 > Техника, страница 97 > Шплинты
> Техника, страница 97 > Шплинты
Шплинты
Шплинты, согнутые вдвое отрезки проволоки полукруглого сечения (фигура 1). Ш. применяются в машиностроении как одно из средств против самоотвинчивания гаек болтовых соедине
ний и для закрепления на месте деталей против небольших и случайных усилий. Шплинтовый замок болтовых соединений в виду простоты и надежности его в работе в настоящее время находит применение во всех отраслях машиностроения,
не исключая и таких ответственных, как авто-и авиастроение. При употреблении в болтовых соединениях простых гаек для образования шплинтового замка сверлят в стержне болта у
самой гайки отверстие перпендикулярно оси болта и пропускают через него шплинты соответствующего диаметра и длины, после чего свободные концы Ш. разводят (фигура 2). Реже Ш.
пропускают через болт и гайку одновременно (фигура 3). Последний вид шплинтования в практике вызывается обычно случайным отсутствием болтов длины, достаточной для выполнения шплинтового замка по фигура 2. Для регулирования натяга болтовых соединений при ослаблении их, вызываемом растяжением болтов в работе, употребляют одновременно со III. корончатые гайки (фигура 4). В этом случае отпадает необходимость сверления отверстия в болте во время сборки после установки на место болта и гайки. Широкое применение Ш. вызвало их стандартизацию в странах с развитым машиностроением. В 1927 г. Комитетом по стандартизации при СТО был утвержден ОСТ 150 «Шплинты разводные проволочные» как обязательный с 1 января 1929 г. (последняя редакция 1931 г.). В стандарте условно принято считать диаметром Ш. — диаметр отверстия под него в болте,
Фигура 4.
цами разной длины для удобства разводки (фигура 1). Позднее, в 1930 г. Комитетом по стандартизации при СТО были выпущены ОСТ 1750—1755, «корончатые гайки», разработанные в соответствии с ОСТ 150 на Ш. В ОСТ на корончатые гайки помещены данные о соответствующих размерах Ш. Этими данными надлежит пользоваться и при шплинтовке по фигура 2 и 3. Примерами, характеризующими применение Ш. как фиксирующих приспособлений, может служить фиксация положения гладких болтов (пальцев), пропускаемых в уши коренных листов рессор в паровозо-ваго-ностроении, гладких болтов и валиков, служащих для соединения элементов рычажных систем, и гибких лент тормозов грузоподъемных механизмов и тому подобное. В случаях, когда на Ш. могут действовать значительные поперечные усилия, от постановки его следует отказаться и заменить штиф
том. При постановке шплинтов на гладких болтах и валиках диаметры их следует намечать, руководствуясь соотношением 0,15 d + (0,5 -М) миллиметров, где d — диаметр валика.
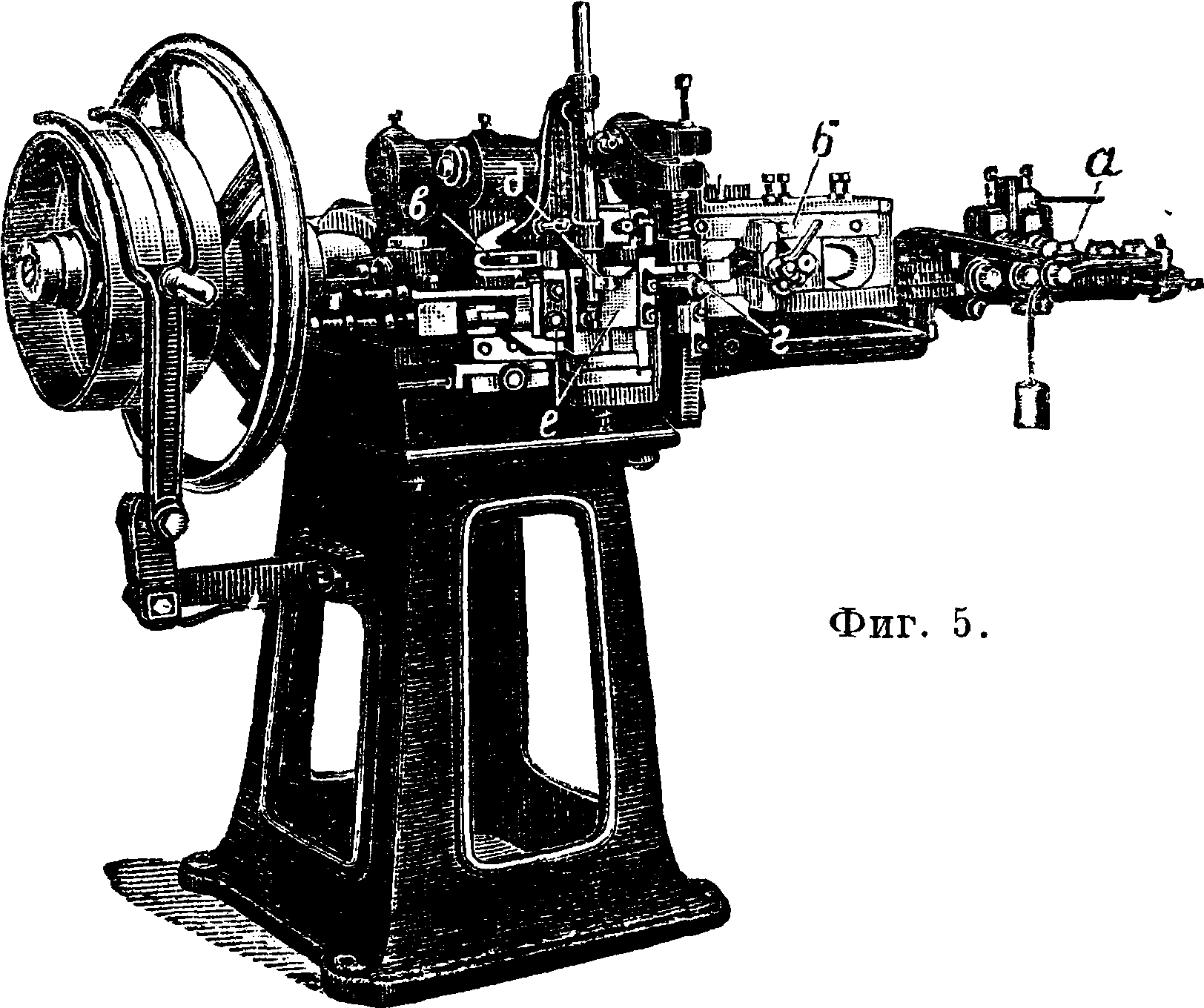
Производство Ш. Для производства Ш. употребляется железная или латунная проволока специального сечения—полукруг с закругленными углами. Получается она путем протяжки через волочильную доску или путем плющения проволоки кругового поперечного сечения в открытом ручье холоднопрокатного стана. Производство шплинтов, являясь массовым, ведется с применением специальных станков-автоматов (фигура 5), Эти станки,‘затягивая проволоку из бунтов, расположенных подле них на специальных вращающихся фигурках, рихтуют (правят) ее с помощью рихтаппаратов а, состоящих из 5—7
Основные данные об автоматических шплинтовых станках фирмы Кайзер.
| Модель | Производительность | Необходимая площадь, м | Вес,
кг | Потребная мощность, л. с. | Шкивы для приводного ремня | ||||
| число Ш. в мин. | наиб, длина Ш., миллиметров | толщина
III., мм |
диам.,
мм |
ширина,
мм |
число об/м. | ||||
| W | 120 | 50 | 1,0-3,0 | 1,3x0,8 | 450 | 1/2 | 300 | 60 | 120 |
| WA | 95 | 75 | 1,5-5,0 | 1,6X1,0 | 825 | 1 | 400 | 80 | 95 |
| WB | 70 | 110 | 3,0-8,0 | 2,0X1,5 | 1 550 | 2 | 600 | 100 | 70 |
| WC | 50 | 150 | 6,0-13,0 | 2,5X1,8 | 2 600 | 4 | 600 | 90 | 155 |
что дает возможность применять сверла с округленными значениями диаметров. Действительное значение диаметров Ш. ниже номинальных на 0,2—0,5 миллиметров. Длины Ш. в ОСТ 150 приняты на
7—12 миллиметров больше размера «под ключ». При диам. 3 миллиметров и выше Ш. надлежит изготовлять с кон-
роликов, расположенных в плоскости гибки Ш., или двух систем роликов, расположенных во взаимно перпендикулярных плоскостях. Выправленная проволока подающим механизмом б досылается до специального упора в и затем ножом г от нее отрезаются куски длиной, потребной для образования Ш. Устанавливается эта длина во время настройки станка путем изменения величины подачи, положения упора и. ножа. Отрезанный кусок проволоки гибочным штифтом д при движении вниз затягивается в пространство между формующими щеками е. Когда штифт займет нижнее положение, формующие щеки сходятся и Ш. получает окончательную форму. По окончании формовки Ш. гибочный штифт выходит из ушка Ш., двигаясь вначале по направлению своей оси, а затем вверх в исходное положение. Во время последнего перемещения штифта формующие щеки расходятся, и готовый Ш., освобождаясь, падает под станок в тару для готовой продукции. Выполняются шплинтовые автоматы вертикальными и горизонтальными. Первые производят гибку Ш. в вертикальной плоскости, а вторые—в горизонтальной. Особых преимуществ ни у той ни у другой системы нет, если не считать небольшой экономии в занимаемой площади пола при установке вертикальных автоматов. Для изготовления III., находящих применение в машиностроении (диам. 1—12 миллиметров), шплинтовые автоматы строят трех или четырех моделей (смотрите таблицу).
Лит.: Берлов М., Детали машин, вып. 1, Болтовые и клиновые соединения, М., 1929; С а в е р ин М., Стандарты крепежных изделий, М., 1933; ОСТ 150, 1750—1755, 2073—2074; DIN 94. С. Ветошниковw