 > Техника, страница 92 > Цинкование
> Техника, страница 92 > Цинкование
Цинкование
Цинкование, процесс нанесения на поверхность металла сравнительно тонкого слоя металлич. цинка. Цинковое покрытие является одним из наиболее распространенных и старых видов металлических покрытий, применяемых в пром-сти с целью защиты изделий от коррозии. По своим химическим и, главное, электрохимии, свойствам как защитный металл цинк имеет целый ряд преимуществ перед другими металлами, применяемыми в технике защиты черных металлов от ржавления (смотрите Коррозия металлов). Методы, применяемые для покрытия цинком, разнообразны. Из них наиболее употребительными в пром-сти являются: а) горячее огневое покрытие, б) метод цементации, или шерардизация, в) метод пульверизации, или шоопирование, и г) гальванич., или электро-литич., метод покрытия.
Горячий способ Ц. заключается в простом погружении на очень непродолжительное время (несколько секунд) железного изделия в расплавленную массу цинка. Покрытие производится в ванне, изготовленной или из специального железа или из Отдельных листов малоуглеродистой стали. Темп-pa ванны с расплавленным цинком поддерживается в среднем ок. 450°. Перед погружением в расплавленную массу цинка поверхность изделий после очистки от жиров и окислов подвергается т. н. флюсованию. В качестве флюса обычно применяются: хлористый аммоний, жиры и хлористый цинк. В нек-рых случаях пользуются небольшими добавками глицерина. Эти вещества вводятся на ту часть поверхности расплавленного цинка, через к-рую производится загрузка изделий, и служат гл. обр. для предохранения ее от окисления и окончательного освобождения поверхности изделий от загрязнений (окислов) и влаги (в момент погружения изделие должен быть совершенно сухим и чистым). Проволока перед горячим покрытием цинком проходит обычно через флюс, состоящий из раствора ZnCl2(~25%), после чего она просушивается и затем поступает в ванну с расплавленным цинком. Такой же прием флюсования применяется и при ручной работе по цинкованию крупных, стальных изделий. Непосредственно по выходе из ванны оцинкованные изделия очищаются от излишних отложений металла путем встряхивания (трубы) или протирки асбестом (проволока). Для мелких изделий иногда применяется машинная очистка. В целях защиты самой ванны от быстрого разрушения, происходящего от постоянного перегрева и химич. взаимодействия стенок с расплавленным цинком, дно ее часто покрывают слоем свинца толщиной от 150 до 200 миллиметров и выше. Для получения более тонких, ровных и красивых по внешнему виду покрытий в ванну с расплавленным цинком очень часто вводят небольшие добавки алюминия (в среднем ^ 0,2%) или олова (l-f-3%).
Покрытие горячим способом по существу обусловливается взаимной спайкой металлов по поверхностям и представляет собой обычно оболочку цинка, загрязненную примесью основного металла (железа). По Роудону внутрен-
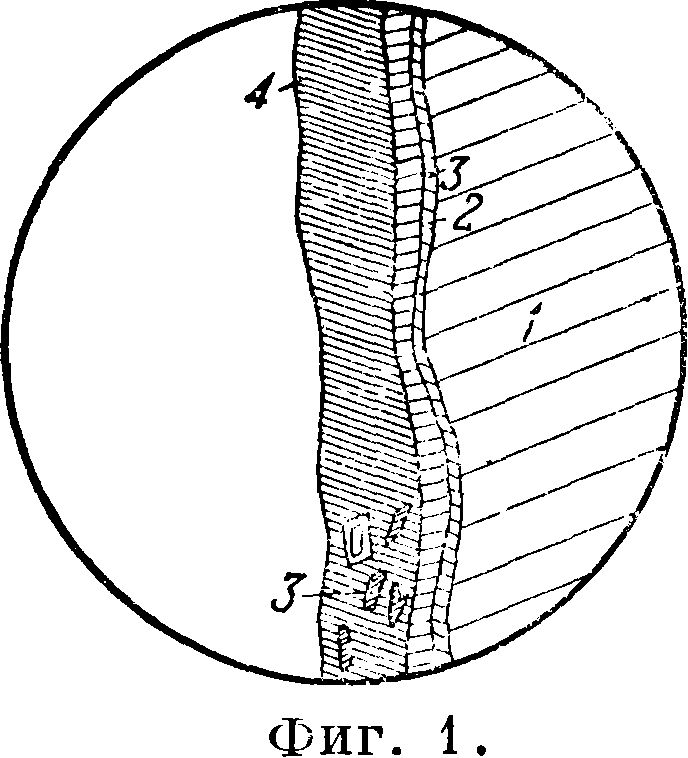
ний или соединяющий слой покрытия, полученного применением метода горячего погружения, состоит из большого количества металлических с ложных соединений — сплавов соединяемых металлов,—вследствие чего эта часть покрытия имеет более твердое и хрупкое строение в сравнении с внешним слоем, состоящим почти исключительно из чистого металла покрытия (фигура 1, где 1—железо, 2—диффузионный слой цинка в железе, 3—сплав железа с цинком с содержанием 114-22% железа, 4— слой чистого цинка). Относительная толщина соединяющего внутреннего слоя при горячем Ц. бывает значительной, в нек-рых случаях она составляет большую часть толщины покрытия. Вследствие загрязнений цинка антикоррозик-ность горячего покрытия в большинстве случа- ев уступает электролитическому покрытью оди-* наковой толщины. Толщина всего слоя горячего покрытия колеблется в очень больших пределах (точная регулировка ее в данном случае невозможна). На толщину покрытия оказывают влияние продолжительность пребывания изделий в ванне, t° ванны, форма и характер обработки изделий. В США рекомендуется толщина слоя цинкового покрытия для листов около 0,04 миллиметров. В большинстве случаев толщина покрытия на поверхности одного и того же изделия бывает очень неравномерной. Так например, при Ц. листов из жести на разных участках поверхности толщина слоя может изменяться от 0,06 до 0,13 миллиметров. Неравномерность покрытия предметов неправильной формы, имеющих глубокие рельефы, еще больше, и вследствие этого расход цинка на покрытие значительно больше, чем при плоских ровных изделиях. Расход металла при горячем Ц. увеличивается кроме того за счет его потери на угар и взаимодействие со стенками ванны (отходы). Вследствие неравномерности покрытия и образования утолщений и наплывов на отдельных частях поверхности горячая оцинковка изделий с узкими отверстиями (сетка), резьбовых и нек-рых других изделий совершенно невозможна. Также" неприменим горячий способ Ц. для изделий, легко изменяющих свои механич. свойства под влиянием высокой t° (например стальных изделий). С другой стороны, для таких изделий, как например ведра, тазы, различная сшивная посуда и тому подобное., имеющих внутренние закатанные швы, горячее покрытие является пока способом незаменимым. В этом случае расплавленный цинк, заполняя отверстия и каналы швов, выполняет роль спайки, обусловливая герметичность посуды. Промышленное развитие горячий способ покрытия цинком получил гл. обр. при оцинковке указанной посуды, листов, проволоки, труб и мелкого скобяного товара. Процесс покрытия листов и проволоки, отчасти также и труб, на большинстве предприятий в значительной степени механизирован и производится по конвейерной системе. Что же касается различной посуды и мелких изделий,то они покрываются до сих пор исключительно вручную.
Метод цеглентации, или шерардизация (по имени изобретателя Шерард Каупер-Кольса, Англия), заключается в том, что изделия, очищенные предварительно от жира, масла и окислов, приводятся в соприкосновение по всей по верхности с мельчайшими частицами металлич. цинковой пыли и нагреваются в течение некоторого времени (от г/2 часа до нескольких часов) при Г 230-4400° и иногда выше в зависимости от сорта изделий и характера применяемой пыли. При этом на поверхности изделий, так же как и при горячем способе погружением, образуется тонкая пленка сплавов обоих металлов в различных соотношениях. Этот способ Ц. применяется гл. обр. для покрытия мелких изделий и производится в большинстве случаев во вращающихся железных барабанах с хорошо притертой крышкой, защищающей содержимое их от доступа воздуха. Цинковую пыль рекомендуется применять приблизительно следующего состава: Zn 854-90%, ZnO 84-10%, Pb 14-1,5% и других примесей 0,54-1 %. Обычно для этого процесса идет продажная цинковая пыль, т. н. пуссьера (смотрите Цинк). Примесь железа в цинковой пыли выше 9% не допускается, так как антикоррозийность покрытия по данным Кулоча значительно понижается при этом. Крупная цинковая пыль повышает скорость осаждения цинка, но дает очень пористое покрытие. Роудон рекомендует, как вполне достаточное, покрытие толщиной в 0,062 миллиметров. Такое покрытие получается приблизительно после трехчасового нагревания при 375° в пыли с высоким содержанием металлического цинка. Процесс шерардизации не имеет столь широкого распространения в пром-сти, как способ горячего покрытия погружением. Выполненный правильно процесс шерардизации дает достаточно удовлетворительное покрытие, но вследствие загрязнений цинка, неравномерности, пористости и трещиноватости (фигура 2, где
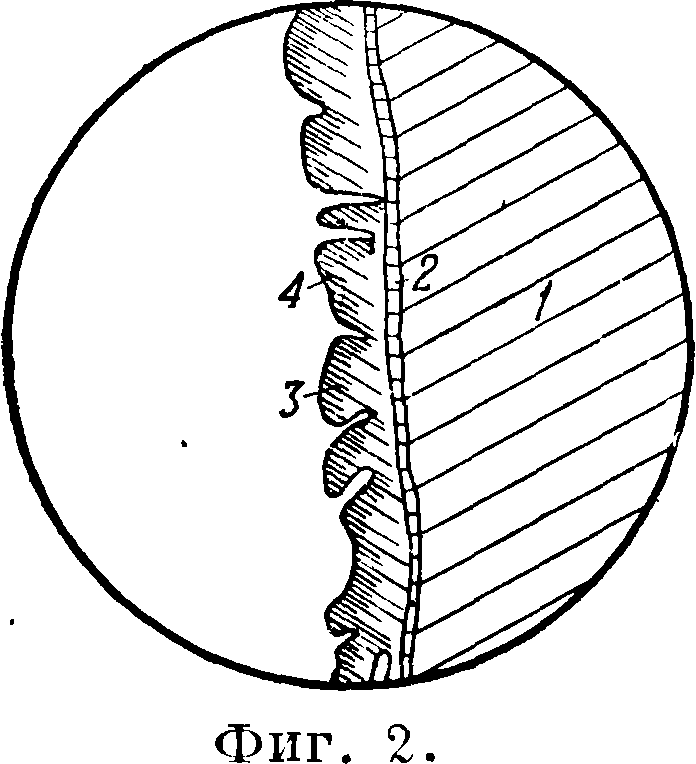
1—железо, 2—диффузионный слой цинка, богатый железом, 3—сплав железа с цинком, 4—слой чистого цинка) слоя антикоррозийность его следует считать более низкой по сравнению с другими видами покрытий.
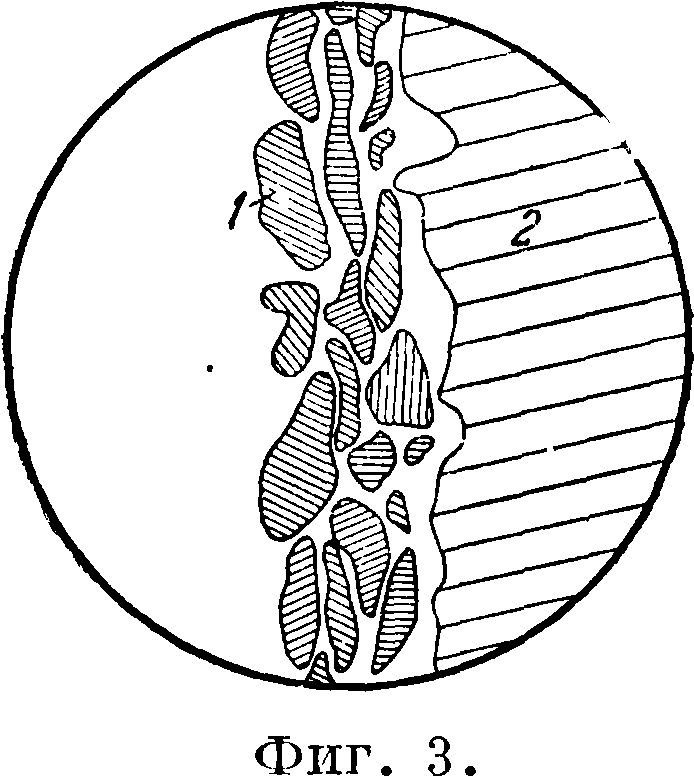
Метод пульверизации, или шоопировакие, см. Металлизация. В отличие от горячего покрытия погружением и шерардизацией шоопирование не дает сплава. Структура покрытия представляет собой вид отдельных пластинчатых наслоений 1 (фигура 3), связанных с основной поверхностью 2 силой сцепления.
Гальванический, или электролитический, метод U. Электролитич. осаждение цинка из,растворов его солей несмотря на сильно электроотрицательный потенциал цинка достигается благодаря тому, что водород претерпевает на поверхности цинка большое перенапряжение и т. о. при обычных нормальных рецептурных условиях электролиза почти не выделяется на катоде. В отличие от горячего покрытия при электролитич. цинковании железа не образуется сплава между обоими металлами. Поэтому слой электролитич. цинкового покрытия отличается. своей чистотой и не содержит ни в каком виде примеси основного металла и других
каких-либо металлич. загрязнений. Растворимость в кислотах чистого электролитич. цинка меньше, чем загрязненного примесями железа. Полученное при нормальных условиях электролитическое цинковое покрытие обладает меньшей хрупкостью и значительно большей эластичностью по сравнению с покрытиями, произведенными другими способами; кроме того оно обладает достаточно хорошей сцепляемостью (по Бюргессу почти в 2 раза большей сравнительно с горячим покрытием) с основным металлом. Образующаяся иногда вследствие включения водорода при электролизе небольшая хрупкость металла обычно исчезает при нагревании предмета в течение непродолжительного времени при t° 105—110°. Антикоррозийность электролитич. цинкового покрытия более высокая, чем покрытия, полученного другими методами, при одинаковой толщине слоя.
Электролитич. метод допускает возможность точно регулировать количество отлагаемого на поверхности изделий цинка и получать осадки на изделиях, гл. обр. плоских и нерельефных, достаточно равномерными. Экономия металла при электролитич. методе против горячего доходит до 50%, а в отдельных случаях бывает много больше. Толщина покрытия колеблется в пределах 0,0054-0,05 миллиметров. Для защиты железных сравнительно гладких и непористых изделий, находящихся в условиях взаимодействия с обычной атмосферой влажного воздуха, можно считать вполне достаточной толщину цинкового покрытия ~0,02 миллиметров. По Вернику минимальная толщина цинкового покрытия на изделиях, подвергающихся действию наружной атмосферы воздуха, должен быть 0,0125 миллиметров. В зависимости от условий процесса электролитич. Ц. осадки цинка имеют различную структуру: 1) нормальный светлый осадок с мелкозернистой структурой, 2) неплотный пористый крупнокристал-лич. осадок, мало надежный для защиты железа от ржавления, 3) неровный, бугристый, незакрывающий иногда всю поверхность изделий вследствие неправильного распределения силовых линий или плохой подготовки поверхности изделий, 4) рыхлый, губчатый осадок. Основными условиями, необходимыми для получения нормального сплошного, беспористого осадка, плотно пристающего к поверхности основного металла, являются: 1) чистота покрываемой поверхности изделий, 2) правильно подобранный состав электролита и установленный режим работы (плотность тока, температура, перемешивание и прочие) и 3) чистота материалов, входящих в состав электролитич. ванны.
Для изготовления цинковых ванн существует очень много различных рецептов. В основном все они содержат сернокислые соли цинка, реже хлористые, и к ним добавляют различные вещества для улучшения качества покрытия. В качестве таких добавок обычно служат: 1) сернокислые или хлористые соли щелочных и некоторых других металлов [Na2S04, (NH4)2S04, NaCI, MgS04, NH4C1 и др.], повышающие проводимость электролита, степень мелкозернистости осадка и улучшающие наружный вид покрытия; 2) различные коллоиды и капиллярно-активные вещества (гуммиарабик, декстрин, глюкоза, лигноль, солодковый корень, пиридин, фенол-сульфоновая к-та, бетанафтол, амилоза и др.), повышающие катодную поляризацию, а также степень мелкозернистости осадка, делая его гладким, белым и слегка блестящим; 3) борная, уксусная и серная кислоты определенных концентраций, компоненты, предупреждающие подщелачивание среды, образование и выделение на катоде металлич. цинковой губки, основных солей и гидратов. Борная и уксусная кислоты оказывают т. н. буферное действие в электролите. С этой целью вместо уксусной кислоты применяют также уксуснокислый натрий. Концентрация серной кислоты в обычном цинковом электролите должен быть невысокая, приблизительно 0,003^-0,02 N. Более высокая концентрация кислоты применяется редко. Большое количество свободной серной кислоты в электролите вызывает значительное падение выхода по току и кроме того ухудшает качество самого осадка. Также во избежание снижения качества осадка нельзя допускать и слишком большого падения кислотности электролита. Очень часто для улучшения главным образом вида покрытия, придания ему блестящего оттенка вводят в электролит сернокислый алюминий или алюминиевые квасцы в количестве от 5 до 30 г и более на один л. Эти соли оказывают также и буферное действие в электролите [при этом надо иметь в виду, что при низкой кислотности (PH >4,5) алюминиевая соль подвергается гидролизу, выпадая в осадок в виде белой аморфной массы гидрата окиси, загрязняя тем самым ванну].
Кроме кислых электролитов применяются также щелочные, состоящие из КОН илиИаОН, KCN или NaCN и цинковой соли. Иногда в эти ванны вводят также коллоиды, капиллярно-активные вещества, хлористые и углекислые соли щелочных металлов и другие добавки. Осадки цинка из цианистых ванн обычно получаются ровными с очень мелкозернистой структурой в отличие от осадков из обычных простых и кислых ванн без добавок коллоидов. Следует отметить, что как в кислых, так и в цианистых ваннах при очень низких плотностях тока осадки цинка получаются грубыми, неровными, иногда незакрывающими всю поверхность металла. Изделия неправильной формы в цианистых ваннах покрываются болез равномерным по толщине слоем по сравнению с Ц. в кислых ваннах. В качестве анода для цинковых ванн употребляются пластины из металлич. чистого, лучше прокатанного, цинка. Все материалы (соли, кислоты, металлич. цинк), загружаемые в цинковую ванну, должен быть свободными от примесей солей металлов, более электроположительных, чем цинк (наир. Си, Ag, As, Sb, Bi, Sn и прочие). Также вредно присутствие в электролите большого количества железа (>0,1%), азотно-кислых солей, окислов, основных солей, перекиси водорода и нек-рых органич. соединений, наир, скипидара, ацетона, эфиров pi др. Все рецепты ванн по электролитич. Ц. можно разбить на две основные группы: электролиты, работающие с обычными средними плотностями тока, из которых нек-рые обладают хорошей рассеивающей способностью, то есть равномерно кроют поверхность рельефных деталей, и электролиты, работающие с высокими плотностями тока—быстрое покрытие нерельефных изделий. Для рельефных изделий Хорш и Фува предлагают следующий наилучший по равномерности покрытия состав цинкового электролита: 53,2 г NaCN, 59,2 г Zn(CN)2, 43,8 г NaOH, 9,5 г Na2C03 · ЮН20, 4,7 г A12(S04)3 · 18Н20, 11,8 г лигноля, 1 л воды. Плотность тока 2,15 А [дм2; t° 40°; выход.по току 80%. Осадки светлые, ровные, мелкозернистые и равномерные. Ф. Оплингер рекомендует для Ц. мелких изделий в барабанах следующий состав электролита: 45 г Zn (CN)2, 22,5 г NaCN, 45 г NaOH и 1 л воды. В качестве добавки в этот электролит вводится ртуть в количестве до 1 % (в виде сплава с цинковым анодом). Плотность тока, допускаемая в этом электролите, 0,54-1,5 А [дм1 в зависимости от характера изделий; t° 40°. Скорость вращения барабанов 4 — 6 об/мин.; анодный выход по току ок. 90%. Хагебум и Грахам рекомендуют применять аноды из цинка, содержащего 0,5% А1, или из цинка с примесями 0,5% А1и 0,3% Hg. Состав цианистых ванн по Блюму и Хагебуму: 1) 60 г Zn(CN)2, 23 г NaCN, 53 г NaOH на 1 л воды; 2) 45 г ZnO 75 г NaCN, 15 г NaOH на 1 л воды. Лучшие результаты получаются при t° в 40—50° и плотности тока 1,04-2,0 А/дм2. Вернлунд предлагает-ванну другого состава: 60 г Zn(CN)2, 53 г NaCN, 15 г NaOH, 30 г Na2C03, 7,5 г NaF, 1 г гуммиарабика, 7,5 г кукурузного сахара на 1 л воды. Для покрытия цинком деталей с сильным рельефом В. Пфангаузер рекомендует применять двойные покрытия: сперва в цианистой и затем в слабо кислой или нейтральной ваннах "(такой метод применяется и в СССР на нек-рых заводах); состав цианистой ванны следующий: 45 г цианистокалиевого цинка, 15 г цианистого калия, 20 г хлористого натра, 20 г едкого натра, 2 8 цианистокалиевой ртути на 1 л воды. В электрохимия, лаборатории ВЭИ Кудрявцевым Η. Т. и Петровой В. Н. в результате исследовательской работы над рассеивающей способностью цинковых ванн (по методу Блюма я Херинга) получены также рецептурные условия и для кислой ванны, давшей в производстве сравнительно хорошие результаты по равномерности покрытия не очень сложных по рельефу изделий. Состав этой ванны следующий: 2004-250 г сернокислого цинка, 30 г сернокислого натра, 204-25 г сернокислого алюминия или алюминиевых квасцов, 10 г хлористого натра, 10 г борной к-ты, 10 г декстрина, 0,254-0,5 г серной кислоты (уд. в 1,84) на 1 л воды. Плотность тока 0,5—3 А/дм2; расстояние между электродами 504-150 миллиметров в зависимости от формы и рельефа изделий; t° 184-25°; выход по току 95%. Перемешивание электролита дает возможность работать при более высоких плотностях тока. Эта ванна применима как для железных, так и для стальных и чугунных изделий (осадки слегка блестящие, гладкие, плотные, прочно пристающие к поверхности электродов). Кроме указанных рецептов ванн были предложены рецепты ванн Томпсоном и Бабликом, Изгарышевым, Блюмом и Хагебумом, Хьюзом, Пфангаузером, Лангбей-ном и др. По Томпсону хорошие осадки дают следующие ванны: 1) ZnS04-7H20—228 з, NaCl— 175 г, AT(SOj)· 18Н30—28 г; 2) ZnCl2—136 8, NaCl—345г, А1С13-6Н20—20 г. Блюм и Хагебум рекомендуют следующие ванны: 1) ZnS04· ‘7H20—240 г, NH4C1—15 г, A12(S04)3 · 18НаО— 3) г; 2) ZnS04 · 7Н20—240 г, MgS04 · 7Н,0— 3) г, Н3ВО3—ЗО г; 3) ZnS04 · 7Н20—350 8, NH4CI — 30 8, CH3COONa- ЗН20 —15 з, глюкоза—120 г. Хорошо оправдала себя в производстве также ванна следующего состава (по Изга-рышеву Н.): ZnS04 · 7Н20—250 з, Н3В03—10 з, гуммиарабик—40 г, вода—1 литр. Плотн. тока— 2А!дм2. РН=ЗД Для Ц. ковкого чугуна предложена также ванна следующего состава: 236 г Zn304 · 7Н20, 15 г NH4C1, 15 г CH3COONa на 1 л воды; t° 25°, плотность тока 1;6—2,1 А/дм2] аноды из чистого цинка.
Электролитическое покрытие цинком алюминия — процесс более капризный, чем Ц. черных изделий. Основные причины, осложняющие процесс Ц. алюминия, заключаются в следующем: 1) постоянное присутствие на поверхности алюминия окисной пленки, для удаления которой требуется особый вид обработки, и 2) восприимчивость алюминия к химич. действию электролитов, гл. обр. щелочных (цианистых). Для травления поверхности алюминия Н. Изгарышев рекомендует следующие методы: 1) 10% NaOH и 0,75% гуммиарабика (при комнатной t° в течение 60 ск.); 2) 1 часть HF на 10 ч. воды (при комнатной t° 30 ск.); 3) 25 г FeCl3 и 15 см3 НС1 (уд. в 1,19) (при t° 90° 99 ск.); 4) обработка песко-струйкой. Электролит для Ц. должен быть следующего состава: 100 г ZnS04 · 7Н20, 50 г (NH4)2S04, 5 з KA1(S04)2 · 12Н20, 2 г гуммиарабика, 1 л воды; плотность тока 1,5 А/дм2. Кроме того предложены ванны Коксом, Браундом, Уорком и др.
Для Ц. проволоки и ленты в промышленном производстве необходимым условием является быстрота процесса приблизительно такая, которая имеется при горячем покрытии. Увеличить скорость процесса осаждения при электролитич. Ц., как известно, можно только повышением плотности тока. Ряд таких попыток за последние годы был сделан как за границей, так и •у нас. Наиболее удачное разрешение вопроса было получено у нас в результате работы, проведенной Д. В. Степановым, В. Н. Кабановым и Η. Т. Кудрявцевым. Авторами был разработан процесс электролитич. Ц. при чрезвычайно высоких плотностях тока (504-400 А [дм2 и выше—до 600 А/дм2). Основными условиями для такого очень быстрого процесса электролитич. Ц. являются перемешивание электролита воздухом, высокая концентрация сернокислого цинка и повышенная t° раствора. Электролит для Ц. предлагается очень простой по составу: 5754-718 г/л ZnS04 · 7Н20 (4—5 N); 0,754-1,5% Н3В03; H2S04 (0,00034-0,005 У); РН=3,54-2,5; f° 404-50°. Выход по току ок. 96%.
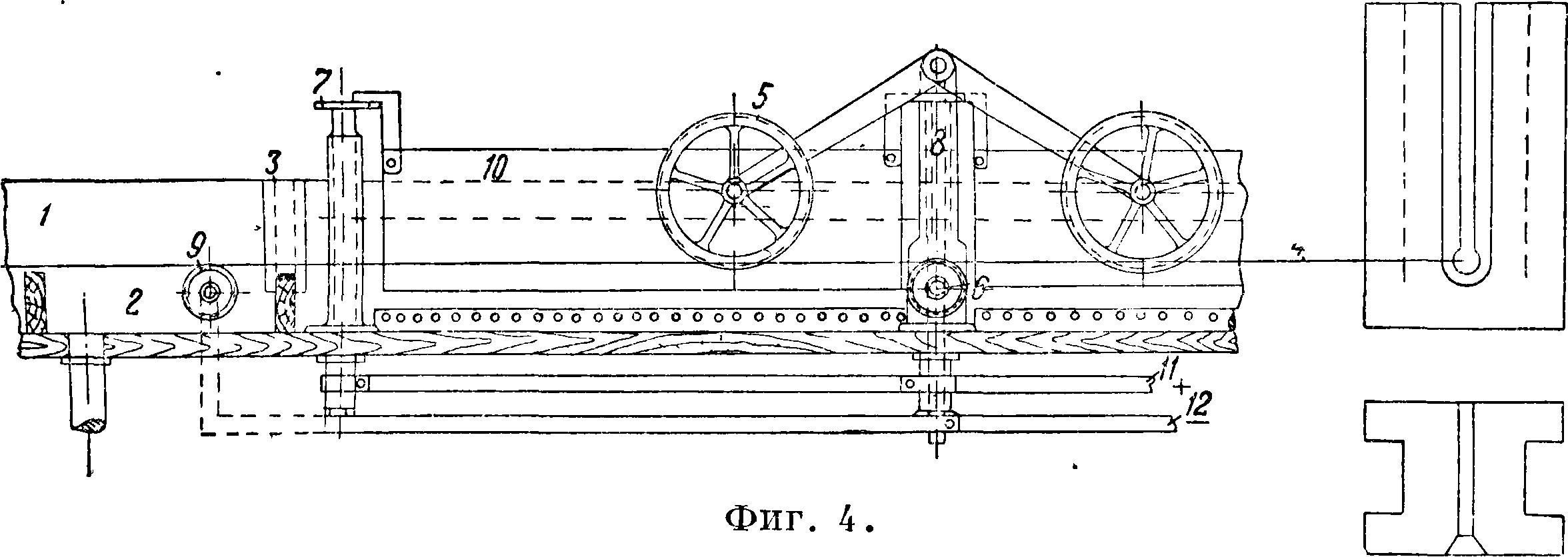
Покрываемая поверхность проволоки должен быть очень чистой. Рекомендуются электролитич. способы обезжиривания и травления с промывкой и очисткой. Производственные конвейерные установки специально разработанной конструкции для быстрого покрытия проволоки диам. 0,254-5 миллиметров и отдельно для покрытия ленты представляют собой ряд ванн (подготовительные и цинковая), расположенных в последовательном порядке друг за другом по ходу всего процесса, начиная от размоточных катушек и кончая намоточными барабанами. Основной особенностью и достоинством конструкции этих установок является способ передвижения проволоки по прямой линии без перегибов. Это осуществляется путем устройства в бортах ванн фарфоровых глазков, через которые проходит проволока и одновременно вытекает электролит, циркулирующий из ванны в сточный чан и обратно в ванну с помощью насоса. На фигуре 4 изображена схематически одна из крайних частей цинковой ванны для проволоки ^0,254-1 миллиметров (1—корпус ванны, 2—борт ванны со сливным штуцером, 3—глазок, 4—проволока, 5—контактные катодные медные ролики,
6—поддерживающие фарфоровые ролики, 7— анодная колонка, 8—катодно-анодная колонка, 9—воздушная труба, 10—аноды, 11—анодная шина, 12—катодная шина). Крепление роликов на колонках, установленных в дне ванны,
принято с целью удобства первоначальной загрузки проволоки и заправки в случае ее обрывов. Однако такое устройство требует очень хорошей изоляции колонок от тока и электролита. Крепление роликов возможно также на поперечных шинах, установленных на бортах ванны над электролитом. Скорость движения проволоки при длине цинковой ванны до 6 метров (соответственно длина всей установки без размоточных и намоточных барабанов 15—18 м) устанавливается в пределах от 10 до 100 метров в чивающего суконную, фланелевую или другую мягкую, пористую прокладку, плотно облегающую поверхность анода. Анод во время процесса находится в непрерывном быстром движении и через прокладку (толщиною З-УЮ миллиметров} плотно прижимается к предварительно очищенной поверхности катода; допускаемая плотность тока м. б. очень высокой (300—500 А /дм2 и выше). Осадки получаются очень хорошими. Этот способ применим для Ц. плоских изделий (листы, лента) в специально оборудованных установках. При известном устройстве анодной системы этот способ может быть применим и для других объектов покрытия. С помощью специальна устроенного ручного аппарата этим способом можно пользоваться также для ремонта покрытий или для покрытия таких изделий или частей изделий, которые не м. б. погружены в ванны (горячую или холодную электролитическую).
Применяется иногда способ Ц. даже без тока, т. н. контактный способ, основанный на действии электродвижущей силы гальванич. пары, образующейся при взаимном контакте покрываемого металла с другим, более электроотрицательным металлом. Для Ц. железа в качестве такого контактного металла применяют обычно алюминий и ведут процесс в щелочном горячем растворе цинковой соли (в алюминиевых сетчатых корзинах) в течение нескольких часов. Этот метод не дает толстых хороших покрытий. Получаемые обычно тонкие пленки покрытия имеют удовлетворительный вид, но защитные свойства их невысокие.
Методы испытания цинковых осадков разнообразны и зависят от определяемого качества, покрытия. Подробное описание методов испытаний цинковых покрытий имеется в ряде соответствующих литературных сообщений.
Лит.: Кудрявцев Н., цинкование, М., 1983;, Р о у д о н Г., Предохранительное покрытие металлами, пер. с англ., М.—Л., 1931; Погодине, и Дырмонт Е., Ржавление и предохранение железа, Л.—М., 1933; Маас Э., Коррозия и защита от ржавчины, пер. с нем., М., 1930; Б аймаков Ю., Электролитич. осаждение металлов, Л., 1925; Об электролитич. оцинковке проволоки, Герм.-сов. технич. бюро Оргаметалл, Берлин—М., 1931;ИзгарышевН., Электрохимия цветных и благородных металлов, М., 1933; В a b Ii k Н., Grundlagen des Verzinkens, В., 1930; Pfanhauser W., Die elek-trolytischen Metallniederschlage, 7 Aufl. B., 1928; В 1 π m W. a. Hogaboom G., Principles of Electroplating a. Electroforming, N. Y., 1924: Степанов Д., Кабанов Б. и Кудрявцевы., Технич. цинкование проволоки и лент при высоких плотностях тока, «Цветные металлы», М., 1930, 8—9 Изгарышев Н. и Егорова Η.,Ο стандартизации методов исследования качества металлич. покрытий, там же, М.,1931, б; We г n i с k, Faktoren,die auf die Rostsclmtzwirkung der Cadmiumplattierung ein-wirken, «Ztschr. fur Elektrochemie», 1931, 11; F о erst e r T. u. G ϋ n t h e r O., Elektrolyse von Zinkchlorio-losungen u. die Natur des Zinkschwamms, ibid., 1898, Jg. 5, 1; Thompson M., Acid Zink Plating Baths, «Trans, of the Amer. Electrochem. Soc.», N. Y., 1926, v. 50; H i p p e n s t e e 1 С. а. В о r g m a η n C., Outdoor Atmospheric Corrosion of Zinc and Cadmium Electrodepo-sited Coatings on Iron and Steel, ibid., N. Y., 1930, v. 58; Haring H. a. Blum W., Current Distribution and Throwing Power in Electrodeposition, ibid., N. Y., 1923, y. 44; Η о r s c h W. a. F u w a T. «Trans, of the Amer. Electrochem. Soc.», N. Y., 1922, v. 41; О p li n ger F., Barrel Plating with Duozinc (Zinemercury) Solution,«Chem. Abstr.», Wsh., 1933, v. 27, 11; Η о g a b о о m О. u. Graham A., Anodes pour le depot electrolytique du zinc, «Revue de raluminium», P., 1933, 54; G r a h a m A. u. Hogaboom G., A Study of Anodes for Zinc Plating, «Metal Industry», N. Y., 1 933, v. 31, 6; W e r η 1 u n d C., «Trans, of the Amer. Electrochem. Soc.», N. Y., 1921, v. 40; CocksH, The Electrodeposition of Zinc on Aluminium and Its Alloys, «The Metal Industry», L., 1930, v. 36, 14;
8
1 мин. и выше в зависимости от диам. проволоки, плотности тока и толщины покрытия. При Ц. на конвейерной установке ленты допустимый предел повышения плотности тока ниже, чем при Ц. проволоки. Поэтому при одинаковой длине ванн скорость движения ленты меньше, чем для проволоки. В зависимости от ширины ленты (100-т-Ю миллиметров) плотности тока могут применяться соответственно 5-Э150 А [дм2. Плотности тока ЮО-г-150 А/дм2 возможны только в случае Ц. узкой ленты (10 миллиметров). Получаемые при всех указанных выше условиях осадки цинка на проволоке, а также и на ленте— гладкие, блестящие, мелкозернистые, нехрупкие, плотные, прочно пристающие к поверхности основного металла. При испытании на коррозию образцы проволоки, оцинкованные электролитич. способом на полузаводской конвейерной установке (ВЭИ), оказались более стойкими, чем образцы, оцинкованные горячим способом—потери цинка в первом случае приблизительно на 30% меньше, нежели во втором. Попытки ускорить процесс электролитического Ц. за границей были сделаны Габраном, Павеком, Томпсоном, Гольдшмидтом, Павеком и Зейхсе-ром и др. Промышленное развитие за границей получил процесс электролитич. Ц. проволоки, предложенный и установленный на ряде з-дов (в СССР—Ревдинский и Красный Гвоздильщик) фирмой Лангбейн-Пфангаузер. Покрытие производится на очень длинной (до 50 м) конвейерной установке в цинковой ванне специального состава «Гленценд». Проволока проходит через ряд ванн не по прямой линии, а перегибаясь по роликам (контактные и поддерживающие). Состав ванн по данным фирмы обеспечивает возможность получения светлого, абсолютно ровного, блестящего покрытия. Однако применяемые на данной установке плотность тока и следовательно скорость процесса Ц. значительно ниже (в 4—5 раз) тех, которые были достигнуты указанными выше тремя авторами.
Одним из оригинальных новых способов быстрого электролитич. Ц., не получившим пока промышленного развития, является т. н. способ эле кт ронатирания. Принцип этого способа заключается в том, что покрытие производится постоянным током, проходящим через небольшой слой беспрерывно и быстро циркулирующего электролита, постоянно сма
Verzinkung γοη Luftfahrzeugteilen aus Aluminium und Aluminiumlegierungen, «Technisches Ztrbl.», B., 1932;
BraundB., Throwing Power of Plating Solutions with Particular Reference to Certain Zinc Plating Solutions, «Trans, of the Faraday Sou.», L·., 1931, v. 27; «Ztrbl. d. Hutten- u. Walzwerke», 1927, Jg. 31, 23124·, BablikH., Methodes for Festing the Thickness of Zinc Coatings, «The Metal Industry“, L·., 1926; G-lazunowA., Bestimmung d. Dicke u. G-ute des Zinkuberzugs bei galvanisierten Eisen-drahten, «Chemiker-Ztg», Kothen, 1933, 30, H. Кудрявцев.