 > Техника, страница 92 > Шелкокручение
> Техника, страница 92 > Шелкокручение
Шелкокручение
Шелкокручение, обработка шелка-сырца в крутильном отделе путем его размотки, трощения (в два или более концов) и крутки на специальных крутильных машинах. Иногда между размоткой и трощением включается чистка. Крутка шелка имеет целью: 1) придать нити бблыную связность и сделать возможной окраску в мотке, 2) придать нити определенный внешний вид. По направлению различается правая и левая крутка. В крученом шелке правой крутки отдельные грежевые нитц идут по винтовой линии справа налево, в шелке левой крутки—наоборот. Направление крутки м. б. определено следующим путем: если нить держать перед собой, зажав один конец ее в левой руке, а другой в правой, и если при кручении нити правой рукой от себя она раскручивается, то нить имеет левую крутку, при обратной раскрутке—правую крутку. Характер крутки и ее степень, то есть число кручений на 1 погонную единицу, бывают весьма различными. Стандарт крученого шелка СССР ОСТ 987 различает два вида крученого шелка: шелк простых круток и сильных круток (табл. 1 и 2).
Таблица 1. — Заправка различных сортов крученого шелка.
| 1-я | к р у т к | : а | 2-Я | [ крутка | ||||
| Сорт пряжи | Титр греши | Число концов | Число кручений на i ж | Напра вление крутки | Число концов | Число кручений на 1 ж | Направ ление крутки | |
| Простые | крутки | |||||||
| Уток. | 14/19 | 2 и более | 85—150 | Правая | —* | _ | — | |
| Основа.
Сильные |
крутки | 11/19 | 1 | 480—850 | Левая | 2 и более | 390—450 | Правая |
| Гренадин.. | 14/19 | 1 | 1 500—2 000 | Левая | 2 и более | 1 250—1 750 | Правая | |
| Ондюле. | 14/17 | 3 | 1 500 | » | 2*ι | 1 000 | » | |
| Муслин. | 14/19 | 1 | 1 500 | » | — | — | — | |
| Креп (правый). Креп (левый).
Швейный № шелка |
шелк“2 Общее число концов | 14/17 | Г 2и 1
I более ) |
2 200—3 200 | Правая. Левая | — | — | — |
| 8 | 9 | 16/18 | 3 | 536 | Правая | 3 | 513 | Левая |
| 36 | 36 | 16/18 | 12 | 470 | » | 3 | 470 | » |
| 12 | 54 | 16/18 | 18 | 470 | » | 3 | 470 | » |
| 14 | 48 | 16/18 | 16 | 470 | Правая или левая | 3 | 470 | Левая, или прав. |
| 16 | 45 | 16/18 | 15 | 470 | Правая или левая | 3 | 470 | Левая или прав. |
| 20 | 20 | 16/18 | 10 | 470 | Правая | 2 | 470 | Левая |
| 30
Шелк для п е т е |
30
обмотки л ь |
16/18 | 10 | 470 | Левая | 3 | 470 | » |
| 15 | 12—15 | Бухарка | 4—5 | 330—365 | Правая | 3 | 240—245 | Левая |
| 21 | 18—21 | » | 6-7 | 360—365 | » | 3 | 240—215 | » |
| 24 | 24—27 | » | 8—9 | 360—365 | » | 3 | 240-245 | » |
| 30 | 24—30 | » | 8—10 | 360-365 | » | 3 | 240—245 | » |
| Бахромный или ко сын. шел к
Шелк для н Ы×( |
4—3
мельнич-Ϊ и т |
Бухарка или безденьевая грежа | 2—1 | 470 | Левая | 2 | 470 | Правая |
| Уток. | 3 | Греша
13/15 |
3 | 580 | Правая | — | — | — |
| Основа. | 2 | Греша
13/15 |
820 | Левая | 820 | Правая | ||
| Одна нить ондюле тростится с ординарной нитью греши. *2 ев, №№ 12, 14, 16—для обуви. | №№ 8, 36 | , 20 и 30 — | для строчки плать- | |||||
Таблица 2. — Заправочные данные различных номеров хирургического шелка.
| d
К |
1 крутка(правая) | 2 крутка (левая) | |||
| R
О) а % |
Вид сырья | Число концов | Число кручений на 1 м | Число концов | Число кручений на 1 м
1 |
| 000 | 13/15 греша лучшего качества | 3 | 900 | 9 | 1
1 100 |
| 00 | 13/15 греша лучшего качества | 5 | 900 | 15 | 1 100 |
| 0 | 13/15 греша лучшего качества | 7 | 900 | 21 | 1 100 |
| 1 | 13/15 греша лучшего качества | 10 | 700 | 30 | 600 |
| 2 | 13/15 греша лучшего качества | 16 | 700 | 48 | 600 |
| 3 | 16/18 | 16 | 750 | 48 | 650 |
| 4 | 16/18 | 30 | 500 | 90 | 550 |
| 5 | 16/18 | 50 | 500 | 150 | 550 |
| 6 | 16/18 | 54 | 500 | 162 | 550 |
| 7 | 16/18 | 64 | 300 | 192 | 450 |
| 8 | 16/18 | 72 | 300 | 216 | 450 |
| 9 | 16/18 | 75 | 600 | 225 | 300 |
| 10 | 16/18 | 78 | 600 | 234 | 300 |
| 11 | 16/18 | 81 | 600 | 243 | 300 |
| 12 | 16/18 | 84 | 600 | 252 | 300 |
Кроме указанных видов крученого шелка вырабатываются специальные крученые шелка для различных нужд военного ведомства. Применяемые в европейских странах виды крученого шелка отличаются бблыним разнообразием, чем шелк .ОСТ 987; там основа готовится трех круток.
Процесс Ш. разбивается на 3 стадии: 1) подготовка шелка сырца к крутке: подсортировка, замачивание, расщи-пывание, р азмотка, чистка, трощение; 2) собственно крутка; 3) перемотка шелка с катушек в мотки или на бобины, просмотр, браковка и упаковка шелка. Схема производственного процесса выработки трех главных видов крученого шелка—утка, основы и крепа—показана на фигуре 1.
ет целью: сделать нить более мягкой и гибкой, так как при закручивании в одну сторону и затем раскручивании в другую наружный затвердевший слой серицина получает трещинки; раскручивание увеличивает длину нити, то есть уменьшает напряжения, которые появляются в нити при крутке, что позволяет получить крученую нить более плотную и с лучшей посадкой в ней отдельных грежевых нитей; такая нить ложится плотнее и лучше в ткани и дает более красивую и прочную ткань.
Шелк-сырец поступает на крутильную ф-ку в кинах весом 60 килограмм, в СССР согласно ОСТ 3162— в стандартных мешках-чемоданах. Каждая кипа имеет паспорт, выданный центральной лабораторией Союзшелкпрома, в к-ром указываются вес кипы—фактурный и кондиционный,—титр, колебания по титру, крепость, удлинение, перемоточная способность, чистота. На основе этих данных кипа назначается в ту или иную партию.
Замачивание шелка после подборки партий является первой операцией шелкокрутильного производства. В замочке особенно нуждаются шелка, сильно заклеенные и низкого качества. Хорошие сорта шелка во Франции и Италии разматываются без замочки. Замачивание шелка имеет целью: 1) размягчить заклеенные места и содействовать разъединению отдельных нитей в мотке, 2) придать нити гладкость и сделать ее более скользкой, 3) придать нити способность удерживать влагу. Для замачивающей эмульсии применяются: 1) М ы л о (нейтральное); в целях более быстрого действия желательна некоторая щелочность мыла, но часто встречается, что содержание ее в мыле превышает установленные нормы и вызывает расщепление нити; мыло должно легко распускаться и возможно легко и сильно смачивать шелк, проникая в середину шелковой нити. При дальнейшей обработке шелка мыло должно легко смываться, не оставляя в товаре следов. Лучшим мылом считается марсельское, приготовленное на оливковом масле; в СССР наилучшим мылом является хлопковое. При замачш
Схема
шелкокрутильпого производства сортировка партий греми
i ..
замочка шелка расщипыба/iue мотков
~. .~т~.
размотка на мотальной машине
г::.
чистка на чистильной машиЬе
| уток | оснрва | креп |
| _~Т_ _:_ | ||
| 1 трощение | 1 1ая крутка (левая) | | | трощение |
| 1 крутка правая | I запарка | | I крутка на 1й машине |
| _* _ ; — i „ ~ | ||
| 1 запарка | | J трощение j | | крутка на 2 й машине |
| [ перемотка в мотки | | j 2a крутка {правая) ] | | запарка | | ||
| V | ||||
| | запарка | | | перемотка на бобины | |||
| I-i- -1
I перемотка в мотки j |
||||
□
просмотр и браковка
1___
к у ср т о в а н и е
1.—------- -------- -----------
__у л а
±
__£____
ковка
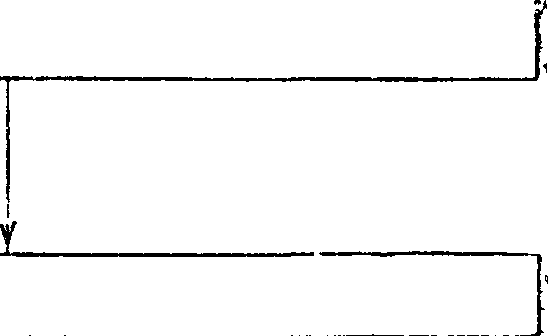
Фигура 1.
При второй крутке основы, которая имеет направление, обратное первой, одиночная нить, закрученная при первой налево, раскручивается как-раз на то число оборотов, которое составляет вторую крутку. Такая обработка име-
вании особо сильно заклеенного шелка, когда действие мыла оказывается недостаточным^ рекомендуется прибавление небольшого количества щелочи, в качестве каковой чаще всего применяется бура или сода. 2) Масла и жиры. Наилучшими для замачивания считаются растительные масла: оливковое, пальмовое, кокосовое. Масла льняное, яное, подсолнечное применять не рекомендуется; они высыхают, сравнительно быстро портятся, делаются горькими, приобретают запах. В промышленности СССР большое применение имеет ализариновое масло, получаемое действием конц. серной кислоты на касторовое масло. Из жиров животного происхождения применяют костяное масло, получаемое из костей животных (особенно много применяется оно в США), и свиное. Минеральные масла, хотя и более дешевые, имеют ряд недостатков: в мыльном растворе они образуют неустойчивую эмульсию, быстро отделяются и всплывают наверх, благодаря чему шелк при погружении его в замасливающую эмульсию может слишком много и быстро впитать в себя масла. При применении их рекомендуют частое и своевременное перемешивание эмульсии. С жесткой водой минеральные масла образуют нерастворимый осадок, который может приставать к шелку и трудно удаляется при его варке. При применении минерального масла необходимо употреблять более мягкую воду. 3) Г л и ц е-р и н придает нити мягкость, гибкость, эластичность, повышает ее гигроскопичность, а также оказывает склеивающее действие на нить. Рекомендуется применять глицерин двойной дистилляции с содержанием воды 5—21%, уд. в 26—30° Be. Склеивающее начало глицерина, увеличивающее связность нити, имеет большое значение. Желатина, крахмал и гуммиарабик для замачивания мало пригодны. 4) Л е г к и е щ е л о ч и (гл. обр. бура) для быстрого и полного разъединения нитей действуют и как антисептич. средство, нейтрализуя остатки органич. к-т, образующихся в результате разложения жиров. Способов составления и приготовления эмульсии очень много. Один из рецептов, применяемых на ф-ках СССР, состоит в следующем: на 197 л воды берут
8.5 килограмм хлопкового мыла и нагревают до тех пор, пока мыло не разойдется, затем вливают
8.5 килограмм вазелинового масла и варят в течение часа. Для замочки составляют следующий состав: на 12 л горячей воды (80°) берут 6,2 килограмма приготовленной по вышеуказанному рецепту эмульсии и 300 г ализаринового масла. Этого количества достаточно ‘ для замачивания двух пачек шелка, то есть 7—8 килограмм. Замачивание производится вручную. Работница берет моток, складывает его т. о., чтобы заклеенные места выходили наружу, и обмакивает его в замачивающем составе. Замачивание продолжается
3—4 ск., в исключительных случаях 6—8 ск., затем моток отжимается вручную и без лежки поступает в расщипку. Темп-pa замачивающего состава в начале замочки 70°, в конце 40—50° и даже меньше. Шелк, мало заклеенный и слабый, замачивается в менее горячей ванне и не более 2—3 ск. Одна работница за смену в 7—8 ч. замачивает 60—75 килограмм шелка. Замачивающий состав обычно слабо окрашивается в различные цвета для отличия шелка различных видов крутки во время производственного процесса. Применяются такие красители, которые м. б. легко удалены при варке шелка. Всемирный конгресс по шелку в Милане в 1927 г. установил стандарт подкраски крученого шелка различных видов в различные цвета. На ф-ках СССР установленной системы цветов для подкраски крученого шелка не существует.
Вслед за замочкой производится расгципыва-ние, к-рое имеет целью окончательно отделить друг от друга склеенные нити и придать им возможно параллельное положение. Расгци-пывание производится также ручным способом: работница надевает моток на швиль, левой рукой она поддерживает моток, а правой сильна встряхивает моток несколько раз. При встряхивании мотка нити отделяются друг от друга. Если после этого в мотке остаются заклеенные места, то работница расщипывает их отдельно. Слабо заклеенные мотки расщипыванию не подвергаются, а лишь встряхиваются. Одна работница расщипывает в среднем за смену 300— 350 мотков, она же надевает мотки на кроны мотальной машины. Замочка и расщипка шелка несмотря на всю важность этих операций как операций подготовительных иногда проводятся на ф-ках СССР крайне примитивно: все операции проводятся ручным способом. Зап.-европ. и в особенности америк. техника замачивания шелка стоит значительно выше,в особенности в отношении аппаратуры и механизации процесса.
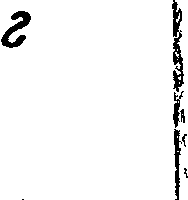
Для варки эмульсии, составления замачивающего состава и замочки в §
США применяется аппарат, в кото- с% ром все три операции механизирова- Г~ ны и следуют одна за другой (фигура 2).
Варка эмульсии производится в верхнем котле а, откуда она по трубе подается в чан б для смешивания -
с водой и с теми веществами, которые прибавляются в замачивающий раствор; из чана раствор поступает в распылитель в, смонтированный над большим чаном г, в котором происходит замочка шелка. Шелк укладывается рядами и последовательно замачивается разбрызгиванием состава из распылителя. В шелковой пром-сти США применяют 6 видов чанов для замачивания. 1) Прямоугольные деревянные чаны преимущественно из красного дерева или кипариса. Размеры одного чана 625 х 625×х 625 миллиметров. Обычно ставят несколько чанов подряд. 2) Чаны из листовой меди. 3) Чаны из белой жести делаются обычно круглыми. Белая жесть не тускнеет, не дает соединений с эмульсией, не пачкает шелка. 4) Чаны из аль-берена (мыльного камня)—обычно четыоех-угольной формы и размером 600 х 625 х 500 лш. Эти чаны хорошо моются, не дают течи, на камень легко крошится. 5) Механизированные мочильные чаны цилиндрич. формы вместимостью 40 килограмм шелка. 6) Эмалированные чаны.
По Г. Робертсу наиболее распространенный в США способ замачивания шелка состоит в том, что 12—15 мотков шелка расправляют в длину^ и перевязывают в нескольких местах мягкой нитью или тесьмой, причем на больших ф-ках имеются особые машины, которые производят провязку мотков. Для предохранения шелка от повреждений мотки иногда закладывают в мешки из рядна. Мешки удобны и для переноса шелка в центрифуги. Замочка без мешка дает хорошие результаты. Отжим влаги из замоченного шелка производится на центрифуге, и перед поступлением на мотальную машину шелк подсушивается до 14—18%
*4
содержания влаги в мотке; подсушка производится или непосредственно в помещении мотального зала или в специальных сушильных камерах. Для расщипки сильно заклеенного и жесткого шелка применяется особая гребенка (фигура 3).
Сим (Seem) из своей практики на ф-ках США рекомендует следующие рецепты замачивающих составов на 100 килограмм шелка: для японского (клеистого)—3 килограмма мыла марсельского, 4 килограмма масла оливкового, 95 г буры, 670 л воды. Рекомендуется £° 30°. Шелк поглощает от 3 до 4,3% эмульсии. Для кантонского шелка: 6 килограмм мыла марсельского, 8 к? масла оливкового, 190 г буры, 670 л воды, ί° 30°. Шелк поглощает от 6 до 8,5% эмульсии.
Перемотка шелка с мотков на катушки. Шелк поступает с кокономотальных ф-к в мотках, что неудобно для дальнейшей его обработки и поэтому является необходимым перемотать шелк на катушки. Перемотка осуществляет две задачи: 1) дать шелк на катушках и 2) окончательно разъединить нити, выявить тонкие места их. Иногда мотальная машина снабжается приспособлениями для чистки шелка; мотки !111111П1!111Н1!1!1|[||1! __ надевают на мото вило, к-рое свободно вращается в гнг з-дах благодаря натяжению нити; катушка получает вращение от механизма машины; водок имеет возвратно-поступательное движение, он раскладывает нить в определенном порядке. Способ вращения катушки с помощью шкивка на веретене имеет тот недостаток, что число оборотов ее остается постоянным во все время намотки, а так как окружная скорость катушки, равная-^^-, за-
j
Фигура 3.
висит не только от числа оборотов ее п, но и от диам. с?, то с увеличением диаметра окружная скорость будет увеличиваться. Средняя скорость катушки соответствует качеству данной партии шелка. В начале намотки, при меньшей окружной скорости, производительность машины понижается; в конце намотки большая, чем средняя, скорость вызывает повышенную обрывность нити. Мотальные машины с барабанчиком, в которых катушка имеет постоянную окружную скорость, получая вращение от трения своей цилиндрич. поверхности о барабанчик, вращающийся с постоянной скоростью, для шелка не годятся, т. к. СИЛЬНО перетирают греже-вую нить. Движение является более сложным,чем вращение катушки; характер этого движения зависит от того, каким образом будет происходить раскладывание нити на катушке. В гаелкокрутильном производстве применяют две системы намоток: ц и-линд.рическую и фасонную. Америк, и итал. машины снабжаются механизмом для цилиндрич. намотки. Для получения фасонной намотки применяют механизмы, называемые р.еглажами. Каждый тип намотки имеет свои преимущества и недостатки. Цилиндрич. намотка имеет более простой механизм, допускающий большое число оборотов катушки. Фасонная намотка дает возможность намотать больше нити на катушку, и нить имеет более легкий сход с катушки, что важно при дальней
| "Ά! СУ1 | |
| /К • -1 г. | |
| Ί" : Ш*
- |
-· |
ших процессах крутки. В современных машинах наибольшее применение имеет цилиндрргч. намотка. Моральные машины строят обыкновенно на число мотоврш 70—100.
Двусторонняя стандартная машина завода «Баталия» (фигура 4) имеет 82 мотовртла. Расстоя-
Фигура 5.
нне между веретенами равно 160 миллиметров, и т. о. общая длина
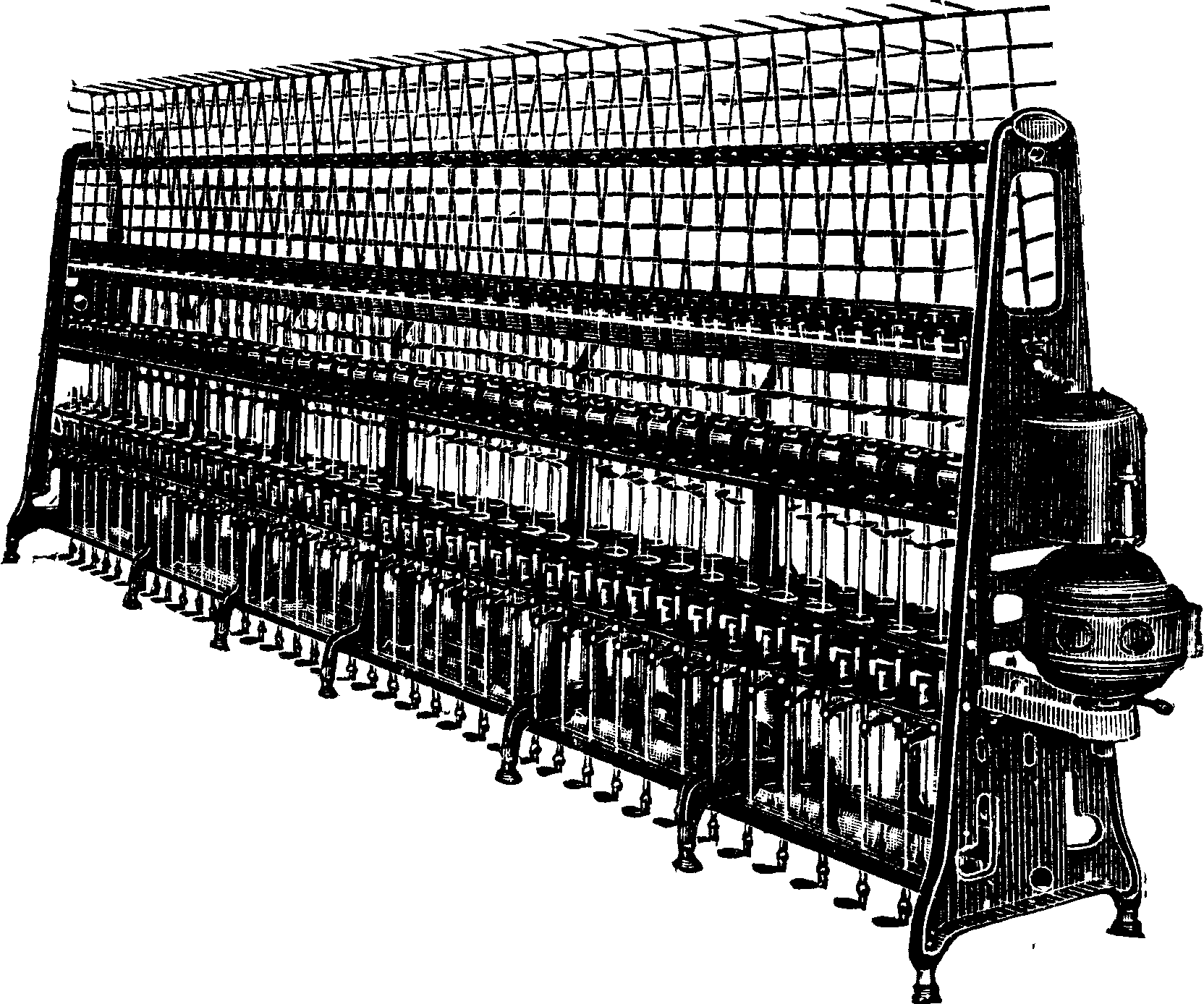
7,1 метров Моталыцрща обслуживает две сторонки. Мотальная машина имеет две наружные боковые станины и несколько внутренних поперечных стоек, число которых определяется длиной машины. По расположению мотовил различают: 1) машины с нижним расположением мотовил, 2) с верхним (фигура 5) и
3) с расположением мотовил наверху и внизу. Наиболее удобными в смысле обслуживания являются машины с нижним расположением мотовил, так как они дают возможность работать, не поднимая высоко рук, почему они и имеют наибольшее распространение. Недостатками их являются недостаточная осверценность мотков и то, что мотальщица может плать-ж ем пачкать шелк
фиг· 6* на мотках.
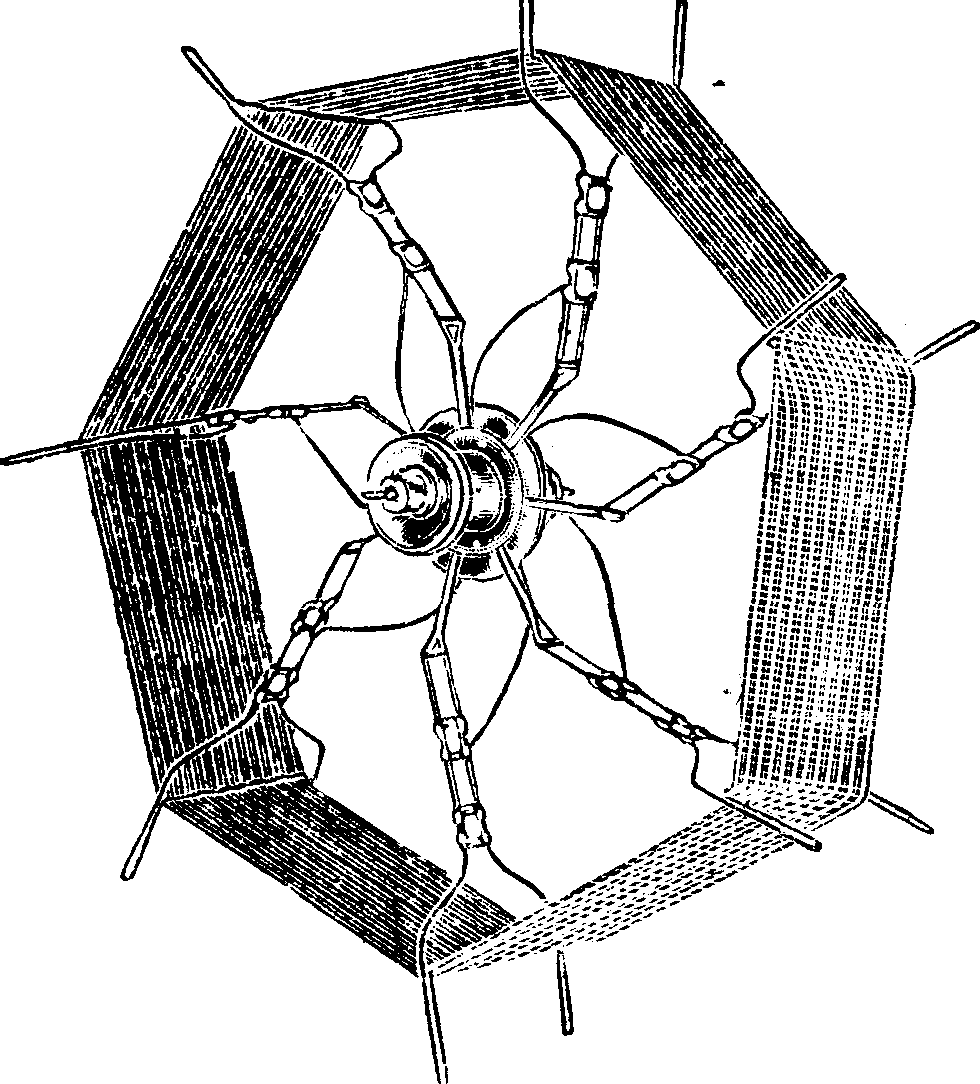
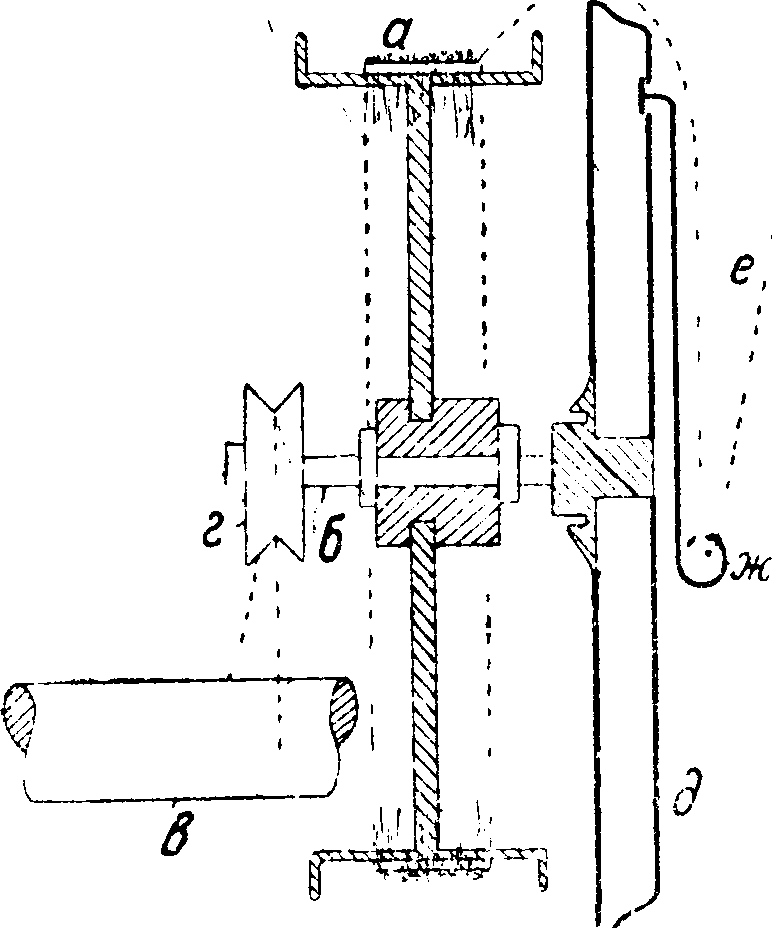
Для размотки натурального шелка часто применяется простое деревянное мотовило, у которого ребрами для намотки шелка служат перевязи в виде шнурков или проволоки. Мотовило снабжается грузиком весом 50—150 г. Для искусственного шелка наиболее удобными являются проволочные эластичные раздвижные мотовила (фигура 6). Эти мотовила дают нити постоянное и равномерное натяжение. Наименьший периметр мотовила 0,98 м, наибольший 1,55 метров Фирма Вандам и Дюбуа строит мотовило, показанное на фигуре 7. Мотовило а сидит свободно на валике б, вращающемся от привода в через блочек г; диск д, насаженный на валик б, вращается в ту же сторону, что и веретено. Нить е при наматывании на катушку проходит через глазок ж, вращающийся вместе с диском д. Такое мотовило допускает очень большую скорость, но дает несколько .слабую намотку. Катушки делают из дерева твердых пород (бук, береза и др.). Катушки с двумя фланцами в целях прочности и легкости делают клееные. Веретена мотальных машин делают железные со стальными пружинами. Встречаются в старых машинах деревянные веретена. Посадка ка-
тушки на веретено производится тремя способами: 1) яппосредственным надеванием катушки на конич. веретено, что допустимо лишь при деревянгых веретенах, которые дают достаточный коэф. тоения дерева о дерево, 2) с помощью пружины—наиболее распространенный способ, т. к. он дает вполне надежное соединение и допускает быструю смену катушек, 3) с помощью гайки; этот способ самый надежный в смысле соединения, но требует для смены катушек в три раза больше времени, чем предыдущий. Америк, машиностроительный з-д Атвуд и К° (The Atwood Machine Со.) в Стаун-г тоне (США) строит не-фиг· 7’ е · : сколько типов моталь ных машин для шелка. Наибольшее распространение имеет мотальная машина 3F; она строится с одним и с двумя рядами веретен. Преимущественное применение имеет однорядная ; двусторонняя машина, предназначенная для пеге-мотки более заклеенных видов шелка. Число веретен 60. Диаметр фрикционного шкива 114,3 миллиметров (41/2//)· Диаметр шкивка веретена
38.1 миллиметров (l1/*")· Длина машины 5 587,6 миллиметров (184"), ширина (по раме) 1 269,8 миллиметров (4/2//). Теоретич. производительность машины равна
18.1 г=0,04 англ. фн. на 1 веретено в 1 ч. Практич. производительность равна 0,85 х×18,1=15,4 г=0,034 англ. фн.
В последнее время в мотальных машинах введено много нововведений, имеющих целью механизировать процесс размотки пряжи и улучшить качество разматываемого материала. Так, швейцарский завод Брюггера строит мотальную машину с особой ной стойкой для мотовила, которая имеет три ряда мотовил, отстоящих один от другого на 120°. Стойка вращается и м. б. повернута любым рядом мотовил к катушкам. Машина обслуживается двумя работницами: одна подготовляет мотки, а вторая обслуживает катушки и веретена. При такой диференциации труда процесс мотания протекает с наименьшей потерей времени. Тот же з-д Брюггера строит мотальные машины с безверетенной катушкой. Катушка закрепляется не на веретене, а згжнмается двумя шпинделями, концы которых сточены на конус и входят в отверстие катушки. На противоположном конусу конце одного шпинделя насажен шкивок, который фрикционно соединяется со шкивом бокового вала. Другой шпиндель на. противоположном конце имеет пружину, которая дает зажим катушке. При такой конструкции привода катушки всякие перемещения катушки как в вертикальной, так и в горизонтальной плоскости совершенно исключены. Намотка нити происходит равномернее и правильнее, число обрывов нити меньше. Смена катушки очень простая и требует меньше времени, чем посадка катушки на веретено с пружиной.
Большое распространение получают механизмы, предупреждающие слишком сильное напряжение нити при перемотке ее, к-рое не только вызывает обрывы, но и понижает динамометрии. свойства нити. Одна из систем механизмов такого типа показана на фигуре 8, где нить а, сматываясь с веретена б, проходит через глазок в на конце проволоки г; затем нить проходит через крючок д и наматывается на катушку е, врашаюшуюся от барабана ж благодаря трению; барабан ж с соединенным с ним храповиком з в свою очередь вращается вместе с валом и, на к-ром сидит свободно. Когда нить а запутается около мотовила, она изменит свое положение, и проволока с глазком примет положение, показанное пунктиром, рычаг к, вращающийся около точки л, передвинется и упрется в храповик з (пунктир), барабан ж остановится, вместе с ним остановится также катушка е и веретено б, при этом -вытяжки и обрыва нити не произойдет. Перемотка шелк# является наиболее трудоемкой производствен^ ной операцией, и правильная организация ее имеет большое значение для расхода рабочей силы, а. следовательно и стоимости обработки Перемотка шелка среди всех переходов кру^ тильного проргзводства дает наибольший % рвани, который при внимательном руководстве и контроле м. б. значительно сокращен. Очень важно для работы правильное надевание мотка. Моток не должен быть надет слишком туго, так как в таком случае возрастает натяжение нити и возможны более частые обрывы, ни слишком слабо, т. к. слабо надетый моток запутывается и у него труднее найти конец нити. Для ускорения работы следует иметь около машины
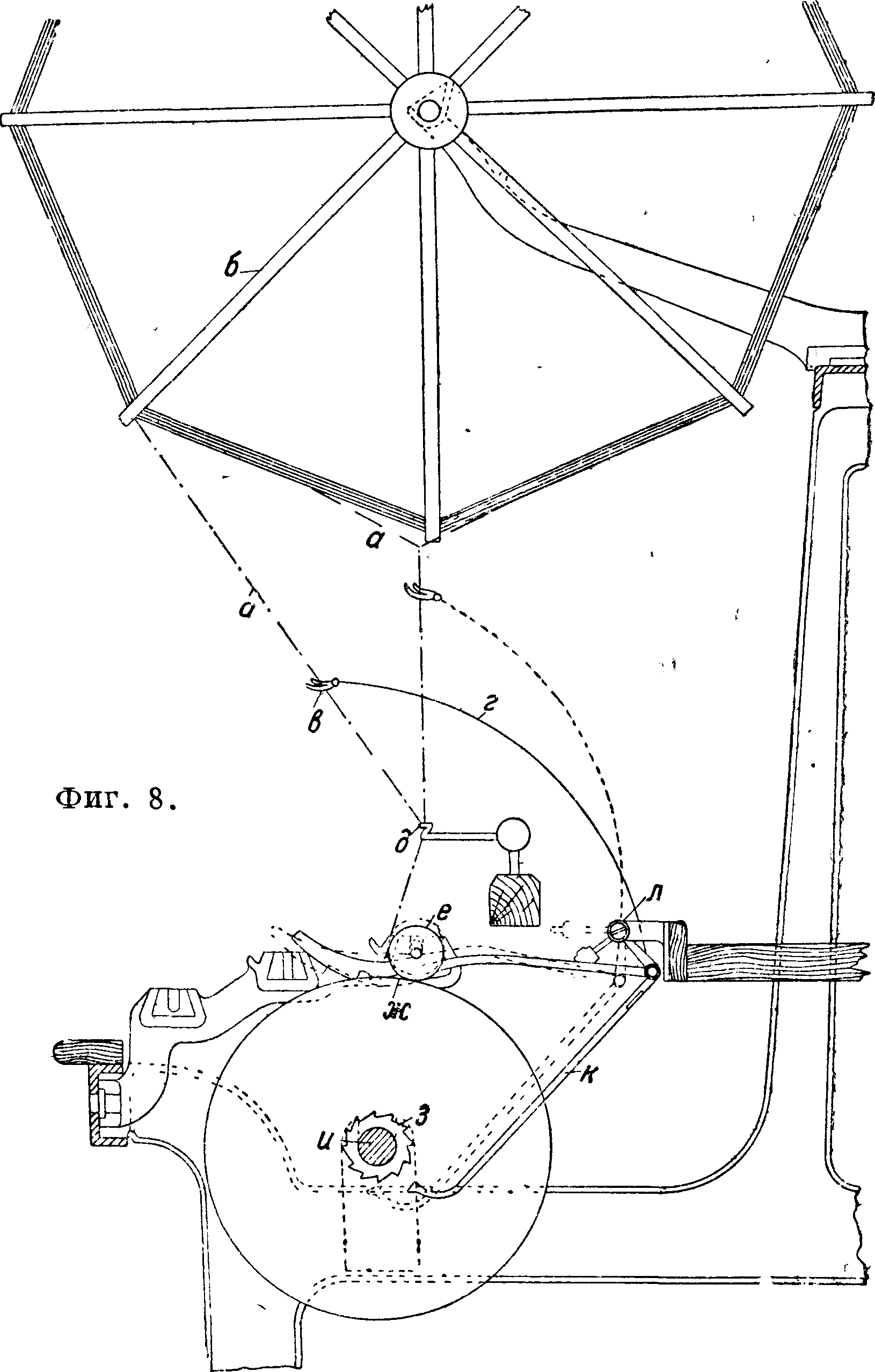
стол для запасных мотовил с мотками. Это дает возможность без задержки заменять пустые мотовила или мотовила с оборванными концами нити, не оставляя ни одного веретена вне работы; такая организация требугт значительного увеличения площади пола мотального цеха. Моток во всех случаях должен быть размотан до конца, без остатка на нем шелка. Мотови-
ла должен быть легкими, хорошо вращаться в гнездах, хорошо выверенными. Для большей производительности и правильного использования сырья шелк должен перематываться по партиям, подсортированным по качеству. Каждая партия должна иметь свой ярлык, отличающий ее от других. Все мотки, шелк которых имеет много недостатков по чистоте или согласности и неровен по цвету, следует откладывать и перематывать отдельно. Катушки должен быть в свою очередь хорошо выточенными, чистыми, гладкими, хорошо выверенными, и гнезда веретен должен быть в исправности. Катушка должна вращаться легко, правильно и с одинаковой скоростью. Необходимо внимательно следить за характером размотки и движением водителя. Огромное значение при перемотке шелка имеет % рвани. Скорость мотания (окружная .скорость катушки) имеет большое,! значение для производительности машины. Слишком большая скорость вызывает спутывание мотка и частые обрывы нити и зависит: 1) от качества шелка и его перемоточной способности (чем она выше, тем большую скорость должно давать катушке), 2) от системы машины и от состояния ее отдельных частей. Европ. шелко-крутильни мотают с небольшими скоростями: шелк тонких денье 9/11 и 10/12 со средней скоростью 60—80 метров в 1 ск. и с наибольшей 100 метров в 1 ск.,шелк средних денье 13/15 со средней скоростью 80—100 метров в 1 ск. и с наибольшей 130 метров в 1 ск. Америк, фабрики работают со значительно большими скоростями благодаря применению более совершенных машин и тому, что Америка перерабатывает преимущественно японский шелк, уже перемотанный в кокономотальне (Red0vid0e). Практикуемые в Америке скорости колеблются в пределах 16(Н-200 метров в 1 ск.
Недостатки мотки шелка: 1) слишком тугая намотка нити на катушку, 2) слишком слабая намотка, 3) длинно или совсем не обрезанные концы нитей, 4) катушки неправильной формы: вогнутые, выпуклые, бороздчатые, 5) катушки с попорченными концами.
Чистка шелка. Полученный с мотальной машины шелк на катушках перематывают еще раз, перегоняя его с катушки на катушку и пропуская при этом нить через какое-нибудь чистильное приспособление, то есть- такой прибор, к-рый удаляет налеты, петли, шишки и прочие при проходе нити через узкие отверстия. При чистильной машине можно получать катушки с более правильной и тугой намоткой, чем на мотальной машине. При мотании большинство слабых мест удалено, нить обладает большей крепостью и м. б. намотана с большим и более равномерным натяжением. Тугая намотка представляет определенные преимущества при трощении, давая нить с более равномерным натяжением. Чистка шелка сохранилась лишь в практике европ. шелкокрутильной пром-сти. Америк, промсть не применяет чистки шелка. В СССР чистка шелка также не применяется, но в последнее время в связи с затруднениями, которые представляет в ткачестве шелк, не пропущенный через чистильную машину, а также в связи с развитием экспорта шелковых тканей поднят вопрос о применении чистки шелка. По принципу и устройству чистильная машина полностью напоминает мотальную машину и отличается от последней: 1) наличием чистильного аппарата, 2) подставкой для катушек, с которых сматывается нить, вместо стойки для мотовил, 3) несколько другим механизмом для движения нитеводителя, 4) катушками. Различают два типа чистильных машин. Фигура 9 показывает поперечный разрез машины, в которой мотальная катушка помещена горизонтально, и нить с нее сходит по касательной к окружности тела катушки. Этот тип машин по-французски называется en deroul0, что значит перематывать нить, развертывая ее. Второй тип машины имеет вертикально поставленную
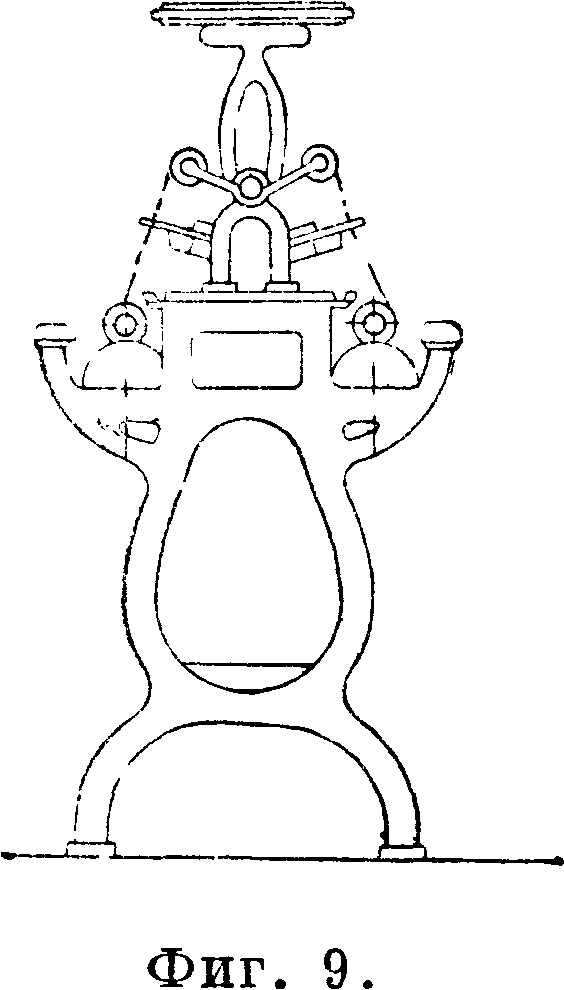
мотальную катушку, и нить спускается с торца катушки(франц. en defile).Наибольшее распространение имеет второй тип машины (фигура 10).
Трощение шелка имеет целью соединить две или более нити в одну для дальнейшей крутки этой составной нити. Для нек-рых сортов крученого шелка, как для трама, крепа и др., тростятся грежевые нити; для основы, гренадина, а также для различных видов специальных крученых шелков тростятся нити, получившие предварительно первую, обычно левую, крутку одиночной нити. В первом случае нити для "тростки поступают с чистильной или непосредственно с мотальной машины, во втором случае—с крутильной после первой крутки. Трощение, как и размотка, является очень ответственной операцией, т. к. от правильного проведения его зависит равномерность натяжения нити на катушке перед ее
ченои нити с рав- у. ’Ά.
номерной круткой.,
Плохая тростка да- /‘
ет недостатки кру- ; ‘ ·.
ченой нити, как пет- :>V4 т d.25o
ли, сук рутины.
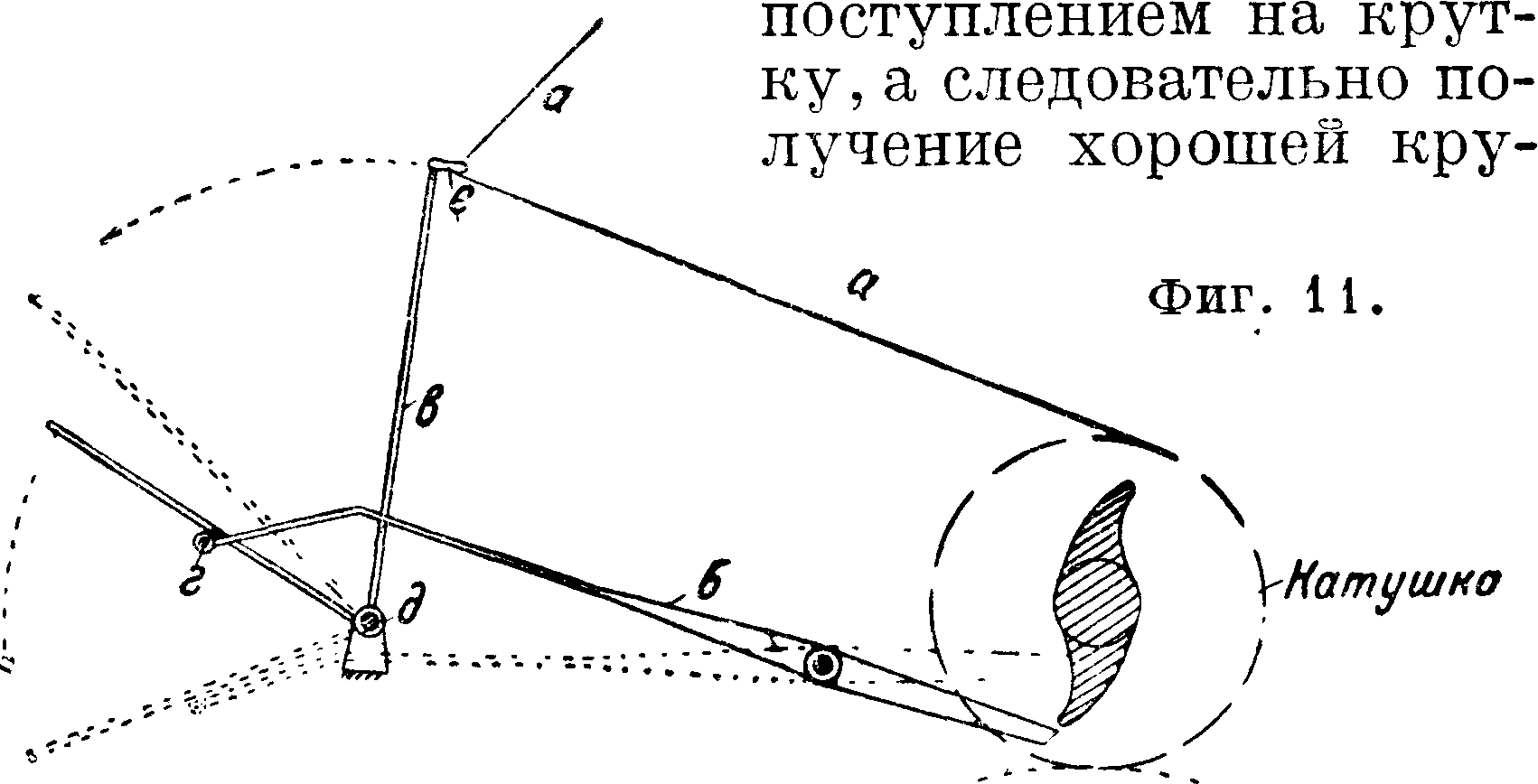
В основном тростильная машина имеет те же органы, что и чистильная, но отличается следующим: 1) тростильная машина снабжается автоматич. остановом катушки в случае обрыва нити; 2) она имеет иную стойку для катушек. Необходимость снабжения тростильных машин автоматич. остановом объясняется тем, что в случае обрыва одной из отращиваемых нитей остальные будут продолжать наматываться на катушку, и трощеная нить полу-
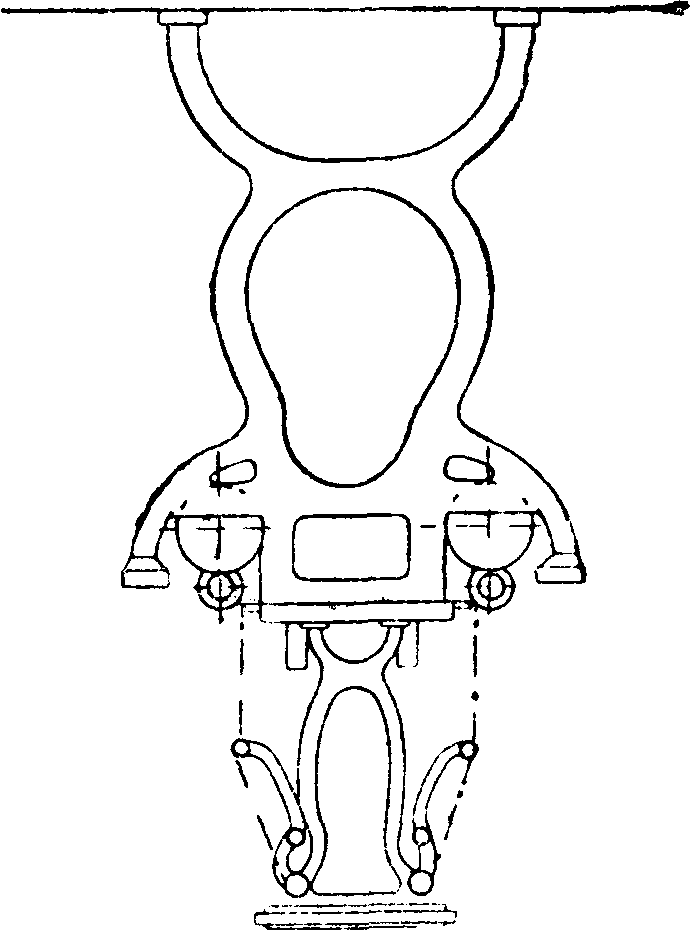
чится с меньшим числом концов, чем требуется заправкой. Для предупреждения такого брака применяют механизмы, останавливающие катушку при обрыве одной из нитей. В авто-матич. останове итальянских машин катушку надевают на веретено, имеющее на конце фасонную гайку (фигура 11). Остановочный механизм (фигура 11) состоит из изогнутой в виде колена проволоки в, которая вращается около точки ό и на конце длинного колена имеет петлю е, через к-рую проходит отращиваемая нить. Короткий конец тяжелее длинного, но натяжение нити аа удерживает рычажок в положении, показанном сплошной линией. В случае же обрыва нити рычажок в опрокидывается и принимает положение, показанное пунктиром; при этом повороте он действует на рычаг б, к-рый имеет в точке г конец проволоки, на к-рую и действует рычажок в при повороте около точки
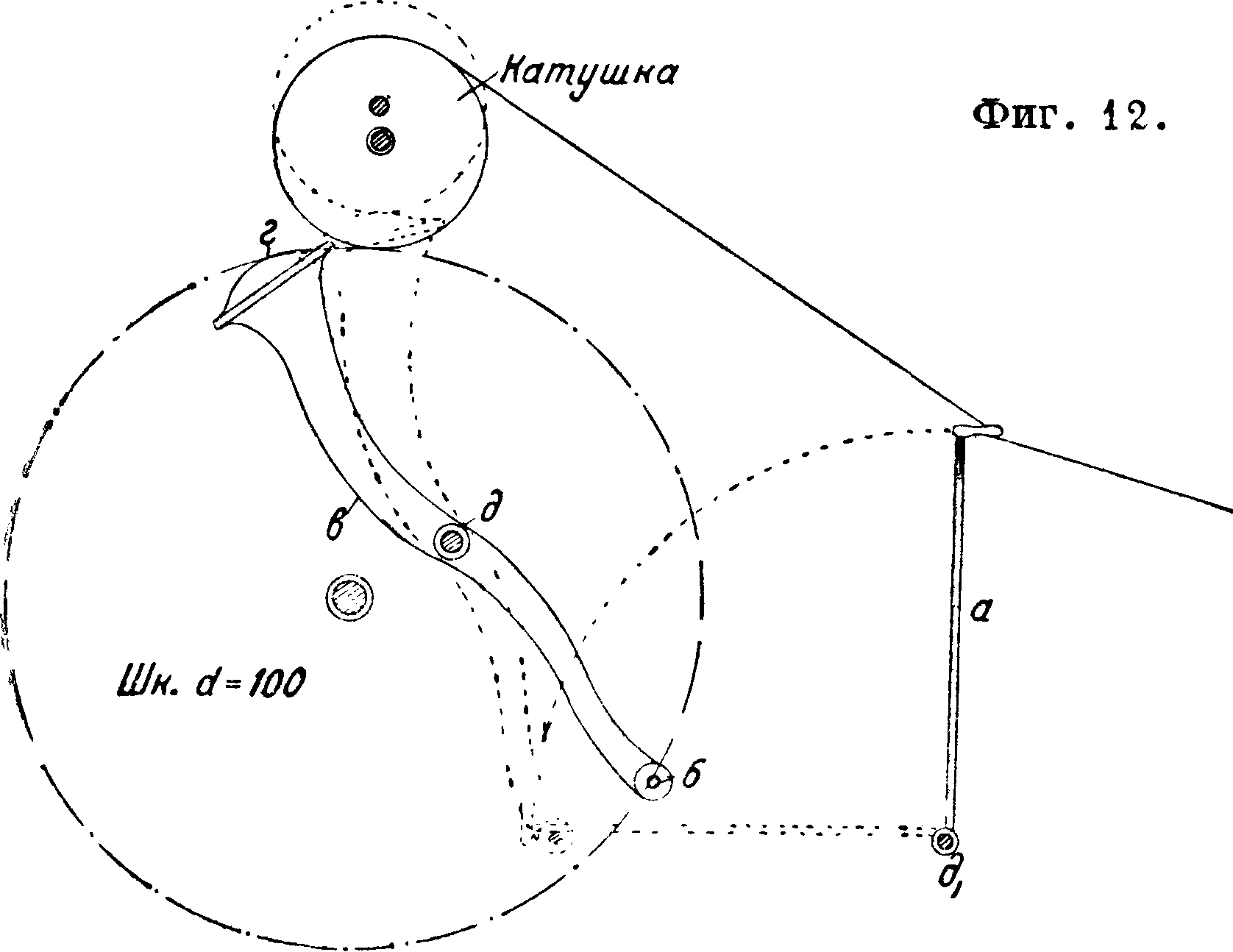
ύ. Рычаг б принимает также пунктирное положение, и короткий конец его, поднимаясь, упирается в вырез гайки и останавливает веретено с катушкой. Фигура 12 показывает останов американской тростильной машины: на оси б свободно вращается рычаг в и при отсутствии воздействия на него внешних сил он принимает положение, показанное сплошной линией; проволочный пруток а, к-рый имеет центр вращения в точке dlt натяжением нити, проходящей через петлю на конце его, удерживается в положении, показанном сплошной линией; в случае же обрыва нити пруток а опрокидывается и ударяет по пальцу б, благодаря чему рычаг в принимает пунктирное положение; конец его г проходит под шкивом веретена и приподнимает его, благодаря чему соприкосновение между шкивом веретена и шкивом бокового вала машины нарушается, и веретено с катушкой останавливается. Америк. остановочный механизм следует признать более целесообразным, т. к. он действительно выводит катушку из-под действия привода машины, в то время как итальянский остановочный механизм только затормаживает веретено с катушкой, не прерывая соприкосновения с фрикционным шкивом бокового вала машины. Французские заводы до сих пор выпускают тростильные машины без автоматам, останова; работа тростильщицы на таких машинах более напряженная, и возможен большой % брака.
При размотке и при трощении необходимо соблюдать следующие условия: 1) остановы должен быть всегда в исправности, в том числе отдельные рычажки и глазки, через которые пропускаются нити; 2) натяжение стращиваемых нитей должен быть одинаковым; 3) при трощении крученого шелка (1-я крутка) необходимо следить за тем, чтобы
лежни имели одинаковое количество шелка, чтобы крутка шелка на лежнях была одинаковой, чтобы все лежни были одинаково запарены и чтобы нить сматывалась со всех катушек в одном направлении. Трощение шелка рекомендуется производить в помещении с умеренным % влаги (55%).
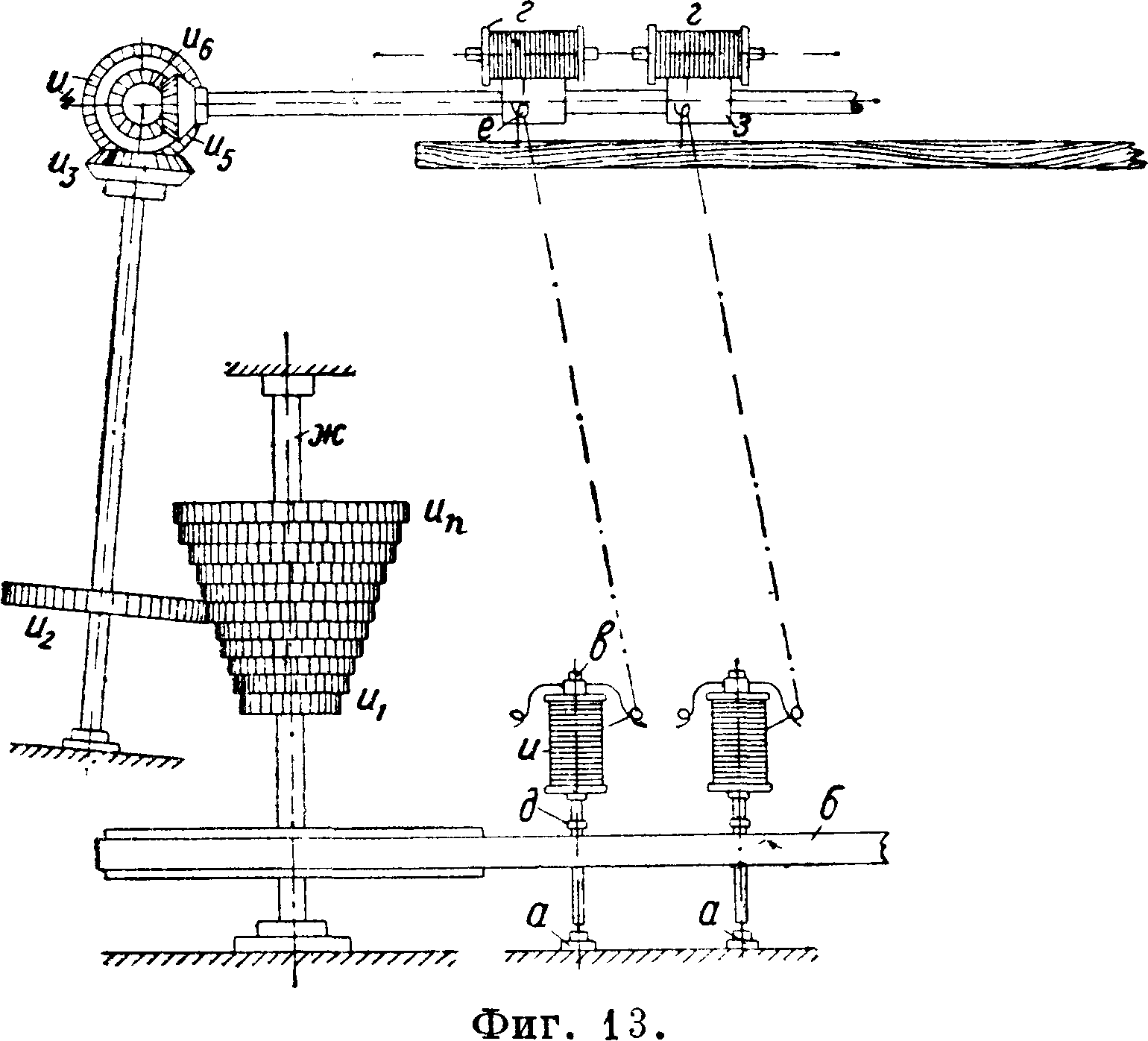
Кручение шелка. Машины, применяемые для кручения шелка, м. б. разделены на три группы: 1) французско-итальянские машины, наиболее распространенные, называемые карасем, 2) германские и 3) американские. На фигуре 13 показана схема крутильной машины первой группы. Катушка и с чистильной машины или катушка с трощеной нитью с тростильной машины надевается на веретено в, которое получает вращение от поясного ремня б; а—подпятник, д—ушко, которые удерживают веретено в вертикальном положении. Нить, сходя с катушки и, проходит глазок расклад-ника е и наматывается на лежне г. Лежень г не имеет самостоятельного вращения и получает его фрикционным путем от цилиндра з. Вал цилиндра з получает вращение от вертикального вала ж через конус шестерен и1}ип, шестерню щ и конич. шестерни щ, и5, щ. Сменными являются шестерня и2, которая может сцепляться с любой из шестерен конуса, и пара конич. шестерен и3, щ. Такая сменность шестерен дает возможность в широких предел
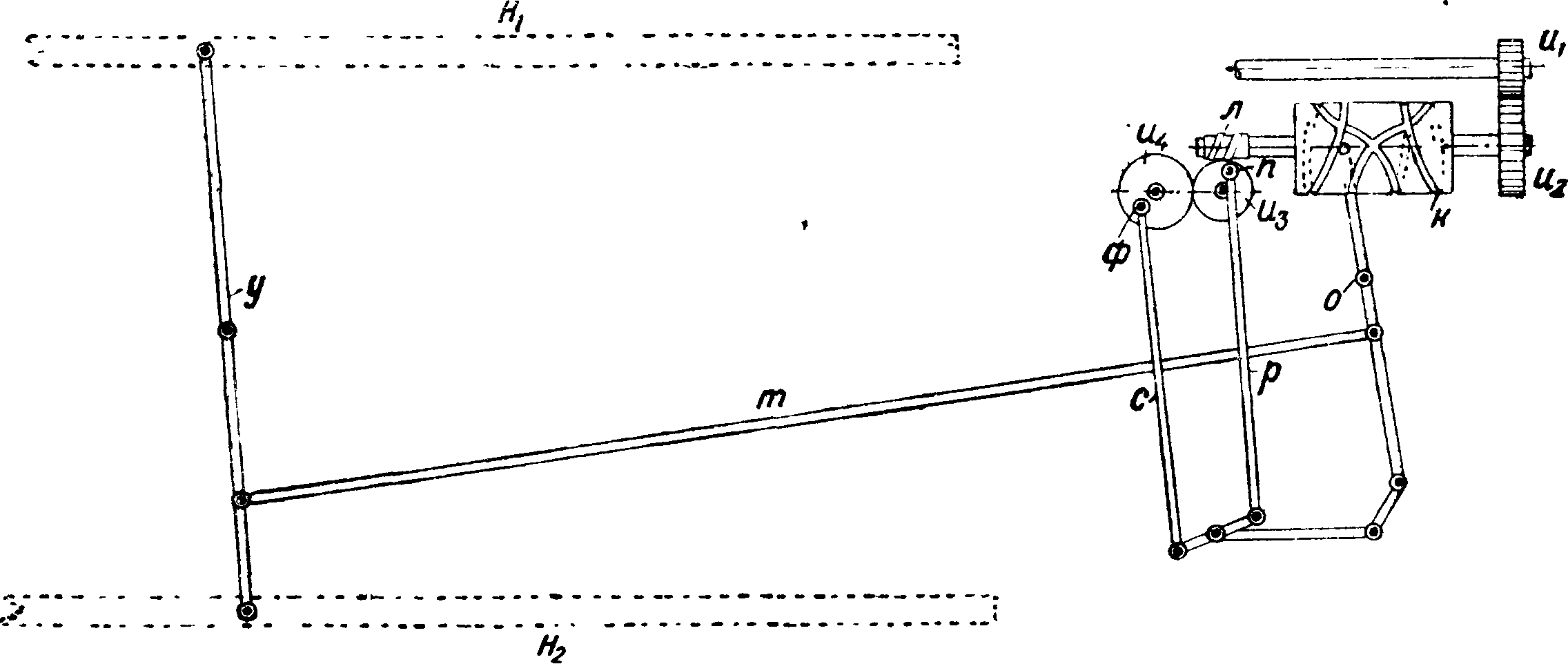
Фигура 14.
лах изменять число оборотов цилиндров зз и лежней гг, а следовательно и крутку нити
τ 600 ’
где t—крутка, число кручений на единицу длины нити (на 1 м), п—число об/м. веретена и
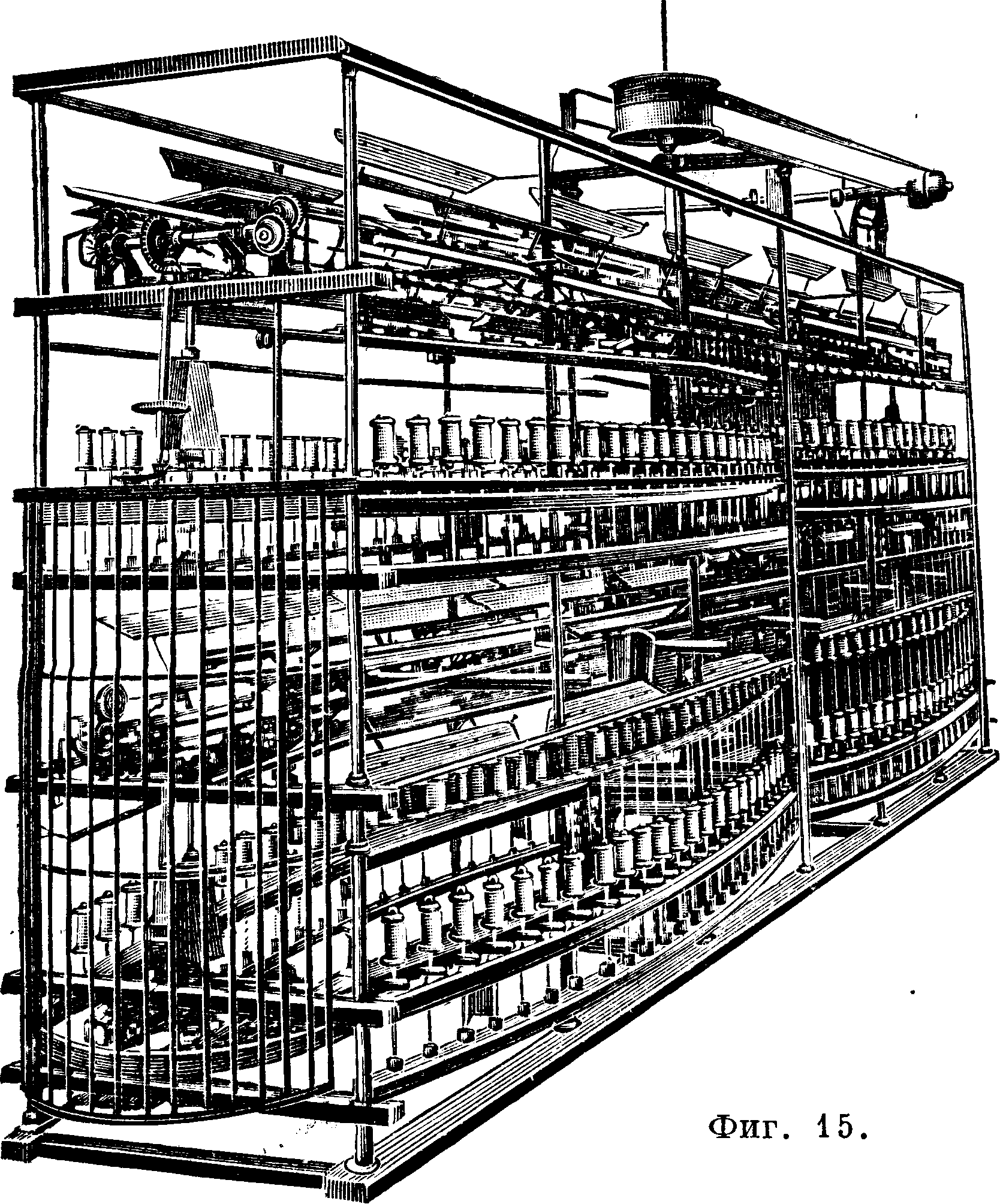
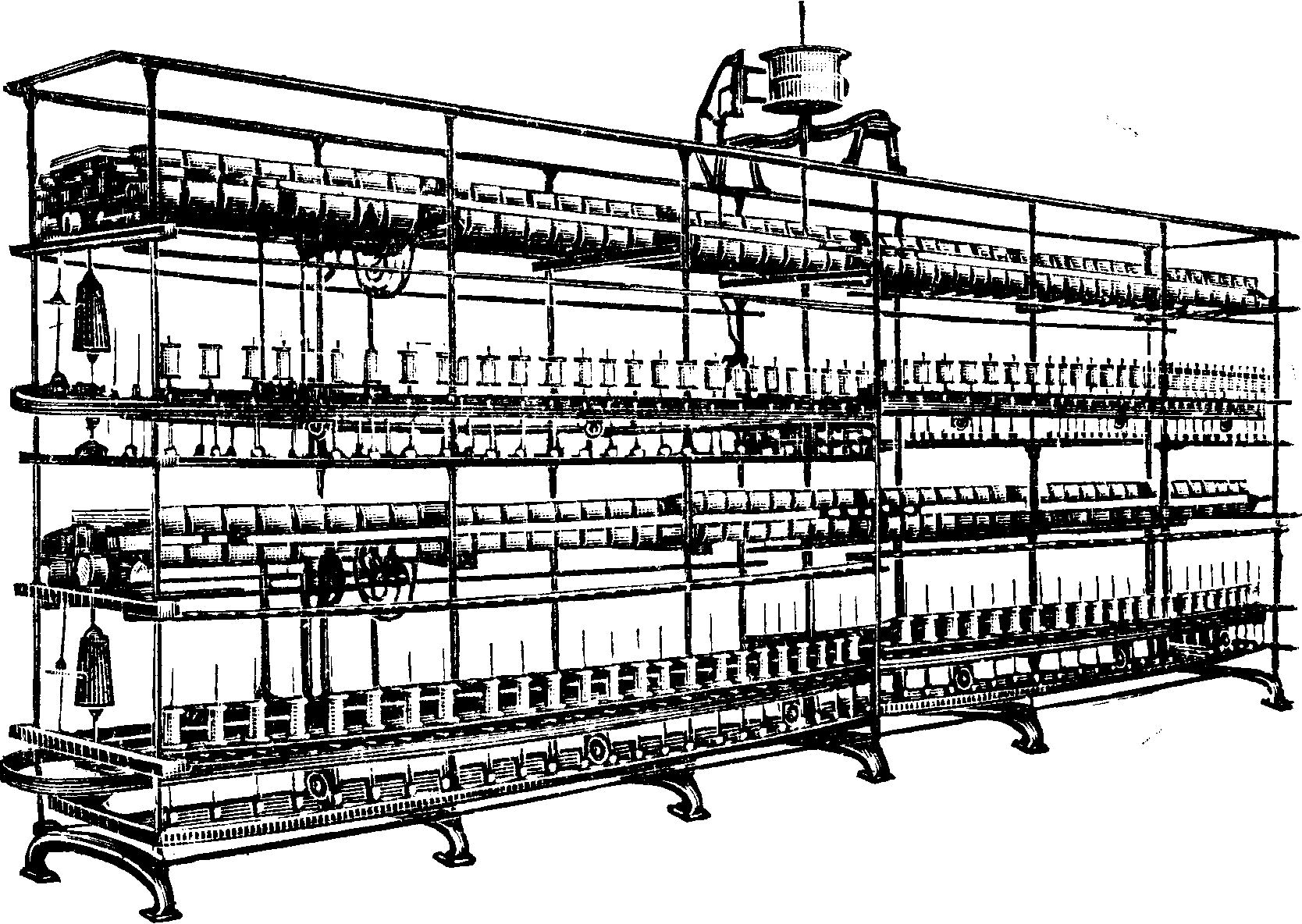
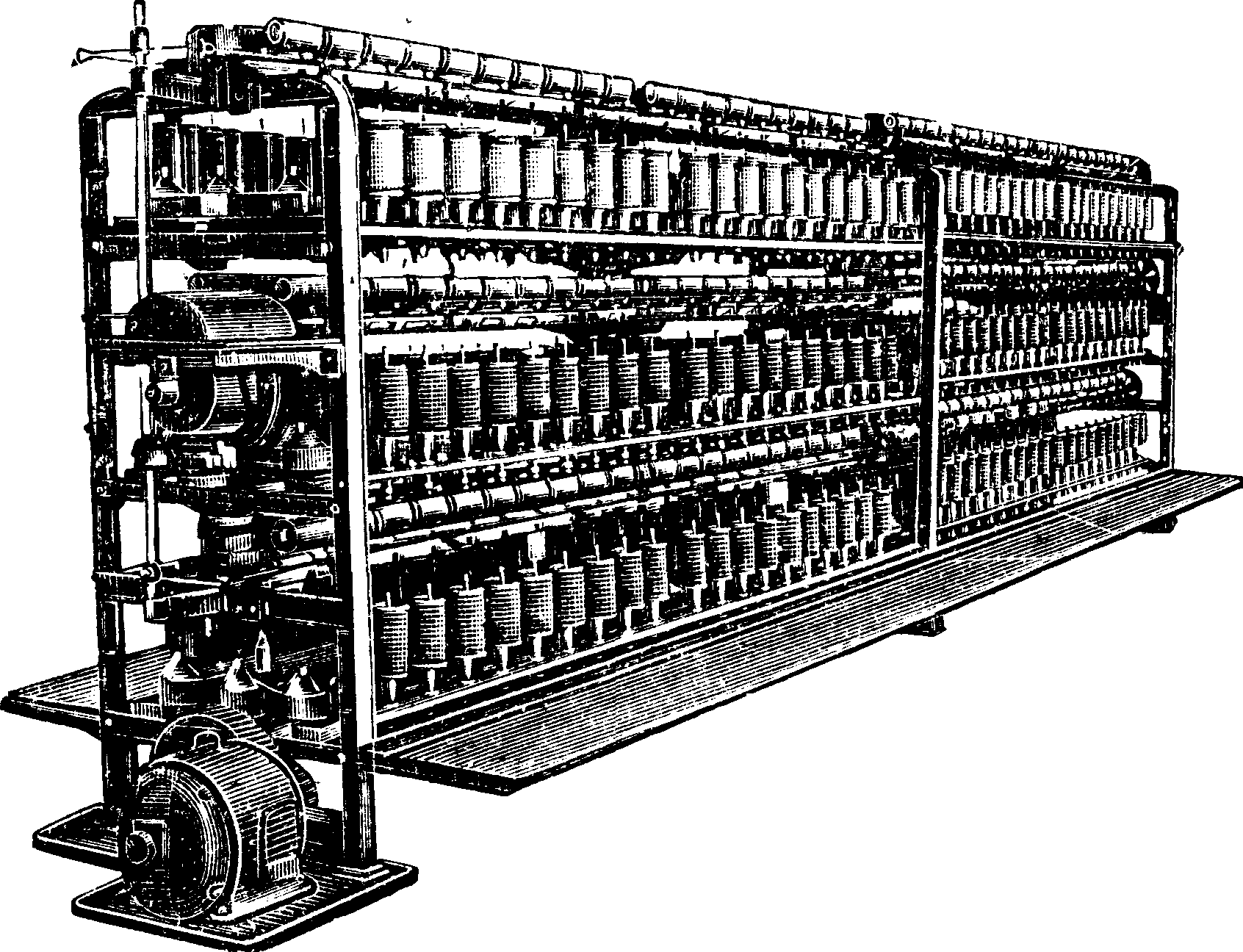
V—окружная скорость лежня в м/ск. Расклад-ник е совершает возвратно-поступательное движение, которое осуществляется или эксцентриком или с помощью особых механизмов (реглаж), передающих раскладнику составное сложное движение, получаемое от сложения двух или нескольких движений. На фигуре 14 показан один из таких механизмов: вращение вала цилиндров через шестерни щ и щ передается валу, на котором сидит круглый кулак к, в пазу которого ходит палец конца рычага, имеющего вращение в точке о. На валу кулака того системой намотки крученого шелка. Первый тип—карась с мотовилами (фигура 15), где крученая нить собирается непосредственно на мотовило. Благодаря недостаткам в конструкции и трудности обслуживания этот тип машины широкого распространения не получил. Главное распространение имеет второй тип карася, при котором нитка собирается на деревянную гладкую катушку без фланцев—л е~ ж е н ь. Крутильные машины этого типа строятся в 2, 3 и 4 яруса. На фигуре 16 представлена 4-ярусная машина итальянского завода «Баталия» марки Е на 384 веретена, на фигуре 17— двухъярусная на 192 веретена. Крутильные машины под маркой DL имеют следующие главные размеры. Число веретен на каждой стороне и в каждом ярусе 56; машины строятся в 2 яруса. В зависимости от назначения машины различают 3 типа ее: 1) для органзина и гренадина: 0 веретена 10 миллиметров, допускает 28 различных заправок крутки—от 300 до 1 500 оборотов нити на 1 м; 2) для крепа: 0 веретена
I f
Фйг. 16.
к сидит червяк л, к-рый приводит во вращение шестерни щ и щ, которые дают движение тягам р и с надетым на эксцентрично укрепленные пальцы п и ф. Все перечисленные движения тяг рис слагаются в одно через тягу ш и передаются рычагу у, а через него планкам рас-кладника щ и н2. В настоящее время встречается два основных типа крутильных машин (карась), которые отличаются один от дру-
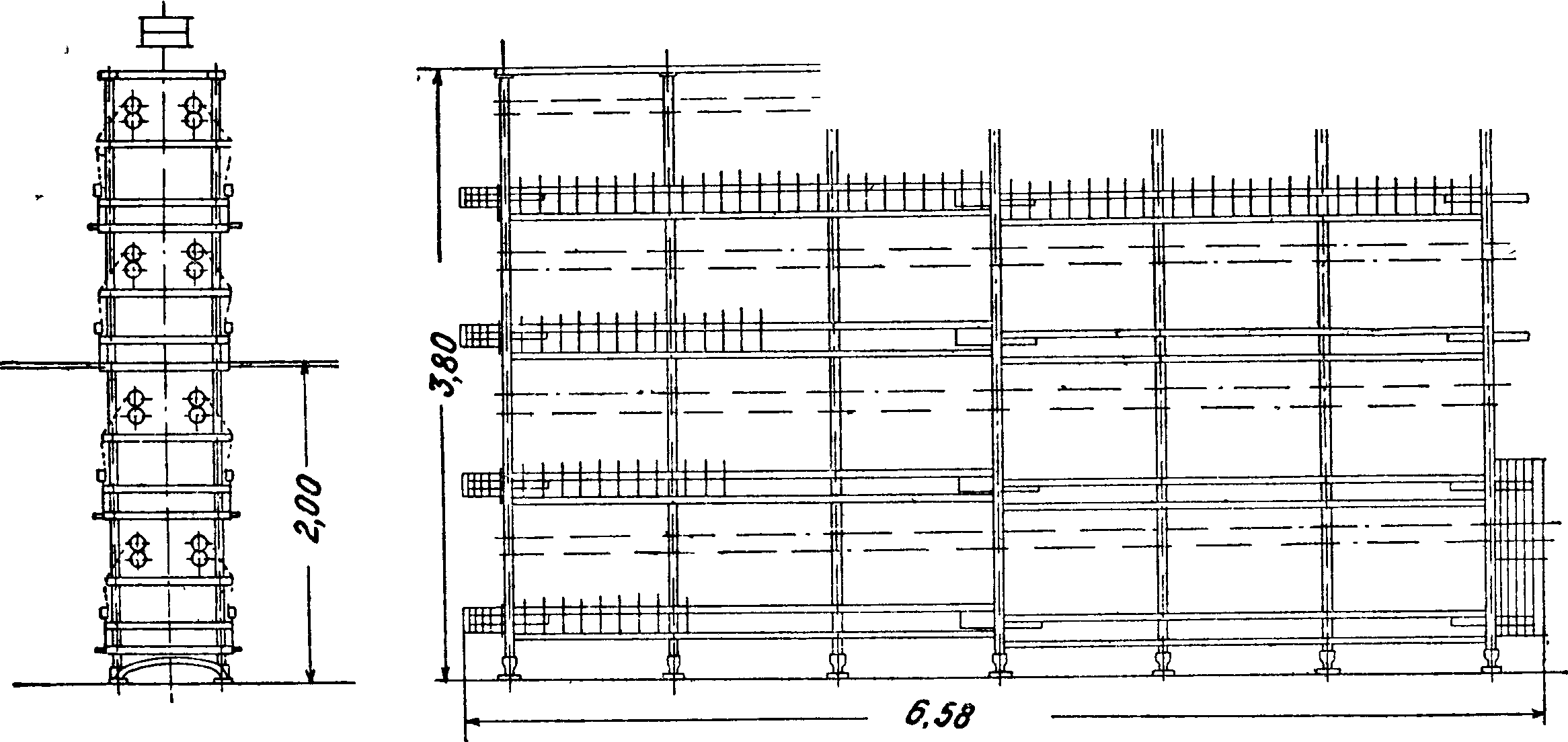
Фигура 17.
10 миллиметров, число возможных заправок крутки 41 ?с числом оборотов на 1 метров от 435 до 3 700; 3) для крепа из искусственного шелка: 0 веретена 12 миллиметров, 29 различных заправок крутки, с числом оборотов 730—3 320 на 1 метров Расстояние между веретенами 130 миллиметров, длина машины между осями крайних стояков: для машины 112 веретен—4 м, 168 веретен—6 метров и 224 веретена—8 метров Длина машины, включая шестереночный конус механизма для движения, на 0,80 метров больше; число об/м. для 1-й крутки 8 000— 10 000, потребная мощность 8 РР; для 2-й крутки 4 500—* 5 500, потребная мощность 6 РР.
Крутильные машины нем; типа выпускаются преимущественно з-дом Гамеля в Хемнице и Вегмана в Бадене в Швейцарии. Они также типа «карась», но отличаются большей компактностью, допускают обслуживание трех ярусов прямо с пола, без лестницы, но более тяжелы в работе, требуют большего расхода энергии. На фигуре 18 представлена крутильная машина фирмы Гамель марки LL; машина строится с двумя или тремя ярусами веретен сист: Раббет (вместе касания ремня) 20мм, число об/м. 4 500, намотка на лежнях крестовая.Главные размеры машины LL даны в табл.З. Для крутки ровных шелков—вышивальйого^ швейного и других—тот же з-д строит крутиль-
Таблица 3. — Главные размеры крутильных машин LL фирмы Гамель.
| Число веретен. | 48 | 93 | 1
114 I |
192 | 210 |
| Длина машины в м.^ | 2*1
! 2,15* |
8,82*1 1 3,35* | 4,65*1 5, ι5* 1 | 5.97*1
6,65* |
7,30*1 8, 5*2 |
| Число веретен. | 60 | 120 | 180 | 210 | 300 |
| Длина машины в ж. | 2,48*3 | 4,18*з | 5,88*з | 7,58*з | 9,28*з |
| Расстояние между веретенами: ** 145 *з 160 миллиметров. | мм; *2 178 миллиметров; | ||||
ную машину в виде рогульчатого ватера. Стандартной машиной в США является одноярусная машина В (Standard Spinning Frame) 112 веретен для первой крутки или 92 для второй, длина 19у3", ширина 1 б", высота 38; машина пригодна для крутки утка, основы (обеих круток), крепа, а также для искусственного шелка. Машина строится с любым по заказу числом веретен и любой длины. Машина имеет шариковые подшипники. Натяжение веретенного ремня осуществляется пружиной, которой он прижимается к приводному ремню.
Фигура 18.
Катушка имеет постоянную скорость и приводится во вращение трением о валик, обтянутый пробкой или особым видом искусственной кожи. Движение производится боковым эксцентриком. Машина С (Double Deck Standard Spinning Frame) является стандартной машиной двухъярусного типа. Число веретен для первой крутки 234, для второй 184. Длина машины 186", ширина 1 6, высота 4"10". На фигуре 19 изображена одноярусная машина 6В, существенным образом отличающаяся от распространенных типов машин способом приведения во вращение веретен; каждое веретено приводится отдельно с помощью фрикционных шкивов, к которым они прижимаются пружинами. Веретена с катушками Поставлены наклонно к рабочему, что облегчает их обслуживание. Машина снабжена шариковыми подшипниками. Подпятник веретена имеет значительно больший стакан для масла, чем у обычных машин, что позволяет ре-ж£ смазывать веретена. Преимущества машины: более принужденное вращение веретен и меньший % скольжения, удобное обслуживание, меньший расход энергии. Машина имеет 112 веретен, расстояние между веретенами 31/3,>длина машины 18, ширина 13", высота 4,3", вес 1 600 англ, фунтов. К недостаткам машины следует отнести сложность ее и в особенности относительную сложность привода для вращения веретен. Из америк. шелкокрутильных машин наибольший интерес представляют комбинированные машины, осуществляющие одновременно 2 и даже 3 процесса. Машина 5В (фигура 20) представляет собою комбинирован-
Фигура 19.
ную машину для тростки Ц укрутки утка и крепа (Combined Doubling and Spinning Frame) для натурального и искусственного шелка, а также для тонких но“ меров хлопчатобумажной и шерстяной пряжи. Ниже приведены данные о машине 5В.
Число веретец юо
80
70
Расст. между верет.
4"
δ"
6i/4,J
Длина Ширина Приблизит-машины машины вес
19Г 19 Г 191
13
13
ГЗ
4 100
англ. фи.
Машина представляет собою кольцевой ватер упрощенной конструкции с намоткой нити по винтовой линии, осуществляемой с помощью сердечника. Привод веретен обычный для шелкокрутильных машин с помощью ремня с натяжением его грузом. Каждое веретено снабжено автоматич. остановом при обрыве нити. Перезаправка производится быстро и просто перестановкой цепных шестерен. Машина дает 4 000—7 000 оборотов в зависимости от вида крутки и качества шелка. Машина 5С представляет собой комбинированную машину для крутки основы, на которой последовательно
Фигура 20.
осуществляется 1-я крутка, тростка и 2-я крутка (Combined Spinning Doubling and Twisting Frame). Машина построена по типу предыдущей. Число веретен первой крутки—160, второй—80, длина машины 195", ширина Ill", высота 38".
Преимуществами американских машин перед итальянскими или французскими являются: 1) лучшее конструктивное оформление машины (регулируемое натяжение ремня, прижим вере-
лен к ремню, лучшая посадка веретена в подпятнике и тому подобное.); 2) удобство обслуживания; •3) большие скорости отдельные органов машины; 4) больший коэф. использования машины; 5) более высокая производительность на 1 веретене; 6) меньший расход рабочей силы; 7) более быстрое прохождение продукта. Главными недостатками америк. машин являются: 1) большая потребность в площади, в особенности в случае установки однородных машин (примерно в 2уа раза больше, чем итальянских); 2) больший расход энергии, также в 2—2у2раза -больше итальянских. Работа на американских машинах м. б. рентабельной в том случае, если машины работают с большими скоростями; последнее требует стандартного и хорошего качества сырья и рабочей силы высокой квалификации.
ТехникаШ. Несмотря на то что на крутильную машину нить поступает уже перемотанной и в известной степени очищенной от шишек, налетов и петель, все же крутка является весьма ответственным процессом, при котором, в случае неисправности в работе машины или в обслуживании ее, возможно значительное снижение производительности и качества фабриката. Первым условием для получения -фабриката хорошего качества и работы на крутильной машине с большими скоростями является исправное состояние машины, в особенности ее движущихся частей; веретена .должны легко вращаться и быть с несработав-шимися концами и хорошо выбалансирован-ными; подпятники не должны иметь сработанных мест. Не малое значение имеет качество проволок рогулек в машинах типа карась и бегунков в машинах ватерного типа. Рогульки .делают из лучшей рояльной проволоки, бегунки—из стали, в целях возможного предохранения их от перетирания шелковой ниткой. Плавное и равномерное вращение лежня имеет большое значение для правильной крутки, правильной намотки на лежень и дальнейшей перемотки шелка. Гнезда для концов оси лежня Д. б. в полной исправности, на концы оси лежня не должен наматываться шелк, чтобы не затруднять его вращения. Необходимо следить л проверять правильность работы расклад ника. Нить должна наматываться на лежень с определенным натяжением, при слабом натяжении нить при сматывании дает петли. Слишком туго намотанный лежень трудно сматывается на моточной машине. Натяжение нити проверяют рукой. Для увеличёния натяжения нить •накручивают лишний раз о крючок или пропускают ее через лишний крючок. Уменьшение натяжения м. б. достигнуто разгрузкой нити от излишних переходов через крючок или через глазок, а также уменьшением скорости намотки на лежень.
Работа с д о к р уткой. Большинство ф-к в настоящее время работает с докруткой, то есть дают крутильным машинам работать определенное время после ухода работниц с работы. Такая работа без обслуживания не вызывает недостатков, т. к. при обрыве нити лежень продолжает вращаться, и возможно лишь нек-рое перетирание шелковой нити о валик благодаря тому, что лежень соприкасается все время одним и тем же слоем нити с поверхностью валика, но это крайне незначительно действует на структуру крученой нити. Время, в течение которого представляется целесообразным производить докрутку, определяется 1) качеством
шелка: чем лучше шелк, тем меньше обрывность и тем продолжительнее м. б. докрутка; 2) состоянием машины; 3) организацией производственного процесса—имеются ли специальные бригады для помощи основным работницам при заправке машины на следующий день утром. Наличие такой бригады ускоряет ликвидацию обрывов, полученных во время докрутки и заправки машины, и потому при такой бригаде целесообразна более продолжительная докрутка. Наконец время докрутки зависит также от сорта вырабатываемого шелка, от скорости веретен, от условий t° и влажности. Практика показывает, что при средних условиях наиболее целесообразной продолжительностью докрутки является докрутка в течение 5—6 ч.
Запарка шелка после крутки. Шелк запаривается как после первой крутки, так и после второй. Нек-рые ф-кц запаривают шелк и в мотках после размотки его на моточных машинах. Запарка шелка имеет целью увлажнением нити временно уменьшить ее упругие свойства и предупредить ее петляние. Она производится в особых камерах, сложенных из кирпича. Запарная камера снабжается краном, трубкой, проводящей пар, трубой, отводящей пар после запарки, и на дне краном для отвода конденсационной воды. Шелк подается в запарную камеру в решетчатых ящиках или корзинах; рекомендуется ящики внутри обтягивать холстом и сверху накрывать для предохранения шелка от капель воды, падающей сверху. На больших крутильных ф-ках шелк подается в камеру на вагонетках. Длительность запарки определяется толщиной слоя шелка на лежнях, степенью крутки, а также титром и качеством шелка. Толщина слоя намотки составляет 7—8 миллиметров. Продолжительность запарки, принятая на союзных ф-ках при давлении пара 2,5 atm, следующая (в мин.):
После 1-й После 2-й крутки крутки
Основа.. 8 12
Гренадин.. 8 10
Креп 2-нитнын. 10 —
»8 » 15 —
»4 » 20 —
Следует внимательно следить за тем, чтобы запарка шла возможно правильнее и равномернее, для чего перед запаркой шелк должен быть подсортирован, слишком слабо намотанные или с неполной намоткой лежни следует откладывать и запаривать их отдельно. Как недопарка, так и перепарка портят шелк и затрудняют его дальнейшую обработку. При недопарке нить плохо сходит и дает сукрутины и петли, при перепарке шелк теряет блеск и цвет, делаясь тусклым, нить становится слабой, и обрывность нити повышается. После запарки шелк поступает в сушилку, что необходимо в целях возможно равномерного подсушивания сери-цина и для избежания заклеенности шелка. Сушка производится при t° 55°.
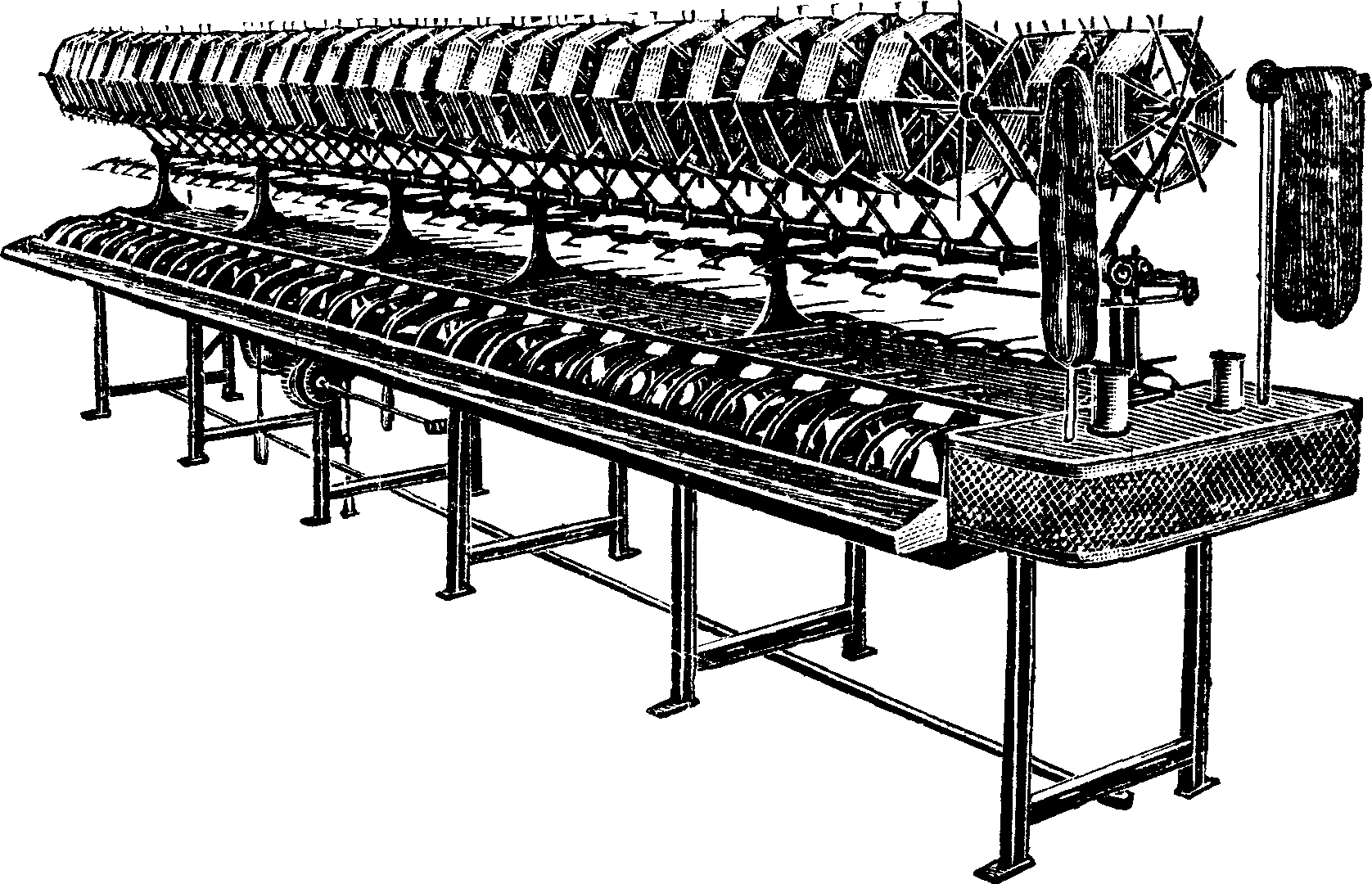
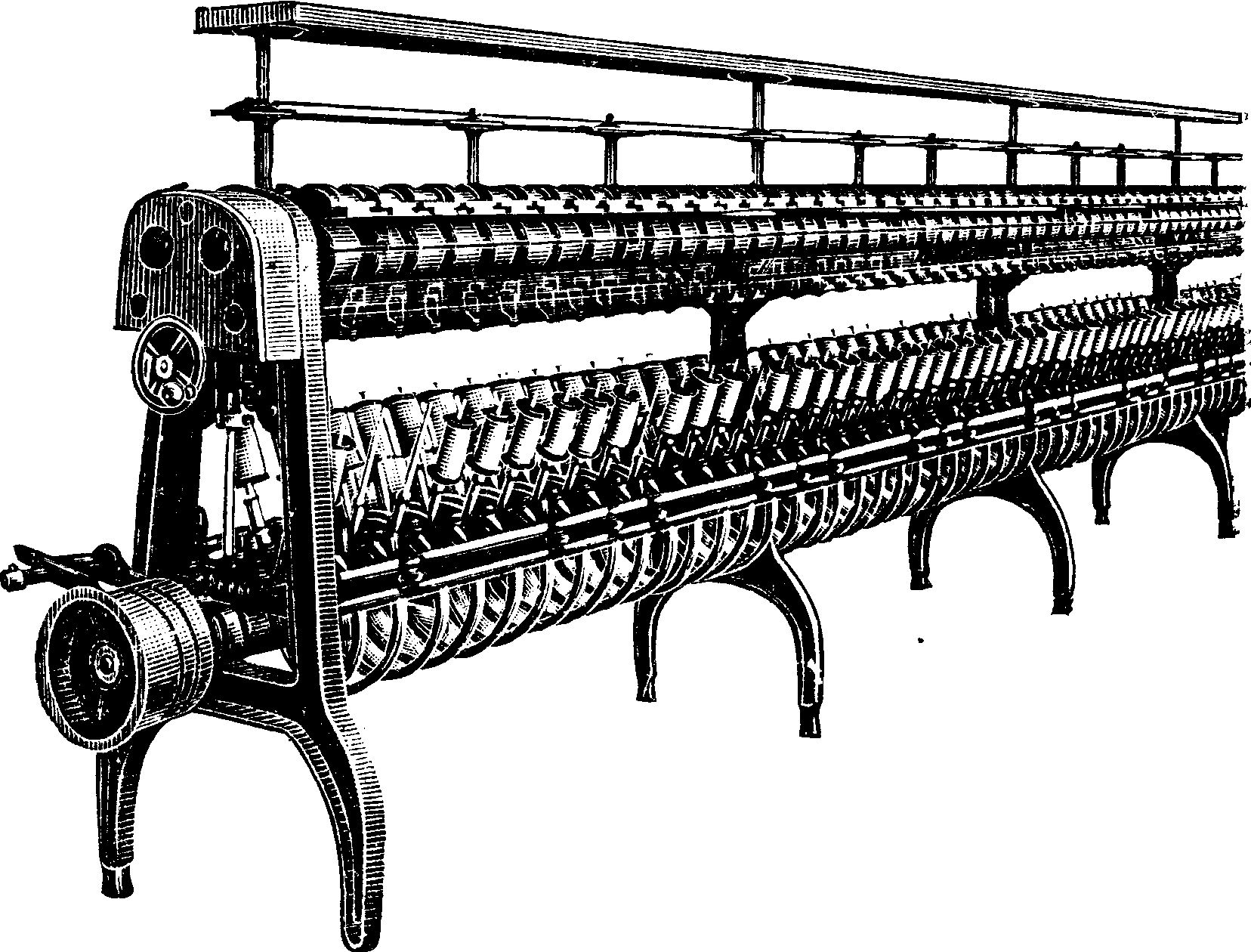
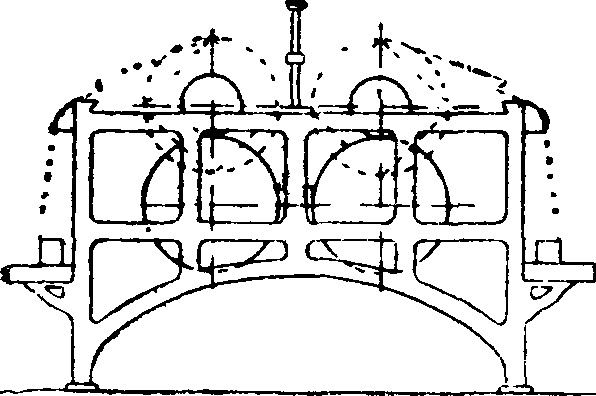
Перемотка шелка в мотки или на бобины. Полученный на лежнях крутильной машины шелк должен быть перемотан в форму, удобную для перевозки. Наиболее простой и удобной формой является моток; все виды крученого шелка, для которых моточная форма является возможной, перематываются в мотки; сильно крученые виды шелка, как креп, муслин, гренадин и другие, обладают такой силой раскручивания и образуют при раскручивании такие петли, что в мотки не м. б. перемотаны и перематываются на бобины. Моточная машина (фигура 21) состоит из станины, на которой укреплена внизу полка,на к-рую устанавливают лежни с шелком, прошедшие запарку. Главную часть машины составляют мотовила, на которые перематывается шелк. Мотовила размещены в верхней части машины и получают вращение от трансмиссии. Обычно мотовило име-зт 4 лопасти. Число мотовил бывает различно. На каждой стороне машина имеет от двух до шести мотовил, на каждом мотовиле наматывается по 10 мотков. Переходя с катушки на мотовило, нить проходит направляющие стеклянные прутки и глазок раскладника; последний имеет возвратно-поступательное движение и раскладывает нить на мотовиле. Машина снабжена еще двумя механизмами: счетчиком длины нити, который может устанавливаться на определенную длину намотки, и автоматическим остановом, который останавливает машину в случае окончания намотки. Соотношение скоростей мотовила и раскладника таково, что нить наматывается на мотовило крестообразно, и моток получается с отверстиями в виде ромбов.
Применяемые для перемотки на бобины бо-бинажные машины встречаются весьма разнообразных конструкций и систем. Наибольшее распространение на союзных ф-ках имеют машины франц., швейцарских и американских з-дов как по системам намоток, так и по приспособлениям, регулирующим натяжение нити. Производительность америк. бобинажных машин значительно выше, чем европейских, но, с другой стороны, они имеют ряд недостатков: 1) занимают много места, 2) требуют большого расхода энергии, 3) неудобны в обслуживании,
4) имеют переменную окружную скорость бобин, 5) при пуске нить испытывает слишком большое натяжение. Работа бобинажной машины является очень ответственной благодаря большим скоростям, которые имеют бобины. Необходимо строго следить за тем, чтобы наиболее ответственные части машины находились в полной исправности, установка лежней, посадка бобин на веретена, вращение веретен и раскладника также были правильными. Для более легкого схода нити рекомендуется надевать на лежни гладко полированные деревянные крышки, которые предохраняют нить от прикосновения к негладкой поверхности лежня.
Влияние крутки на свойства ни-т и. Крепость шелка при крутке одиночной гре-жевой нити по сравнению с таковой же нитью некрученой понижается. Объясняется это двумя причинами: грежевая нить, будучи нитью жесткой, заклеенной, при крутке испытывает определенные механич. деформации, на поверхности ее в серицинцом слое получаются надломы, рассеянны и другие повреждения, во-вторых, при крутке получаются напряжения в нити, которые уже частично используют динамометрии, возможности ее; жесткая же заклеенная природа шелка-сырца (грежи), его гладкая поверхность не позволяют отдельным грежевым нитям при крутке прийти в более тесное соприкосновение и увеличить трение, что мы наблюдаем в мягкой пряже; и действительно в вареной шелковой нити мы наблюдаем уже совершенно иное явление: крепость нити при крутке ее до известного предела повышается. При крутке сдвоенной нити до известного предела, к-рый зависит от титра, числа концов и качества шелка, крепость крученой нити повышается в пределах 5—10%; ОСТ 987 на крученый шелк устанавливает следующие нормы крепости при крепости грежи 1-го сорта, равной 3,9 з на 1 денье:
Уток в 2 конца 3,6 г Гренадин в 2 конца 3,3 г
Основа » 2 » з,5 » Креп » 2 » 2,4 »
При кручении отдельные нити, располагаясь по винтовым линиям, в длину укорачиваются, то есть длина трощеной нити будет меньше длины составляющих ее нитей. Укрутка тем больше, чем толще нити, составляющие кру-:ι, ченую нить, чем больше число их и чем сильнее крутка. Увеличение титра крученого шелка благодаря укрутке (по Розен-цвейгу) составляет: для утка— 0,75%, органзина—1,5%, гренадина—3,0%, крепа—10,0%. Проф. Коломбо дает для укрут-ки крепа 12%, гренадина—3%. Крутка оказывает влияние и на блеск шелка. Крученый шелк всегда имеет меньший блеск, чем грежа, из которой он кручен. Связность крученой нити значительно выше некрученой. Крученая нить отваривается и красится в мотке; она лучше сопротивляется расщеплению при проходе нити через ткацкие и трикотажно-вязальные приспособления—берда, ремиз, крючки, иглы и др. Перематывающаяся способность щелка претерпевает в процессе крутки также существенные изменения: благодаря утолщению нити и увеличению ее абсолютной крепости, а также повышению ее связности обрывность уменьшается, и крученый шелк может перематываться при большей скорости, чем некрученая грежа, но, с другой стороны, благодаря изменению его поверхности (в связи с круткой он теряет гладкость) и благодаря возникновению от закручивания нити внутренних упругих сил, которые, заставляя нить раскручиваться, образуют петли, перемоточная способность крученого шелка значительно понижается.
К числу недостатков крученого шелка относятся: 1) плохо скрученная нить (недокрутка или перекрутка), 2) сукрутина, 3) неправильное число концов в крученой нити, что бывает при тростке на машинах без автоматич. останова или в результате обрыва одного конца нити во время крутки, 4) неправильно связанные узлы и узлы с слишком длинными концами, 5) петли, которые получаются вследствие захлестывания нити оборвавшейся соседней нитью во время прохождения ее с веретена на лежень крутильной машины, 6) загрязненные места нити. Причиной первого недостатка являются неисправности тростильной или крутильной машины; плохая крутка получается в том случае, если веретено плохо выверено и бьет, если нити имеют неодинаковое натяжение, если работница слишком медленно связывает концы, а конец нити на веретене закрутится и получает лишнюю крутку. Сукрутина является. в результате трощения нитей, имеющих неоди-5 наковую крутку, или неодинаковый титр, или
-1-1.1 Li-1-., __1 I I I I 111 1 I_Lll J I .U 1 : I
±
Фигура 2J.
различное натяжение, или наконец неодинаковую влажность. Влажная нить очень легко удлиняется, а, высыхая, укорачивается и естественно в результате тростки с сухой нитью дает сукрутину; последняя может быть в результате неправильной или неравномерной запарки, как было уже указано. При браковке шелка на бобинах к браку относят: 1) бобины со слабой и неправильной по форме намоткой, 2) бобины нед окрученные с не докрученным шелком, 3) загрязненные бобины, 4) бобины с шелком различного цвета (белый и желтый на одной бобине).
Перевязка мотков, чистка и упаковка шелка. Мотовила с шелком поступают к перевязальщице, на обязанности которой лежит и чистка шелка. Перевязалыцица перебирает и просматривает шелк, обрезает длинг ные концы узлов, вырезает участки нити с недостатками и заменяет их хорошими. Мотки с большим числом недостатков перевязалыцица откладывает, и они должны упаковываться отдельно. Перевязка мотков в настоящее время производится по сцст. Гранта, которая состоит в том, что моток перевязывается в трех местах, причем нитка пропускается в просветы крестовой намотки. Согласно ОСТ 987 периметр мотка равен 1,125 м, вес 40—60 г. Мотки должен быть перевязаны в трех местах крученой хл.-бум. пряжей № 24/2 или пряжей бурдесуа, крученой в 2 нитки. Длина перевязки должен быть на 3 сантиметров длиннее ширины мотка. Мотки, скрученные в куфты, связывают в пакет по 15 куфт в каждом и упаковывают в кипы весом 50—60 килограмм. Кипы упаковывают в прочную двойную мешковину, выложенную внутри гладкой бумагой, перевязывают веревкой и запломбировывают. В мотках обычно выпускают следующие сорта пгшжи: уток, основа, гренадин и ондюле; креп и муслин всегда выпускают на бобинах. Шелк на бобинах упаковывают в фанерные ящики весом 25 — 30 килограмм. Ящик внутри обкладывают плотной бумагой; отдельные ряды бобин с шелком в ящике также перекладывают бумагой. Ящики перевязывают веревкой и запломбировывают. К кипе или ящику прикрепляют ярлык, на к-ром пишут название фабрики, № кипы, вид крутки, титр шелка, вес брутто и нетто, вес тары. К кипе или ящику прилагается паспорт кондиционного учреждения с характеристикой качестве крученого шелка.
Лит.: Сим, Шелк-сырец и его кручение, пер. с англ., M.—Л., 1932; Коробанов А., Насек и н Н. и Смирнов К., Крутильное и ниточное производства, Ив.-Вознесенск, 1927; АнучинС.иКукин Т., Шелковая промсть СССР, М., 1930; Seem W., Raw Silk Properties, Classification of Raw Silk a. Throwing, N. Y., 1929; Loir J., Traits de moulinage des soies, Lyon, 1932; Technologie d. Textilfasern, hrsg, v. R. Herzog, B. 4, T. 2; Technologie u. Wirtschaft d. Seide, B., 1929; «Советский шелк», Μ., 1930, 1, 2, 3, 4; «Шелк», Москва, 1931—32. В. Линде.