 > Техника, страница 88 > Фаянсовое производство
> Техника, страница 88 > Фаянсовое производство
Фаянсовое производство
Фаянсовое производство, изготовление фаянса—глиняных изделий с белым или почти белым, плотным, пористым черепком, политым прозрачной или окрашенной непрозрачной эмалевой глазурью. Основными сырыми материалами для изготовления фаянса служат: белая тощая глина или каолин, жирная пластичная глина, кварц или песок, мел или доломит, полевой шпат, По своему составу и 1° обжига фаянс подразделяется на легкий глинистый или известковый фаянс и твердый фаянс. Состав глинистого фаянса варьирует в пределах: 25—27% жирной глины, 20—38% каолина, 55—35% кварцевого песка. Глинистый фаянс обжигается при температуре 1—5 SK (1 100—1 180°), обладает легким пористым черепком и применяется для изготовления трубок и фильтров. Известковый фаянс имеет в составе: 40— 55% глинистого вещества, 5—20% мела и ~ 40% кварцевого песка. Обжиг его производится при t° 1—4 SK; он обладает-легким пористым черепком с незначительной механич. прочностью и применяется для изготовления дешевой хозяйственной посуды. Состав твердого, или полевошпатового, фаянса лежит в пределах: 40—55% глинистого вещества, 55—42% кварца, 4—12% полевого шпата. В качестве примера приводятся англ, и нем. составы масс твердого фаянса (смотрите таблицу на ст. 779).
Состав твердого фаянса (в %).
| Компоненты | Английский | Немецкий | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
| Жирная глина. | 43 | 30 | 24 | 18 | 36 | 60 | 25 | 30 |
| Каолин. | 24 | 22 | 27 | 43 | 30 | — | 31 | 40 |
| Кварц. | 23 | 36 | 36 | 24 | 30 | 35 | 39 | 16 |
| Пегматит. | 10 | 12 | 13 | 15 | — | — | — | — |
| Полевой шпат. | — | — | — | 4 | 5 | 5 | И | |
Твердый фаянс обжигают при 5—10 SK (1 180— 1 300°). Из всех видов фаянса он обладает наиболее плотным и механически прочным черепком и употребляется для хозяйственной посуды и санитарных изделий.
Известковые фаянсовые изделия в виду значительного распространения известковых глин являются наиболее дешевыми по сравнению с другими фаянсовыми изделиями. Недостатком известкового фаянса является его небольшая механическая прочность, вследствие чего уже в процессе изготовления этих изделий получается много боя. При употреблении доломита или магнезита вместо известкового шпата получается более плотный и прочный черепок при сравнительно низкой ί° обжига. В состав магнезиального фаянса (с фабрики Richard Ginori в Милане) по данным лаборатории Зегер иКрам-мер в Берлине входят (в %):
Кремнезем.45,12 Окись магния.. 18,47
Глинозем.15,81 Окись кальция.. 0,63
Окись железа. . 1,12 Потеря при прокал. 0,71
К известковому фаянсу нужно отнести также и фаянс, приготовляемый добавкой щелочной фритты к известковой массе. Состав фритты: кварцевого песка 85 ч., поташа 7 ч., соды 3 ч., мела 5 ч. Состав известкового фаянса: белой глины 24 ч., известкового шпата (или мела) 24 ч., кварца 48 ч., фритты 4 ч.
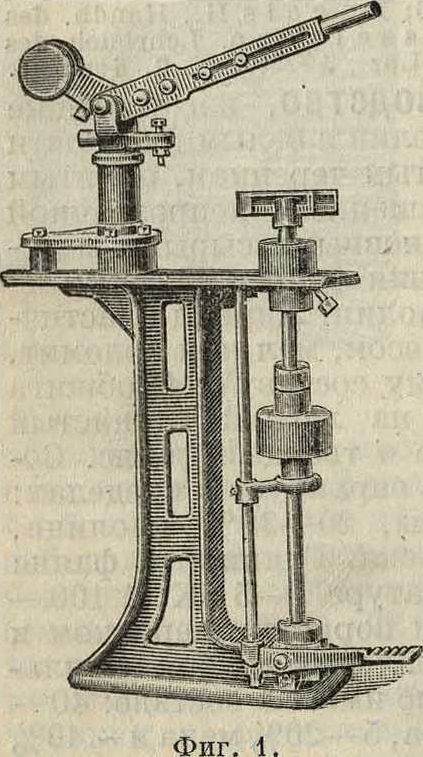
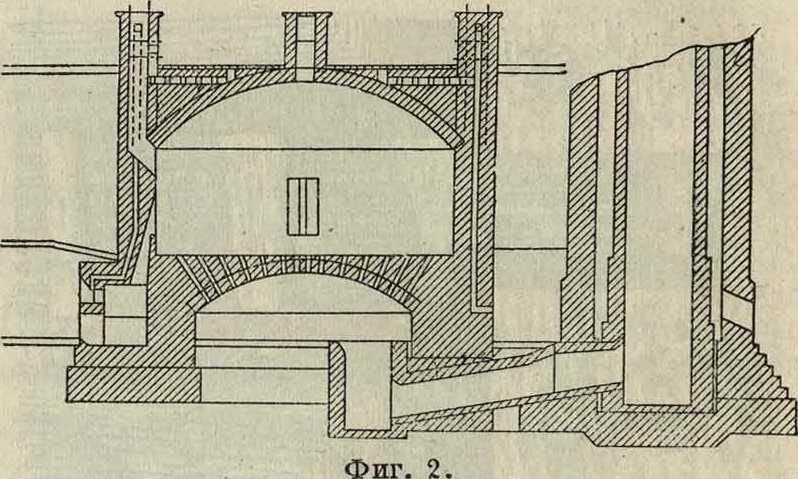
Процесс изготовления фаянсовой массы ана-фарфоровой массы (смотрите Фарфоровое производство). Формование хозяйственной фаянсовой посуды производится ручным способом на гончарных кругах, но б. ч. на формовочных станках с ме-ханич. приводом (фигура 1), а также в гипсовых формах с помощью металлического шаблона; формование санитарных фаянсовых изделий преимущественно производят в гипсовых формах способом литья. Отформованные тонкостенные изделия подвергаются сушке в обычных условиях на стеллажах возле рабочих мест, толстостенные же изделия во избежание их растрескивания подвергаются особому режиму сушки в специальных сушилках. Высушенные изделия подвергаются «оправке», то есть сглаживанию мокрой губкой («мокрый» способ) или шкуркой(«су-хой» способ) с их поверхности шероховатостей, происшедших от формования. Обжиг производится в два приема. Первый предварительный (утильный) обжиг имеет преимуществен логичен изготовлению
ное значение для фаянса, так как при нем фаянсовый черепок приобретает свою максимальную плотность и механическую прочность. На фигуре 2 изображена печь для утильного обжига Ф. В зависимости от состава черепка предварительный обжиг производится при различных t°, но всегда до начала спекания массы. С целью устранения непосредственного соприкосновения товара с пламенем в процессе обжига последний обжигается в особых толсто
стенных пористых коробках, т. н. капселях (смотрите). Обжиг фаянса производится или в круглых печах—«горнах»—периодич. действия или же в непрерывнодействующих туннельных печах. В СССР новые заводы проектируются только с туннельными печами. После первого обжига фаянсовые изделия глазуруются таким же способом как и фарфоровые изделия. Очень часто хозяйственный фаянс перед оглазуровкой подвергается раскраске огнеупорными подглазурными керамич. красителями, которые наносятся или кистью, или с помощью пульверизатора, или способом печати.
Изготовление фаянсовых глазурей является делом весьма ответственным в производстве фаянсовых изделий, т. к. глазурь должен быть тщательно подогнана к черепку и должна держаться ирочно на его поверхности после обжига. Плохо подогнанные глазури вскоре ло охлаждении растрескиваются на поверхности черепка с образованием мелкой сети волосяных трещин или отскакивают с краев изделий. По своему составу фаянсовые глазури представляют сложные щелочные или щелочноземельные свинцовые или бессвинцовые алюмоборосили-каты. Ниже приведены следующие примерные составы глазурей, выраженные в формуле Зегера: Для обжига при i° SK 07а:
0,2 к20
0,25 Na20 I 0,3 СаО ( 0,25 РЬО )
0,28
А12Оз
/2,1 Si02I 0,5 В203
Для обжига при t° SK la—ба:
| 0,2 | К20 1 | |||
| 0,05 | Na20 1 | > 0,ЗА12О3 | /3,0 | Si02 |
| 0,45 | СаО ( | 0,3 | В203 | |
| 0,3 | РЬО 1 | |||
| 0,25 | К20 | |||
| 0,25 | Na20 | 0,40 А120з | 3,2 | ЗЮ2 |
| 0,20 | СаО i | 0,5 | В2О3 | |
| 0,30 | BaO I | |||
| 0,25
0,75 |
к20 1
СаО |
0,35 А1203 | (3,0 Si02 0,75В.О3 | |
Свинцовые фаянсовые глазури обладают зеркальным блеском, менее капризны в обжиге и заметно повышают яркость красок, но они опасны в виду возможности отравления свинцом рабочих, занятых их изготовлением и огла-зурованием изделий. Согласно существующему в СССР постановлению по охране труда рабочих, занятых в фарфоро-фаянсовой пром-сти,
фаянсовые глазури, отдающие при кипячении в течение 1 часа с 1% соляной кислоты 0,3% РЬО, считаются вредными и в производстве недопустимыми. Бессвинцовые фаянсовые глазури с t° обжига 5—7 SK прочно привились при изготовлении санитарных изделий. Для хозяйственной же фаянсовой посуды вопрос замены свинцовых глазурей равноценными бессвин-цовыми до сих пор не может считаться разрешенным в положительном смысле. Обжиг огла-зурованных фаянсовых изделий производится в тех же печах, как и утильный, но при более низких ί°. Для зеркального блестящего вида глазури необходима окислительная среда.
О механич. свойствах фаянса см. Спр. ТЭ, Т. III, стр. 208—232. С. Туманов.
Лит.: см. Фарфоровое производство.