 > Техника, страница 97 > Электроинструмент
> Техника, страница 97 > Электроинструмент
Электроинструмент
Электроинструмент, инструменты и мелкие переносные станки, приводимые в движение составляющими с ними одно конструктивное целое электродвигателями малой мощности. За последние годы чрезвычайно возрастает применение электроинструментов как на крупных промышленных предприятиях, так и в небольших мастерских. При помощи Э. обрабатываются не только черные и цветные металлы и дерево, но и другие материалы, как камень, стекло,
кожа, пластмассы. Успехи в развитии Э. относятся прежде всего к улучшению приводов и к повышению их мощностей и рабочих скоростей. Появились принципиально новые системы привода в виде например высокочастотных Э. (смотрите ниже). Благодаря усовершенствованию привода и самих рабочих элементов в Э. области применения их непрерывно расширяются. В нижеследующем приводится перечень основных применений Э., который не имеет отнюдь исчерпывающего характера. Области применения Э. следующие. 1) Электросверлилки (фигура 1): а) для металла,
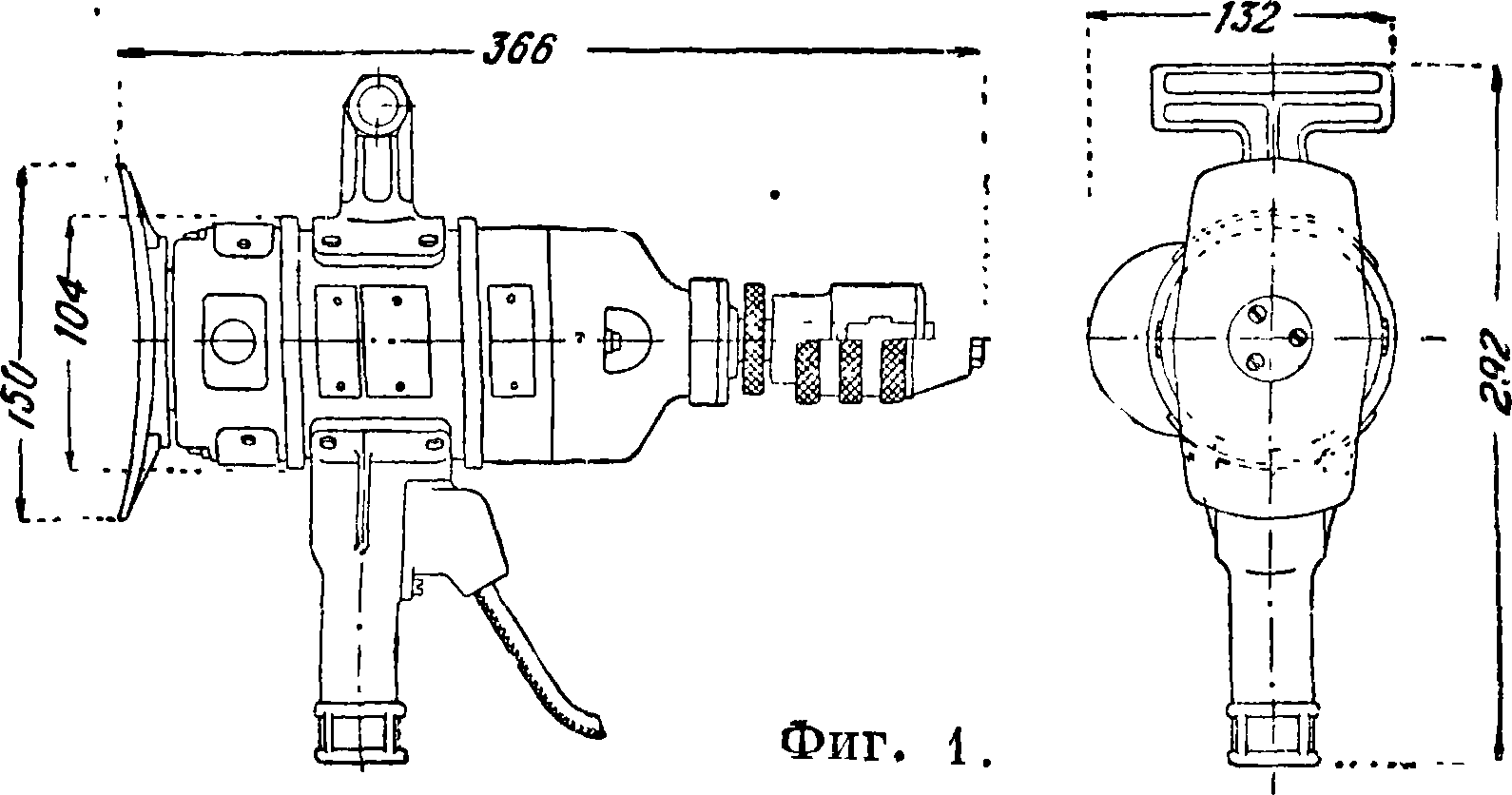
б) для дерева, в) для каменных работ, г) для горного дела, д) для раззенковки и развертки,
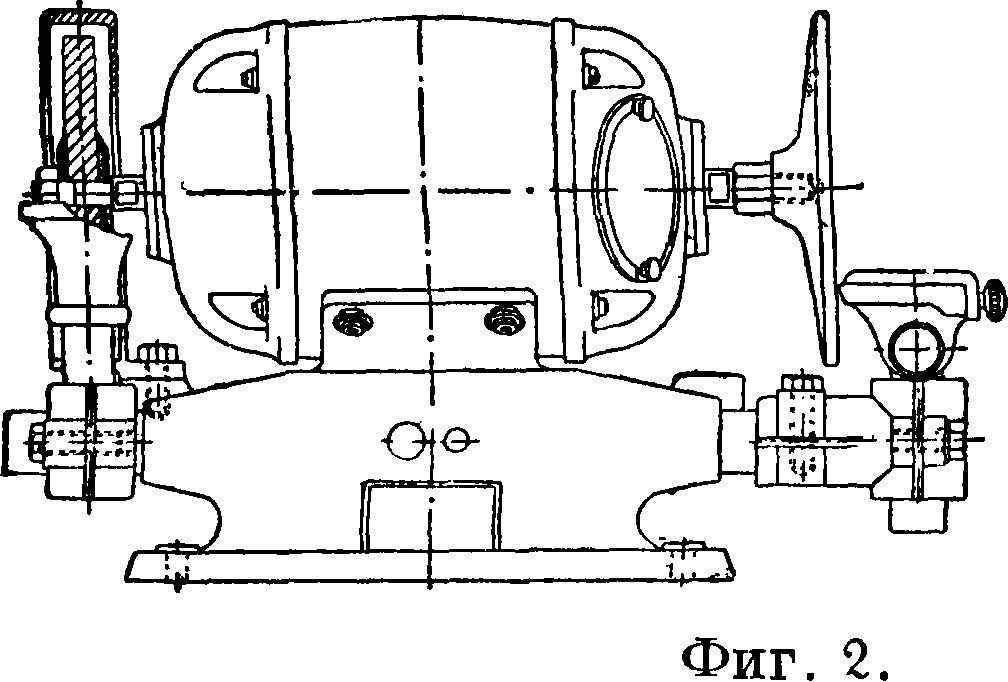
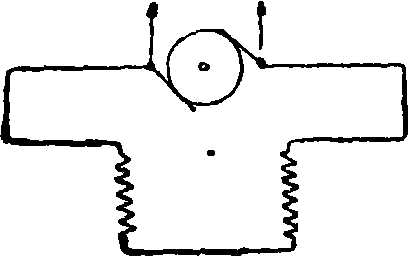
е) для нарезки резьбы, ж) в качестве электроотверток. 2) Ручные шлифовальные (фигура 2) и полировочные приборы. 3) Электропилы цир
кулярные и ленточные, передвижные ножовки и цепные пилы. 4) Переносные фрезерные станки для дерева. 5) Переносные строгальные станки — ручные (рубанки) и настольные. 6) Инструменты с гибкими валами: сверла, фрезы, напильники, рашпили, шлифовальные и полировальные круги, пилы, напильники, гладилки, ножницы, приспособления для чистки котлов. 1) Инструменты, действующие ударом: молотки всякого рода — клепальные, отбойные для ударных работ, молотки для шпалоподбойки, молотки-ы малого размера для легких работ по металлу и камню, зубила (чеканки). Отличительным признаком Э. по сравнению например с металлорежущими станками является легкая транспортабельность первых. Степень транспортабельности в первую очередь зависит от рода привода. В понятии транспортабельность нужно различать перемещение самого рабочего инструмента и перемещение приводного двигателя. В качестве примера первого рода (перемещение одного только инструмента) можно назвать шлифовальный круг, приводимый во вращение с помощью длинного гибкого вала (смотрите ниже); примером второго рода (рабочий инструмент и двигатель перемещаются вместе) может являться ручная электросверлилка (электродрель). Промежуточное положение между этими двумя группами занимают Э., в которых к двигателю присоединяется гибкий вал, сам же двигатель может перемещаться, перевозиться или подводиться на качающемся кронштейне лишь в ограниченных пределах. Второй суще ственный признак Э. — удобство в обращении. Эта сторона зависит от габаритных размеров, веса, формы и спокойного, безвибрационного хода Э. При сравнении различных типов Э. для одного и того же назначения решающее значение имеет не абсолютный вес, но относительная мощность, которая приходится на единицу веса, то есть W/кг. Для работы в пустотелых предметах и на краях отверстий применяются Э. короткие и специальной формы (с односторонним выступом). При конструировании Э. стремятся к непосредственному соединению рабочего шпинделя с валом двигателя без включения промежуточных передач. Однако последние во многих случаях оказываются неизбежными. Так например, в инструментах для обработки дерева, для шлифовки и для сверления небольших отверстий применяются ускорительные передачи от вала двигателя к шпинделю, в то время как в инструментах для нарезания резьбы и в электроотвертках требуются заме длительные передачи.
Экономичность Э. повысилась за последнее время благодаря улучшению кпд двигателя и передачи, далее благодаря малым потерям на холостой ход, а главное благодаря возможности всестороннего применения и полного использования инструмента. Последним обстоятельствам особенно содействуют как повышение мощности двигателей, так и сравнительно большое число ступеней скорости у шпинделя (смотрите ниже), а также высокие скорости вращения рабочего шпинделя, в силу чего не только возрастает производительность, но и улучшается качество обработанной поверхности. Удобство обращения и производительность Э. сильно возрастают с понижением веса самого рабочего орудия, находящегося в руках у пользующегося Э. Выполнение этого условия обеспечивается применением а) гибких валов с инструментами-насадками, б) Э. повышенной частоты и в) специальных конструкций для подвеса Э. нормальной частоты, вес которых не поддается дальнейшему облегчению; так например, если работа производится на одном и том же месте, то Э. подвешивают на спиральной пружине, компенсирующей его тяжесть. Иногда инструмент укрепляют на конце балансирного рычага, другой конец которого снабжается противовесом. При отпускании Э. он поднимает-
Таблица 1. — Сравнение производительности ручных и электрических столярных пил (в см/мин).
| Толщина доски,
мм | Ручная пила | Ручная электропила | ||
| Ель | Дуб | Ель | Дуб | |
| 15 | 100 | 65 | 360-80Э | 140-600 |
| 20 | 80 | 45 | 200-950 | 100-400 |
| 30 | 45 | 25-30 | 125-430 | 45-300 |
| 40 | 35 | — | 80—380 | — |
| Характеристики | Ручная обыкнов. пила | Ручная электро пила | Станочная со столом круглая пила |
| Рабочее время, затраченное на 20 распило-
вок, в мин. Величина усталости между 11-й и 20-й доской в %. |
32,45 | 8,06 | 6,25 |
| 18,5 | 7,7 | 6,5 | |
| Отношение производительности работы пил с электродвигателем к производительности при ручной пиле. | 1 | 4 | 5,2 |
ся на рычаге вверх, тем самым освобождая рабочее место. В табл. 1, 2, 3 и 4 приводятся данные по производительности и экономичности
Таблица 2. — Сравнение экономичности работы пневматическими и электрическими сверлилками.
| Характеристики | Диаметр сверления в миллиметров | ||
| 23 | 32 | 50 | |
| Пневматич. сверлилки
Расход воздуха в м^/мин |
0,85-1,0 | 0,85-1,1 | 1,0-1,3 |
| Средний расход воздуха в M^l мин. | ^0,9 | 1,0 | 1,3 |
| Соответств. мощность в W (1 м“1мин воздуха - 5 000 W). | 4 500 | 5000 | 6500 |
| Электросвер лилки
Р—полезная мощность электроинструмента в W.. |
180—1 000 | 330-1 700 | 440-1 900 |
| Средняя полезная мощность в W. | 500 | 700 | 1000 |
| Принятый кпд электро-инструмента. | 0,67 | 0,70 | 0,72 |
| Полная потребная мощ: ность электроинструментов в W. | 750 | 1000 | 1 400 |
| Превышение расхода 1 энергии, затрачиваемой пневматич. инструментом, по сравнению с электроинструментом в %. | 500 | 400 | 350 |
Э. в сравнении с другими типами инструментов и с работами вручную в условиях западноевропейской практики. гателя выбирается как можно более высоким. Материалом для корпуса служат почти исключительно легкие металлы, а в новейшее время в инструментах малого типа — пластмассы; корпуса отливаются преимущественно в изложницах или под давлением. Стенки корпуса обычно усиливаются ребрами, учитывая грубые условия работы Э. Вал изготовляется чаще всего из хромоникелевой стали и помещается в шариковых подшипниках. Шихтованные части набираются из листов высококачественного легированного ди-намного железа с удельными потерями 3,0—
3,6 W/кг, штампуемых цельным куском. Для лучшего использования паза изоляция его выбирается возможно более тонкой; провода применяются с двойной шелковой или хлопчатобумажной изоляцией минимальной толщины. Качество изоляции должен быть высокое, имея в виду условия обращения с Э., вибрации и т. д. То же самое требование относится к пропитке и к сушке обмоток, так как Э. бывает подвержен часто действию влажности, паров, дымовых газов и масел. При конструировании универсальных двигателей для Э. принимаются в расчет высокие механич. напряжения, возникающие в роторе от центробежной силы; например при 0 ротора в 40 миллиметров сейчас обычны скорости в 14 000—18 000 об/м., что соответствует окружным скоростям в 29—35 м/ск. Поэтому обмотки на таких роторах помимо скрепления лаком предохраняются еще от разноса бандажами. Именно у таких универсальных двигателей за последнее время мощность существенно увеличилась благодаря повышенной скорости: в то время как раньше двигатель в 60 W вместе с редуцирующей передачей весил 3 килограмма, сейчас
Таблица 3. — Сравнение производительности ручных и электрических отверток.
| Наименование материала, в который ввертывались винты и шурупы | Размеры винтов и шурупов | Время ввертывания от руки, ск. | Время ввертывания электроотверткой, ск. | |||
| диаметр нарезки | длина,
мм |
ключом или отверткой | торцевым ключом * | 100 W | 160 W | |
| Шурупы сшестигран | ной головкой | |||||
| Сталь прочностью 50 килограмм/мм%.. | 5/16 | 24 | 22—59 | 7—13 | 2 | 2 |
| То же | 3/8 | 24 | 28-42 | 7-13 | 2,5 | 2 |
| То же.. .. | 7/16 | 24 | 17-48 | 12 | 2 | |
| Шурупы с утопленн | ой головкой | |||||
| Твердое дерево, предварительно не просверленное. | 5,5 миллиметров | 45 | Не вверт. | 10-12 | 3,5-4 | 3 |
| » » предварительно просверленное | ||||||
| 0 3,9 миллиметров | 5,5 » | 45 | 33 | 7—12 | 3 | 2,5 |
| Твердое дерево не просверленное.. | 6,5 » | 65 | Не вверт. | Не вверт. | 5,7 | 3-4 |
| » > » просверленное 0 4,9 миллиметров. | 6,5 » | 65 | 65—73 | 12-16 | 5 | 3—4 |
| » » просверленное.. | 7 » | 80 | Не вверт. | Не вверт. | — | 5—6 |
| » » просверленное 0 5,5 миллиметров. | 7 » | 80 | 75 | 15-25 | — | 3,5— 5 |
| (ненадежно) | ||||||
| Мягкое дерево не просверленное.. | 8 » | 90 | 72-95 | 10-13 | 3,5-8 | 4,5-5 |
|
* Или приспособлением для вращения. | ||||||
Требования, предъявляемые к двигателям для Э. таковы: высокая перегрузочная способность, возможно меньший вес, небольшие габаритные размеры и легкая прис-посабливаемость их к специальной форме самого инструмента. Поэтому двигатели для Э. изготовляются из высококачественных материалов, предельно использованных в электрич., магнитном и механич. отношениях, и по весу они оказываются на 20—40% легче соответствующих двигателей нормального типа. Число об/м. дви-
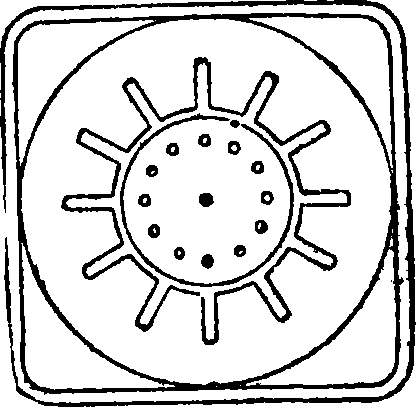
машинка в 120 W весит, включая передачу, всего 2,5 килограмм, что соответствует повышению мощности с 20 до 50 W/кг. Существенную роль в снижении веса и размеров двигателей играет встроенный вентилятор, который охлаждает не только обмотку, но и подшипник, а также препятствует попаданию стружек внутрь Э. Необходимо, чтобы все роторы при изготовлении подвергались статич. и динамич. балансировке на балансировочных станках. Следующее требование — возможность изготовления Э. для всех ходовых нал-
Таблица 4.— Увеличение производитель ности при применении Э. по сравнению с ручной обработкой.
| Род обработки | Увеличение производительности в % |
| А. Обработка металлов при помощи инструментов, действующих ударом (электро-пневматических)
Клепка конструкций (диаметр за-клепки до 28 миллиметров).. |
30-100 |
| Клепка котлов и судов (диаметр за-клепки до 25 миллиметров).. | 50-100 |
| Холодная клепка, заклепки из красной меди, латуни, алюминия, железа (диаметр заклепки до Ю миллиметров), а также закрепление болтов в топках котлов .. | |
| 100-200 | |
| Обрубочные работы зубилами, чистка литья, сглаживание поверхностей. Долбежные работы, чеканка. | 200-400 |
| 100-300 | |
| Удаление заклепок, ржавчины, вырубка, разрубание металлич. ли-стов | 100 - 300 |
| Б. Обработка металлов при помощи инструментов, работающих от гибких валов Шлифовка, полировка, чистка щетками | 1 100-2 000 |
| Сверление, работа развертками и отвертками ..
В. Обработка камней при помощи инструментов, действующих ударом (электро-пневматических) Сверление в породах до 1,5 метров глубиной пустотелым сверлом с 6 или 8 резцами, смотря по породе. |
400-700 |
| Камнетесные работы.. | 200-500 |
| Разные скульптурные работы. | 100-300 |
| Вырубка надписей.. | 200-300 |
| Геологич. и палеонтологич. работы. | 200-300 |
| Насечка мельничных жерновов, вырубка отверстий для дюбелей и канавок в стенах.. | ов о
0 1 1 |
| Г. Обработка камней при помощи инструментов, работающих от гибких валов Шлифовка, полировка, разрезывание пилой и выделка канавок, а также сверление, фрезеровка. | 100-1000 |
ряжений и родов тока (постоянный, однофазный, трехфазный) .· Отсюда вытекает задача стандартизации габаритных размеров различных типов электродвигателей в связи с необходимостью приспособления их к одному и тому же инструменту. Э. постоянного тока применяется гл. обр. на строительствах, питающихся от собственной станции постоянного тока. Количество находящихся в обращении Э. постоянного тока можно оценить не более чем в г/10 от соответствующего количества Э. на трехфазном токе. Нормальной конструкцией при трехфазном токе является двигатель с короткозамкнутым ротором, причем предельная мощность здесь около 2 500 W. Э. на однофазном токе встречаются в двух исполнениях: 1) с коротко-замкнутым двигателем со вспомогательной фазой, пуск которого должен производиться сравнительно медленно и осторожно помощью двухступенчатого выключателя для вспомогательной фазной обмотки; мощность такого двигателя на 25—30% меньше мощности трехфазного двигателя с такими же габаритными размерами; 2) с универсальным двигателем для постоянного и однофазного тока, причем один и тот же Э. в однофазной сети развивает мощность на 10—30% меньшую, чем в сети постоянного то ка. Статор двигателя этого типа собирается при малых мощностях из листов в виде выступающих полюсов (табл. 5), при больших мощностях из листов в виде нормального статорного железа с радиальными пазами (табл. 5). Верхняя граница мощности для универсальных двигателей составляет в настоящее время 500—600 W. Этот тип двигателей получил исключительно большое распространение: почти все Э. малого размера (за исключением ручных шлифовалок) снабжаются универсальными двигателями и удобны в том отношении, что могут включаться непосредственно в два провода осветительной сети.
Характеристики двигателей, а следовательно и их типы должен быть сообразованы с условиями работы инструмента; так например, для шлифовки желательно сохранение постоянной скорости, между тем как для сверлилок считается желательным изменение скорости резания в зависимости от нагрузки, то есть в последнем случае наиболее пригодны двигатели с се-риесной характеристикой. Общий обзор и характеристики двигателей, применяемых в Э., даны в таблице 5.
Особенности в новейших конструкциях электросверлилок. Фирма" Schumann недавно стала выпускать электросверлилки малого типа (сверло 0 до 2 миллиметров) с переключением обмоток двигателя на 2 скорости: 2 500—3 500 об/м. Фирма Fein сконструировала комбинированную электросверлилку с электрич. переключением на 3 скорости, допускающую присоединение гибкого вала для шлифовальных и полировочных работ. Завод Krupp встраивает в свои электросверлилки специальный защитный выключатель, который автоматически выключает ток при возникновении момента опасной величины на шпинделе.
Высокочастотные электроинструменты. Практическая необходимость в получении высоких чисел оборотов для приводов в нек-рых отраслях пром-сти (прядильная, изготовление шелка, деревообделочная, ручные переносные инструменты и тому подобное.) заставила уже несколько лет тому назад обратиться к использованию преимущества тока повышенной частоты. Т. о. появились Э., рассчитанные на 100—150 и 200 Hz в Европе и на 120—180 Hz в Америке и питаемые от специальных преобразователей частоты. В одних случаях (текстильная, деревообделочная пром-сти) высокооборотные электродвигатели упрощают и удешевляют привод, позволяя обходиться без промежуточных ускорительных передач и избегнуть потерь в них. В других случаях при применении высокооборотных двигателей в переносных Э., каковы например электросверлилки, электрич. молотки и прочие, цена и вес при одной и той же мощности уменьшаются, в то время как портативность и удобство обращения сильно возрастают, что создает уже весьма ощутительный эффект в самом производстве. По сравнению с инструментами с нормальным 50-периодным двигателем у высокочастотных Э. мощность и число об/м. повышаются в отношении частот, то есть в 3—4 раза при 150—200 Hz. Перед универсальными коллекторными двигателями, очень распространенными в Э., высокочастотные двигатели с их простым короткозамкнутым ротором имеют преимущество в смысле большой надежности; кроме того их число об/м. остается практически постоянным, т. к. скольжение при наивысшей нагрузке составляет всего 10—12%. Шлифовальные круги с 8 500 об/м. шпинделя м. б. непосредственно без
| Род тока | Обозна чения | Нормаль ные напряжения в V | Схема включения | Схематический разрез пазов в статорах и роторах (якорях) |
| 1 | 2 | 3 | 4 | 5 |
Двухпроводная схема
1)
-Р[положит) -Н(о/прицоЩ
Стальное литье: корпус и полюсные наконечники
Постоянный ток
110/220/440
2)
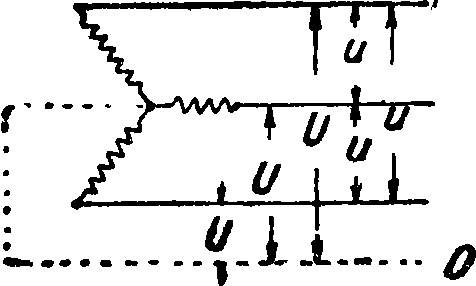
Трехпроводная схема
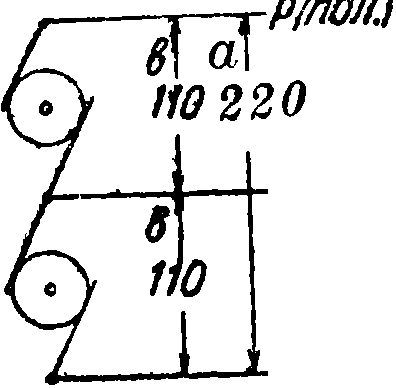
о (нул)
N(omp)
а) Напряжение берется между внешними проводами. b) Напряжение берется между внешним и средним проводом
Якорь с коллектором, 2 полюса для 3 000 об/м. (и I 500 об/м.)
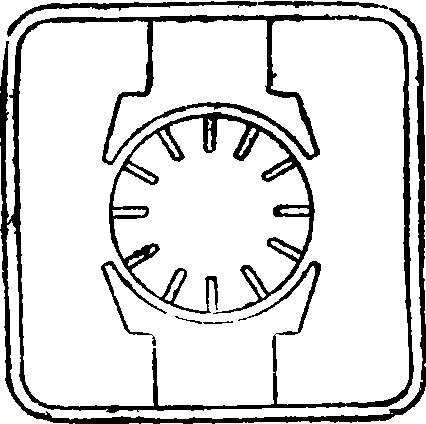
Двухпроводная схема
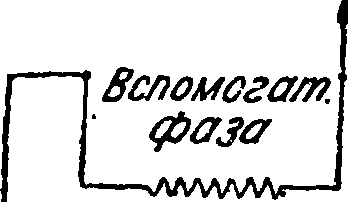
Якорь с обмоткой в виде беличьего колеса (короткозамкнутый ротор), без контактных колец. Вспомогательная обмотка в статоре
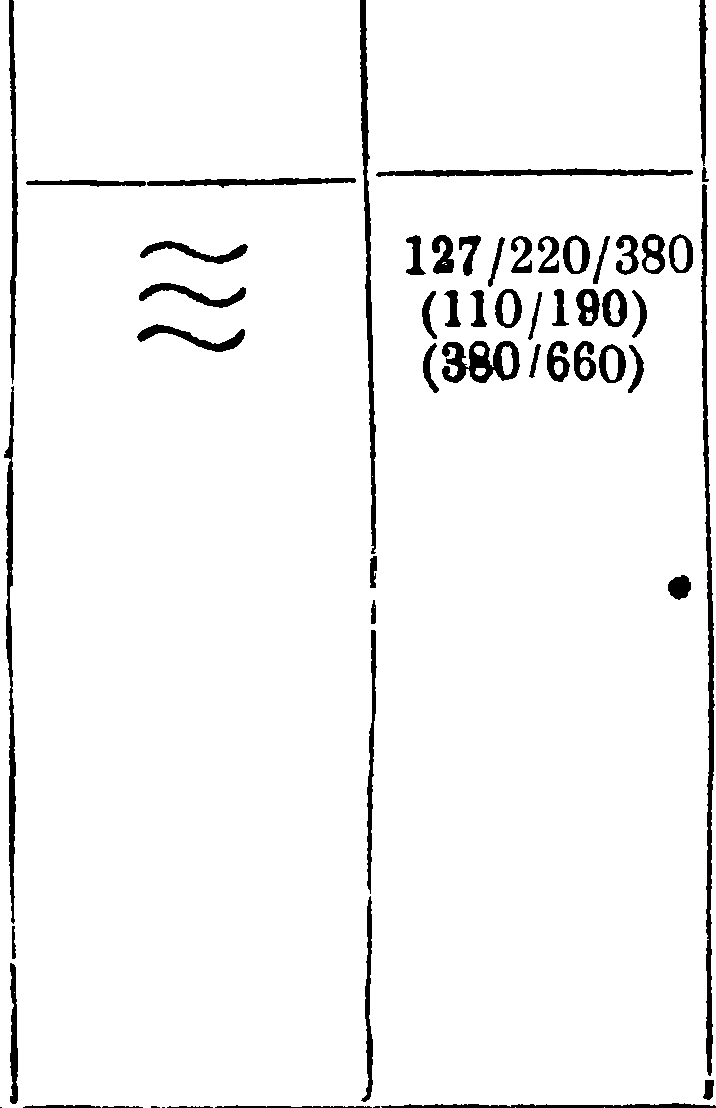
Однофазный переменный ток
127/220
(110/190)
3)
А.
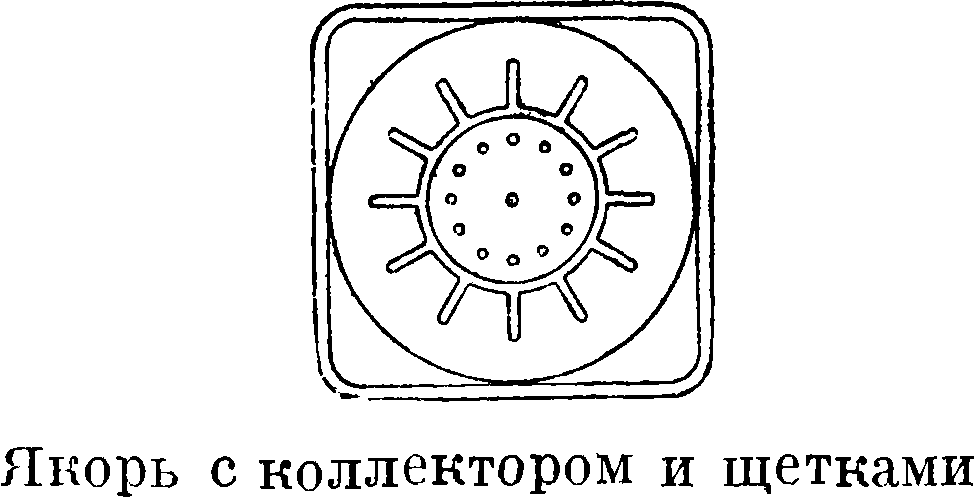
Постоянный или однофазный переменный ток (так называемым универсальный двигатель)
А?
115/220 Высший предел 250
Величины и и U смотрите ниже в графе «Трехфазный ток»
См. схемы в графах

Тре хфазный ток
Якорь с коллектором. Обмотка с последовательным возбуждением
и=U Vs ;
например и=220 У, 17=127 V
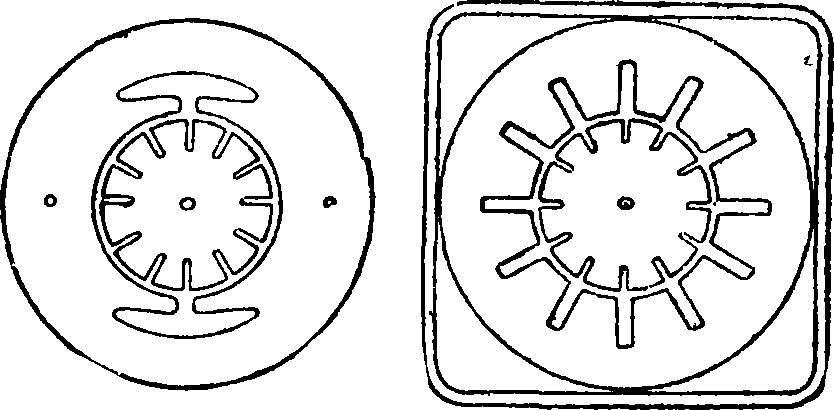
Якорь с обмоткой в виде беличьего колеса (короткозамкнутый ротор)
Без контактных колец,
2 полюса, 4 полюса для 3 000 об/м. для 1 500 об/м. применяемых в электроинструментах по Файну.
Схема включения проводников
Изменение направления вращения достигается
Характеристика и примечания
Применение
6
7
8
9
Последовательное возбуждение
Изменением направления тока в якоре
Высокое число оборотов при холостом ходе, но значительное падение скорости при нагрузке; большой пусковой момент
Воздуходувки, грузо-подъемные устройства, вагоны электрич. дорог
Шунтовое возбуждение
(Перестановка проводников у щеток)
Постоянное число оборотов
Приводные двигатели для различных станков, двигатели шлифовальных электроинструментов
В озбу ждение—компаунд
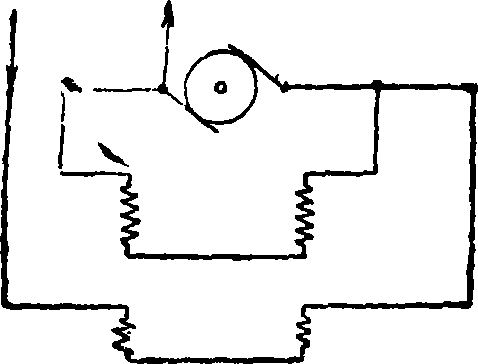
Однофазный короткозамкнутый Переключе-
электродвигатель нием вспомо гательной фазы
Хороший пусковой момент. Комбинирование по желанию свойств последовательного и шун-тового возбуждения
Слабый пусковой момент; пуск в ход только при помощи вспомогательной фазы; постоянное число оборотов; мощность на 20—30% нише, чем у такого же электродвигателя трехфазного тока
Электросверлилки. Специальные приводы без пускового реостата
Для шлифовальных электроинструментов
-λΛΛΛΛΛΛΛΛΛΛΛΑΛΛι-J
Репульсионный двигатель
_ ΛΛΛΛΛΛΛΛΛ ΛΛΛΛ-|
Перестановкой щеткодержа телей
Медленно возрастающий вращающий момент при пуске в ход электродвигателя. Число оборотов как при возбуждении компаунд
В случае необходимости получения хорошего вращающего момента при пуске в ход электродвигателя и нежелательности повышения числа оборотов при холостом ходе
Последовательное возбуждение
О-1
Перестановкой проводников у щеток с передвижкой щеткодержателей
Значительный пусковой момент; высокое число оборотов при холостом ходе; сильное падение числа оборотов при повышающейся нагрузке
Электросверлилки, отвертки, электродвигатели малой мощности
Звезда или треугольник
Перестановкой Число оборотов зависит от ча-
2 проводов стоты. Большой пусковой момент подводки к электродвигателю
Электросверлилки, двигатели для шлифовки. Специальные установки мощностью до 3 kW
Δ при 380 У* Δ при 220 V
всяких передач соединены с двигателем“ 150 Hz. Электросверлилки со сверлами 0 до 70 миллиметров, инструменты для нарезки винтов 0 до 120 миллиметров могут снабжаться двигателями повышенной частоты. Мощность на единицу веса в высокочастотных инструментах повышается до 100 W/иг. Кпд высокочастотной сверлилки со сверлом 0 32 миллиметров составляет 0,7—0,75. Основные показатели по высокочастотным инструментам в сравнении с другими типами Э. приведены в таблице 6.
разделах: 1) Правила для оценки и испы тания шлифовальных и полировочных машинок 1927 г. (VDE 0741, 1927) и 2) «Предписания для электроинструментов для напряжений до 250 V по отношению к зел!ле» 1932 г. (VDE 0740, 1932). Ниже приводятся важнейшие положения из этих правил и норм. Все Э. должны быть приспособлены для заземления или зануления всех их металлич. частей, доступных прикосновению; для этой цели должен быть предусмотрен заземляющий
Таблица 6. — Сравнение основных показателей для трех типов ручных сверлилок
| Показатели | Тип |
Диаметр сверл в миллиметров | |||||
| 10 | 15 | 23 | 32 | 50 | 70 | ||
| ί Эл. | 400—650 | 225—300 | 110—220 | 120 | 70-100 | 45-90 | |
| Число об/м. | { Пн. | 700 | 195-500 | 155-225 | 130-210 | 145-180 | 45 |
| 1 Вч. | 900—1 200 | 500-700 | 280 | 300 | 160 | по | |
| Развиваемая | { Эл. | 100-150 | 150-250 | 300-500 | 850 | 1 200 | 1 600-1 800 |
| мощность | { Пн. | 250 | 415—550 | 550-700 | 800—1 300 | 1 000-1 800 | 2 000 |
| в W | 1 Вч. | 200 - 300 | 450-1 000 | 1 000 | 2 000 | 2 000-3 000 | 3 000 |
| [ Эл. | 4-6,7 | 7-7,5 | U—15 | 18,5-24 | 33- 34 | 55-60 | |
| Вес в килограммах | < Пн. | 4,2 | 5,9-8,4 | 9,7-10,5 | 13—18,5 | 20,5-26 | 33,5 |
| * Вч. | 3,5—4,5 | 4,2-9,5 | 10 | 18 | 19,5—28 | 30 | |
Данные относятся к нормальным, зарекомендовавшим себя образцам. Обозначения: Эл.—электрические для 50 Hz, Пн.—пневматические, Вч.— высокочастотные.
Для получения тока повышенной частоты при наличии сети 50 Hz необходимо пользоваться асинхронными преобразователями частоты, состоящими из асинхронного двигателя и асинхронного генератора. При наличии в установке только сети постоянного тока повышенная частота м. б. получена от соответствующего одноякорного преобразователя, работающего с постоянного тока на переменный. Для того чтобы избегнуть специальной проводки для сети повышенной частоты, иногда пользуются не стационарными, а передвижными преобразовательными агрегатами на тележке, что особенно выгодно при разбросанных местах работы. Очевидно преобразование частоты для одного только Э. экономически себя не оправдывает. Однако уже при 8— 10 Э. установка преобразователя вполне себя окупает, т. к. производительность высокочастотного Э. оценивается приблизительно на 50% выше, чем у нормального. Существуют промышленные предприятия, работа которых в сильной степени зависит от пользования электрическими переноснымй приборами, применяемыми па этих предприятиях в сотнях и тысячах штук. Напр. сюда относятся автомобильные и самолетостроительные з-ды, цеха для изготовления металлич. конструкций и тому подобное. предприятия, где переносные Э. служат для сверления и развертывания дыр в металле, для навинчивания гаек, для шлифовки и т. д. Возможность в подобных условиях пользоваться более легким инструментом, построенным на повышенную частоту, настолько понижает утомляемость рабочего и повышает его производственный эффект, что всякие соображения о добавочных потерях энергии на преобразование частоты тока отходят на задний план. Все новейшие предприятия вышеуказанного типа, построенные в последние годы (в том числе заводы Форда в США, Англии и Германии — в Кельне) и Горьковский автозавод в СССР оборудовали у себя специальные установки с преобразователями частоты, питающими отдельные сети с переносными электрич. инструментами.
Правила и нормы для конструирования и испытания Э. в наиболее подробной форме разработаны и изданы «Союзом германских электротехников» в двух контакт на корпусе Э., а присоединительный провод должен содержать кроме токоподводящих жил специальный провод для заземления. Провода с металлич. оплеткой или броней не разрешается применять в качестве токоподводящих. При наличии у Э. гибкого вала изолирование последнего от двигателя не требуется. Измерение номинальной мощности электросверлилок производится торможением шпинделя по следующей таблице осевых давлений:
Диаметр Осевое сверла, миллиметров давление, кг
Диаметр Осевое сверла, миллиметров давление, кг
| 6 | 50 |
| 10 | 75 |
| 15 | 150 |
| 23 | 300 |
| 32 | 500 |
| 50 | 750 |
Указанные давления сверла на обрабатываемый предмет относятся к скорости резания до 18 м/лгин. При скорости резания свыше 18 м/мин приведенные осевые давления при испытаниях м. б. снижены до 2/3. Машины с номинальной мощностью свыше 150 W подлежат испытанию в течение 1 часа, ниже 150 W — в течение 1/2 часа. Измерение и оценка мощности шлифовальных и полировочных машинок производятся с учетом характерного для Э. режима работы (прерывистая работа при длительно включенной обмотке возбуждения). Двигатели должен быть так рассчитаны, чтобы после 2-часового вращения вхолостую они могли развивать номинальную мощность в течение 15 мин. при номинальной мощности до 250 W или в течение 30 мин. при номинальной мощности свыше 250 W, не нагреваясь выше допускаемого предела. Число оборотов электрическ. полировочных инструментов не должно ни в каком случае, в том числе и при холостом ходе, превышать более чем на 20% номинальное число оборотов, указанное на табличке двигателя.
Стандартные напряжения для электроинструментов, Постоянный ток: 110 и 220 V, а при мощности от 200W и выше также 440 и 550 V. Переменный однофазный ток: 125 и 220 V. Трехфазный ток: 125, 220 и 380 V.
Нормальная шкала мощностей для двигателей Э. (по «VDE»).
W. 125 200 330 500 800 1 100 1 500 2 2СО
л. с.. 0,17 0,27 0,45 0,7 1,1 * 1,5 2,0 3,0
Предельной мощностью двигателей для Э. считается 3 л. с., или 2 200 W.
Гибкие валы для Э. Вследствие незначительного места, занимаемого гибкими валами, и“их малого веса они особенно пригодны для работ в неудобных местах и на большой высоте. Гибкие валы являются хорошим средством передачи высоких чисел оборотов. При скоростях ниже 1 000 об/мин. гибкие валы имеют тяжелую конструкцию. Гибкие валы состоят из сердечника, защитной оболочки, соединительного приспособления и насадки с инструментом и рукоятью для управления им. Сердечник состоит из свернутых винтообразно стальных проволок без промежутка между ними (однако существуют и пустотелые сердечники). Вращение гибких валов должно соответствовать направлению закручивания витков. В табл. 7, 8 и 9
Таблица 7. — Диаметры сердечников гибких валов в миллиметров.*
| Передав, мощность, л. с. | Число оборотов в минуту | |||
| 800-1 000 | 1 400-1 600 | 2 000 | 3000 | |
| V3o | 7-5 | 5 | 5 | 5 |
| 1/ю | 10 | 8 | 8 | 8-5 |
| Ve | 12,5 | 12-10 | 8 | 8 |
| V* | 15-12 | 12,5 | 10 | 10—8 |
| Уз | 15-12 | 15-12 | 12-10 | 12-10 |
| 1Ы | 20 | 15—12 | 12,5 | 12 |
| 3/4 | 25-20 | 20—15 | 12,5 | 15 |
| 1,0 | 30—25 | 20 | 15 | 20-15 |
| 1,5 | 30 | 25-20 | 20 | 25-20 |
| 2,0 | 35-30 | 25 | 20 | 25-20 |
| 2,5 | 40—35 | 30 | 25 | 25-20 |
| 3,0 | 45—40 | 35-30 | 30 | 25 |
* По справочнику «Schuchardt und Schiitte» и по данным фирм. Валы для мощностей до 0,5 л. с. выполняются длиной 1,5—1,8 м; выше 1/з л. с.—1,8—2,0— 2,5 метров длины.
Таблица 8. — Влияние изгибов на кпд гибких валов.
| Положение вала | Кпд для вала диаметром | |
| 13 миллиметров | 8 миллиметров | |
| Прямолинейное.
Изогнутое на 90Р.. » » 180Р. |
0,97-0,99
0,92-0,96 0,90—0,94 |
0,90-0,95
0,87-0,92 |
| На основании“ опытов с валами длиной 1,6 метров при 3 000 об/м. | ||
Таблица 9. — Допустимые величины крутящих моментов в тем для гибких валов-
| Сорт | Диам. вала в дм. | Прямой вал | Изогнутый вал;
в | радиус кривизны см | ||||||
| 50 | 38 | 25
* |
20 | 18 | 15 | 13 | 10 | |||
| Vs | 4,6 | 3,7 | 3,23 | 2,88 | 2,54 | 2,08 | 1,73 | 1,27 | 0,46 | |
| V* | 23,0 | 18,5 | 16,2 | 12,7 | 10,0 | 8,2 | 5,76 | 2,3 | — | |
| 1 | 3/8 | 56,5 | 41,5 | 35,8 | 25,4 | 17,3 | 11,5 | 4,62 | _ | _ |
| н < | v2 | 90,0 | 61,2 | 50,7 | 31,2 | 16,2 | 5,77 | — | _ | _ |
| I | б/8 | 130,0 | 81,0 | 63,5 | 32,3 | 7,5 | — | — | _ | _ |
| 1 | 3/4 | 175,0 | 99,0 | 69,2 | 32,3 | — | — | — | — | - |
| Vs | 2,65 | 2,3 | 2,03 | 1,96 | 1,73 | 1,62 | 1,38 | 1,15 | 0,58 | |
| ( | V4 | 12,7 | 10,4 | 9,7 | 8,2 | 7,05 | 6,23 | 5,20 | 3,70 | 1,5 |
| s { | з/з | 30,0 | 23,0 | 20,8 | 16,2 | 12,7 | 10,6 | 7,61 | 2,88 | |
| Vi | 57,5 | 44,0 | 38,0 | 28,8 | 21,9 | 16,2 | 9,8 | — | _ | |
| 5/s | 86,5 | 62,3 | 54,2 | 39,2 | 26,6 | 18,5 | 7,27 | — | — | |
Указанные в таблице моменты допустимы для валов длиной до 7,5 метров и для вращения в сторону, в которую закручены внутренние жилы сердечника. При вращении в обратную сторону величины момен- тов снижаются на 20—5J%. Пропуски в таблице означают, что радиус кривизны является недопустимым для данного диаметра и сорта вала. приведены основные характеристики изготовляемых в настоящее время гибких валов для Э. В то время как еще 2 года тому назад предельной скоростью для гибких валов считалось 40 000 об/м., сейчас благодаря особой конструкции сердечника и применению ускоряющих зубчатых передач достигнуты скорости в 50 000 и даже 60 000 об/м.
Электроинструменты, действующие посредством удара. Особую категорию Э. составляют инструменты, действу ющие посредством удара, которые в свою очередь можно разделить на 4 группы: 1) молотки с механической передачей, 2) молотки электромагнитные, 3) молотки с электромеханической передачей и 4) инструменты электропневматические.
Молотки с механич. передачей. Действие этих молотков основано на применении кривошипного механизма, вращающегося от гибкого вала или непосредственно от электродвигателя. Удар производится либо действием кулачковой шайбы или пружины либо особыми деталями, находящимися под действием центробежной силы. В качестве буфера между ударником: и механизмом служит пружина или воздух.
Молотки электромагнитные. В корпусе такого инструмента устроен электромагнит с двумя катушками, действующий как соленоид на железный сердечник молотка. Такие молотки распространены сравнительно мало из-за искрения и износа аппаратов при переключении направления тока в электромагнитах, нагревания инструмента и необходимости источника постоянного тока или умформера (смотрите Преобразователь). В новейшее время для этой цели применяются переносные газотронные выпрямители (смотрите). Из молотков данной категории наибольшую известность получили молотки типа «Синтрон». Ряд оригинальных конструкций разработан во Всесоюзном электротехнич. ин-те (ВЭИ) в Москве“
Молотки с электромеханич. передачей. Действие этих молотков основана на применении электродвигателя в сочетании с специальным механизмом, позволяющим преобразовывать вращательное движение в прямо-линейно-возвратное. Недостаток этих молотков заключается в сложности их механизмов, большом общем весе, наличии высоких механич. напряжений от ударов и в сотрясении и износа электрич. части — контактов, обмоток и т. д“ Все это, вместе взятое, ведет к сокращению срока службы рассматриваемых инструментов.
Инструменты электропневматические. Собственно пневматическ. инструменты требуют для своего действия наличия стационарных громоздких установок (компрессор, воздушный резервуар, воздухопровод и прочие), применение которых для одного такого инструмента было бы экономически невыгодно. Элек-тропневматич. инструменты работают сжатым воздухом, но по иному принципу, то есть не постоянным. давлением сжатого воздуха, но столбом сжатого воздуха, меняющим свое направление в механйзме инструмента; сжатый воздух вырабатывается в переносном воздушном насосе с приводом от электродвигателя. Общий кпд элект-ропневматической установки определяется сравнением затрачиваемой электроэнергии с силой удара молотка, присоединенного к воздушному насосу, и равняется, смотря по величине молотка, от 0,23 до 0,27. Общий кпд чисто пневматич. установки (двигатель, компрессор, воздушный резервуар и т. д.) меньше электропневматич. и равен от 0,07 до 0,11. Тем не менее при уче те всех эксилоатационных факторов решительного вывода в пользу электропневматических (или чисто электрических) инструментов сделать нельзя, и в общем инструменты, действующие посредством удара, являются той областью, где элек-трич. инструменты не получили еще окончательного перевеса над пневматическими. Для привода инструментов, действующих ударом, электродвигатели применяются сравнительно редко. Из случаев применения можно указать электро-пневматический молоток для клепки и долото сравнительно большой мощности 850 W (фирмы Fein), а также электротрамбовальный инструмент (для трамбовки), эксплоатацгя которого уже в течение ряда лет доказывает практич. пригодность электродвигателя для тяжелого ударного режима работы. В этом инструменте (вес 18 килограмм) с помощью двигателя в 0,5 л. с. рабочий орган совершает 550 ударов в минуту. Благодаря конструкции короткозамкнутого ротора двигатель безопасно выдерживает все толчки в работе. Электротрамбовальный инструмент находил до сих пор применение преимущественно при изготовлении труб, но т. к. насадка для трамбовки (колотушка) легко сменяется на другую помощью конуса Морзе, то этот же инструмент пригоден для целого ряда иных работ.
Присоединение Э. к сети. Как при оценке Э., например в сравнении с пневматич. инструментами, так и при эксплуатации первых необходимо придавать особое значение присоединительным проводам с их арматурой и выключателям; статистика показывает, что от 60 до 80% общего числа повреждений Э. приходится именно на указанные части. Поэтому провода или кабели, а также арматура для присоединения (штепсельные вилки, муфты и тому подобное.) должны выбираться особенно надежной и безупречной конструкции. Во время работы присоединительные провода, находящиеся на полу, следует защищать от повреждений, перелома, наезда на них тяжелых платформ, тележек и т. д., располагая кабели соответствующим образом или прикрывая их сверху защитными мостками или досками. Наилучший способ подвода к Э. кабеля — сверху так, чтобы он не лежал на полу или на самом рабочем месте. Существует целый ряд конструкций выключателей на Э. в виде кнопок, четырехсторонних крылаток, рычажков, причем все они помещаются на корпусе вблизи ручек, служащих для переноса или поддержки инструмента, т. ч. обслуживание выключателя рукой остается вполне удобным. В электросверлилках малого типа включение происходит при нажатии на рукоять инструмента сверху; при освобождении рукоятки подача тока мгновенно прекращается, т. к. рукоять механически сблокирована с пружинным выключателем. Такая блокировка повышает безопасность обращения с электросверлилкой.
Лит.: Грюнбаум, Электромоторные приводы с высоким числом оборотов, «Русско-герм. вестник науки и техники», 1933, 4, стр. 3—14; Москвитин А., Электромеханический или соленоидный молоток, «Электричество», 1934, 5 и 6; Fein Н., Die elektiische Ausrii-stung der Elektrowerkzeuge, «ETZ», 1933, 41, p. 1003; Steinhart H., Hochfrequenz Elektrowerkzeuge, «Der Bosch-Ziinder», 1933, p. 115; Bleichert W., Kraft-werkzeuge, «Mafchinenbau», 1934,15—16, p. 423—42; Flexible Shafts in Electrical Machine Design, «Electr, Manufacturing», 1932, Dec., 6, p. 13—17; W i s s 1 i c e n, Bosch-Hochfrequenz-Handbohrmaschinen, «Der Bosch-Zun-der», 1934, 6, p. И2—14; Dalrhau, Ueber die Kon-struktion von BremsvorrichtunLea zur Priifung elektr. Handwerkzeugmaschinen, «ETZ», 1928, p. 2; Fein H., Elektr. Handbohrmaschinen, ibid., 1928, 9; Heubach, Solenoidstossbohrer mit elektr. Antrieb, «Elektr. Kraft-betriebe u. Bahnen», 1907, p. 1941; Schlesinger Gf.,
Die Bohrmaschine, B., 1925; Avery, Fractional HP Motors, L., 1933; Muller O., Die Werkzeuge des Elek-troinstallateurs, Frankfurt a/M., 1927; Fein H., Elektrowerkzeuge, B., 1927 (имеется рус. пер.: Файн Г., Инструменты и станки с Электр, двигателями малой мощности, пер. с нем., М.—Л., 1933); Wissliten F., EI. Hochfrequenz der Pressluft-Handbohrmaschinen,
«Werkstatt und Betrieb», 1934, 3/4. Специально вопросу об электромолотках посвящены следующие работы: Elektromagnetische Hammer in Amerika, «ETZ», 1927, 49, p. 1817—18; Der Weinaf-Stosshammer, ibid., 1929, 18, p. 653; Kind H., Der Bego Hammer, «Bergmann-Mitteilungen», 1925, p. 183—87; Schiemann P., Elektromagnetische Schlagwerkzeuge, «ETZ», 1929, 29, p. 1037—43; Schuler L., Der elektromagnetische Hammer, ibid., 1914, p. 565 u. 660. Л. Гейлер.