 > Техника, страница 89 > Фетровые изделия
> Техника, страница 89 > Фетровые изделия
Фетровые изделия
Фетровые изделия, войлочные изделия, характеризующиеся специфичностью смески шерстей, употребляемых на их изготовление. Слово фетр—французское (feutre) и в буквальном переводе также означает войлок. Специфичность смески для фетра заключается в том, что для него идут шерсти тонкие, мягкие и нежные—овечьи с тонкорунных пород, козий пух, верблюжий пух (тайлак), кроличий и заячий пух. Всякое добавление в смеску полу-грубой шерсти или поярков от грубошерстных пород овец является суррогатирован и-ем фетра.
В настоящее время у нас в СССР вырабатывают следующие виды Ф. и.: фетровые валенки, фетровые дамские боты, фетровые шляпы дамские и мужские. Кроме того к Ф. и. могут быть причислены все виды технич. войлоков, которые в обиходе называют ф и л ь ц е м (от нем. слова filz—войлок). Производством фетровых валенок и бот занимается преимущественно промысловая кооперация, а технич. войлока и в главной массе шляпы вырабатывает государственная промсть. Районы выработки Ф. и.—Москва и Московская область, район Ленинграда и Татарская АССР. Примерные смески в процентах: 1) мериносовых
шерстей 35%, козьего пуха 25%, камвольных мериносовых очесов 40%; 2) козьего пуха 50%, мериносовой шерсти 35%, камвольных очесов 10%, верблюжьего пуха (тайлак) 5%.
Подготовка шерсти к смеске. Мериносовая .шерсть перед смеской подвергается промывке (смотрите Шерсть). Камвольные очесы, получаемые уже из мытой шерсти, верблюжий и козий пух идут в смеску без промывки. Заячий и кроличий пух получается со шкурок зайцев и кроликов. Для этой цели служат или старые шкурки, бывшие в употреблении, или шкурки—брак. С последних предварительно состригают концы грубого волоса— песигу. Т. к. пух зайцев и кроликов в естественном состоянии почти не обладает способностью свойлачивания благодаря тому,что чешуйки наружного слоя волоса слишком плотно прилегают к его стволу, шкурки предварительно надлежит подвергнуть обработке химич. веществами и т. о. несколько отделить чешуйки от ствола. Свойством отщеплять чешуйки обладают едкие щелочи—каустическая сода, едкий кали и азотнокислая ртуть. Этими веществами и намазывают шкурки по волосу, а затем их подвергают сушке в специально устроенных камерах. После сушки пух состригают руками (ножницами) или же на стригальных машинах, разрезая мездру на мелкие кусочки, вследствие чего сохраняются концы волосков, сидящие в мездре. Со шкурки зайца-беляка получается таким пугем 80—100 а пуха.
Расщипывание и чесание смески. Приготовленная для фетра смеска идет сначала на спиральную крылатую трепальную машину. После крылатой машины смеска подвергается разработке два раза на чесальных машинах с кардной лентой для первого прочеса № 24 (барабан) и № 26 (пеньер) и для второго прочеса
№ 26 (барабан) и № 28 ^пеньер) (смотрите Еардоче-сальная машина и Войлочное производство).
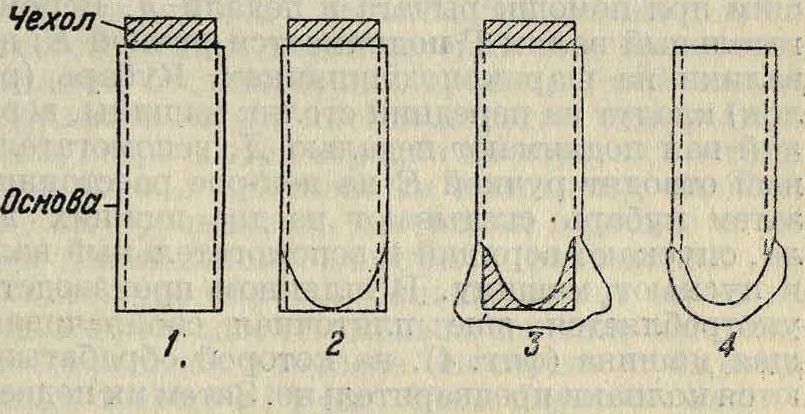
Образование первоначальной формы (закладка) и катка (свойлачи-вание). Подготовленная расчесанная шерсть поступает в цех для образования первоначальной формы изделий, называемой закладкой. Закладка бывает как ручная, так и механическая. При механической закладке шерсть непосредственно с чесальной машины навивается на конус конусного аппарата (фигура 1), ко- ^ торый соединен с машиной, а затем уже по снятии с ко- д нуса поступает в цех для катки в ви- фигура i.
де полых колпаков,
открытых с одного или двух концов, напоминающих по форме изготовляемое изделие. Конусный аппарат в шляпном деле применяется давно и получил там полное право гражданства. При изготовлении же обувных изделий он является нововведением, которое проникло раньше в фетровое производство, а затем уже распространилось и на простую валяную обувь. При ручной закладке шерсть поступает в цех в виде расчесанной пушистой смески.
Конус
| ш | |
| ТТЛ | |
| Ж | длР- |
| щв |
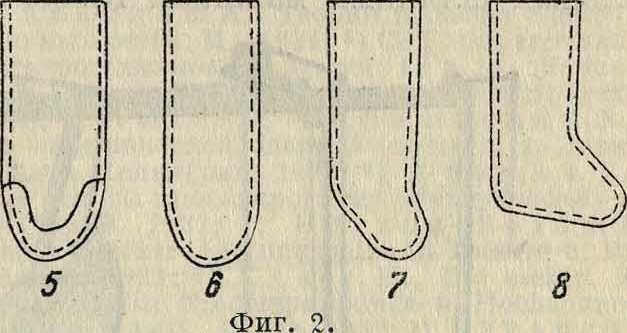
Процесс ручной закладки и затем следующая за ним катка для фетровой обуви совершенно одинаковы с таковыми для обыкновенной валяной обуви (смотрите Войлочное производство). Обработка же заложенной механическим способом основы несколько иная. С конуса снимается в обувном деле не колпак, открытый только с одного конца, как это имеет место в шляпном производстве, а колпак, открытый с двух концов и надетый на холстовый чехол. Это делается для того, чтобы в дальнейшем во время катки стенки колпака не сращивались. Поэтому ему необходимо еще придать форму ноги, то есть образовать носок и пятку, после чего он будет напоминать сапог. На фигуре 2 показано образование головки основываленка механич. закладки способом оттяжки после затростки носка: 1—основа на чехле, снятая с конусного аппараг та, 2—на основе сделан надрез, 3—по надрезу сделан разрыв основы, 4—чехол вынут—основа подготовлена к затростке носка, б—носок за-трощен, 6—затрощенный носок выкатан, 7, 8— две стадии оттягиваемого носка. Катка основы в настоящее время в фетровом производстве делается механически на катальных машинах.
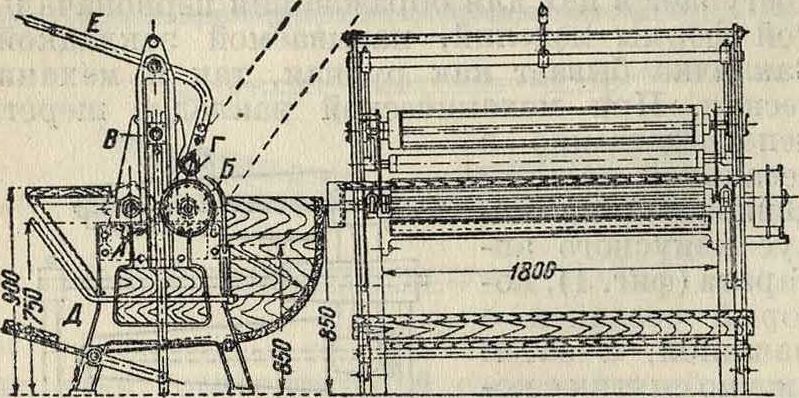
Фигура з.
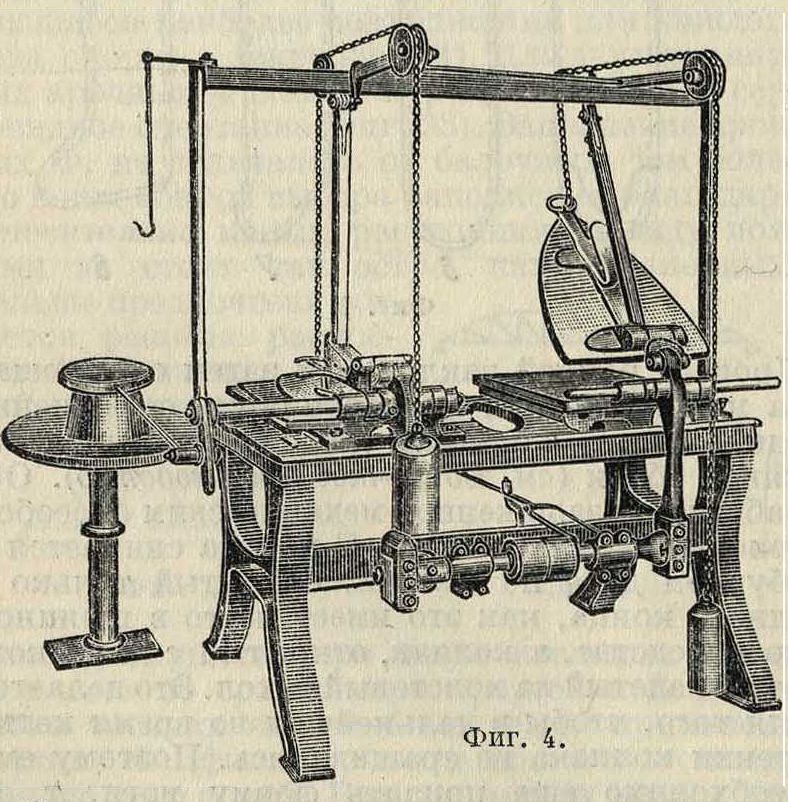
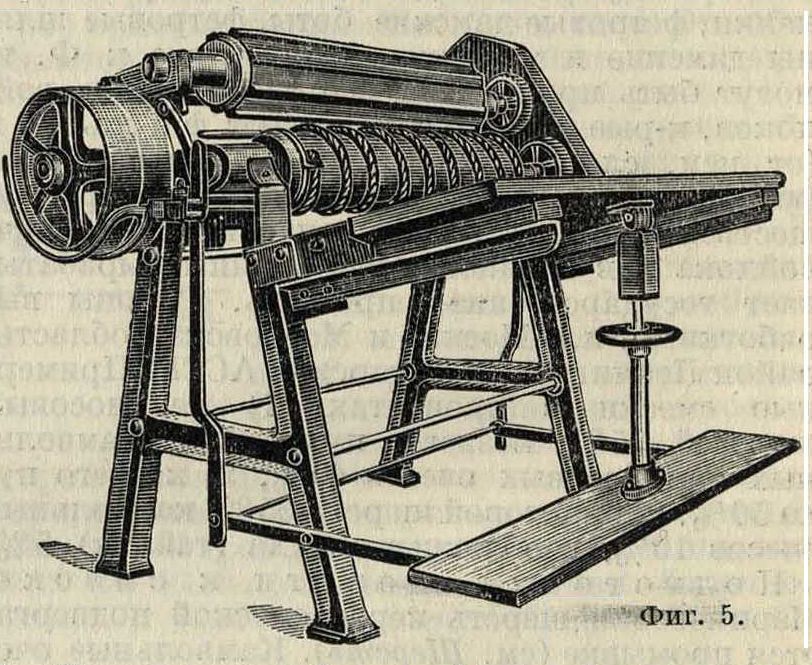
На обувных фабриках для этой цели применяется специальная катальная машина Полякова (фигура 3). В ней кубарь с завернутыми в него основами подвергается действию рифленых валов, между которыми он находится в процессе работы. Машина состоит из трех рифленых валов, установленных на чугунной раме; два нижних А и В работают от привода и вращаются в одном направлении, верхний В— подъемный, вращается благодаря трению; вал В передвигается по вертикальным направляющим при помощи рычага и педали Д. Вспомогательный валик Г поднимается ручкой Е все валики на шарикоподшипниках. Кубарь (рулон) кладут на передний столик машины, верхний вал поднимают педалью Д, вспомогательный отводят ручкой Е на нек-рое расстояние, затем кубарь скатывают на два нижних вала, опускают верхний и вспомогательный валы и пускают машину. В шляпном производстве употребляется еще плиточная свойлачивающая машина (фигура 4), на которой .обрабатываются колпаки предварительно. Затем их подвергают окончательному свойлачиванию на специальных шляпных машинах Кваде (фигура 5).
Валка и последующие операции. После свойлачивания колпаки ещё имеют рыхлую структуру и по своей величине почти вдвое больше готовых изделий. Они должны быть окончательно уплотнены, для чего служит операция, именуемая вй, или стиром. Ручная валка и разъяснение сущности самого процесса—см. Войлочное производство, Валяная обувь. В фетровом производстве валка ведется исключительно механически на кольцевых стиральных машинах Кваде и молотовых машинах Гросселена (смотрите Войлочное производство). Перед вй колпаки Ф. и.—валенок, бот, шляп— подвергаются купорошению в слабом теплом растворе серной к-ты—не более 4° Вё. Это делается для увеличения способности свойлачивания. В дальнейшем процесс обработки фетровой обуви одинаков с обработкой обыкновенной валяной обуви. За вй следует насадка на колодки, обтирка на механич. рубчатке, центрифугирование для удаления влаги, сушка, очистка шкуркой на станке или на пемзоваль-ных кругах, очистка механич. щеткой от пыли, обрезка, клеймение и сортировка.
Карбонизация шляпных колпаков. В шляпном производстве колпаки шляп окончательно выстирываются на молотовых машинах Гросселена, после чего их подвергают карбонизации для удаления имеющихся соринок растительного происхождения.
Этой операции в обувном фетровом производстве не бывает. Колпаки пропитывают в течение 10—15 мин. раствором серной кислоты 4° Вё, отжимают и помещают в сушильную камеру с t° 110°. Карбонизация продолжается 30 мин., после чего колпаки промывают и нейтрализуют (смотрите Карбонизация).
Крашение. Ф. и. кроме натурального вида бывают еще и крашеные. В особенности это относится к шляпам. Крашение шляп м. б. проведено или в шерсти, или в виде колпаков, или в готовых изделиях. Чаще всего красят колпаки. В качестве красителей употребляют анилиновые краски для шерсти. Крашение изделий происходит в кислой среде при кипячении. После крашения шляпные колпаки в целях очистки от загрязнения промывают. Промывка происходит в молотовой машине при большом притоке воды. В конце промывку ведут в слабощелочном растворе 2° Вё.
Выпрямление шляпныхколпа-к о в По окончании промывки шляпные колпаки отжимаются в центрифуге и идут на колпачно-разбивную машину, которая, разбивая верхушку колпака, придает ей форму полуша-ра. После этого шляпные колпаки передают на конусный аппарат для отгибания полей и наконец их натягивают на болванки. Расправленный на болванке колпак имеет уже окончательный вид шляпы, которая из него получится. Чтобы закрепить полученную форму, колпаки, не снимая с болванки, направляют в су
шильную печь. Сушка закрепляет в шляпе шерстяные волокна в том положении, какое им было дано предыдущими операциями. Отдел-к а состоит в очистке шляп от пыли и в шлифовании поверхности наждачной лентой на шлифовальном станке. Затем происходит окончательная формовка на гидравлическом прессе и наконец обрезка краев, обшивка полей, подшивка подкладки, нашивка ленты и этикетки.
Лит.: Канарский Н., Шерсть и ее обработка, т. 1, ч. 1, М„ 1923; ВязавовГ. иБебешин В., Сапого-валяльное производство, М., 1929; Алексеев Ф., Кроличья шкурка, П., 1916. В. Бебешин.