 > Техника, страница 92 > Часовое производство
> Техника, страница 92 > Часовое производство
Часовое производство
Часовое производство, совокупность операций по изготовлению, сборке и регулировке механизмов часов (смотрите) различных систем. За последнюю четверть века часовая промышленность почти целиком стала достоянием крупных ф-к и з-дов и кустарное производство часов сохранилось только в небольших деревушках Швейцарии и Шварцвальда, и то гл. образом для часов дешевого типа (кукушки, ходики). Это объясняется тем обстоятельством, что часы являются предметом широкого и массового потребления и только фабричным способом возможно изготовление большого количества вполне однородных и взаимозаменяемых деталей, из которых собираются современные часы. Применение новейших методов изготовления, массовость и дешевизна являются главнейшими экономии, факторами часовой пром-сти. По роду изготовляемой продукции часовые з-ды разделяются на з-ды, изготовляющие карманные часы, секундомеры, хронометры, и заводы, занятые изготовлением крупных часовых механизмов, каковыми являются стенные часы, будильники, электрич. часы, а также дешевые (долларовые) часы или часы типа «Роскопф». Кроме того при диференциации предметов часовой пром-сти существуют еще фабрики, занятые производством часовой фурнитуры, то есть тех наиболее общих деталей часового механизма, которые являются свойственными вообще всем типам часов, например стрелки, волоски, заводные пружины, циферблаты, храповые колеса и собачки, готовые анкерные и цилиндровые хода и тому подобное. Наконец совершенно особыми видами производств являются производство камней для часовых механизмов, счетчиков, водомеров и прочие, а также производство часового масла для смазки механизмов. Эти производства являются самостоятельными специальностями, которыми занят целый ряд з-дов Швейцарии и Германии. В производстве мелких часов (то есть карманных и родственных им) исходной величиной являются размеры механизма, то есть диаметр платин, толщина механизма и прочие, короче говоря, то, что французы называют «ёЬаисйе» (заготовка), так как с размерами платин связаны размеры всех остальных частей механизма. Эти соотношения установлены практикой, например диаметр среднего колеса должен составлять V3,t а ходового 2/ю—2 η Диам. платин, диаметр секундного колеса должен быть равен 2/9—% диам. платин, а что касается баланса, то диаметр его должен быть в 2—2,2 раза больше диам. ходового колеса, причем первая цифра относится к ободу без винтов, а вторая с винтами. Т. о. создается заготовка кар манных или ручных часов, которая характеризуется диам. платин в миллиметров (калибр), например 40-лш часы (карманные), 27 -мм наручные ит.д. Появившиеся в последнее время наручные часы прямоугольной и овальной форм определяются двумя или тремя размерами. Когда все основные размеры данного вида часов определены, то есть рассчитаны диаметры всех колес, расстояние между центрами и прочие, то приступают к определению координат центров отдельных колес в прямоугольной или полярной системе для того, чтобы на особых, т.н. разметочных, станках или разметочных компараторах—машинах высокой точности—наметить эти центры для изготовления шаблонов или кондукторов для рассверловки платин и мостиков. Современное Ч. п. характеризуется самым широким применением автоматич. станков для всех стадий и деталей производства, в особенности для обработки резанием.
Основным заготовительным цехом Ч. п. является штамповочный цех, где штампуются платины, мостики, циферблаты, корпуса и их части, стрелки и колеса для часового механизма. Прессы для штамповки этих деталей не отличаются от прессов среднего и мелкого машиностроения, штампы же изготовлены точнее; для мелких де-
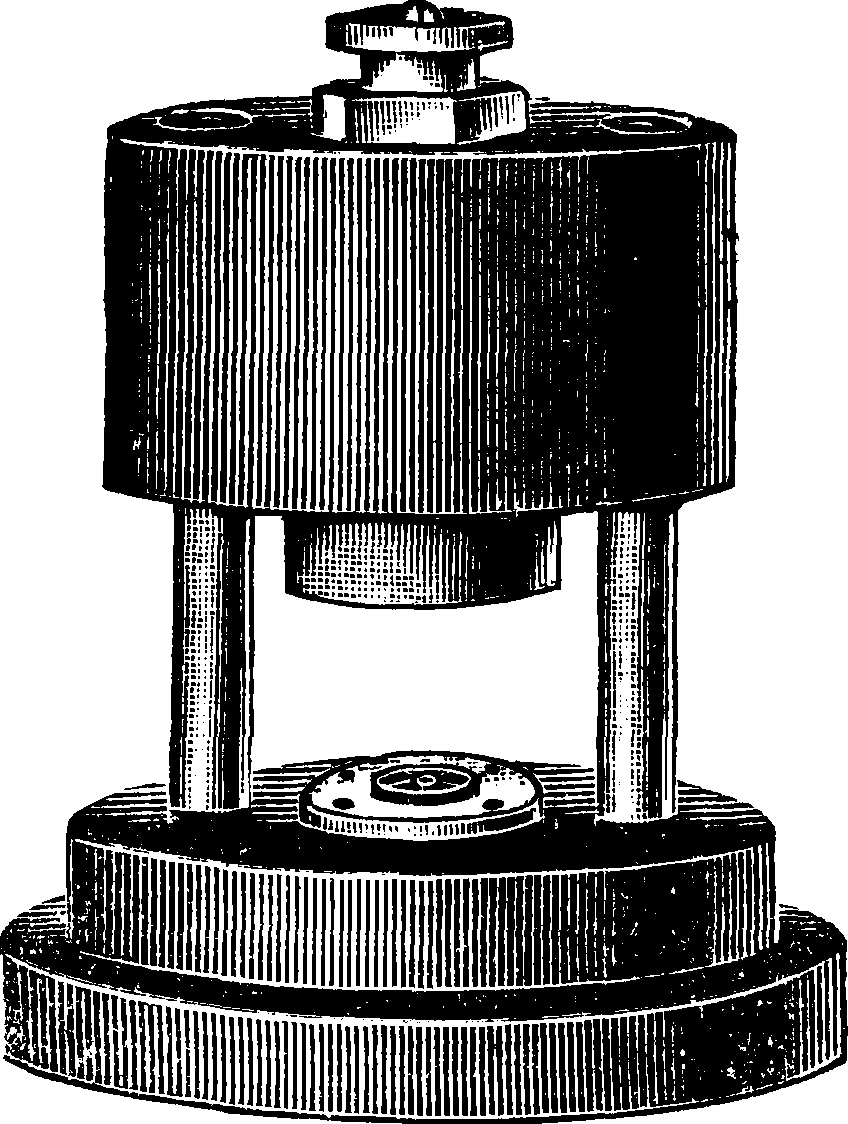
Фигура 1.
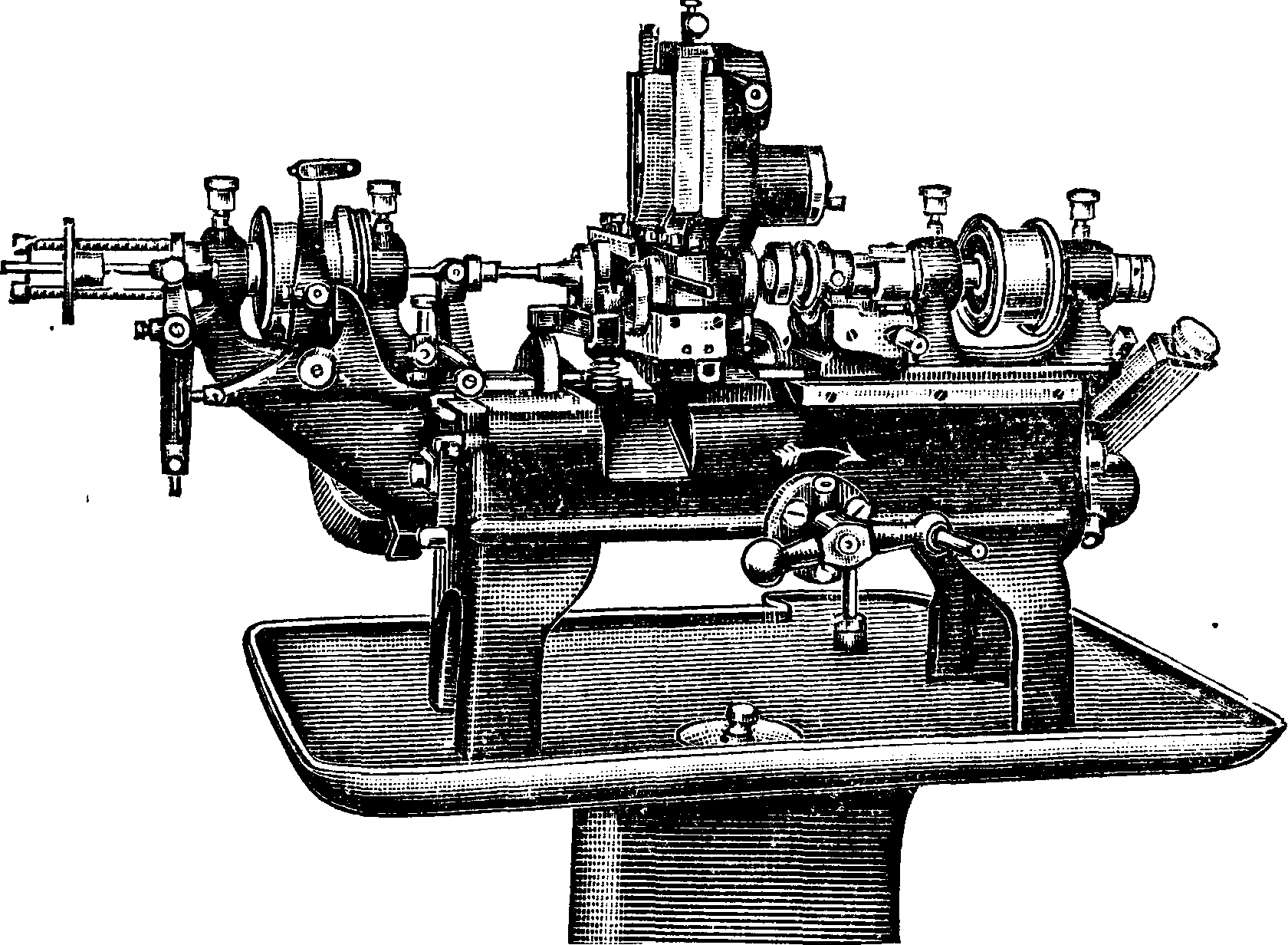
Фигура 2
талей и колес они имеют форму, изображенную на фигуре 1. Это—блок-штамп комбинированного типа, вырезающий из полосы латуни в один прием колесо с окнами и центральным отверстием. Отштампованные детали—платины и мостики—обрабатываются далее на лентошлифовальном станке, где им дается ровная и гладкая поверхность, и затем нумеруются; если же детали поступают далее в позолоту, то предварительно обрабатываются либо химически либо механически при помощи песчаной струи для получения ровного и тонкого мата. Стрелки в дальнейшем подвергаются воронению, оксидировке, золочению, a jb случае надобности набивке светящейся массой.
ют в никелировку или серебрение для того, чтобы дальше можно было на них печатать или вытравливать цифры.
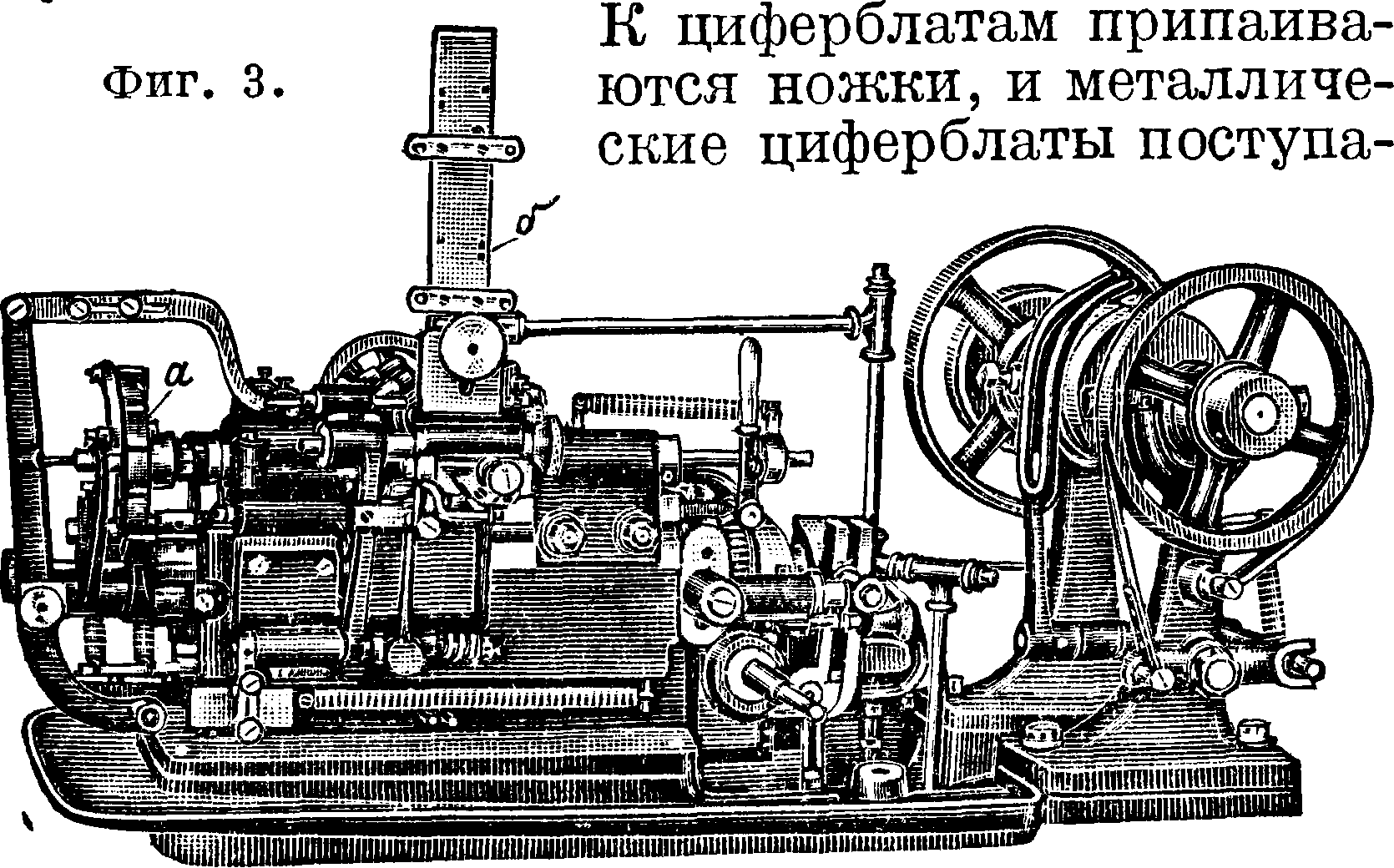
Дальнейшее производство сосредоточено в механич. цехе. На токарных автоматич^ станках (фигура 2) вытачиваются заготовки осей, трибок, ремонтуарной оси и прочие мелкие детали. Машины эти работают вполне автоматически и требуют минимального ухода. Выточенные заготовки трибок поступают на зуборезные автоматы для трибок (фигура 3), которые могут нарезать любое число зубцов в зависимости от числа делений на делительном круге а. Заготовки насыпаются в магазин б и автоматически поступают в работу. Часовая производительность такой машины—80 трибок по 8 зубцов, при внешнем диаметре в 6 миллиметров.
Отштампованные заготовки для колес поступают на зуборезные автоматы для колес (фигура 4), где колеса нарезаются при помощи дисковой
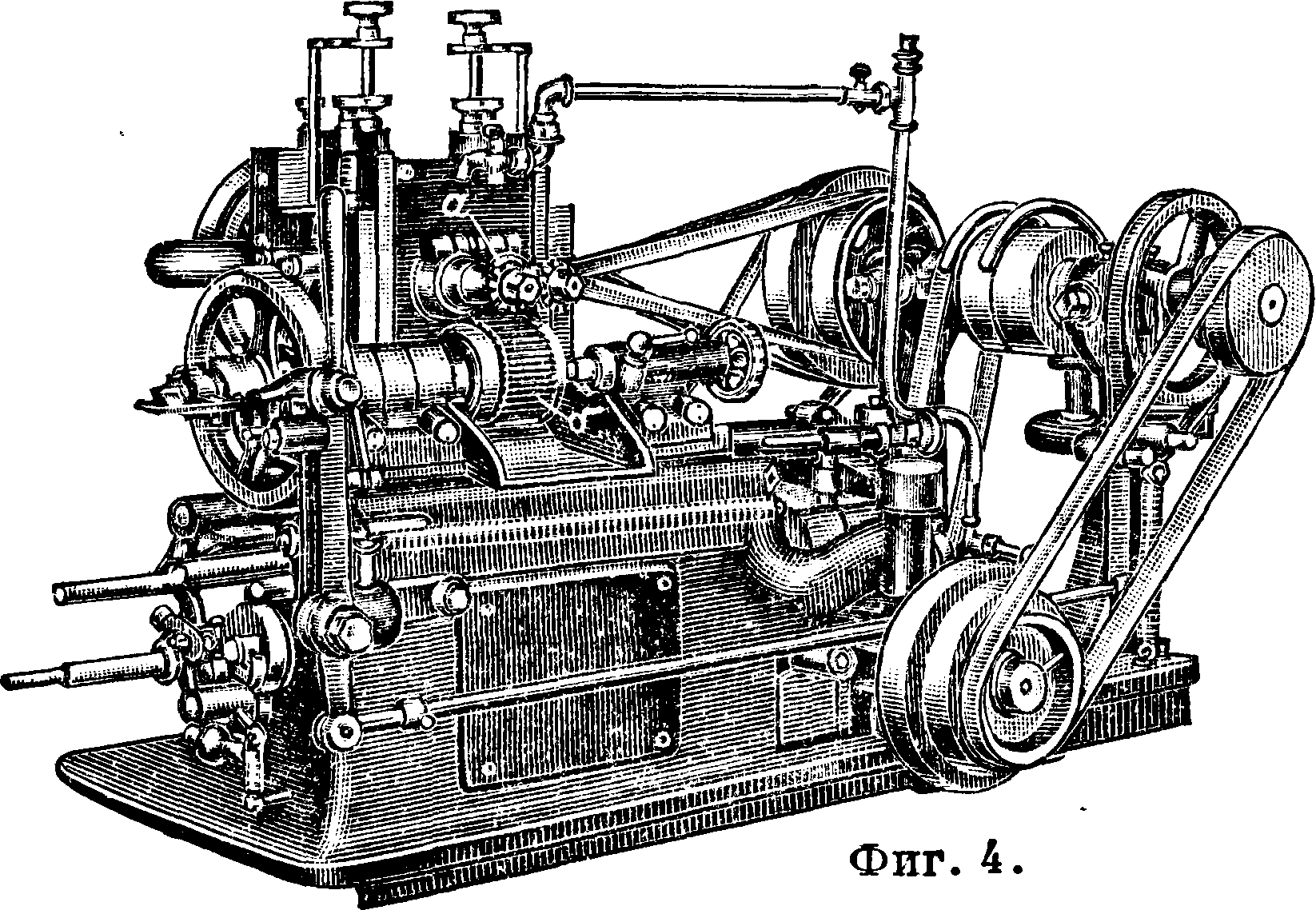
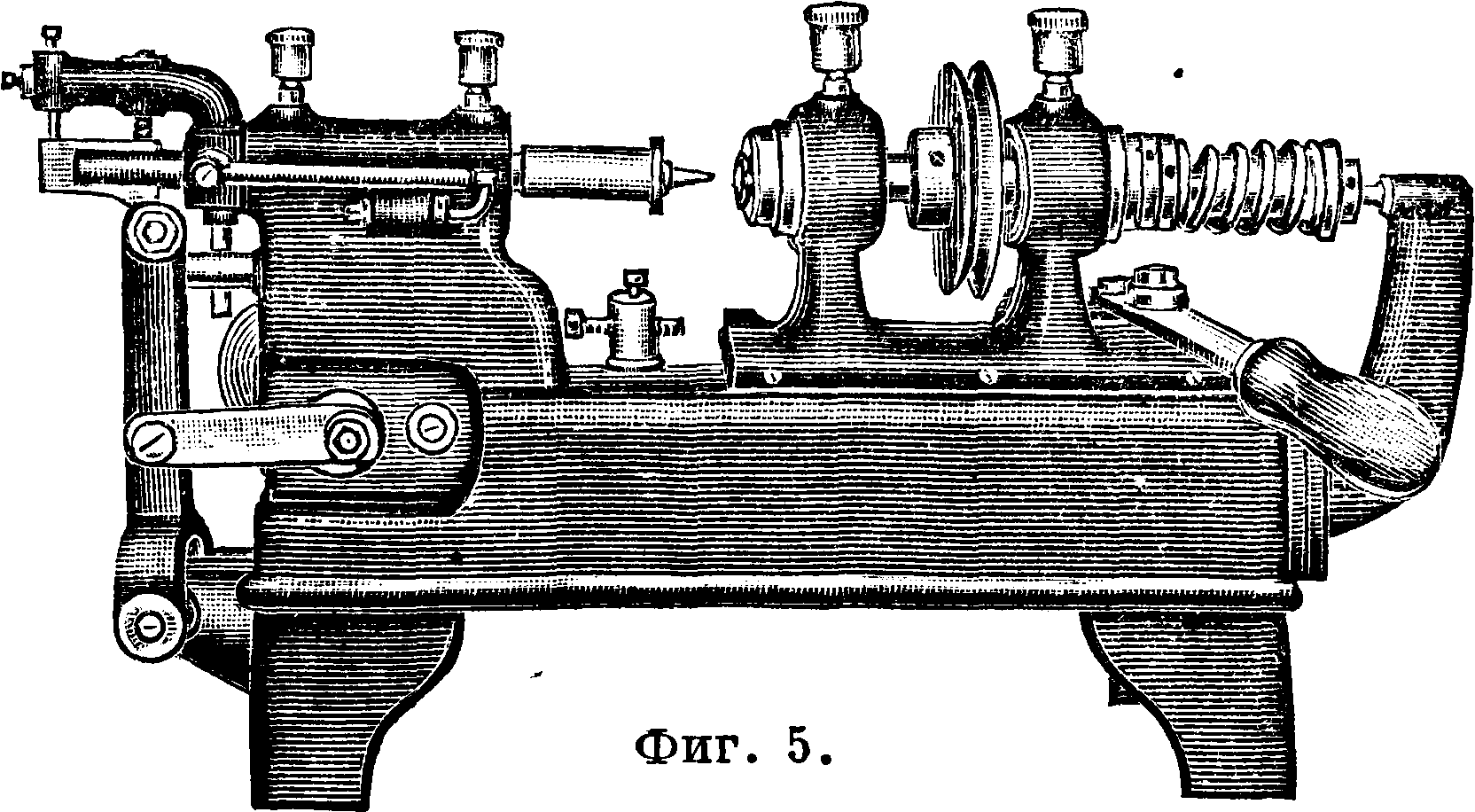
фрезы а пачками б в 16—40 штук в зависимости от толщины колеса. По окончании нарезки одной пачки станки эти автоматически останавливаются. На таких же станках в две операции производится нарезка ходовых колес. Колеса крепятся на осях посредством футоров или прямо на заточке трибки посредством заклепочных станков (фигура 5), обслуживаемых вручную. Мостики и платины рассверливаются в кондукторах на многошпиндельных сверлильных станках и, где нужно, вправляются камни на специальных сертиссёрах, то есть станках для вправки камней. После заготовки все части окончательно отделываются, если нужно, то калятся, шлифуются, полируются и поступают в сборочный цех. Изготовление хода, баланса, насадка его на ось производятся в специальном механическом т. н. ходовом цехе при помощи операций, аналогичных описанным. В процессе работы все детали как в сыром, так и в готовом виде проходят через контрольные отделы, которые производят отбраковку непригодных деталей. В сборочном цехе производится сборка механизмов, которые далее поступают в регулировочный цех, где производятся установка хода, пригонка волоска и регулировка в шести основных положениях, после чего механизмы ставятся в корпуса и после надлежащего контроля и поверки часы поступают на склад готовых изделий.
Производство стенных и вообще крупных часов характеризуется несколько более крупными станками и наличием специально корпусного цеха, где изготовляются корпуса деревянные, пластмассовые или металлические, а также малярного цеха, где производятся лакировка, шпаклевка, окраска корпусов, вставление стекол и прочие Для производства электрич. часов должен быть предусмотрены специальный цех, где режутся, гнутся и калятся постоянные магниты, а также мастерская, где производятся намагни
чивание, старение и поверка готовых магнитов и кроме того изготовление, намотка и поверка электромагнитов для вторичных часов. Конвейерная работа возможна только при производстве дешевых массовых часов-ходиков, будильников, долларовых и кроме того вторичных электрочасов в виду крайней простоты последних. При производстве точных астрономич. часов, хронометров и других научных приборов из области хронометрии в серийном масштабе автоматич. станки употребляются реже и уступают свое место полуавтоматам или даже просто ручным станкам, снабженным целым рядом приспособлений, обусловливающих чистоту и ТОЧНОСТЬ работы. Л. Шишелов.