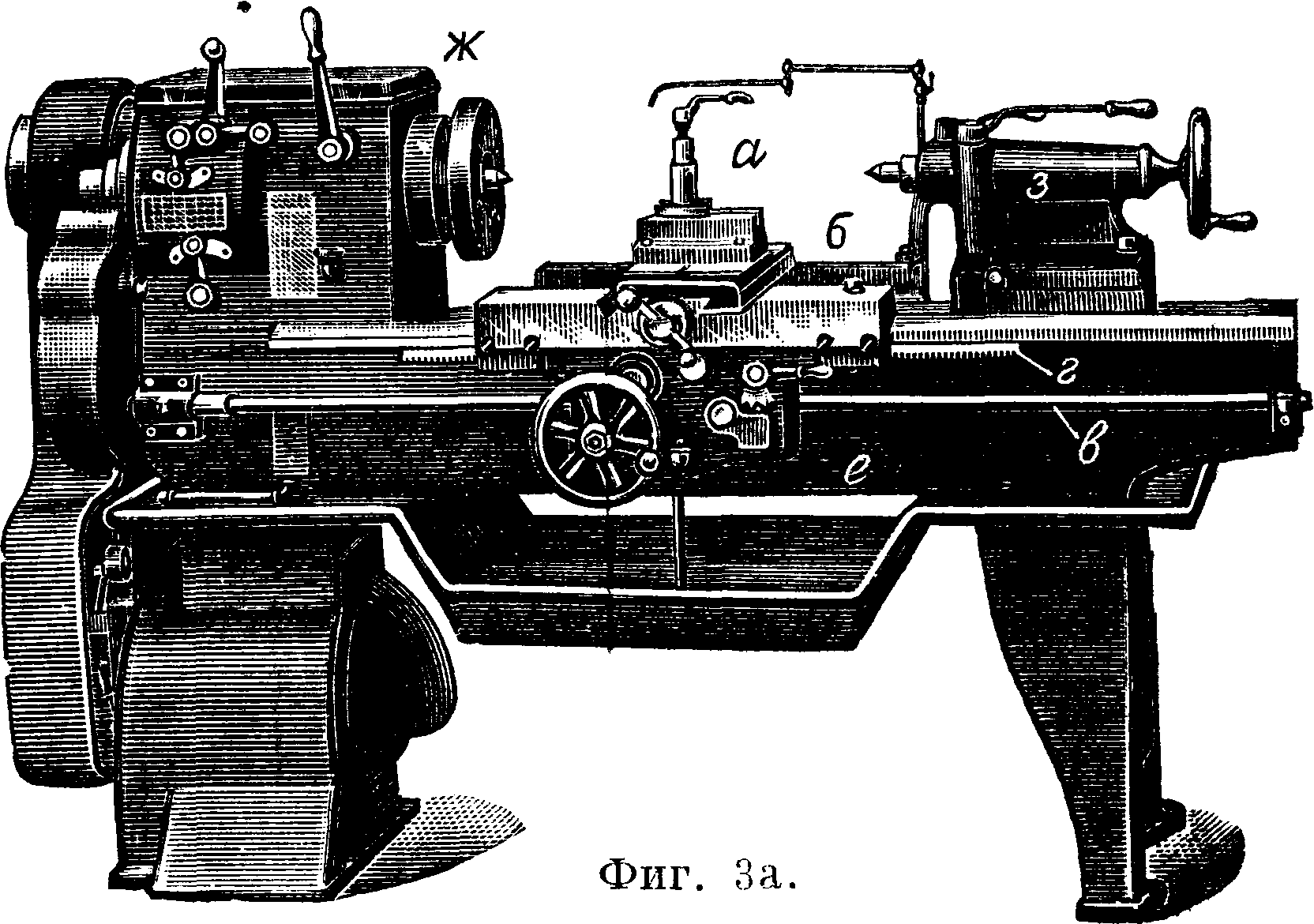
подачи. Установка резца на надлежащую глубину, остановка его, смена резцов и вообще обслуживание станка, кроме подачи резца, совершаются вручную; степень точности обработки в значительной мере зависит от искусства рабочего. Эти особенности делают само
точку одним из основных станков при штучном или короткосерийном производстве, при ремонтных работах и т. д.
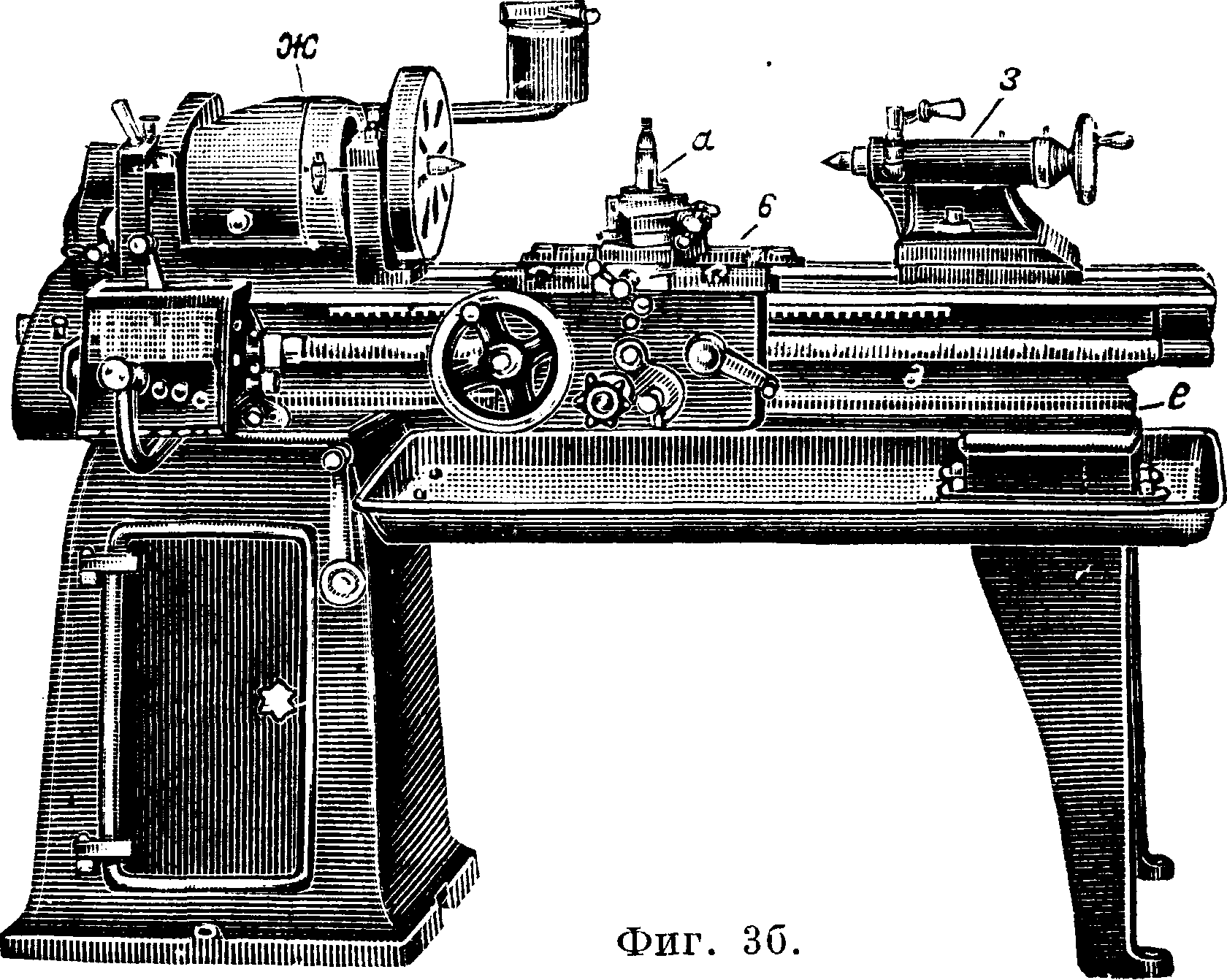
В зависимости от способа сообщения движения супорту различают самоточки с ходовым валиком (фигура За), у которых су-порт приводится в движение шестеренкой, получающей вращение от валика в, идущего вдоль_станины, и сцепляющейся с рейкой г
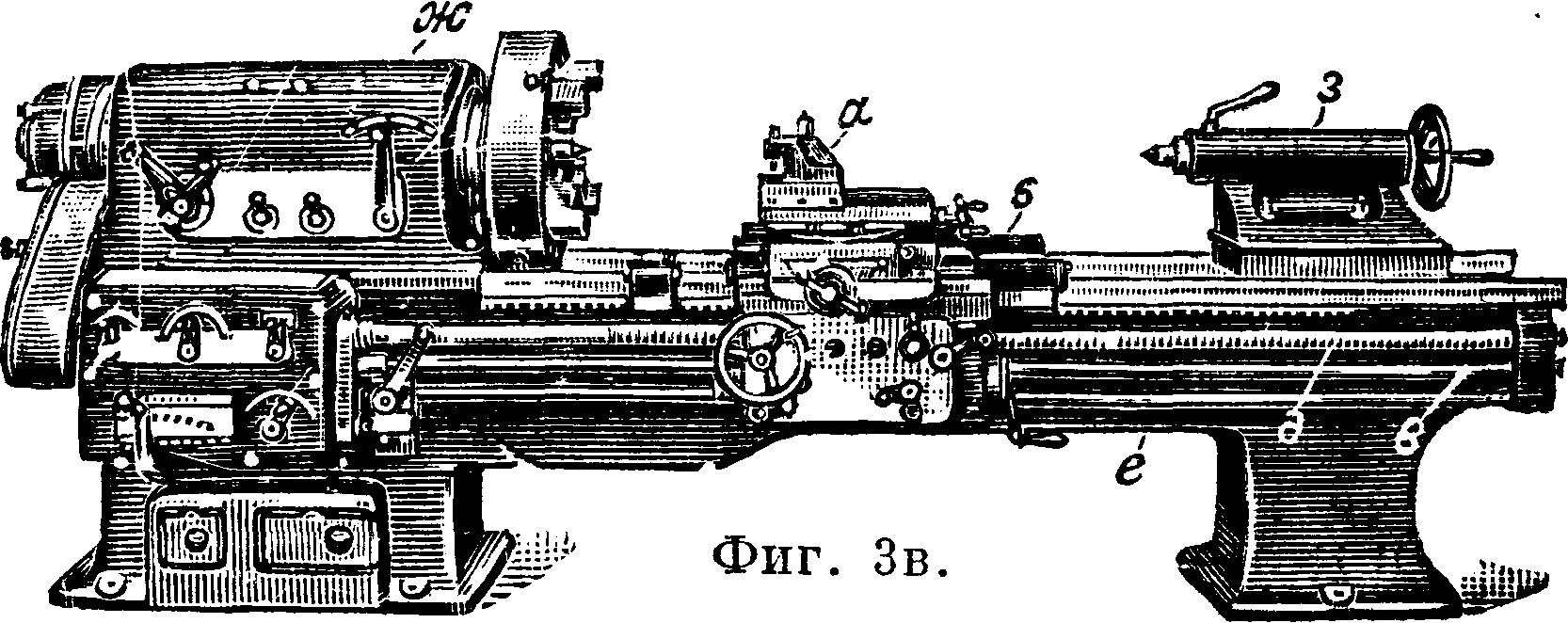
на - станине, и с ходовым винтом д (фигура 36), вращающимся в гайке, закрепленной· в супорте, и перемещающим т. о. последний. Наиболее точные Т. с. (инструментальные i станки) снабжаются как ходовым валиком в,
так π винтом д (фигура Зв). Для обточки серийных изделий, могущих быть обработанными за один проход, применяют многорезцовые Т. с. (фигура 4), у которых обточка всей поверхности изделия совершается двумя установленными однажды для всей серии дан-
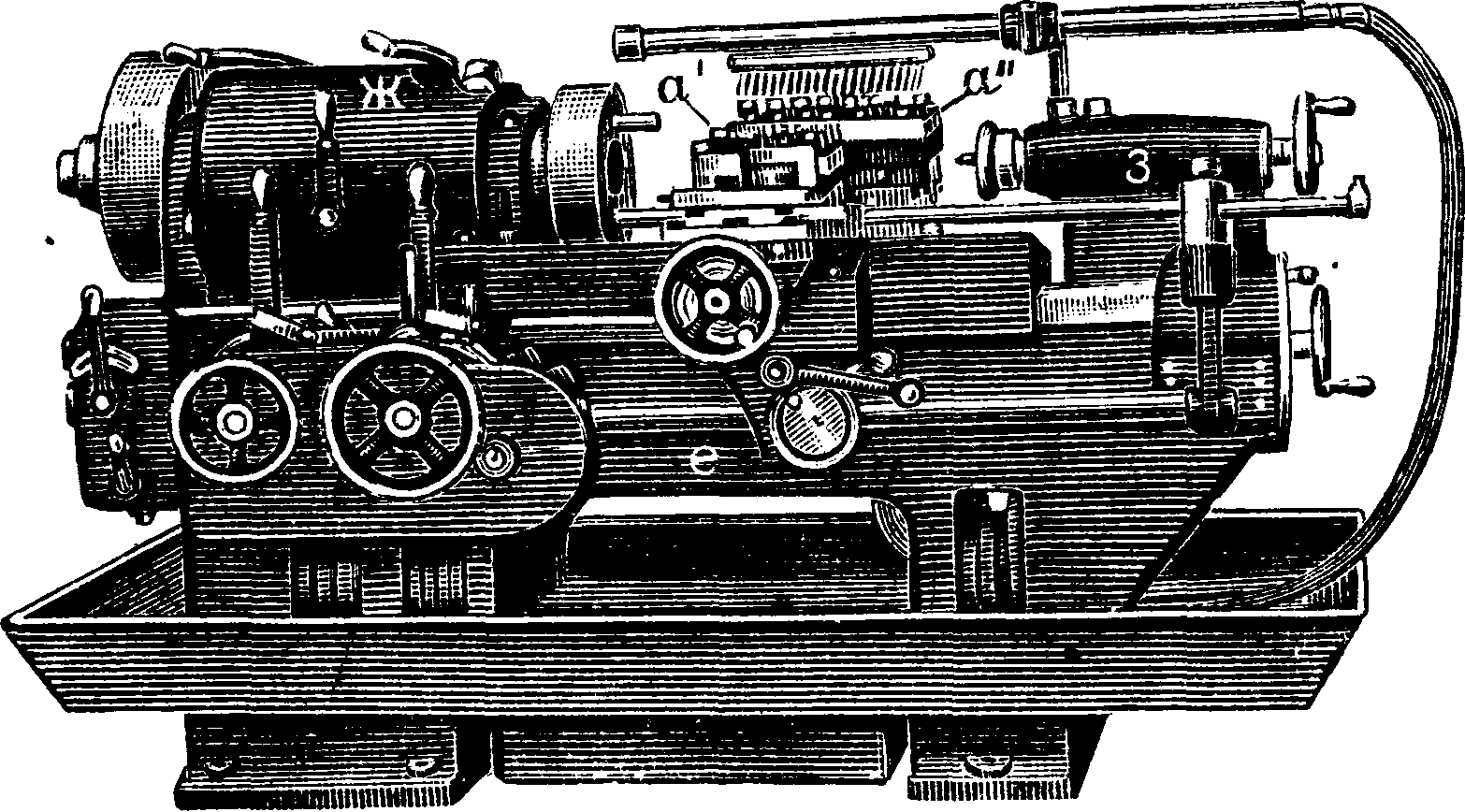
Фигура 4.
ных изделий наборами резцов, из которых один набор а совершает осевую, а другой а"—радиальную подачу. В станках-этого типа время“ обработки сокращено по сравнению с самоточками, и точность обработки не зависит от токаря, но составление плана обработки, изготовление комплекта резцов и их держателей, а также первоначальная установка (наладка) станка требуют высококвалифицированной силы и отнимают так много времени и средств, что применение Т. с. этого типа выгодно лишь при крупносерийном и массовом производстве. В этом случае однако станки эти незаменимы для целого ряда работ, чему не мало способствуют простота их конструкции срав
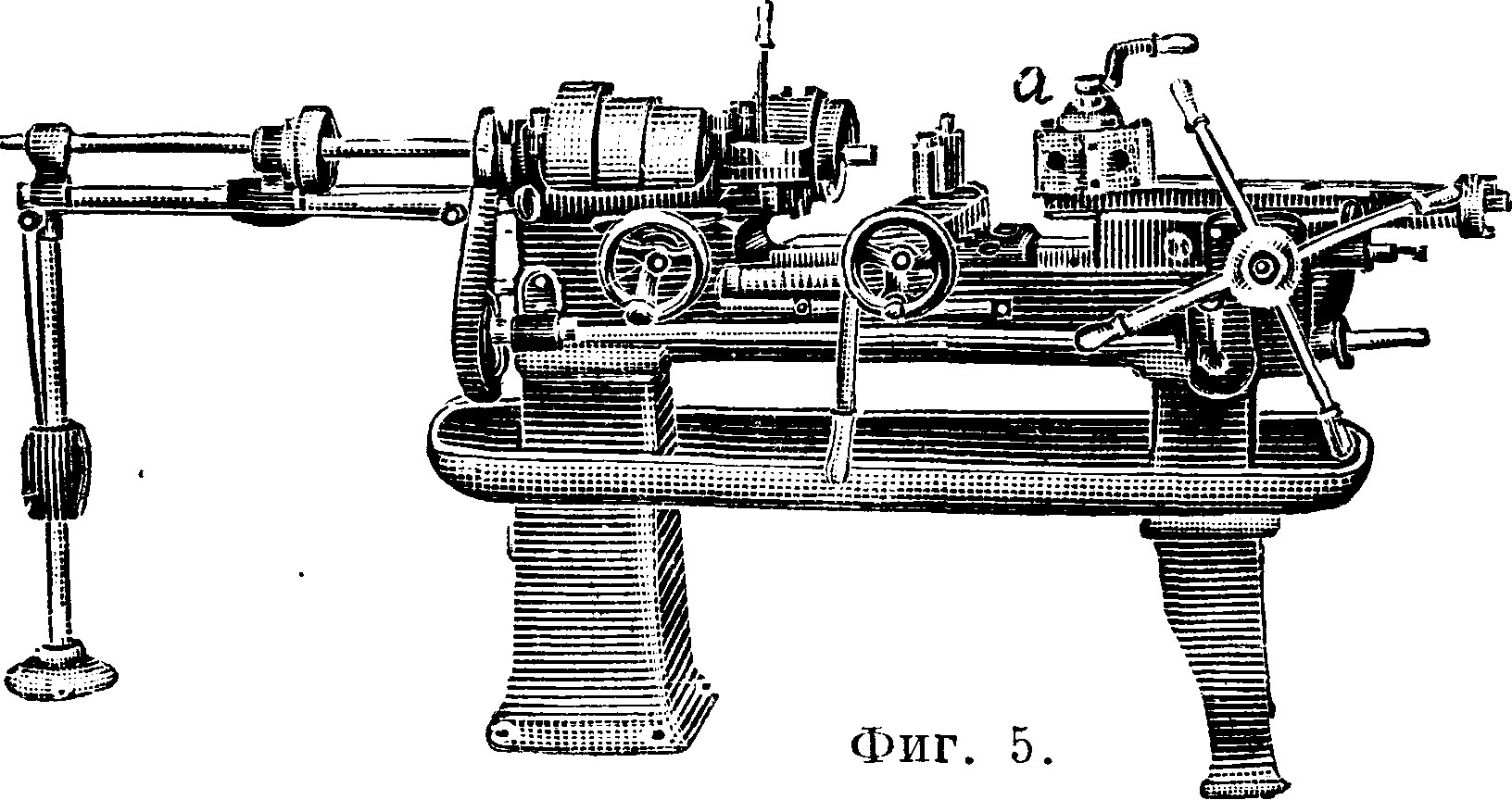
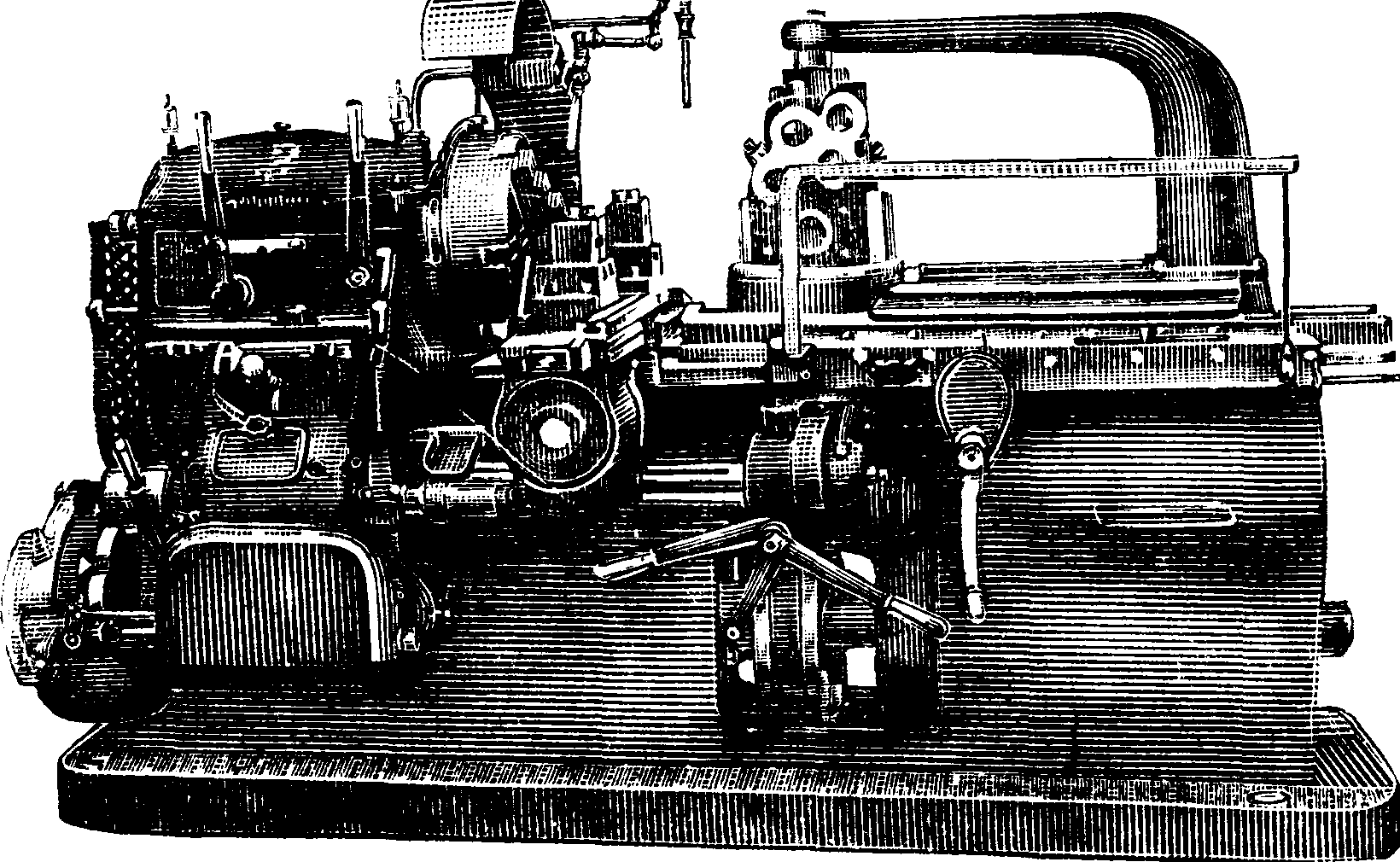
нительно с другими типами механич. Т. с. и связанные с этим дешевизна и надежность в работе. Там, где обработка за один проход становится невозможной, и когда кроме обточки наружной поверхности приходится сверлить, развертывать и т. д., применяют станки, снабженные несколькими соответственным образом установленными для обработки данной детали наборами инструментов, закрепленными на особой формы поворотных р е-вольверных головках а (фигура 5); наборов .устанавливается столько, сколько проходов требуется для окончательной обработки данной детали. По окончании рабочего хода ная головка отводится назад вручную; в конце обратного хода она автоматически поворачивается, причем ставится на место набор инструментов для следующей операции; подвод головки в исходное положение резанця и включение механич. подачи совершаются также вручную. С целью ускорения этих побочных процессов они были также автомати зированы; такие станки получили название одношпиндельных полуавтоматических Т. с., или полуавтоматов (фигура 6). Здесь на долю рабочего остается только смена изделий, то есть зажим заготовки и вынутие из а обработанной детали.
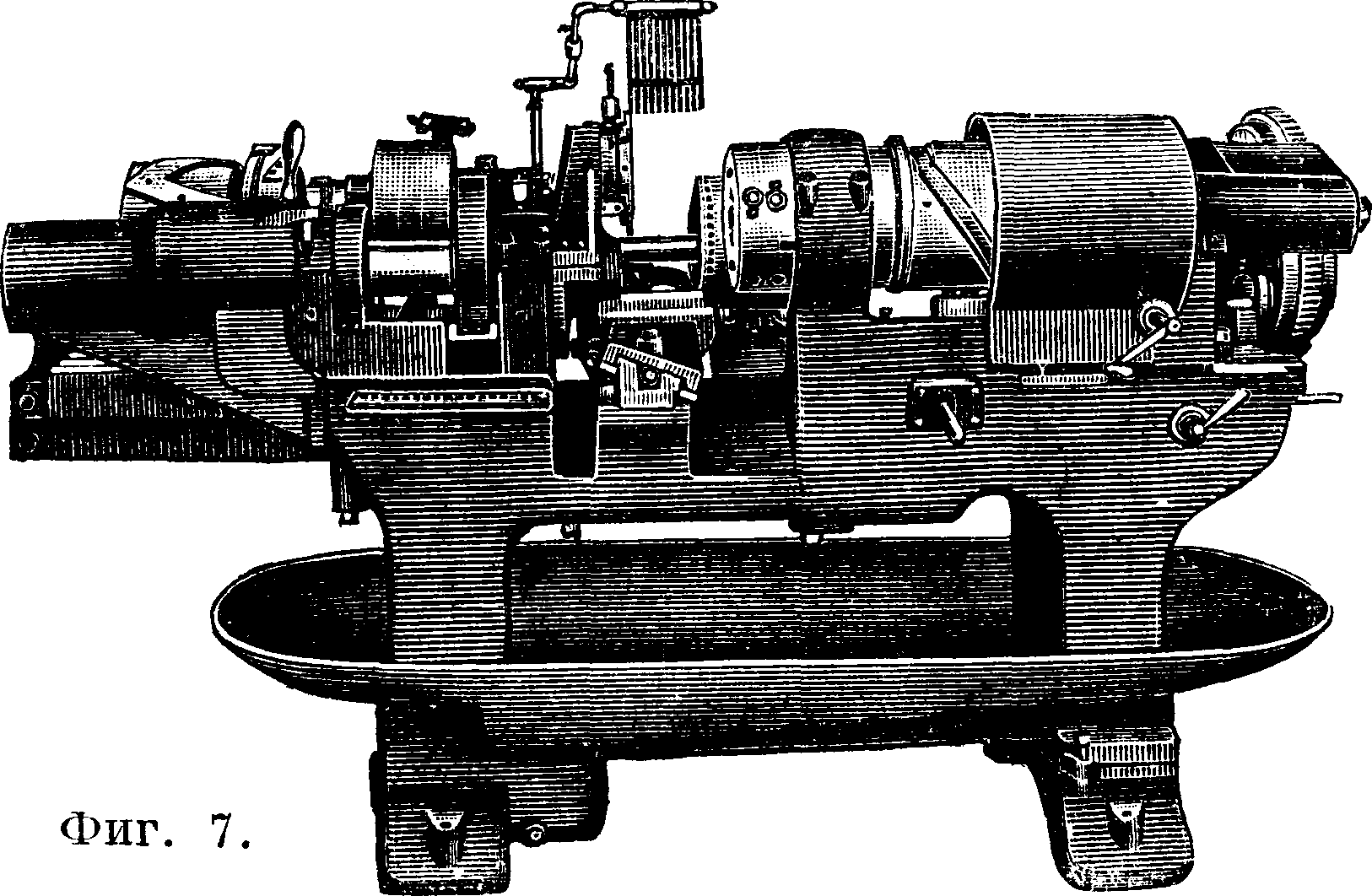
В том случае, когда изделие вырабатывается непосредственно из пруткового материала, представилась легкая возможность автоматизировать и подачу и зажим прутка в е станка, в результате чего станок стал совершенно автоматизированным и получил название одношпиндельного автоматического Т. с., или одношпиндельного автомата (фигура 7). Конечно и полуавтоматы путем присоединения автоматич. питающего приспособления—jvi а г а з и н а—и соответственных изменений зажимного приспособления м. б. полностью автоматизированы, но в противоположность работе из прутка эти приспособления не могут быть стандартизированы, должны меняться при переходе от обработки
Фигура 6.
одной детали к другой и т. о. будут рентабельными лишь в условиях установившегося потока массового производства. У одношпиндельных автоматов и полуавтоматов в данный момент совершается одна определенная операция из ряда их, составляющих!цикл обработки за один зажим; таким образом время обработки одного предмета равняется сумме продолжительностей отдельных операций плюс сумма’ра-бот по зажиму детали, отводу и поворачиванию ной головки в конце каждой операции и вынутью из станка обработанной детали.
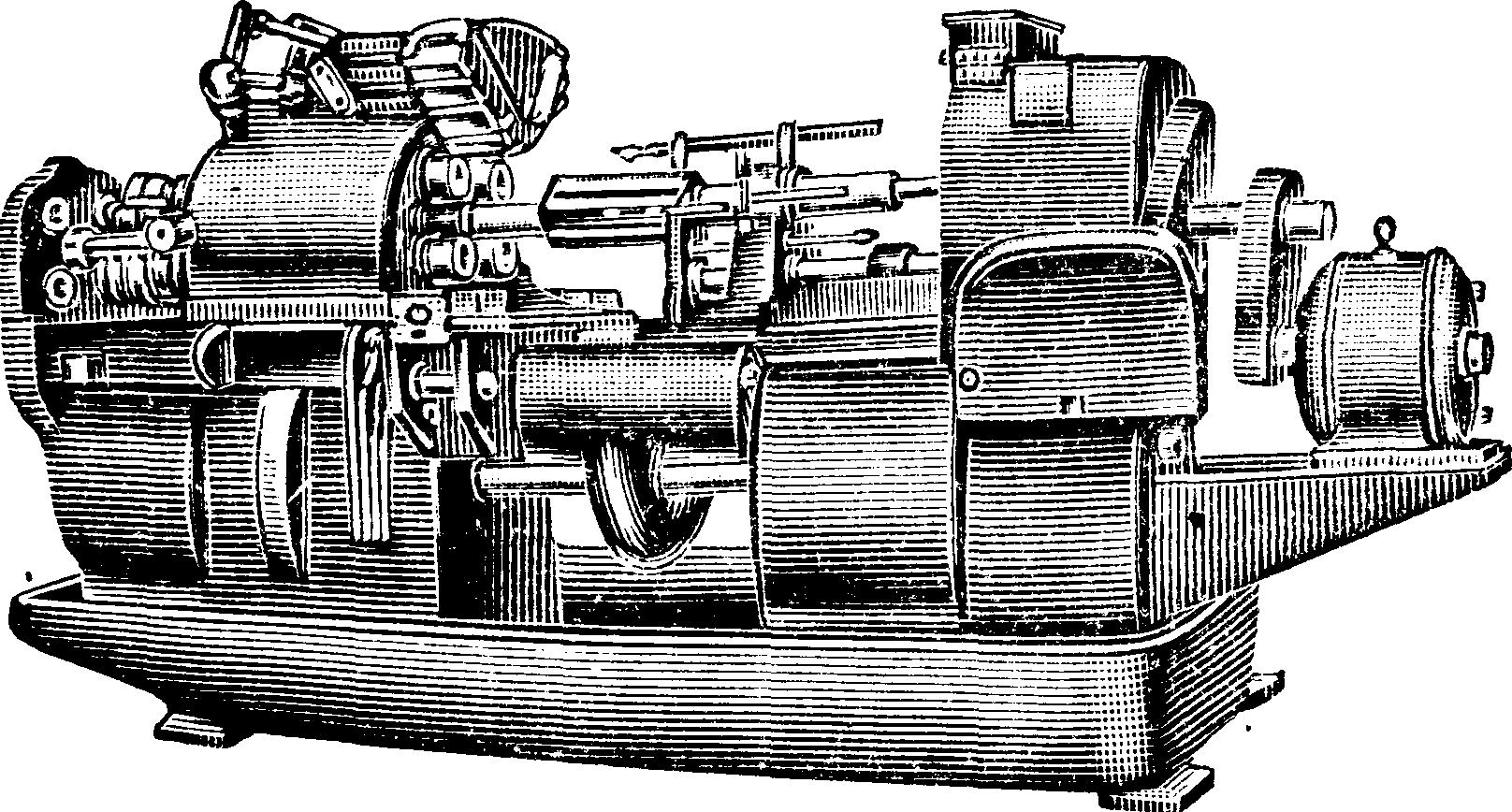
При этом реально работает лишь один набор инструмента, а остальные ожидают своей очереди. С целью уменьшить эту напрасную трату времени были сконструированы м н о^г о-шпиндельные полуавтоматы и автоматы (фигура 8), у которых число рабочих
шпинделей равно числу операций, совершаемых над данной деталью за данный цикл, и т. о. продолжительность обработки одной детали равняется продолжительности наиболее длинной операции цикла плюс время одного поворота шпиндельной головки. Кроме указанных типов име-
Фигура 8.
ется еще целый ряд токарных станков, предназначенных для выполнения специальных работ: станки для обточки вагонных и паровозных колес, станки для обточки шеек коленчатых валов, копировальные токарные станки (смотрите Копировальные станки) для обработки как тел вращения с непрямыми образующими, так и для обработки тел не-кругового сечения (овалов, кулачков и т. д.), затылочные станки (смотрите) для снятия затылков зубьев фрезеров, разверток и метчиков, Т. с. для обточки квадратных стальных слитков и целый ряд других для еще более узко специальных работ.
Всякий Т. с. состоит в основном из станины е (фигура
1, 2, 3, 4), связывающей воедино все части станка и служащей одновременно направляющими для установки и движения трех других главных деталей станка: передней бабки ж, несущей в своих подшипниках рабочий шпиндель станка, задней бабки, или рейт-штока, з, поддерживающей свободный конец обрабатываемого предмета, и подручника и или супорта б, служащих точкой опоры или местом закрепления инструме-нта.
Станина представляет собой связующее звено между отдельными агрегатами станка (передней и задней бабками, супортом) и служит одновременно направляющими, по которым перемещаются подвижные агрегаты—супорт и задняя бабка. Точность работы Т. с. в значительной степени зависит от прямолинейности направляющих и их параллельности оси, соединяющей центры станка (оси. станка). Это требование обусловливает, с одной стороны, тщательную обработку направляющих, а, с другой,—применение конструктивных мероприятий, обеспечивающих сохранение достигнутых условий и при работе станка. Для этого необходимо. чтобы износ направляющих был возможно более мал и равномерен и деформации станины под влиянием усилий, возникающих в ней при работе, отзывались возможно мало на ее параллельности оси станка. Усилия, действующие на станину, складываются из следующих частей: 1) давление супорта, 2) усилия, которые передаются передней и задней бабкой,
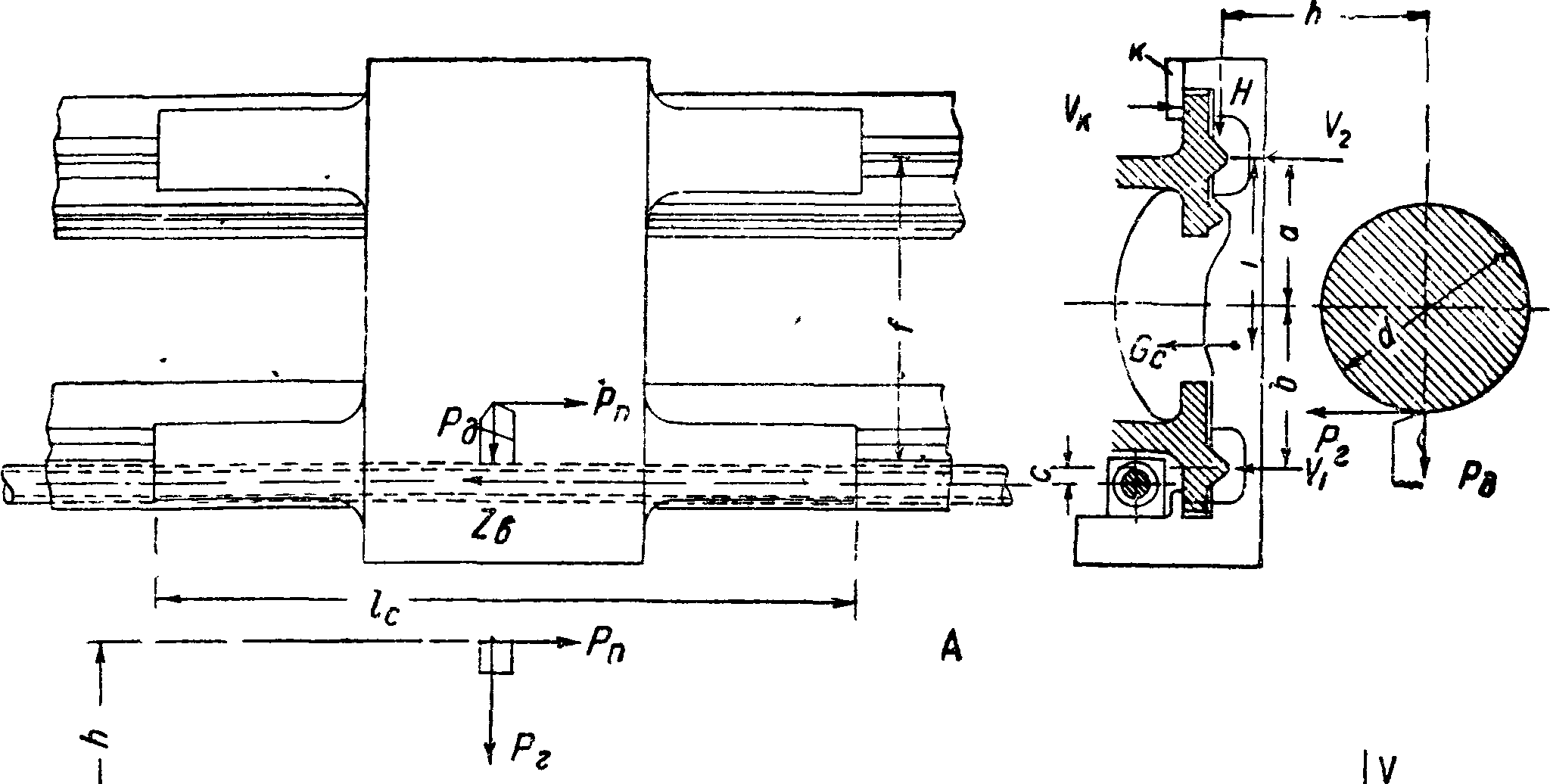
3) усилие тяги ходового винта и 4) опорные реакции ног. Усилие, воспринимаемое супортом и передаваемое им на станину при призматич. Л-образных направляющих, определится сл. обр. Усилие резания Р (фит. 9, А) разлагаем на три составляющие—главное усилие резания Рг, усилие подачи Рп и давление на лобовую поверхность резца Рд; назовем вертикальные усилия, передаваемые передним и задним полозьями супорта через V1 и V2, горизонтальное усилие, перпендикулярное оси станка, через Н, тягу ходового винта через Ζβ, вес супорта через Gc и предположим существование линейного закона распределения вдоль полозьев давлений, вызванных как силами Vx и F2, так и действующим в вертикальной продольной плоскости опрокидывающим моментомМ09 образованным силой трения Fc полозьев супорта о направляющие, и силами Ζβ и Рп. Пока ~
P.(b-a) + Ge(f-i)>Pdh,
все вертикальное давление воспринимается
| ί— | ||
| ХГ~Х_ | ||
| _:_ή | *6 t.J - | ;_ _ ^ |
Фигура 9.
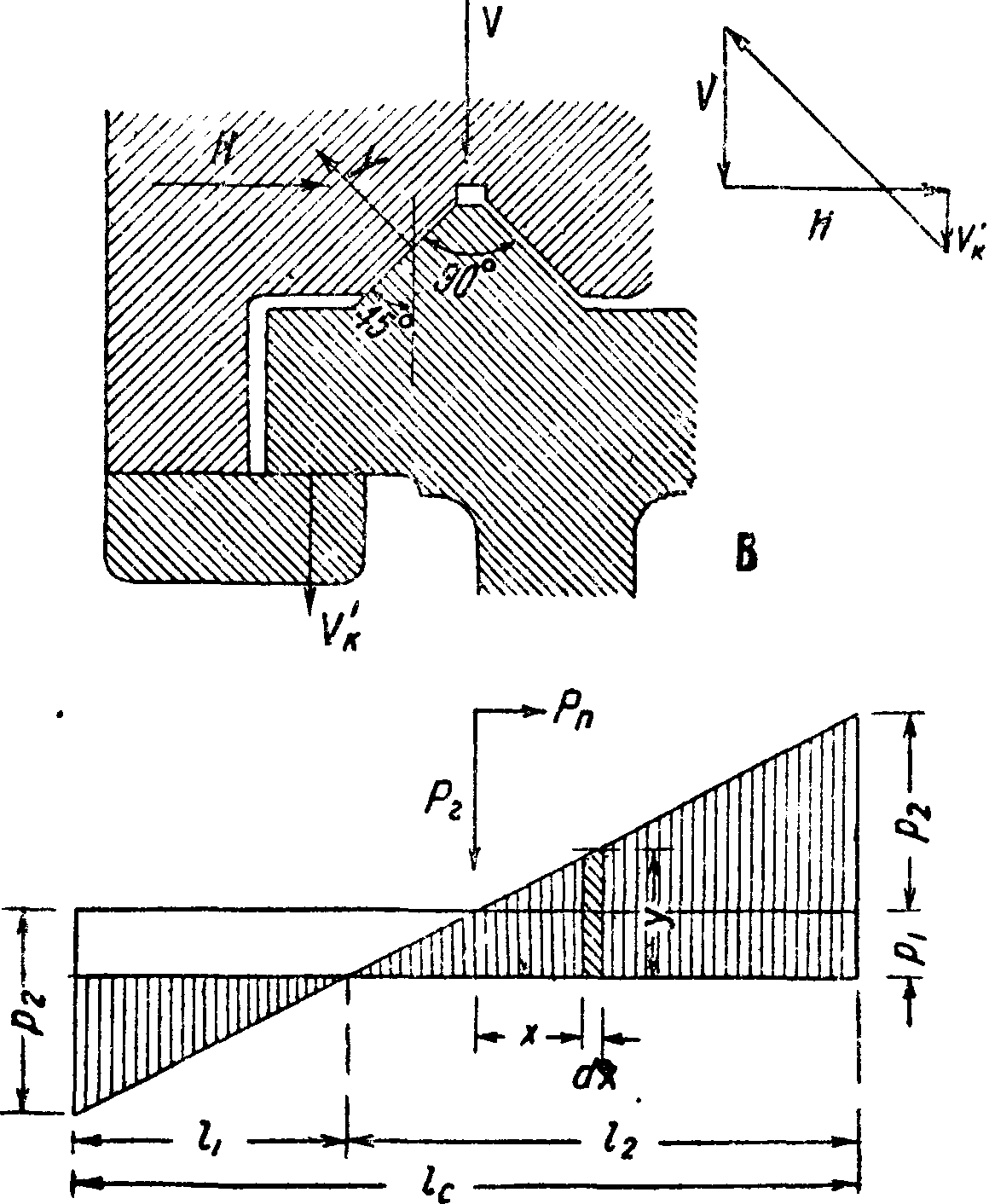
А-образными призмами и равно V1 + Т2=Рг. При
Pt(b-dz) + Ge(f-i)<Pdh
происходит опрокидывание супорта и вступает в действие планка к, на к-рую действует усилие F&. В этом случае на переднюю призму действует вертикальное усилие
TV
г(п + а + |)·
+ Gc(n + г) -}- P$h
f + n
где η—расстояние по горизонтали между У 2 и Vк. Усилие на планку к равно
Ук =
«1-4-Gc{f-i)-Pdh
f + n
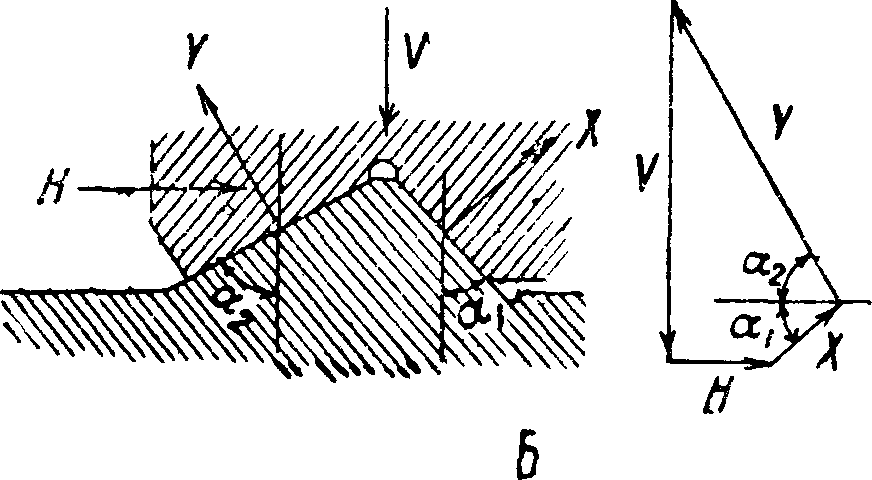
Горизонтальное усилие Н=Рд. Разлагая усилия V и Н, действующие на призму, на составляющие×и У, нормальные к плоскостям трения (фигура 9,Б), имеем при неравнобокой призме:×sin αχ -f Y sin α2=F,×cos αχ — Y cos α2=— Я, откуда имеем
X
V C0SO2 — Н sin «2
г =
У cosaj-f-Я sin ctj.
sin (<χχ-}-·sin (<н-}"а2)
При обычно применяемых симметричных призмах с аг — а2=45° имеем при V > Н:
Х+Г=7р2;
при V < Я (фигура 9,В) происходит сдвигание супорта и×приобретает отрицательное значение, причем вступает в действие танка к, воспринимающая усилие F“; в этом случае Y=H sea2, F^=Я tg a2—F; при a2=45° имеем:
y=hV2, Vi=H-V.
Усилие ходового винта Ζβ должно преодолевать сопротивление подачи Рп и сопротивление трения Fc супорта о направляющие. Последнее составляется из двух частей: 1) из сопротивления трения от предположенного разномерно распределенного вдоль полозьев нормального давления рх на направляющие, обусловленного наличием усилий X, Y и F&,
Ρι=±-Σ(Χ + γ + νа·);
h
2) из сопротивления трения от опрокидывающего момента М0 супорта, обусловленного наличием пар сил Рп, F0 и Ζβ, причем
M0=Pn(h +e) + Fce.
(1)
Полагая линейный закон распределения вызванного М0 вертикального давления р2 на полозья супорта (фигура 9, Г), имеем результирующий опорный момент под действием р2:
-f
1с
М2
х dx--
+ F
х1 dx =
Pp.^C
6
Мп
гДв Ро—максимальное давление р2, откуда
6 [Рп (h -f- e) -f- Fc ej
Po
Vi
(2)
T. к. закон распределения p2 на переднюю и заднюю, призмы направляющих станины статически неопределим, то полагаем, что это давление целиком воспринимается передней призмой (имеющей углы аг и а2). При равноугольном или симметричном образовании призм это допущение совершенно не меняет окончательного результата, а при различных призмах лишь незначительно на нем отзывается. Обозначая для передней призмы
* _ COS αχ-j-cOS a2
Sin (αχ 4"α2)
получаем суммарное давление, нррмалыюе к поверхностям призмы р2, вызываемое вертикальным давлением р2, равное
Р2=Р2^1·
При этом следует различать два случая: 1) когда Ρι>ρ2, то давление на салазки нигде не становится отрицательным и р2 вызывает лишь изменение распределения рг вдоль полоза супорта, не изменяя арифметической суммы давлений, равной pLlc; т. о. сила трения Fc в этом случае не зависит от опрокидывающего момента и равна μρχϊς, тогда имеем, что условие Рг>р2 выполнено до тех пор, пока ^ ^ §A [Pn(h- -e)- - μρχ lre]
Pi ^
Plk>
я
6 Αχ Рп(h- -e).
lc-βΑχμβ 5
окончательно получаем
(X + Y+Vk)>QA1Pnf
условие (3),
h -f в — &Αιμβ
сила
• (3)
трения
Пока выполнено Fc равна
Ε6=μΣ(Χ + Υ + ν*)·, (4)
2) когда р2 > ρχ, то часть давления на полозья принимает отрицательные значения и т. о. арифметич. суммарное нормальное усилие давлений на полозья супорта, от которого зависит сила трения F”c, начинает зависеть от величин р2 и Ρχ. Для этого случая имеем:
1с
Fc=μ
я-г+м“*-
[cPi *Ра
_
- f (пг + Pl) flx
~2~
2*h _!_ bPl) = fpA i
,2 А- 2 2 р2 VPz Л-
Подставляя ур-ие (5) в ур-нз (2)
μ I
ΡΪ)· (5)
и замечая,
что ра=-
Ра
Ал получаем:
6 РпР (Л + е) 4-3 μ10β(Ρι + р|) IcPz
откуда
_ SAPn(h -f β) + У9A*pj{h+e)·_________
lcUc-ЗАме)
Замечая, что если V,s= 0, то pLlc=ΑχΡ^ обозначая=ν, К=к1с. e=slc, получаем
АхРг
Рα= -р··
1С
3ν(κ+ε) + ]/9ν2(κ-4-ε)2-|-3Λ1/£ίβ(1 — b Αχ με)
1 — 3 μεΑχ
Принимая обычные для нормальных Т. с. значения ν — 0,3 -^-0,5 (обычно 0,5), μ=0,1, Αχ=~ |/2 — 1,4, κ=0,25 -f- 0,4 (в среднем 0,3), ε== 0,08 -^-0,15 (в среднем 0,1), получаем р,*= 1,94 £-=1,37 рх;
1С
при этом сопротивление трения движения супорта FI=1,05 1Fc, то есть влияние перекоса на трение весьма незначительно. Однако в некоторых случаях, например для лоботокарных станков или дая станков с весьма высокими центрами,
значение Fnc может возрастать до (2—4) Fe. Усилие, необходимое для перемещения супорта посредством ходового винта или шестеренки и рейки, по сказанному выше равно Ze=PH + Fe.
Для определения Fc задаются сначала усилиями резания Рг, Рп и Рд, откуда определяют Pi и р2 [последнее из ур-ия (2) или (6), смотря по тому, выполнено ли условие (3) или нет], после чего Fc легко находится из ур-ия (4) или (5).
На переднюю и заднюю бабки усилия резания передаются при обточке между центрами и захвате обрабатываемой детали поводком по следующей схеме. На центр передней бабки I
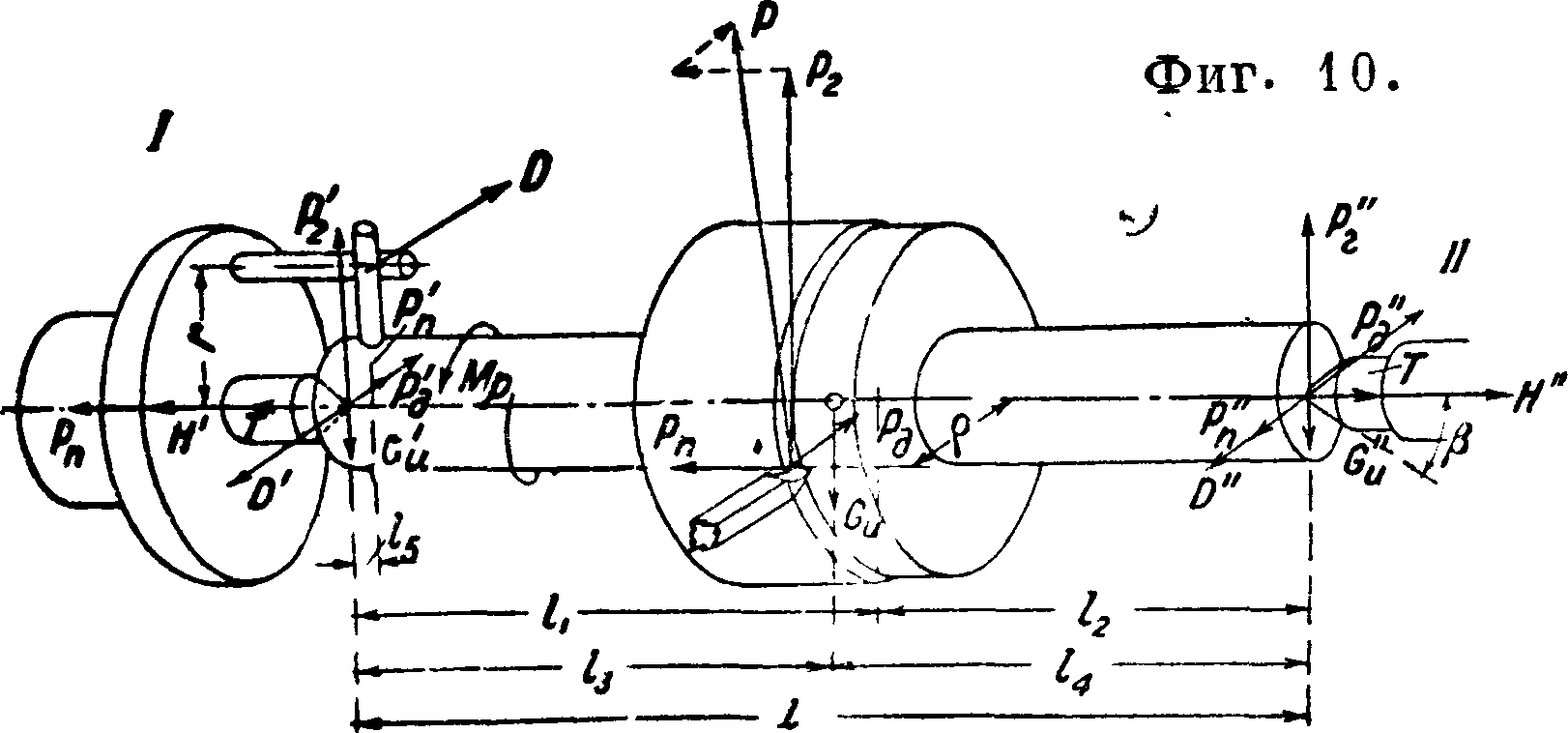
(фигура 10) действуют вертикальные составляющие главного усилия резания Pt и веса изделия равные р:,=р
г i
G
, Q 1Л
i >
затем горизонтальные, перпендикулярные к оси станка усилия Рп и Ра- вызванные горизонтальными составляющими усилия резания и равные
P — Р
Q р — р Ιά
I 9 д i »
гдее—средний радиуз обточки.
Кроме того перпендикулярная к оси и переменная по направлению составляющая D давления D на поводок (гЯ=ρΡζ) равна
i?* т /_ т> Q О~ ^б)
^ п ·
По оси бабки действуют силы: первоначального зажатия между центрами Т, усилия подачи Рп и горизонтальная составляющая Я, вызываемая равнодействующей R поперечных сил вследствие коничности поверхности центров (угол при вершине 2 β), равная H=R tgjff.
Из этих величин D для заданных условий резания (то есть Рг,- Рд и Рп) и диам. обточки остается нзизменнэй по величине, но меняет свое направление при вращении шпинделя. Величины Pw, P, Gu и Т не изменяются для данных начальных условий как по величине, так и по направлению. Величины Р£иРа ме-γ~Ά няются по величи-
не с продвижением супорта, но остаются постоянными по направлению. .фигура и. Наконец величина
Н меняется как в течение одного оборота, так и по мере продвижения супорта, оставаясь постоянной по направлению. Силы, действующие в плоскости, нормальной к оси, на центр задней бабки, будут соответственно равны:
Р" — P ii · Р" — Р — Р б.
*- 2 г П -‘- П i 1
и
ii · Ч ’
Gu:
I
И"=Pi
е±5 г£
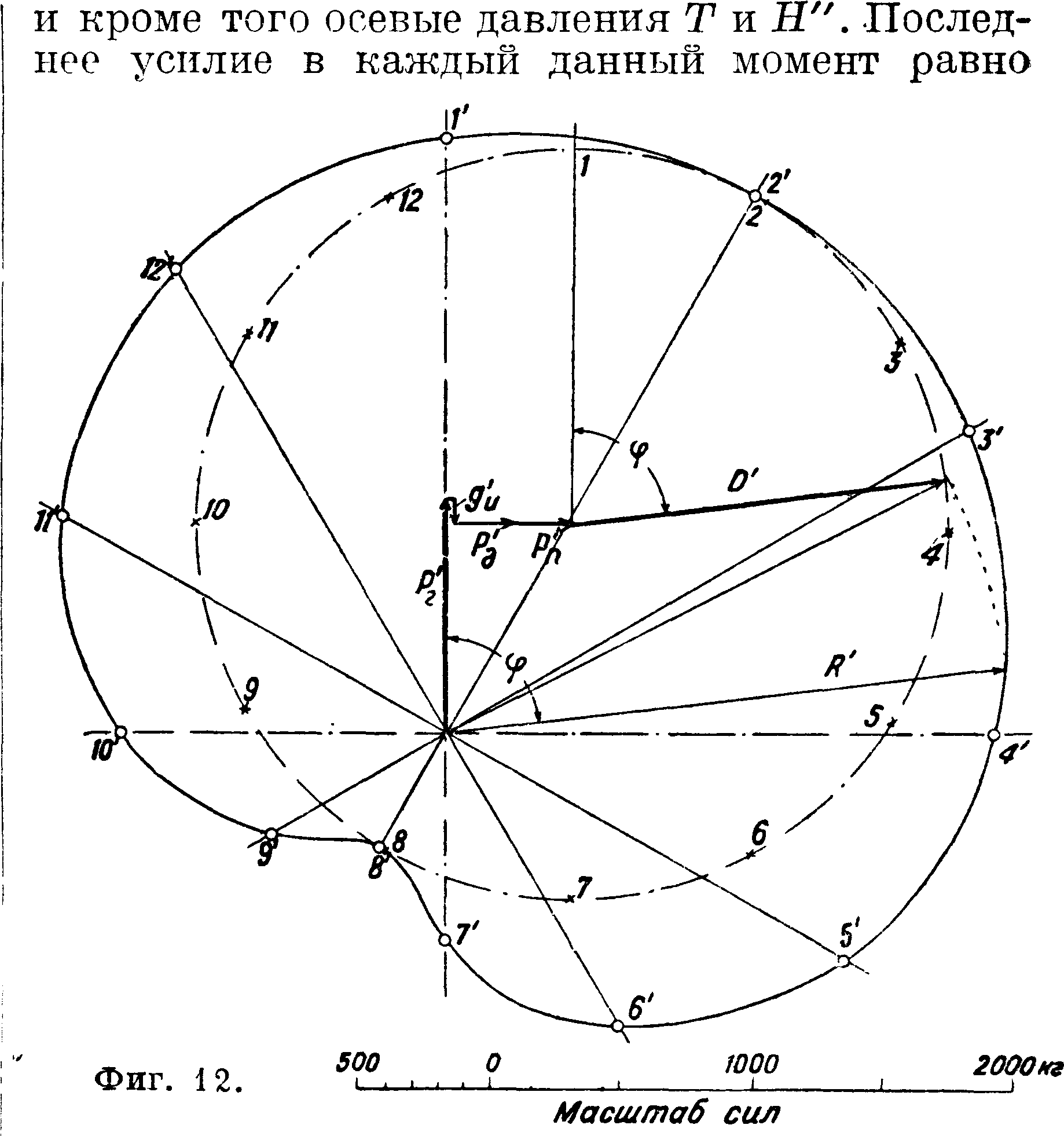
ί наибольшему из двух значений Н и Н" вслед-; ствие того, что большее осевое усилие сдвигает
Фигура 13.
обрабатываемый предмет в сторону центра с меньшим усилием (фигура 11) и в последнее наряду с Я", вызванным соответственной перпендикулярной равнодействующей, появляется дополнительное осевое усилиеЯ5[ вследствие прижатия изделия к центру, равное разности обоих осевых усилий. Изменение R в полярной диаграмме в ф-ииугла <р поворота шпинделя показано на фигуре 12 (для следующих начальных условий: Ръ=1 500 килограмм; Рд ··=
-300 килограмм; Рп-7эО кг; ρ=г — 100 миллиметров; 1=500 миллиметров; — 200 миллиметров; 1г — 300 миллиметров; 15=20 миллиметров; Gu=250 килограмм). В добавление к этим усилиям на переднюю бабку действует тяга ремня Zp или давление на зубцы при индивидуальном приводе от электромотора через зубчатые переда-
Фигура 14.
чи, а на обе бабки—их собственные веса и Ορ. Действующие на бабки усилия передаются на станину у передней бабки через болты, скрепляющие ее со R
станицой, а у задней—
собом из заданных усилий центры бабок, силами тяги ремня ΖΏ и весов
V, Нг и %
Но на
Фиг,
тоЩр-
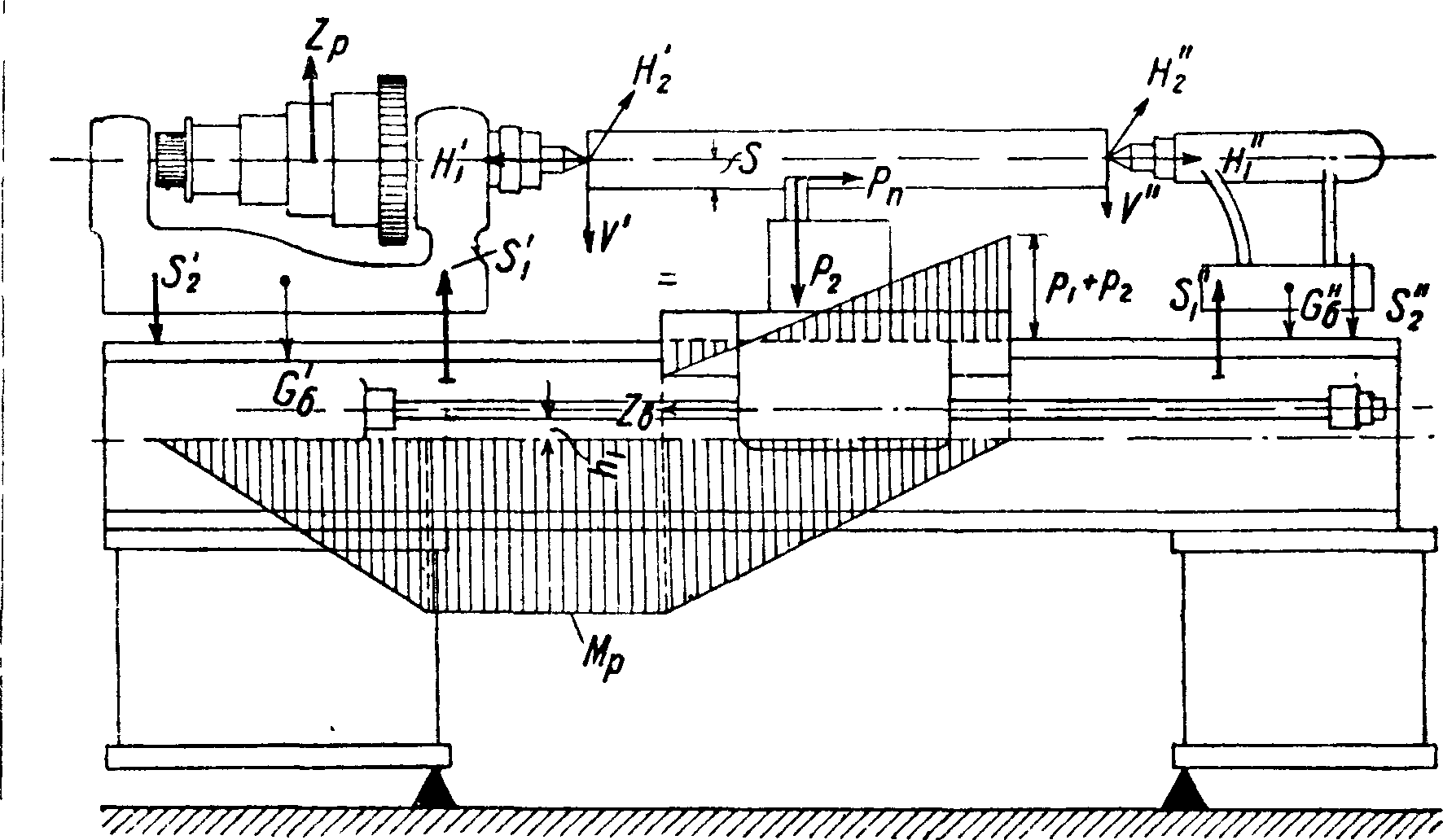
через затяжной болт и траверсу. Т. о. станина Т. с. представляет собой балку, лежащую на упругих основаниях и нагруженную следующими силами и моментами: силами $3, $2, $ι и S2 (фигура 13), передаваемыми на станину обеими бабками и находимыми обычным спо-
бабок, распределенной нагрузкой + р2 по длине полозьев салазок, постоянным по длине балки изгибающим моментом Мв ходового винта, равным Me=Ze-hl9 где hx— расстояние от оси винта до нейтральной оси станины, и распределенным по закону трапеции крутящим моментом Мр — Рг-д. Зная поперечное сечение станины, можно определить напряжения, вызываемые в ней этими силами и моментами, равно как и появляющиеся в ней под их действием деформации.
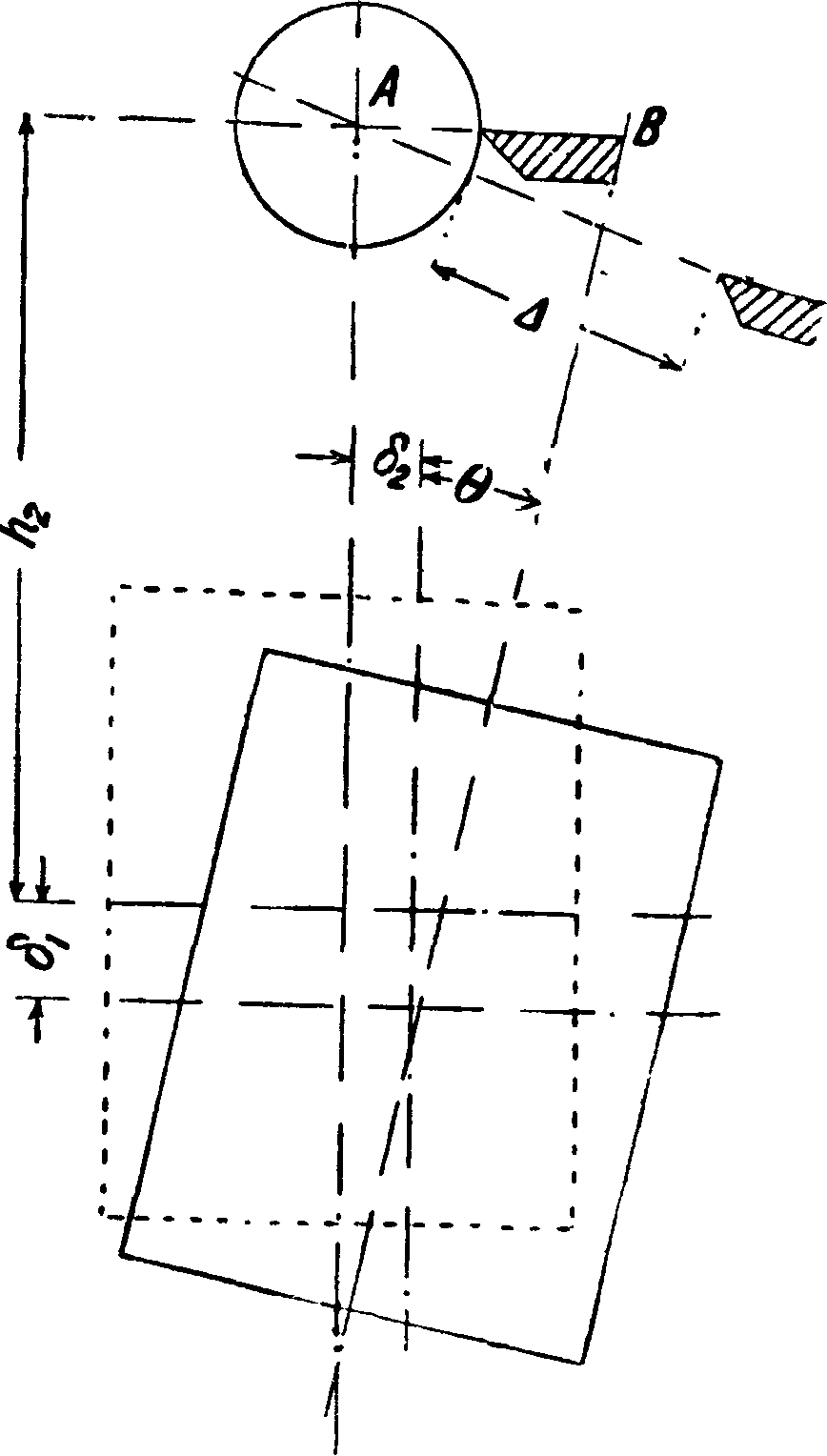
На точность обработки на Т. с. влияют при математически правильных направляющих меняющиеся при продвижении супорта вдоль станины деформации:
1) станины, 2) салазок супорта и резцедержателя с резцом, 3) обеих бабок и 4) самого обрабатываемого изделия. Ту часть отклонения А резца от оси обрабатываемого предмета, которая возникает вследствие деформации станины, можно найти, зная величины стрел вертикального и горизонтального прогиба станины и <52 (фигура 14) и угол скручивания & в сечении, содержащем резец. Тогда отклонение А резца приближенно м. б. приравнено отрезку АВ, равному
Θ — (Л2 -f б 3) tg Θ -j-
-г S2~h2tg6 + <52.
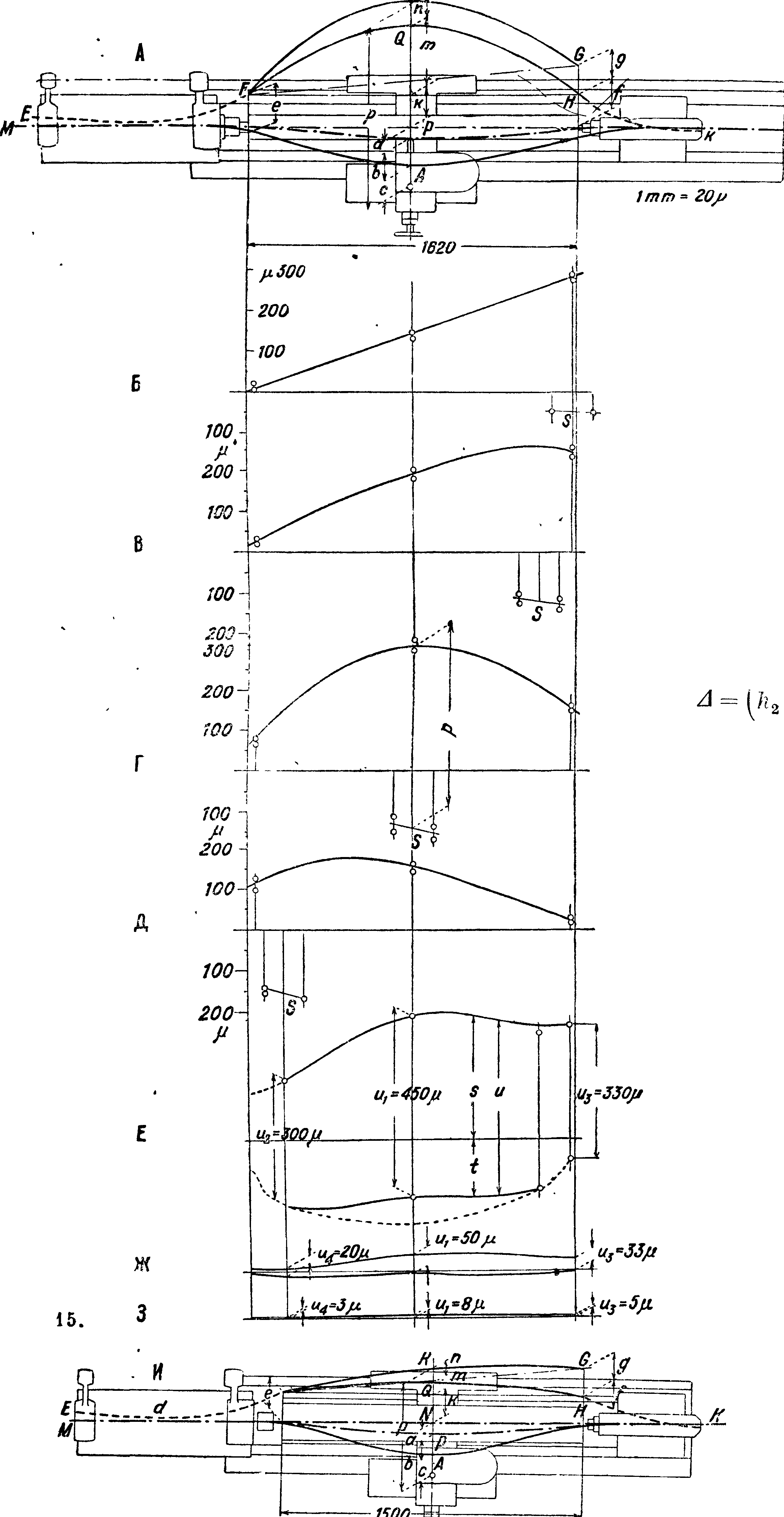
На фигуре 15 показаны результаты экспериментального исследования деформаций станины Т. с. по опытам Г. Кикебуша (Н. Kiekebusch). Фигура 15, А изображает в вертикальном масштабе 1 миллиметров=20 μ: деформации частей Т. с. и обрабатываемого предмета, отнесенные к идеальной оси станка при положении супорта на середине станка, а именно: кривая МРК— упругая линия горизонтального прогиба станины, вызывающего отклонение резца на расстояние ст, кривая МАК—упругая линия направляющих при скручивании станины—соответствующее отклонение b; отрезок с—величина отклонения резца, обусловленная сдвигом и деформацией супорта под действием сил резания (с остается при Р=Const постоянной при движении супорта по станине и т. о. не оказывает влияния на точность работы станка!; кривая EF—упругая линия оси шпинделя, вызывающая совместно со сдвигом бабки отклонение переднего центра, равное е (в виду переменности результирующей давления на центр R, это отклонение изменяется за один оборот шпинделя); кривая НК изображает изгиб и смещение шпинделя задней бабки, вызывающие смещение заднего центра на величину/; отклонение центров обеих бабок вызывает смещение оси изделия у резца, равное /с. КриваяFQH изображает собой упругую линию оси изделия, изогнутого под действием силы резания, этот фактор вызывает смещение оси изделия на отрезок т; наконец если изделие зажато не совсем плотно на центрах, то имеет место нек-рое радиальное
Jrrim=20jjt
смещение изделия на одном из центров, выражаемое отрезком д на заднем центре и влекущее за собой смещение п под резцом. Т. о. суммарное смещение оси изделия относительно резца выражается отрезком р (для испытанного станка фирмы Леве с высотой центров 270 миллиметров, полезной длиной £ 100 миллиметров при обточке вала 0 168 миллиметров, длиной 1 620 миллиметров, Рг=1 200 килограмм, Рд== 433 килограмма, р=450 μ). Диаграммы Б,В,Г,Д (фигура 15) изображают в том же масштабе упругую линию оси обтачиваемого вала и суммарное отклонение супорта £ при его различных положениях вдоль направляющих. На диаграмме Е изображено изменение деформаций вала s и супорта t, отнесенных к острию резца и первоначальной математич. оси станины в функции перемещения супорта при обдирочных работах (Pt=1 200 килограмм, ,Рд=433 килограмма): из кривых видно, что суммарная деформация w=s+i изменялась в пределах и2=300 μ до иг — 450 μ; т. о. наибольшее отклонение обтачиваемой детали от цилиндра по диаметру равно
Ad=2 (umax — umin)=300 μ=0,3 миллиметров.
Из этого очевидно, что для получения точной цилиндрической поверхности важно не столько абсолютное значение деформаций, сколько их постоянство по мере продвижения супорта рдоль станины. На этом примере хорошо выступает благоприятное влияние средней опоры станины (сплошная кривая на диаграмме Е) по сравнению с станиной на двух ногах (пунктирная кривая). На диаграммах Ж и 3 показаны суммарные отклонения при обточке под шлифовку (Рг=250 килограмм, Рд=90 килограмм) и при шлихтовке

L<Diir. 16а.. Фигура 166·
(Рг=40 килограмм, Рд — 14 килограмма): в первом случае Ad== 60 μ=0,06мм. во втором Ad=10 μ=0,01 миллиметров. На диаграмме И изображены те лее упругие линии, что и на диаграмме А, но для обточки вала длиной 1 500 миллиметров, ;2f 180 миллиметров; при этом р== 265 μ, откуда видно, какое большое значение на точность обработки имеет жесткость изделия. Из этих испытаний явствует, что при правильной конструкции отдельных частей станка влияние деформации их при работе на точность обработки меньше, чем допускаемая технич. условиями неточность изготовления Т. с.
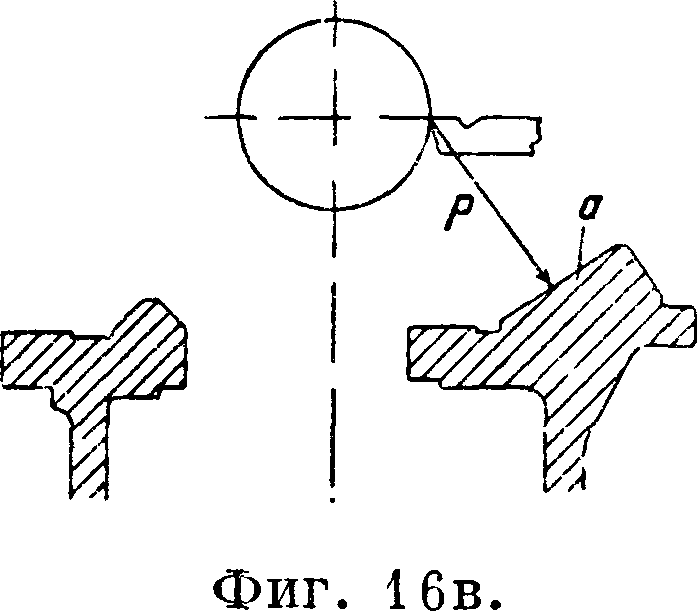
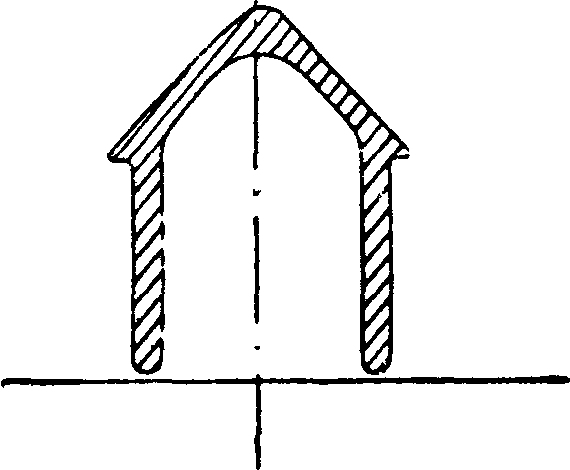
В конструктивном отношении станина Т. с. представляет собой двойную балку, верхние полки которой служат направляющими для передвижных задней бабки и супорта. В современных Т. с. применяют два типа направляющих: плоские (фигура 16а)—т. н. европ. типа, и крыше образные, или д-образные (фигура 166),— т. н. америк. типа. За первыми имеется несомненное преимущество как в отношении удобства обработки их, так и в смысле незначительности износа вследствие легкости придания им значительных размеров; за вторыми— гл. обр. их свойство самоцентрирования при б“, или м. равномерном их износе. Поэтому современное станкостроение обычно для Т. с. более легких типов применяет америк. тип направляющих, для тяжелых — европейский. В станках, предназначенных для специальных работ (напримеравтоматы),у которых диаметр изделия подвергается незначительным колебаниям и следовательно направление равнодействующей силы резания довольно точно известно, можно сконструировать направляющие таким образом, чтобы их главная опорная поверхность « (фигура 16в) была перпендикулярна к направлению давления резания Р. У всех современных Т. с., предназначенных для обточки между центрами, станина имеет два параллельных ряда направляющих: 1) более широкие а—для супорта (фигура 16а и 166) и 2) более узкие б—для задней бабки. Объясняется это стремлением сделать положение оси центров независимым от износа направляющих супорта, износа тем более быстрого, что супорт находится постоянно в движении под значительной нагрузкой. Серьезного внимания заслуживает вопрос защиты направляющих от стружек; с этой целью делают
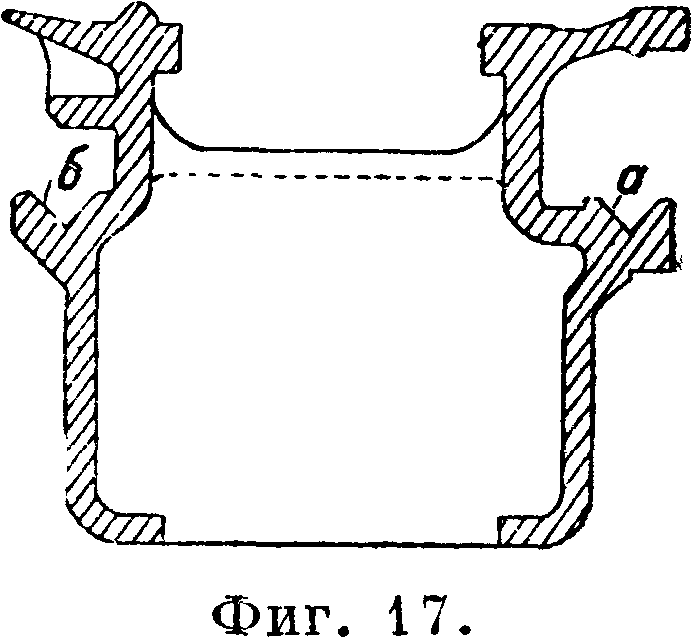
иногда у станков, дающих большое количество мелкой стружки (например у ных Т. с. для точки латуни), станины с закрытыми направляющими а и б (фигура 17) для движения супортов.
В связи с большим количеством стружек, получающихся на современных Т. с. при работе резцами из сверхтвердых сплавов, особое значение приобретают скорость и удобство удаления стружки, которые в значительной мере зависят от соответственной конструкции станины и салазок супорта. С этой целью у станков, дающих большое количество стружек (например многорезцовые токарные станки), пространство между обеими щеками станины оставляют незанятым супортами, которые скользят по боковым направляющим станины, а самую станину снабжают наклонными лотками и окнами для удаления проваливающейся между направля
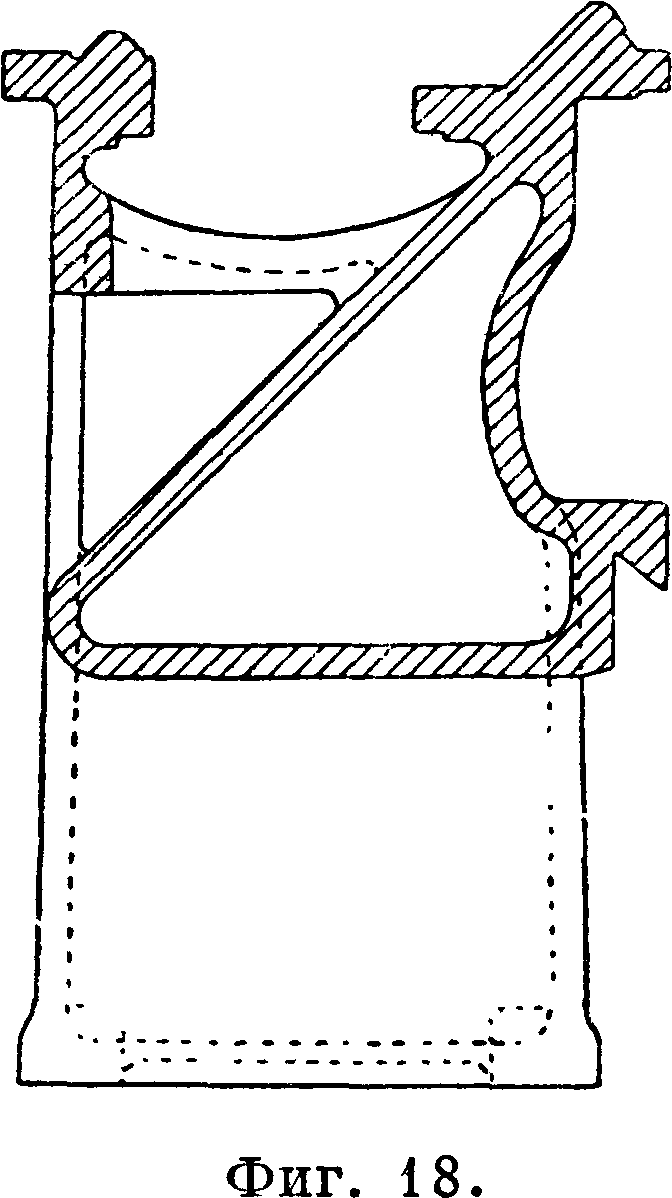
ющими стружки (фигура 18). Как было показано“ выше, на точность работы наибольшее влияние оказывает изгиб станины в горизонтальном направлении и скручивание ее. С целью повысить момент сопротивления станины этим усилиям обе боковые щеки станины связывают поперечными ребрами, имеющими в сечения обычно коробчатую или П-образную форму, которой для облегчения отвода стружек часто придают крыгаеобразную форму (фигура 19).
С целью увеличения жесткости станины в последнее время соединительные ребра располагают в виде раскосов (фигура 20), т. ч. станина приобретает вид раскосной фермы. Станины особо больших Т. с. обычно выполняются в вйде ряда продольных балок—направляющих, объединенных поперечинами и раскосами в ребрис-
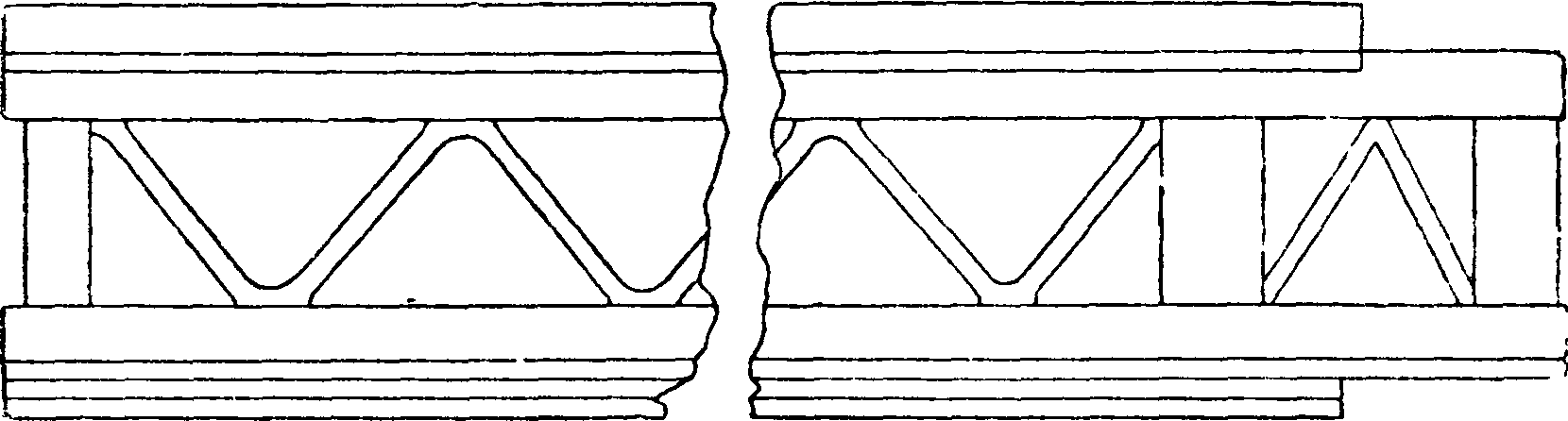
Фигура 20.
тую плиту, непосредственно лежащую на фундаменте. На фигуре 21 изображено сечение станины Т. с. с высотой центров 2 400 миллиметров; средняя пара аа направляющих служит для движения ладней бабки, а обе боковые пары б б и вв—для двух пар супортов (Т. с. имеет 4 супорта—по два с каждой стороны). В качестве материала для станин применяют обычно высшего качества плотный чугун, причем зачастую под направляющие закладывают в форму кокили, чем вызывается: 1) увеличение твердости поверхностного

Фигура 21.
слоя направляющих, весьма выгодное для их стойкости против износа, 2) наличие мелкозернистой переходной зоны от закаленного слоя к общей массе чугуна и 3) отсутствие раковин и пор в области перехода направляющих в вертикальную стенку станины. Для станин высококачественных Т. с. применяют иногда отливки из никелистого чугуна(1,0—2,0 % никеля), обладающего большой плотностью и твердостью. В последнее время учащается применение электросварных конструкций для станин Т. с., имеющих ряд явных преимуществ сравнительно с чугунными: 1) возможность применения различного материала в зависимости от местных требований, 2) большая прочность и легкость при равной жесткости (модуль Юнга для стали почти вдвое выше, чем для чугуна), 3) для крупных станин, а в особенности ддя станин штучных Т. с.,—дешевизна в виду отсутствия модели. Электросвар-ная станина токарных станков изображена на фигуре 22.
Передняя бабка Т. с. служит подшипником для помещения шпинделя и содержит в себе механизмы главного привода станка, то есть приспособления для передачи на шпиндель крутящего момента от трансмиссии или непосредственно от электромотора. Шпин
дель а (фигура 23) Т. с. представляет собой короткий жесткий -вал, лежащий своими шейками в двух подшипниках: переднем б и заднем
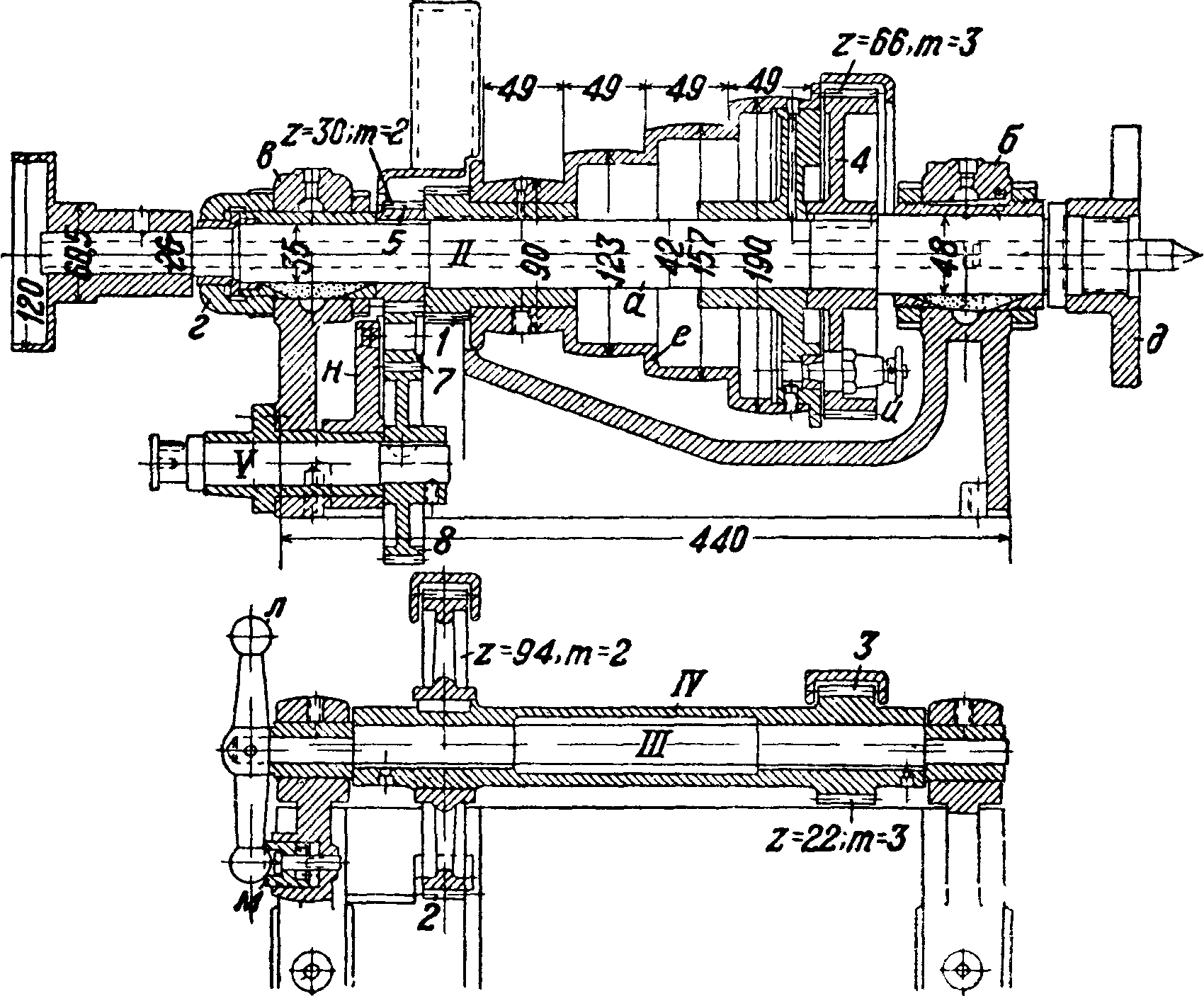
в, снабженном для восприятия осевого давления упорным подшипником з. Обычно шпиндель делается высверленным вдоль, с целью
допустить обточку длинных прутков, не обрезая их. На переднем конце шпиндель снабжен конусом для постановки в него переднего цен-
тра и нарезкой для навинчивания а д. В зависимости от способа привода шпинделя различают следующие конструкции передних бабок: 1) со ступенчатым ременным шкивом,
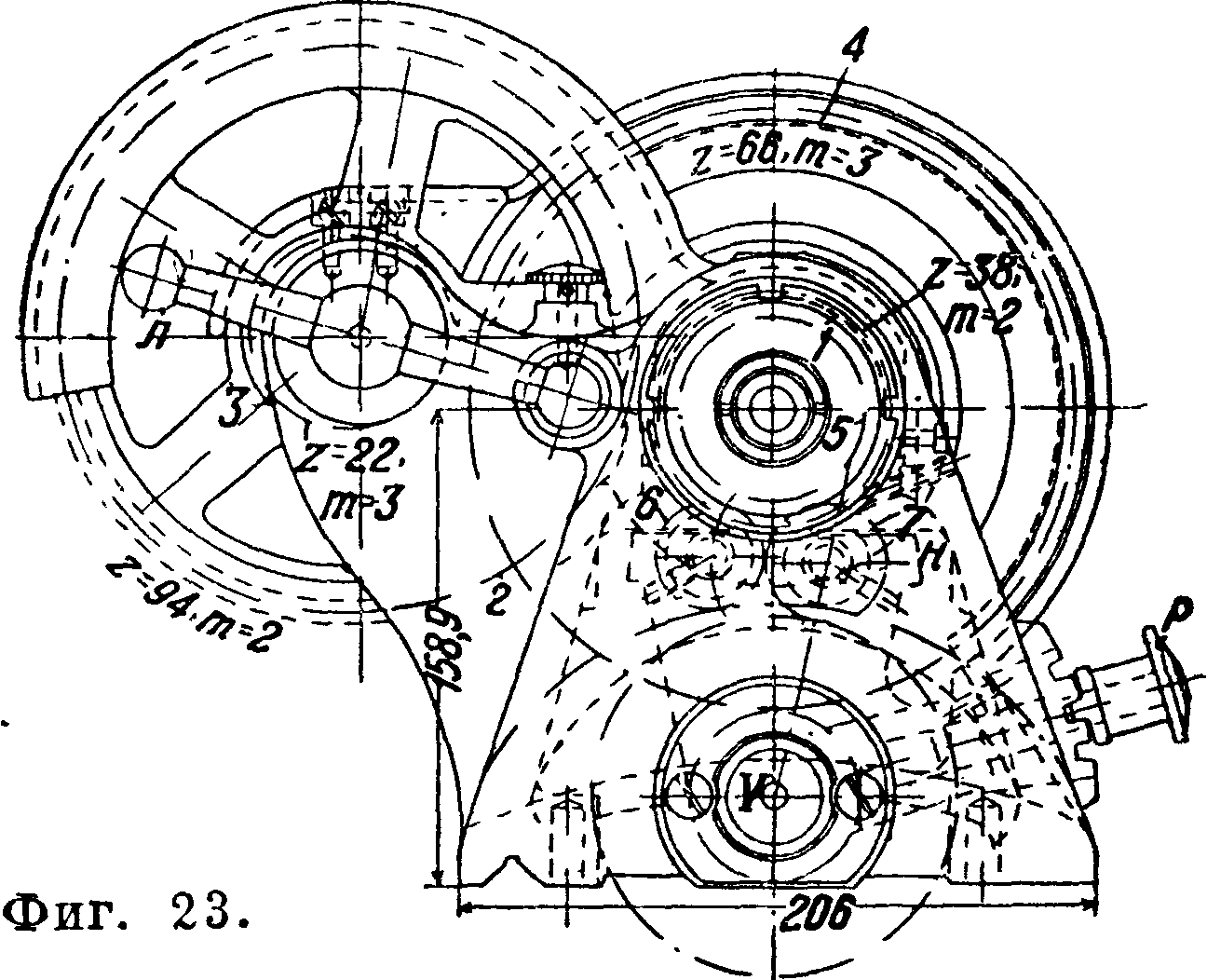
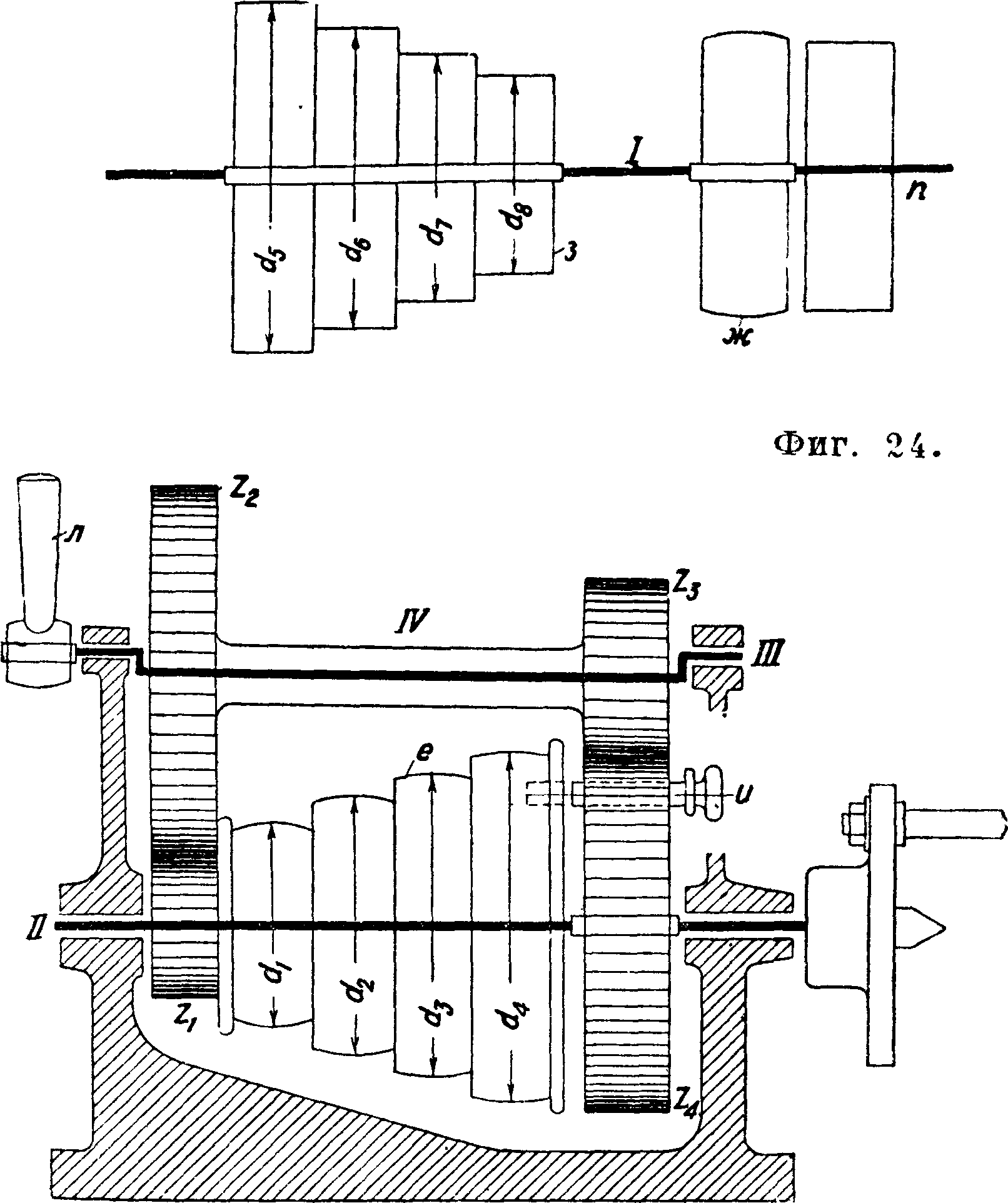
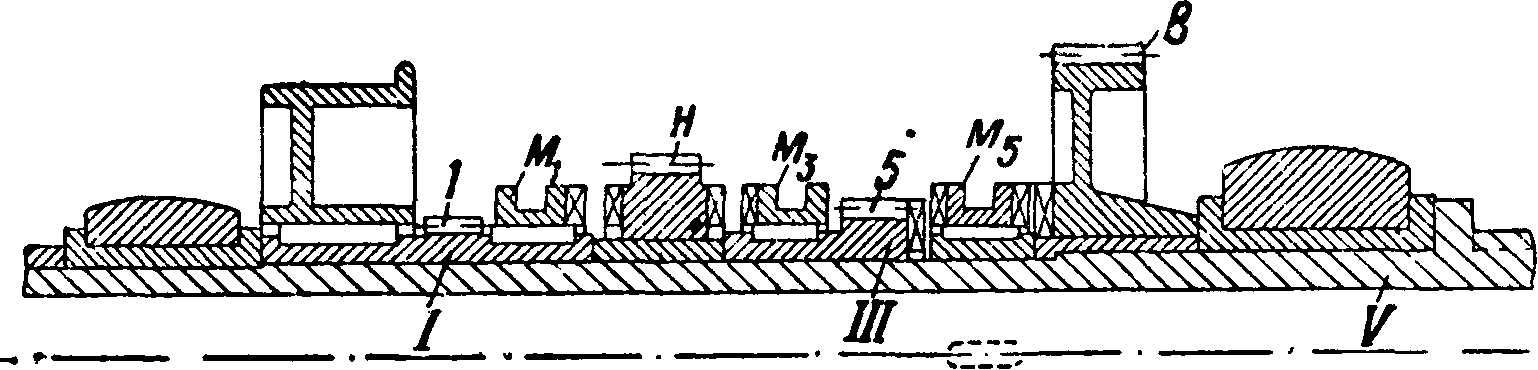
2) с перебором для «привода простым (одиночным) шкивом (одношкивная бабка), 3) с перебором для привода от прифланцованного мотора и 4) с гидравлич. передачей. Передняя бабка со ступенчатым шкивом е изображена на фигуре 23, а схема ее на фигуре 24. (На этой схеме и всех последующих валы изображены толстыми осевыми линиями, проходящими через все сидящие на них вхолостую колеса, шкивы, втулки и т. д., в местах наличия шпонок валы" вычерчиваются двойной линией, проходящей через заклиненную деталь.) На потолочном приводе!, вращаемом от трансмиссии через рабочий шкив ж, сидит другой ступенчатый шкив з. Перекладывая ремень с одной ступени на другую, мы получим 4 рабочие скорости вращения пи пг, щ и щ, равные:
шпинделя. Т. о. при включенном переборе вращение с вала I контрпривода передается на шпиндель измененным в 4
отношении j=4=
Фс-*- 4 £ι # £з _ dk ’ z2 ‘ z4
__Фс+ 4 ^ 3
~ dj: 2 ’ 4’
где к= 1, 2, 3, 4—номер ступени шкива, а #ι, .,я4или 1, .,4—числа зубцов шезтерен 2, ., 4.
Для передачи непосредственней от контрпривода на шпиндель сцепляют пальцем и зубчатку 4 со шкивом в; для возможности вращения шпинделя в этом случае перебор должен быть выведен из зацепления. Достигают этого поворотом ручкой л на 180° вала III с эксцентричными
Фигура 25.
n^nt’
d 7
П.у -
ф
nd7
где η—скорость вращения потолочного привода. Передача вращения от сидящего вхолостую ступенчатого шкива е на шпиндель происходит при помощи заклиненного на последнем зубчатого колеса 4, сцепляемого со шкивом посредством замка и. Для достижения наиболее экономии, условий обработки изделий из различных металлов, разного диаметра и разными резцами желательно иметь возможно большое количество ступеней скоростей вращения шпинделя между крайними значениями; последние определяются как скорости шпинделя: 1) наибольшая птах, необходимая для обточки предмета наименьшего диам. dmin с максимальной скоростью vmaxiи 2) наименьшая nmin—для обточки
^max ПРИ Vm$п.
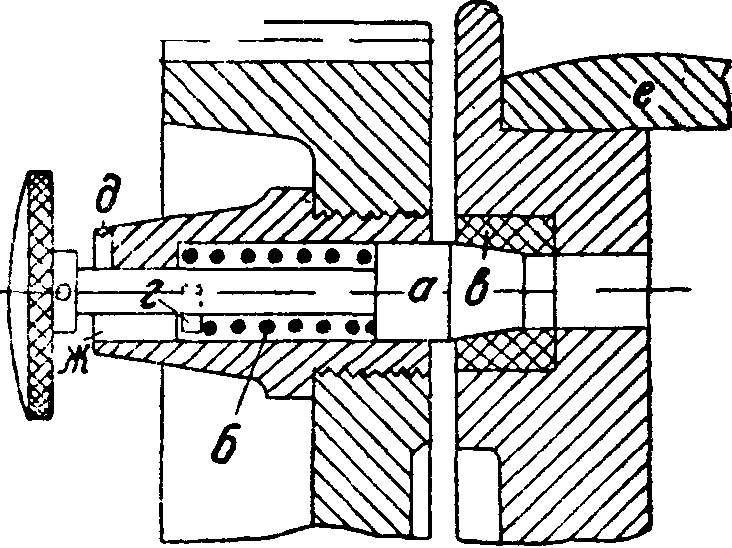
цапфами, на к-ром свободно сидит вал IV перебора; для того чтобы ручка л не могла повернуться сама от сотрясений станка, что может легко вызвать поломку зубчатых колес перебора, она удерживается за шаровую головку пружинной защелкой м. Конструкция пальца замка перебора показана на фигуре 25; палец а вжимается пружиной б в закаленное ζ*7?γλ--4.722 стальное гнездо в, вставленное в шкив е. Для расцепления зам-5S.m--4.03 ка палец а вынимают и пово
Vmax * 1 QQQ.
л dmin *
П.пгп =
V min * ^ ^
ndmax
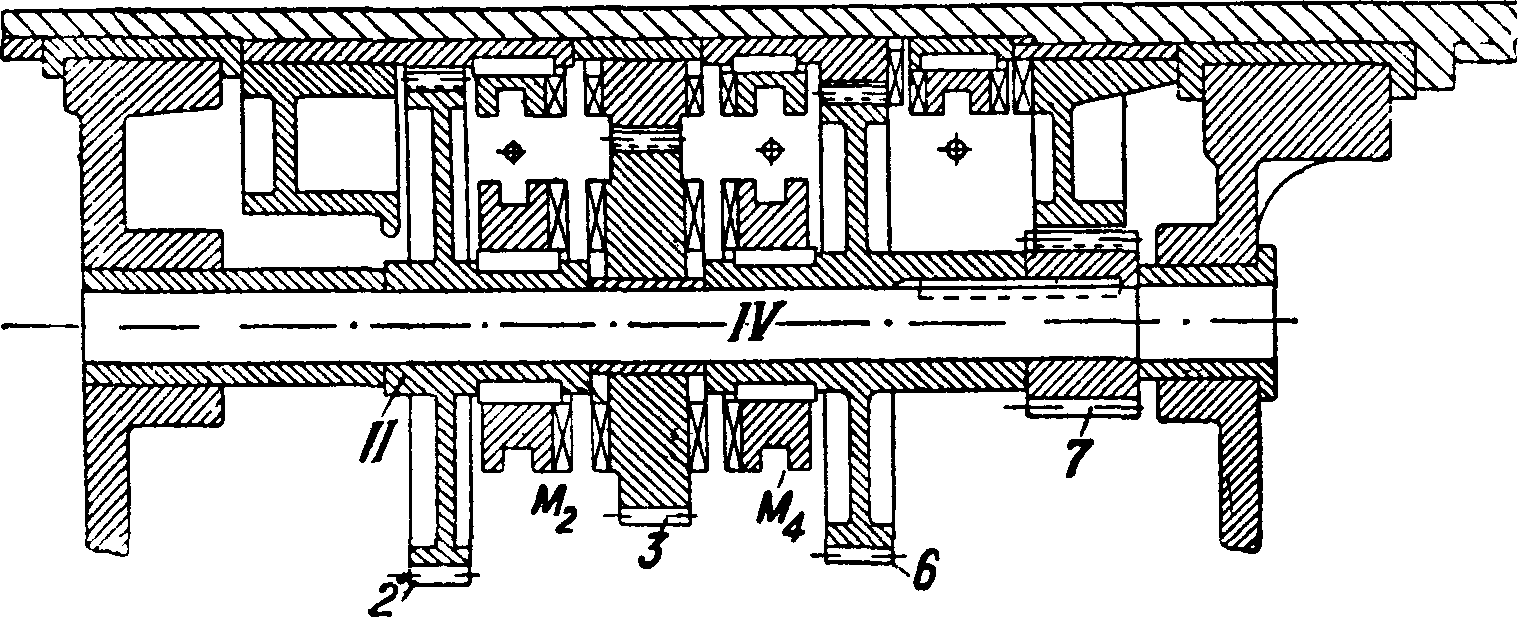
где V выражена в mjmuu, d— в». Т.’К. практически добиться столь широкого диапазона для крайних условий резания почти невозможно, то теперь ограничивают обычно mпокрайней мерематериал резца, строя обычные станки в расчете на работу резцами из быстрорежущей стали и кон- 28-струируя специальные Т. с. для работы сверхтвердыми сплавами и алмазом. В бабке, изображенной на фигуре 23 и 24, для увеличения диапазона применен перебор, состоящий из двух пар зубчатых колес 1, 2 и 3, 4 (на фигура 23 и следующих я обозначает число зубцов, а m—модуль зацепления колеса), передающих вращение от ступенчатого шкива е через 1 :2 на пустотелый вал перебора IV, соединяющий обе зубчатки 2 и 3, и затем через 3:4 на вал II
рачивают на 180°, причем шпилька г, ходящая в канавке ж, входит в вырез д в гильзе пальца ит. о. не дает пальцу повернуться и запасть в гнездо. У тяжелых "станков палец заменяют болтом с кулаком, ходящим в прорези зубчатого колеса и вводимым в выемку обода шкива. Обслуживание этих замков требует значительного времени, так как сопровождается остановкой станка. Для Т. с., у которых приходится часто менять скорости (например у ных Т. с.), часто снабжают перебор фрикционными или кулачковыми (только у тихоходных токарных станков) муфтами, исключающими к тому же опасность одновременного включения перебора и запора замка.
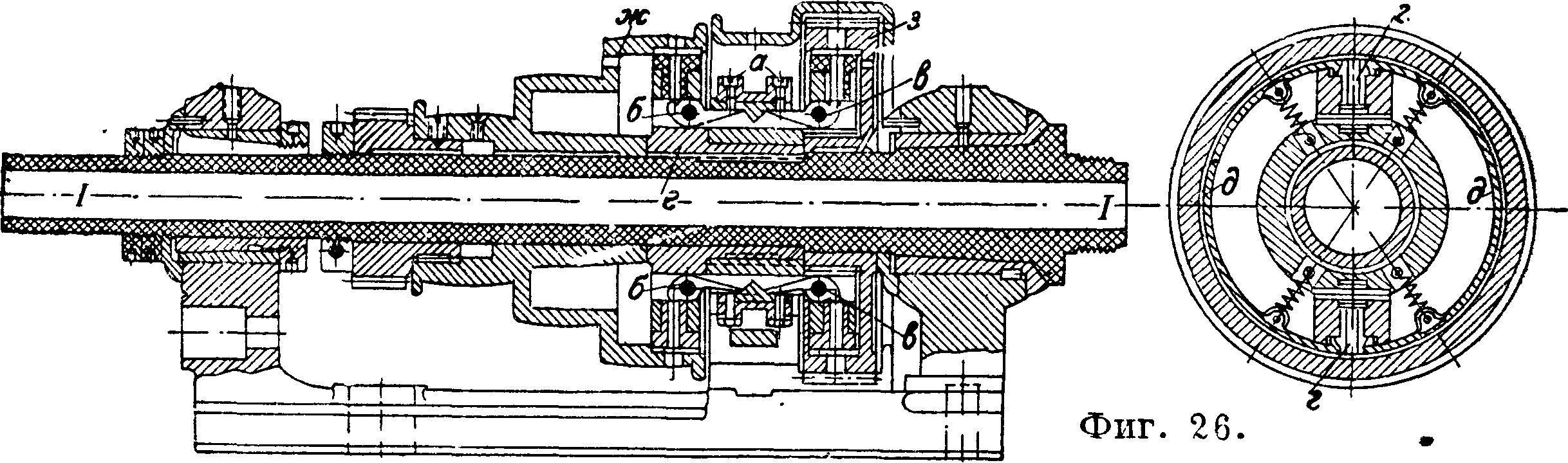
Шпиндель ного станка с фрикционным включением перебора изображен на фигуре 26; переводное кольцо а муфты, перемещаемое рычагом, находящимся на передней стороне бабки, прижимает находящимися внутри его выступами одну из пар рычажков бб или вв; последние распирают клиновидными ползунками гг половинки фрикционных башмаков дд и т. о. сцепляют шпиндель I с заклиненной на нем муфтой е попеременно с шкивом ж или зубчаткой з перебора. Это устройство важно для ных станков в виду необходимости частого переключения скорости шпинделя на ходу. Дальнейшее увеличение диапазона скоростей или уменьшение ступени между двумя соседними скоростями м. б. достигнуто устройством двойного и тройного перебора.
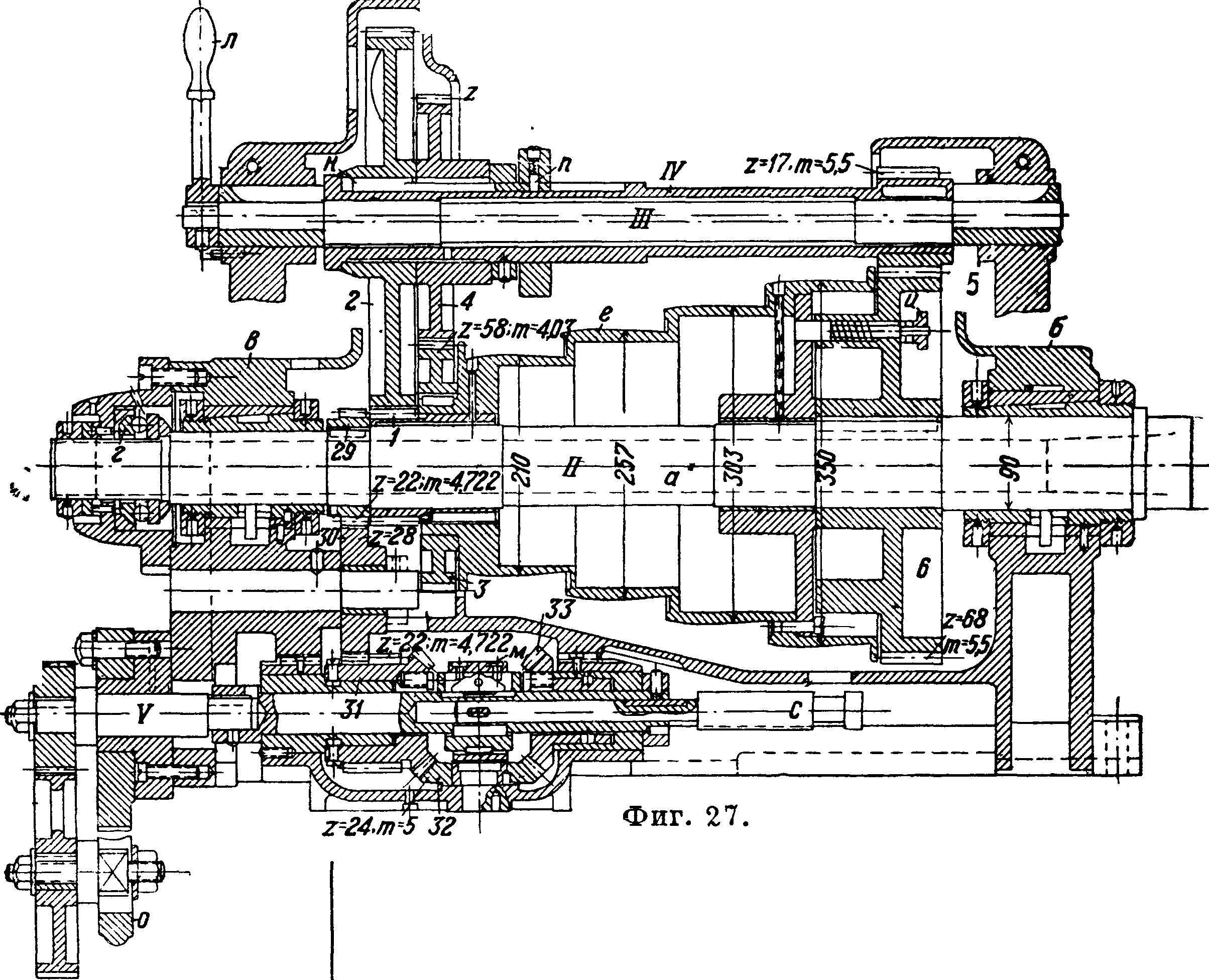
Изображенный на фигуре 27 двойной перебор отличается от описанного выше только тем, что вместо одной пары зубчаток 1 : 2 у него стоят две пары 1 : 2 и 3 : 4, включаемых попеременно скользящей шпонкой н, передвигаемой кольцом п на валу перебора, и вращающих шпиндель через зубчатки 5 : 6 (остальные обозначения, как на фигуре 23). Весьма совершенная конструкция двойного перебора, исклю вращаемого червячной передачей 9:10. На втулке е сектора может перемещаться лишь в осевом направлении под действием двух пальцев, ходящих в фасонных канавках втулки е, муфта ж,
Фигура 28·
2-20.т-4.06 $
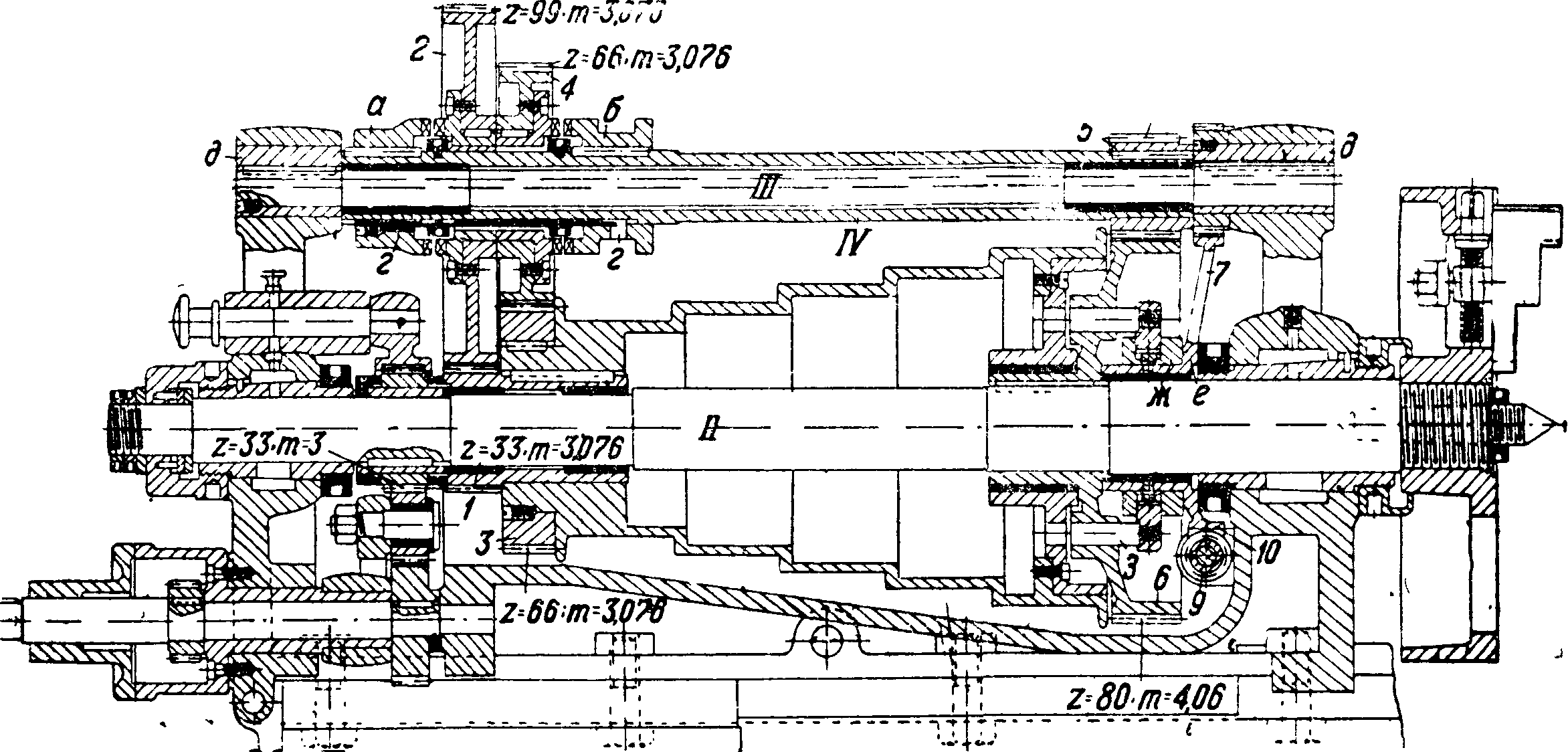
чающая возможность неправильного его включения, изображена на фигуре 28; сменные шестерни 2 и 4 двойного перебора ~ или ~ ^ м.б. включаемы лишь попеременно двойной кулачковой муфтой, обе половинки а и б которой связаны шпонкой г. Движение ζββ
т-4
поворота эксцентричной втулки д оси III перебора совершается посредством зубчатого сектора 7, сцепляющегося с шестеренкой 8 и
z=50,m=3,5
7
fz=20,m=J,5
Фигура 296.
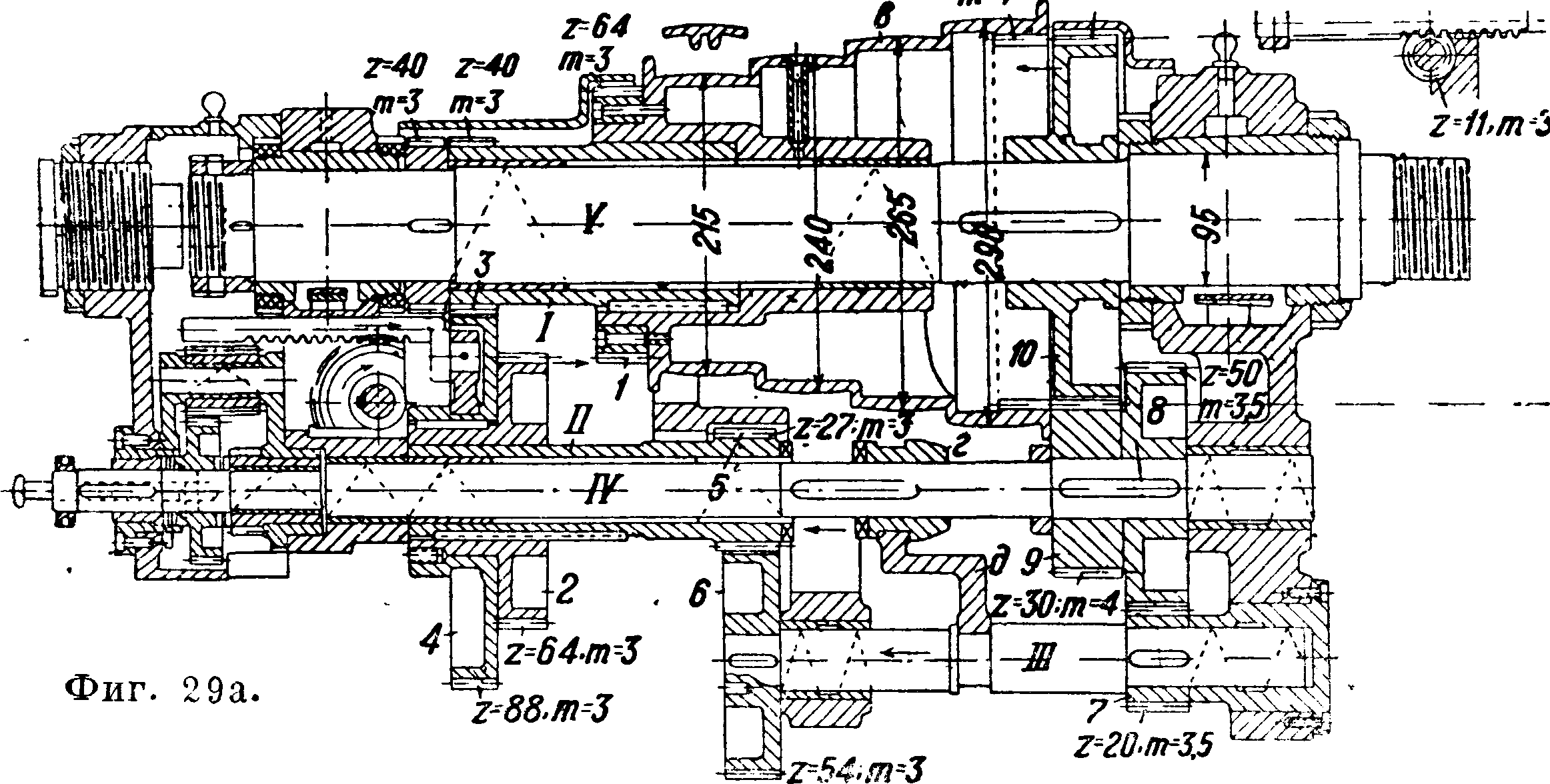
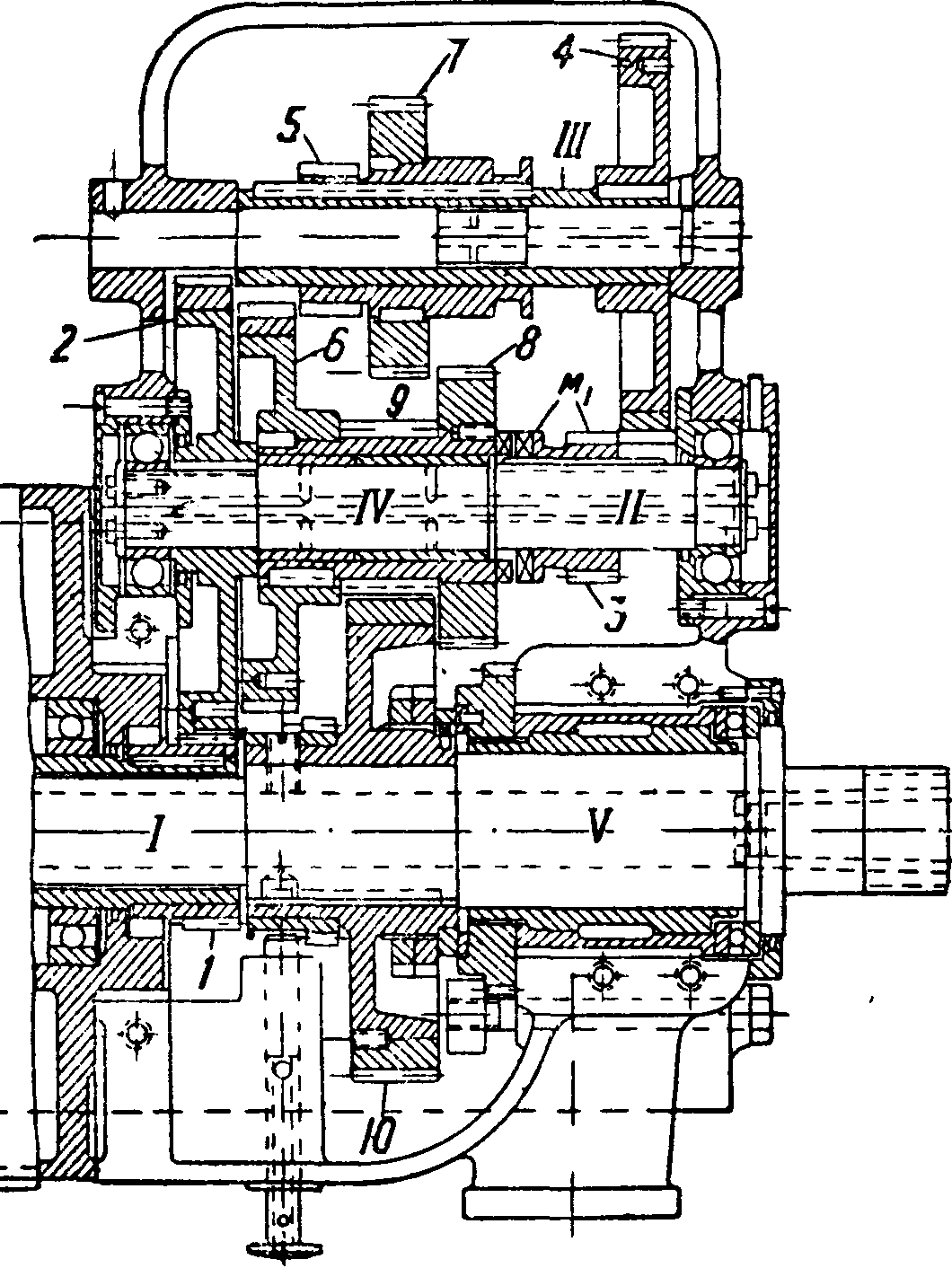
приводящая в движение сидящие на ней штыри з замка перебора. Форша канавок на втулке е выбранат. о., что перемещение штырей з начинается лишь после того, как ось III перебора повернута настолько, что зубчатки последнего вышли из зацепления. Передняя бабка с тройным перебором, допускающая в соединении с 4-ступенчатым шкивом 20 рабочих скоростей шпинделя, показана на фигуре 29а и 296; все включения производятся передвижением скользящих шестеренок и одной кулачковой муфты при помощи трех ручек, помещающихся на передней стороне бабки. При работе без перебора скользящее по шпонкам на шпинделе зубчатое колесо 10 вдвигается с помощью вилки а, перемещаемой ручкой б, в соответственный зубчатый венец ступенчатого шкива б, сидящего вхолос-pi тую на шпинделе V; одновре-
[1* менно происходит выключение щ перебора, т. к. колесо 10 выхо дит из зацепления с шестеренкой 9 перебора. При включенном переборе, то есть при зубчатке io, сдвинутой вправо, движение от втулки I ступенчатого шкива через любую пару зубчатых колес 1 :2 или 3 : 4 передается втулке II, сидящей вхолостую на валу IV, а оттуда через вспомогательный вал III двумя парами зубчаток 5 : 6 и 7 : 8 или непосредственно муфтой г валу ГУ, с заклиненной на нем шестеренкой 9, сцепляющейся с зубчаткой 10. Переводная вилка б муфты г одновременно с включением муфты смещает влево вал III и выводит из зацепления шестеренки 6 и 7 добавочного перебора, чем исключается возможность неправильно-
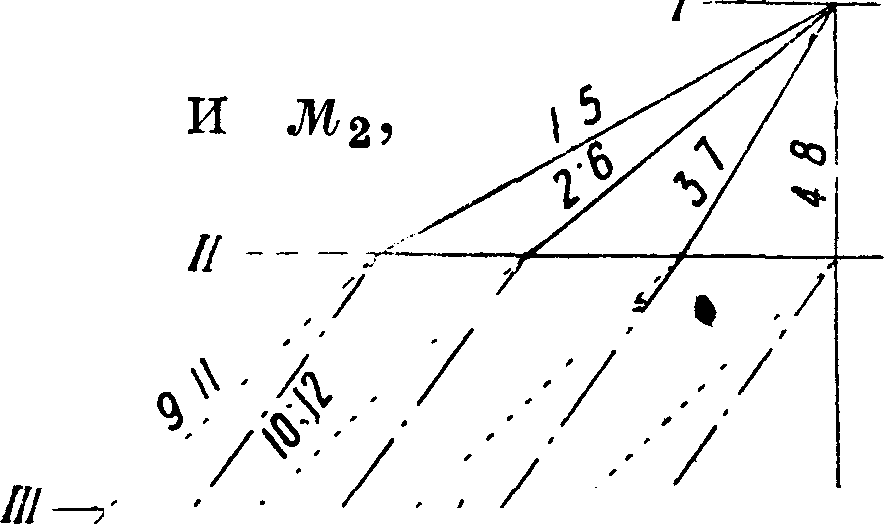
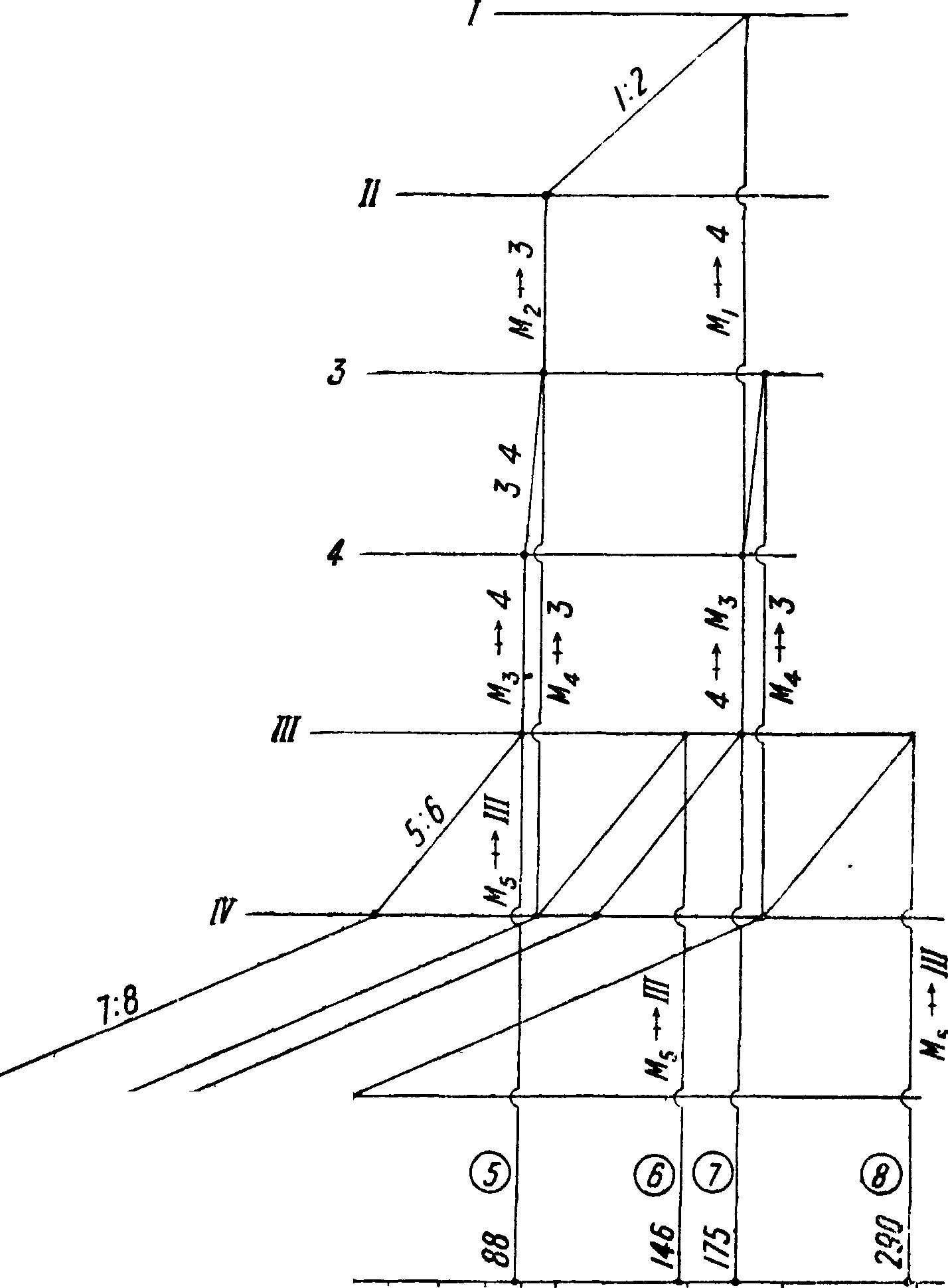
го включения его. Посредством такого устройства шпиндель получает 20 скоростей, лежащих в диапазоне 1 : 45, со средним скачком скорости, равным 1,222. Диаграмма скоростей repMepa(Drehzahlbild,CM. Части станков) этой бабки изображена на фигуре 30 (знак +-* обозначает «сцеплено», например 14—>10—втулка I сцеплена с зубчатым колесом 10) в предположении скорости контрпривода 250 об/м. (I, II, III и IV—ступени шкива).
Вал 10
насаженными на нем вглухую шестеренками 5, 7, 9. Последние сцепляются попеременно с
Вал контр“придода п =250
Втулка I
Втулка II
Стремление современного станкостроения добиться привода Т. с.
£
б. у
Ж.Кк у
Фигура 30.
Вал IV
Шпиндель V
9’·
/о
6 8/0
/3 20
без перебора
30 40 50 60 80 /00
Скорости бращения шпинделя
ПОСТОЯННОЙ МОГЦНО-
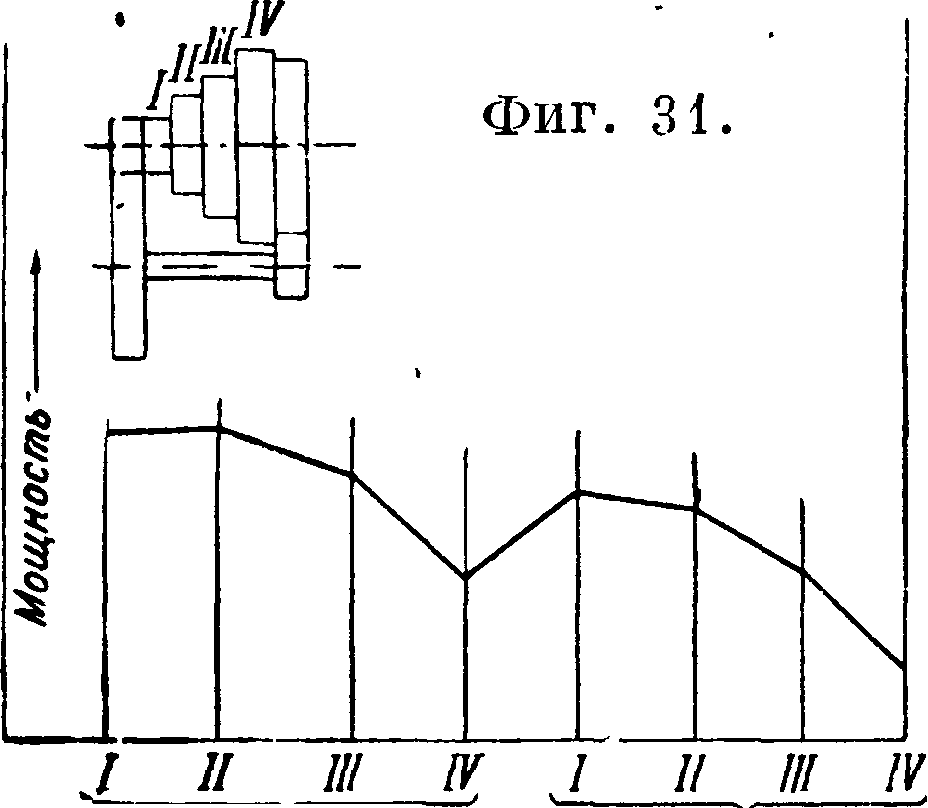
стиДчто однако да--леко не является идеальным решением вопроса)заставляет многие заводы отказаться от передачи ступенчатыми шкивами, так как у них в силу различ-, ной скорости ремня и различных диам. шкивов мощность
Ьт I-
с перебором изменяется приблизительно по закону, показанному на фигуре 31, и перейти к юдношкивной передаче или к приводу от индивидуального электромотора. При одношкивной передаче все смены скоростей вращения шпинделя совершаются посредством заключенных в бабке сменных зубчатых передач; в случае привода индивидуальным мотором часть смен может происходить за счет изменения скорости вращения мотора.
Смена ‘шестерен коробки скоростей передней бабки осуществляется одним из следующих способов: 1) передвижением шестеренок на шпоночных (шлицевых) валах, 2) кулачковыми муфтами, 3) фрикционными муфтами и 4) качающимся зубчатым колесом по принципу коробки Нортона.
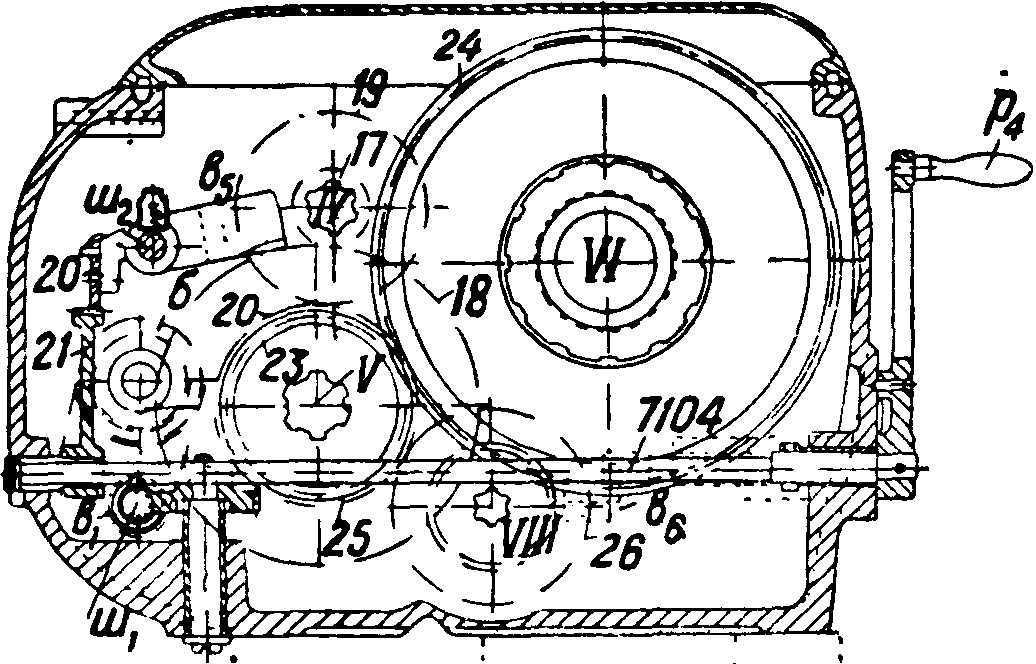
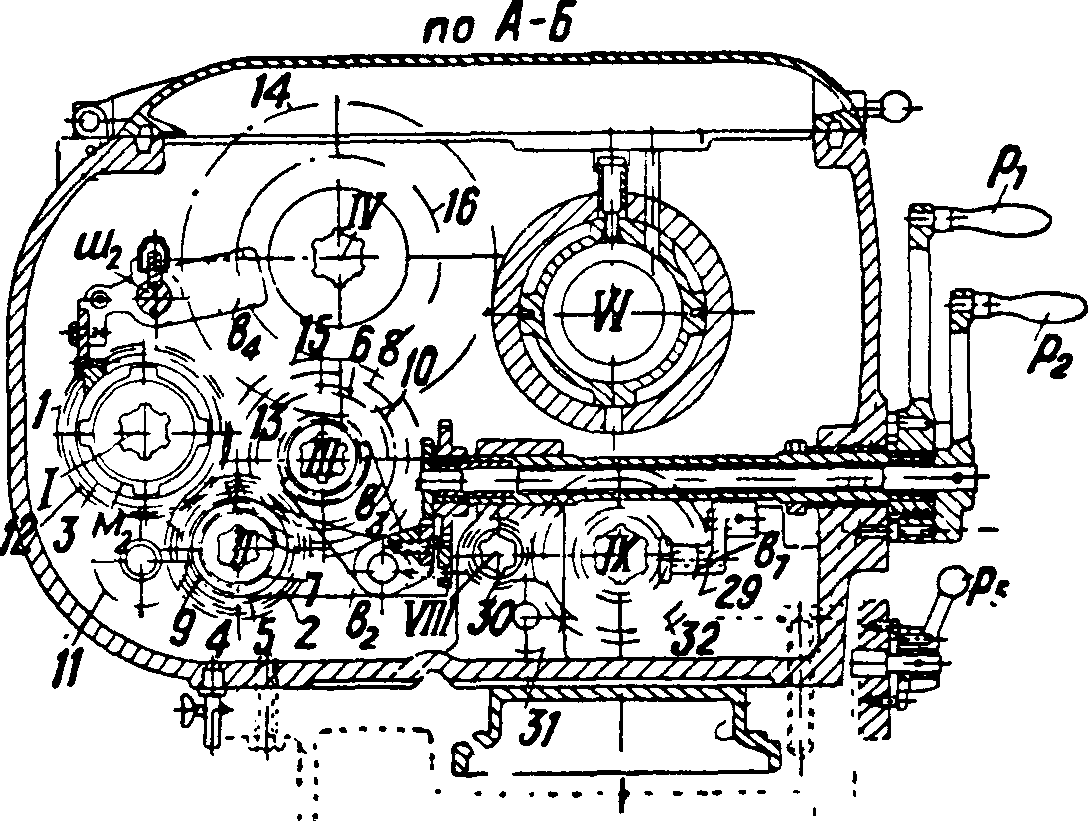
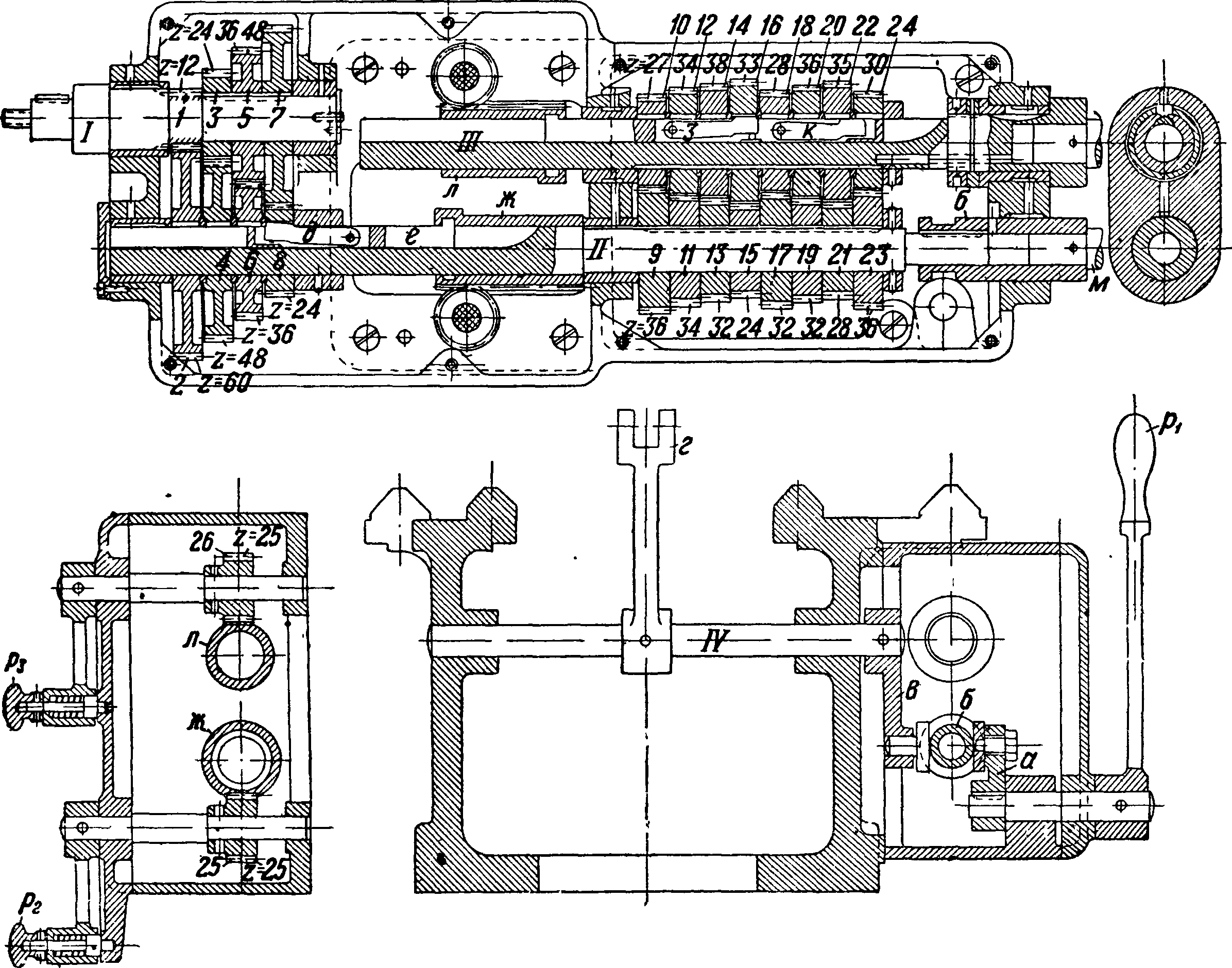
Передняя бабка современного Т. .с. с передвижными шестеренками дана на фигуре 32 и 32а. Вращение шкива а, заклиненного на валу I, передается через одну из фрикционных пластинчатых муфт мх или м2, включаемых попеременно кольцом б, передвигаемым вилкой вх, сидящей на штанге шг, шестеренкам прямого хода 1, 3 или обратного—12. С двумя первыми зацепляется одна из двух передвижных шестеренок Ш.
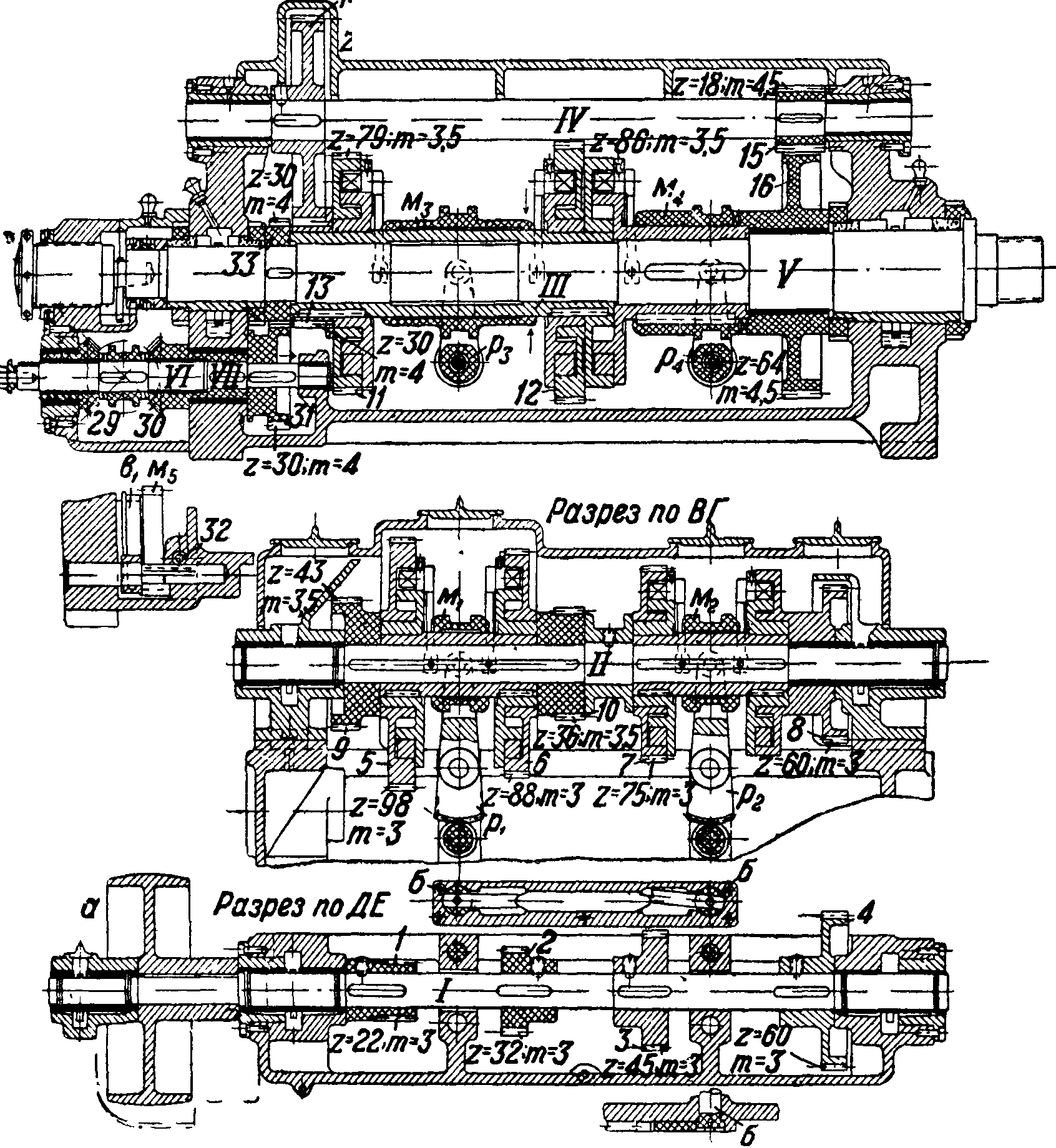
2 и 4, перемещаемых вилкой в2 и ручкой рхи передающих вращение шлицевому валу II с одной из зубчаток 6, 8, 10, передвигаемых вилкой в3 посредством ручки р2 и приводящих во вращение шлицевой вал III с шестеренками 13, 15. Обратное вращение, ускоренное в 1,5 раза, передается валу II шестеренкой 9 от зубчатого колеса 12 на валу I через муфту м2 и промежуточную шестеренку 11. Для того чтобы муфта м2 обратного хода не ” вращалась вхолостую при прямом вращении шпинделя, шестеренка 11 метров б. выведена из зацепления с 12 перемещением ее вала VII ручкой р3 (фигура 32, А и Б). От вала III вращение передается паре шестеренок 14 и 16, перемещаемых по шлицевому валу IV вилкой в4, ходящей по штоку ш2. От вала IV движение передается валу V парой передвижных шестеренок 17 и 19, перемещаемых вилкой въ (с помощью рейки 21 и сектора 22, поворачиваемого ручкой рн) и зацепляющихся с шестернями 18 и 20, заклиненными на валу V вместе с шестеренкой 23, передающей через зубчатое колесо 24 вращение шпинделю VI. Последний делается либо с подшипниками трения (фигура 32, В) либо на роликовых и шариковых подшипниках (фигура 32, Г). Эта бабка, как у большинства современных быстроходных Т. с., снабжена тормозом: он состоит из шайбы г, заклиненной на сравнительно быстро вращающемся валу IV; на шайбу
/50 200 300 Об/ми:
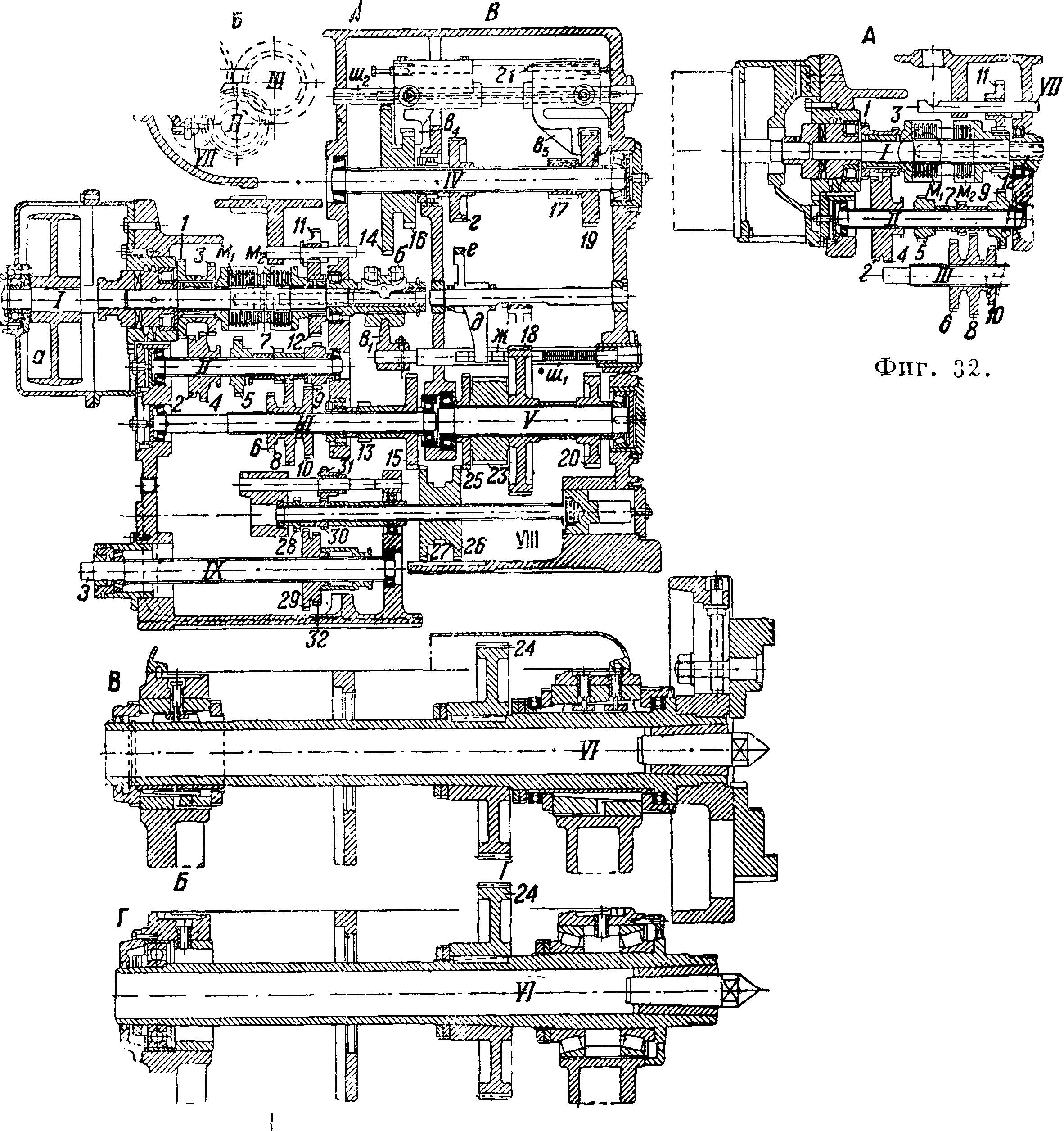
нажимает тормозной рычаг д 6 колодкой е, приводимый в движение автоматически кулаком ж на штанге шходновременно с переводом втулки б муфт мг и м2 в положение холостого хода. Движение подачи берется либо от вала III для крутых нарезок либо от вала V для пологих нарезок и обточки; для этого двойная шестеренка 26, 27; перемещаемая нашлицевом]валу VIII вилкой в6, зацепляется с шестеренками 15 или 25, сидящими на валах III и V. Далее от вала VIII вращение передается залу IX (на выступающем из бабки конце з которого сидит первая сменная шестерня гитары) в обновном направлении через шестеренки 28 и 29 или в обратном направлении че-по В-Г
Фигура 32а. рез 30, 31 и 32; шестеренки 29 и 32 перемещаются вилкой в7 при помощи рукоятки рб. Числа зубцов шестерен · следующие: 1—50, 2—40,
31-55, 4—35, 5—35, 6—35, 7—20, 8—50, 9—27, 10—43, 11—35, 12—27, 13—24, 14—96, 15—50,
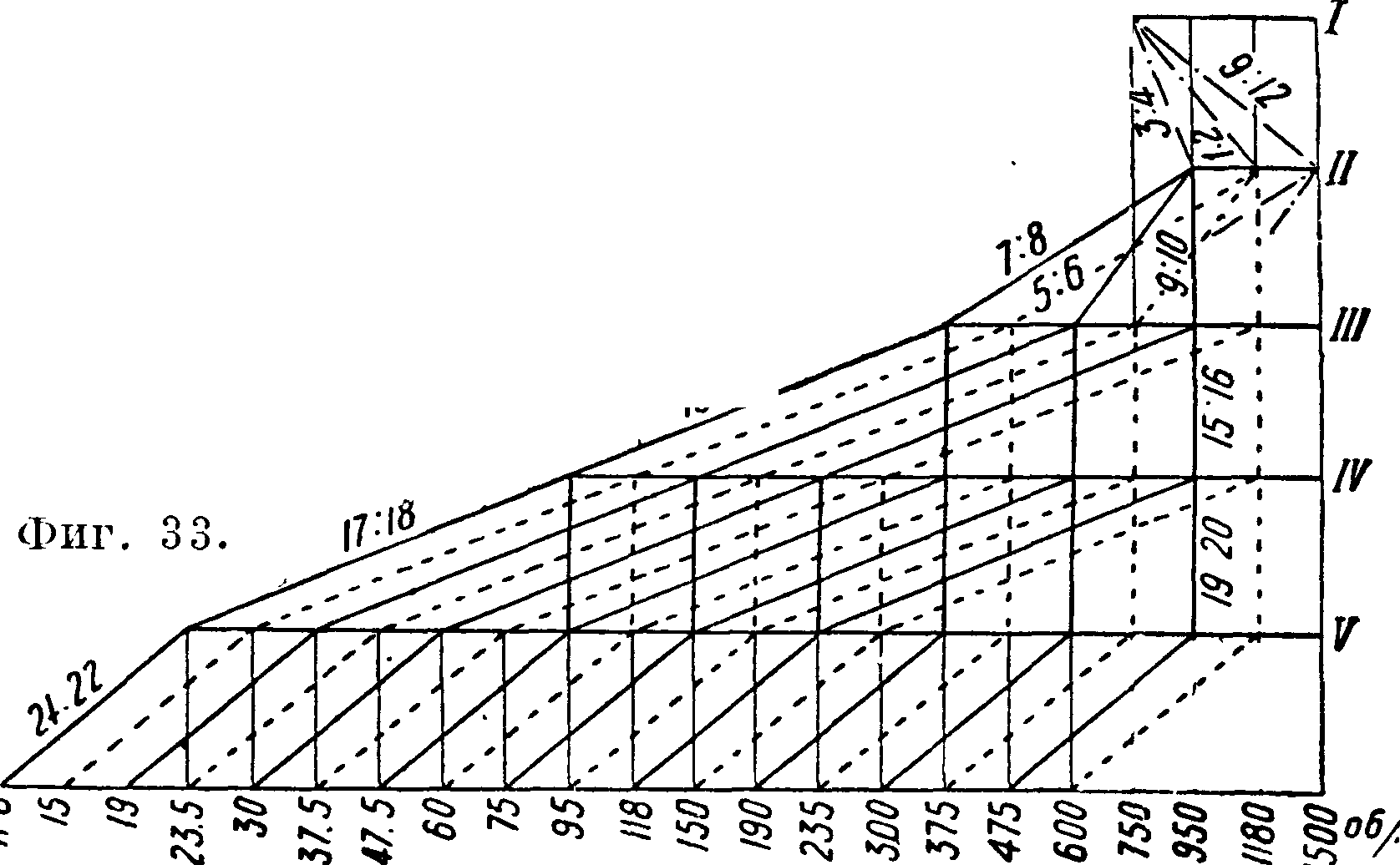
16—60, 17—24, 18—96, 29—60, ,20—60, 23—28, 24—56. Диаграмма передач изображена на фигуре 33 (для тг=750 об/м.), причем из нее видно, что из возможных при этой схеме 24 различных скоростей шпинделя использовано лишь 18, так как 6 скоростей взаимно перекрываются. К 1
п=150°%,
1 N ^ ^ >.
-► Скорости 6ращения "
недостаткам этого способа смены скоростей относится невозможность’ переключения шесте-
ч г-60:т“4 Разрез по 4Б
ренок во время работы станка, а также громоздкость всей конструкции, обусловленная большим числом шестеренок и шлицевых валов. Достоинством бабки с передвижными шестеренками является невозможность поломок из-за неправильного включения рычагов управления вследствие того, что каждая пара шестеренок сначала выводится из зацепления и только после этого может быть введена в зацепление следующая пара.
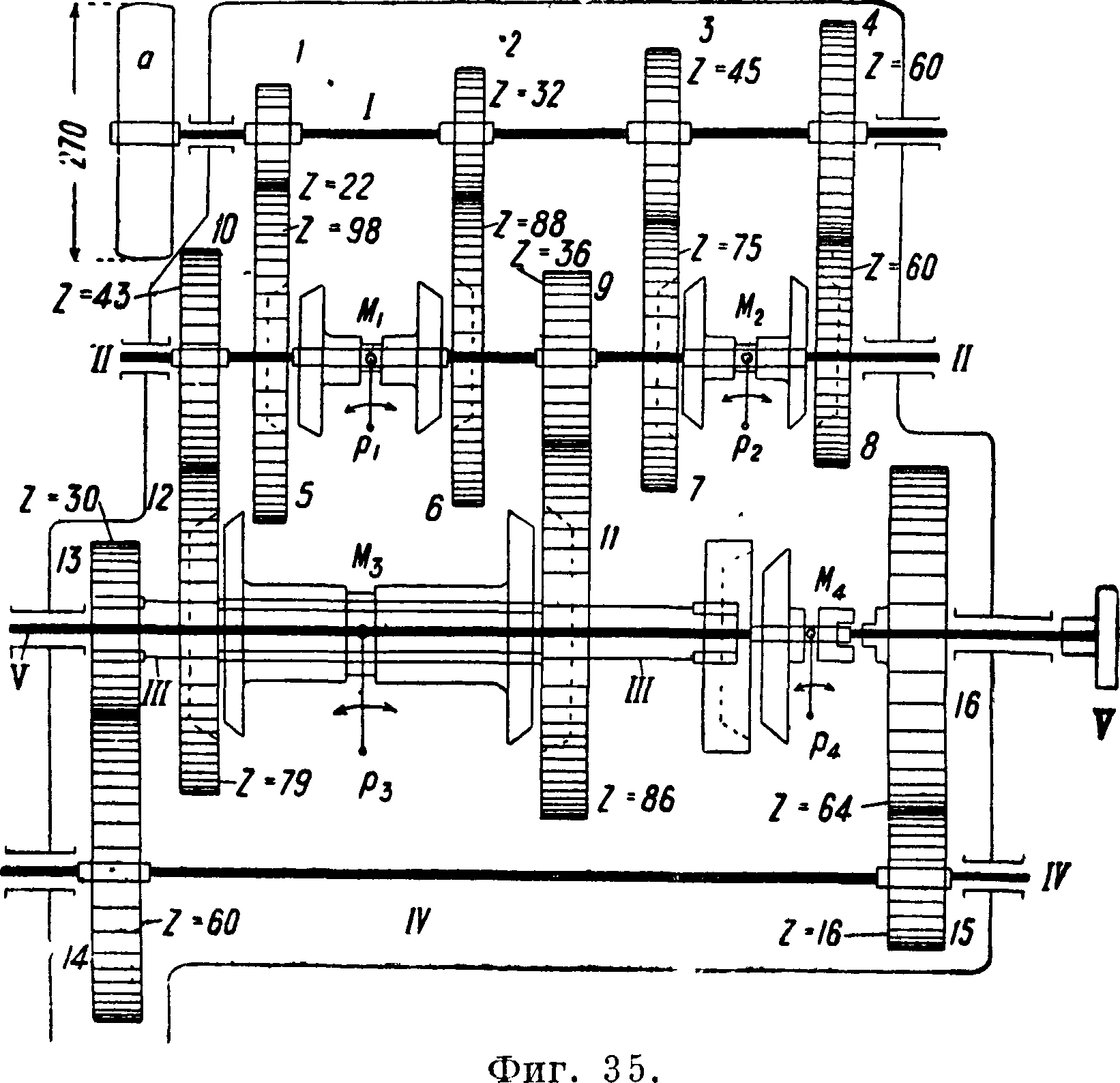
Одношкивная передняя бабка с фрикционными муфтами изображена на фигуре 34, схема передач—на фигура 35, а диаграмма скоростей—на фигура 36. Шкив а вращает с постоянной скоростью (п =560 об/м.) вал I, на к-ром заклинены че-: : тыре шестеренки 1, 2, 3, 4,
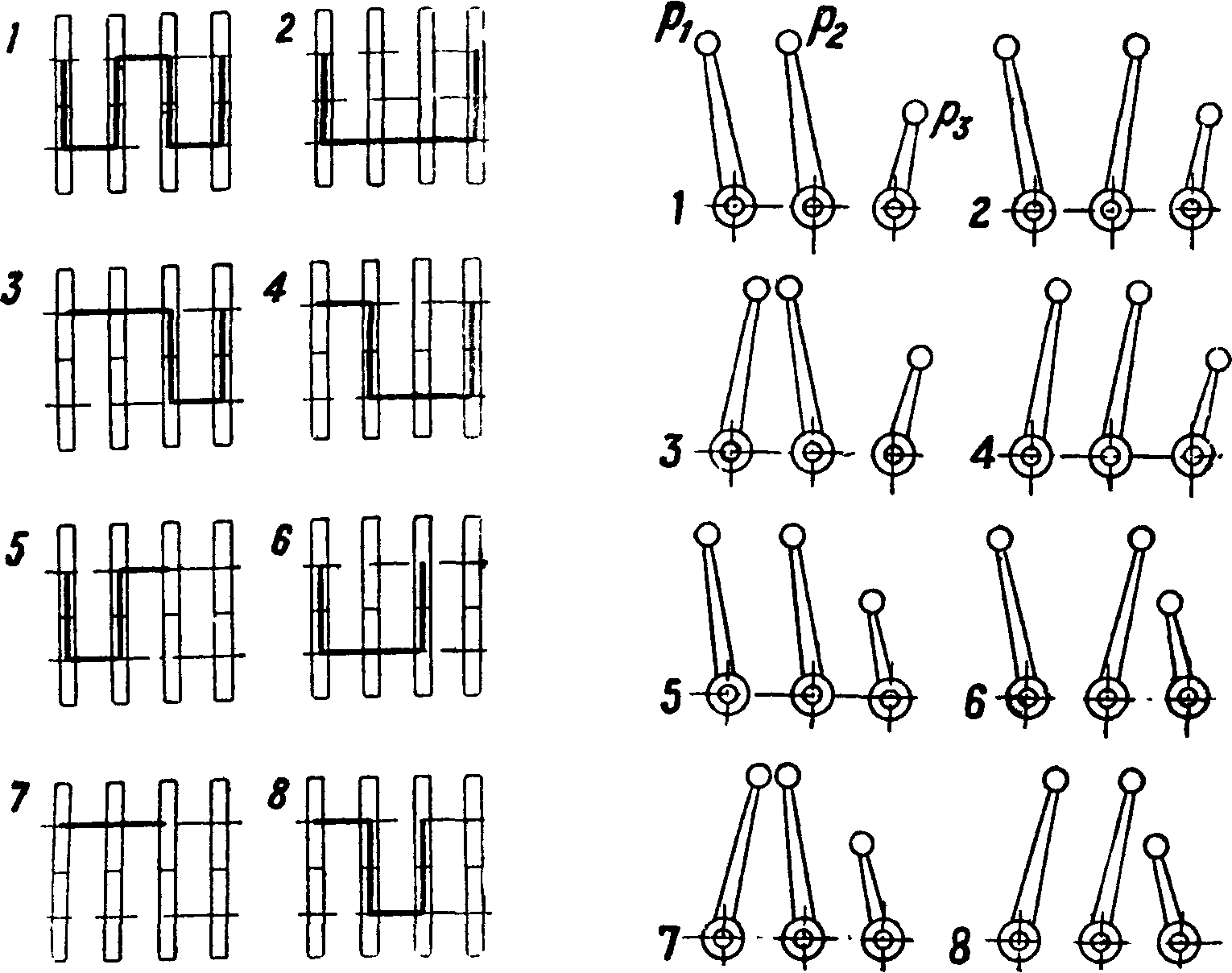
зацепляющиеся с сидящими вхолостую на валу II шестернями 5, 6, 7 и 8, сцепляемыми с валом фрикционными муфтами Мл и м2, перемещаемыми на шпонках рычагами и р2; на валу II заклицены две зубчатки 9 и 10, находящиеся в постоянном зацеплении с шестернями 11 и 12, сидящими вхолостую на муфте III, вращающейся также вхолостую на шпинделе V. С муфтой III шестеренки м. б. попеременно сцеплены муфтой м3, включаемой рычагом р3. От втулки III движение передается шпинделю V или непосредственно через левую фрикционную половину муфты м4, включаемую рычагом р4, или через перебор 13 : 14 и 15 : 16 и правую кулачковую половину муфты м4. Из схемы включения (фигура 35) видно, что при одновременно включенных муфтах Μι и м2 вал II должен вращаться с двумя различными скоростями, что конечно невозможно и должно повести к поломке зубцов колес; во избежание этого оси б переводных вилок обеих муфт снабжены блокировочным приспособлением, изображенным на фигуре 34 и позволяющим двигать один рычаг только в том случае, когда другой находится в среднем положении, и т. о. соответственная муфта выключена. Числа зубцов указаны на схеме в * фигура 35, а числа обо ротов (16 различных скоростей диапазона 1 : 47,5, со средним скачком скоростей 1,293) — на диаграмме Гермера (фигура 36). Преимущества этой системы:
1) плавность включения фрикционных муфт, допускающая производить включения разных скоростей на ходу станка, и 2) предохранительное действие фрикционных муфт при перегрузках. Главные недостатки—громоздкость, сложность и дороговизна всего устройства.
Передача Руппрехта с кулачковыми муфтами, отличающаяся редкой компактностью и дающая при восьми зубчатых колесах 8 различных скоростей вращения шпинделя, изображена на фигуре 37. Зубчатые колеса 6 и 7 заклинены на валу IV, остальные сидят вхолостую на шпинделе Г и на валу IV; посредством пяти кулачковых муфт мг, м2, м3, м4 и мъ они могут соединяться в различной последовательности, изображенной на фигуре 38а, образуя 8 различных передач. Муфты мг, м2
Фигура 34.
и м3, Μι связаны попарно общими переводными рычагами, имеющими оси вращения, лежащие п-560
бабок, управляемых одним элементом. Напр. показанная на фигуре 37 и 386 коробка скоростей может быть легко автоматизирована путем согласования движения переводных рычагов с помощью распределительного барабана с фасонными канавками, в которых ходят ролики, закрепленные в головках переводных рычагов Pi, р2 и р3; барабан может вращаться при по
фигура 38а. Фигура 386.
между валом IV и шпинделем V; т. о., когда одна из них перемещается вправо, другая переходит влево. Муфта м5 скользит на шпонке по шпинделю и сцепляет его попеременно или с втулкой III или с зубчаткой, п-5бо
8 перебора. Положения рычагов .(р1—для муфт мгр2—для м3 и Μι и р3—для мъ) для различных передач изображены на фигуре 386, а соответствующая диаграмма
у
MV
Ь
.5? 2
*θ|
| 7
/, |
|||||||
| So | |||||||
| /, | А | f | |||||
| «о
<о |
£ | 5 | со
Ϊ2 |
§ | §
< | |
8 | * |
5 6 7 8 9/0 15 20
30 40 50 60 80 ЮО ► Скорости бращения
Фигура 36.
200 300 400500 об/мин
Гермера—на фигура 39. Передача Нортона применяется в виду своей громоздкости для главного привода Т. с. редко.
Фигура 37.
Одной из основных тенденций современного станкостроения является упрощение обслуживания станком. С этой целью предложено и выполнено большое количество конструкций пл 175
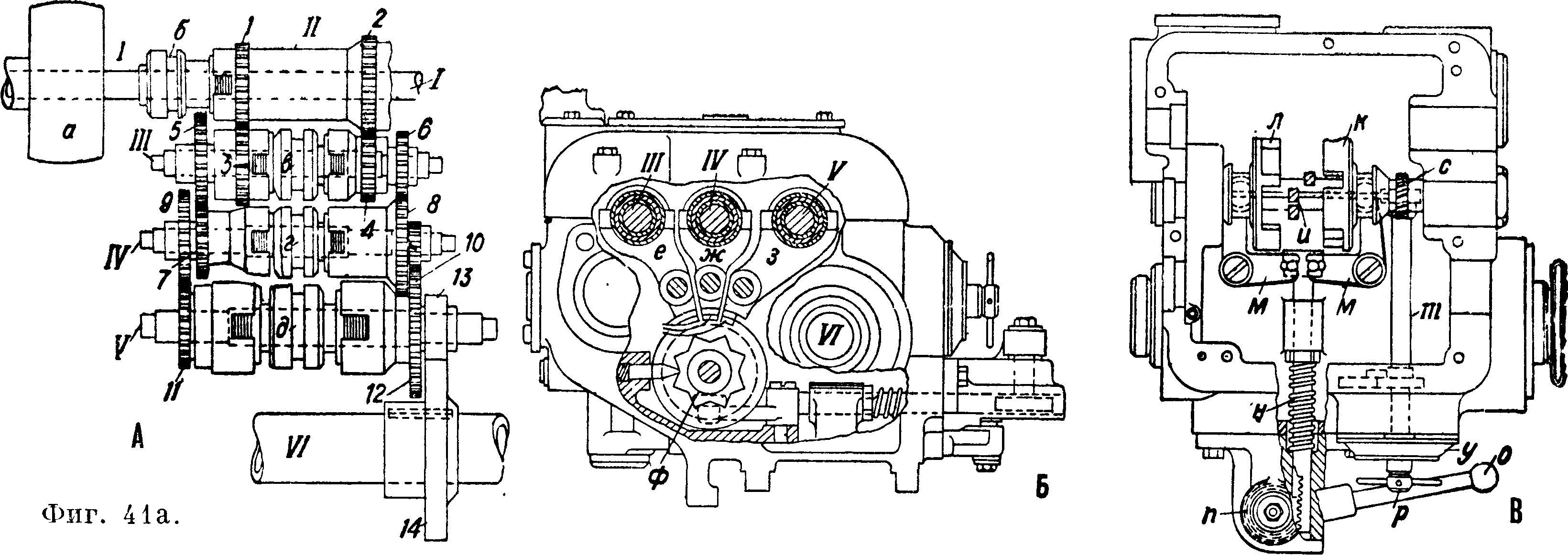
мощи например червячной передачи, причем во избежание возможности пуска в ход при невполне включенных муфтах может быть устроено предохранительное приспособление, допускающее включение основного привода лишь при определенных положениях барабана. Форма канавок барабана изображена на фигуре 40. Конструкция передней бабки с автоматизированным включением муфт дана на фигуре 41а. С вала I (фигура 41а, А) шкива а вращение через фрикционную дисковую муфту б передается втулке II с заклиненными на ней зубчатками 1 и 2 (число зубцов ζ±=24, £2 —
= 37), находящимися в постоян-
| © | Т ® | О) | |
| «О
7 —А- |
* $ | а | 55 |
30 40 50 60 80 ЮО
-► Скорости бращения
Фигура 39.
200 Об/мЗОО
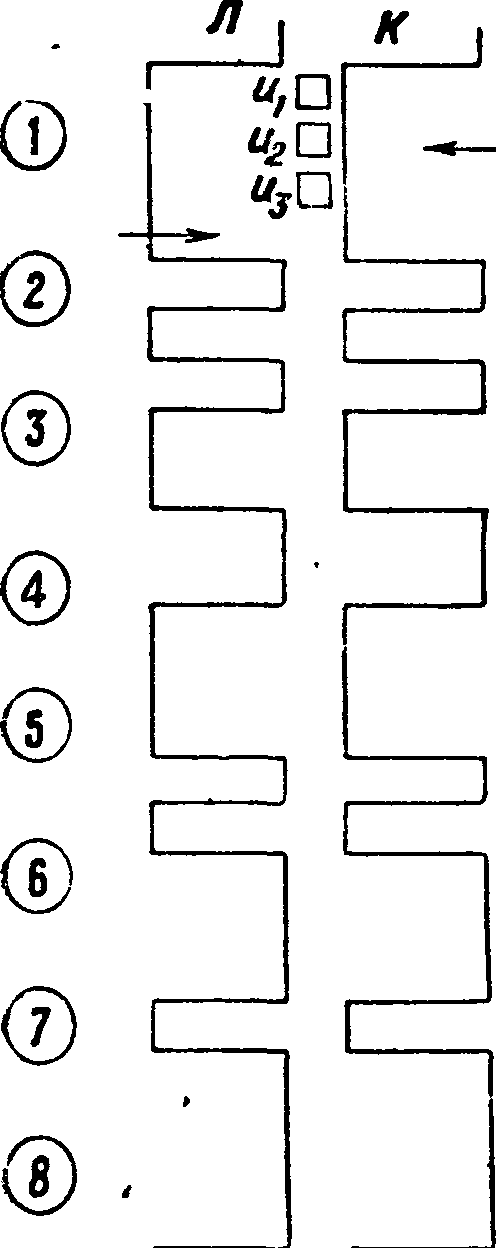
ном зацеплении с шестернями 3 и 4 (^З=37, ^.=24), сидящими вхолостую на валу III, с которым они могут быть попеременно сцеплены посредством муфты в На валу III заклинены зубчатки 5 и 6 С%=25, я6=31), зацепляющиеся с шестеренками 7 и 8(ζ7=31, £8=25), сидящими вхолостую на валу IV и сцепляемыми с ним муфтой г; заклиненные на валу шестерни 9 и 10 (ζύ^= 23, ζ10=52) зацепляются таким же образом с 11 и 12 (£41=54, £12=25), сцепляемыми с валом V муфтой д. На валу V заклинена шестерня 13 (#13=20), вращающая зубчатое колесо 24 (#ι4=52), сидящее вглухую на шпинделе VI станка. Муфты в, г и д переводятся вилками е, ж и з (фигура 41а, Б), концы которых их, и2, “ Щ (фигура 41а, В и 416) • помещаются рядом между двумя переводными барабанами лик, симметрично перемещаемыми двумя рычагами м,м, приводимыми в движение ползуном п от рычага о и зубчатой реечной передачи п. Стенки обоих барабанов снабжены корреспондирующими вырезами (фигура 416, развернутые стенки барабанов), которые при сближении барабанов переводят вправо и влево соответствующие вилки муфт. Поворот барабанов, а следовательно и установка определенной скорости совершается ручкой р через червячную передачу с. Вращение барабанов передается от вала ш через двойную зубчатую передачу диску у, указывающему непосредственно включенную скорость. Пружинный палец, заскакивающий в вырезы звездочки“ дб, удерживает диски к и л в правильном положении. Диаграмма скоростей для этого привода дана на фигуре 42.
В случае привода Т. с. индивидуальным электромотором конструкция привода иногда изменяется, т. к. часть изменения скоростей переносится в мотор. Для привода Т. с. применяют:
Фигура 40.
номить одну передачу. В третьем случае тонкое регулирование возлагают на мотор, а в коробке передач оставляют 3—4-ступенный перебор с общим Диапазоном гп=^, .где г0—общий диапа-
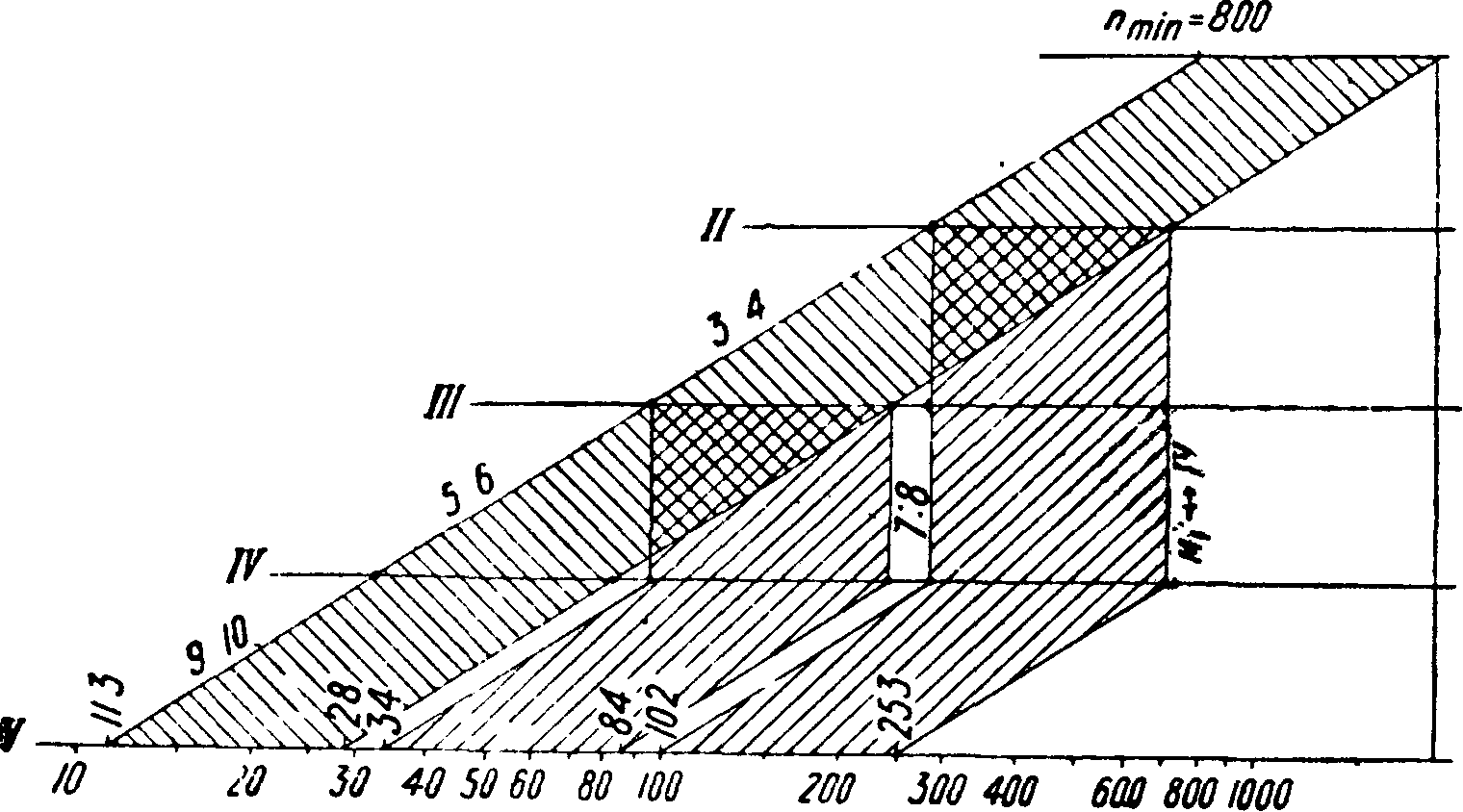
гм зон скоростей, гм—диапазон скоростей мотора. Передняя бабка с приводом от регулируемого в пределах 1 : 2,5 мотора постоянного тока {Птах=2 000, птгп=800 об/м.) изображена на фигуре 43. Мотор а сидит на одной оси со шпинделем V, проходящим свободно через полый вал I якоря. Последний шестеренкой 1 через трехступенную коробку передач, заключающую в себе 10 зубчаток (0Х=28, z2 — 68, z3==18, £4=54, я5=18, z6=54, £7=36, z8=36, z9 — 16, z10=52), приводит во вращение главный шпиндель V станка. Схема включения ясна из диаграммы скоростей на фигуре 44.
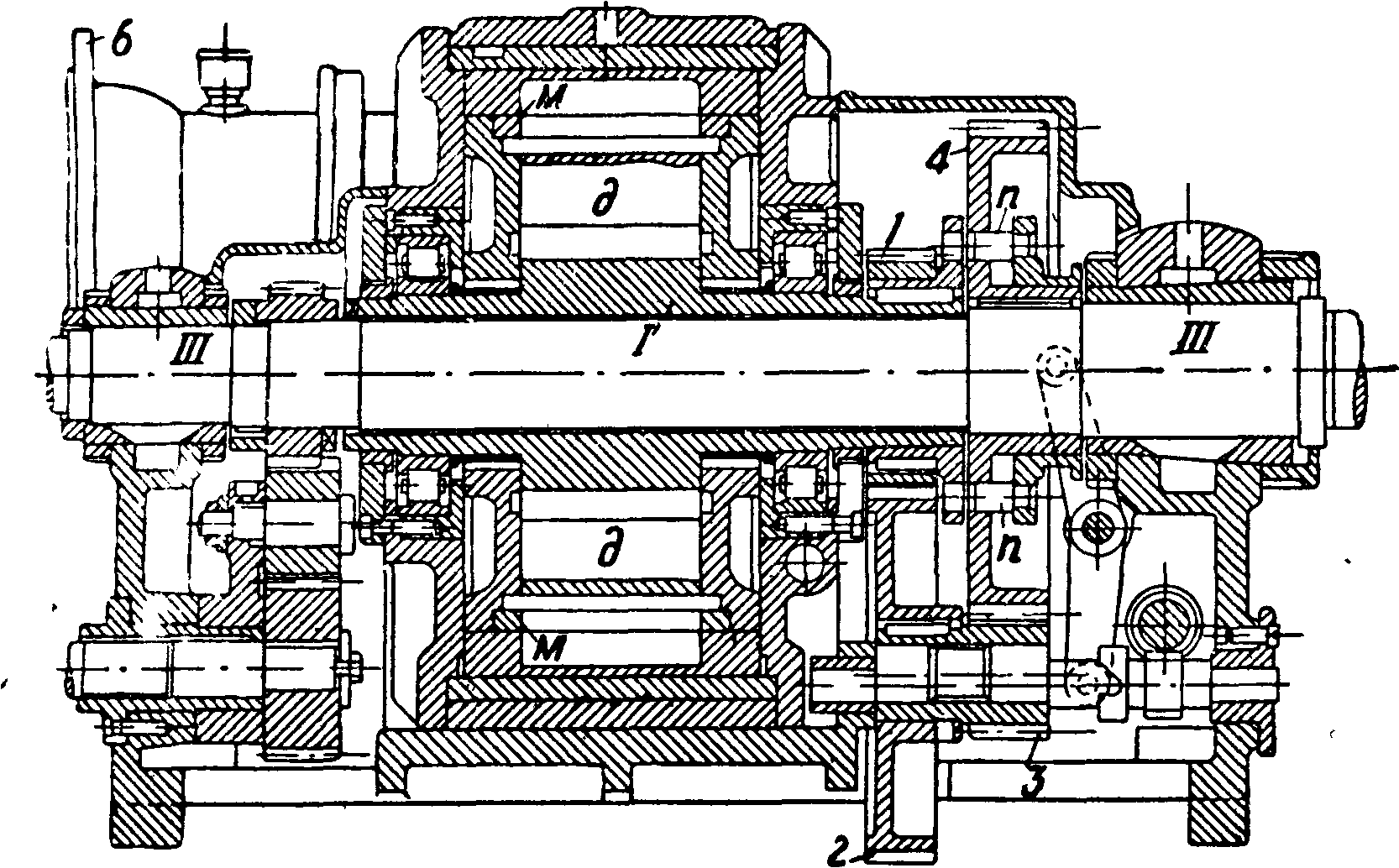
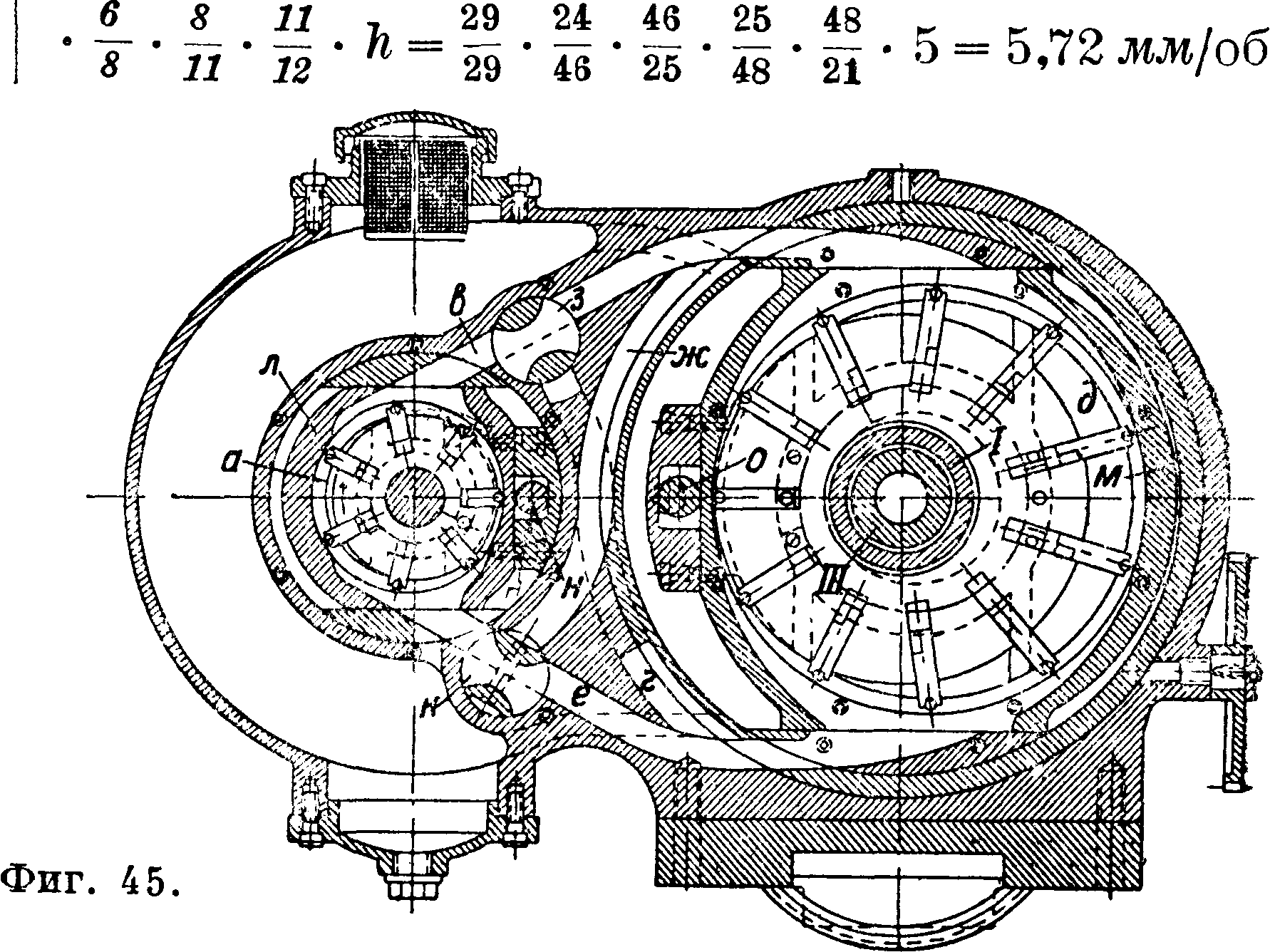
Наиболее совершенным способом привода шпинделя в отношении тонкости регулирования скоростей и простоты обслуживания является гидравлич. привод. Передняя бабка с гид-равлич. приводом сист. Штурма изображена на фигуре 45. Крыльчатый насос а сидит на одном валу с ременным шкивом или прифланцованным к б электромотором, вращающим его с постоянной скоростью. Нагнетаемая им жидкость (машинное масло) по каналу в (для прямого хода) или г (для обратного) поступает в кожух крыльчатого гидромотора б; отработанное масло снова засасывается насосом по каналам е или ж. Переключение каналов совершается с помощью двух кранов з и к, поворачиваемых одновременно. Как производительность насоса, так и расход жидкости за один оборот гидромотора могут быть изменяемы перемещением кожухов л и м посредством эксцентричных пальцев η и о. Следствием этого является изменение скорости вращения мотора в пределах- 1:8. Пустотелый вал I мотора сидит свободно на шпинделе 111 станка и вращает его либо непосредственно путем сцепления зубчаток 1 и 4 пальцами пп, причем одновременно выводится из зацепления перебор
1) электромоторы постоянного и переменного тока с постоянным числом оборотов, 2) электромоторы переменного тока с переключением числа полюсов и следовательно с двумя скоростями, относящимися, как Л : 2, и 3) моторы постоянного тока с изменением числа оборотов путем изменения силы магнитного поля, допускающие тонкую регулировку скоростей в пределах 1 : 3—1 : 4. В первом случае привод ничем не отличается от описанной одношкивной коробки передач. Во втором возможность изменения скорости главного привода используют, включая ее в ряд передач, что позволяет съэко-
1 : 2 · 3 : 4, либо через последний при замедлении в - 7,5 раза; т. о. общий диапазон скоростей равен 1 : 60. Устройство включения перебора аналогично показанному на фигуре 28.
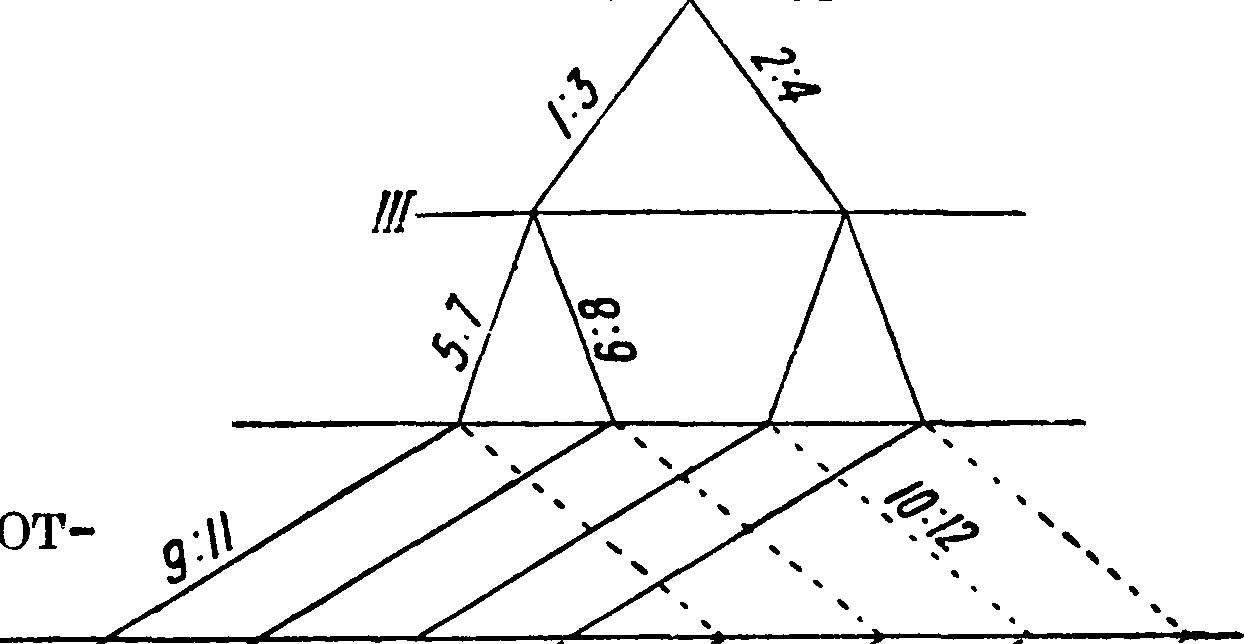
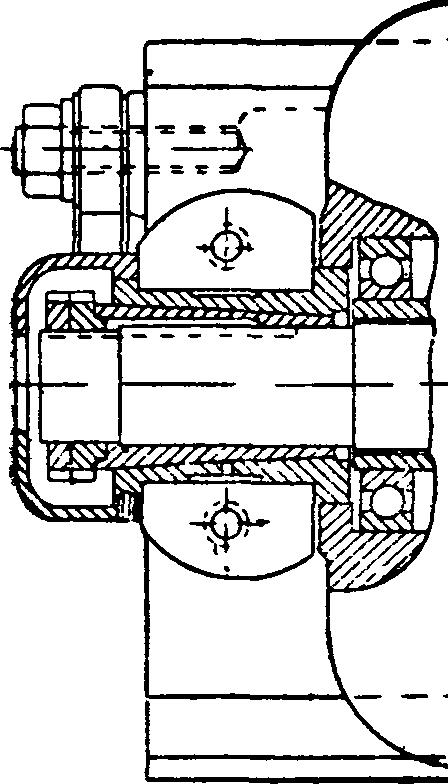
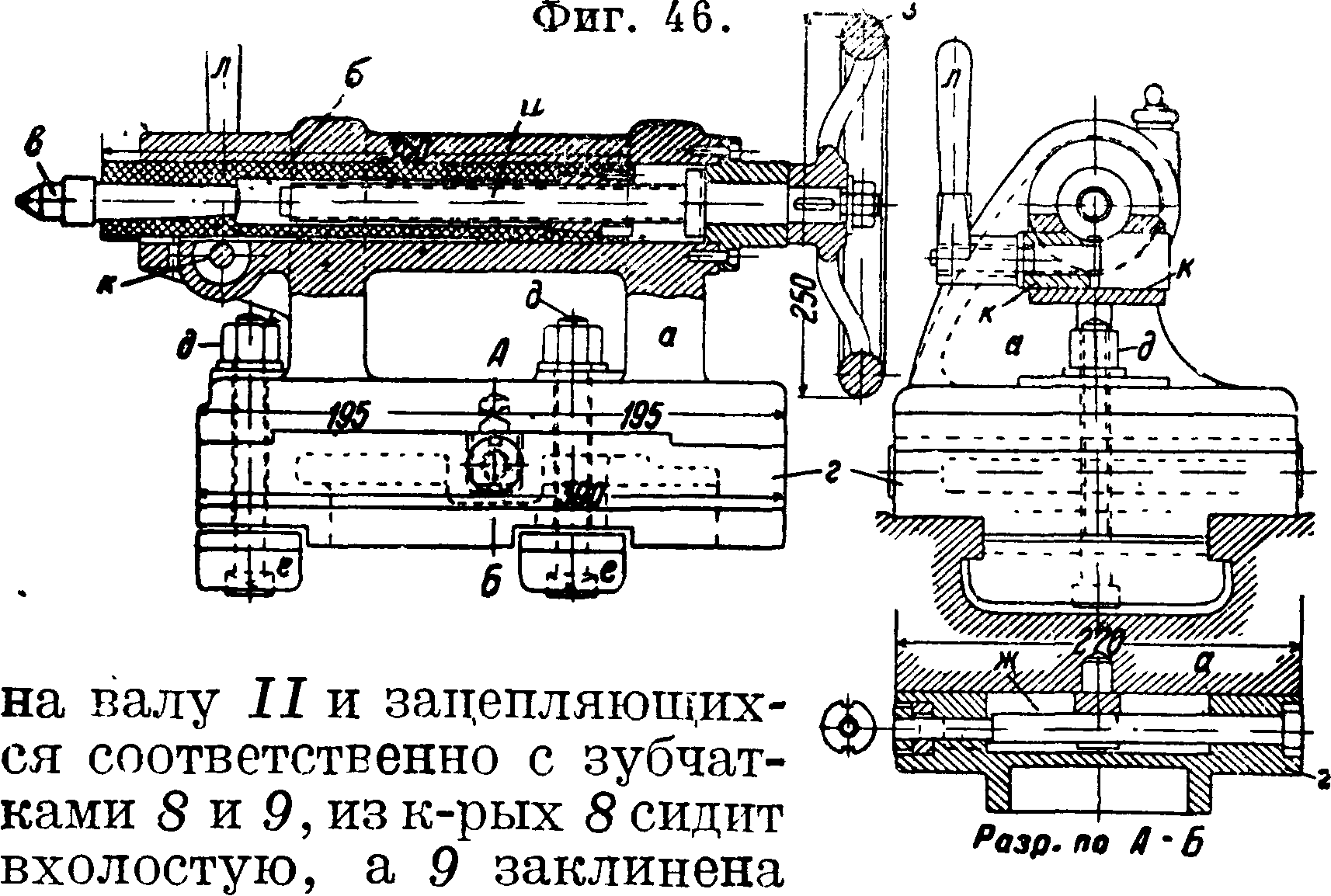
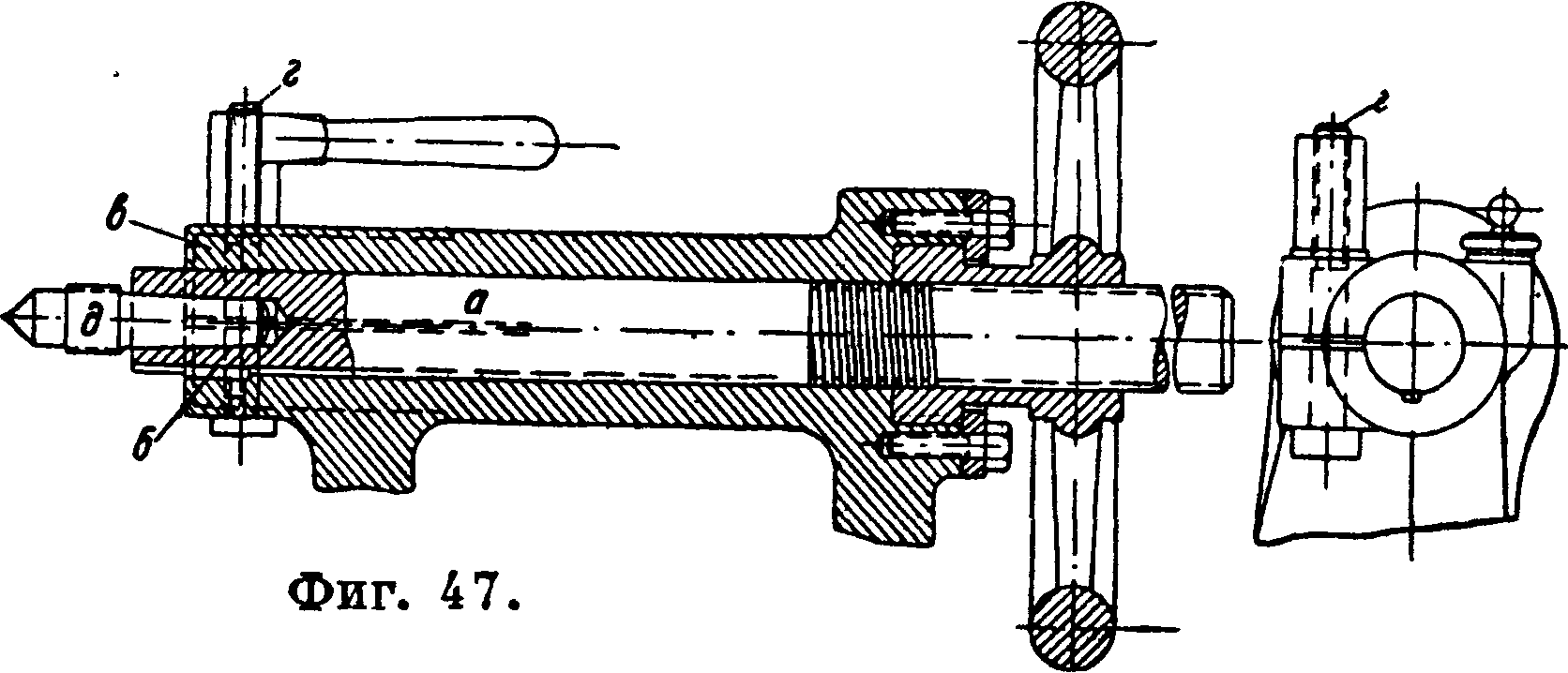
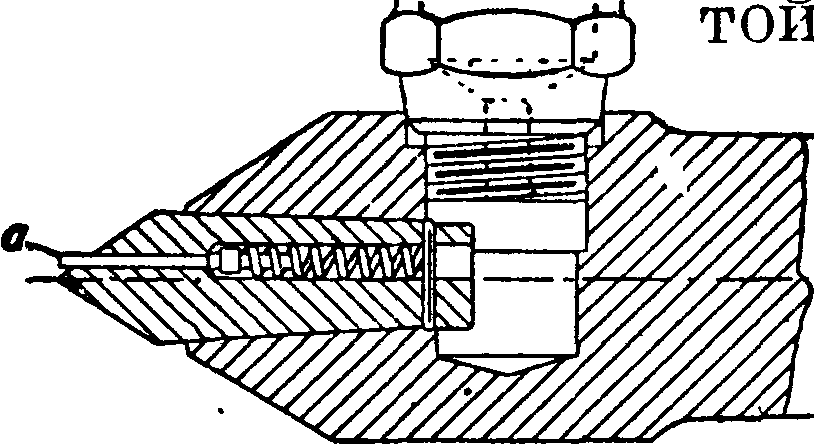
Задняя бабка служит для поддержания свободного конца обтачиваемой детали. Она состоит из корпуса а (фигура 46), несущего в верхней части шпиндель б с центром в и опирающегося нижней поверхностью на плиту г, ходящую по направляющим станины Т. с. Закрепляется задняя бабка на месте обычно двумя (у малых станков одним) затяжными болтами .0 с траверсами е. Для возможности смещения оси центра в поперечном направлении, что бывает желательно при обточке очень пологих конусов или при выверке станка, корпус может перемещаться по направляющим плиты г при посредстве винта ж. Шпиндель б перемещается винтом и, вращаемым маховиком з. Для того чтобы во время работы станка осевое давление не воспринималось винтом шпинделя, последний затягивают замком,состоящим из двух цилиндрических щек к, стягиваемых винтом при помощи рукоятки л. У более тяжелых станков шпиндель задней бабки снабжен наружной винтовой нарезкой, как изображено на фигуре 47; от вращения шпиндель а удерживается шпонкой б; закрепление его в бабкедостигаетсязажимомпе-реднего разрезного конца втулки корпуса в затяжным болтом г. Центры, имеющие у легких станков угол при вершине в 60°, увеличивающийся у тяжелых до 90°, укрепляются в шпинделях передней и задней бабок конусом Морзе. Вынутие центров из шпинделя с внутренним винтом (фигура „ п, 200
46) достигается винчиванием винта и до отказа, после чего он выталкивает центр. У шпинделей с наруж-винтом
S5 - - «э
Фигура 416.
(h/Τίχ<Ь--<$>. δ)-· ®
/5 20 30 40 50 60 80 Ю0 150 200 300 об/м
-» Скорость бращения
Фигура 42.
жатие центра совершается посредством гайки, навинчиваемой на нарезанную часть д центра. Так как трение обрабатываемого предмета на центре задней бабки поглощает довольно много энергии, то было предложено большое количество различных конструкций центров, уменьшающих трение. На фигуре 48 показан самосма.зывающий центр; в нерабочее время выход масла запирается вентилем а. На фигуре 49
С у п о р т служит для закрепления и перемещения резца. В основном супорт (фигура 50) состоит из трех салазок: продольных а, перемещающихся по направляющим бб станка, поперечных б, двигающихся строго перпендикулярно к оси станка в направляющих продольных салазок, и верхних, или резцовых, салазок г, ходящих по направляющим поворотного круга д, укрепленного на поперечных салазках. На верхних салазках укреплен резцедержатель е, в котором зажимается резец. Верхние и поперечные салазки пе- /-ремещаются посредством ^ ходовых винтов ж и з, а продольные обычно могут переме-
2000 об/м
птах тМ№
Скорость бращения
Фигура 44.
Фигура 43.
дан центр с головной частью, вращающейся на двух роликовых подшипниках а и б, воспринимающих нормальные к оси усилия; шарикоподшипник б воспринимает осевое давление.
щаться вдоль станины Т. с. посредством ходовой шестеренки и, зацепляющейся с рейкой к, прикрепленной к станине станка, или посредством ходового винта л, вращающегося в замочной гайке миллиметров. Движение самохода имеют обычно продольные и поперечные салазки; для^этого ходовая шестеренка и первых иходовойвинтз вторых получают вращение от ходового валика н, по к-рому скользит на шпонке втулка о, приводящая в движение ряд зубчатых передач (не изображенных на схеме фигура 50). Передняя доска п. на к-рон смонтированы органы управления самоходами и передаточные механизмы для них, называется п е-р е д н и к о м, или фартуком, супорта. В виду большой игры в зацеплении рейки и ходовой шестеренки для получения точной подачи (например для нарезания винтовой резьбы) пользуются ходовым винтом; подачу же по рейке применяют во всех остальных случаях с целью уменьшения износа и сохранения точности ходового винта и его гайки. Иногда ходового валика не ставят, а его функции перенимает ходовой винт, снабженный для этой цели продольной шпоночной канавкой.
Конструктивное оформление су-порта дано на фигуре 51а и 516, где А—вид салазок супорта спереди (а— продольные салазки, б—поперечные салазки, в—резцовые, или верхние, салазки, s—поворотная плита, зажимаемая в кольцевой канавке поперечных салазок болтами дд, е—резцедержатель, к и л—ходовые винты поперечных и верхних салазок, м—планка,предупреждающая ^ подъем салазок от направляющих), Б—вид салазок перпендикулярно оси станка, В— вид передника спереди,Г—горизонтальный разрезпередника, Д—вертикальный разрез передника, Е—деталь блокировки самоходов, Ж — деталь реверса. Продольный самоход супорта осуществляется: 1) ходовым винтом н после замыкания замочной гайки о посредством поворота рукояткой Ρχ шайбы п с фигурными
18
т. э. ш. XXIII.
канавками (фигура 51, Б, В и Г), в которые входят штифты, закрепленные в половинках гайки, ходящих по направляющим передника. По выключении этого самохода м. б. включен ходовой валик с по к-рому скользит на шпонке втулка т, несущая вхолостую две конич. шестеренки 1 и 2 реверса, попеременно сцепляемые кулачковой муфтой у с втулкой т; муфта пере
двигается вилкой с рейкой, зацепляющейся с шестеренкой 3, вращаемой рукояткой р2. Шестеренки 1 и 2 находятся в постоянном зацеплении с конич. зубчатым колесом 4, сидящим на одном валу I с шестерней 5, которая передает вращение· паре зубчаток 6, 7, сидящих вхолостую
на валике III, составляющем одно целое с шестеренкой 10. Валик III сидит в качающейся коробке ф, поворачиваемой рукояткой р?; в зависимости от положения последней либо зубчатка 8 сцеплгется с паразитной шестеренкой 11 и приводит во вращение через ше-
стзрню 12 ходовой винт к поперечных салазок ит. о. включается поперечный самоход либо шестеренка 10 зацепляется с зубчатым колесом 13, сидящим на одном валу IV с шестеренкой 14, зацепляющейся с рейкой 15, укрепленной на станине станка, и мы имеем продольный самоход от ходового валика. При этом имеем следующие значения подач: 1) для
1 к 7 7д продольного самохода 5ι=-г · ^ ~ ~ · 14 ·£ =
4 6 9 13
29 24 16 14 лл л _ г=29 * 45 * 42 68 * 11 · 4 ^=5,00 ММ/00. ХОДОВОГО
валика (t—шаг зацепления ходовой шестеренки 14); 2) для поперечного самохода s2=~ · 4- ·
4 о
ходового валика (h—ход винта к). Ручная подача супорта совершается маховиком р4 через шестеренки 16 : 13 на ходовую шестерню 14. Передник должен быть снабжен устройством, не допускающим одновременного включения более одного самохода. В данном супорте поперечный самоход и продольный от ходового валика не м. б. включены одновременно в силу конструкции привода (качающаяся короб-Ί— τι ка ф); для предупреждения : ! возможности замыкания зам-
фиг* 48· I ; ка о самохода при поверну-вправо или влево от
своего среднего положения коробке ф (при этом один из названных самоходов включен) устроена блокировка (фигура 516, Е), состоящая из ригеля ц, свободно ходящего в направляющих х и входящего своими скошенными концами в вырезы на коробке ф и на шайбе ч, связанной с валом замка самохода. Длина ригеля подобрана таким образом, что вращение одной детали возможно лишь в том случае, когда другая находится в среднем положении и следо
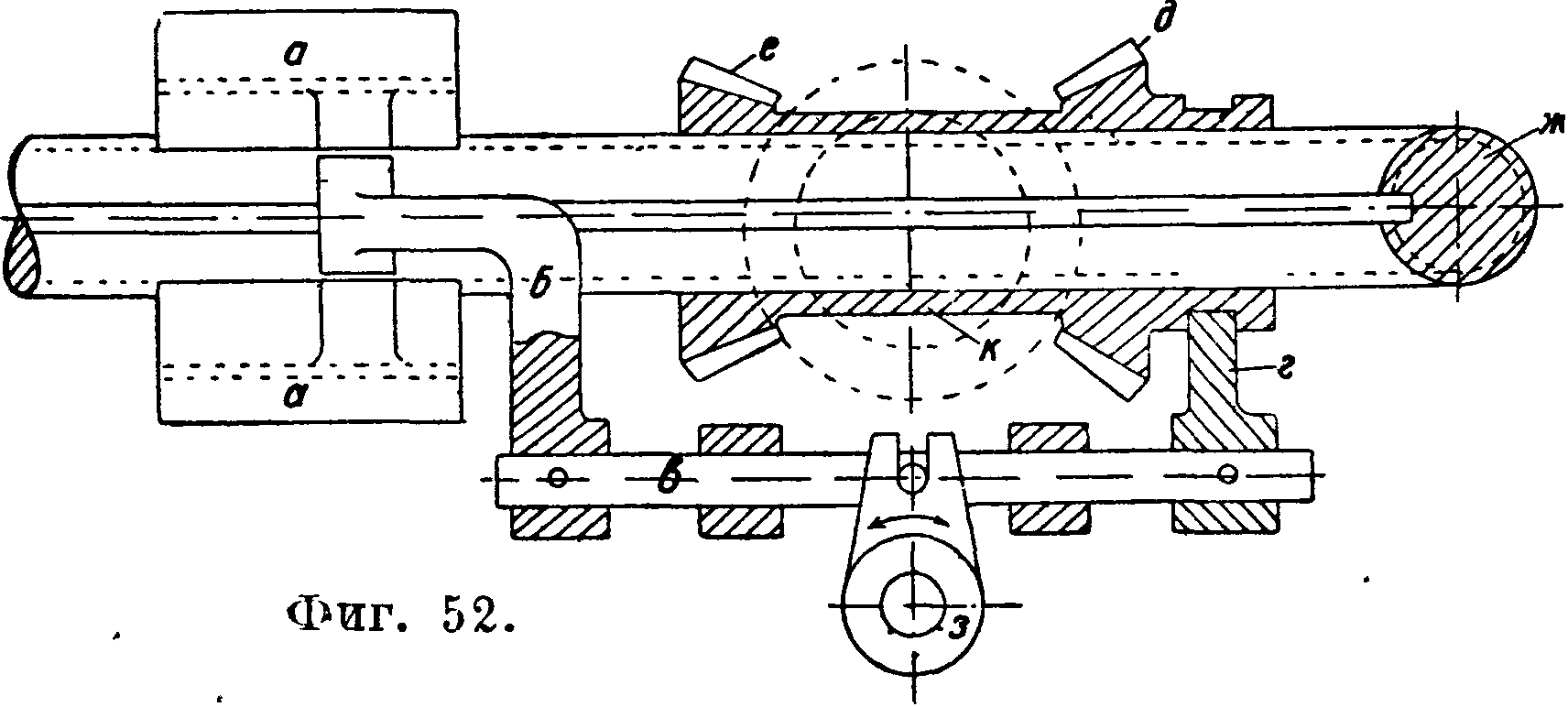
вательно соответствующий самоход выключен. У более дешевых станков или предназначенных для менее точной работы ходовой винт снабжен шпоночной канавкой и служит одновременно ходовым валиком. В этом случае блокировка получает особое значение. На фигуре 52 изображена одна из.многочисленных систем блокировки самоходов для этого случая; замочная гайка аа снабжена на боковой поверхности вырезами, в которые может входить выступ ригеля б, сидящего на валике в, несущем с другого конца переводную видку г тестер е-
Фиг. нок д и е, скользящих по шпонке по ходовому винту аю. Передвижение валика в, а следова
тельно и включение в ту или иную сторону любого из двух самоходов (поперечного и продольного реечного), осуществляемое вилкой з, --
может иметь место только при раздвинутых половинках гайки а (то есть при разомкнутом винтовом самоходе); обратно, замыкание последней м. б. осуществлено лишь при среднем положении втулки к, то есть при выключенных двух других самоходах.
Движение супорта должен быть связано с вращением шпинделя для осуществления постоянной подачи за один оборот последнего и для возможности нарезания винтовой резьбы. Для тех же целей величина подачи за 1 оборот шпинделя должна варьировать в значительных пределах и для возможности нарезания как метрических, так и дюймовых нарезок должен быть выражена как в долях дм., так и в миллиметров на 1 оборот шпинделя. Имеются два основных метода создания сменной передачи между шпинделем Т. с. и ходовыми винтом и валиком: сменные шестерни и коробки подач.
Первый, более старый, способ состоит во включении между постоянной шестерней 5 (фигура 23
и 53), заклиненной на шпинделе а, и сменной шестерней 12, сидящей на шпонке на ходовом винте о, ряда постоянных и сменных шестеренок, располагаемых на трензеле н и гитаре п. Трензель состоит из трех шестеренок 6,7 и 8, находящихся в постоянном зацеплении друг с другом и помещающихся в качающейся рамке, поворачиваемой рычагом р вокруг вала V. При среднем положении рычага р обе зубчатки 6 и.7 расцеплены с б, и т. о. вся передача стоит; при трензеле, повернутом влево, шестерня 7 зацепляется с 5, и зубчатое колесо 8 вращает вал V в том же направлении, как вращается шпиндель. С вала V движение через сменные шестерни 9 на валу V, 10 и 11, сидящие на общей втулке с укрепленной на гитаре п, и 12 на ходовом винте передается последнему со скоростью, измененной в отношении: n^L.L.L.ii^b .L.*l
П 7 8 10 12 * 10 129
где для данного Т. с. k=Const. При трензеле, повернутом влево, вал V вращается через шестеренки 5, 6,7 и 8 в обратном направлении с той же скоростью, а следовательно меняется направление подачи. Гитара служит для постановки различных сменных шестерен и приведения их в правильное зацепление друг с другом. Для этого сначала насаживают на нее шестерни 10 и 11 и приводят последнюю в правильное зацепление с шестерней 12, насаженной на ходовой винт путем передвижения втулки с в прорезе гитары; затем втулку закрепляют, затягивая ее болт, надевают шестерню 9 на вал V и приводят ее в правильное зацепление с 10, пов орачивая гитару вокруг оси ходового винта, ослабив затяжной болт т, к-рый затем затягивается.
В настоящее время сменные шестерни применяются гл. обр. в специальных Т. с., Ites устанавливаемых на продолжительный срок для производства какой-либо детали, причем не требуется смены подач в течение процесса обработ-
г--42т“2,5
ки, или же у простых дешевыхТ.с.; во всех прочих случаях ставят коробки подач, заключающие в себе ряд сменных шестеренок,
включаемых простым передвижением рычагов у правления. Одной из распространенных систем кор. обок подач является коробка Нортона, изображенная на фигуре 54; ведущий вал I,
получающий вращение Тот шпинделя, несет на себе скользящую на шпонке шестерню 1, заключенную между щек качающейся рамки а, несущей кроме того постоянно зацепляющуюся с 1 паразитную шестеренку 2. Перемещением и поворотом рамки она м. б. приведена в зацепление с любой из ряда (3, 4, ., 14) шестерен,
; заклиненных на ходовом винте II. Т. о., смотря по положению рамки, получается 12 различных передач между валом I и винтом II
Фигура 53.
перемещения рамка снабжена рукояткой в, входящей в вырезы кожуха г коробки; закрепление ее в данном положении производится защелкой d, заскакивающей в одно из отверстий е кожуха. робку Нортона с т. н. меандровой передачей и со сменными шестернями обычного типа, сидящими на гитаре а; последние применяются при переходе от одной системы нарезок к другой (например от метрической к дюймовой или к модульной). Ведущий вал I меандровой передачи получает вращение от сменной шестерни 3, зацепляющейся через паразитную шестерню 2 (или через две спаренные шестерни 2 и 2") с зубчаткой 1, сидящей на валу VI передней бабки (фигура 34). На валу VI сидят вхолостую шестерни реверсивной передачи 29 и на шпонке кулачковая муфта м5; другая шестерня 30 реверса, служащая подшипником для вала VI, сидит на валике VII, по к-рому скользит на шпонке шестеренка 31, сцепляющаяся поочередно посредством переводной вилки вг, перемещаемой шестеренкой 32, с шестерней 33,
Фигура 54.
заклиненной на шпинделе, или с шестерней 13 перебора. Т. о. вал VI, а следовательно и шестерня 1 (фигура 55) может получать вращение вправо или влево (в зависимости от положения муфты м5, фигура 34) с двумя различными скоростями: малой от шестерни 33 на шпинделе и ускоренной в 8 раз от шестерни 13 перебора. На валу I (фигура 55) заклинены две спаренные зубчатки 4,7 и сидят вхолостую две другие спаренные шестерни 10, 11. Вокруг вала I качается коробка б, несущая валик II с сидящими на нем вхолостую двумя парами шестеренок 5, 6 и 8, 9 и одной одиночной 12. Любая из этих последних пяти шестерен м. б. зацеплена с
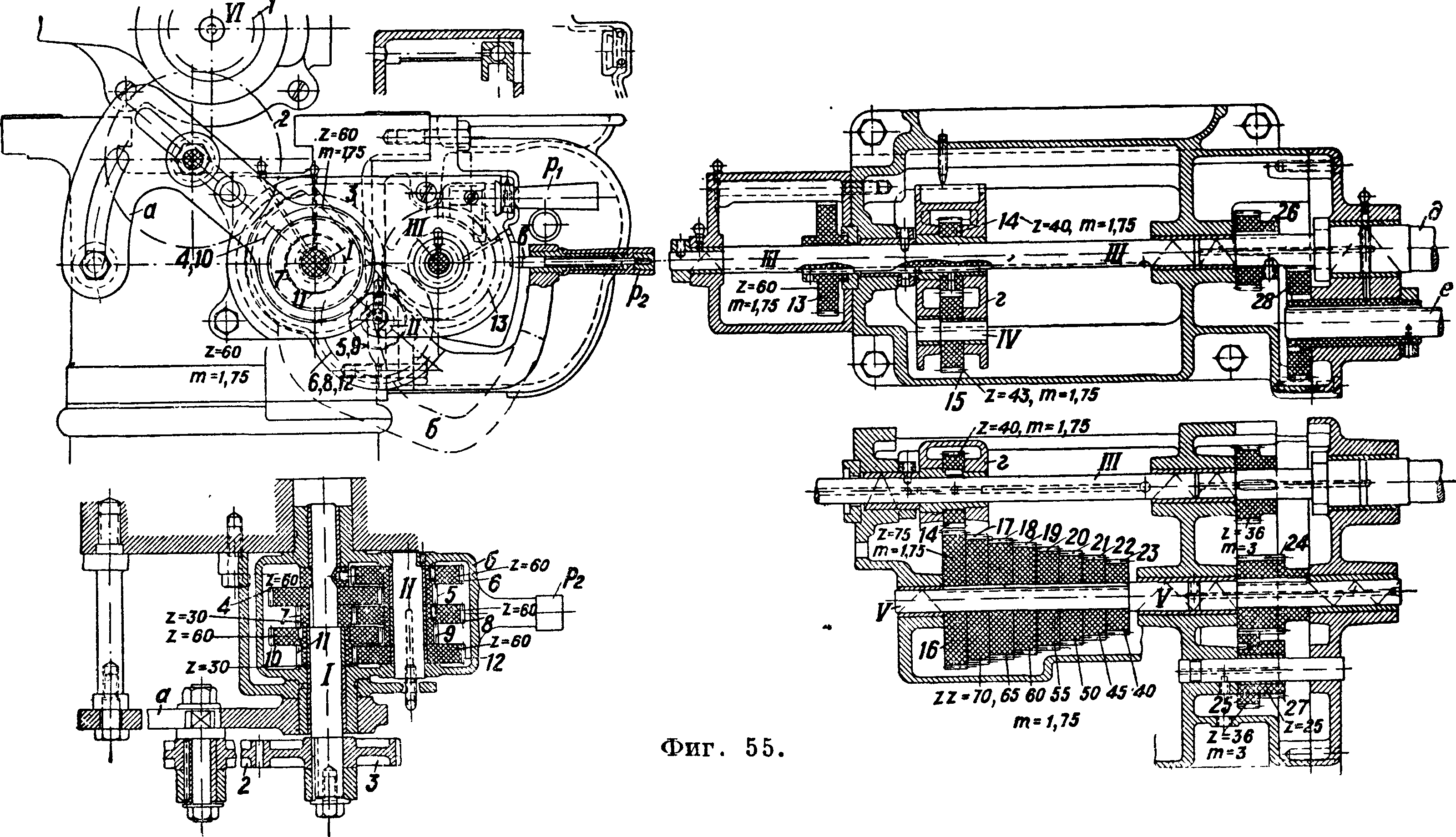
Глубина выреза сделана такой, чтобы для возможности продольного перемещения рамки было необходимо отклонить ее на угол, обеспечивающий расцепление паразитной шестеренки 2 со сменными. В чистом виде однако коробка Нортона применяется редко в виду ограниченности числа передач, получаемого при ее посредстве. На фигуре 55 изображена коробка подач, совмещающая ко
шестеренкой 13, перемещаемой рукояткой р1по ведущему валу III коробки Нортона. Т. о. вращение от вала I передается на III по пяти различным путям:
ί .1-!_0.60_9· 4 5 _ 60 30.
5 * 13 ~ 30 * 6Ό ~ Т * 13 ~ 30 ’ 60 ~
7_ _ 30 60 _ 1. 7 9 _ 30 30 _ 1
Т ’ 73 _ 60 * 60 V 1 ~8~ ’ 1з~~ 60 * 60 “ Т
7 9 11 12 30 30 30 60 1
И
8 10 12 13 60 60 60 60
8
Подъем и опускание коробки б производится рукояткой р%, снабженной защелкой в На ведущем валу III коробки Нортона сидит на скользящей шпонке шестерня 14, находящаяся в постоянном зацеплении с паразитной шестерней 15, сидящей на валике IV коробки г. На ведомом валу Рсидят 8 шестеренок 16,17, ., 23, сцепляемых попеременно описанным выше способом с 15, т.ч.вал Vимеет при постояниойско-рости вала I 40 различных скоростей, расположенных по ступеням: 1) меандровая шестерня 13 вправо до отказа, передаточные числа от
ДО
| 4 | 6 | 14 | 15 | 60 | 60 | 40 | 43 | 9 |
| 5 | 13 | 15 | 23 ~~ | 30 | 60 | 48 | 40 | |
| 4 | 6 | 14 | 15 | 60 | 60 | 40 | 43 | 16 |
| 5 | 13 | 15 | 16 | 30 | 60 | 48 | 75 | 15 |
в следующих восьми ступенях:
2 16 8 16 4 16 8 16
Г’ Т> Т9 И’ Τ’ Ϊ3’ 7 ’ 15 ’
2) следующее положение (шестерня 13 зацепляется с 5) восемь передач:
1 8482848.
Т 9 V 9 Т 9 Ϊ1 ’ 3 > 13’ Т 9 15 ’
3) шестерня 13 зацепляется с 8—предыдущий (основной) ряд передач, деленный на 2; 4) 13 зацепляется с 9—основной ряд передач, делен
Фиг. ный на 4, и 5) 13 зацепляется с 12—основной ряд, деленный на 8. На валу“ F( сидит шестеренка 24, зацепляющаяся с передвижной шестерней 25, спаренной с 27. Смотря по положению последней пары, движение передается либо ходовому винту д через
24 25 _ 38 36 _ 1
25 ’ 26 ~ 35 * 33 “ 1
либо ходовому валику е замедленным передачей через перебор
24 27 36 25 п лол
25 * 25 ~ BS * 52 ~ °’481 ·
Помимо коробки Нортона для коробок подач применяют передвижные шестерни и передвижные шпонки. Первые применяются редко, т. к. для такого большого числа подач, которого требуют современные Т. с., коробки получаются очень некомпактными; переборы с передвижными шпонками применяются гораздо чаще.
На фигуре 56 изображено конструктивное оформление коробки передач последней системы. Корсбка разделена на две половины: левую—с четырьмя грубыми ступенями и правую—с восемью ступенями с малым скачком между ними. Ведущий вал I первой коробки с заклиненными на нем шестеренками 1, 3, 5 и 7 приводится во вращение от вала V (фигура 27) через сменные шестерни 27, 28, насаживаемые на обыкновенную гитару о. Вал V получает вращение или для крутой резьбы от шпинделя (шестерня 29) или для пологой резьбы—от втулки ступенчатого шкива (шестерня 1), через передвижную шестеренку 30, левую зубчатку 31 реверса, а затем либо непосредственно от кулачковой муфты мглибо (в обратном направлении) через зубчатки реверса 31, 32, 33. Кулачковая муфта перемещается штырем с со сквозной шпонкой, приводимым в движение вручную ручкой рг (фигура 56) через рычаг а, втулку б, рычаг в, валик IV и вилку г. Передвижная шпонка д, сцепляющая поочередно одно из зубчатых колес 2, 4, 6 и 8 с валом II,перемещается ползунком е, входящим своим носом в вырез втулки ж, передвигаемой ручкой р 2 через шестеренку 25, зацепляющуюся с рейкой, нарезанной на втулке. На валу II заклинены 8 шестеренок 9, 11, 13, 15, 17, 19, 21, 23, находящихся в постоянном зацеплении с восемью шестернями 10, 12, 14, 16, 18, 20,22, 24, сидящими вхолостую на валу III ходового винта и сцепляющимися с ним поочередно двумя смещенными на полширины колеса передвижными шпонками з и к, приводимыми в движение ручкой р3 через шестеренку 26 и втулку л. Т. о. ходовой винт имеет 32 различные пе-. редачи от вала I, а ходовой валик м, соединяемый скользящей втулкой б с валом II,—четыре передачи. Для авто-матическ. останова подачи находовом валике м сидят два кольца в начале и конце требуемого хода супорта; по достижении последним предельного положения он нажимает на кольцо и передвигает валик, а с ним через втулку б и рычаг в вилку г, расцепляющую кулачковую муфту самохода мг (фигура 27).
Расчет шестерен для нарезания на Т. с. винтовой резьбы производят на основании ур-ия
hi
Щ=V -, ho
где П —общая передача от шпинделя к ходовому винту, вычисляемая как отношение
Ζ ·Ζ8 · ?5 2-2 П — 1
Ζ·£ * Z±· Zq. z^n
где в числителе всегда ставятся ведущие, а в знаменателе ведомые колеса, h1—нарезаемый шаг винта, h0—шаг ходового винта. Для удобства расчетов несменная часть передачи от шпинделя к ходовому винту объединяется вместе с его шагом в т. н. постоянную станка К, которая обозначает, насколько переместится супорт за один оборот шпинделя при передаче на сменных шестернях, равной 1:1.
К=4 ·¥··· %1·*!.
*2 < **
где z—все постоянные шестерни передачи. Так, у бабки, изображенной на фигуре 27,
ч- -
К2-
| 22 | 28 | 24 | 24 | 1 |
| 28 | ’ 22 | ’ 24 | ’ 24 | ΊΓ |
| 68 | 58 | 22 | 28 | 1 |
| 17 | 58 | 28 | 22 | 2 |
| 68 | 77 | 22 | 28 _ | 1 |
| 17 ‘ | ‘ 22 | ’ 28 | “ 22 | 2 |
= 2 дм.,=7 дм.,
соответственно при шестерне 30, непосредственно зацепляющейся с шестерней 29 на шпин-
hH=~, в миллиметров—hM, в модулях (1 ш=π миллиметров)— Ьмод.=англо-америк. диаметральном пит че (Diametral Pitch — D.P.; η Б.Р.=^-дм.=
~ миллиметров)hn=щ=π hH. Для подбора шесте рен во всех случаях может служить табл. 1.
Нормальные самоточки представляют собой универсальные Т. с., предназначенные
Таблица 1. — Формулы для вычисления передач гг сменных шестерен для нарезания винтов на Т. с. * для различных постоянных Кд, Кн и Км станка.
Обозначение шага нарезаемой резьбы
Кд
Кп в нитках на 1 дм., hH
Кд hH
Кн
hn
127
18.24
,·1ιΗ llKMhH
40.40_
7 *9ΚΜ·Υιη
в дм., hd
_hd
Кд
η=KHhd
121 hd _ 18.24hd _ 40.40hd: 5Xu= 17KM=7-9KM
в миллиметров, hM
в модулях, hjuod.
127Ka =
HhjH
: 18-24 Kd ’ 9 hM
_bКп * hM ^ 17 KH · hM
40. 40Kd
127 ~ 18-24
~ ^ * Q Kn* hM~~ 40-40
hM Kju
hMOd.71 ^ 22 · hMOd
_ п11мод. ^ 22,bhMOd. “25,4Ka= 7.127 Kdили лучше
„ ^ 41hMod. ^ 5 -19 hMod,
-95Kd~~ 32-34Ka
^ 12hMod,
~~ 97Kd~
n — n h tr ~ 22»bhMQd. Kp
П 25,4 ПмодКп— ?. 127
или лучше
__ ^Ь-мод.Кп^ bЛ2‘Нмод.Кп ^ 4.95 ~ 32.24
~ 12hMOd.KH~ 9 7
K*
KMили лучше
^ 32 - 27hMOd, ^ 19-21 Ьшд. “ 25 · 11KM - 127KM
^ 25- HhMod. ^ 13-29Ьм0д, „ “ 17 KM = 4 · b0Км =
^ 5-71 hjffod.
~ 113 KM
22.
n=-
22
Kd hfi
или лучше 32.27
1 7 Kdhn
n — n^H ~
22Kn
7 hn
в диам. питче, hn
n ~
25 - llKdhn25.47
_ 19-21 ^
— 127Kdhn ~ 8-97
13 -19 Kdhn
__ 5-71
4-30 Kdhn 113 Kdhn
или лучше
32 - 27К, n
η =
η· 25,4 22.127
^ 19 - 21К " 127h;
8.97 Къ
η,
22.17Kdhn13-29
‘ 25 · Шг;
25 · 47Κ« _
22 -17hn “ 13 -19hn_ 13-29Кн _ bjJlK^ “ 4 · 30/гп ~ 113 hn
KM‘hn bKMhnили лучше
21 -19 10 -17 ·;23
5KMhn 7« 128 · 48
9-Кж · hn30.125
7 · 11 KM · hn 47. KM
* В таблице добавлены наиболее удобные значения приближенных передаточных чисел для трудных передач. деле (Кг), и для первого (К2) и второго (Ks) переборов при шестерне 30, зацепляющейся с зубчаткой 1 перебора. Принимая это значение К, имеем для передачи п переменного перебора следующее основное уравнение:
Главная трудность состоит в получении возможно точного отношения п, применяя лишь нормальные шестерни прилагаемого кТ. с. набора (обычно от 2=15 -У 120 или 25 + 130 через 5+1 шестерня с 127 зубцами + 3 двойных шестеренки с 65, 85 и 95 зубцами; реже с чи z зубцов через 3 и через 2). Постоянная Т. с. выражается или в дм.—К di или в миллиметров—КМ9 или в нитках на
1 дм.—Кн — i^. Нарезаемые винты имеют также обозначения шага в дм.—hd, в нитках на 1 дм.—
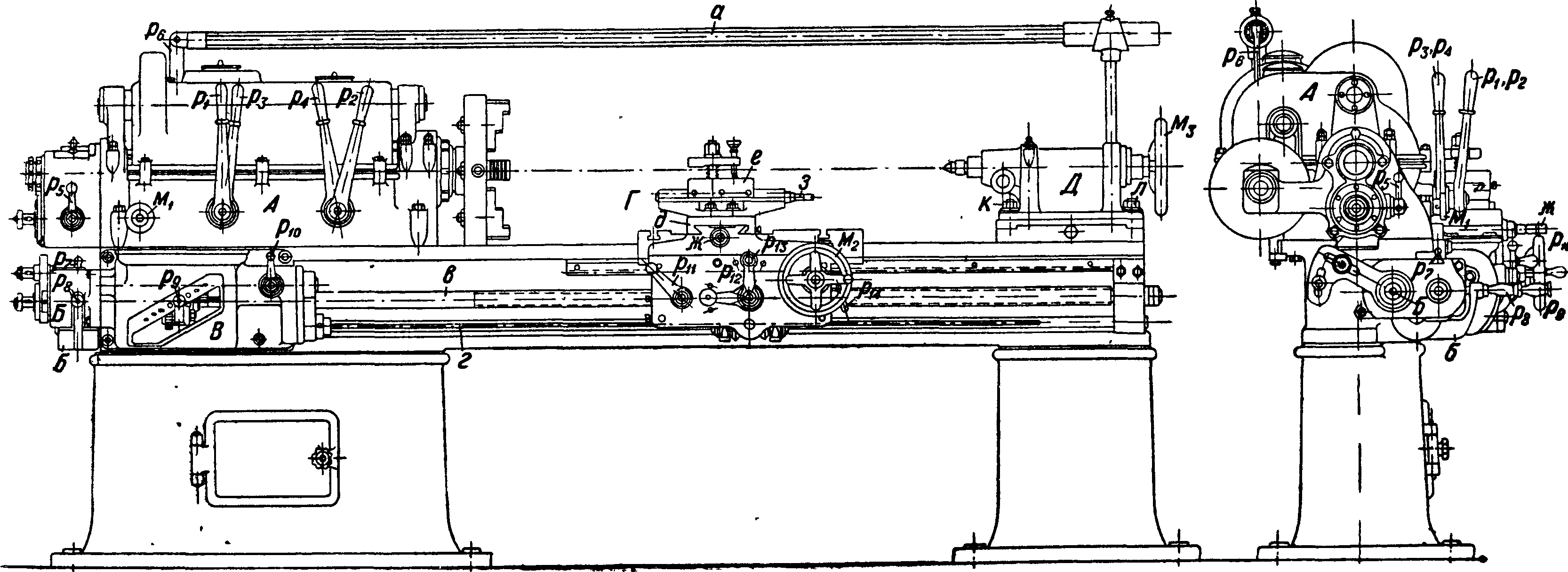
б. ч. для выполнения штучных или короткосерийных работ. Общий вид современной самоточки с высотой центров 200 миллиметров изображен на фигуре 57, ее передняя бабка—на фигура 34, супорт — на фигуре 51, а коробка подач—на фигура 55. Рычаги рг, р2, р3 и р4 на передней бабке А служат для изменения числа оборотов шпинделя, маховичок мг—для перевода шестеренки 31 (фигура 34) для нарезания нормальной или очень крутой резьбы, рычажок ръ—для перемены направления подачи переключением реверса, штанга а и рычаг р6—для включения и выключения фрикционной муфты главного привода, ползунок р7 (замененный на фигуре 55 рукояткой рг)—для передвижения ведомой шестеренки меандровой передачи Б, а ручка р8—для подъема и опускания ее рамки б. Рамка нортоновой коробки В перемещается руко-
яткой р9, а рычажок р10 служит для переключения движеция подачи на ходовой винт в или ходовой валик г. Ручка рг1 на переднике су-
конструировании главное внимание обращают на универсальность, возможность быстрой смены скоростей, достаточную точность. Эти само-
Фигура 57.
порта Г служит для замыкания замка винтового самохода. Ручка р12—для включения попеременно поперечной (ручка вниз) или рееч
ной продольной подачи (ручка вверх); изменение направления подачи совершается реверсом, включаемым ручкой р13. Маховичок м2 служит
для перемещения вручную супорта; закрепление супорта в данном положении по длине станины совершается зажимным винтом с рукояткой ри. Перемещение вручную поперечных д и резцовых е салазок совершается ручками, насаживаемыми на квадраты на концах их ходовых винтов ж и з. Задняя бабка Д закрепляется на станине болтами кил,а шпиндель ее перемещается маховичком м3. По роду производимых работ самоточки классифицируются следующим образом.
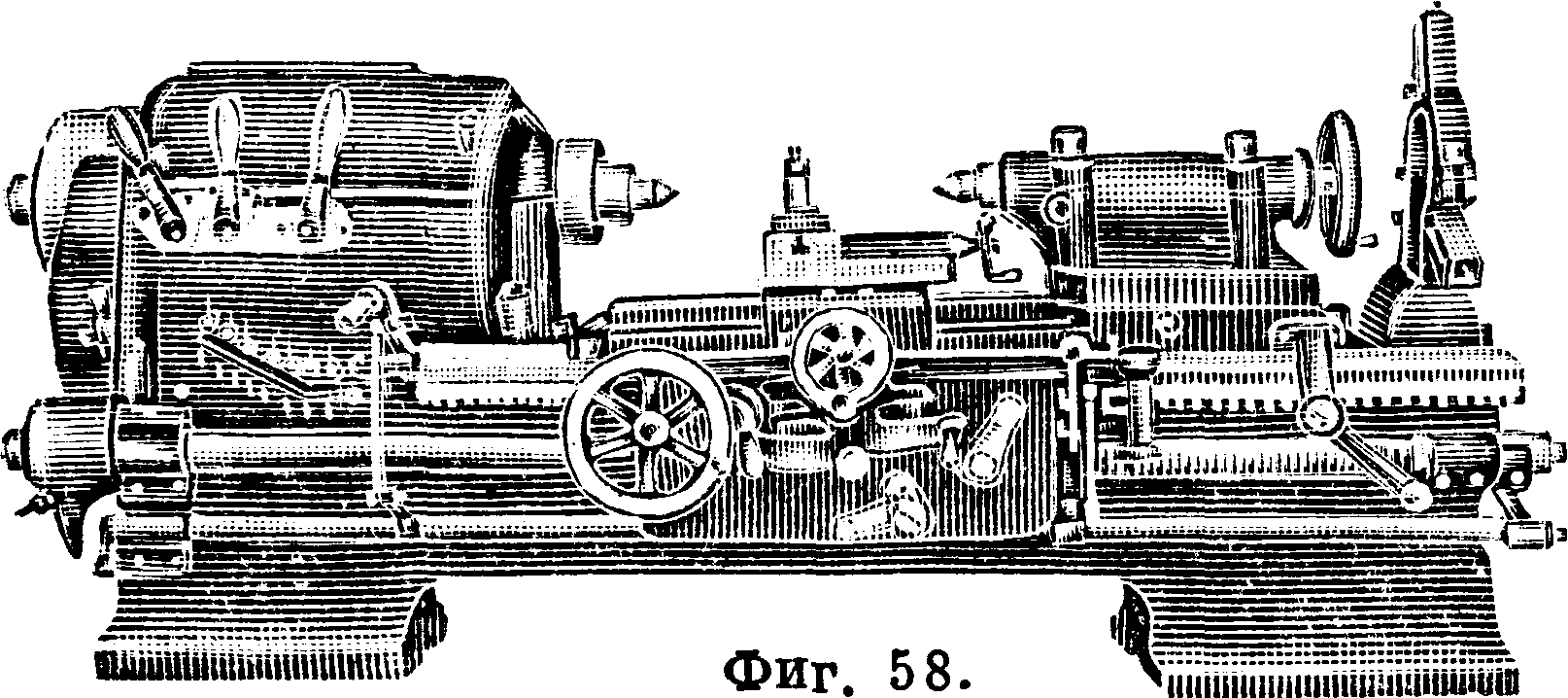
1) Нормальные, или универсальные, самоточки (англ. Machine Lathe, нем. Spitzendrehbank, франц. Tour parallele, фигура За и 58), предназначенные гл. обр.для производства штучных работ и рассчитанные на работу резцами из быстрорежущей стали; при их точки снабжаются раздельными или соединенными в один ходовыми винтом и валиком.
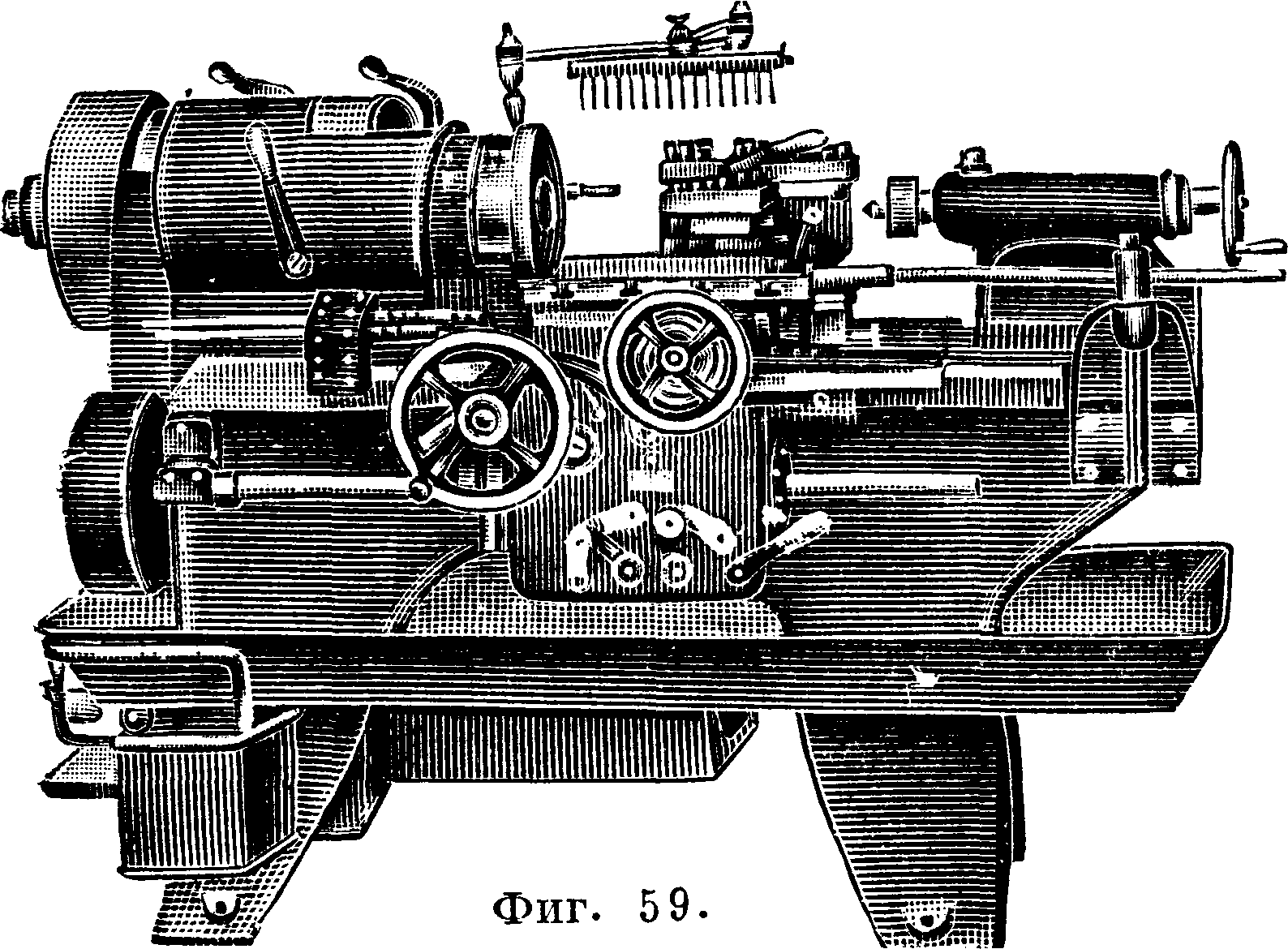
2) Производственные самоточки (англ. Manufacturing Lathe, нем. Produktions-drehbank, фигура 59), применяемые для токарных работ в короткосерийном производстве и отличающиеся от предыдущих гл. обр. большей мощностью и предназначенные для работ резцами из быстрорежущей стали или сверхтвердых сплавов; в отношении точности, числа по
дач и быстроты их смены к ним предъявляют пониженные требования, зато весьма желательным является возможность изменения скорости шпинделя без остановки станка. Обычно они снабжаются комбинированным ходовым винтом
и валиком или лишь одним валиком; характерным признаком является стремление по возможности упростить и автоматизировать управление станком, выражающееся в приме нении ных резцедержателей, пневма-тич. ов, в широком развитии автоматич. остановов самохода и прочие.
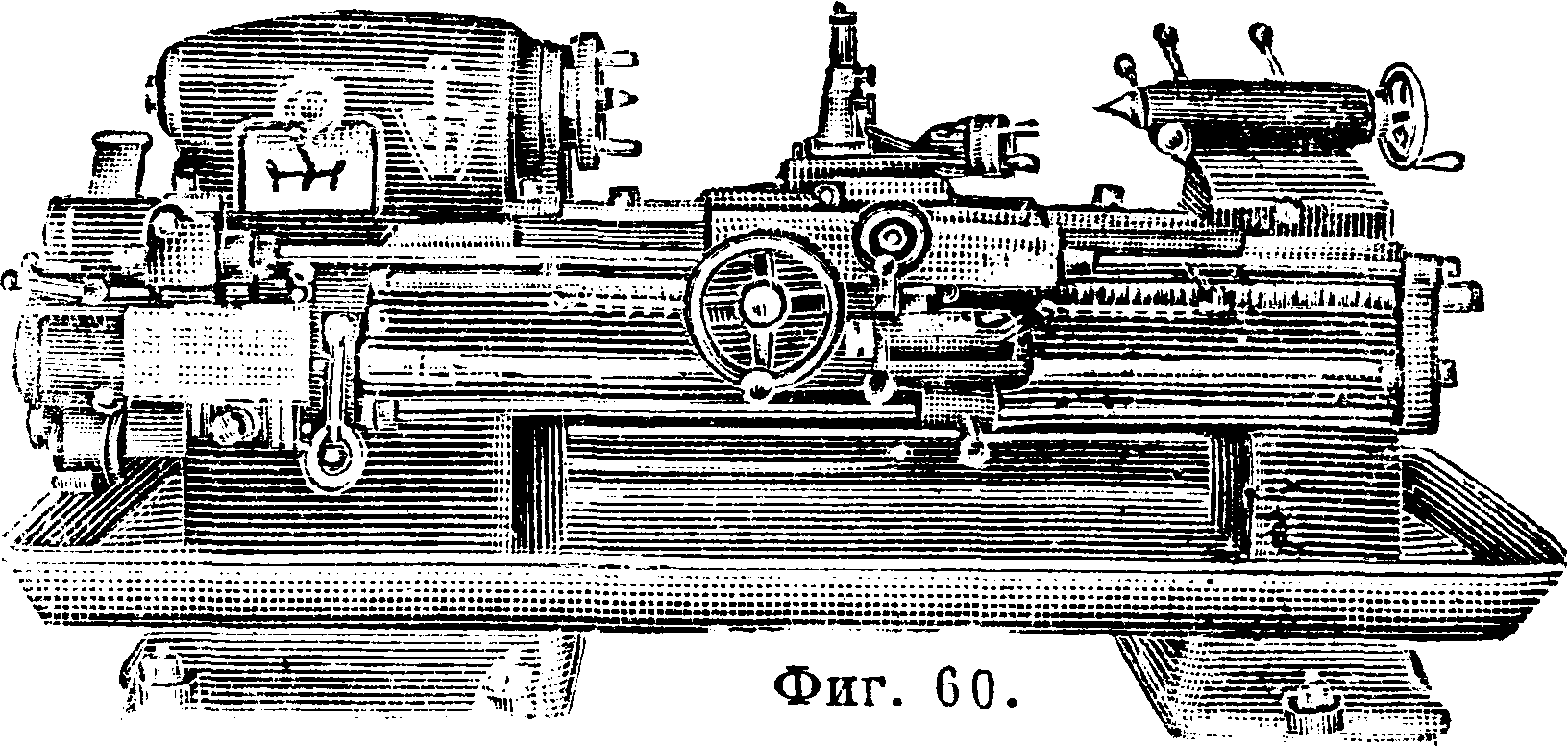
3) Инструментальные Т. с. (англ. Tool-Room Lathe, нем. Werkzeugmacher dreh-bank или Universal-Hinterdrehbank, франц. Tour d’outillage, фигура 60), главным назначением которых является производство инструментов и приспособлений для обработки. Они должны двух рычагов рг, р2 на бабке; т. о. станок имеет 140 скоростей в диапазоне 33—1 200 об/м. Су-порт имеет одну реечную подачу и приводится во вращение отдельным мотором в 3 IP, сообщающим ему 100 различных подач в диапазоне
32—1 100 миллиметров/мин. На переднике супорта сосредоточены все органы управления обоими моторами и самоходами. Супорт снабжен двумя резцедержателями, передним и задним, имею-
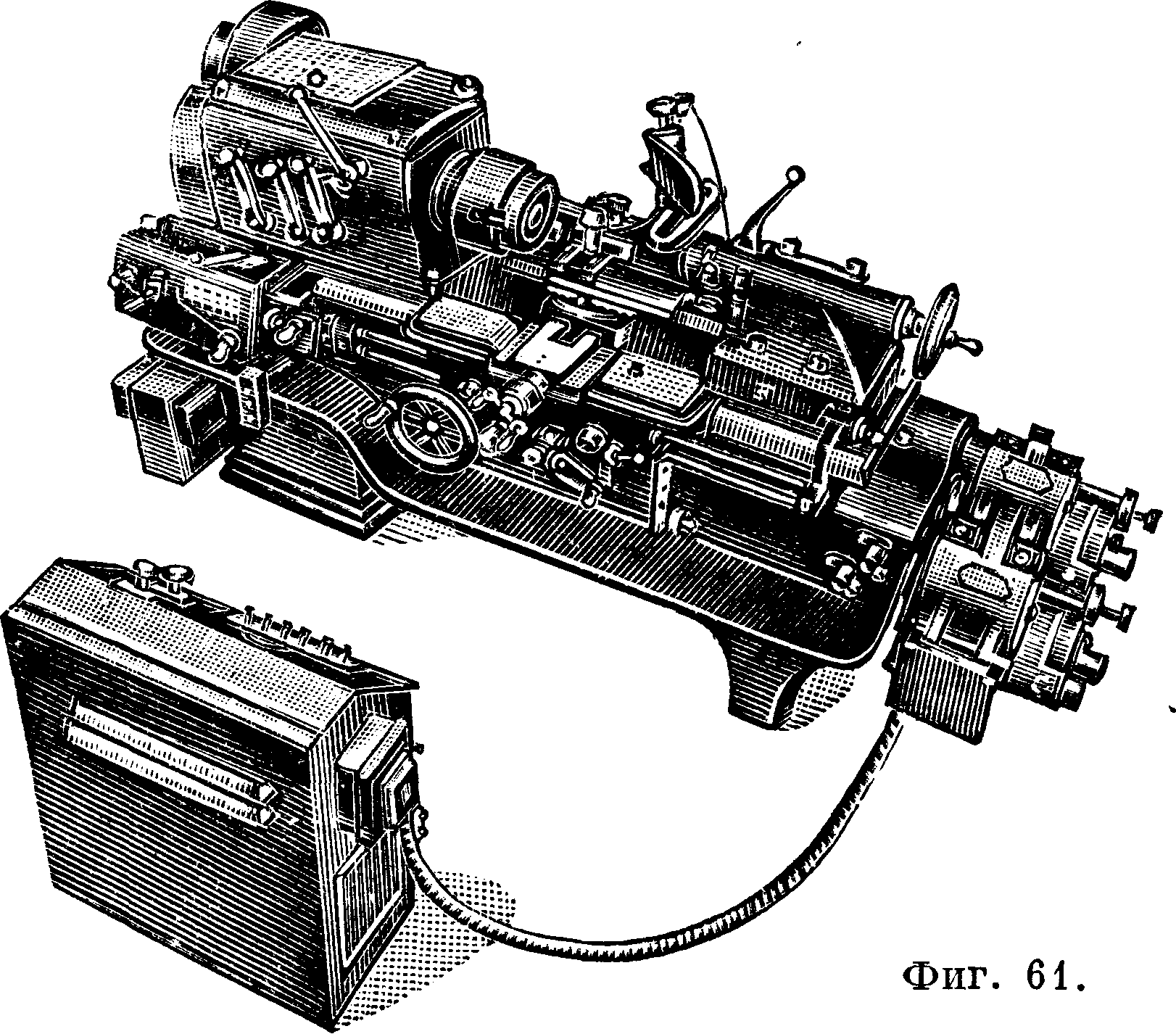
отличаться большой точностью (всегда раздельные ходовые винт и валик), большим количеством подач и скоростей шпинделя; они обычно снабжаются затылочным приспособлением (смотрите Затылочные станки), устройством для копировальных работ (смотрите Копировальные станки); диапазон скоростей обычно рассчитан на работу резцами из быстрорежущей стали, реже для сверхтвердых сплавов. Для птэоизводства
рована автоматическая: самоточка (фигура 61); управление всеми движениями супорта совершается электрически от контакта, ощупывающего шаблон, вырезанный из тонкой ме-таллич. жести и укрепленный на станине Т. с. Точность формы равняется 0,025 миллиметров и не зависит от ее сложности (например на таком Т. с. можно выточить винтовой фрезер со снятием затылков непосредственно по шаблонам).
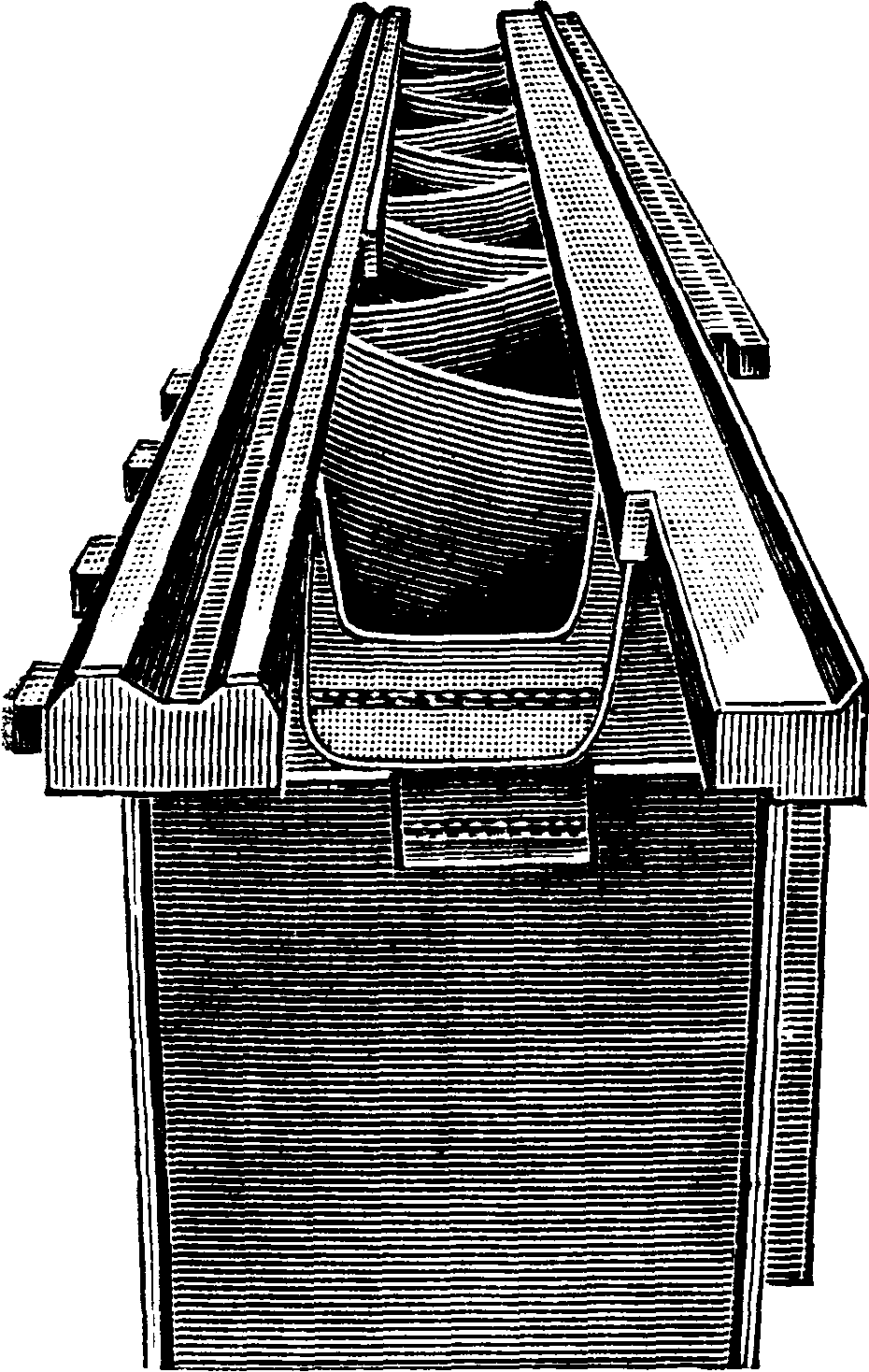
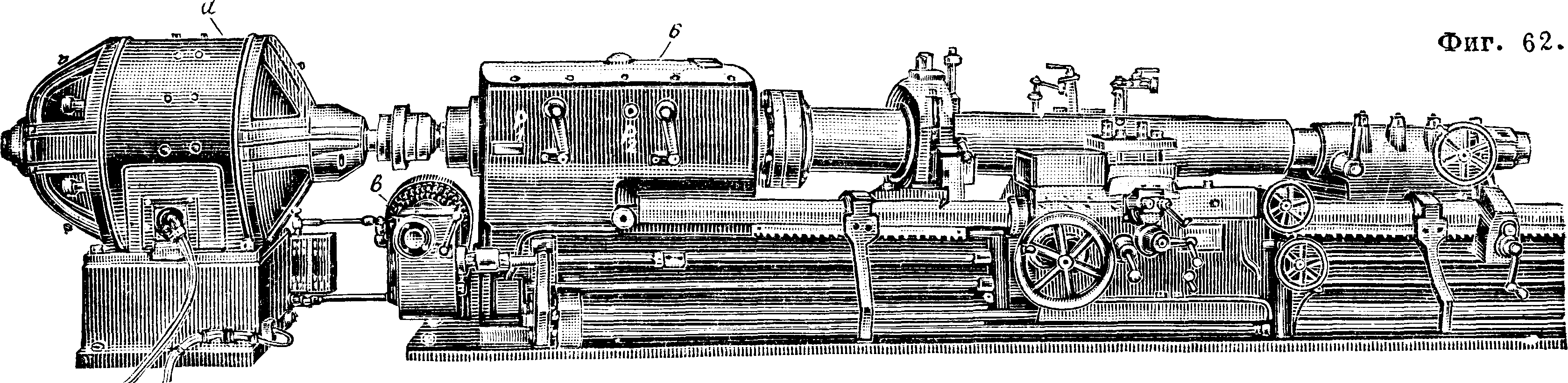
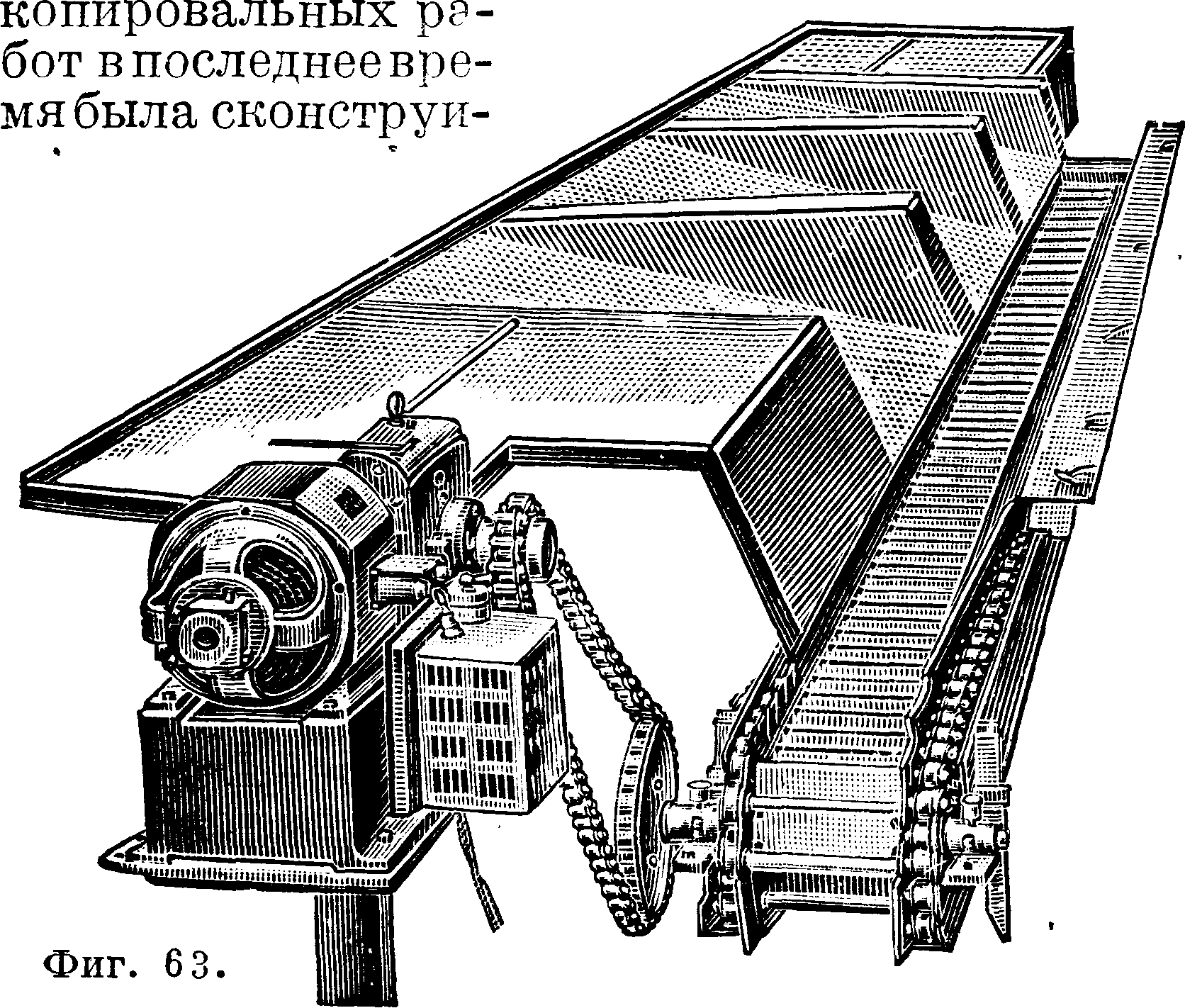
Специально для производства обдирочных работ применяются мощные и сверхмощные обдирочные Т. с. (англ. Roughing Lathe, нем. Schruppdrehbank). По существу они представляют собой дальнейшее развитие производственных станков с тенденцией в сторону их упрощения и упрочнения. Изображенный на фигуре 62 Т. с. этого типа приводится в движение регулируемым электромотором постоянного тока а мощностью в 100 ЬР, сттепленным гибкой муфтой непосредственнее о шпинделем передней бабки б. Мотор имеет диапазон 1 : 6 (200—1 200 об/м.) в 70 ступенях, дальнейшие 70 ступеней получаем, включая перебор 1 : 6 посредством щими самостоятельные ходовые винты. Для быстрого перемещения супорта имеется особый мотор в 2 Н Резцедержатели снабжены струж-коразбивателями, ломающими и отклоняющими книзу раскаленную стружку, которая падает с коробкообразной станины, имеющей значительно сниженные задние направляющие, в канал, откуда она удаляется непрерывнодейству-ющим ленточным конвейером (фигура 63), необходимым в виду громадного количества стружки (до 1 200 килограмм 1ч), производимой станком.
В последнее время, с введением обработки легких металлов при высоких скоростях резания (до 1 500 м/мин) резцами из сверхтвердых сплавов и алмаза, появилось большое количество конструкций быстроходных Т. с. (англ. High-Speed Lathe или Diamond Tool Lathe, нем. Schnelldrehbank, Feindrehbank или Diamantdrehbank, франц. Tour a diamanter
или rectifieuse a di amant) с наибольшими скоростями шпинделя порядка 2 000—5 000 об/м. Основным требованием, предъявляемым к этим Т. с., является полное отсутствие вибраций и сотрясений рабочих частей; это заставляет отказаться от применения зубчатых передач для главного привода всегда, а б. ч. и для подачи. Скорость регулируется обычно изменением числа оборотов мотора (переменного тока с пе-
реключением полюсов или регулируемого постоянного тока), на помощь чему иногда устраивают двух- редко трехступенные шкивы. В ка
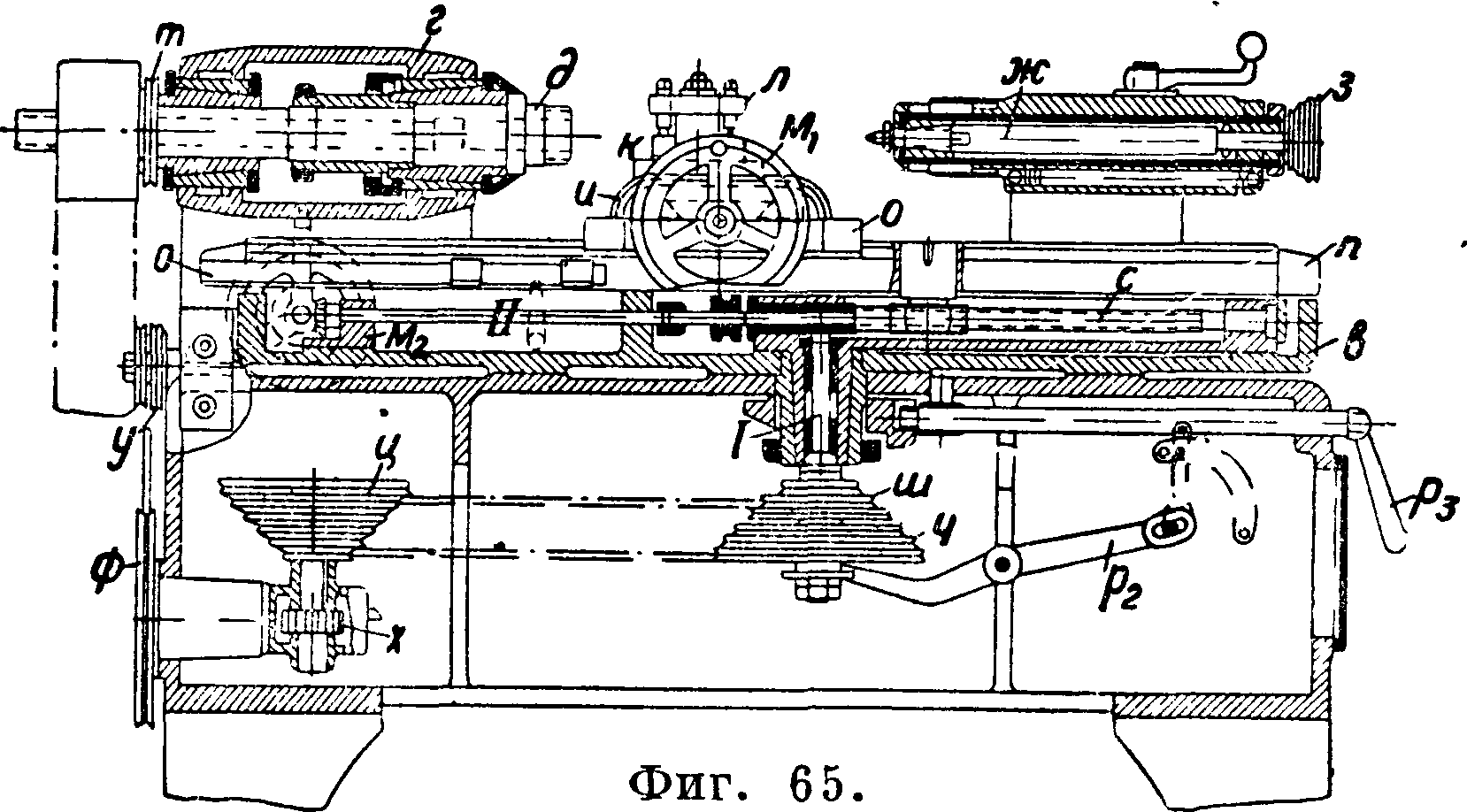
честве органа передачи применяют бесконечные тканые ремни без шва, плоского, клиновидного или кругового сечения. На фигуре 64 и 65 изображен Т. с. такого типа: привод главного шпинделя осуществляется через ременную передачу мотором а (1,3 ЬР, п=700, 920 и 1 400 об/м.), стоящим на отдельной фундаментной плите, включаемым педалью б и регулируемым совместно с мотором задней бабки ручкой рг. Передняя бабка г отлита заодно со станиной и несет в цилиндрич. подшипниках шпиндель д, имеющий в зависимости от скорости мотора три скорости (1 500, 2 000 и 3 000 об/м.). Задняя бабка е перемещается по особым направляющим на задней стороне станка и несет шпиндель ж,
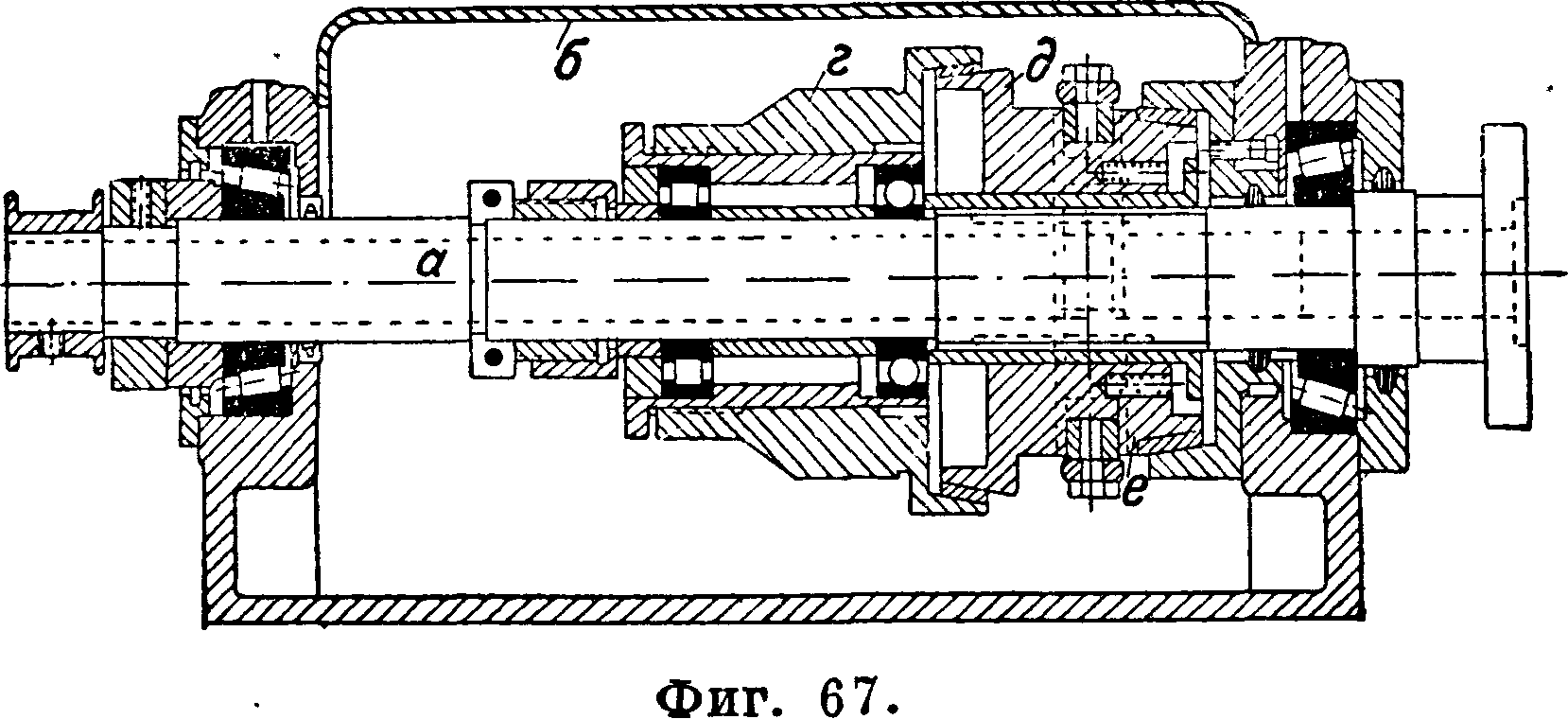
в к-ром устанавливается задний центр и к-рый приводится во вращение либо трением самого обрабатываемого предмета либо от отдельного электромотора с синхронным главному шпинделю числом оборотов через круглый ремень и ступенчатый шкив з. Супорт и несет на поперечных салазках к двусторонний перекидной резцедержатель л для высокоглянцевой обточки, при которой требуется точная установка заднего установочного угла резца (смотрите Точная обработка отверстий), можно изменять этот угол особым микрометрическим устройством. Установка резца на глубину и поперечная подача совершаются только вручную маховичком мъ причем возможен отсчет (3,002 миллиметров. Продольные салазки о супорта укреплены на подвижном столе п, перемещаюшемся посредством ходового винта е. расположенного в поворотных
(до 90° от оси станка) направляющих в Механическая подача получает движение круглым ремнем от шкива т на главном шпинделе через натяжные шкивы у, шкив ф, червячную передачу х, ступенчатый шкив ц и далее двумя круглыми ремнями на два ступенчатых шкива ч и ш, сидящих вхолостую на валу I и сцепляемых с ним поочередно муфтой, включаемой рукояткой р2. Вал I вращает кулачковую муфту, сцепляющуюся с ходовым винтом. Ручная подача осуществляется маховичком м2 через пару конич. шестеренок и валик II. Рукоятка приводит в действие замок поворотного стола. Подачи изменяются двумя группами: 0,015: 0,023; 0,035 и 0,05; 0,08; 0,12 миллиметров/об. шпинделя; в каждый момент рукояткой р2 может быть включена одна подача первой (шкив ч) или второй (шкив ш) группы.
Еще совершеннее в смысле отсутствия сотрясений конструкция, изображенная на фигуре 66 (общий вид и поперечный разрез). Здесь единственной вращающейся деталью является главный шпиндель а (фигура 67), лежащий в роликовых подшипниках передней бабки б и приводимый в движение с двумя скоростями 2 000 и 4 000 об/м. мотором в (фигура 66) через ременную передачу с двухступенчатым шкивом г (фигура 67). Последний: сидит вхолостую на шпинделе и сцепляется с ним посредством конусной фрикционной муфты д, другая сторона к-рой, снабженная также конусом в, является тормозом, останавливающим шпиндель при выключении муфты д. Этот Т. с. снабжен двумя супортами—продольным ж (фигура 66) и поперечным з, имеющими независимые друг от друга гидравлич. подачи, регулируемые без ступеней в пределах 10—1 000 миллиметровIмин, что при 2 000 об/м. шпинделя равно 0,005—0,5 миллиметров/об. шпинделя, а при 4 000 об/м.—соответственно 0,0025—0,25 миллиметров/об.; регулируются обе подачи рычажками рг и р2, а масло под давлением для приведения их в действие доставляется насосом к, приводимым во вращение особым электрическим мотором.
Интересная конструкция Т. с. этого типагуделяющая особое внимание удобству удаления
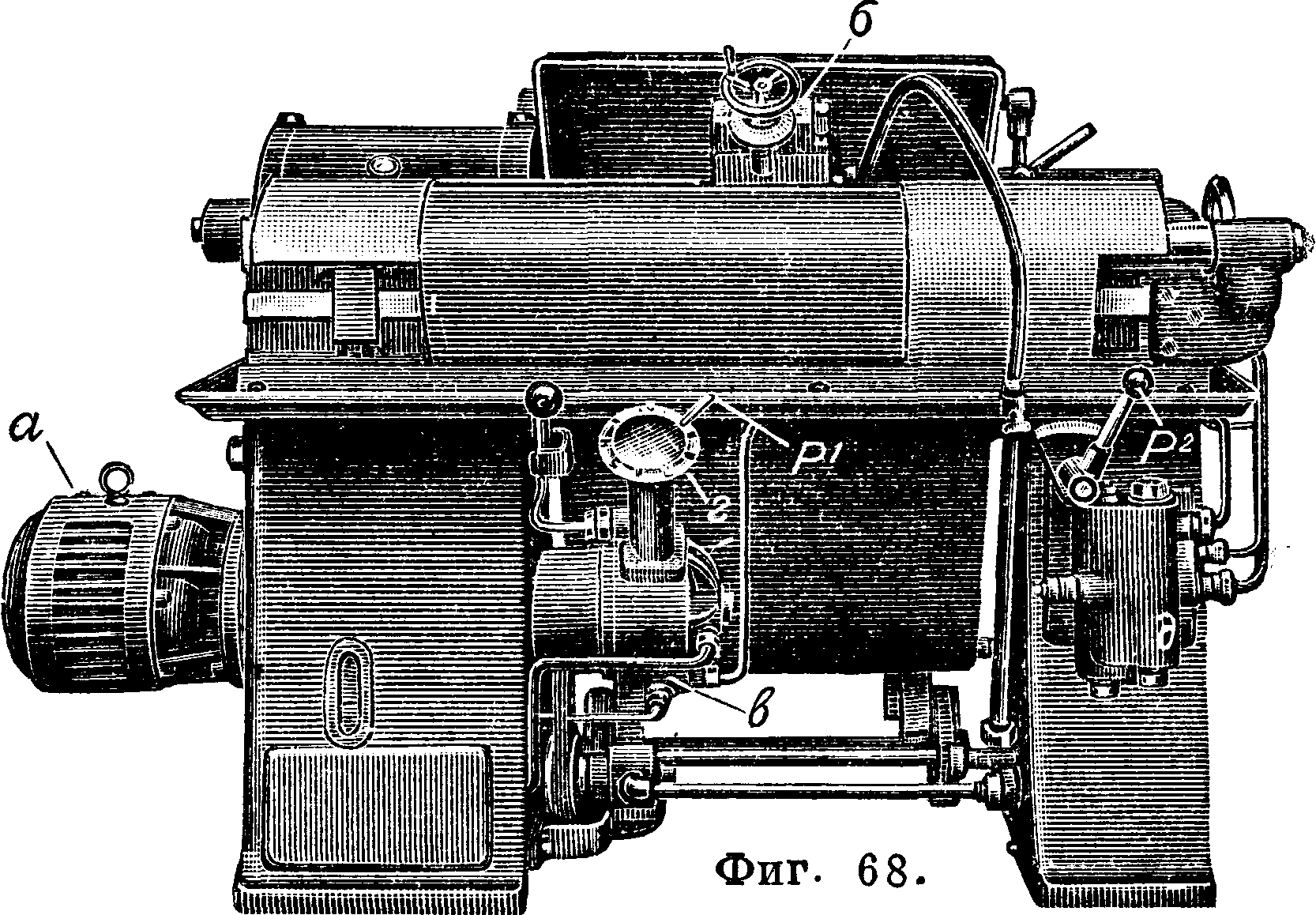
громадного объёма получающихся при этом стружек (поэтому называется англ. Flowing-Chip Lathe, нем. Fliesspandrehbank), изображена спереди на фигуре 68, сзади—на фигура 69. Отличительной особенностью этого Т. с. является направление вращения шпинделя, обратное обще-
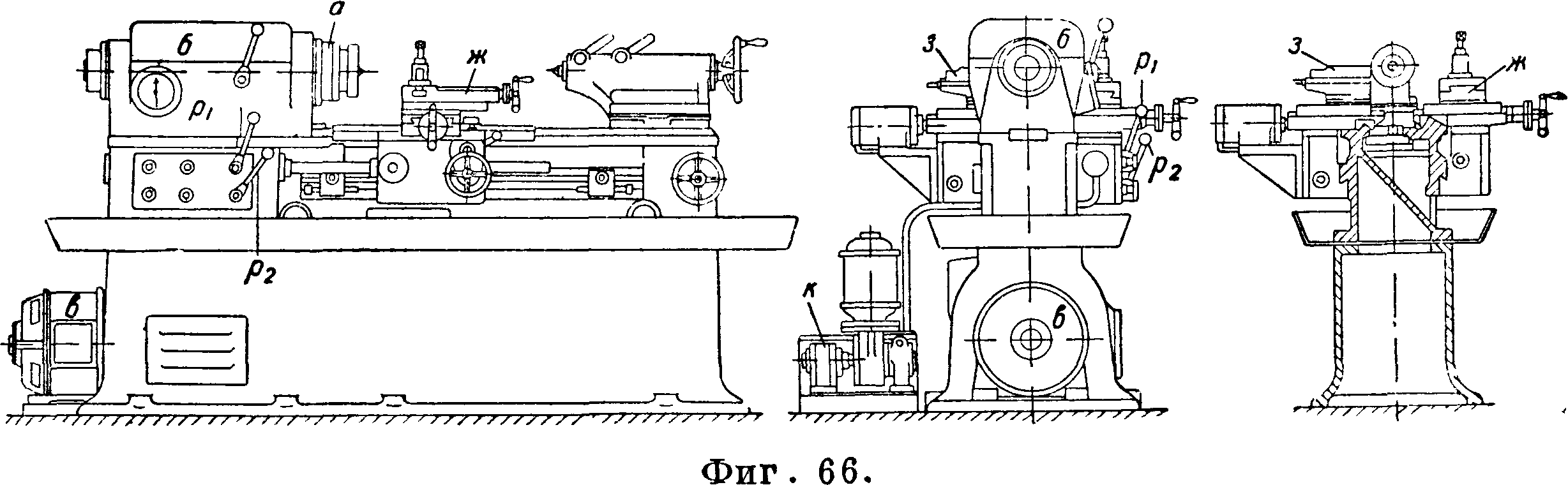
принятому, вследствие чего стекающая с резца стружка отклоняется вниз и соскальзывает с наклонной гладкой поверхности станины в тележку. Прифланцованный мотор а через ременную передачу в станине приводит во вращение главный шпиндель со скоростью 750—
6 000 об/м. соответственно максимальной скорости резания до 2 800м/мин. Верхний ступенчатый шкив сидит на особой втулке кон-центрично со шпинделем и приводит последний во вращение через гибкую муфту, т. о. шпиндель разгружен от натяжения ремня. Супорт б перемещается по длинным узким направляющим на передней стенке трехугольной станины под действием гидравлич. механизма подачи. Масло под давлением для последней доставляется насосом в сист. Лауф-Тома, причем секундный расход жидкости бесступенно регулируется рукояткой Ρχ с цифровым диском •г. Включение рабочей продольной подачи (0,01—0,5 миллиметров/об.)
быстрого перемещения супор-та в обоих направлениях (2 и 3 м[мин) или остановка их производится ручкой р2, управляющей распределительным золотником д. В трубопровод подачи включен чувствительный предохранительный клапан, по-
вается девятью электромоторами (2 и 3—для переключения скоростей передней бабки, 4— для перемещения кулачков планшайбы, 5 и б— для привода масляных насосов, 7 и 8—для быстрого перемещения супортов, 9—для перемещения задней бабки и 10—для приведения в движение шпинделя задней бабки) и четырьмя небольшими генераторами (11 и 12—для измерения скорости вращения шпинделя и 13 и 14— для измерения скорости подачи). Все моторы обслуживаются кнопочными коммутаторами, причем 2, 3, 4, 5 и 6 от распределительной доски А на передней бабке, 7 и 8—от расдределитель-ных пультов Б и В на обоих супортах, 9 и 10— от коммутаторов на задней бабке, а 1—как от коммутатора на передней бабке, так и с каждого из пультов на супортах. Пульты эти кроме органов управления содержат измерительные приборы, показывающие электрич. и механич. режимы работы.
Лобовыми Т. с. называют станки, предназначенные для обточки б. или м. крупных изделий с отношением.диам. к длине большим единицы. Это условие делает ненужным присутствие задней бабки, требует наличия планшайбы больших размеров (почему на з-дах эти станки зо-
1?
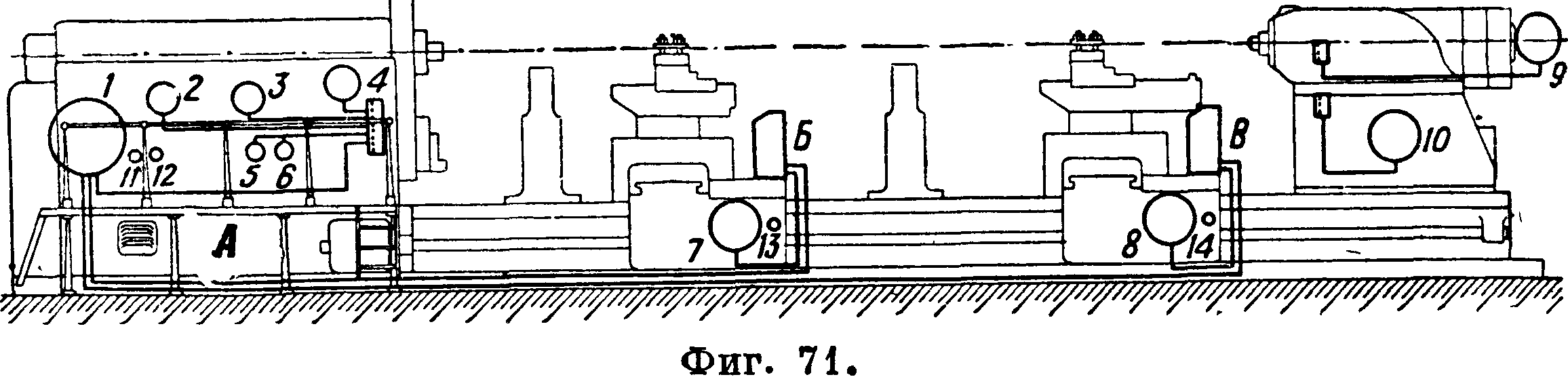
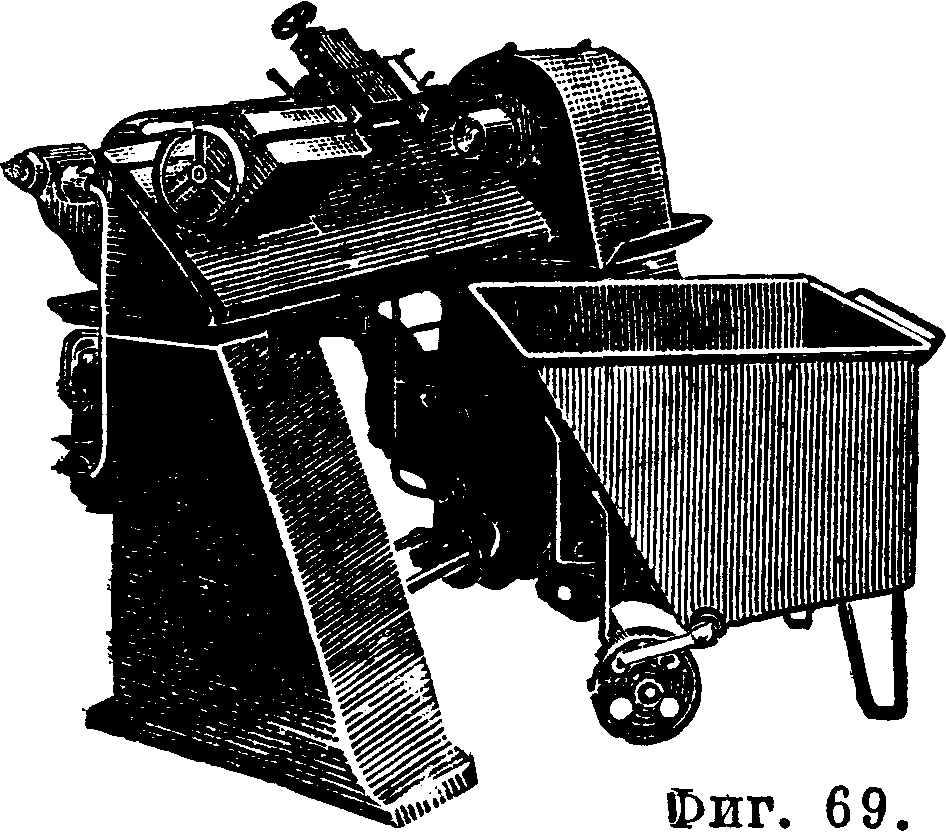
зволяющий производить обточку до упора су-порта в останов,; к которому приставляются мерные плитки, чем обеспечивается большая точность продольных (осевых) размеров обработанных деталей.
Для обработки валов судовых машин, роторов паровых турбин и электрич. генераторов и других крупных деталей требуются самоточки особо больших размеров; имеются Т. с. с высо
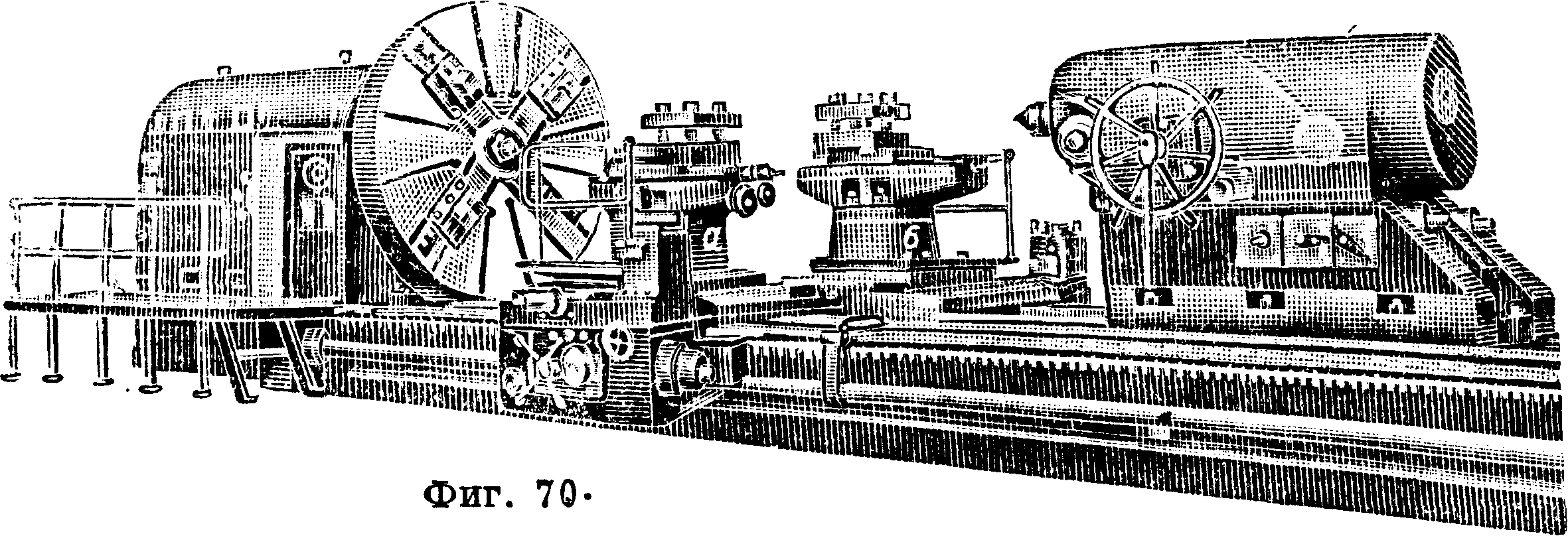
той центров до 3 000 миллиметров, могущие принимать для обточки части до 150 ш весом и приводимые в движение электромоторами до 150 Н На фигуре 70 изображен такой Т. с. с высотой центров в 1 800 миллиметров и максимальной длиной между центрами 10 метров Станок имеет станину с четырьмя направляющими, причем по обеим крайним парам ходят два независимых супорта а и б, а по внутренней паре—задняя бабка в Продольный самоход супортов осуществляется ходовым валиком по рейке, для нарезания же резьбы верхние салазки супортов также имеют самоходы по ходовому винту. Главный шпиндель приводится во вращение регулируемым электромотором 1 (фигура 71) в 60 kW, кроме того станок обслужи вут планшайбой) и налагает нек-рые особенности на привод самоходов супортов. На фигуре 72 изображен крупный лобовой станок с планшайбой 0 4 500 миллиметров, предназначенный для обточки изделий 0 до 6 метров и 1,6 метров длиной. Главный шпиндель с сидящей на нем планшайбой а воспринимает лишь изгибающие усилия, но освобожден от передачи крутящего момента, т. к. вращение от регулируемого электромотора б (мощностью 35—40 Н5) передается через коробку скоростей в непосредственно планшайбе шестеренкой, зацепляющейся с зубчатым венцом г на планшайбе. Рукоятки рг и р2служат для изменения скорости вращения планшайбы. Для поддержания свободного конца изделий, обтачиваемых на оправках, служит подшипник d. Обрабатываемый предмет подвергается одновременно обточке в радиальном направлении поперечным супор-том ж и в осевом—продольным су портом з. Каждый из этих супортов состоит из станины кг, к2, по направляющим которой ходят нижние салазки ли л2, несущие на поворотном круге поперечные салазки ми м2 с резцовыми салазками нг, н2. Механическую подачу имеют как нижние салазки посредством ходового винта оь о2, так и поперечные от последнего через вертикальный вал в центре поворотного круга, две пары конич. шестеренок и сменные шестерни пг, п2. В виду того что супорты для Обточки изделий различной величины приходится часто перестанавливать на траверсах основной плиты, передача движения от шпин-
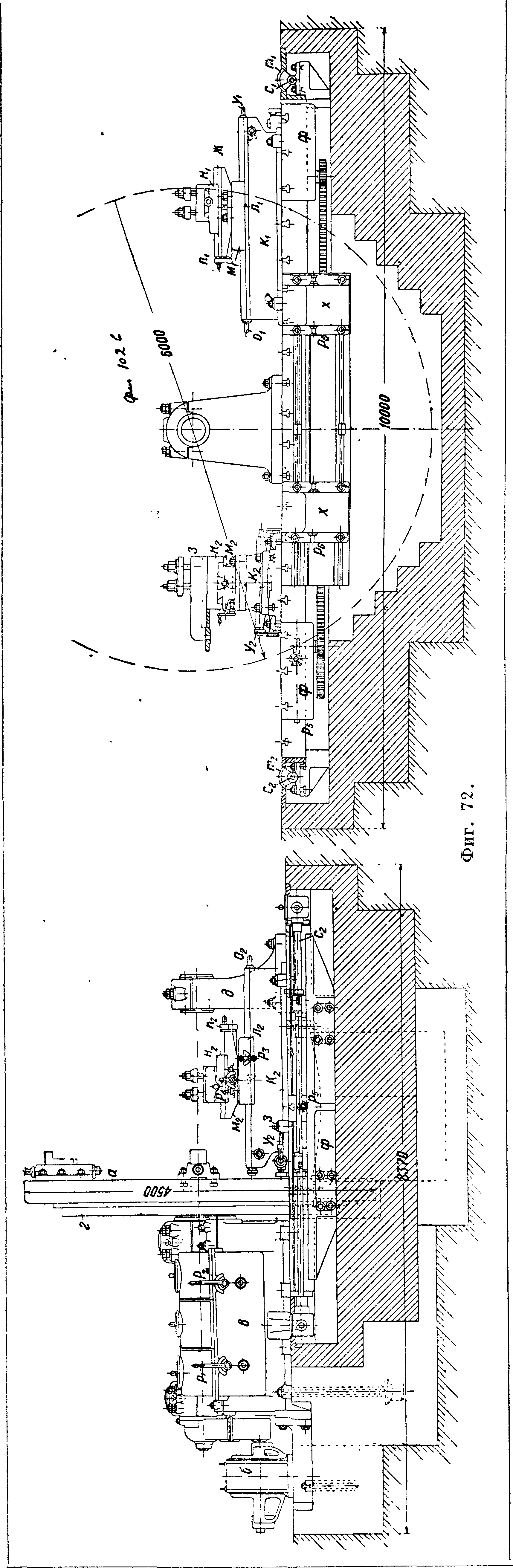
деля совершается посредством качающихся валиков с19 с2, передающих переменное движение с секторов т19 т2 цепями на качающиеся рычаги у19 у г, приводящие во вращение через соответственные храповые механизмы винты о19 о2. Т. о. подача получается прерывистая, что является одним из основных недостатков станка. Кроме того на фигуре 72 обозначают: р3—рукоятка для включения продольного или поперечного самохода, р4—для перемены направления самохода ,грб—для перемещения траверс фиф и рв—для перемещения консолей ж и ж. В виду неудобства зажима и установки на вертикальной планшайбе тяжелых и громоздких изделий лобовые Т. с. в последнее время почти совершенно вытеснены станками с горизонтальной планшайбой—карусельными станками (смотрите). На фигуре 73 изображен современный лобовой Т. с. небольших размеров. Его характерными признаками являются: 1) привод планшайбы непосредственно за зубчатый венец на ее ободе; 2) перемещающаяся вдоль коротких направля
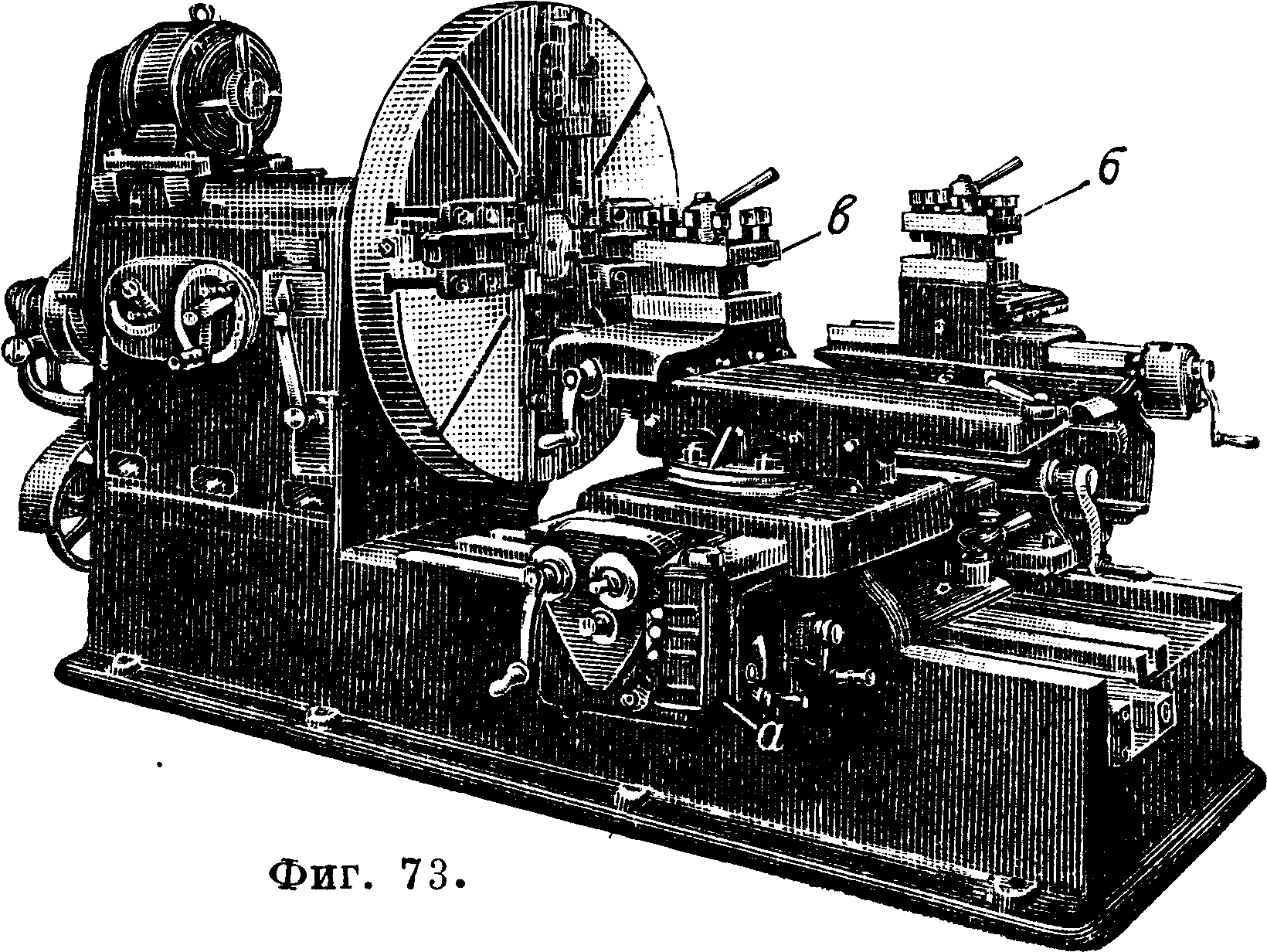
ющих станины траверса а, по направляющим к-ройходят продольный б и поперечный в су-порты. Передача самоходов: продольному су-порту б и поперечному в производится от ходового валика, лежащего в подшипниках станины, через скользящие на шпонке конич. передачи валику, идущему вдоль траверсы, и от последнего обоим супортам; для поперечного самохода наряду с валиком имеется ходовой винт.
Дальнейшее увеличение производительности Т. с. пошло двумя различными путями: 1) путем ограничения работы станка одной чисто токарной работой по обточке наружной поверхности изделия, которая м. б. сведена к обработке в двух основных направлениях—радиальном и аксиальном и выполняется двумя постоянными наборами резцов, совершающими один продольную, а другой поперечную подачу; по этому принципу работают многорезцовые Т. с. и 2) гпутем усложнения работы станка стремлением окончить возможно больше отдельных операций обработки или еще лучше закончить ее совсем за один зажим; это требование ведет к применению ряда сменных наборов инструмента, сидящих на нескольких (обычно двух) поперечных супортах и на снабженном вращающимся инструментодержателем (ной головкой) продольном супорте; по этой схеме сконструированы ные станки. Оба типа станков характеризуются наличием ряда постоянных, специально устанавливаемых для обработки данной детали наборов инструмента, причем самый процесс расчета,проектирования и установки этих наборов обычно настолько продолжителен, что применение этих типов Т. с. становится выгодным лишь при крупносерийном производстве. Управление движениями су-портов и резцедержателей совершается либо
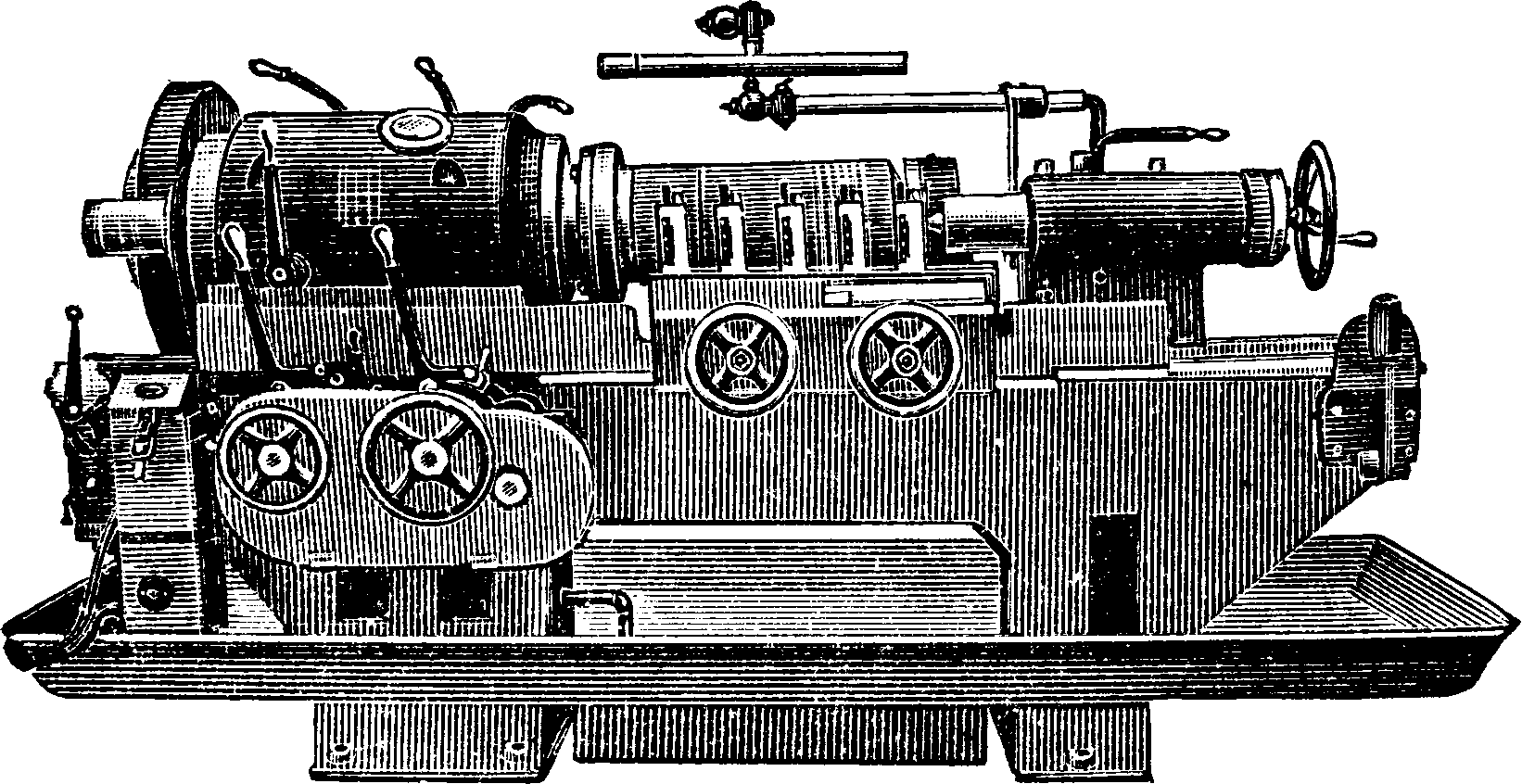
Фигура 74.
вручную—обыкновенные многорезцовые и ные Т. с.—либо в большей или меньшей степени автоматизировано — многорезцовые и ные полуавтоматы и автоматы.
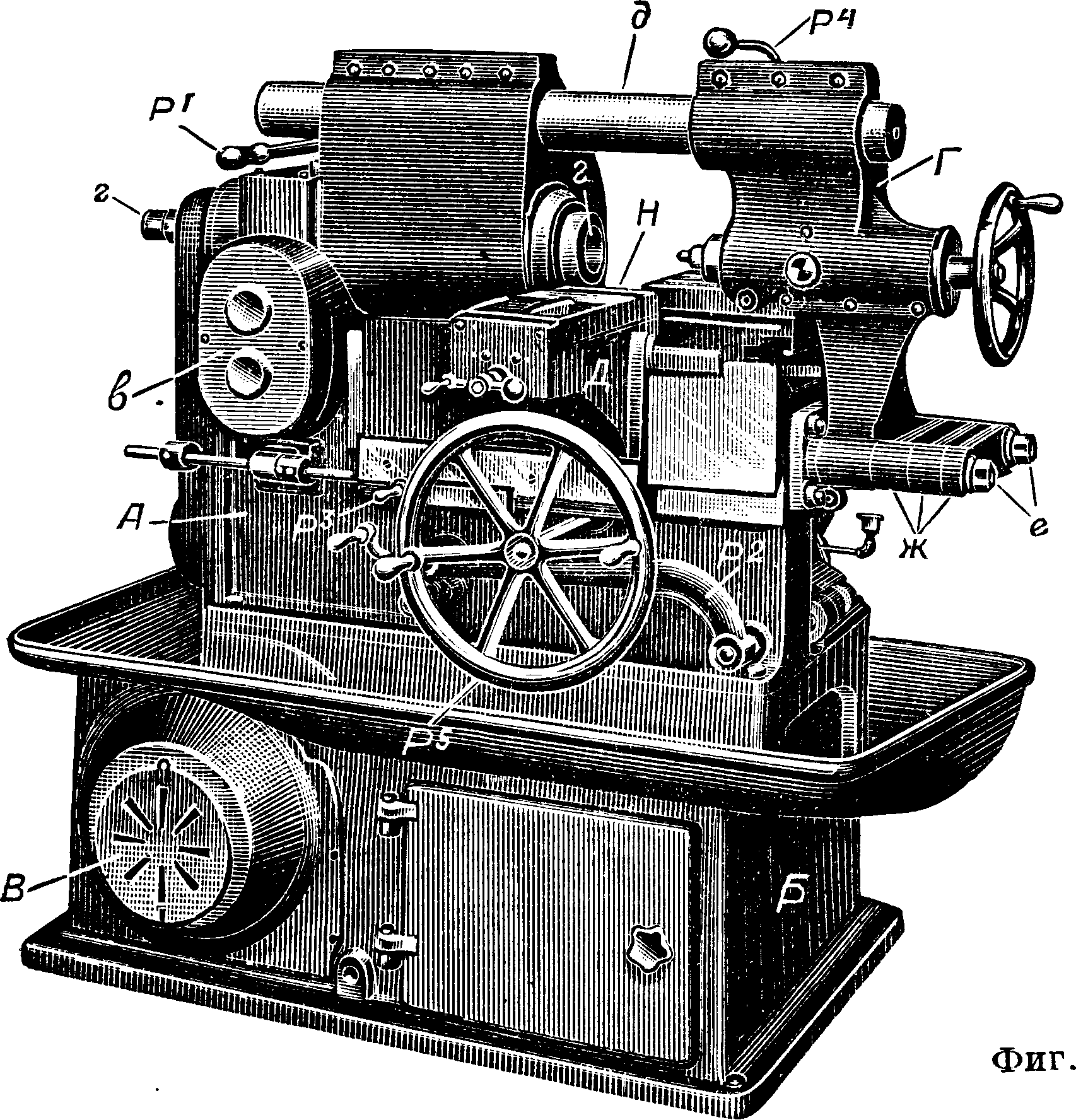
Многорезцовые Т. с. (англ. Multi-Tool Lathe, Multi-Cut Lathe, нем. Vielstahlbank, Virlschnittbank, франц. Tour к outils multiples)
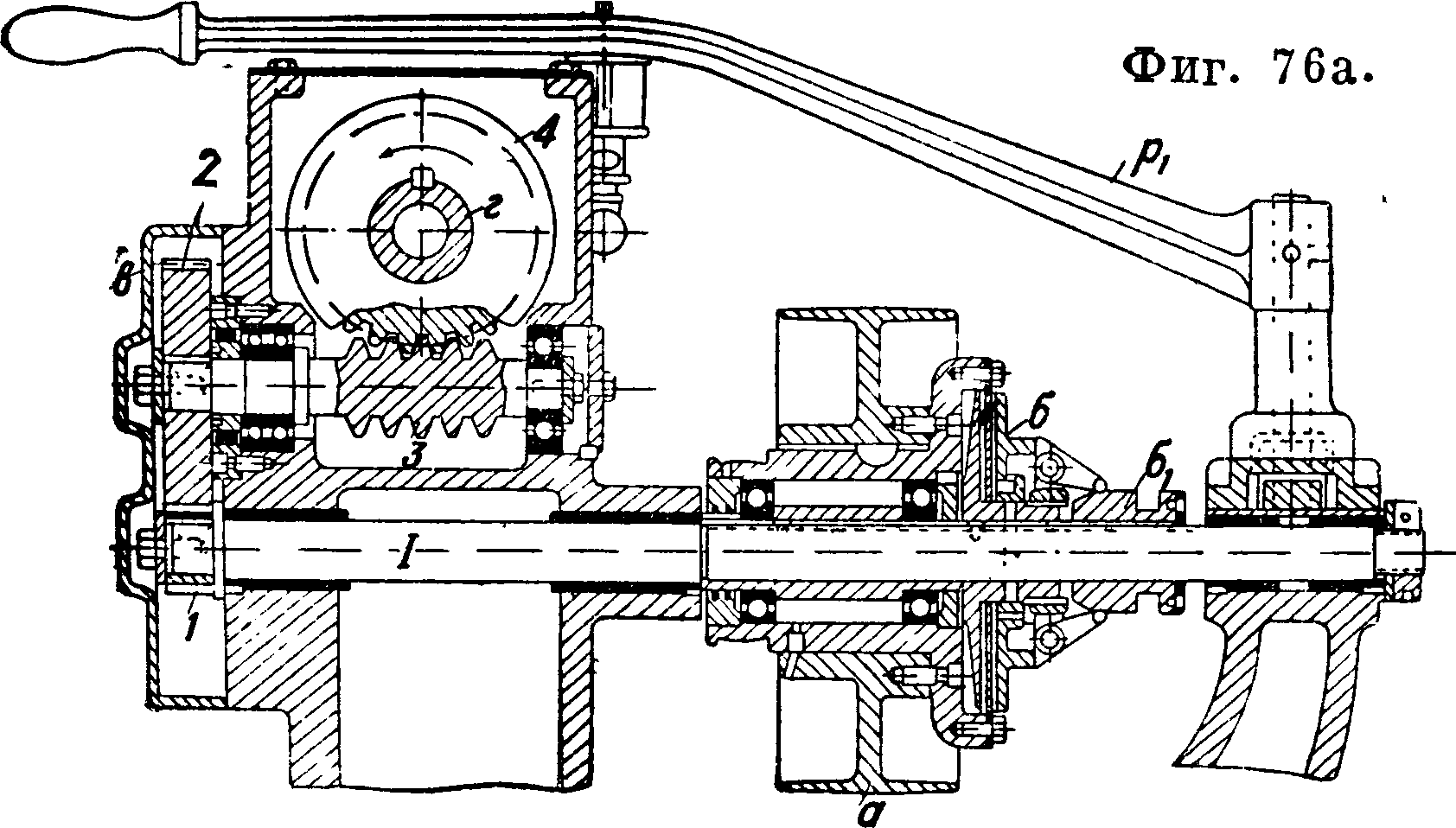
строятся двух основных типов. Станки первого типа (фигура 74) предназначаются для обработки коротких серий и в силу этого должны являться б. или м. универсальными“. Они в сущности представляют собой не что иное как мощную самоточку, снабженную двумя рядами супор-тов: передними — исключительно для продольной и задними — для поперечной обточки. Передняя бабка снабжена коробкой скоростей обычного типа, а подача супортов совершается через ходовые валики от нормальных коробок подач. Большее развитие сравнительно с обычными самоточками получила здесь система ав-томатич. остановов самоходов и переключения их на быстрое перемещение супортов в исходное положение; последние зачастую настолько автоматизированы, что рабочему остается лишь смена обрабатываемых изделий и последующий пуск в ход станка, останавливающегося затем после законченной обработки. Для крупносерийного и массового производств станки эти невыгодны, т. к. сложная система быстрых смен скоростей и подач не м. б. использована при постоянной обработке одной детали, производимой обычно с одной скоростью и подачей. Для массового производства строят многорезцовые Т. с. упрощенного типа, например изображенный на фигуре 75 станок сист. Сенстренда. Станина А для достижения жесткости отлита заодно с передней бабкой и направляющими; в своем цоколе Б она несет мотор В, приводящий через ременную или цепную передачу поперечный
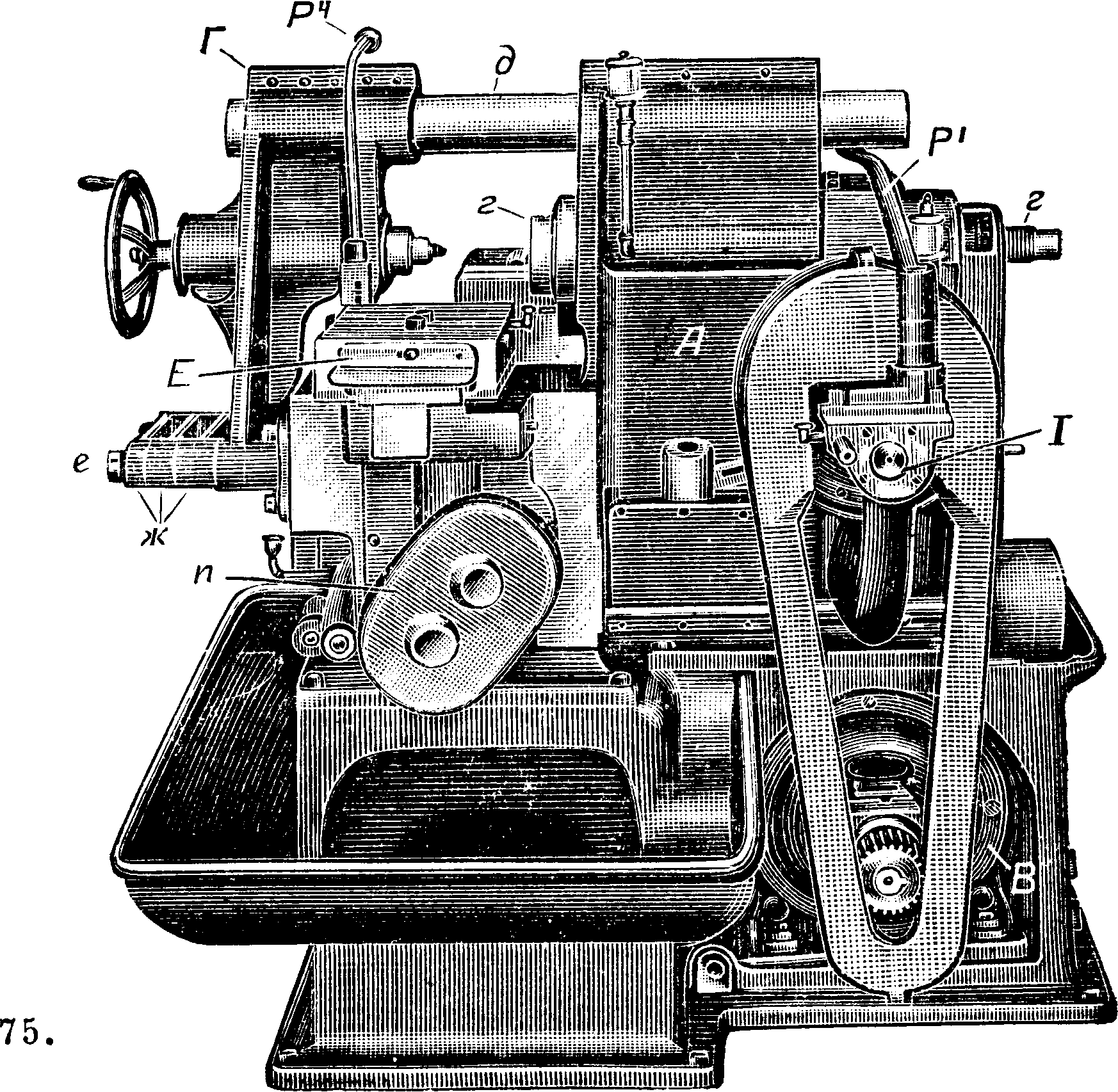
вал I (смотрите также фигура 76а и 766). Приводной шкив а сидит вхолостую и сцепляется с валом I при помощи однодисковой фрикционной муф
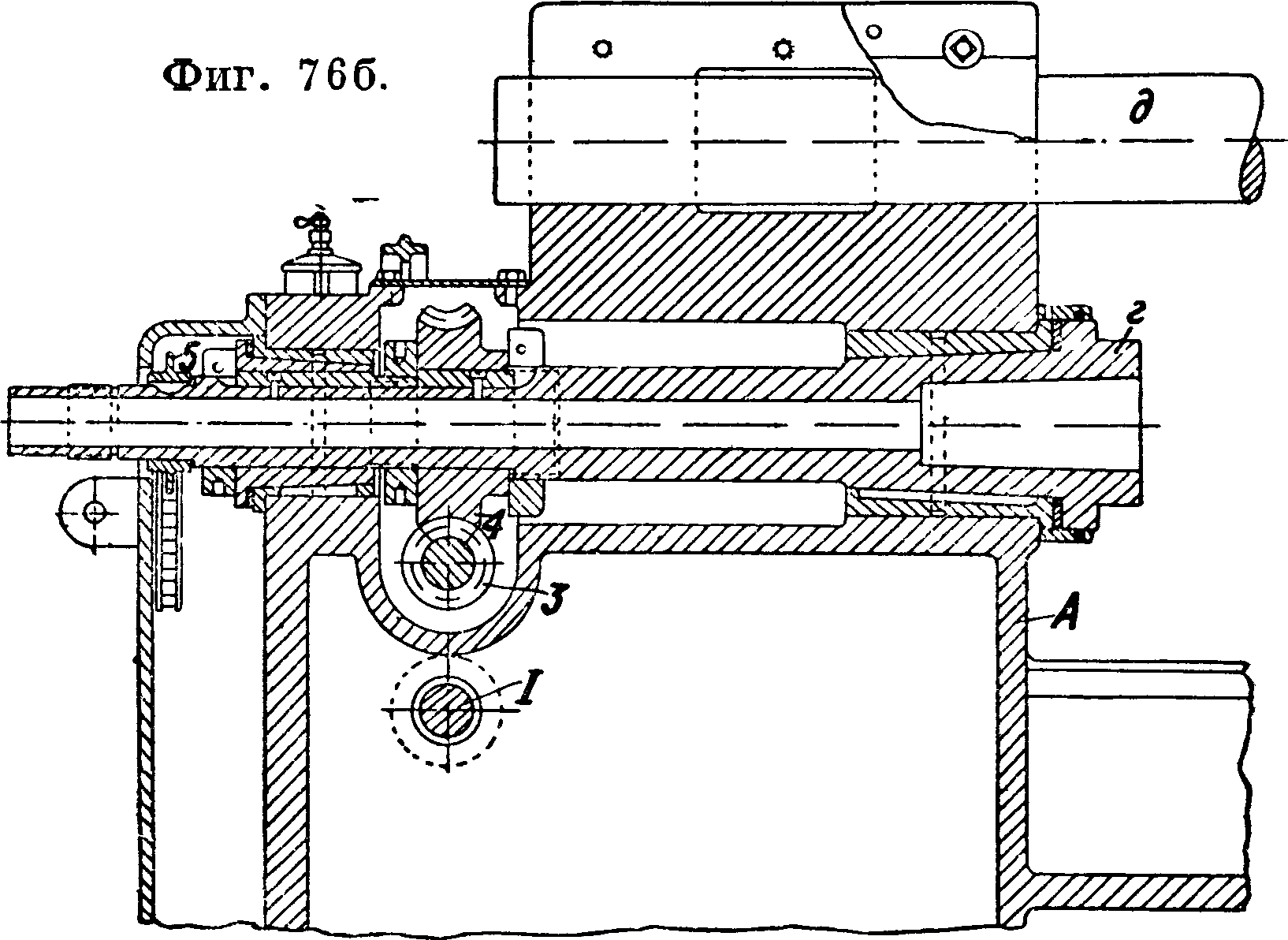
ты б, включаемой рычагом рг при выключенной муфте ее переводная втулка бг затормаживает вал I своей задней поверхностью, трущейся о подшипник. От вала I движение через сменные шестерни 1,2, сидящие под крышкой в, и червячную передачу 3, 4 передается главному
шпинделю г. Задняя бабка Г устроена т. о., чтобы, обладая достаточно жесткой связью со станиной, не мешать перемещениям обоих су-портов и не удлинять станины более, чем это
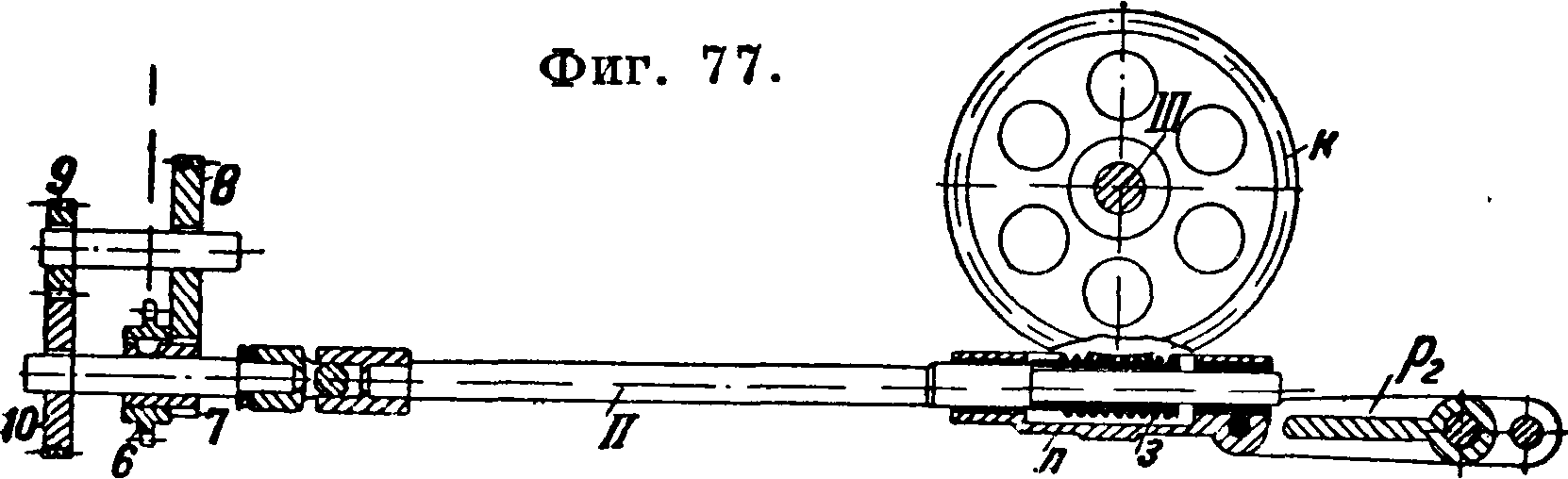
необходимо для направления супорта. Достигается это оригинальной конструкцией задней бабки, связанной со станиной рукавом д и двумя болтами е; подкладывая прокладки ж под траверсу бабки, можно ее отодвигать дальше от шпинделя для обточки длинных деталей. Привод обоих супортов: переднего Д—для продольной обточки и заднего Е—для поперечной производится от шпинделя через цепную передачу 5, 6 (фигура 77), пару постоянных 7,8 и па-
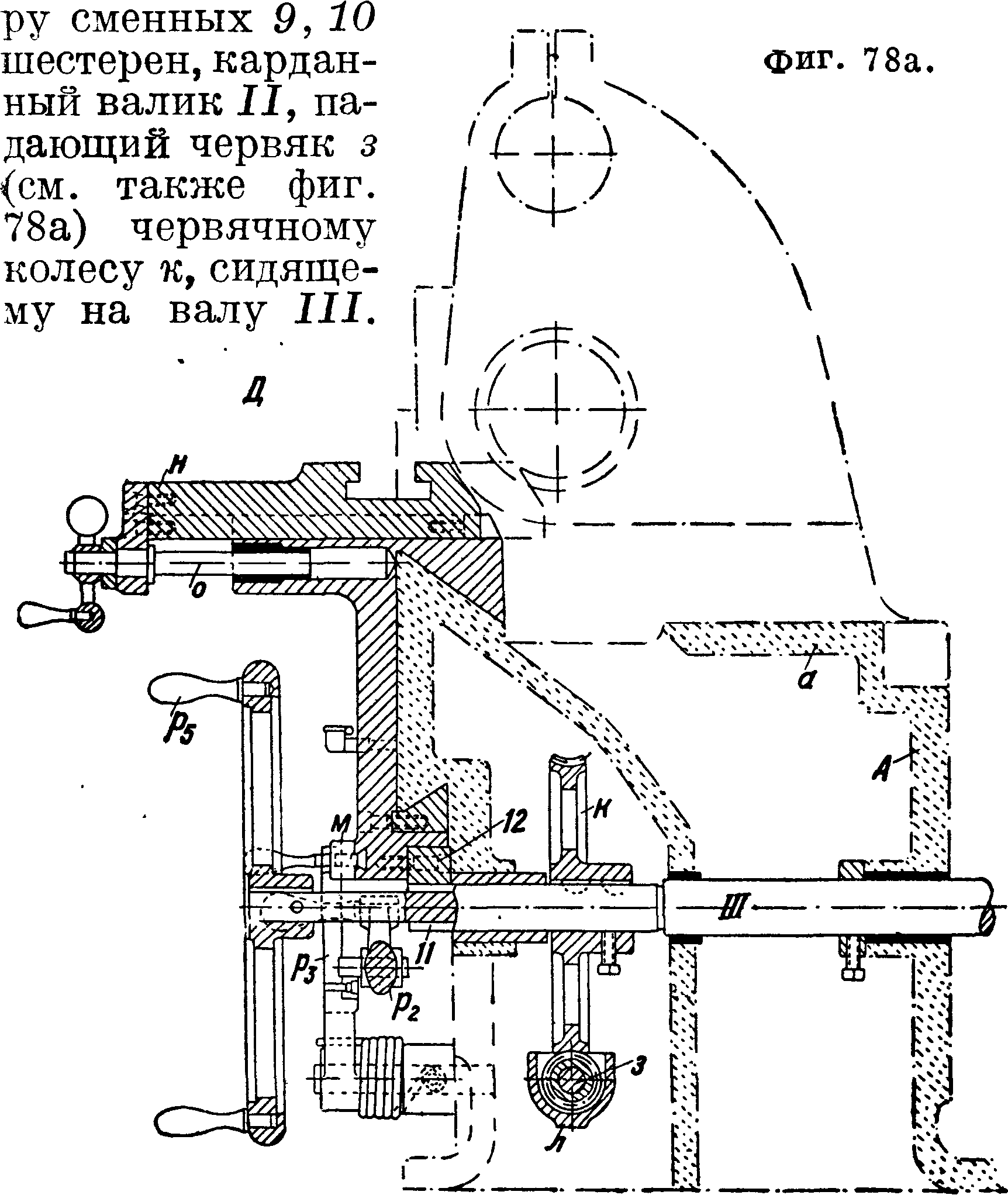
Передвижная коробка л червяка связана с рычагом р2, передвижением которого она опускается вниз, и червяк выходит из зацепления с колесом; этот механизм используется также для явтоматич. остановки подачи, для чего служит рычаг р3, прижимаемый пружиной к штифту на рычаге р2, которым последний удерживается от опускания вниз, а следовательно от расцепления червяка. Отклонение р3 упоркой м на супорте освобождает рычаг р2, падающий вниз под действием своего веса и выключающий т. о. подачи. Передний супорт Д (фигура 78а) получает продольную подачу непосредственно от вала III, вращающего шестеренку 11, зацепляющуюся с рейкой 12 на продольных салазках су-порта. Установка резцовых салазок н производится от руки ходовым винтом о. Задний су-порт Е (фигура 786) получает движение от того же вала III через пару сменных шестеренок 13,14, сидящих в кожухе п, валик IV, конич. передачу 15 : 16 и вал V, на к-ром сидит кривошип с палец которого камнем m церемещает взад и вперед поперечные салазки у супорта с резце держателем. Остановка поперечного самохода во время работы продольного супорта м. б. осуществлена рычагом р4; передвижение супортов вручную совершается маховиком р5.Типичная установка инструмента для многорезцового Т. с. дана на фигуре 79 на примере обработки автомобильной передней осе-! У вой шейки. Резцы переднего супорта, совершающего общий путь, равный 45— 48 миллиметров, делают следующую работу: а обтачивает папфу под резьбу,*)—цилиндрический участок шейки, виг
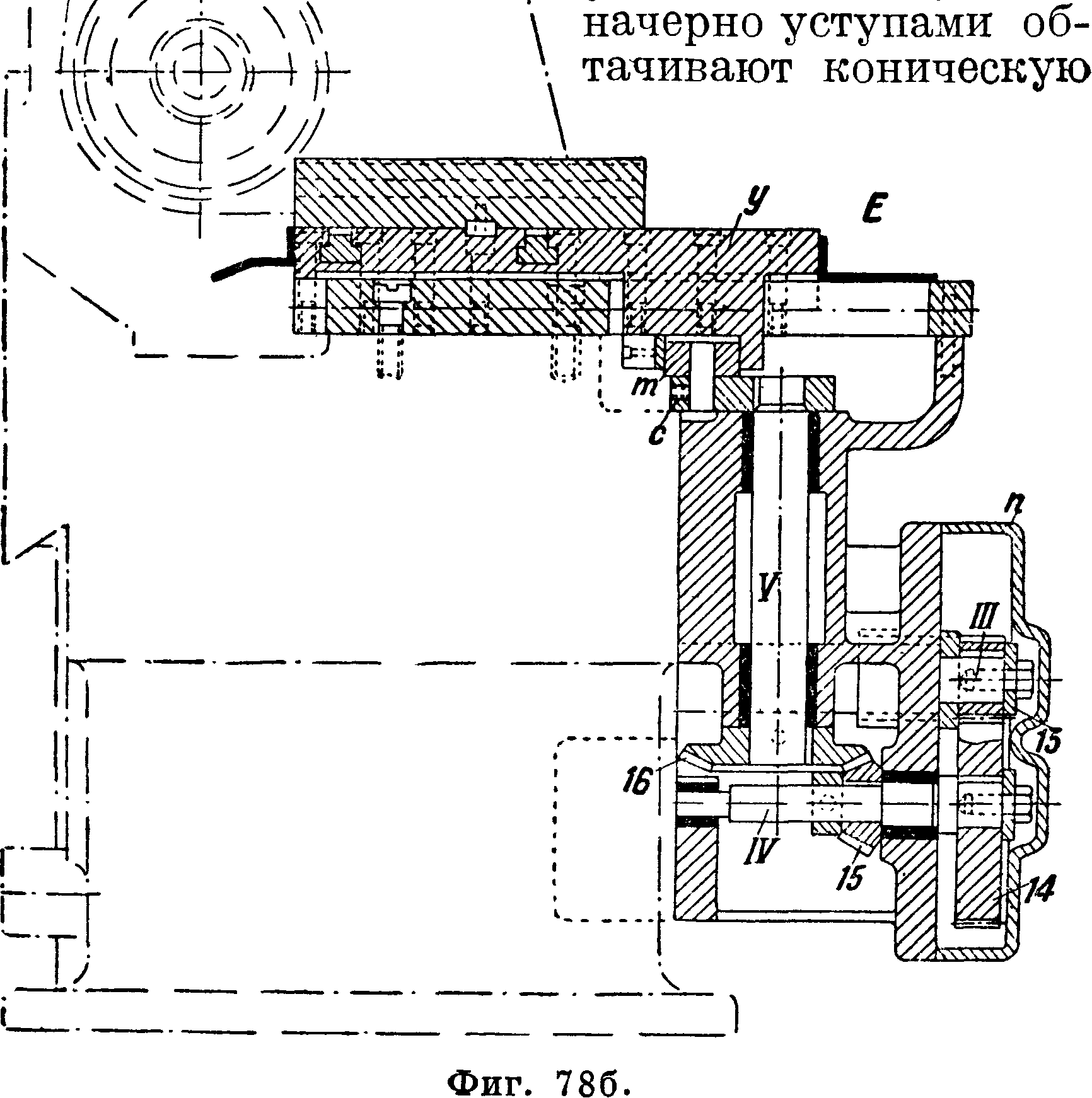
часть, е—цилиндрич. уступ и ж—цилиндрич. участок под шарикоподшипник и фасонное углубление в поворотной втулке; резцы заднего супорта обрабатывают: з—шаровую заточку торца, к подрезает уступ и вытачивает канавку, л начисто обтачивает конич.часть и м подрезает фаску выточки. Обточка детали из хромоникелевой стали прочностью на разрыв 70 килограмм[мм2 продолжается всего 8 мин.
Быстрота возвращения супортов в их исходное положение и связанные с этим малые потери времени при работе на многорезцовых Т. с. привели к тому, что типичные станки этого рода редко делают автоматическими, если это связано с значительным усложнением конструкции.
На фигуре 80 изображен автоматический м ногорезцовый Т. с. с гидравлич. приводом, у которого полная автоматизация движений супортов лишь незначительно усложняет конструкцию станка. Передняя бабка и станина для большей жесткости отлиты заодно:первая несет в роликовых подшипниках главный шпиндель а, вращаемый по часовой стрелке через две зуб-
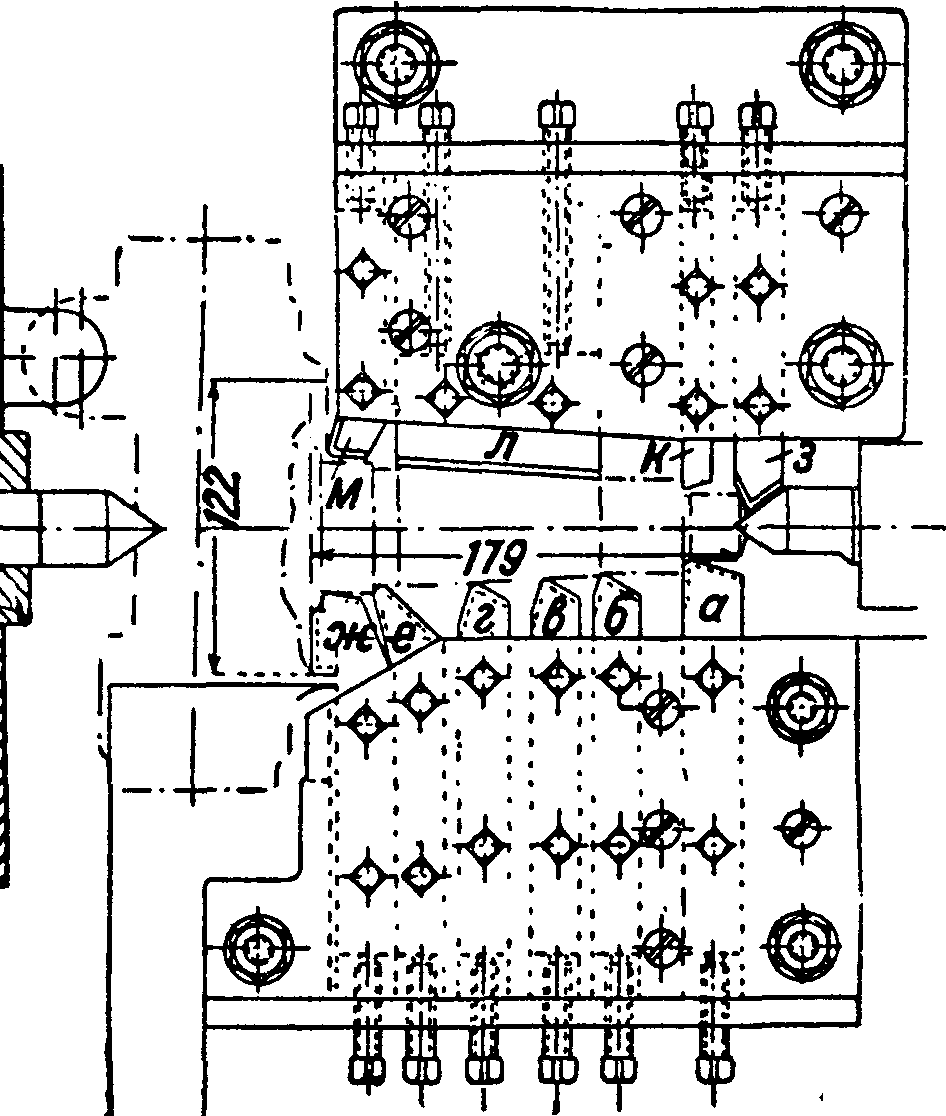
чатые передачи, из которых одна сменная. Гид-равлич. подача обоих супортов—переднего б для продольной и заднего в для поперечной обточки—осуществляется от двух отдельных насосов гид, приводимых во вращение от главного шпинделя. Передний супорт сидит непосред-
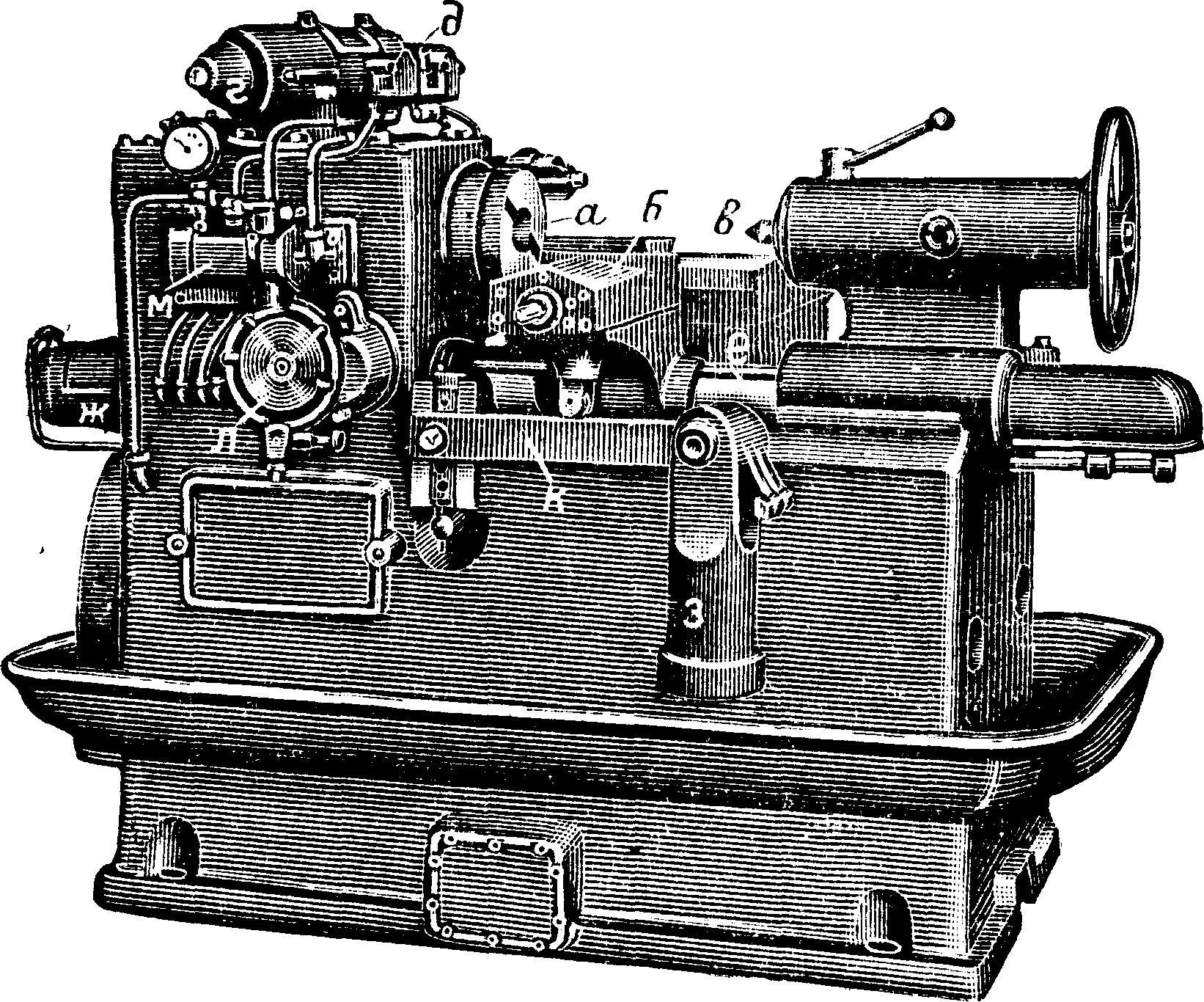
Фигура 80.
ствецно на продолжении е штока поршня гидравлического цилиндра ж продольного самохода; поцеречное перемещение переднего су-порта ‘осуществляется подъемом гидравлическим цилиндром з линейки к, на которую опирается роликсупорта. Независимое управление э—И-И-
г>-
—в-
Фигура 81.
обоими супортами производится отдельным для каждого диском л с переставными упор-ками, перемещающими в нужном направлении рычаги распределительных золотников м. Для быстрого перемещения обоих супортов в исходное положение имеется отдельный насос. Скорость шпинделя 115—625 об/м., подача 0,025—
2,5 миллиметров/об. шпинделя.
(англ. Capstan Lathe, Chucking Lathe, Turret Lathe, нем. Revolverdrehbank, франц. Tour revolver, tour semiautomatique, tour a tourelle),. отличительной особенностью которых является наличие поворотной ной головки. В остальном они делаются упрощенного типа (ангм. Capstan Lathe) с подачей супорта и головки только от ходового валика и более совершенной конструкции (англ. Turret Lathe); последние разделяются на станки, предназначенные для работы из штанги (англ. Chucking Lathe, нем. Stangenrevolver) и для ных работ над штучными деталями (англ. Turret Lathe, нем. Futterrevolver).
По типу ной головки различают станки с вертикальной, обычно шестигранной“ головкой (фигура81, А), горизонтальным дисковым ом (фигура 81, Б), с вертикальной поперечной дисковой головкой (фигура 81, В), с горизонтальной поперечной головкой (фигура 81, Г) и с вертикальной продольной дисковой грлов-кой (фигура 81, Д). ный Т. с. первого типа изображен на фигуре 82; в общей схеме устройства станок мало отличается от обычной самоточки. Передняя бабка А с трехступенным шкивом и включаемым ручкой р4 фрикционным перебором отличается от нормальной устройством приспособления для подачи через пустотелый шпиндель а (фигура 83) и зажима пруткового материала; приспособление действует сл. обр.: подача материала совершается очком б, перемещаемым по направляющим в храповой рейкой г, приводимой в движение муфтой д, передвигаемой через зубчатую рейку 1 и шестеренку 2 ручкой рг. При вращении последней вправо очко б упирается в кольцо е, зажатое на. прутке, и подает его вправо, пока он не упрется об упорку на ной головке, ограничивающую подачу материала. При обратном движении ручки муфта д одновременно с рейкой г, проскальзывающей под очком б, перемещает влево втулку ж, раздвигающую в своем конечном положении рычажки з, з, сидящие на осях на шпинделе и продвигающие вправо трубу м зажима. Последняя вжимает конусную зажимную втулку л в иит. о. закрепляет пруток в е. Длинный прорез в муфте д обусловливает отжатие втулки л до начала движения очка б вместе с прутком. От шпинделя че~
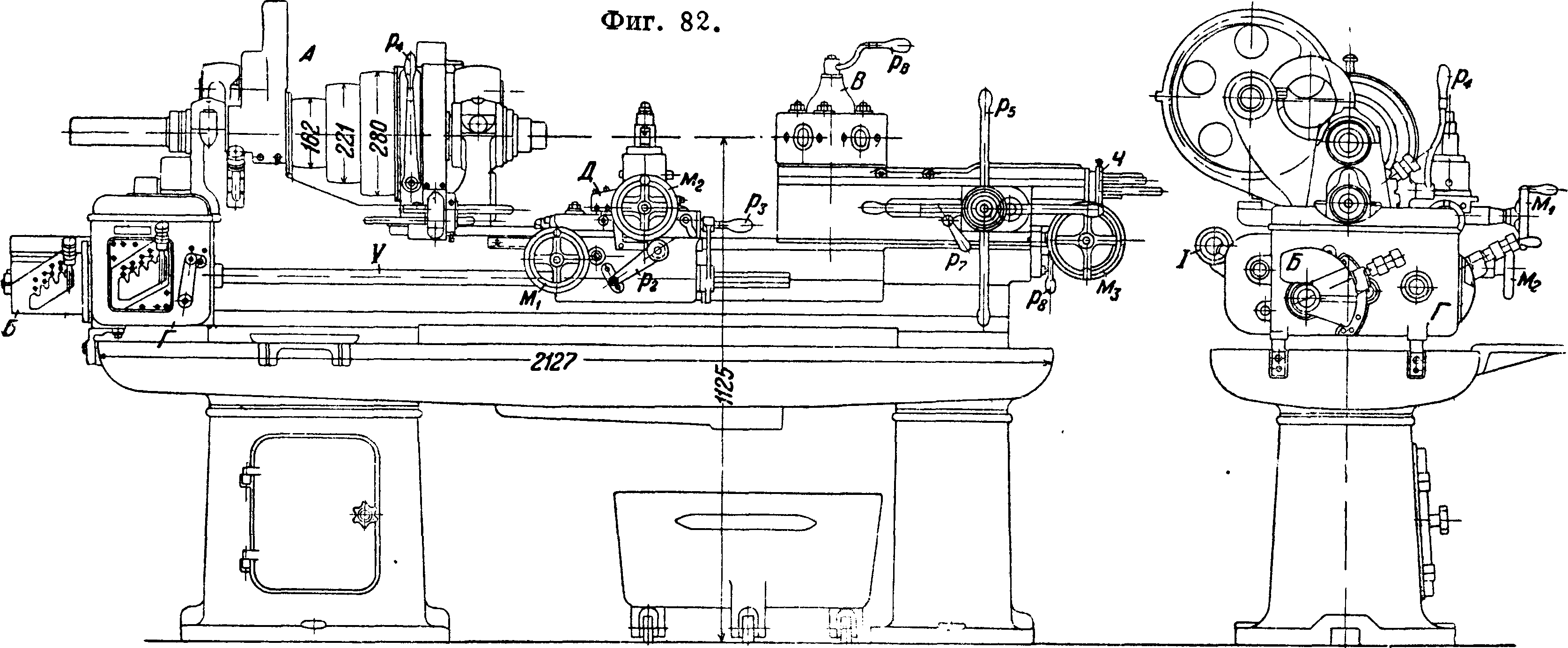
Стремление обработать возможно бблыную часть сложной детали за один зажим привело к созданию ных станков рез нормальный трензель к и сменные шестерни получают движение обе нортоновы коробки подач: Б (фигура 82)—для ной“ головки
В и Г—для поперечного супорта Д. Последний имеет упрощенную конструкцию, т. к. состоит только из продольных и поперечных салазок; он имеет продольный реечный и поперечный самоходы (от ходового валика F), переключаемые рычагом р2; маховички мг и м2 служат для ручной подачи в обоих направлениях. Отличительной особенностью является механизм отключения самоходов, осуществляемый падающим червяком, включаемым ручкой р3. Устройство салазках собачка с2 зацепляет clt отводит назад задвижку о и держит ее открытой, пока сг не соскочит с с2. За это время поворотный диск т, снабженный шестью штифтами и скрепленный выступом на нем и вырезом в хвостовике у головки с последней, натолкнется одним из штифтов на собачку с3 и повернет головку на xjm
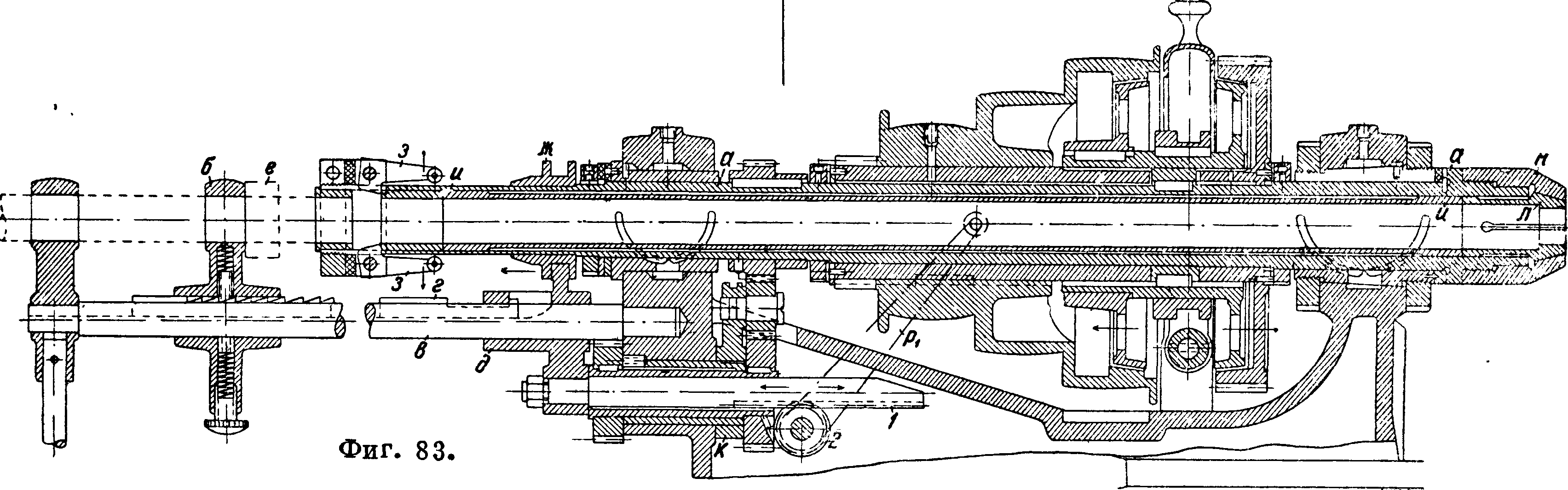
ного супорта показано на фигуре 84; головка В сидит на ных салазках Е, скользящих по направляющим нижних салазок Ж, ходящих по станине станка; последние устанавливаются с помощью маховичка мг в необходимом расстоянии от передней бабки. оборота; при дальнейшем движении назад собачка сх соскочит с с2 и заблокирует головку. При движении вперед обе собачки с2 и с3 свободно пропустят штифт диска и собачку Игра задвижки в ее направляющих уничтожается клином ф. Для разгрузки задвижки при
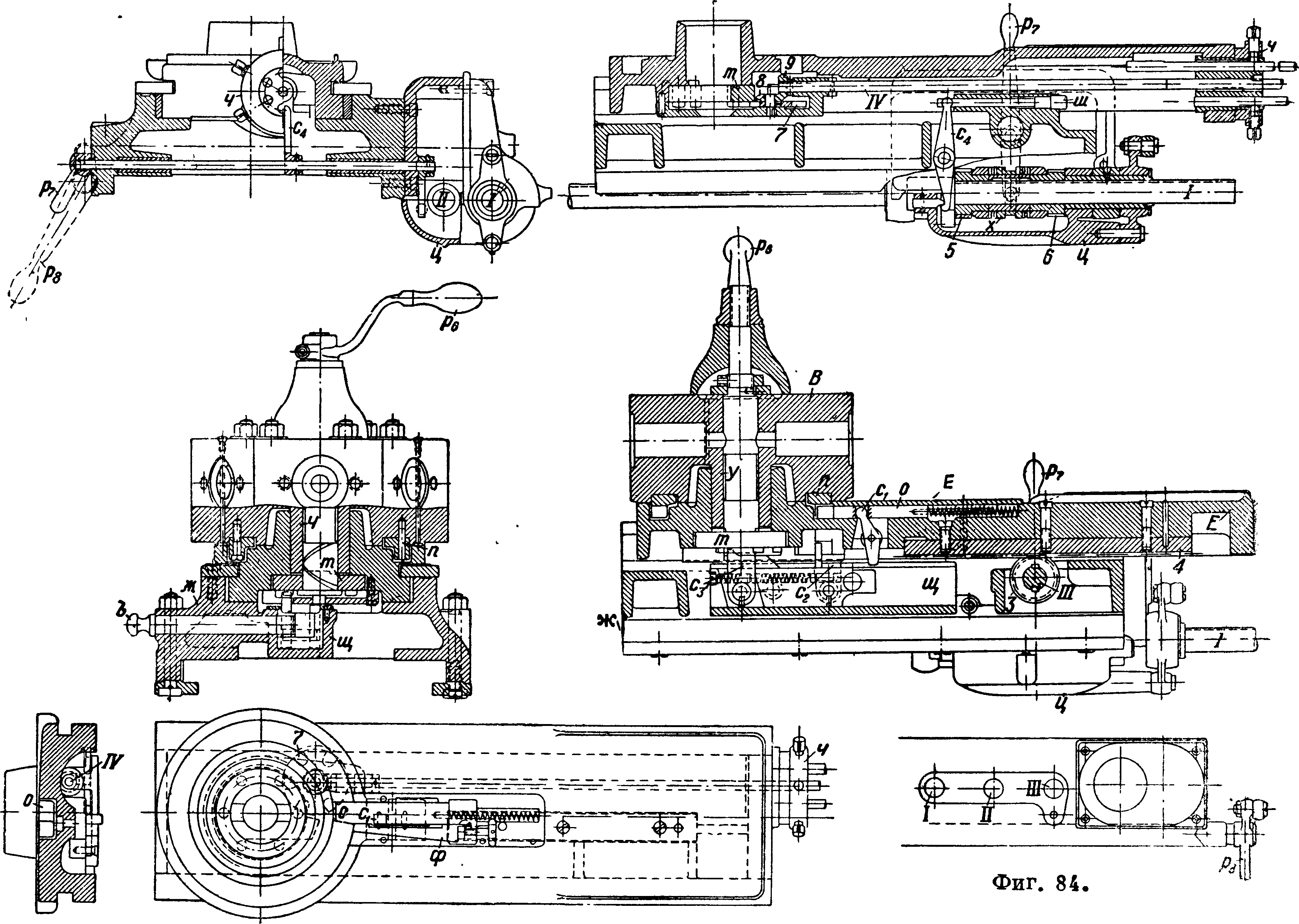
Передвижение ных салазок осуществляется вручную крестовиной рб, сидящей на валу UI, на к-ром заклинена шестеренка 3, зацепляющаяся с рейкой 4 на салазках. ная головка при отводе ее назад должен быть повернута на Ve оборота и затем блокирована. Блокировка головки осуществляется задвижкой о, входящей в пазы кольца п, и передвигаемой собачкой Ci, при отводе салазок назад сидящая в нижних тяжелых пасах головку затягивают болтом с помощыр гайки с рукояткой рв. ные-салазки имеют продольный самоход, получающий движение от ходового валика I, вращаемого нортоновой коробкой Б с 10 различными скоростями, чер$з кулачковую муфту ж, сцепляемую рычагом р7 с любой из двух шестеренок 5 и 6, зацепляющихся с двумя другими шестеренками, сидящими на валике 11 падающего червяка/вращающего при поднятой червячной коробке ц червячную шестерню на валу 111 шестеренки 3. Точный останов самохода ных салазок для любого из шести рабочих положений головки В осуществляется вращающимся остановом ч, связанным с головкой мальтийским колесом 7, поворачиваемым при каждом переключении головки на г16 оборота
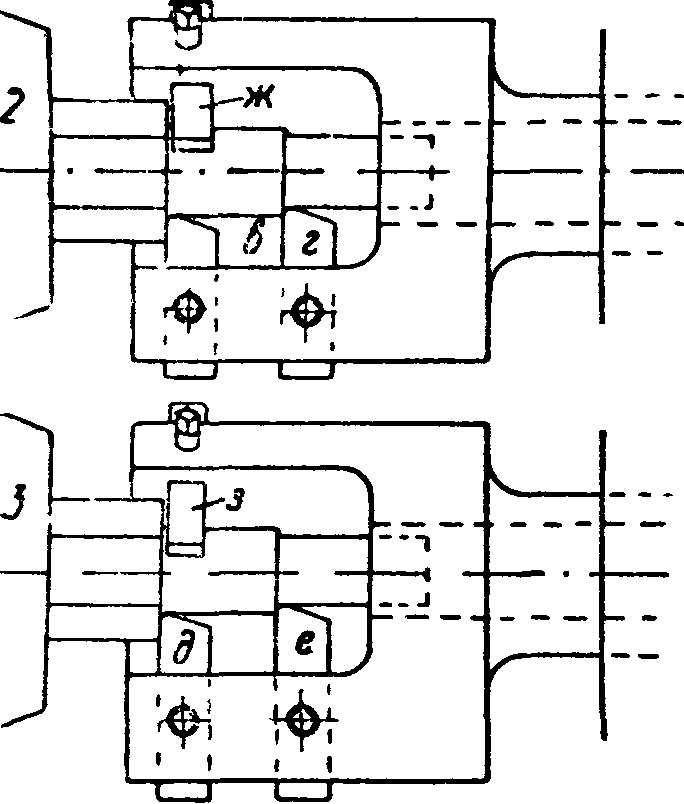
штифтами диска т и вращающим останов через пару конич. шестеренок 8,9 и валик IV. В останове ч помещаются шесть упорок, устанавливаемых каждая на требуемую длину хода. При подаче ных салазок вперед находящаяся в данный момент внизу упорка на‘ толкнется на палец останова ш и повернет собачку с4, удерживающую коробку ц падающего червяка. Для останова самохода вручную служит рукоятка р7(фигура 82), сидящая на одном валу с собачкой с4,а для обратного подъема коробки и зацепления червяка с колесом—ручка р8.
Для установки необходимой для переключения головки величины отвода назад ных салазок, которая меняется в зависимости от длины обрабатываемого изделия, коробка^, содержащая собачки с2 и с3, укрепляется в соответственном положении в прорезе салазок Ж штырем, вставляемым в одно из трех отверстий 1,11 или III в корпусе салазок. В качестве примера обработки на ном Т. с. на фигуре 85 представлена обточка болта
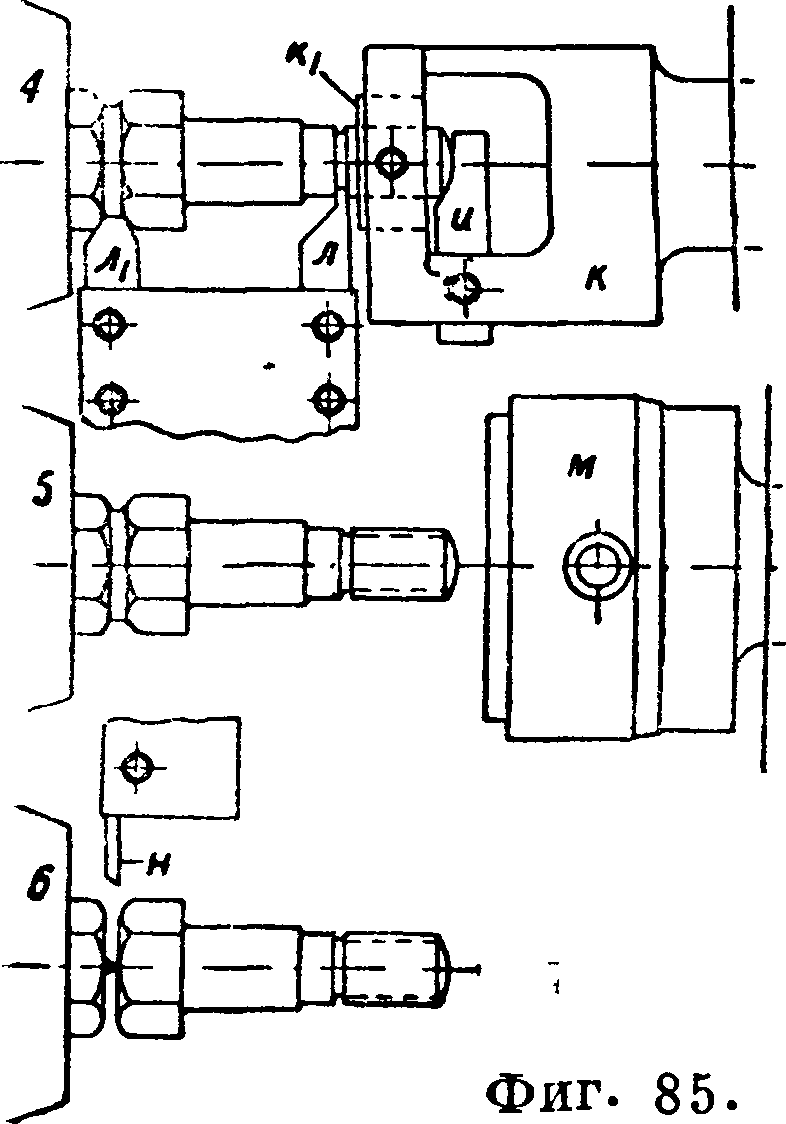
порта; 5-я операция—нарезание резьбы само-раскрывающейся винторезной головкой м; 6-я операция—отрезка готового болта резцом н с заднего резцедержателя поперечного супорта.
Сложные ные Т. с. (фигура 86) не имеют принципиальных отличий от описанного выше станка, они лишь снабжаются более современными механизмами коробок скоростей и подач, механизированными быстрыми передвижениями ного супорта, салазок и поперечного супорта, иногда ходовыми винтами для нарезания резьбы и прочие Поперечные салазки а обычно несут два резцедержателя: один—передний б с квадратной головкой для четырех резцов—для продольной и поперечной обточки и другой—задний в—для отрезного резца. В качества примера на фигуре 87 показана обработка щита электромотора на тяжелом ном станке. Щит а зажимается по окружности в особом приспособлении б, при-болченном к у в станка; подшипник щита зажат кулаками а. 1-я операция—бор-штанга! ножом 1 растачивает отверстие подшипника г, двумя резцами 2, 2 обтачивает начерно наружную поверхность и ножом 3—торцовую поверхность втулки d; одновременно поперечный супорт резцом 4 обтачивает начерно торцовую поверхность фланца е щита. 2-я операция—борштанга II ножами 5 и 7 и резцами 6, 6 обтачивает начисто подшипник г и его втулку д; одновременно резцами 9и 10 на поперечном супорте обтачивают начисто фланец е. По достижении борштангой II наиболее глубокого положения самоход ных салазок выключают и, действуя рычагом ж, протачивают канавку на втулке д резцом 8, закрепленным в ползуне з, перемещаемом зубчаткой, связанной с рычагом ж. 3-я операция—развертывание отверстия подшипника разверткой 11, укрепленной на оправке III.
Движения рабочего при обслуживании ного Т. с. настолько несложны, что было сравнительно нетрудно автоматизировать их полностью и создать т. о. одношпиндельный автоматический н ы и Т. с., или автомат (англ. Automatic Lathe или просто Automatic, нем. Revolver-automat, Einspindelautomat, франц. Tour
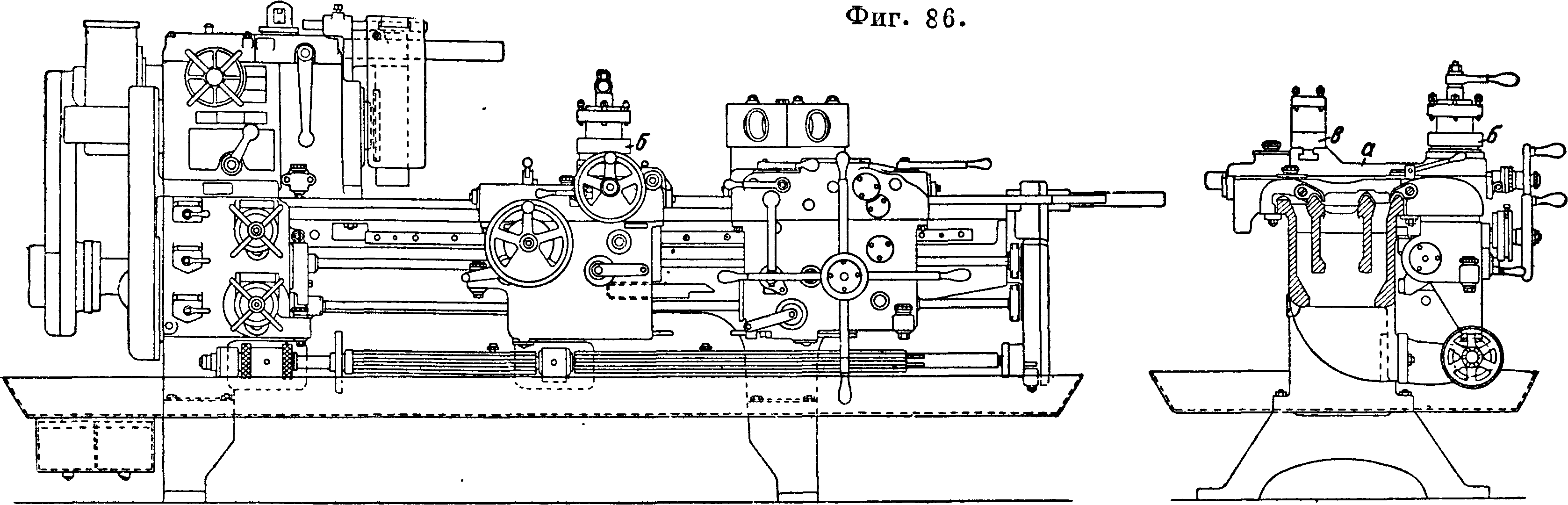
из шестигранного прутка: 1-я операция—подача материала до упора а и зажим в е б; 2-я и 3-я операции—черновая и чистовая обточки тела болта наборами из двух резцов β, г]и д, е с угловыми люнетами ж и з; 4-я операция—подрезка торца болта резцом ή,зажатым в державке к с направляющей втулкой кг, и одновременная проточка канавок резцами лилгс переднего резцедержателя поперечного су-
automatique monobroche). Главными частями автомата являются передняя бабка, установленная на станине, поперечный супорт, ная головка и распределительный механизм. По роду работы и устройству передней бабки различают станки для работы из прутка (англ. Automatic Screw Lathe, нем. Stangenautomat, Selbstatige Fasson- oder Schraubendrehbank, франц. Tour automatique pour travail dans la
barre) и для ной работы, то есть для обработки штучных частей; последние называюттак-же полуавтоматами (англ. Automatic Chucking Lathe, нем. Futterautomat, Selbsta-tige Drehbank ftir Futterarbeiten, франц. Tour automatique pour travail en mandrin). По системе управления различают автоматы с одним распределительным валом (по Келле Mehrkur-vensystem), с двумя распределительными валами (по Келле Einkurvensystem) и с вспомогательным валом (по Келле Hilfs-kurvensystem).
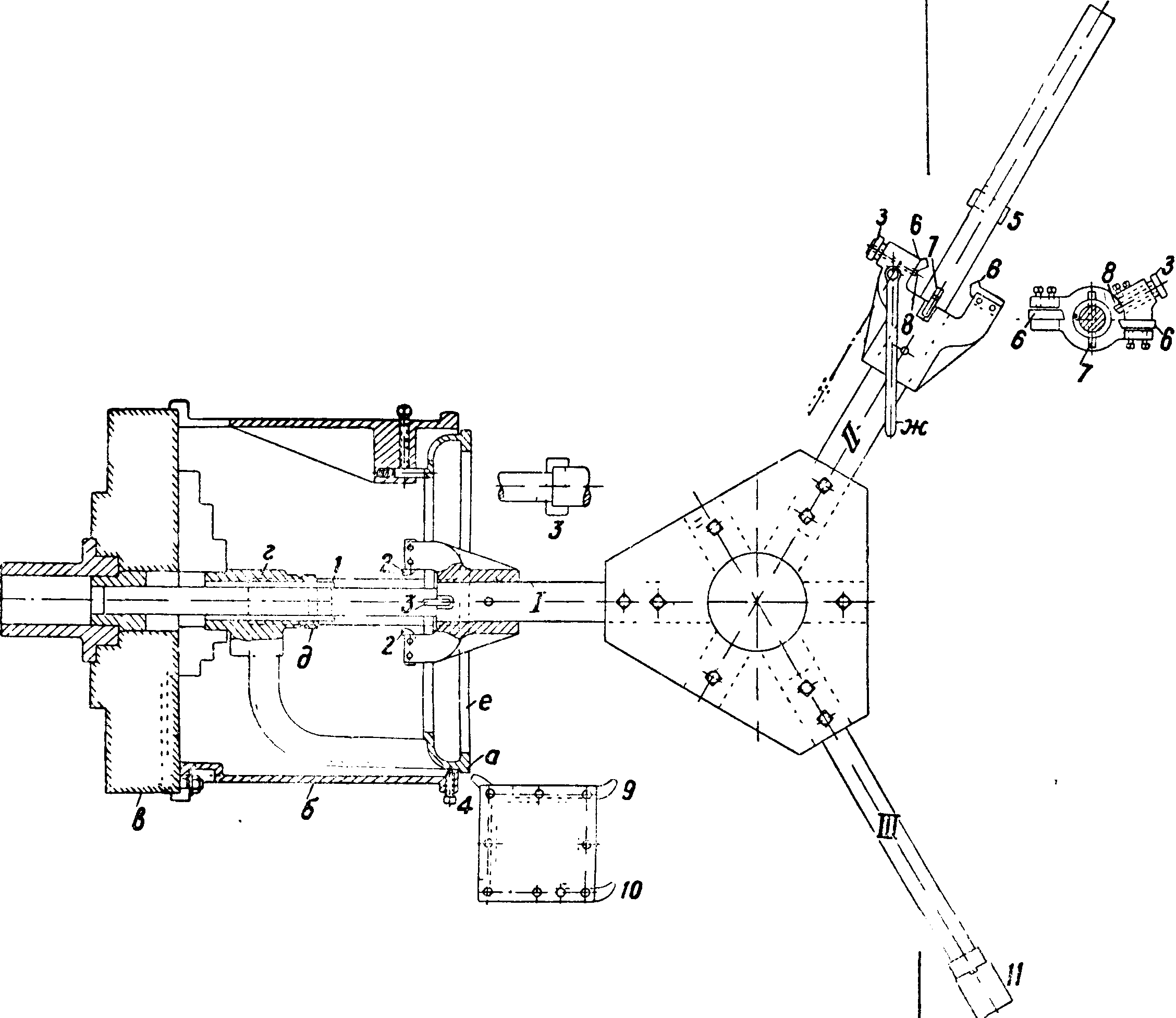
фигура 87.
Наблюдая за работой ного станка, заметим, что разжатие а, продвижение прутка и зажим его повторяются один раз в течение всего цикла обработки, движение поперечных салазок обычно также один раз, тогда как отвод назад, поворот, блокировка и подвод ных салазок повторяются столько раз, сколько сторон в ной головке. В соответствии с этой схемой была разработана система с двумя валами (фигура 88а), в которой управление переводными рычагами а и б приводных ремней, подачей материала в, его зажимом г, перемещением поперечных салазок д и коробкой подач е, приводимой в движение ременным шкивом ж, производится кривыми на соответственных барабанах в, г, д и е, сидящих на распределительном валу I, совершающем один
Фигура 88а. сэ
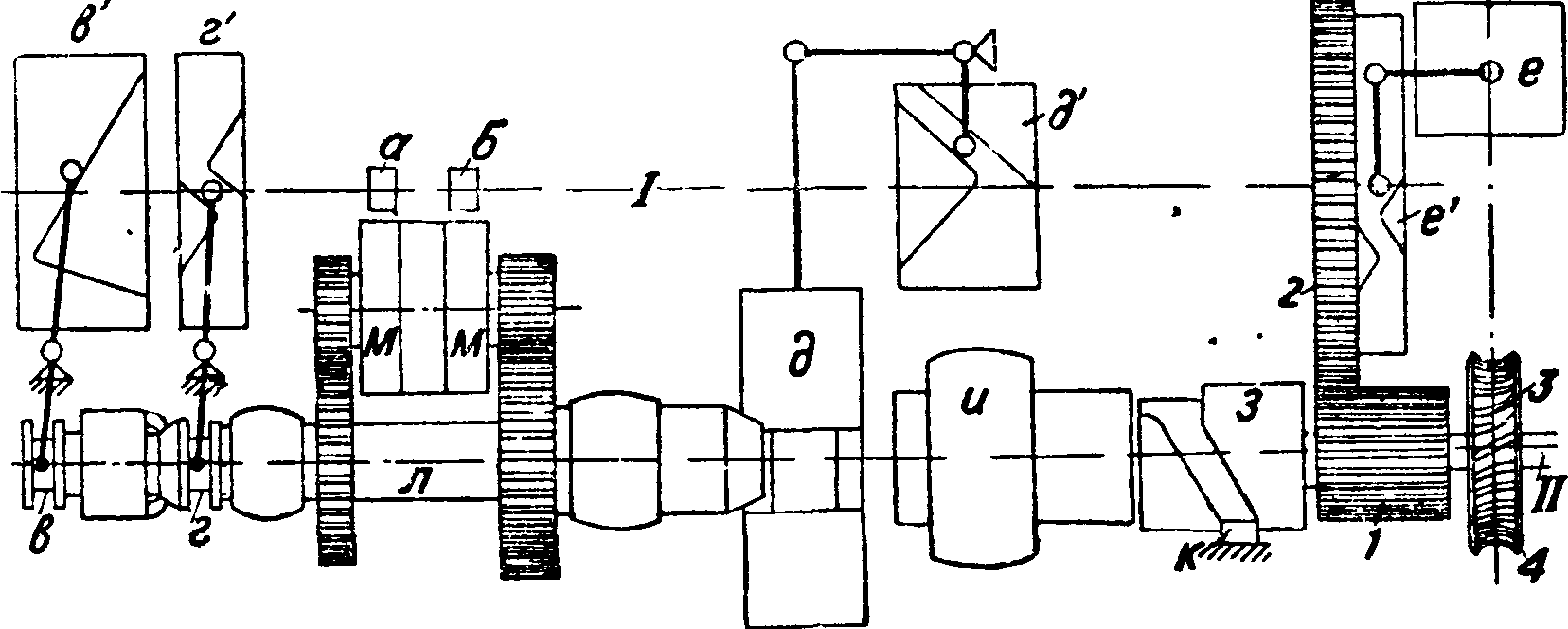
оборот за цикл и приводимом во вращение от второго распределительного вала II шестернями ί, 2. Вал II получает вращение через червячную передачу 3,4 от коробки подач е; на нем сидит ная головка и, подаваемая каждый раз вперед и назад фасонной канавкой барабана з, в которой ходит неподвижно скрепленный со станиной палец к. Главный шпиндель л приводится во вращение шкивами м, м. Основным недостатком этой системы является одинаковый ход ной головки для всех ее положений, тогда как требуемые пути, вообще говоря, различны для каждого набора инструмента, следствием чего является значительная потеря времени. По этому типу построены автоматы системы Кливленд (фирмы Кливленд, Питтлер)
и полуавтоматы сист. Поттер и Джонсон (фирмы Поттер и Джонсон, Питтлер, Магдебургский маш. з-д, Герберт). Схема механизма управления с одним распределительным валом I изображена на фигуре 886; на этом валу сидят все барабаны и кулаки, управляющие: а и б— продвижением и зажимом материала, в — поперечными салазками е, г—ной головкой, ж и д—коробкой скоростей з. В этом случае ход ной головки м. б. установлен соответственно потребностям каждого хода обработки, но, с другой стороны, сравнительно малый размер, занимаемый на барабане г серией кривых для одного хода головки, не позволяет производить достаточно быстрого отвода ее обратно и поворота. По этому типу построены автоматы системы Спенсер (фирмы Леве, Герберт, Самсонверке), Джани и Шанк и Гридлей (фирмы Гассе и Вреде, Гиль-демейстер, Питтлер, Гейденрейх и Гар-бек, Акме).
Недостатки обеих описанных систем, в особенности для быстроходных мелких автоматов, привели к созданию системы с быстро вращающимся вспомогательным валом I (фигура 88в), который и совершает непосредственно перемг щенчя органов станка, управление же этими органами сосредоточено на медленно вращающемся с постоянной скоростью распределительном валу II.
Фигура 886.
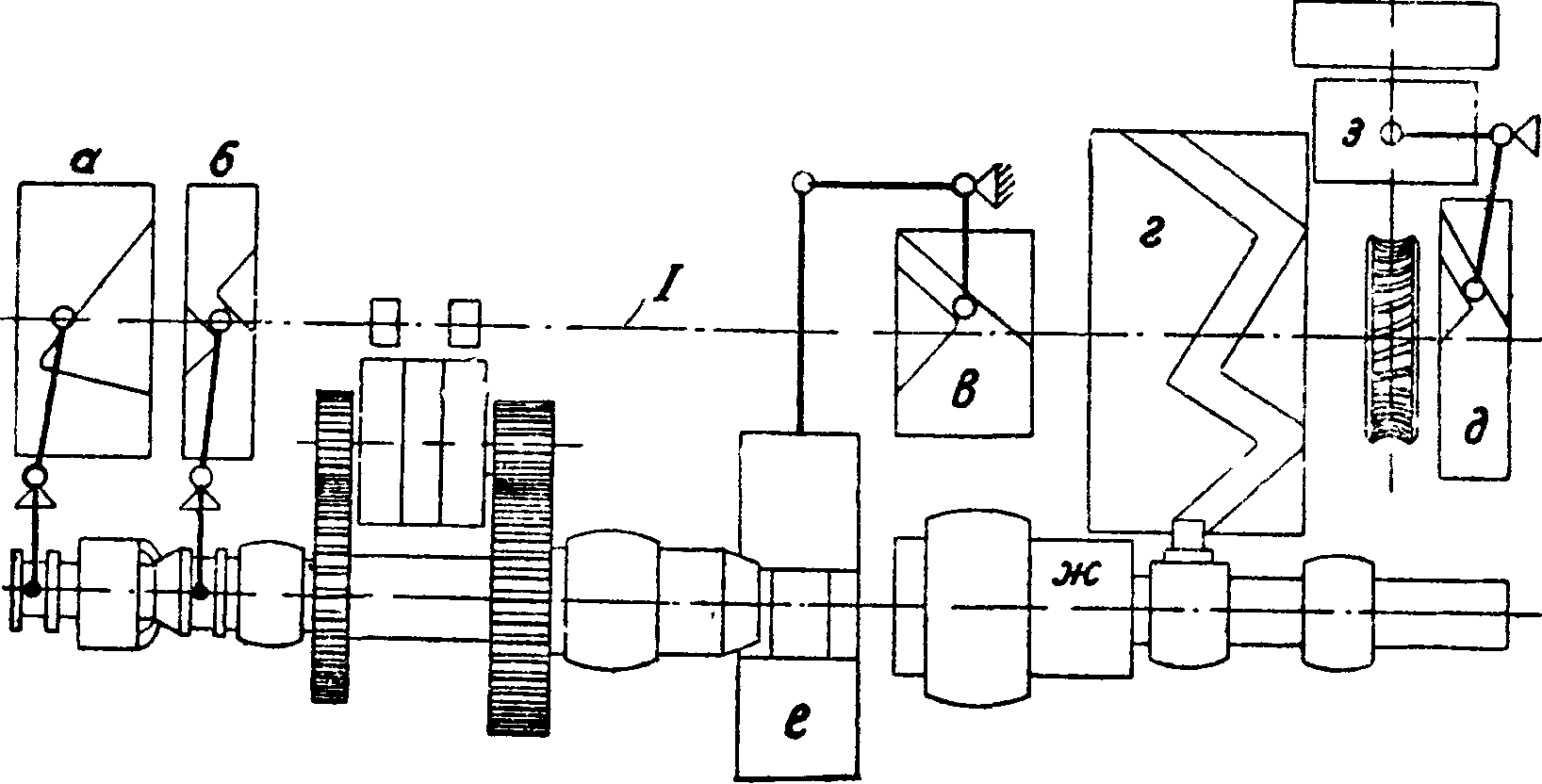
Сидящие на последнем кулачки а, б и в управляют включением и выключением муфт г, d и е, сцепляющих с валом I механизмы: подачи ж и закрепления з материала, переключения скоростей и направления вращения к главного шпинделя л и механизм поворота ной головки м (состоящий из двух зубчатых передач: цилиндрической 1,2 и винтовой 3, 4). Рабочее движение как поперечных н, так и ных о салазок производится от вала II и связанного с ним также медленно вращающе
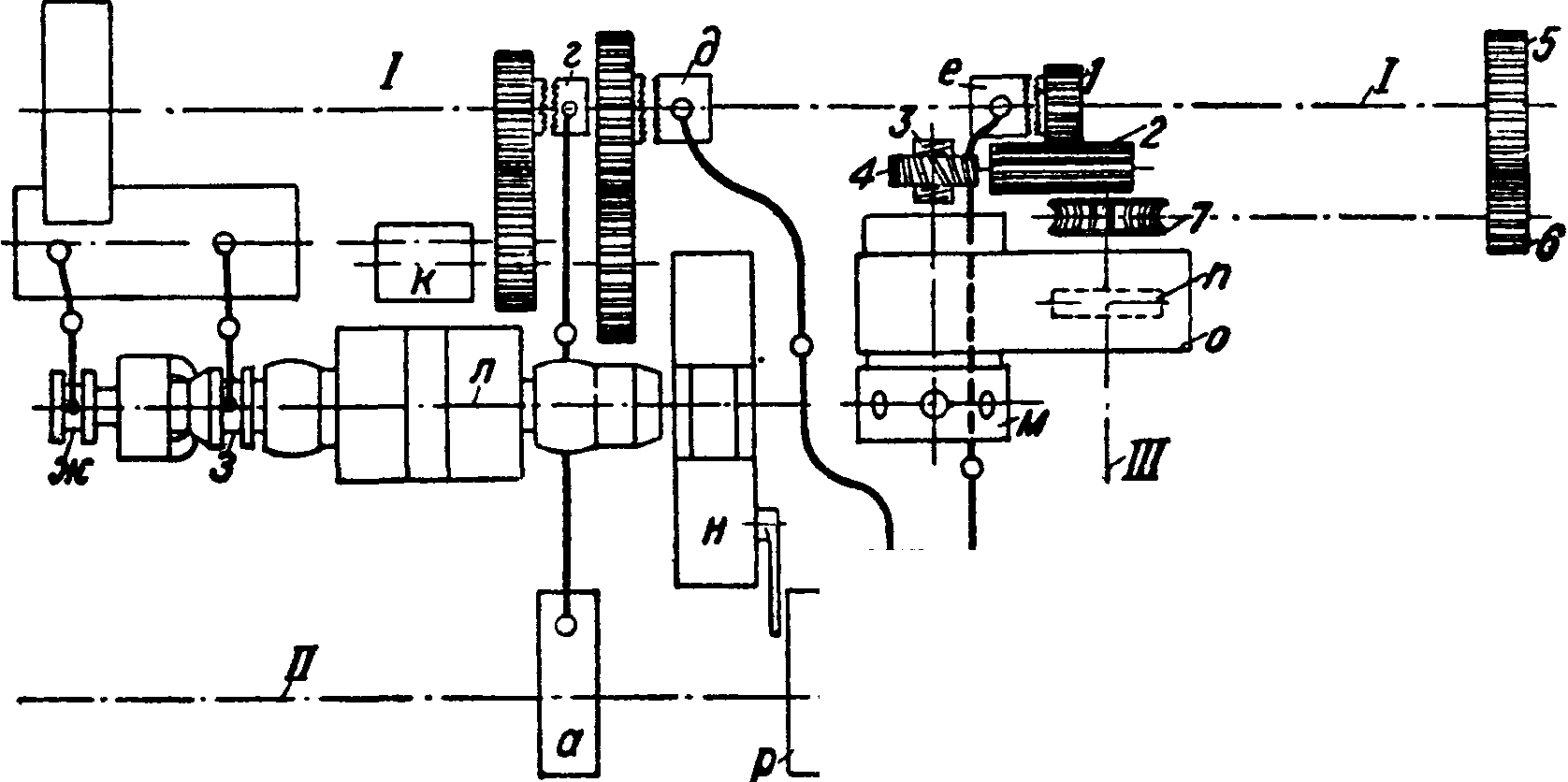
| i gaji | |
| ш | #| Ή |
гося вала III посредством кулаков п Валы II и III приводятся во вращение через сменные шестерни 5,6, червячную и р. от I Переза
Г. Э. т. XX1I1.
дачу 7 и пару конич. зубчаток 8,9. Преимуществами этой системы являются индивидуализированная для каждого хода подача ной головки, быстрота вспомогательного машинного времени, постоянство скорости вращения распределительного вала. По этому типу
Фигура 89а.
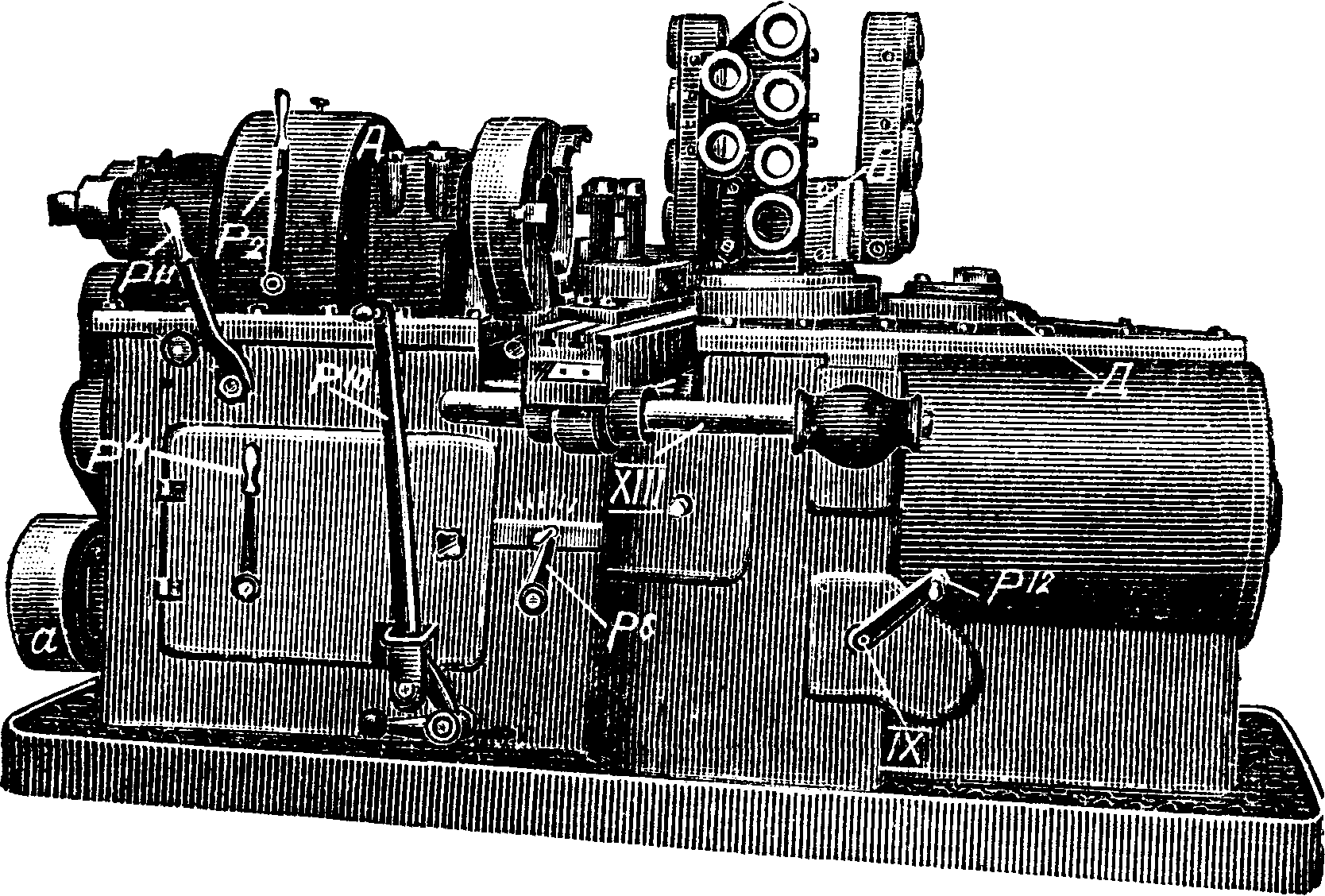
построены например весьма распространенные автоматы сист. Боаун и Шарп (фирмы Браун и Шарп, Леве, Ган и Кольб, Самсонверке).
В качестве представителя первого типа рассмотрим полуавтомат сист. Поттер и Джонсон работы Магдебургского машинного завода, данный на фигуре 89а и 896; По внешнему виду он мало отличается от ного станка и состоит из следующих главных частей: передней бабки h, ной головки Б, двух поперечных супортов Вг, В2 и станины Г, в которой помещаются коробка скоростей и распределительный вал. Коробка скоростей изображена на фигуре 90; приводится в движение станок шкивом а, вращающим вал I с шестернями 1, 2 и 3, зацепляющимися с 4, 5 и 6, сидящими вхолостую на валу II. Сцепление 5 я 6 с валом производится кулачковой муфтой мг, тогда как зацепляющаяся с 1 жзстзрня 4, сообщающая ’валу II наиболее медленное вращение, снабжена муфтой вал IV с заклиненной на нем втулкой е, по которой скользит муфта м3, перемещаемая вправо или влево собачками г, поворачиваемыми пере до >н-з
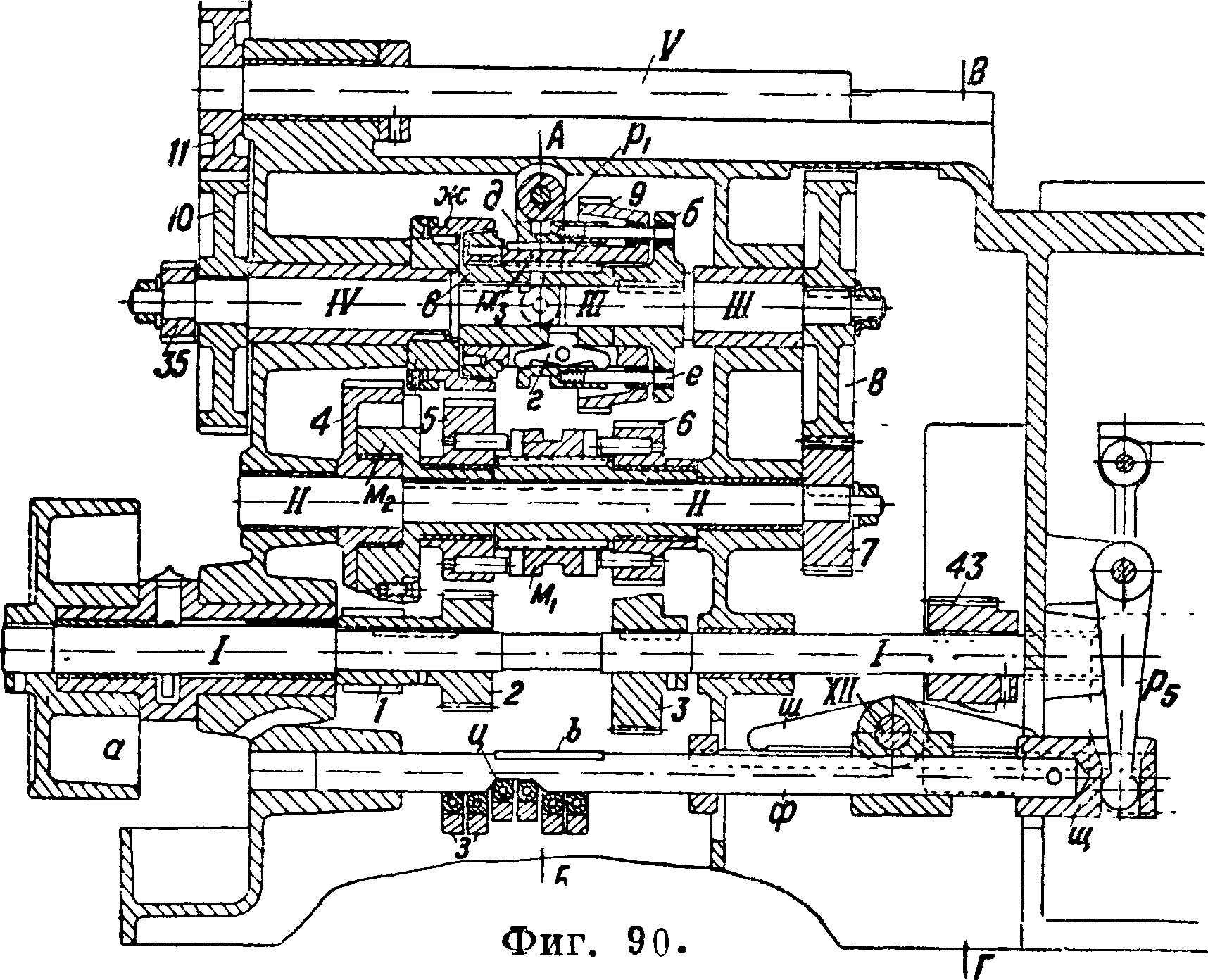
водной втулкой д, несущей кроме того пружинные пальцы е. Муфта м3 несет с одной стороны зубчатку 9 с отверстиями для пальцев е, с другой—конус. При продвижении д вправо она сначала собачками г передвигает муфту м3
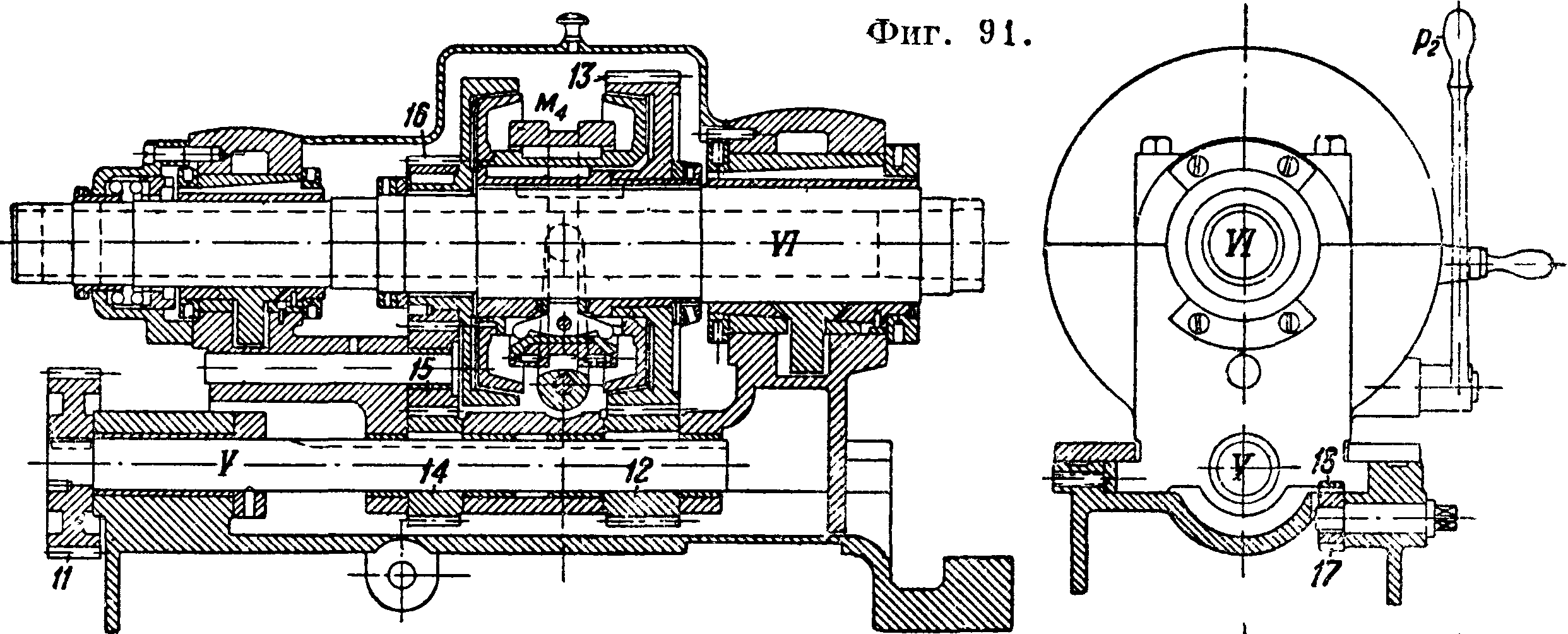
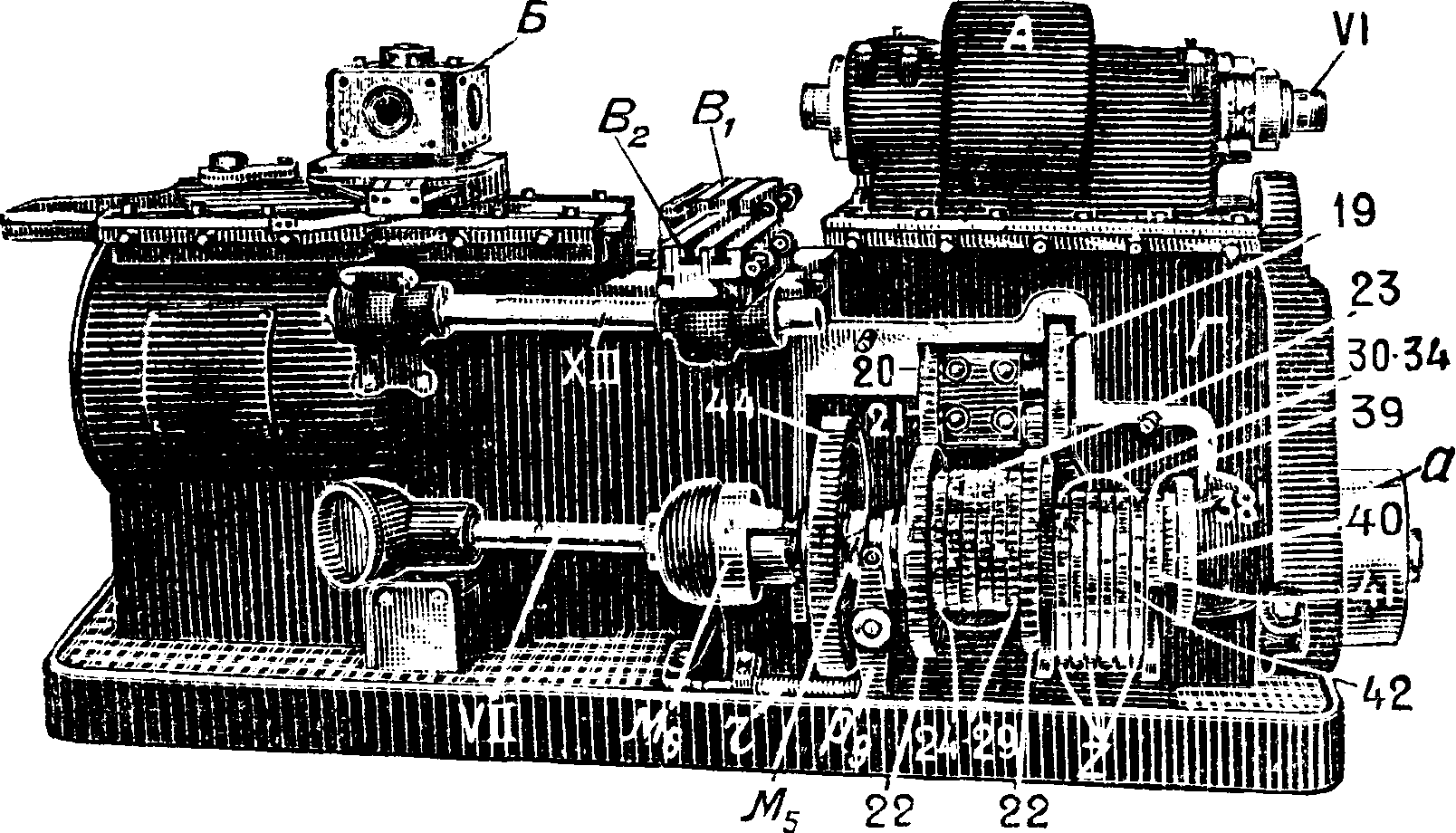
Фигура 896.
свободного хода м2, которая сцепляет 4 с валом только при выключенных 5 и 6, а при более быстром вращении вала дает ему возможность свободно вращаться, не захватывая колеса 4. От вала II движение через сменные шестерни 7, 8 передается валику III с сидящим на нем на шпонке диском б. На одной оси с III лежит
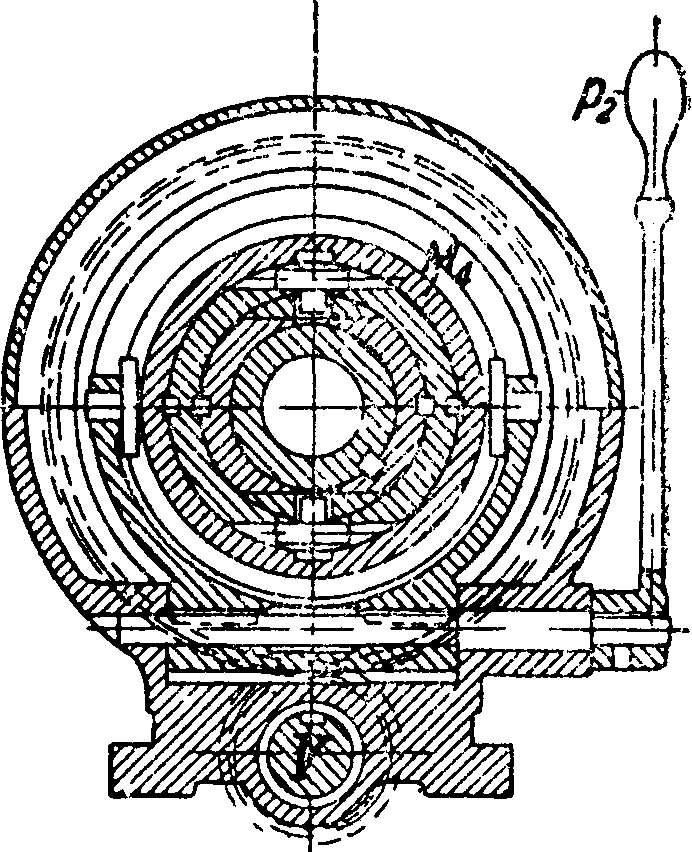
вправо, причем поел ед-няя, прижимаясь к диску б, трением захватывает вал IV, при дальнейшем продвижении д пальцы е входят в отверстие диска б и т. о. жестко сцепляют валы 111 и IV.
Πρρι перемещении д влево м3 вжимается конусом в конич. втулку ж станины и т.о. затормаживает вал IV’, перемещение д осуществляется вилкой j) и рукояткой г>ц. Вал IVчерез шестерни 10, 11 вращает вал V (фигура 91), от которого вращение через скользящие по нему на шпонке шестерни 12 и 14 передается шпинделю VI; при этом 12, зацепляясь с 13 через фрикционную муфту д/4, обслуживаемую ручкой р2. сообщает рабочее вращение шпинделю, а 14 через паразит 15 и шестерню 16 вращает его с увеличенной скоростью в обратном направлении. Передняя бабка может перемещаться в направляющих станины посредством шестеренки 17 и рейки 18.
Распределительные механизмы этого Т. с. получи ют движение от приводного вала VII (фигура 92 и 93), лежащего с задней стороны станины (фигура 896) и вращаемого с семью различными скоростями (5 различных постоянных скоростей подачи для обточки, одна подача для I Получающихсят.о. пяти различных лодач(0,12; развертывания и нарезания резьбы, измени- | 0,18; 0,24; 0,30;0,35 миллиметров/об. шпинделя) достаточ-
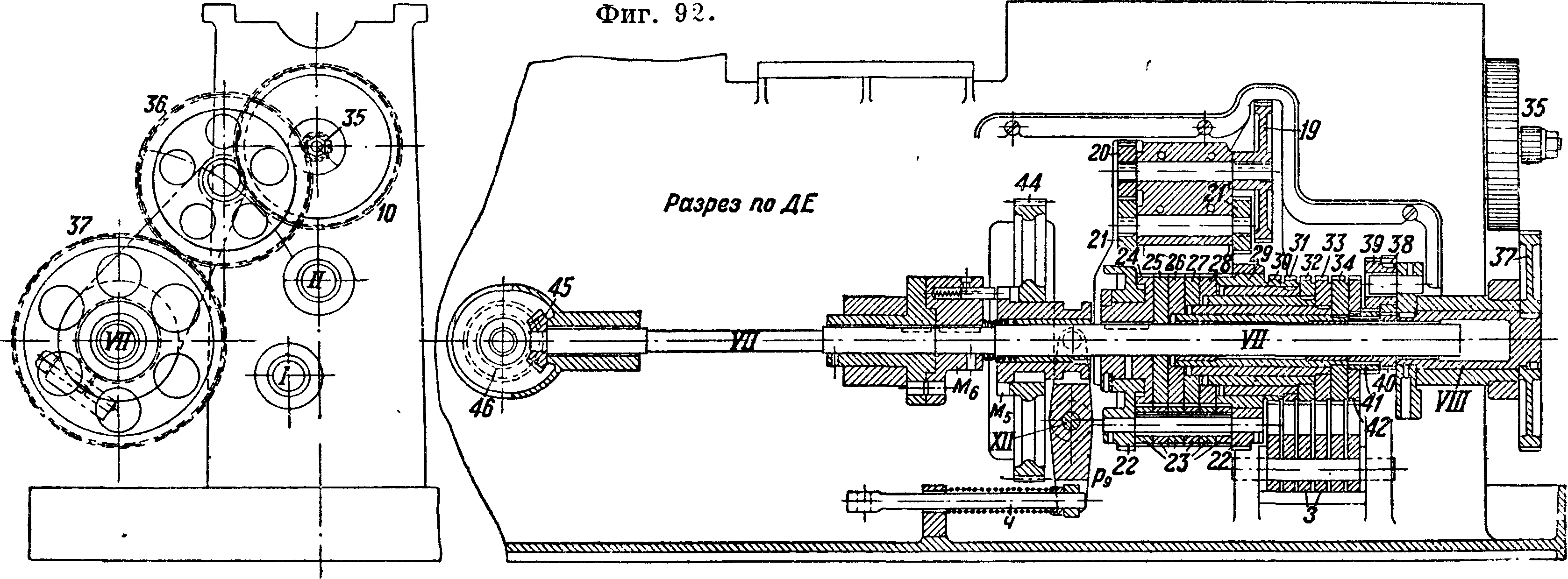
емая сменой шестерен 35, 36 к 37, к одно быстрое вращение для осуществления всех не
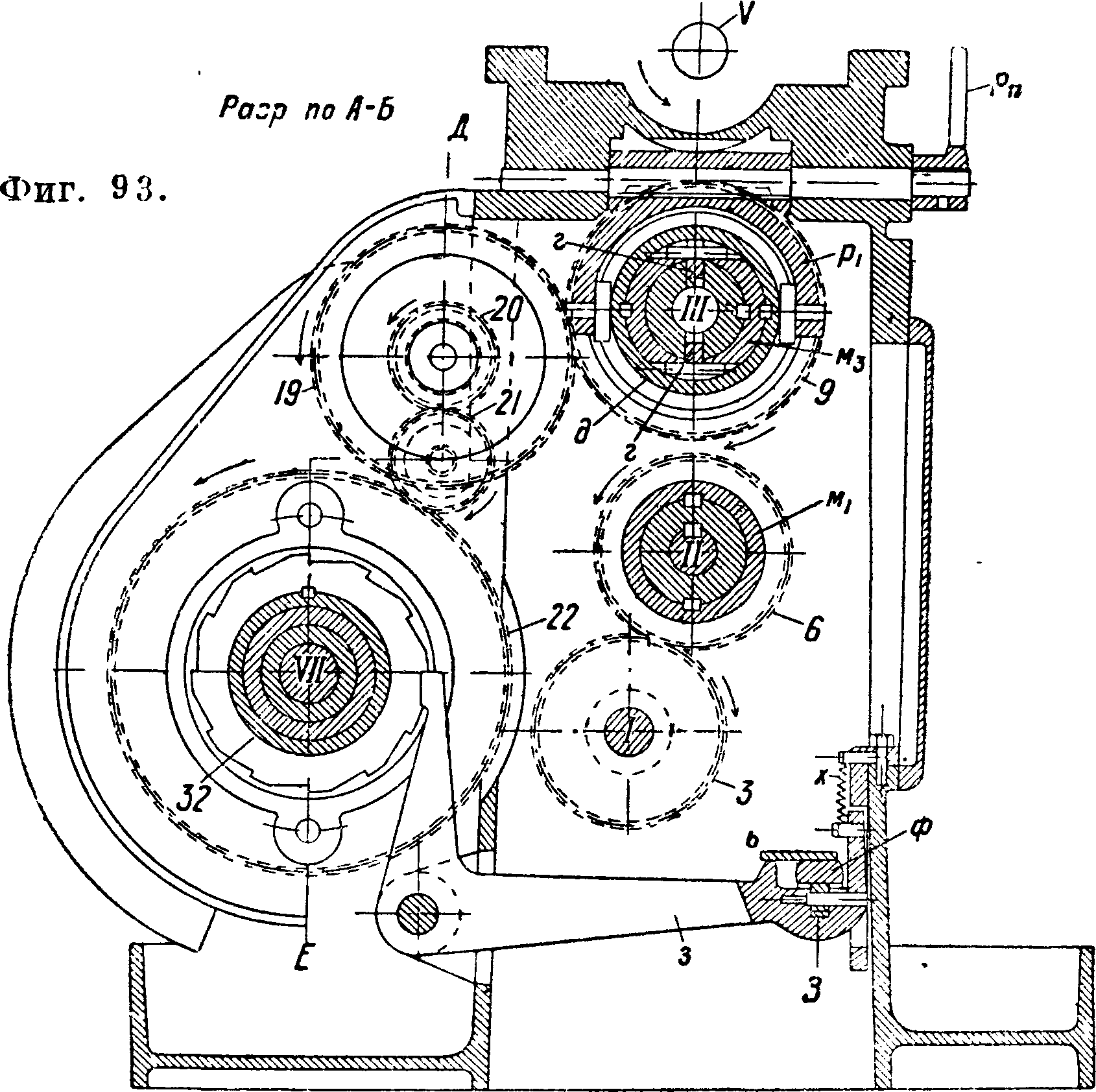
рабочих ходов—подвода и отвода инструмента, переключения ной головки и т. д.). Движение подачи для токарных работ отводится от вала III через постоянные шестерни 9, 19, 20, 21 и 21 на две шестерни 22, сидящие вхолостую на втулках на валу VII и служащие клеткой для шести сателитов 23 планетарной коробки подач, заклиненных на общем валу и сцепляющихся с шестью шестернями 24,25, ., 29, из которых первая заклинена на валу VII, а остальные пять сидят на нем вхолостую, соединяясь телескопии. втулками с пятью храповиками 30, 31, ., 34.
Колеса планетарных передач несмотря на равные диаметры имеют различные числа зубцов^ т. о., задерживая одно из колес 25—29 посредством собачки з, мы заставляем медленно вращаться подвижное колесо 24 дифе^еи-циальной передачи, а вместе с ним и вал VII.
но для пр оизводства токарных работ; для развертывания и нарезания резьбы необходимо большее количество различных подач (обычно однако не более одной за цикл); поэтому чтобы не усложнять излишне коробки подач" для этих последних работ приводной вал VII получает вращение от вала IV: движение передается через сменные шестерни 35, 36 и 37 втулке VIII, служащей клеткой для сателитов 38, 39 ди-ференциальной передачи; с ними зацепляются колеса 40 и 41, из которых первое заклинено на валу VII, а второе соединено с храповым колесом 42; задерживая последнее собачкой, включаем соответствующую скорость подачи. Быстрое вращение вал VII получает от I через шестерни 43, 44 и кулачковую муфту мъ; левая половина ее мв представляет собой предохранительную муфту со срезываемым пальцем. От вала VII вращение через конич. зубчатки 45, 46 (фигура 94), вал IX, червяк 47 и червячное колесо 48 передается барабану к, перемещающему посредством пальца л (фигура 95) ные салазки Д с ной головкой Б; барабан к совершает столько оборотов за цикл обработки, сколько у него сторон для закрепления инструментов (обычно четыре); механизм поворота и блокировки ной головки аналогичен описанному выше (фигура 84).
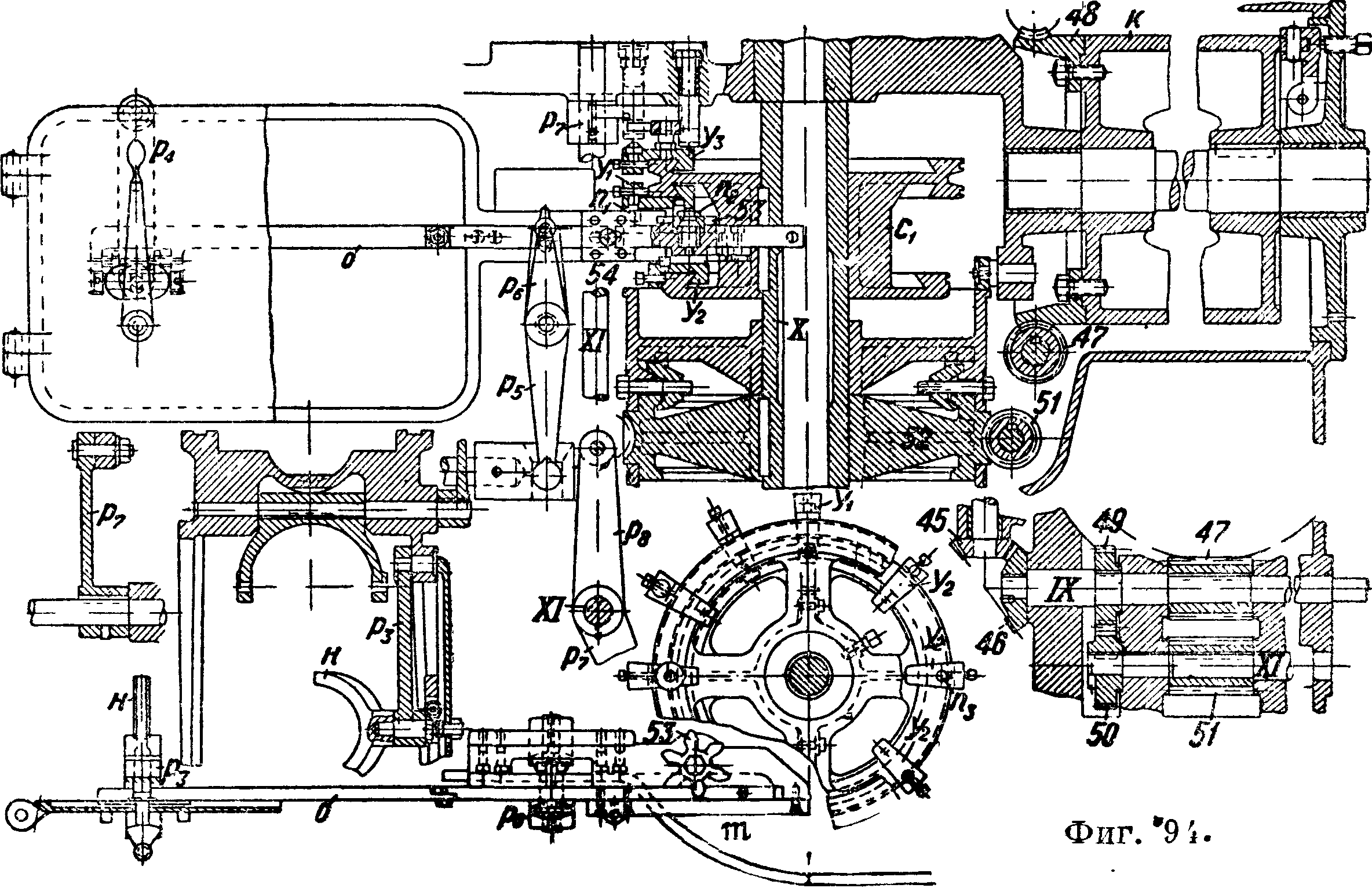
I Управление остальными органами соверша-! ется от вертикального распределительного вала
X (фигура 94), приводимого во вращение от вала IX через пару зубчатых колес 49, 50, вал XI и червячную передачу 51,52. Изменение скорости вращения шпинделя совершается передви-
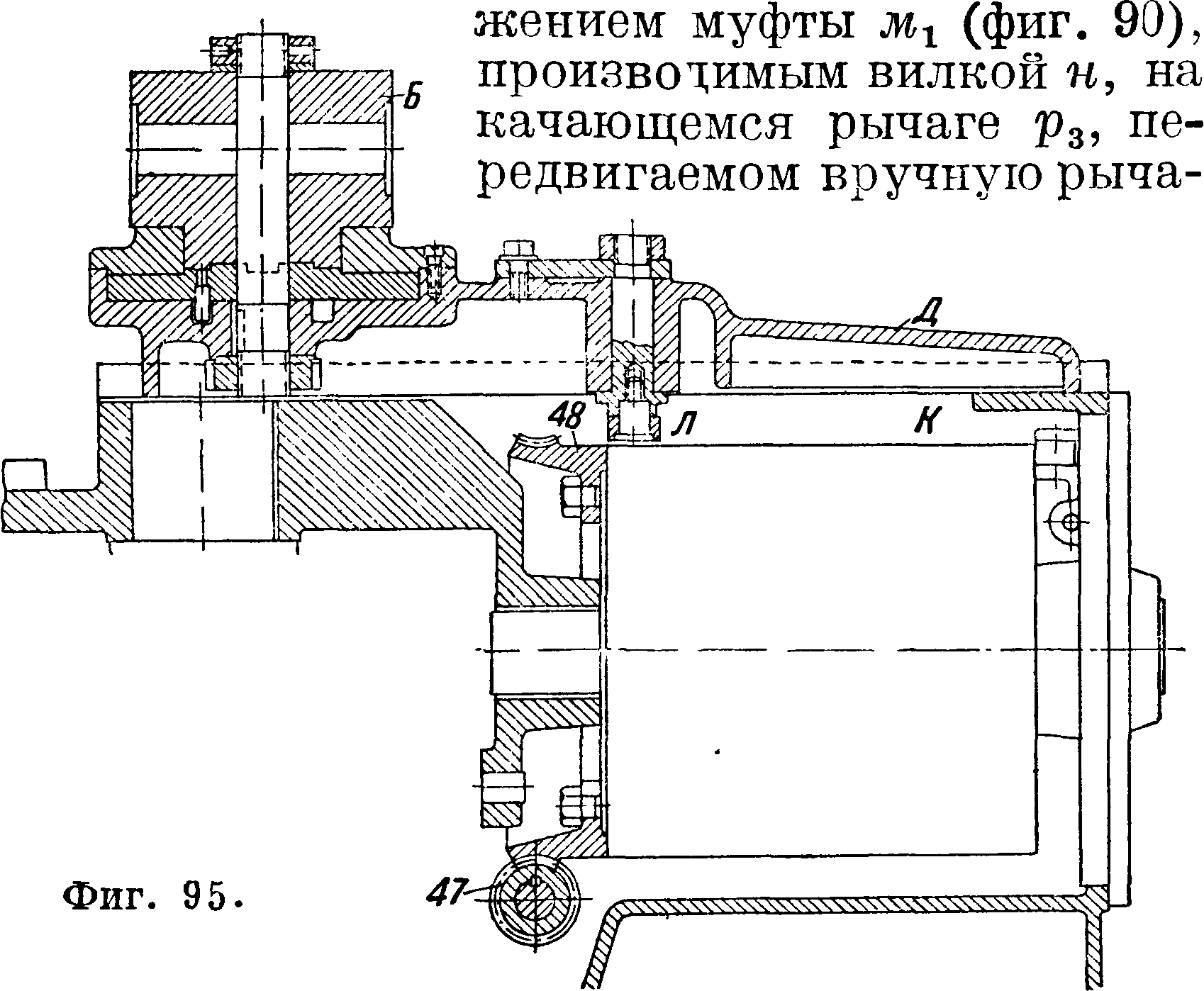
гом или автоматически тягой о. Последняя перемещается при вращении в ту или другую сторону звездки 53, производимом пальцами пх или п2 передвижных упорок ух, сидящих на барабане clf заклиненном на валу X; с звездкой связана шестеренка 54, зацепляющаяся с рейкой на тяге о. Смотря по тому, где находятся пальцы упорок у, наружу (%) или внутрь (п2) от оси звездки, они вращают ее в ту или другую сторону на определенный угол и т. о. переводят муфту мх. Переключение медленной подачи совершается аналогичными упорками у2, сидящими на том же барабане, посредством различно расположенных пальцев щ, входящих в соответственные вырезы ползуна т, перемещающего в ту или другою сторону
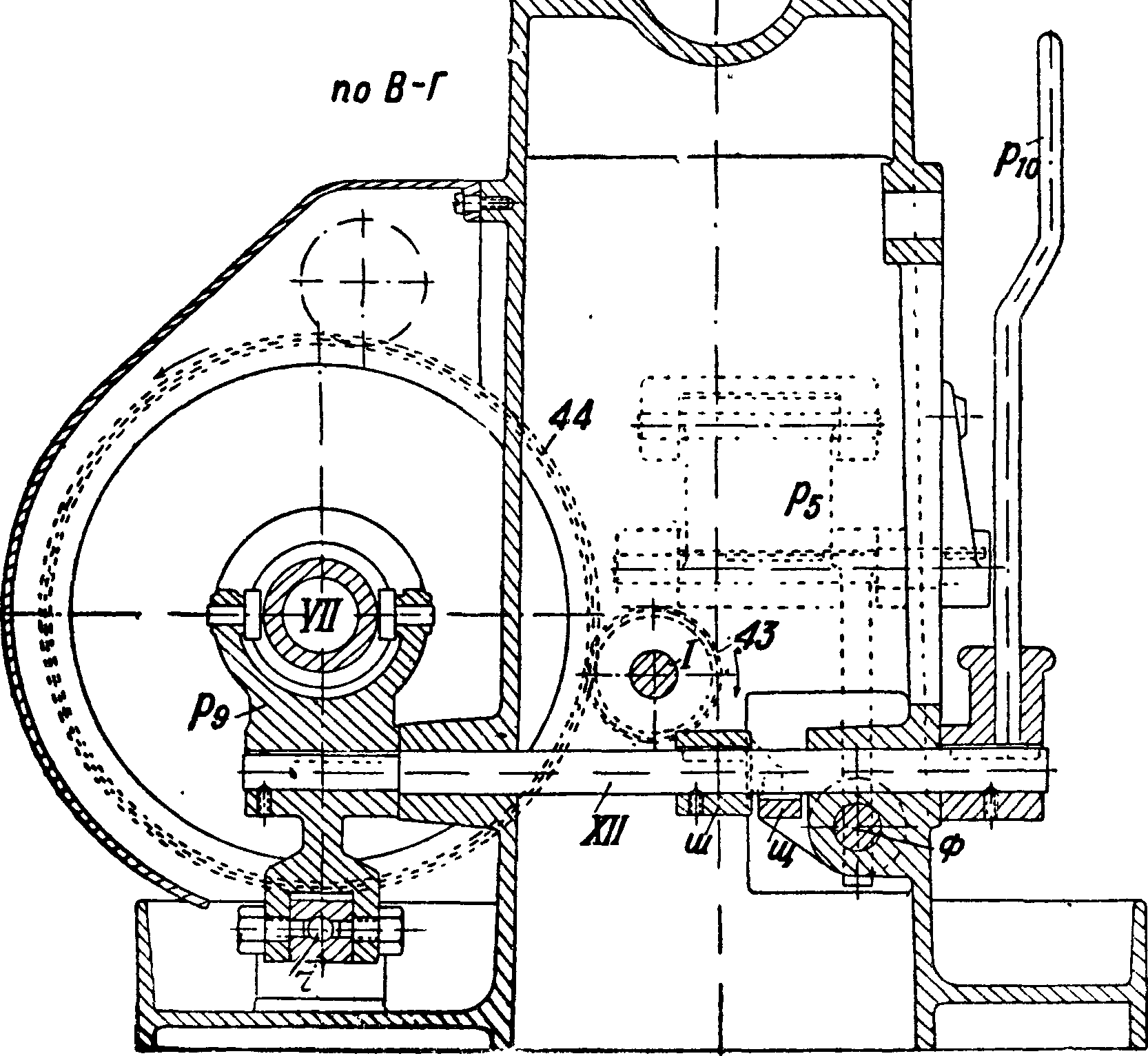
Фигура 96.
двуплечий рычаг р5 и связанную с ним штангу ф (фигура 90 и 93), на к-рую опираются задние концы собачек з, подтягиваемые непрерывно кверху пружинами®. Те собачки (не менее двух зараз, за исключением крайних), которые попали в вырез ц штанги, удерживают соответствующие храповики коробки подач и приводят в действие соответствующие диференциальные передачи. При этом реально действует лишь одна наиболее быстрая из включенных передач, т. к. храповики более медленных подач получают нек-рую отрицательную скорость вращения и проскальзывают под соответственными собачками; это устройство предусмотрено, чтобы движение подачи не могло никогда остановиться. Вручную подача включается рычагом рб. Быстрое вращение приводного вала VII, а следовательно и распределительных механизмов включается упорками у3, сидящими на барабане схи переводящими рычаг р7, сидящий на одном валу XI с рычагом р8, связанным тягой ч с
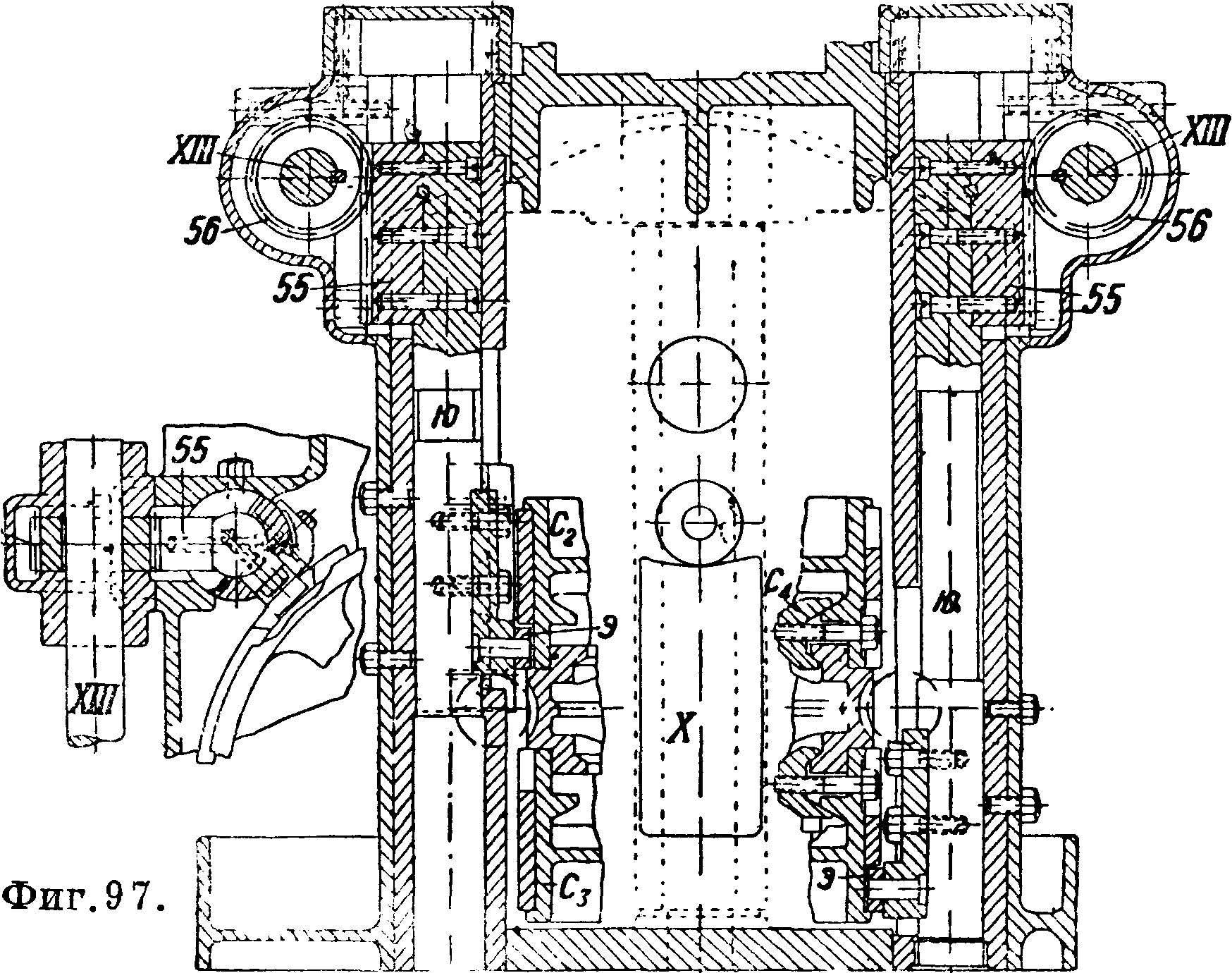
рычагом р9 (фигура 96), плечо которого является вилкой, передвигающей муфту м5 (фигура 92); вручную р9 переключается рычагом р10, сидящим на одном валу XII с вилкой р9. При включении
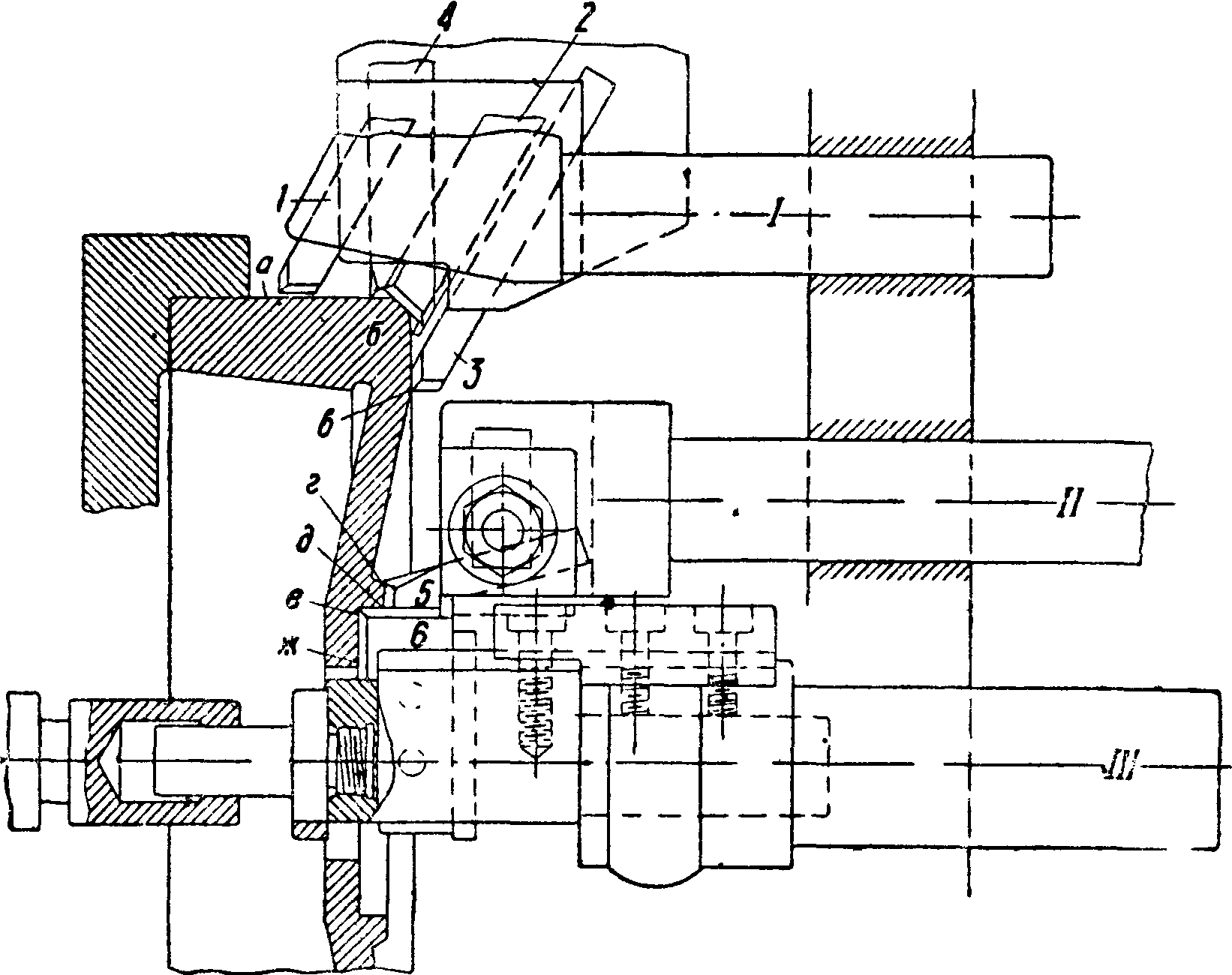
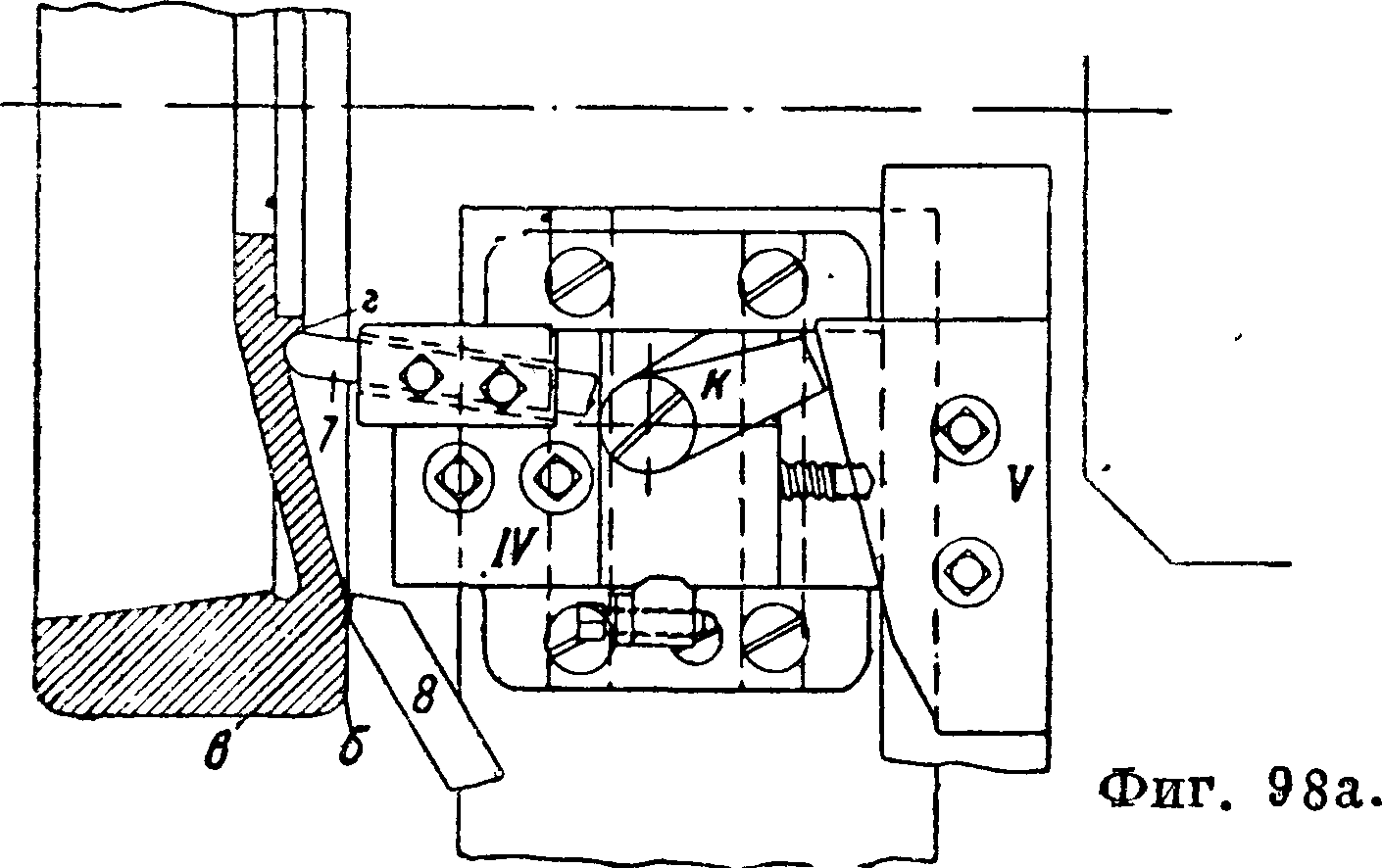
быстрого^вращения вала VII необходимо одновременно выключить медленное, это достигается коромыслом ш (смотрите также фигура 90 и 93), поворачивающим за полку щ штангу ф, которая пластиной ь прижимает книзу собачки з и т. о. освобождает неподвижные колеса диференци-альных передач. Поворотом рычага р7 в обратную сторону от среднего положения получаем обратное движение р9и коромысла ш, в результате которого муфта м5 будет отведена еще дальше вправо (фигура 92), а собачки будут подняты, что вызовет остановку движения вала VII, а следовательно и всех подач; это положение рычагу р7 придают по окончании всего цикла об-
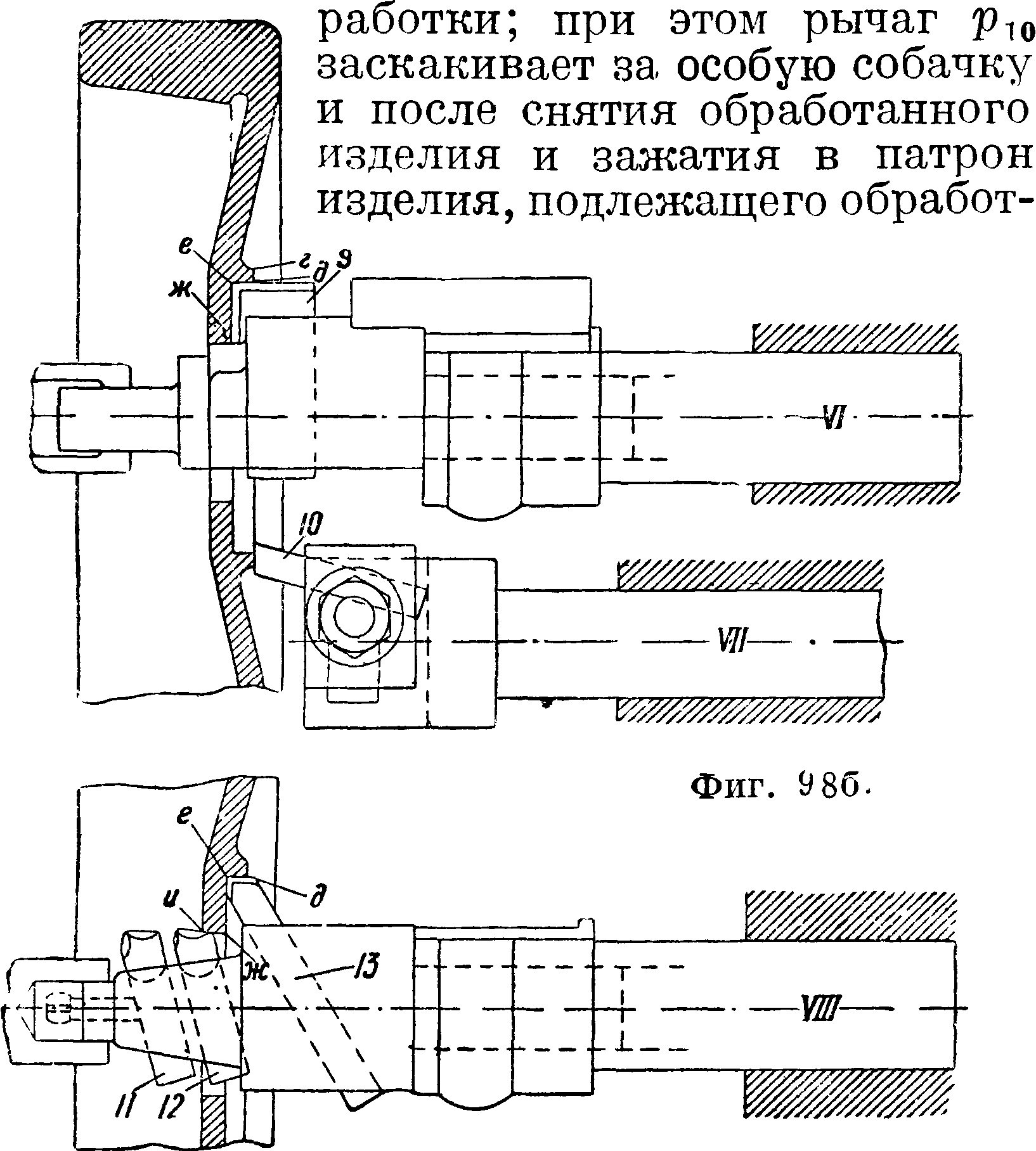
ке, включается вновь рабочим, после чего станок совершенно самостоятельно совершает весь вере, и резцами 3 и 4 с заднего поперечного су-порта обтачиваются поверхности а, б, в, одновременно резцом 5 на державке II и ножом 6 на
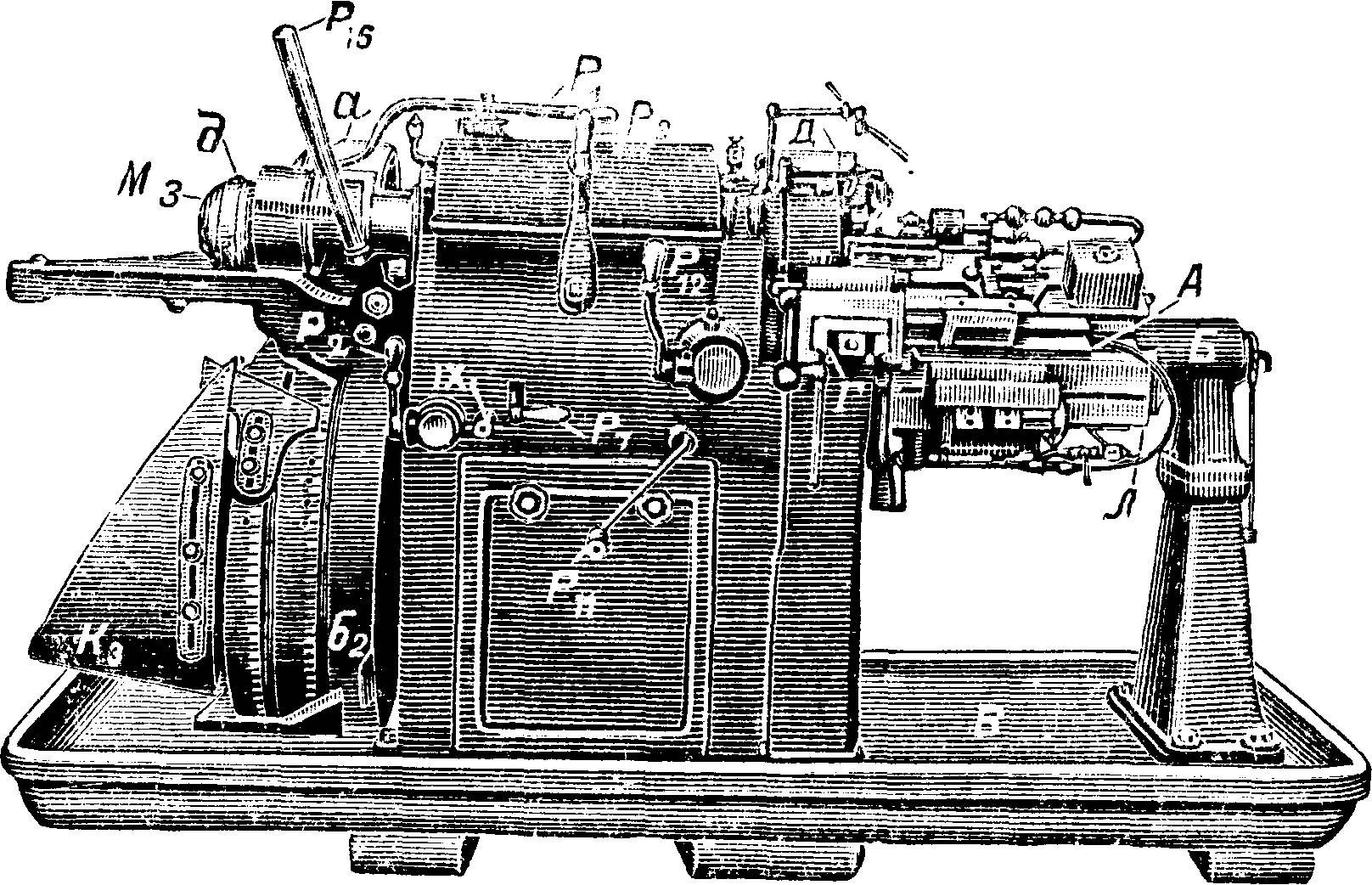
Фигура 9 9.
державке III с а обтачиваются начерно поверхности г, д, е, ж выточки. 2-я операция—резцом 7, закрепленным на поперечных салазках IV приспособления для точения по конусу, установленного на переднем поперечном супорте и направляемого линейкой V и пальцем к, обтачивается коническая поверхность вг, одновременно резцом 8, закрепленным на переднем поперечном супорте, производится шлихтовка торцовой поверхности бв. 3-я операция—ножом 9 на оправке VI и резцом 10 на державке VII с а производится шлихтовка поверхностей гд и еж выточки. 4-я операция—резцами 11, 12 и 13 на борштанге VIII шлихтуются поверхности ед выточки и жи отверстия. цикл обработки.
Поперечные супорты получают независимо друг от друга движение от барабанов с2ис3(фигура 97), сидящих на валу×и перемещающих прикрепленными к ним кривыми ролики, связанные с двумя ползунами то, вращающими рейками 55 шестерни 56, сидящие на валах XIII, передающих движение на салазки супортов. Барабаны с2 и с3 закрепляются в нужном положении на барабане сл, заклиненном на распределительном валу X. Цикл работы этого автомата следующий. После того как зажата в подлежащая обработке деталь, пускают рычагом р2 во вращение шпиндель, а рычагом р10 включают подачу; сначала вал VII получает быстрое вращение, причем ная головка подводится к исходному положению, после чего соответственные у порки на сх передвинут рычаг р7, ползун *т и тягу о, чем включат требуемые для данной частичной операции (хода) цикла скорости резания pi подачи; по окончании рабочего хода вновь включается быстрое вращение вала VII, и барабан к быстро отведет назад и переключит ную головку, после чего процесс начинается снова. Это повторяется столько раз, сколько сторон у головки Б, после чего цикл будет окончен и подачи автоматически остановлены. Рукоятка р12 служит для вращения вручную вала управления IX при наладке станка.
В качестве примера обработки на полуавтомате приведем обработку автомобильного маховика (фигура 98а и 986). 1-я операция—резцами 1 и 2, укрепленными в державке I на револь
Фигура 100.
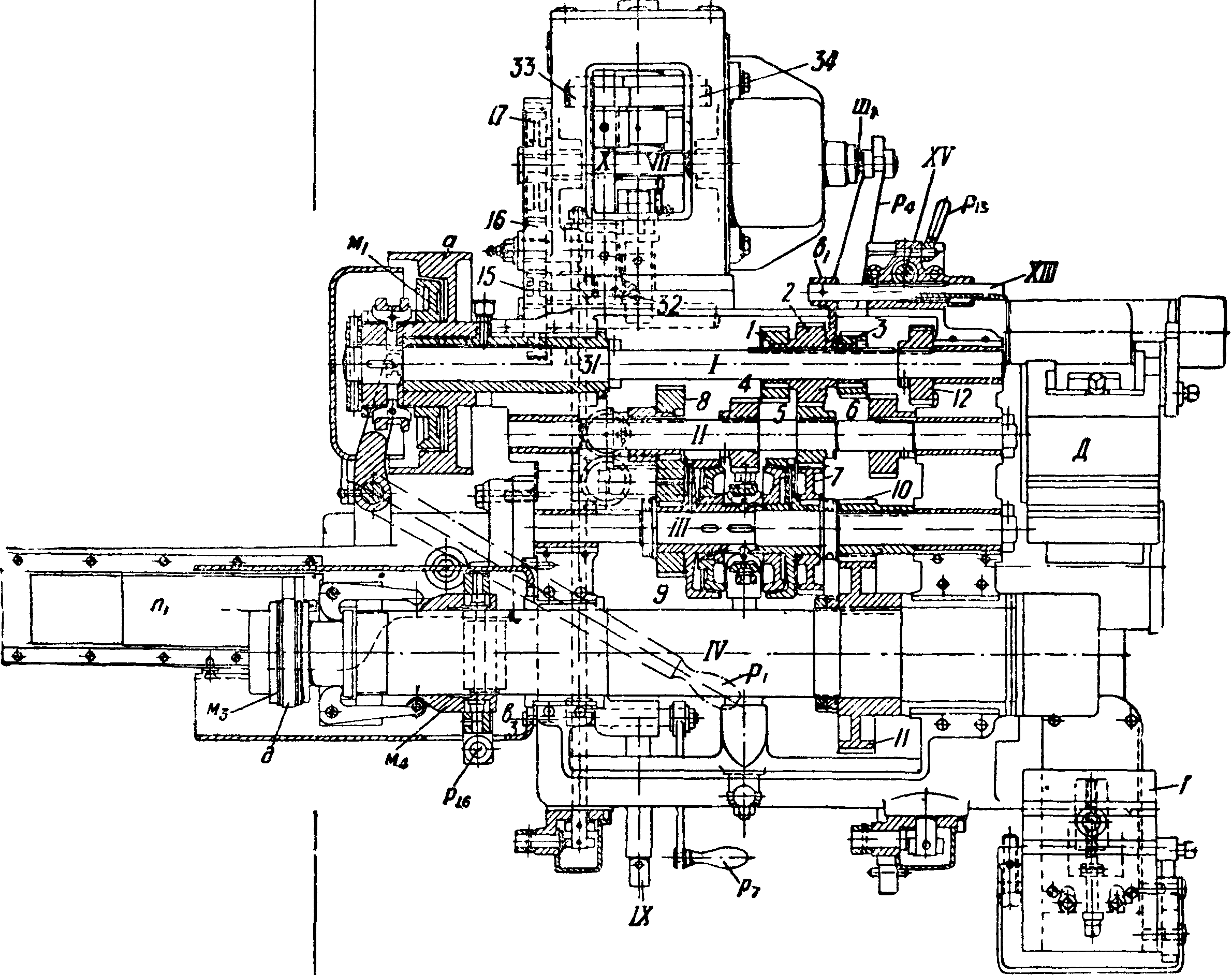
В качестве примера автомата для работы из прутка с одним распределительным валом рассмотрим одношпиндельный автомат сист. Грид-лей с одношкивным приводом конструкции завода Хассе и Вреде (фигура 99). Привод главного шпинделя происходит от шкива а (фигура 100) через фрикционную муфту мх, включаемую рычагом Pj па вал I; от него чррез зубчатки 1,2,3, зацепляющиеся попеременно с 4, 5, 6,— на вал II, а от него через передачи 5 : 7 или
8 : 9 на вал III и далее через 10 : 11 на шпиндель IV. Зубчатки 7 и 9 сцепляются попеременно с валом III автоматически управляемой муфтой м2; шестерня 8 метров б. сдвинута по валу II влево, тогда она зацепляется с 9 через паразитную шестеренку Т (фигура 101) и следовательно вращает шпиндель в обратную сторону. Передвижение шестеренок 1, 2, 3 и 8 совершается вручную при настройке станка; первые три перемещаются вилкой вх, сидящей на рейке XIII, перемещаемой шестеренкой XV и закрепляемой при работе станка рукояткой р15; шестеренка 8 передвигается вилкой, приводимой в движение валиком XIV. Т. о. шпиндель может получать 9 скоростей: 6 правых и 3 левых; две из них (две правых или правая и левая) м. б. автоматически включаемы станком путем передвижения втулки муфты м2 вилкой в 2, поворачиваемой рычагом р2 при помощи кривых кг (фигура 101) на барабане бг или же вручную ручкой р3. Передвижение и зажим пруткового материала в шпинделе IV совершаются аналогично ным станкам (смотрите фигура 83) с той лишь разницей, что продвижение совершается посредством щипцов г—тонкостенной трубы, помещающейся в шпинделе и снабженной на одном конце пружинящим захватом, а на другом—втулкой м3, обхватываемой кольцом d, сидящим "на ползуне пх, несущем в нижней части ролик у8, перемещаемый кривой к2на барабане б2 ползун грузом е (фигура 101) оттягивается к бабке; когда кривая к2 отводит его при зажатом е назад, он скользит по прутку, как только его ролик сходит при разжатом е с кривой, груз передвигает его вместе с поутком, пока последний не упоется в останов. Регулировка хода щипцов до тигает-ся, не меняя кривой, просто перестановкой ролика в ползуне: положение ролика у8, нарисованное сплошной линией, соответствует ходу щипцов а, изображенное пунктиром,—ходу ь.Зажим а производится муфтой м4, перемещаемой вилкой в3, хвостовик которой передвигается кривыми π3 (фигура 101) на барабане б2 или вручную рычагом р16. Все органы управления автоматич. движениями станка сидят на валу V; движение последнему передается от передней бабки через коробку подач; от шестеренки 12 на валу I вращение через 13 и 14 передается валу VI. С этого вала на распределительный вал V движение м’. б. передано двумя путями: 1) Дчя медленной подачи воащение передается через 15, 16 и 17 на вал VII, затем через перебор 18, 19, 20, 21 и 22, 23, 24, 25 с передвижной шпонкой, перемещаемой штангой гих и рычагом р4, на вал
VIII и от него через червяк 26 на червячное колесо 27, сидящее вхолостую на валу IX.
Чеовячное колесо соединено с храповым колесом 28, захватывающим собачку сг, вращающую муфтой м5 вал IX] т. о. при быстром вращении вала собачка проскальзывает, и вал свободно вращается, не захватывая колеса 27] муфта мъ м. б. выведена из зацепления отводом ее назад вилкой в4, сидящей на штанге ш2, перемещаемой ручкой ръ. Включение различных скоростей подачи совершается автоматически передвижением рычага р4 за два вилообразно рас-пол еженных кулака на его конце упорками у3на барабане б3. Для быстрой остановки вала
IX при выключенном самоходе имеется пружинный тормоз ж, действующий на шайбу з; от вала IX воащение через червячную передачу 29 : 30 сообщается валу V. 2) Быстрое вращение валу IX (а следовательно и V) переда ется от вала VI через пару конич. шестеренок 31, 32 на вал×и затем через пеоедачу 33 : 34 и фрикционную муфту м6 на вал IX] включение и выключение муфты м9 производятся перемещением ее переводного кольца вилкой #?5, тягой шх и угловым рычагом рб, поворачиваемым либо автоматически упарками уг, ?/2 на барабане бх либо вручную рукояткой р7. ная головка этого станка сильно отличается от нормального устройства: она выполнена в виде четырехгранной призмы А, цилиндрический хвост которой лежит в подшипниках станины, а свободный конец поддерживается подшипником Б, опирающимся на общую фундаментную плиту В станка. Ось ной головки параллельна оси шпинделя и лежит несколько назад и книзу от нее; в рабочем положении ее верхняя грань, несущая совершающий данную операцию инструмент, наклснзна вперед—все эти мероприятия имеют целью создать особо жесткую связь головки со станиной и облегчить удаление получаемой в больших количествах (станок обрабатывает прутки до 110 миллиметров диам.) стружки. По граням головки в направляющих ходят резцовые салазки лл, могущие передвигаться независимо друг от друга штангой ш3, захватывающей их за пальцы ?/4 головкой н. Головка имеет сзади цельную шайбу, а от передней шайбы оставлен один участок, т. ч. при рабочем ходе штанга подает вперед лишь те салазки, которые находятся в рабочем положении. Штанга оттягивается грузом о и перемещается посредством ролика у5, опирающегося на кривые (к4—для рабочего и к5—для обратного хода), укрепленные на барабане б2. Кривая к4 м. б." установлена под различными углами к оси барабана в зависимости от требуемого для данной операции цикла длины хода, скорость вращения распределительного вала на этот период устанавливается в зависимости от требуемой величины подачи; обратный ход салазок", во время которого пооисходит и поворот головки, совершается с большой скоростью; т. о. потери времени, вызываемые неравенством ходов головки, сведены до минимума.
Поворот головки и ее блокирование совершаются механизмом, изображенным на фигуре 102а. Движение этому механизму сообщается от вала VI, вращающего через пару винтовых шестерен 35, 36 вал XI с заклиненной на нем левой половиной фрикционно-кулачковой мифты м7; правая половина ее сидит на валу XII, поворачивающем через червячную передачу 37 : 38 головку А. Блокировка головки совершается ригелем п2, западающим под действием пружины ф в выоезы х диска ц, за клинейного вмезте с 38 на ее хвостике. Диск имеет для четырех-гоанной головки 5 вырезов: 4 под 90° и 1 под 45°, последний служит для остановки головки в промежуточном положении в момент подачи материала, причем последний упирается об останов, закрепленный на ребре головки между направляющими. Ригель п2 может передвигаться двуплечим рычагом р8, опирающимся другим концом в кольцо ч на валу XII. В рабочем положении рычаг р8 под действием пружины ф отводит вал XII вместе с правой половиной муфты м7 направо, и т. о. вся правая часть механизма неподвижна. На одном валу с р8сидит рычаг р9 (ш. также фигура 1026), несущий на конце кулак к6, перемещаемый упорками у8, укреп генными на барабане бх (ф ir. 101). При повороте рычага р9 по часовой стрелке сначала ригель п2 выводится из зарубки на диске,
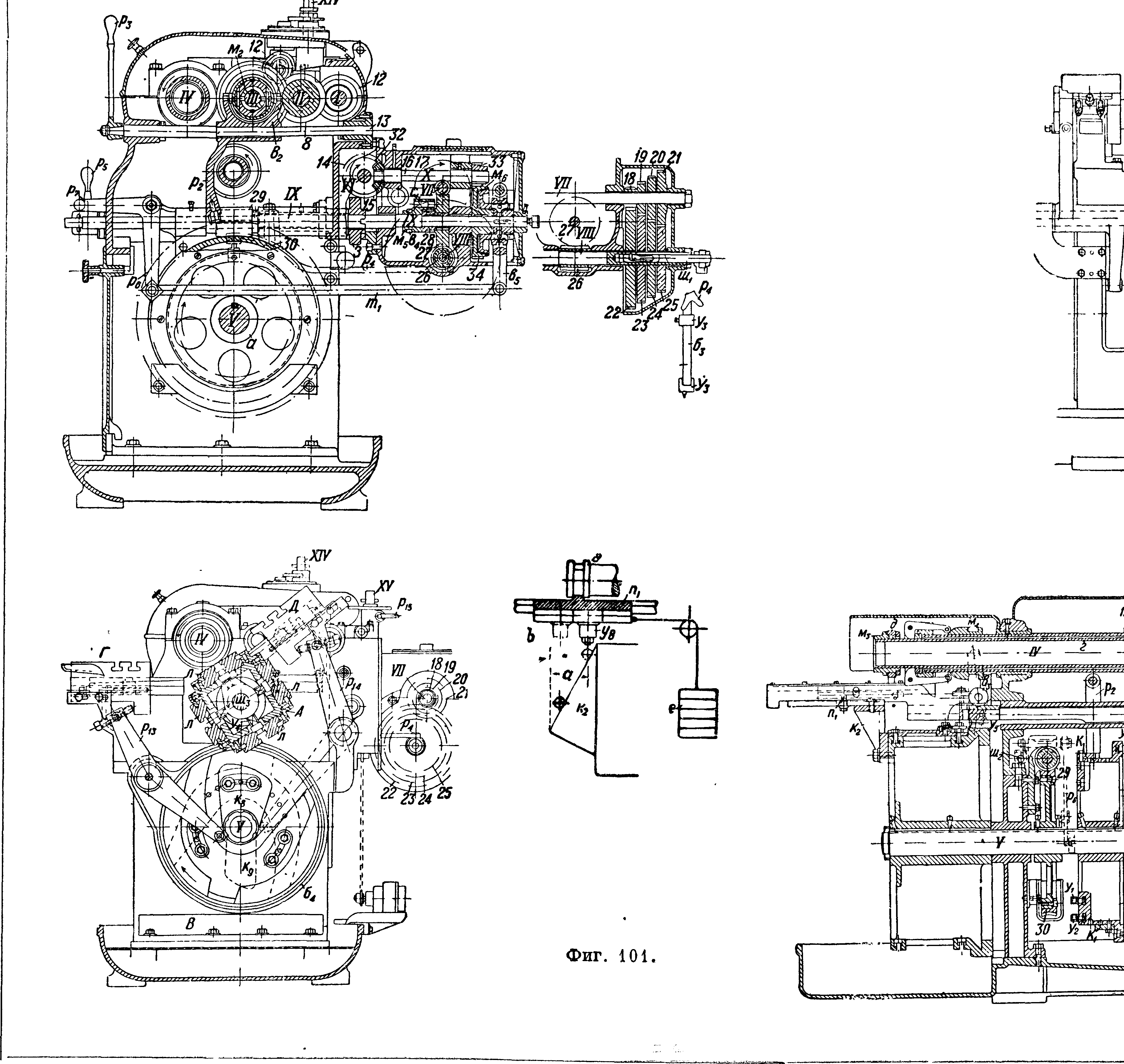
одновременно с этим сжимается кольцом ь пружина ы вал XII остается пока на месте, удерживаемый упоркой у7, опирающейся на
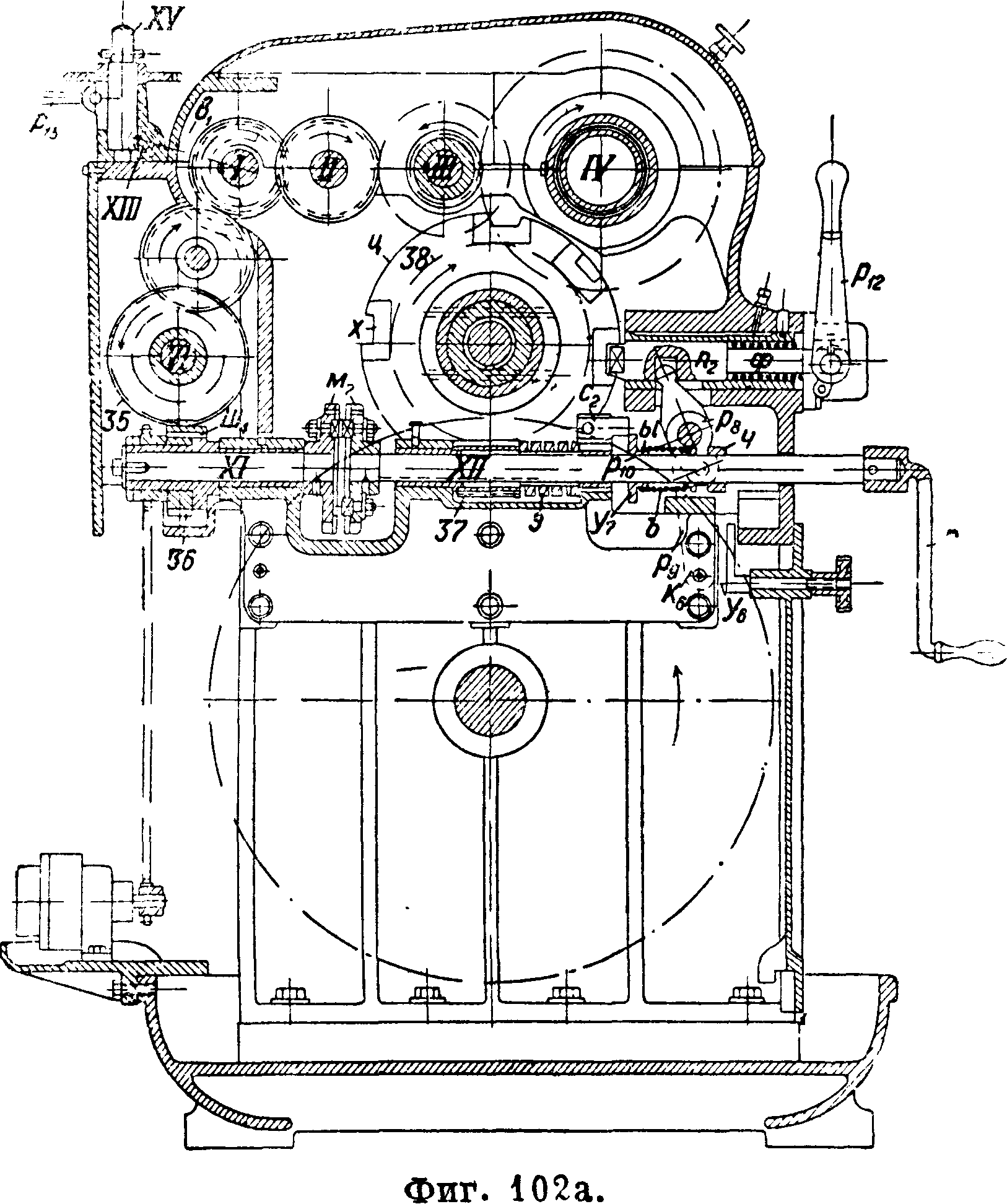
собачку с,2. Лишь после окончательного отвода ригеля назад рычажок р10, соединенный с р9, поднимает собачку с2, причем вал XII под действием пружины ы быстро перемещается налево и муфта м7, замыкаясь, приводит во вращение вал XII от непрерывно вращающегося вала XI, а вместе с ним через передачу 37, 38 и ную головку. В это время упорка увсошла с кулака πβ рычага р9, но последний продолжает сохранять свое положение, удерживаемый ригелем, опирающимся на диск ц; т. о. вращение вала и поворачивание головки будет продолжаться до тех пор, пока ригель не заскочит в следующий вырез диска ц, после чего рычаг ръ сможет повернуться, отводя назад вал XII и выводя из зацепления муфту мч. Для
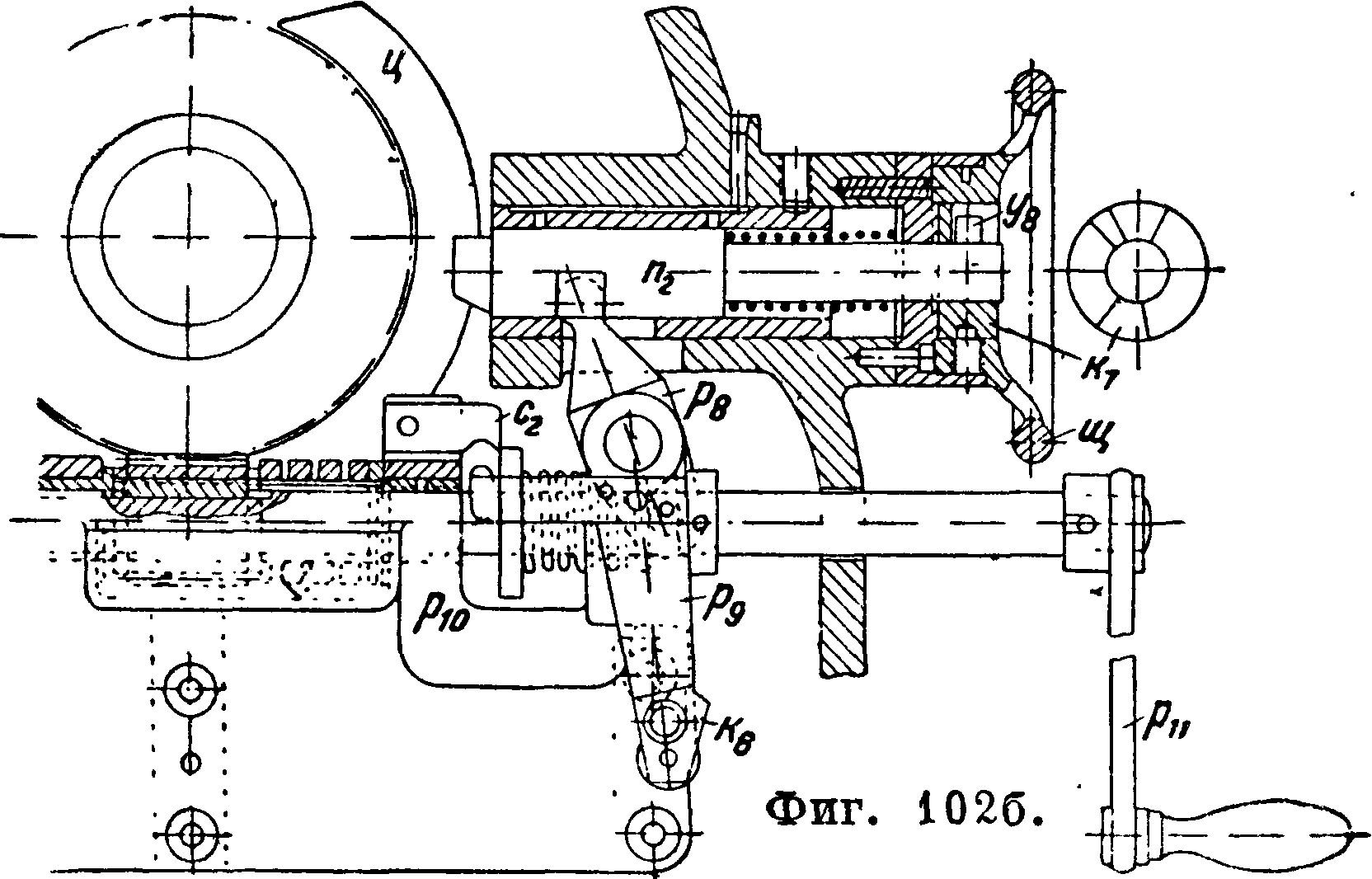
ослабления ударов в момент останова и включения поворота головки служат подвижное закрепл°ние червяка 32 на валу XI, удерживаемом пружиной э, и фрикционное соединение колеса 35 с валом Fi. Во избежание возможности поломок механизма при задержке вращения головки винтовое колесо 36 присоединяют к валу XI на муфте со срезываемым при перегрузке штифтом ш4. Вращение головки вручную производится ручкой р1Ь после отво
Фигура Ю2в. да ригеля ручкой р12; в новейших станках отвод ригеля за палец у% (фигура 1026) совершается фигурной шайбой щ, вращаемой маховичком щ.
Развернутое цилиндрич. сечение щайбы к7изображено на фигуре .102в; в положении I ригель свободен и происходит автоматич. поворот а; в положении II ригель отведен назад настолько, что диск ц свободен, но муфта ж7еще расцеплена— можно вращать вручную; в положении III—муфта Μη сцеплена, и вращается так долго, пока маховичок стоит в этом положении. Поперечные супорты Г и Д (фигура 101) приводятся в движение рычагами р13 и ри, опирающимися одним плечом на выступы салазок супортов, другим—на закрепленные на диске б4 кривые π8и щ; осуществляет быстрый подвод салазок в исходное положение и медленную поперечную подачу, кривая к9—отвод салазок назад. План обработки на автомате Гридлей тормозного конуса велосипедной втулки заднего ко
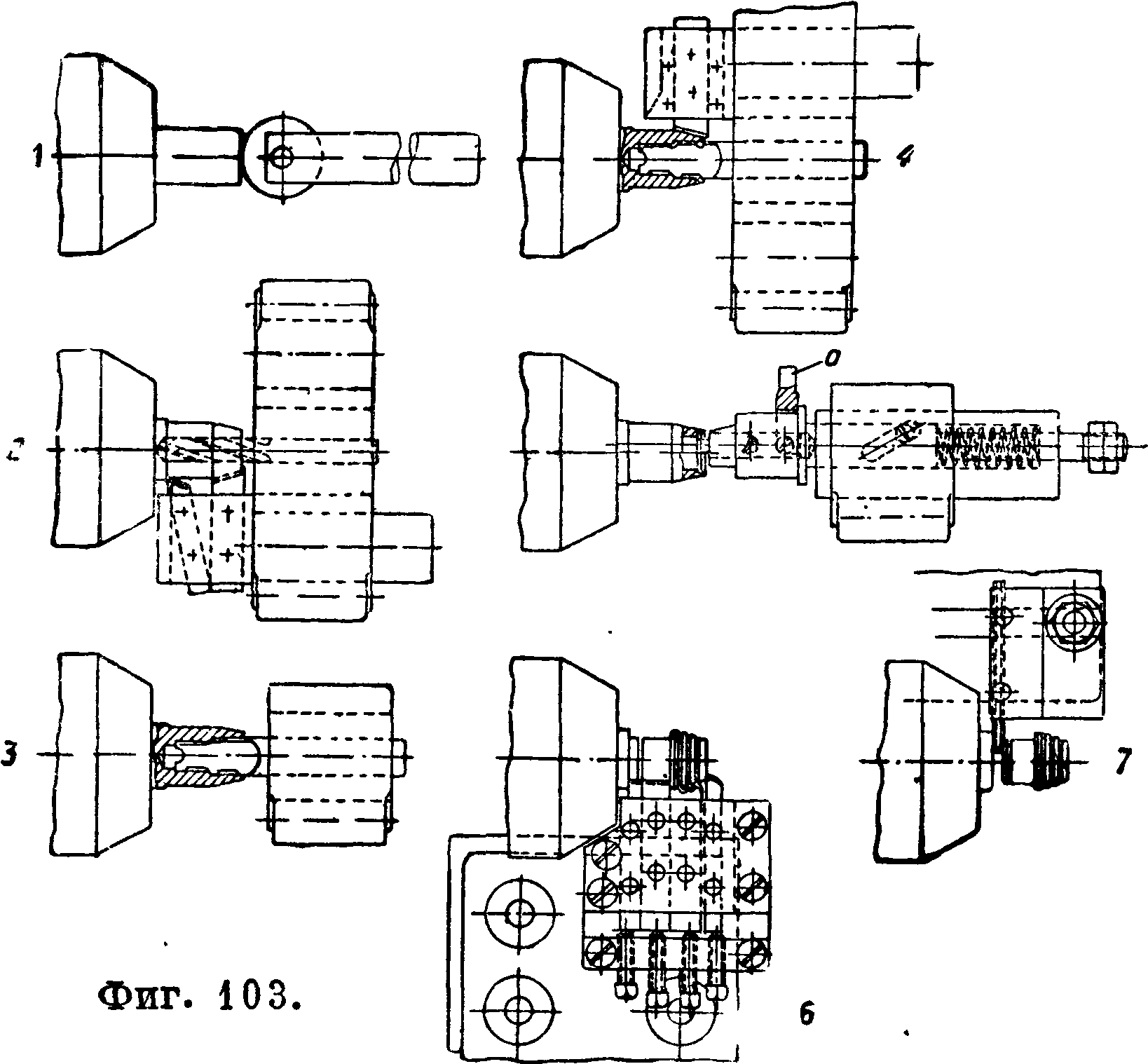
леса изображен на фигуре 103: 1-я операция— продвижение, останов и зажим материала; в промежуточном положении; 2-я операция—обдирка конуса и сверление с первых салазок а; 3-я операция—зенкование со вторых салазок; 4-я операция—развертывание и чистовая обточка конуса с третьих салазок а; 5-я операция—выборка канавки специальным резцом с четвертых салазок а; резец подается вперед и свободно входит в отверстие, по достижении требуемой глубины оправка упирается об упорку а, закрепленную на головке, и дальнейшее продвижение влево салазок вызывает поворот оправки пальцем, ходящим в спиральной канавке, причем эксцентрично поставленный резец вытачивает канавку; б-я операция—подрезка переднего торца, обточка задней половины детали и проточка канавок на конусе набором резцов с переднего поперечного супорта; 7-я операция—отрезка обработанной детали с заднего поперечного супорта.
Автоматич. ный станок с вспомогательным валом сист. Браун и Шарп, конструкции Ган и Кольб, изображен на фигуре 104, а схема распределительного привода—на фигура 105. Как было указано выше, все быстрые нерабочие движения органов станка производятся вспомогательным валом I, приводимым во вращение шкивом ш19 сцепляемым с валом муфтой м19 обслуживаемой вручную рычагом рг. От этого быстро вращающегося вала движение через сменные шестерни 1,2,3, 4, валик II, конич. зубчатки 5, б, вал III и червячную передачу 7, 8 передается медленно вращающемуся кулачковому валу IV; на последнем сидят фасонные шайбы (кулаки) кг и к2 для перемещения обоих поперечных супортов и три кулачковые шайбы: к3—для изменения скорости или направления вращения главного шпинделя V, к4—для пуска
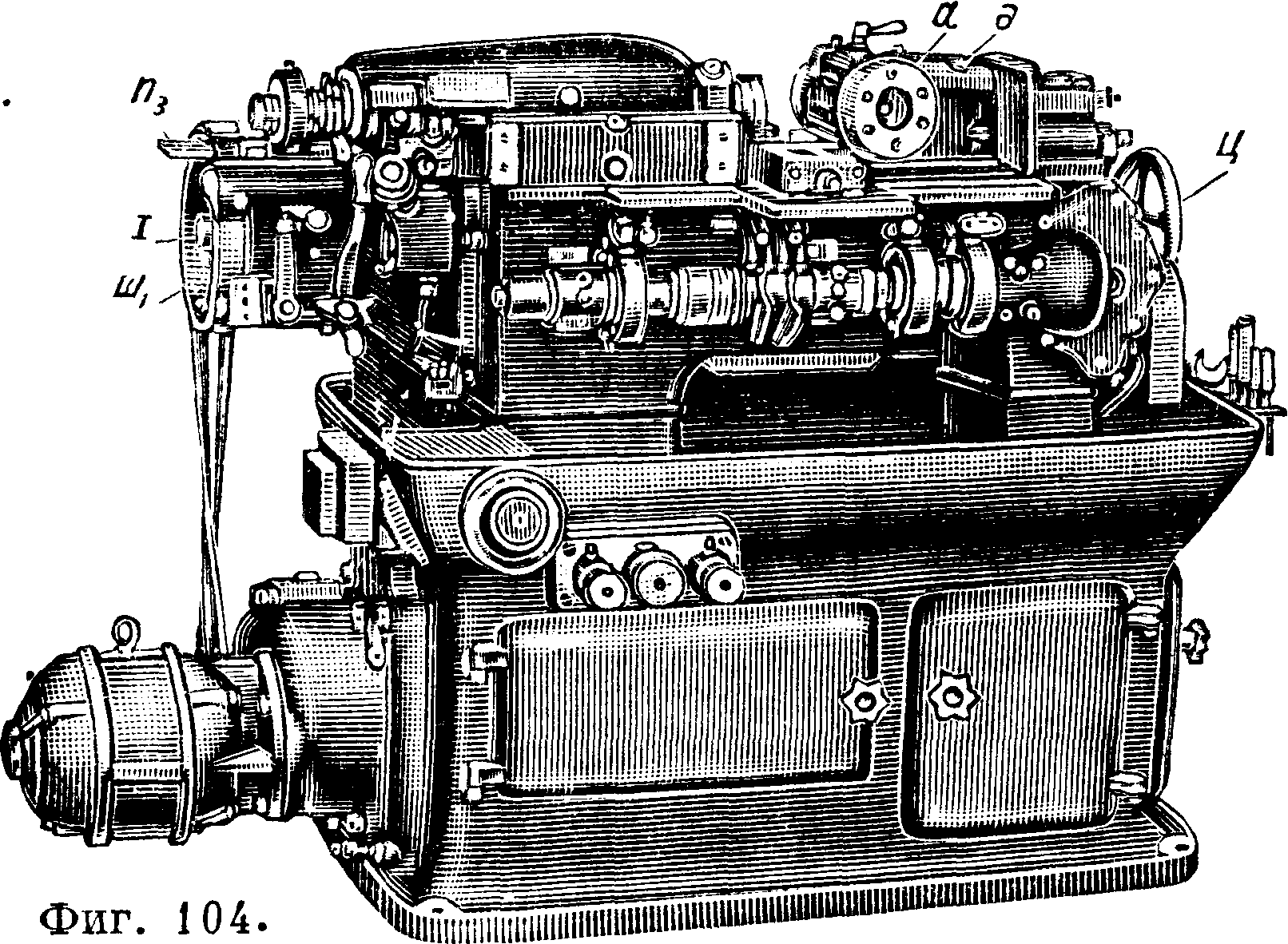
в ход подающего и зажимающего материал устройства и к5—для пуска механизма поворота ной головки а. С валом IV шестеренками 9, 10 соединен вал VI, вращающийся с одинаковой с последним скоростью и несущий кулачковую шайбу кв для подачи ных салазок б. Механизм переключения вращения
Фигура 105.
шпинделя работает сл. обр.: двойная фрикционная муфта м2 переключается переводной втулкой г19 перемещаемой вилкой в19 сидящей на одном валу с рычагом р2. В положении, изображенном на фигуре 105, включена левая половина муфты; для переключения ее кулачок на Kg поднимает передний конец рычага р3, его задний конец опускается, освобождая правую половину муфты м3, сидящую вхолостую нава лу I и удерживаемую до того закрепленным в рычаге р3 пальцем п19 упирающимся в кулак к7на муфте. Под действием пружины дг муфта перемещается влево и сцепляется со своей другой половиной .Mg, заклиненной на валу I; при этом муфта м3 начнет вращаться, захватывая кулачковый барабан б19 на втулке которого она скользит по шпонке. Вращение муфты м3 будет продолжаться лишь г/2 оборота вала I, так как затем кулак к8 найдет на палец п2 рычага р4и отведет муфту вправо, расцепив ее с м3. За это время рычаг р2 кривой к9 будет переложен налево и переключит соответственным образом муфту м2. Обратное переключение м2 производится подъемом рычага р4; защелка cl9 входя в вырезы шайбы ш2, удерживает ее от случайного вращения. Совершенно таким же образом рычаг р5 с защелкой с2 и муфта м4, сцепляющаяся с заклиненной на валу муфтой м5, через втулку г2, шестерни 11, 12 и вал VII приводят в действие при помощи фигурных шайб π10 и к1г механизмы подачи и зажима материала густроенные аналогично описанным выше. Величина подачи материала регулируется перемещением с помощью винтового шпинделя и камня е в прорезе ползуна п3 ближе или дальше от оси ж вращения рычага р6, чем увеличивается или уменьшается ход п3. В отличие от описанных выше конструкций зажим материала производится муфтой м8, лежащей у переднего конца шпинделя и перемещаемой вилкой в 2, сидящей на одном валике с рычагом р8. Конструкция а показана на фигуре 105а: перемещение муфты м8 влево вызывает отклонение собачек с4, имеющих неподвижную опору на кольце 0; собачки своими носиками перемещают зажимную трубку ж вправо, причем последняя конусной поверхностью сжимает зажимную втулку г4, закрепляющую таким образом пруток в е.
Переключение ной головки совершается аналогичным механизмом, заставляющим после подъема рычага ρΊ с защелкой с3 повернуться на один оборот муфту м3 и связанную с ней втулку г3, которая через зубчатые передачи 13:14 и 15:16 повернет равным образом на один оборот вал VIII с сидящими на нем шайбой ш3 и кривошипом з. Шайба ш3 кулаком к22 через рычаг р9 отведет назад ригель т?4, после чего освобожденная ная головка а повернется на х/б оборота под действием цевки л9 входящей в прорезы мальтийской шайбы ш4. Для возможности поворота головки она должен быть предварительно отведена назад, что и осуществляет кривошип з, связанный шатуном н с зубчатой рейкой ш, удерживаемой на месте неподвижным в течение этого времени секторным
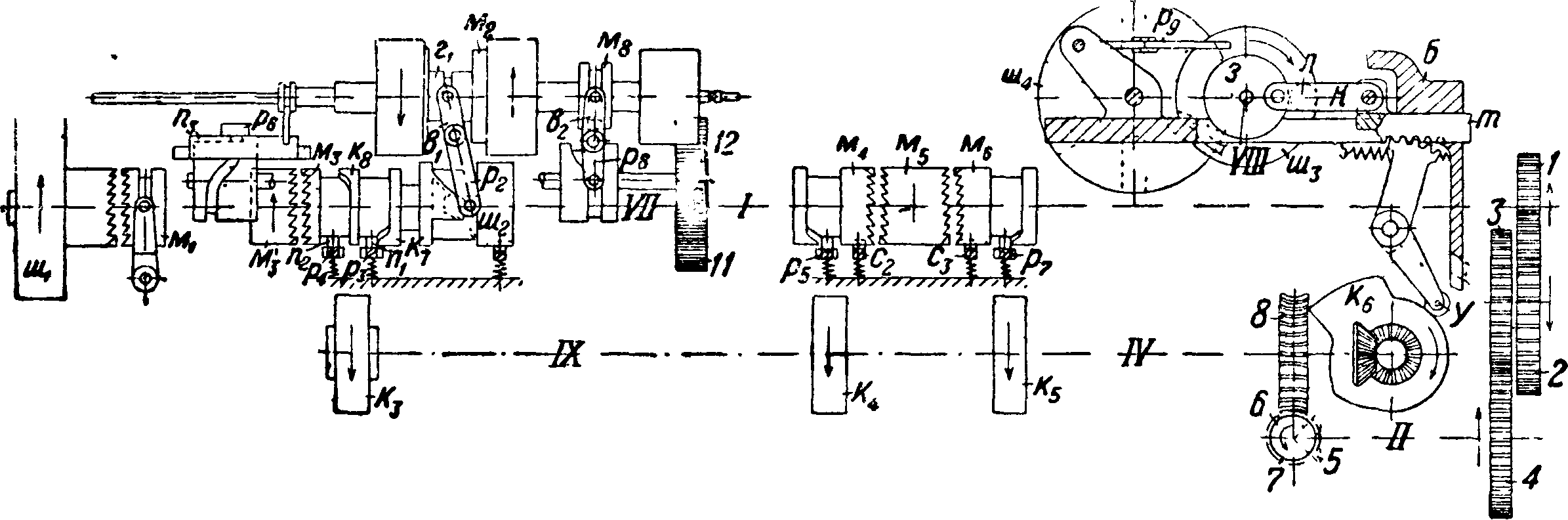
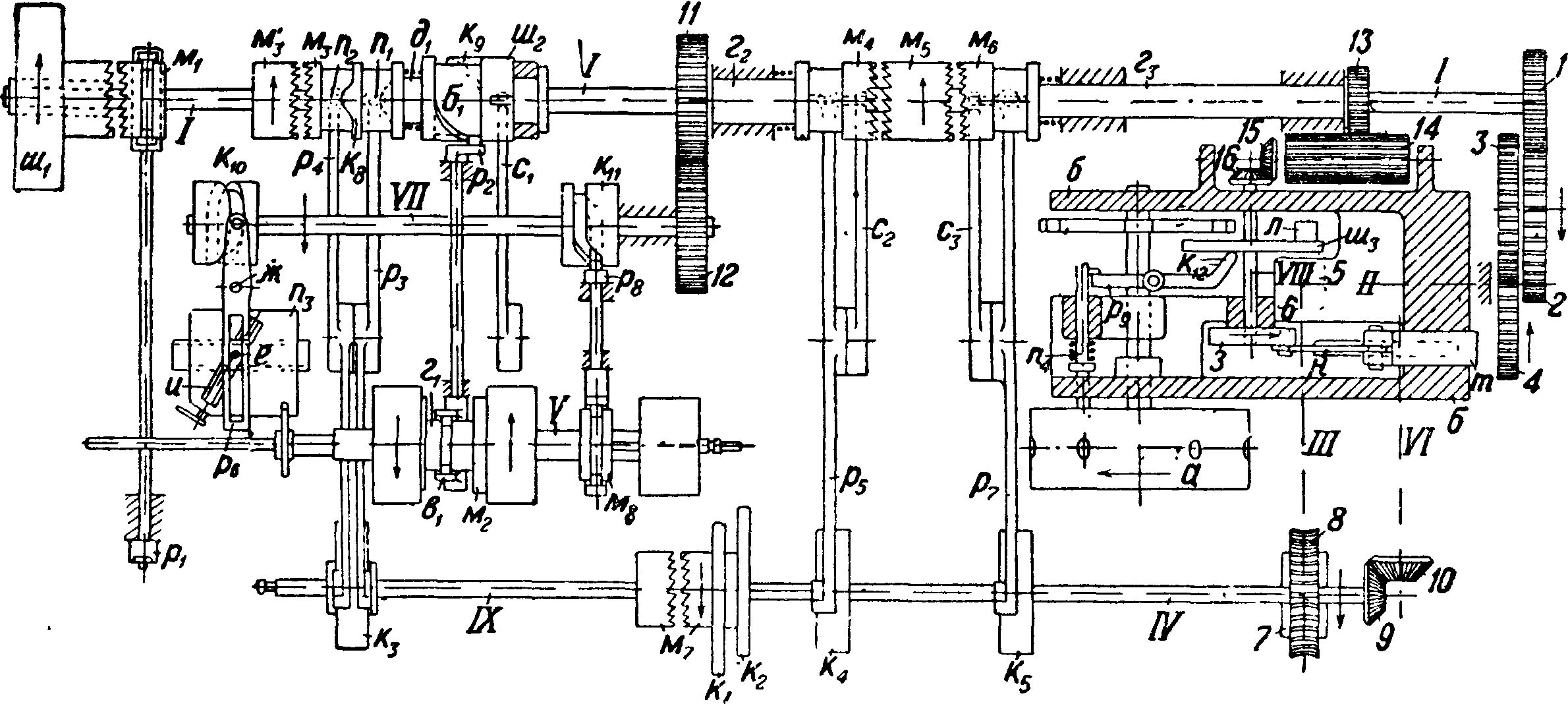
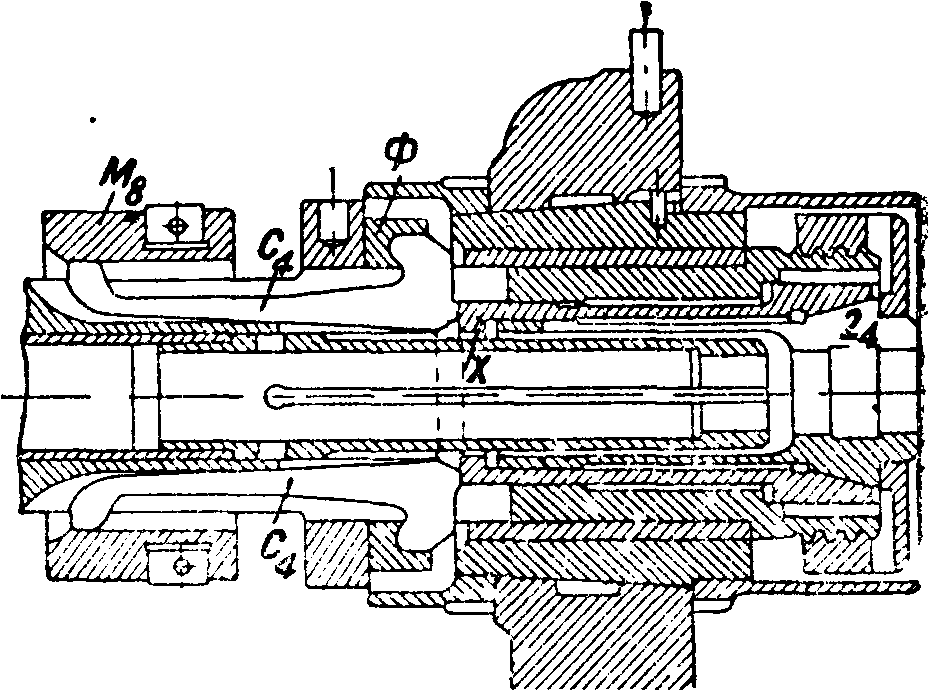
рычагом у, служащим при блокированной головке для рабочей подачи ных салазок при помощи фигурной шайбы we. Если по роду работ не требуется переключения скорости или направления вращения главного шпинделя, то кулачковая шайба κζ м. б. выключена вместе с валом IIС, на к-ром она сидит, путем расцепления муфты Μη.
Конструктивное оформление автомата видно из фигура 106, где обозначения частей, совпадающих со схемой фигура 105, обозначены теми же знаками. Главный привод станка осуществля-
2-я операция—центровка отверстия, 3-я, 4-я и 5-я операции—сверловка в три приема двумя сверлами; поворот головки производится только между 4-й и 5-й операциями, в течение 3-й операции передним супортом обрабатывается фасонная часть изделия, 6-я операция—обточка цапфы под резьбу, 7-я—нарезание резьбы и отрезка. Форма фасонной шайбы для подачи ревотьверной головки при обработке детали, изображенной на фигуре 1076, по плану, данному на фигуре 107а, изображена на фигуре 107в. Моменты 1,2, 3. 4, 5 и 6 переключения головки
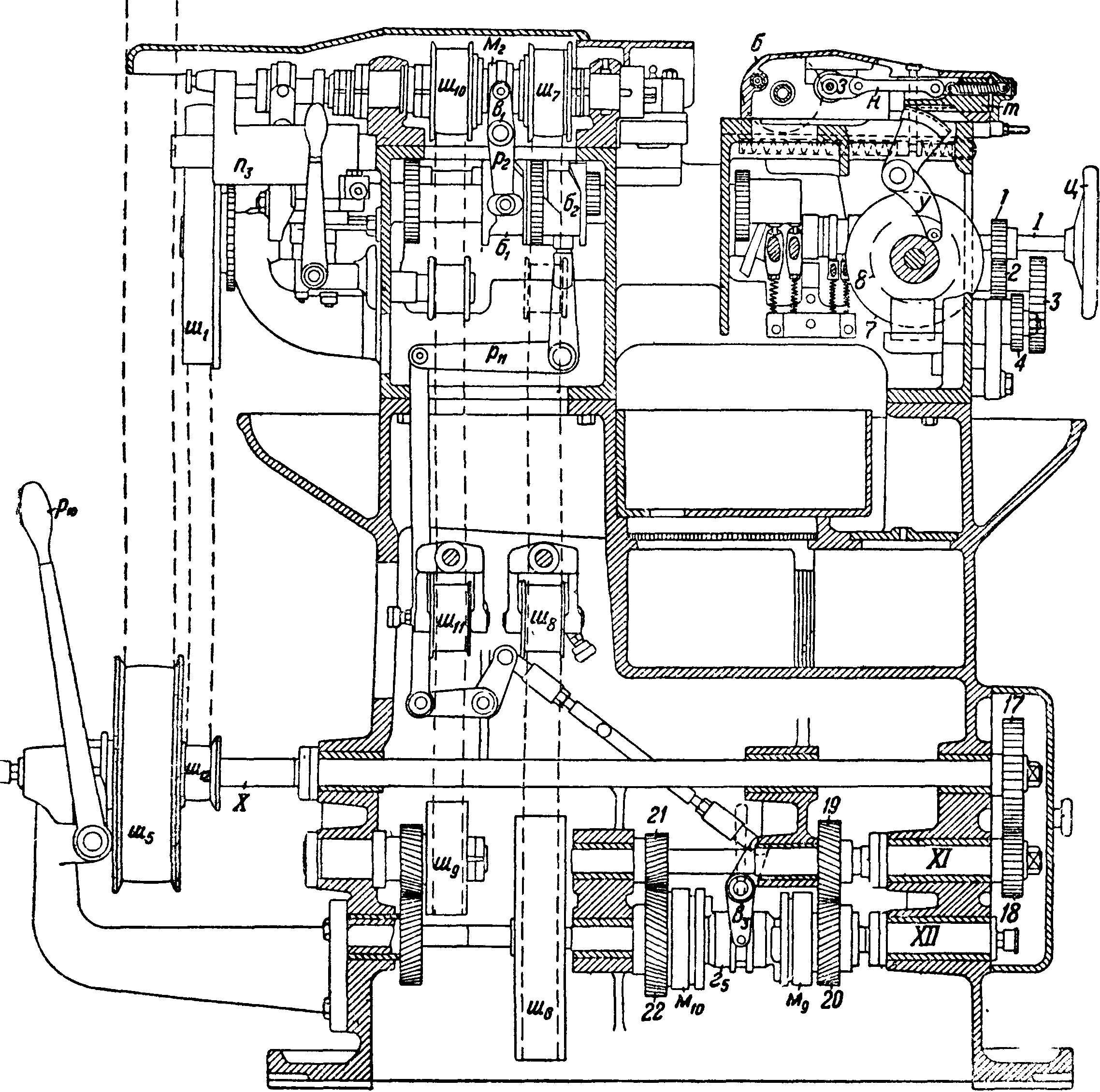
Фиг, 106.
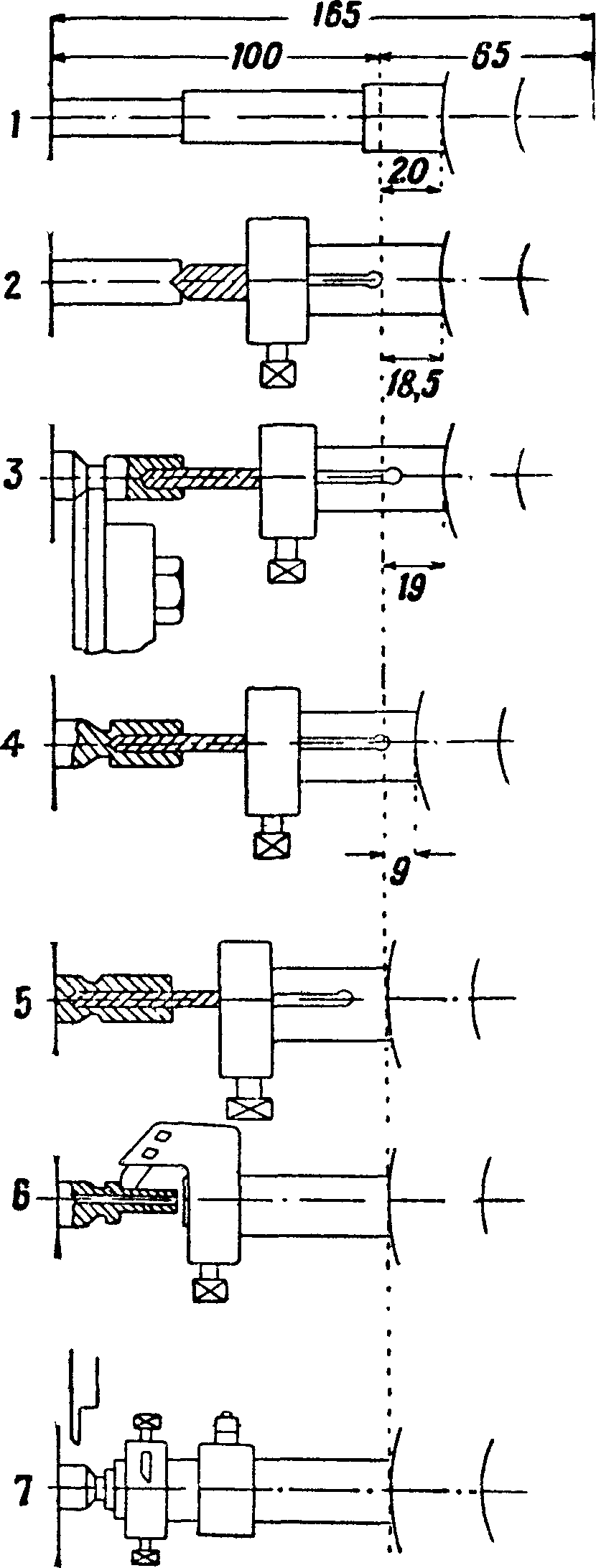
Фигура 10 7а. ртся через’шкив ш5, сидящий вхолостую на валу JL и сцепляемый с последним фрикционной муфтой, обслуживаемой вручную рычагом р10. От вала×движение чег>°з сменные шестерни 17,18 передается на вал XI перебора, на к-ром сидят шестеренки 19 и 21, находящиеся в постоянном зацеплении с шестернями 20 и 22, сцепляемыми поочередно с валом XII посредством двух фрикционных муфт мд и ж10, включаемых втулкой г5, перемещаемой вилкой е3; последняя получает движение через ряд рычагов и тяг от рычага р1Х, управляемого барабаном б2. От вала XII рабочее движение прямого хода передается со шкива ш6 на шкив ш7 шпинделя оеменной передачей с натяжным роликом ш8. Вращение шпинделя в обратном направлении производится от вращаемого зубчатыми колесами шкива ш9 на шкив ш10 шпинделя ременной передачей с натяжным роликом шп, Шкив шг вспомогательного вала I получает вращение от шкива ш12. Маховичок ц служит для проворачивания вручную вала I при наладке станка.
На фигуре 107а показана последовательность •операций для обработки на таком автомате детали, изображенной на фигуре 1076: 1-я операция—подача материала до упора и зажим его,
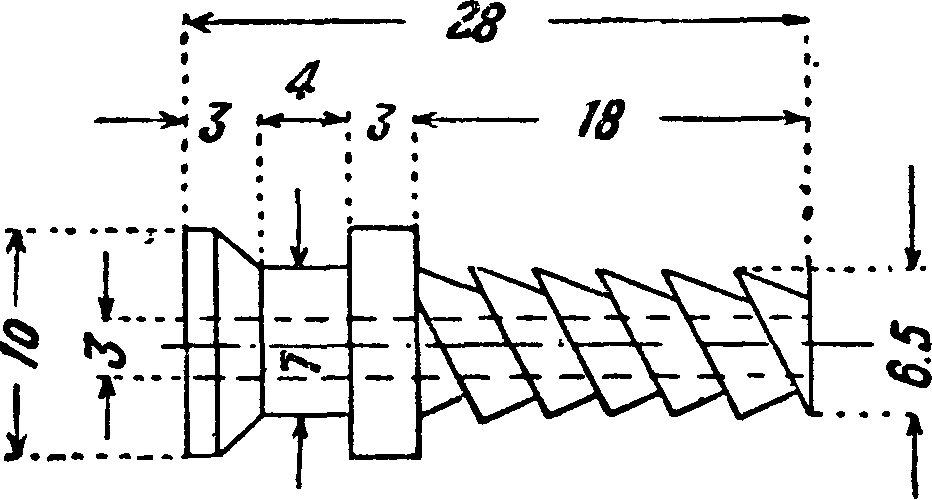
Фигура 1076.
и соответствующиефш положения кулачков на к5 (фигура 105) указаны на первой концентрич. окружности, там же даны и положения кулачка на к4 для подачи и зажима пруткового материала (п) и двух кулачков 7 и 8 на для перемены направления вращения шпинделя при нарезании резьбы. Установка кулачков облегчается тем, что вычерчивание фасонных шайб ведется по сетке в 100 делений, каковые соответствуют 100 делениям, нанесенным на шайбах к3, ή4 и к5.
Дальнейшим усовершенствованием одношпиндельного автомата являются многошпиндельные автоматические Т. с. для работы из прутка (англ. Multi-Spindle Ваг Automatic Lathe, Multi-Spindle Automatic Scnew Machine, или Lathe, нем. Mehrspindel-automat, Mehrspindelstangenautomat, француз ;кий Tour automatique multibroche pour travail en barre) и много шпиндельные полуавтоматы для ной работы
(англ. Multi-Swindle Chucking Automatic Lathe, нем. Mehrspindelhalbautomat, Mehrspindelfut-terautomat, франц. Tour automatique multi-broche pour travail en mandrin).Основной идеей этих T. с. является лучшее использование станка и инструмента за счет одновременной обра-
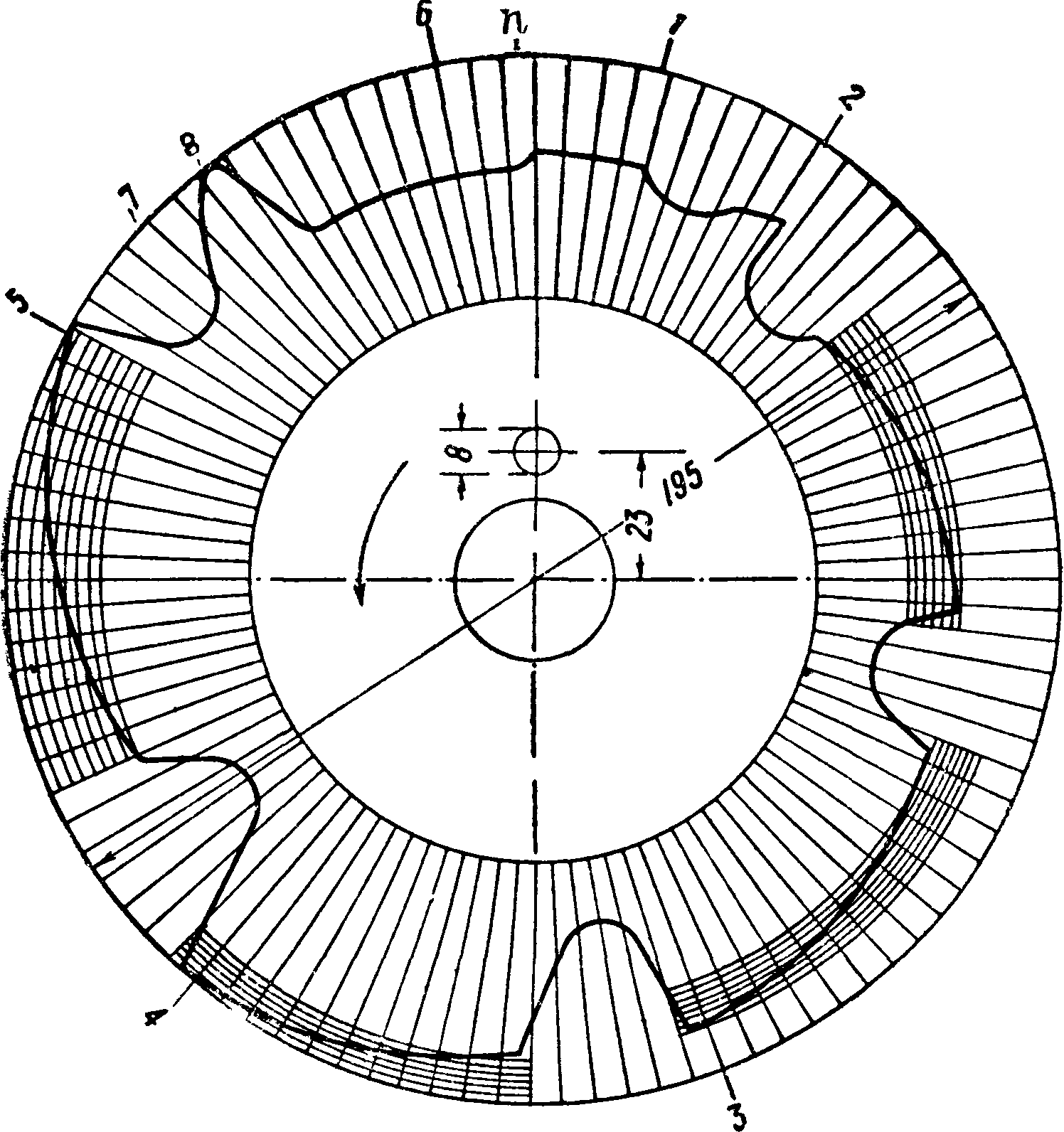
Фигура 107в. ботки такого количества деталей,сколько имеется занятых инструментом гнезд ной головки. Т. о. станок производит максимум того, что возможно при данном плане обработки. Характерной особенностью этих станков (фигура 108а) является передняя бабка А, несущая в себе несколько вращающихся шпинделей а с зажатыми в них изделиями. Напротив каждого шпинделя помещается соответствующее гнездо инструментальной головки Б. В отли-
бабки с лежащими в нем шпинделями, головка же совершает лишь прямолинейные движения б б
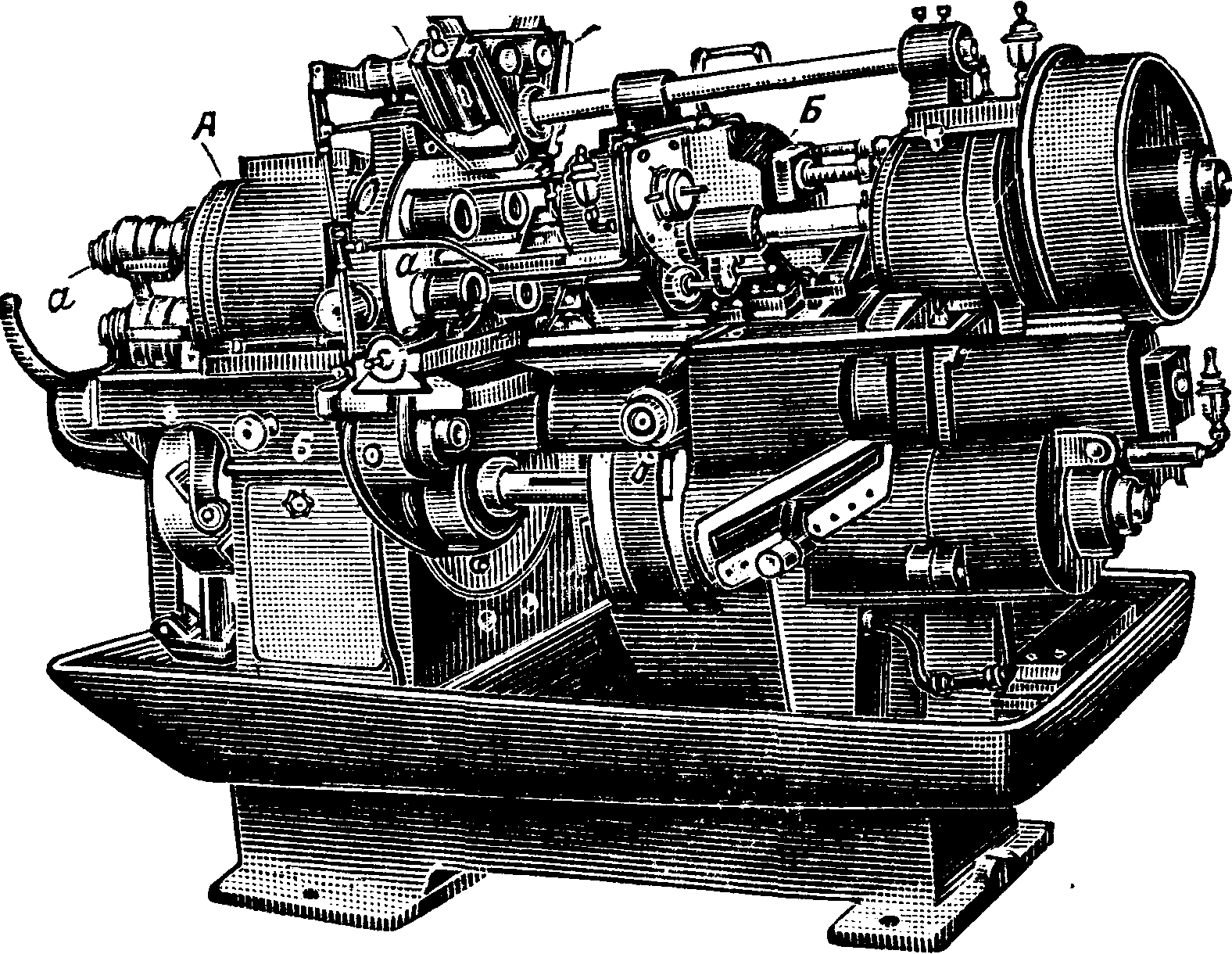
Фигура 108а. подачи и отвода инструмента; рядом с каждым шпинделем лежит свой ттнапечный тшорт б.
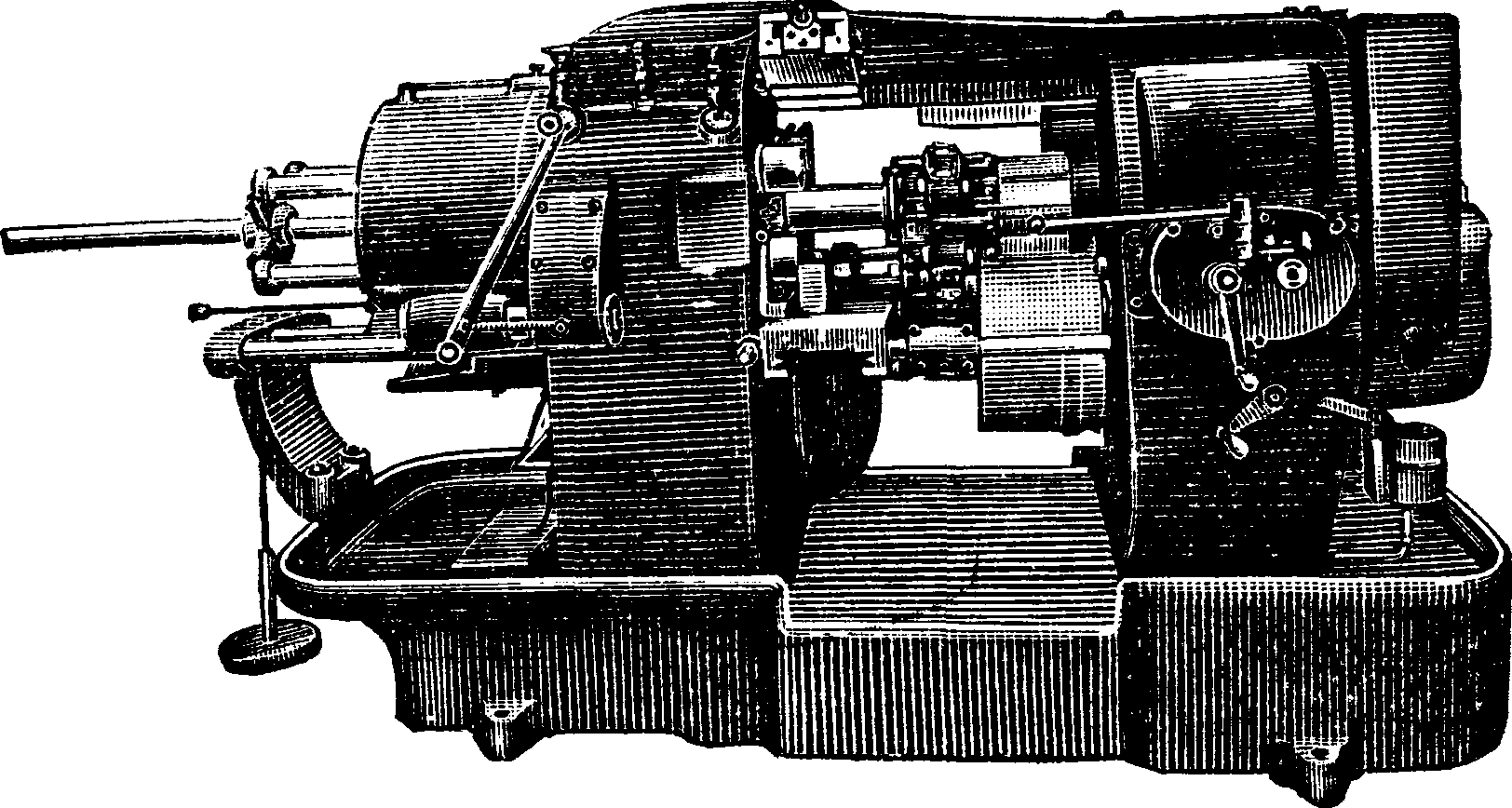
Фигура 1086.
Главными системами являются станки систем Акме (фигура 108а) и Гридлей (фигура 1086), раз-
Фиг.
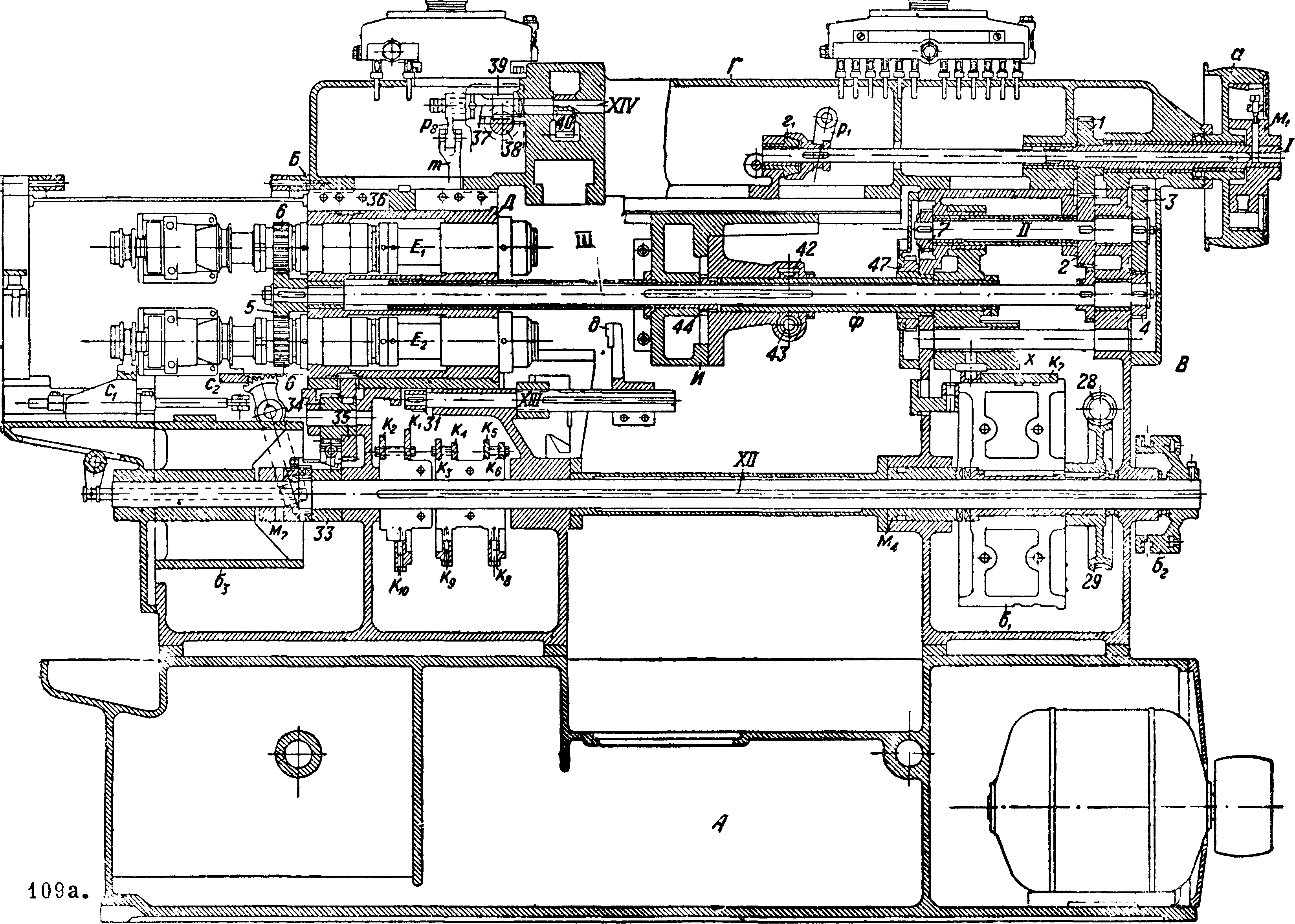
чие от описанных выше Т. с. здесь по окончании каждой операции обработки поворачивается не инструментальная головка, а барабан передней личающяеся гл. обр. формой инструментальной головки и способами ее поворачивания, а также тем, что у первого каждый набор инет-
румента сидит в особом шпинделе, а у второго— на общей призматич. головке; кроме этих наиболее распространенных систем имеются станки сист. Давенпорт, отличающиеся от обеих предыдущих систем тем, что у них каждый
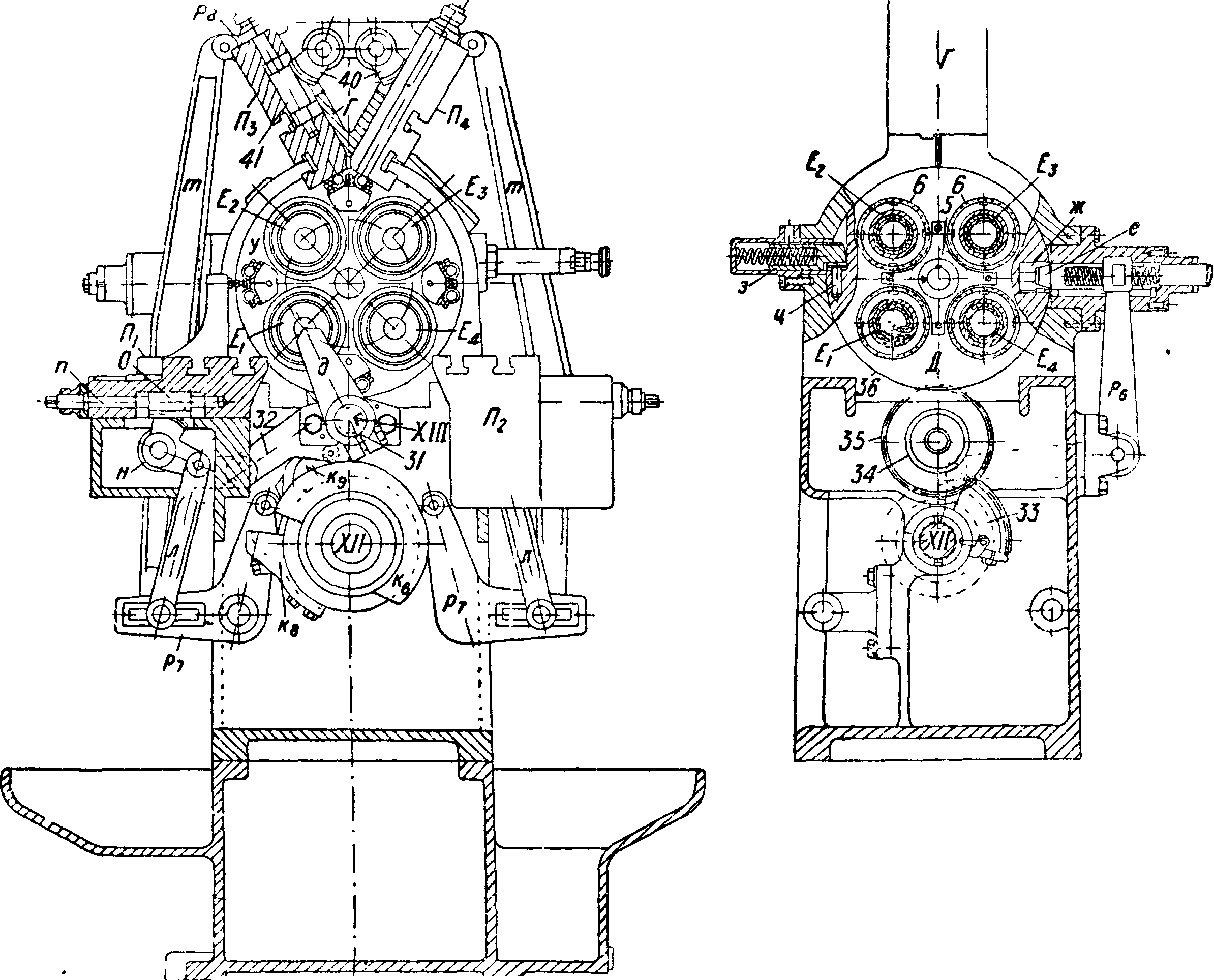
Фигура 1096.
шпиндель инструментальной головки имеет собственную устанавливаемую по потребности длину хода.
На фигуре 109а и 1096 показан четырехшпиндельный портальный автомат сист. Акме, а на фигуре 110—схема его приводного механизма. Станок состоит из основания Ас ванной для стружек и охлаждающей жидкости, передней бабки Б, несущей барабан Д с четырьмя шпинделями Ег, Е2, Е3, Б4,
2 поперечных супорта ПгиП2и органы управления для них, задней бабки Б, в которой помещаются коробка скоростей,коробка подач и переборы для приводаинструменталь-ных шпинделей, и т р а в е р-сы Г, сообщающей всей станине замкнутую жесткую форму и несущей приводный шкив а и два поперечных супорта П3и 174. Станок приводится в движение шкивом а, сцепляемым с валом I фрикционной муфтой мг, включаемой рычагом рг, к-рый при расцеплении муфты затормаживает вал I конусным тормозом гг. От I движение шпинделям передается через шестеренки 1, 2, вал II, сменные шестерни 3 и 4, вал III и зубчатку 5, сидящую в центре барабана, на шестеренки б, находящиеся с ней постоянно в зацеплении. Медленное движение подачи берется от вала II, через 7, 8, вал IV, нортонову передачу из четырех шестеренок 9, 10, 11 и 12, через паразитную зубчатку 13, перекладываемую рамкой, и шестеренку 14 на вал V, затем через передвигаемые рычагом р3 скользящие шестеренки 15,16 на шестеренки 17 или 18, заклиненные на валу VI, а от последнего через сменные зубчатки 19 и 20 на вал VII и далее через передачу 21 : 22 и муфту свободного хода м2 на вал VIII, а с него через 23, 24 на вал IX, шестеренки 25, 26, 27, пустотелый валик X, двустороннюю кулачковую муфту м3, перемещаемую рычагом р4, и вал XI с червяком -4. 28 на червячное жолесо 29, вращающее ба рабан подачи бг, и от него чепез муфту ж4на распределительный вал XII. Быстрое движение распределительному валу сообщается от вала IV через зубчатки 8, 30 на фрикционную муфту м5, автоматически включаемую рычагом рб, перекладываемым кулаками на барабане б2. Продвижение и закрепление материала совершается уже описанным обра зом в шпинделе, находящемся в данный момент в положении Et, ползунками сг и с2, приводимыми ’ в движение кривыми на барабане б3. В момент подачи материала против шпинделя Е2 становится упорка д для материала, поворачиваемая со своей осью XIII шестеренкой 31, сцепляющейся с сектором 32, поворачиваемым кривой Κι на валу XII; после зажатия упорка отклоняется в сторону, давая проход режущему инструменту.
После окончания одной операции цикла обработки шпиндельный барабан Д поворачивается на */4 оборота сектором 33 через шестеренки 34 к 35, из которых последняя зацепляется с зубчаткой 36, нарезанной на периферии барабана. Перед этим кулак к2 отводит рычагом ре ригель е из гнезда ж, освобождая т. о. барабан Д.
Для большей точности последнему дается несколько больше V4 оборота, причем упорный штифт ц барабана, опирающийся о палец з, не-
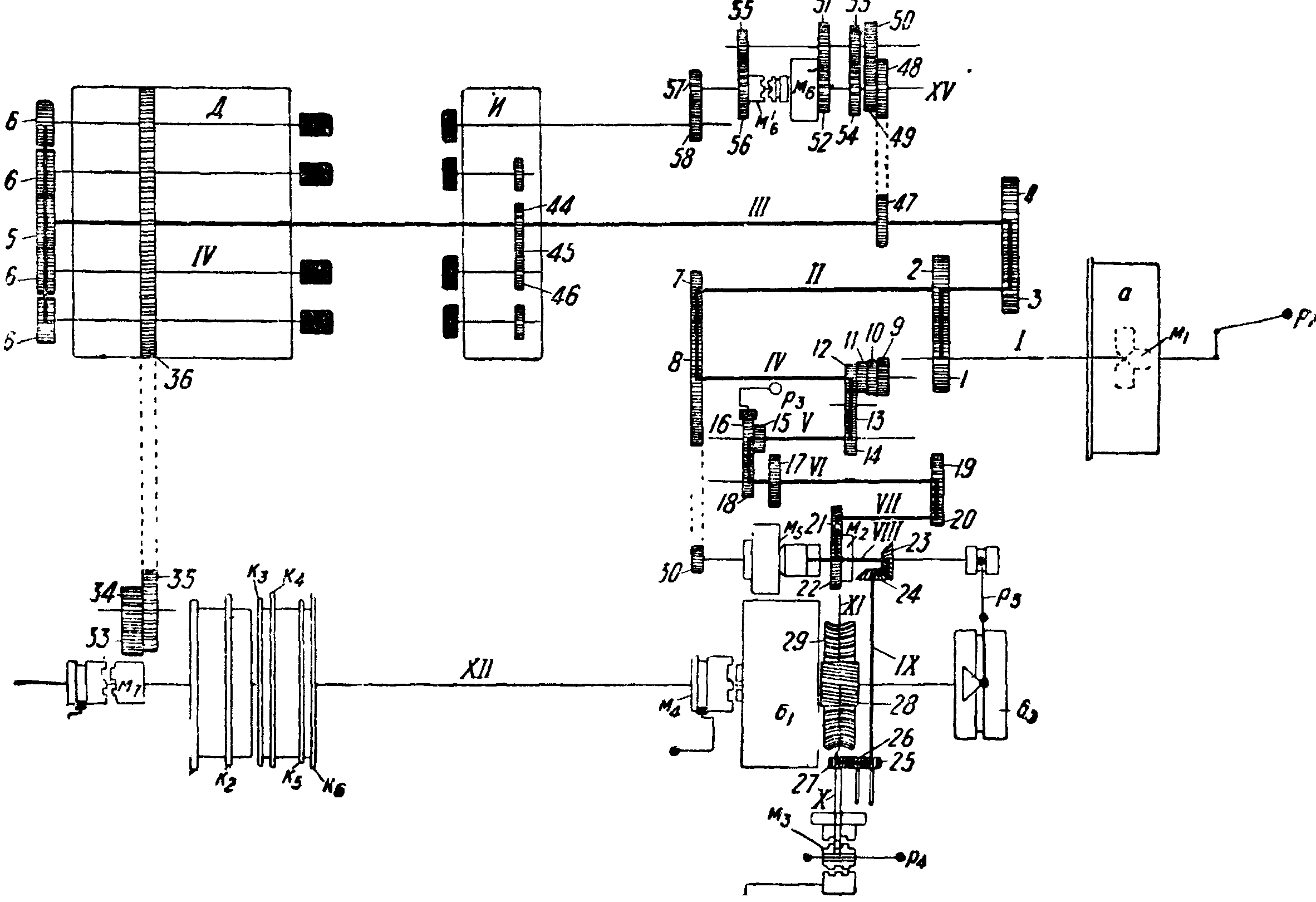
to
Фигура И О.
27v 1
сколько пройдет дальше, и при последую- р,0* щей блокировке ригелем е барабан немного повернется назад и плотно упрется о палец з, обеспечивая этим совершенно точное положение шпинделей. Движение поперечным супортам передается от кривых к3, к4, къ, кв через угловые рычаги р7, тяги л, сектор н с нарезанной на нем зубчаткой и рейку о, скрепленную с салазками супорта. Винт η служит для установки салазок в радиальном направлении. Верхним супортам движение передается таким же образом через тяги ш, поворачивающие рычагами р8 шестеренки 37, передвигающие рейки 38, вращающие в свою очередь зубчатки 39, заклиненные на одном валу .XIF с секторами 40, перемещающими салазки супорта Л3 или ПАрейками 41. Изменение хода салазок достигается передвижением точки присоединения
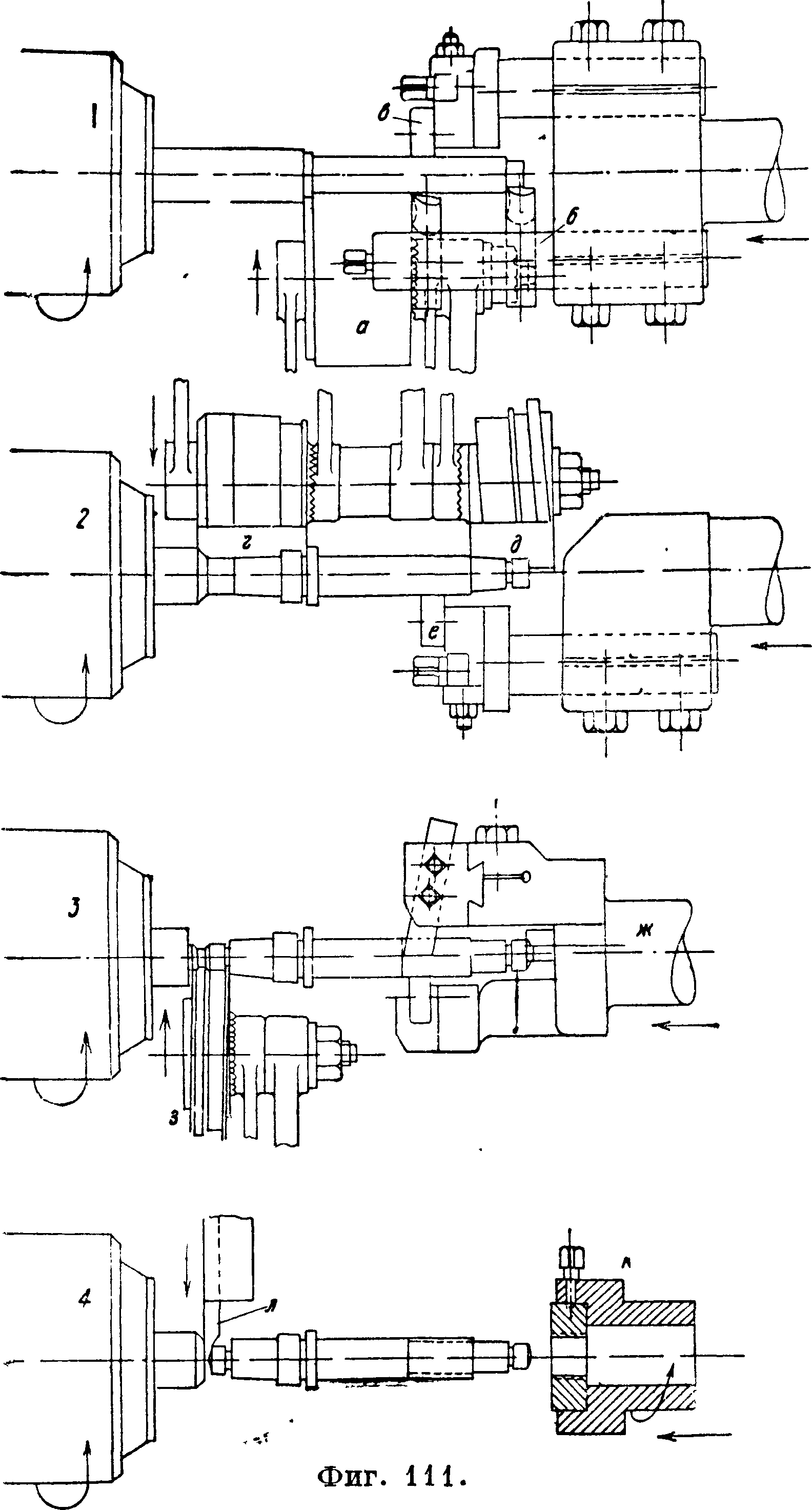
тяг л или т к рычагам р2; для точного ограничения глубины подачи фасонного инструмента устроены на барабане Д регулируемые упорки у. Обратное движение автоматических рычагов управления р6, р7 и сектора 32 производится кривыми к8, к9, к10, охватывающими при помощи выступающих гребней ролики рычагов снаружи. Подача инструментальной головки M, скользящей по направляющим на траверсе Г и сидящей на трубе ф, производится перемещением связанной с последней крестовины х, производимым кривыми щ на барабане бг. Точная установка головки И на трубе ф производится гайкой 42 с нарезанным на ней червячным колесом, зацепляющимся с вращаемым вручную червяком 43. Сидящие в головке И инструментальные шпиндели м. б. для сверления мелких отверстий приводимы в быстрое вращение зубчаткой 44, зацепляющейся через паразитные шестеренки 45 с зубчатыми колесами 46. Один из инструментальных шпинделей снабжается приводом для нарезания резьбы, получающим замедленное и затем ускоренное вращение сравнительно с главным шпинделем, чем и обусловливается сначала врезание винторезного инст румента, а затем вывинчивание его с готовой нарезки. Этот шпиндель получает рабочее вращение от шестеренки 47 на валу III через шестерни 48, 49, 50, сменные шестерни 51, 52 или 53, 54, фрикционную муфту мв на вал XV и затем через 57, 58 на шпиндель; ускоренное или замедленное (смотря по тому, какую резьбу нарезают—правую или левую) движение для вывертывания инструмента шпиндель получает через сменные шестеренки 55, 56 и кулачковую муфту м6. Автоматич. поворот шпиндельного барабана Д м. б. отключен от вала муфтой м7, обслуживаемой ручкой р9. Для медленного вращения распределительного вала при настройке автомата переключают муфту м8 и вращают вал XI вручную ручкой р10.
На фигуре 111 изображен план обработки болта сложной формы на четырехшпиндельном автомате: 1-я операция—обточка начерно правой части до буртика одновременно широкой сталью а с поперечного супорта и двойным резцом б с поддерживающим роликом в с инструментальной головки; 2-я операция — фасонирование концов и конуса болта двумя широкими фасонными резцами гиде поперечного супорта при поддержке роликом е с инструментальной головки; 3-я операция—чистовая обточка места под резьбу и торцовка правого конца набором резцов ж при одновременной обточке левой цапфы фасонным резцом з; 4-я операция—нарезание резьбы леркой к при ускоренном вращении инструментального шпинделя и обратное вывинчивание лерки—при замедленном, затем отрезка готового изделия резцом л. В качестве второго примера на фигуре 112 дан план обработки задней втулки А велосипедного колеса:
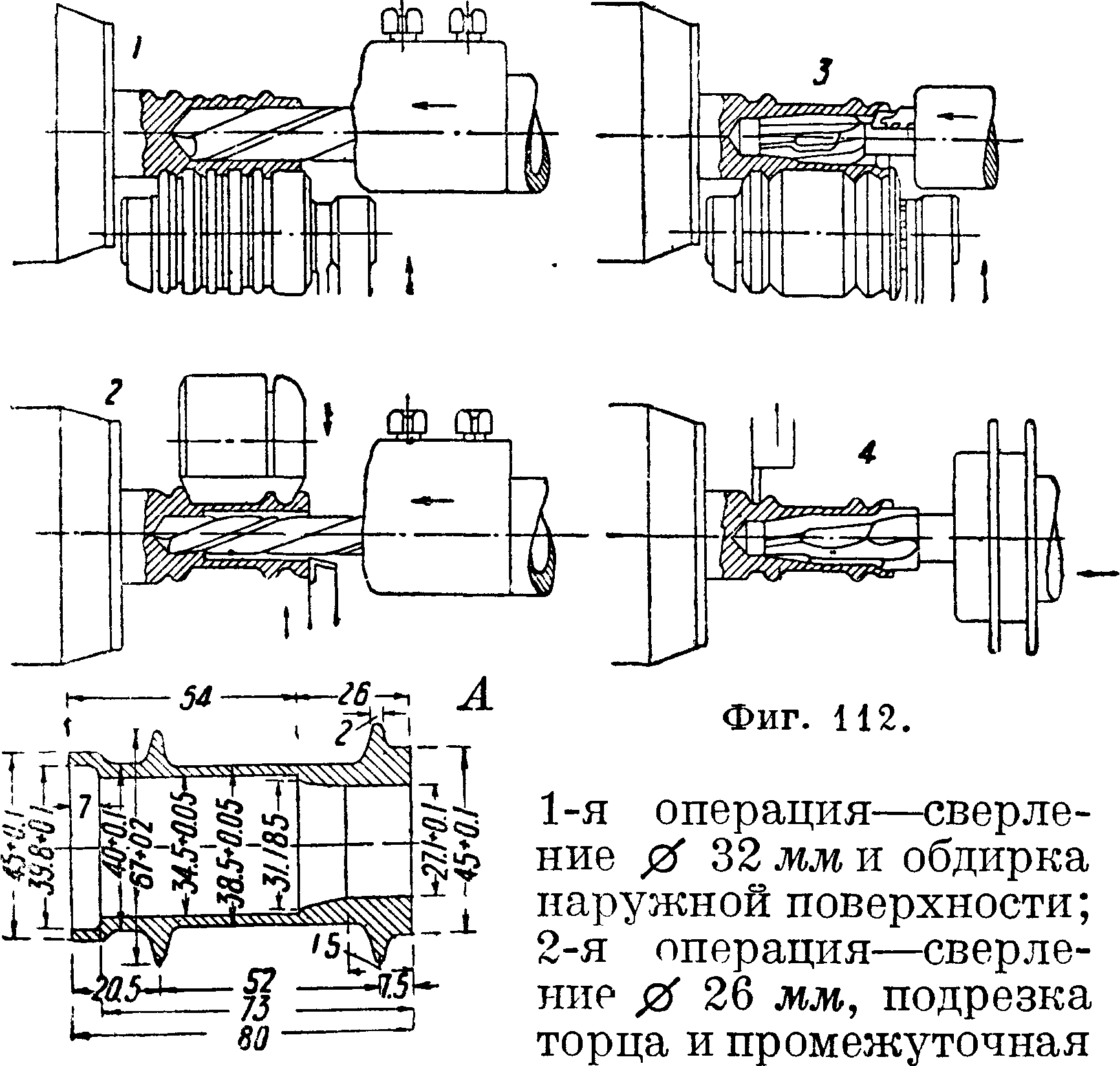
обточка наружной поверхности; 3-я операция—зенкование отверстия, расточка чашки, шлихтовка наружной поверхности; 4-я операция—развертывание и отрезка. Продолжительность обработки детали на многошпиндельном автомате равна продолжительности наиболее длинной операции + время одного переключения. В нашем случае наиболее продолжительной операцией является первое сверление: при скорости шпинделя η=360 об/м. (ν=36 м/мин), длине пути сверла b=60 миллиметров и подаче 5=0,25 миллиметров [об. имеем продолжительность сверления
1 000 vs
= 0,188 ^-=40 ск.
7 VS
где I и d в миллиметров, v в м[мин и s в миллиметров/об.; прибавляя 5 ск. на отвод салазок назад и переключение шпиндельного барабана и 10% на смену мотором д для быстрого перемещения супортов. Отличительными чертами этого Т. с. являются: отнесение оси шпинделя в назад от направля-
Скоросто резания v м/мин или путь подачи I в миллиметров
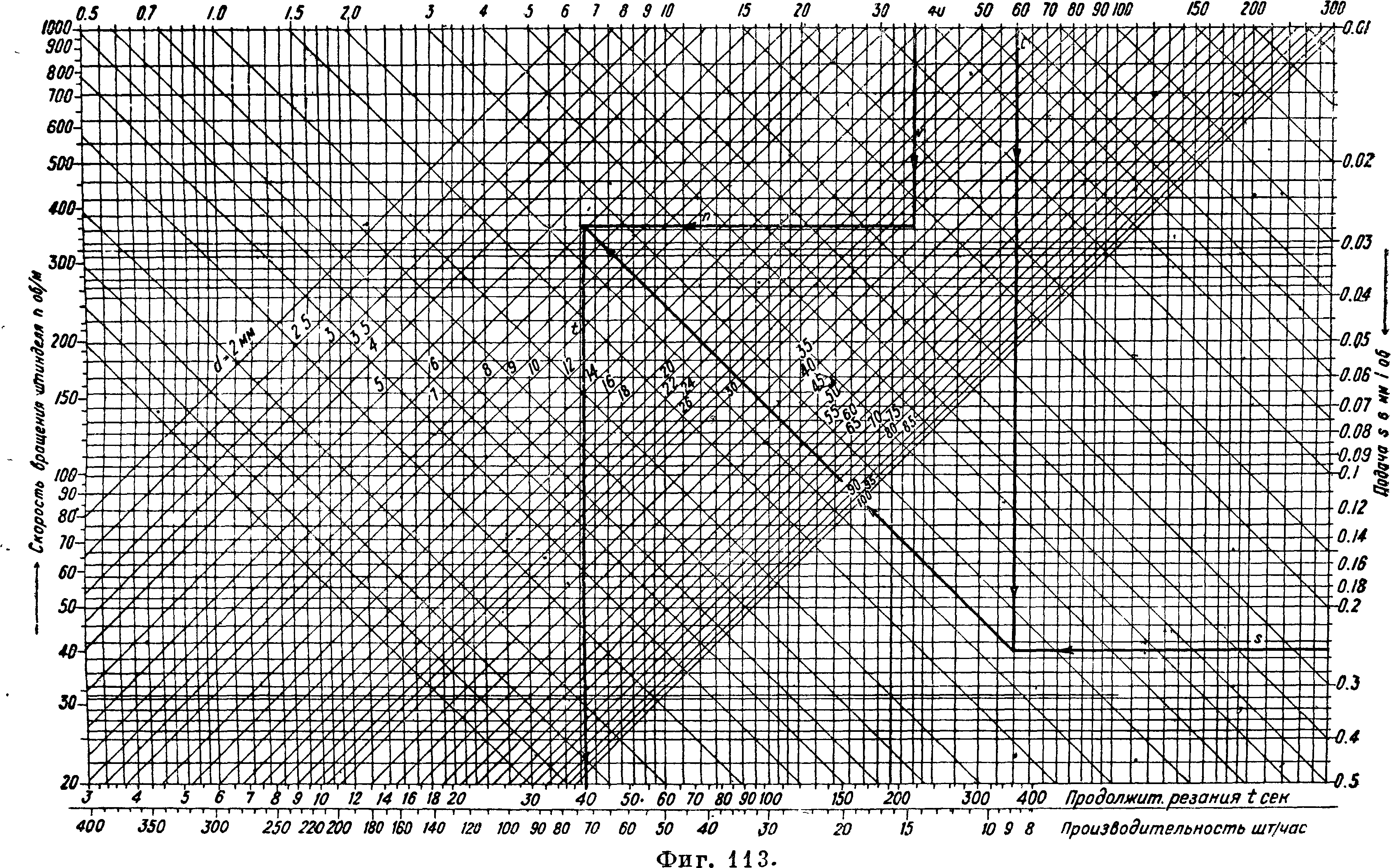
инструмента, получаем часовую производитель- I ющих, по которым двигаются су порты гг, обуслов-ность 73 шт. Для расчета времени обработки | ленное почти постоянными диаметрами обта-
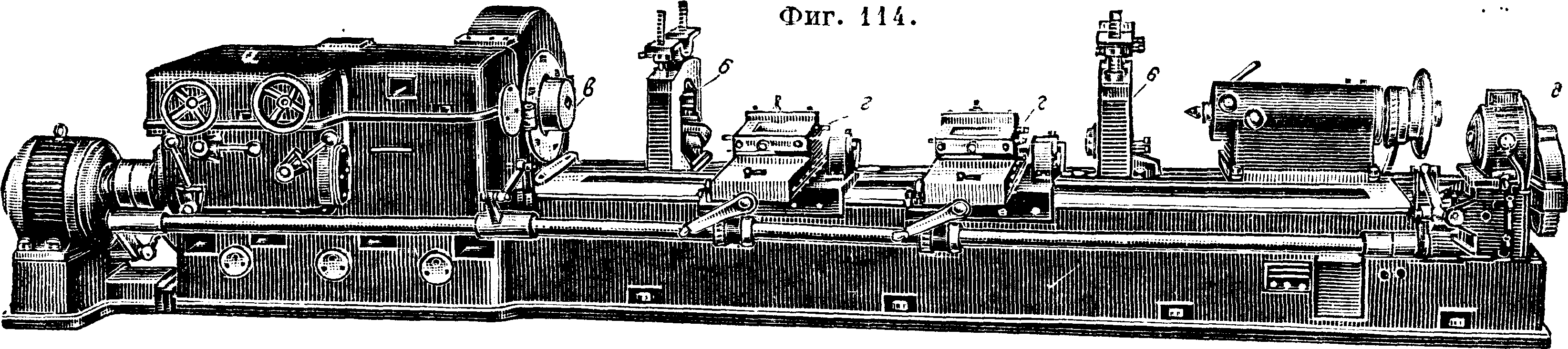
и часовой производительности может служить логарифмич. диаграмма, изображенная на фигуре 113. Путь расчета описанной выше операции показан жирными линиями.
Кроме описанных выше б. или м. универсальных типов Т. с. имеется большое количество
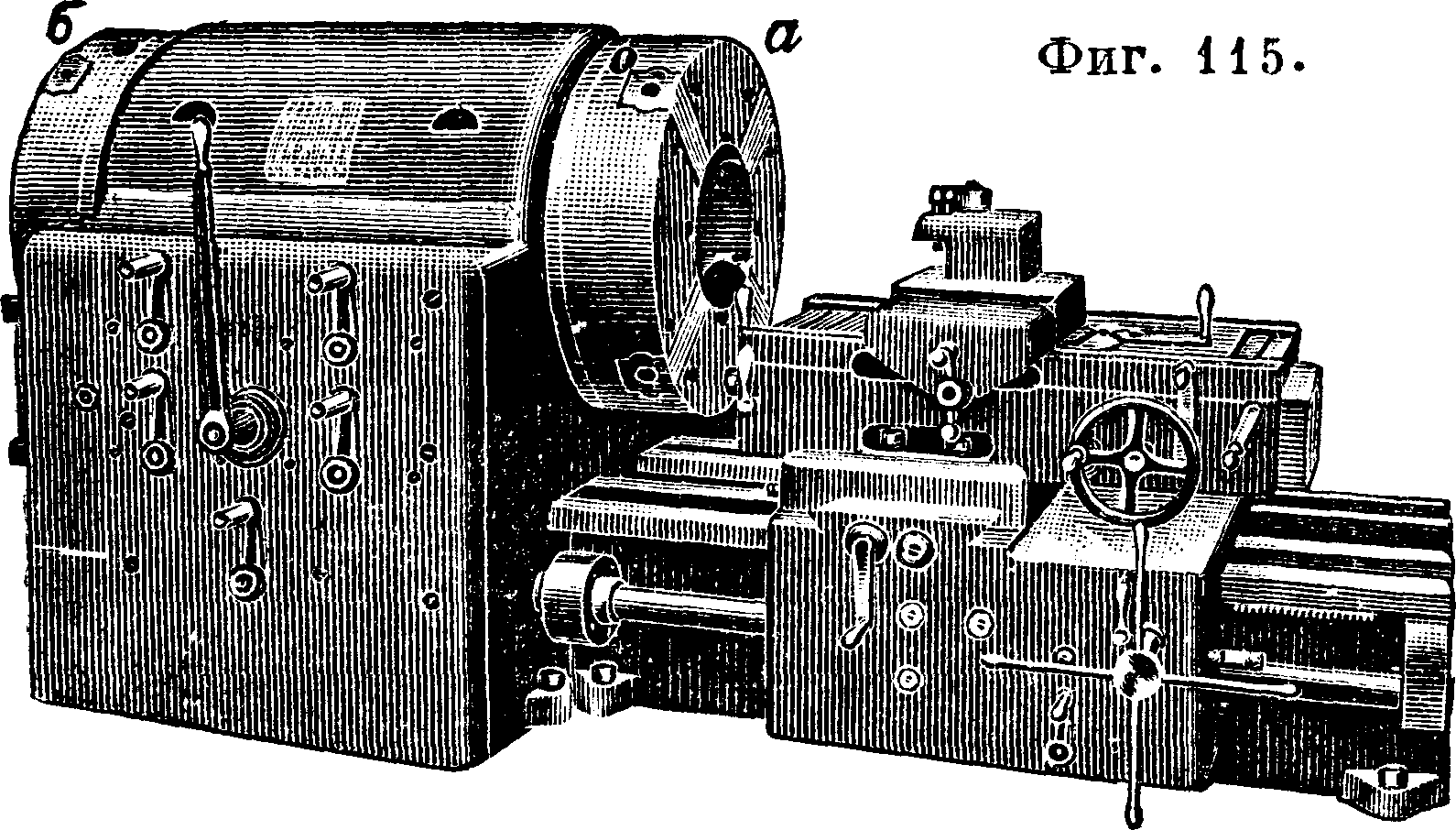
станков специального назначения с более узкой областью применения. Т.с. для обточки прокатных вв (нем. Walzendreh-bank) изображен на фигуре 114. Он представляет собой мощную самоточку с индивидуальным электроприводом передней бабки а и особым чиваемых вв, и наличие сильных неподвижных люнетов бб для воспринятая веса вв.
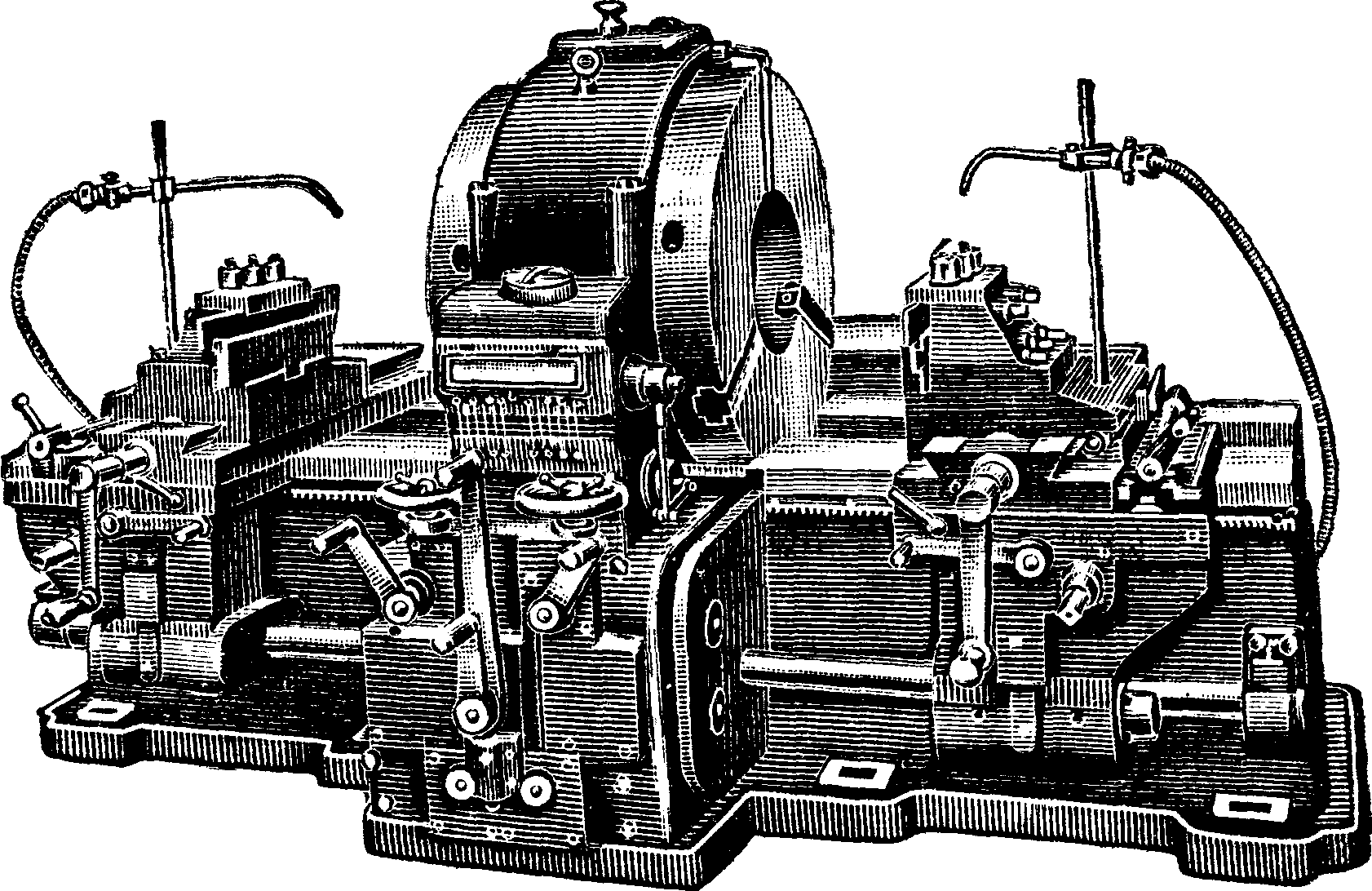
Фигура 116.
Для обработки концов труб, надетых на них фланцев и муфт строят специальные труботокарные станки (фигура 115) с пустотелым шпинделем и короткими направляющими для супорта. Зажим обрабатываемой трубы совершается одновременно в двух ах а и б по обоим концам шпинделя. Для отрезки
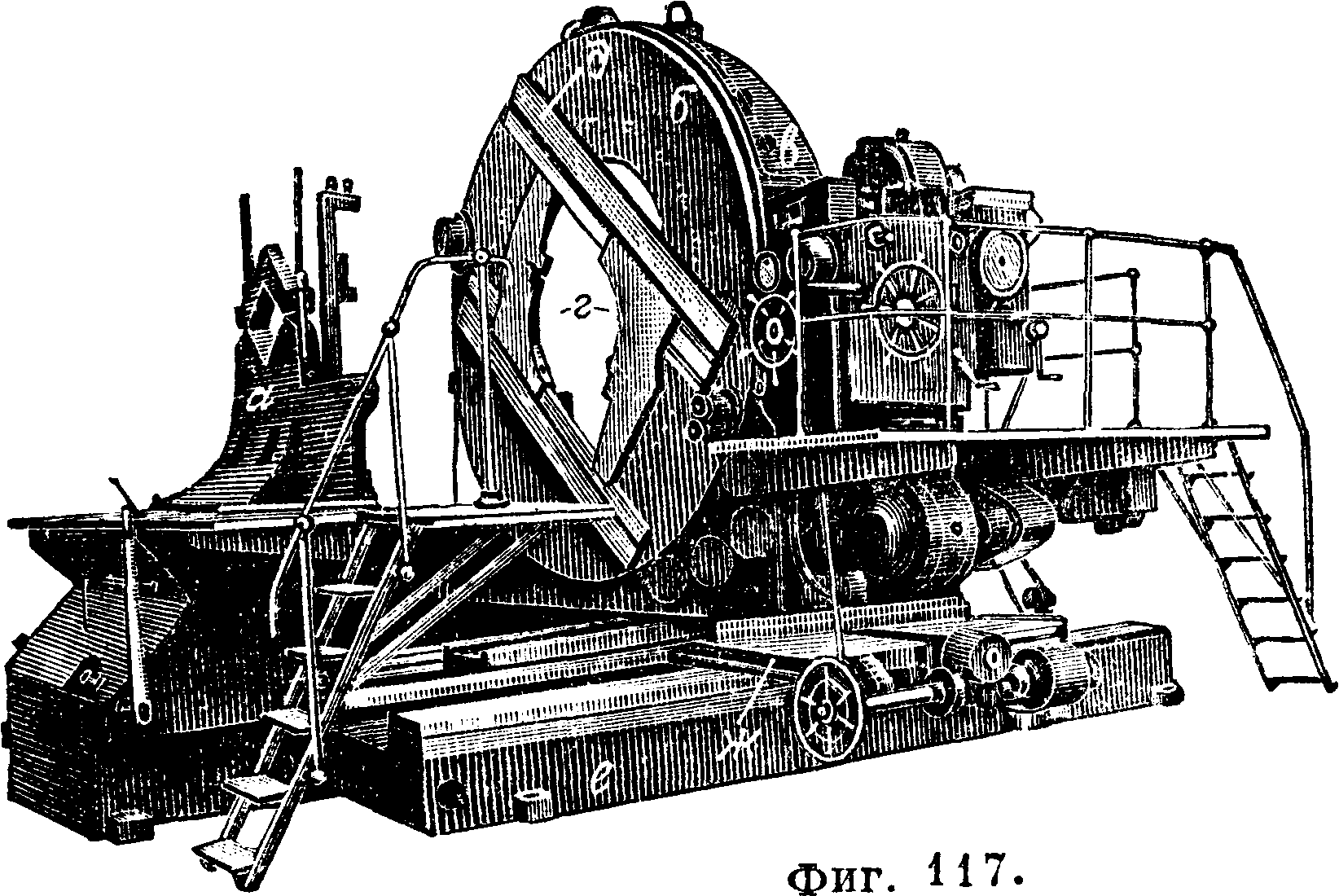
кусков от труб и круглых штанг для заготовок применяют специальные отрезные Т.с. (нем. Abstechdrehbank, Abstechbank, фигура 116), сходные по конструкции шпинделя с Т. с. для обработки труб, но имеющие в отличие от них два обрезных супорта с одним лишь поперечным самоходом. Привод главного шпинделя этого Т.с. устроен таким образом, что скорость вращения его постепенно возрастает по мере углубления резцов в отрезаемый вал с таким расчетом, чтобы скорость резания оставалась неизменной несмотря на изменяющийся диаметр обтачиваемой поверхности.
Для обработки шеек и боковых поверхностей плеч крупных коленчатых валов, например судовых паровых машин, где приведение во вращение тяжелого вала, вдобавок на смещенных центрах, является нежелательным, применяют специальные станки типа (нем. Kurbelwellen-drehbank), изображенного на фигуре 117. Вал неподвижно укладывается в люнеты а; движение резания совершает кольцеобразный шпиндель б, вращающийся в круговых направляющих супорта в Резцы укреплены в особых резцедержателях г, перемещающихся для установки резца на требуемую глубину резания по направляющим д. Продольную подачу совершает весь супорт в по направляющим фундаментной плиты е. Для возможности обточки других шеек, не разжимая обрабатываемого вала, верхняя часть супорта может перемещаться по направляющим его нижних продольных салазок ою.
Для обточки бандажей колее ж.-л. скатов применяют специальные токарные станки (англ. Wagon-Wheel Lathe, нем. Radsatz-drehbank, франи. Tour a roues de wagon) типа, изображенного на фигуре 118. Характерной особенностью этого типа является устройство обеих бабок—
передней а и задней д, почти идентичных и снабженных шпинделями, приводимыми во вращение от главного привода в; оба шпинделя снабжены ами, захватывающими обрабатываемый скат с обеих сторон.Целью этого устройства является разгрузка оси ската от передачи крутящего момента, весьма значительного при применяемых в настоящее время скоростях резания и величинах подач. Другой особенностью является устройство обоих неподвижных су-портов гг, снабженных в верхней части мощными резцед°ржателями, имеющими исключительно поперечную подачч или снабженными копировальными при зпо юблениями.
Дл$ мелких работ точной механики применяют верстачные Т. с. малых размеров (англ. Bench-Lathe, франц. Tour datable, нем.
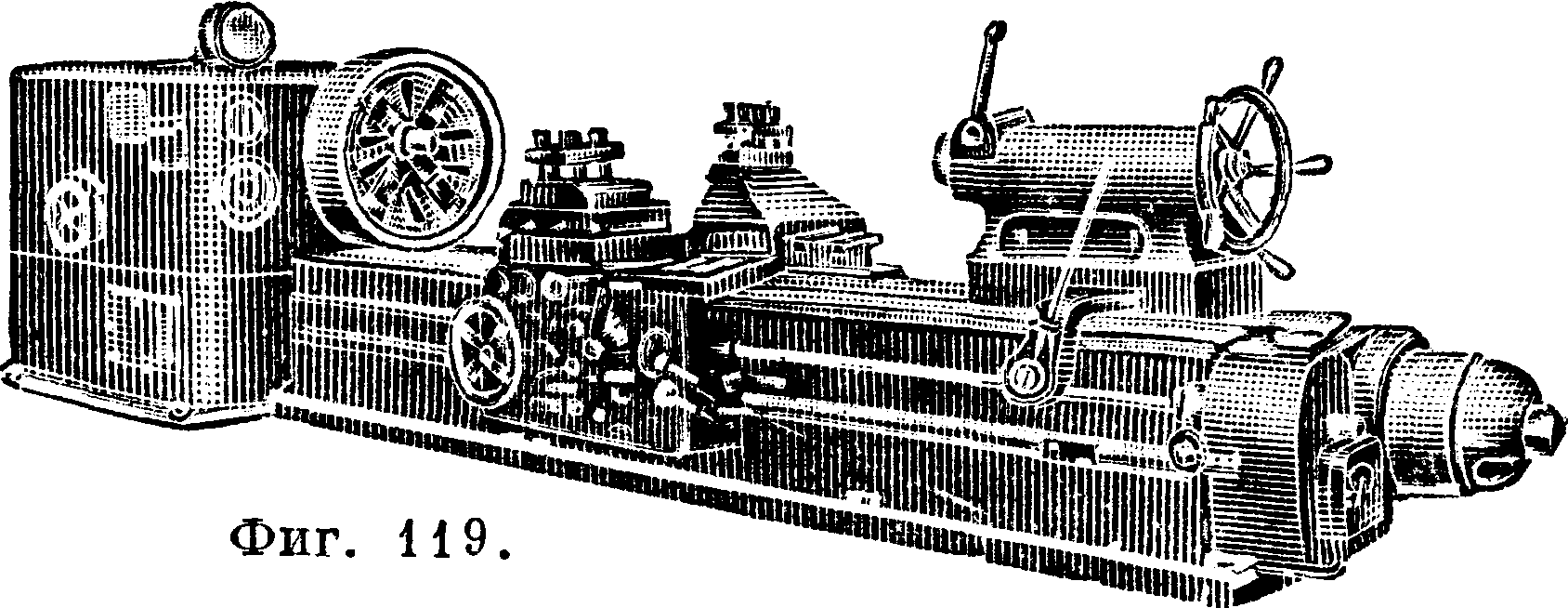
Mechanikerdrehbank) снабженные обычно простым несамоходным супортом (фигура 2) и т. н. америк. цангами для зажима мелких изделий в шпинделе; в последнее время их часто устраивают индивидуальным электроприводом. На фигуре 119 изображен мощный Т. с., построенный специально для научно-исследовательских работ по испытанию резиов из сверхтвердых сплавов. I; Этот токарный станок снабжен индивидуальным электрическим приводом с тонкой регулировкой скоростей вращения шпинделя и большим количеством подач для возможности установления различных режимов работы. Указывающие и регистрирующие электроизмерительные инструменты измеряют непрерывно скорость вращения и резания, мощность мотора и вращающий момент шпинделя, а также три составляющие усилия резания.
Лит.: Оглоблин А., Токарное дело, М.—Л., 1931 (лит.); Челюсткин А., Токарные станки, их устройство, работа и рациональное использование, 4 изд., Л., 1931; Евангулов М. и Холмогоров И., Технология металлов, 5 изд., М.—Л., 1931; Гавриленко А., Механическая технология металлов^. 4, вып. 1 и 2, М.—Л., 1925 (устарело); Г ю л ле Ф., Основы устройства станков для обработки металлов, пер. с нем., М., 1927; его те, Станки, пер. с нем., т. 1 и 2, М., 1928; В о л ь п е Г., Токарно-винторезньпг станок Хендлей, Л., 1929; Челюсткин А., Паспортизация и рациональное использование токарных станков, Л., 1926; Гипплер В., Токарное дело, пер. с нем., Берлин, 1922; Б е р г а р д Г., Станки по металлу и работа на них, пер. с англ., т. 1—2, М., 1931; Смит Р., Работа на станках, пер. с англ., ч. 1—2, Л.—М., 1931; Мисошников В. и Кук П., Токарно-ный автомат, М.—Л., 1931; Дворзак Г., Основы токарного дела, пер. с нем., 3 изд., М., 1930; Г у з е в и ч Д., Техника токарного дела, вып. 1, Л., 1926; Б а ж и н А., Подбор шестерен для нарезания винтов на токарных станках, Л., 1925; Малыгин Н., Практика нарезания точной резьбы, М.—Л., 1930; Б о р о в и ч Л., Руководство к расчету наборных колес, М.—Л., 1925; Мюллер О., Нарезка винтов, пер. с нем., М., 1923; Кнаппе Г., Расчет сменных колес, пер. с нем., М., 1927; Б у ш Е., Математика токаря,пер.снем.,М.—Л., 1929; Шлезингер Г., Станки. Проверка металлообрабатывающих станков на точность, М., 1929; Фрейдберг В., Четырехшпиндельный автомат сист. Гридлей, М.—Л., 1932; Современные американские станки в автотракторном производстве, под ред. А. Бриткина, М., 1932; Зунде-
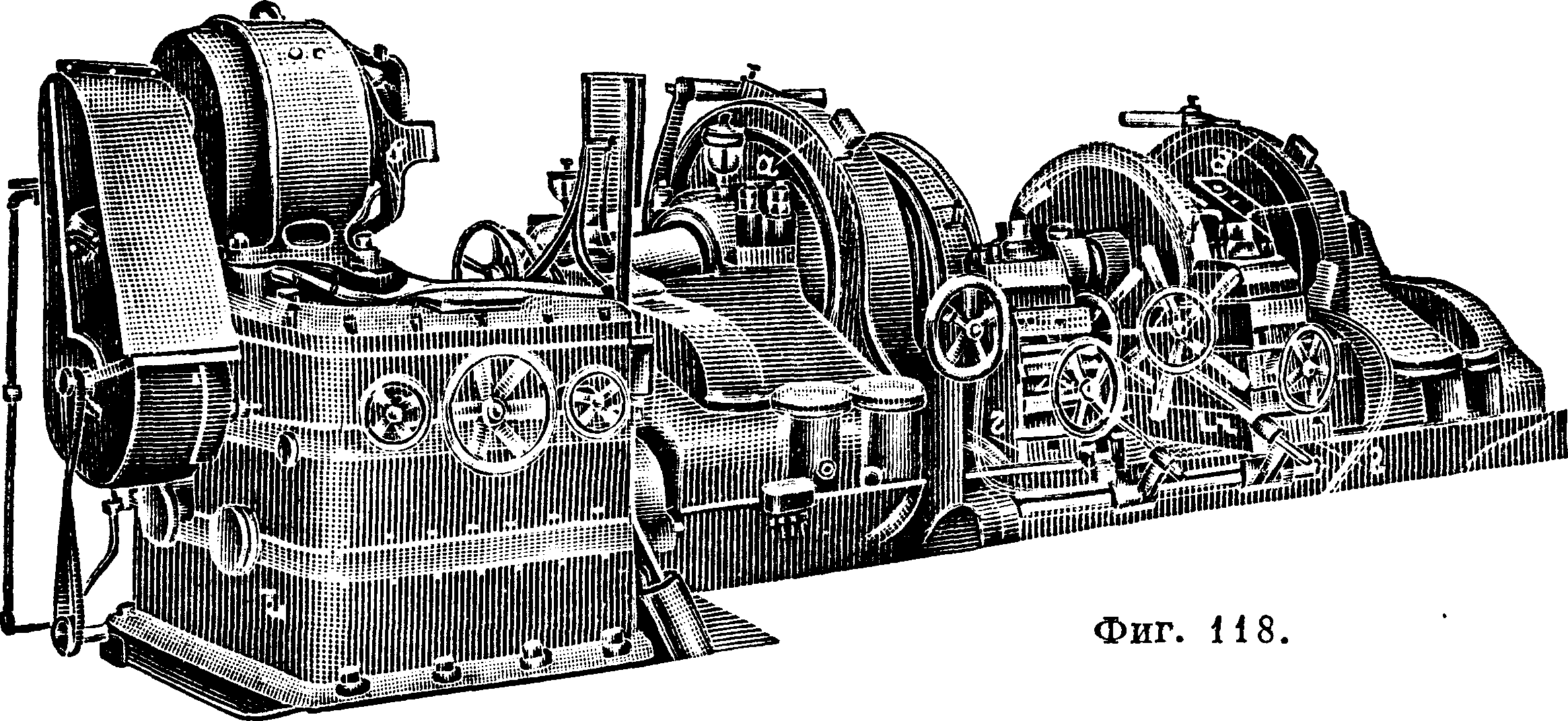
л е в и ч М., Американские одношпиндельные ные автоматы, М.—Л., 1931; Н ii 1 1 е Fr. Die Werkzeugmaschinen, 4 Aufl., Б., 1923; Hulle Fr., Die Grund-zuge d. Werkzeugmaschinen u. d. Metallbearbeitung, В. 1, 7 Aufl., B., 1931, B. 2, 4 Aufl., B., 1926; Kurrein M., Vielschnittbanke, ihre Konstruktion u. Arbeit, B., 1929; К e 1 1 e Ph., Automaten, B., 1921; Nicolson
J.T.a. Smith D., Lathe Design for High a. Low Speed Steel, L., 1908; Schlesinger G., Priifbuch f. Werkzeugmaschinen, 2 Aufl., В., 1931; Sachse K., Einrich-ten von Automaten, «Werkstattsbiicher», hrsg. y. E. Simon, B., 1923, T. 1, H. 21; К e 1 1 e Ph., G о t h e E., К r e i 1 A., Einrichten von Automaten, ibid., 1926, T. 1— 2, H. 23, 27; Himbergen J., Bleckman A., Wassmuth A., Das Einrichten von Halbautomaten, ibid., 1929, H. 36; К i e k e b-u s c h H., Die Werkzeug-maschine unter Last, «Forschungsheft», В., 1933, Η. 360; Krug C., Zum Begriff Starrheit bei Werkzeugmaschinen, «Maschinenbau», B., 1927, B. 6, p. 169; Sachsen-berg E., Druckbeanspruchung an d. Reitstoclispitze einer Drehbank, «Werkzeugmaschine», B., 1929, Jg. 33, p. 217; H a u p t P., Berechnung u. Konstruktion von Walz-lager-Drehbankspitzen,ibid., 1931, Jg. 35, H. 1, p. 1; G г о d-zinski P., Neue Drehbiinke f. Bearbeitung mittels Diamanten,«Maschinenbau», Berlin, 1931, B. 10, H. 24, p. 740; Preger E., Werkzeugmaschinen mit hdchst^n Drehzahlen, «Z. d. VDI», 1931, B. 75, 28, p. 893; Preger E., Drehzahlbilder—d. bequemste Dberblick iiber Riemen- u. Zahnradertriebe, «Werkzeugmaschine», B., 1932, Jg. 36, H. 17, p. 319; К e 1 1 e Ph., Tour monotype YDF, «Machine moderne», P., 1931, 260, p. 235; Wal-lichs A., Deutsche Gross-Werkzeugmaschinen f. span-abhebende Bearbeitung, «Z. d. VDI», 1932, B. 76, 10, p. 248; К e 1 1 e Ph., Neuere Entwicklung d. Mehrspindel-automaten, «Werkstattstechnik», B., 1931, Jg. 25, H. 1, p. 10;Kr onenberg M., Ausgereifte Konstruktionen d. deutschen Werkzeugmaschinen, ibid., Jg. 25, H. 10, p. 253; К e 1 1 e Ph., Das Arbeiten, auf Mehrspindelautomaten, «Werkzeugmaschine», B., 1931, Jg. 35, H. 13, 14, p. 262 u. 286; H e g n e г К., Die Verwendung d. Vielstahlbank im allgemeinen Maschinenbau, «Werkstattstechnik», В., 1931, Jg. 25, H. 5, p. 143; Knappe u. KrugC., Der Starr-heitsgrad von Werkzeugmaschinen, «Maschinenbau», Berlin, 1932, B. 11, p. 389; R e i c h e 1 W., Der Starrheits-grad von Werkzeugmaschinen, ibid., 1931, B. 10, p. 265; Kinkhead R., Building Special Machines by Welding, «Am. Mach.», L., 1927, v. 66, p. 409; Krug C., Die Stahl-bauweise im Maschinenbau, «Z. d. VDI», 1929, B. 73, p. 14; SandelowskyS.,Ist die Walzstahlbauweise bei Werkzeugmaschinen berechtigt, «Maschinenbau», В., 1931, В. 10, p. 743; Krug C., Zum Begriff Starrheit von Werkzeugmaschinen, ibid., 1927, B. 6, p. 169; Kiekebusch H., ibid., 1931, B. 10, p. 571; Schlesinger G., «Werkstattstechnik», B., 1930, B. 24, p. 127; Leder-mann S., Arbeitsvermogen u. Dampfungsfahigkeit von Gusseisen, ibid., 1930, B. 24, p. 216; ChapmanE., Machine Tools of the Future, Its Rigidity, «Am. Mach.», L., 1932, Y. 76, p. 124; ChapmanE., Welding Facilitates Use of Stiffest Shapes for Machine-Tool Loads, «Iron Age», New York, 1932, v. 129, p. 972; Chapman E., Flexibility of Welding Combines Strength a. Lightness, «Machine Design», 1932, v. 4, p. 42; Shaw H., Experience with Vibration, «Am. Mach.», L., 1931/32, v. 75, p. 693; Selflubricating Lathe Centre, «Machinery», L., 1932, v. 41, 1048, p. 172; «American» 22-Inch 100 IP Super Lathe, «American Machinist», L., 1932, v. 76, 11, p. 378; «Sundstrand» Improved 8-Inch Stub Lathe, ibid., 1932, Y. 76. 91, p. 682. Л. Павлушков.